cui thermal-spray coating a process - paintsquare062-70)bock.pdf · arc-spray application of...
TRANSCRIPT

sing thermal-spray metal coating on carbon steel to prevent corrosion is a process that hasbeen around for most of a century. Under its traditional and more familiar name of “metaliz-ing,” thermal-spray coating has prevented corrosion on carbon steel lock gates, dam compo-nents and similar large marine-environment structures since the early 1900s.
Today, thermal-spray coating is applied by arc spray or flame spray; flame spray is theolder, more traditional application method, and — in appearance — seems similar to braz-
ing, although in fact, the thermal spray coating process and the protective film it produces are closer toa liquid-applied coating system. Arc-spray application of thermal-spray metal coatings was a shop-boundprocess until the 1990s, when portable arc-spray equipment was developed and introduced into fieldmaintenance coating procedures.
For refining and petrochemical projects using thermal-spray coating, arc spray is preferred forlarge, relatively smooth surfaces such as tank roofs or exteriors of large process vessels (Fig. 1).
62 JPCL February 2015 / paintsquare.com
UBy Peter Bock, Advanced Polymerics, LLC
Preventing CUI With Thermal-SprayMetal CoatingNew Use for aTraditional Process
Photo courtesy of TurnerIndustries Group. LLC. All otherphotos courtesy of the authorunless otherwise specified.

paintsquare.com / JPCL February 2015 63
Smaller and more intricate surfaces, suchas small-diameter piping, valves and flanges,are done with flame spray. Where a projectis large enough, both processes are used tobenefit from the advantages of each.
Metal TypesA wide variety of metals can be used for ther-mal spray coating; the author has watchedbronze thermal spray being applied to bronzestatues whose surfaces had deteriorated fromlong-term environmental exposure in a pollut-ed urban environment on the U.S. Gulf Coast.Thermal-spray zinc was originally touted as acompetitor to hot-dip galvanizing, although thetwo processes are significantly different inapplication and in the resulting corrosion-resis-tant film they form.
Hot-dip galvanizing is most definitely a shopprocess, totally unsuitable for any sort of fieldor maintenance application. In times whenenvironmental considerations were not asstrict as they are today, a large-scale galvaniz-ing facility, with huge open vats of strongacids or alkalis and an equally large vat ofmolten zinc at 700 F was perfectly accept-able; today it is not. Also back in those times,hot-dip galvanizing was considered a “quick”process, where flame-spray metal applicationwas thought to be tedious and expensive.
The protective layer produced is significant-ly different between the two processes.Because of the strong chemicals, high tem-peratures and molten zinc used in hot-dip gal-vanizing, the galvanized steel surface actuallyhas an alloy effect. A hot-dip galvanized sur-face has highly reactive, nearly pure zinc atthe exposed surface, but going down towardthe substrate, there are distinct layers of zinc-iron alloy, ending up with all iron at the bottomof the galvanizing layer.
Thermal-spray metal-coated steel is differ-ent, whether the metal used is aluminum or
Fig. 1: Multi-story process vessels providelarge relatively flat areas for arc-sprayed thermal spray aluminum. The high cost of lostproduction on such vessels offsets the higherapplication cost of thermal spray because ofthe shorter return-to-service time.

aluminum instead of zinc as the protectivemetal. Both aluminum and zinc are anodic,sacrificial metals, but aluminum sacrificesmuch more slowly than zinc; thermal-sprayaluminum (TSA)-coated structures were foundto have much longer service life than hot-dipgalvanized structures. There was no “hot-dipaluminizing” process available, so takingadvantage of aluminum’s lower sacrificial ten-dency coupled with the fact that the oxidelayer formed during thermal-spray applicationslowed anodic metal sacrifice even more,made TSA application a viable competitor ofhot-dip galvanizing.
Usable service life of30 and 40 years inexposed severemarine environmentsbecame the accepted— and expected —norm for TSA-coated,exposed, carbon-steelstructures.
The mitigation ofcorrosion under insula-tion (CUI) has a muchshorter history thanthermal-spray metalcoating of steel. Untilfairly recently, thewhole concept of pre-venting CUI in refiner-
ies and chemical plants was totally neglected.To quote the global nonmetallic coatingsspecifier for a major oil company in 2009,“…when our plants were built, industry did notunderstand that the environment under insula-tion was going to be almost like immersionconditions, so the correct type of coating(immersion grade) was not used. As a result,almost NONE of the surfaces under insulationin every single facility which is older than 15years old are adequately protected from CUI.CUI is a phenomenon because of our igno-rance.”
Until the late 1970s, petrochemical equip-ment designers and maintenance managersworked under the incorrect assumptions thatinsulated, hot-operation carbon steel equip-ment stayed hot enough not to have waterunder the insulation, and that any corrosion
zinc. The flame or arc melts the protectivemetal and the gas or air stream breaks themolten metal into tiny spheres, which are thendeposited onto the steel to be protected.Molten metal oxidizes readily, so the tinymolten spheres have formed a thin layer ofsurface oxide by the time they land on thesurface to be protected. They have alsocooled significantly, so they do not form acontinuous solid metal film, the way hot-dipgalvanizing does, but the oxide layer of themetal droplets is in intimate contact with theoxide layer of surrounding droplets and anyporosity between droplets is quickly filled in by
oxide formation. Think of the steel substratecovered with a thick layer of M&M candies —the candy shell is the oxide layer, and thechocolate inside is the aluminum or zincmetal. In a relatively short period after applica-tion of the thermal spray metal, the “candycoating” oozes together without the chocolateinside ever melting.
The thermal-spray metal protective film isactually closer to a liquid-applied coating thanto hot-dip galvanizing, except that there is nobinder resin, as there would be in a liquid-applied coating.
From its first availability, thermal-spray appli-cation was useful for field work, for mainte-nance, and for the fact that thermal spraymetal could be repaired in the field where hot-dip galvanizing could not. Another advantageof thermal-spray coating was the ability to use
64 JPCL February 2015 / paintsquare.com
Thermal-Spray Coating
which might occur could be offset by design-ing equipment with additional steel wall thick-ness as a “corrosion allowance.” Both ofthese concepts are partially incorrect.
All hot operating equipment cycles hot tocold. Even a vessel or pipe which runs hotcontinuously until taken down for turnaroundmaintenance is cycling. The length of thecycle is equal to the operating time betweenturnarounds, and the vessel or pipe will cor-rode while shut down for turnaround.Additional steel wall thickness may providesome added service life, but corrosion israrely flat and uniformly distributed across thesurface of a pipe or vessel — pinholes orcracks at welds, corners or low spots in theinsulation where water may gather under theinsulation will eventually perforate the steel,and the results of the perforation can be cata-strophic.
Another reason for neglecting CUI was farmore straightforward. Until the 1980s, therewere very few coatings suitable for use in hotservice under insulation. The standardprocess operating temperature for hot-opera-tion carbon steel equipment in the 1980s wasquoted as 350 F. During turnaround steam-outwork, this temperature could reach over 400F. Only inorganic zinc and thin-film siliconeshad resins which could survive such tempera-tures. Inorganic zinc was a sacrificial coating;once the zinc had all sacrificed, there was nolonger any protection. Silicones could not bebuilt to sufficient thickness to prevent waterpermeation and even with lead and chromatesin the silicone primer, they did not provideadequate corrosion resistance.
Fig. 3: This coupon failed the thermal-spraybend test after testing as specified in SSPC-CS23.00/AWS C2.23M/NACE No. 12.
Fig. 2: A large refinery or petrochemical plant will have hundreds ofinsulated process vessels and hundreds of miles of insulated pipefeeding those vessels.

Click our Reader e-Card at paintsquare.com/ric
paintsquare.com / JPCL February 2015 65
Click our Reader e-Card at paintsquare.com/ric
���������������� �������!����������������������������The FibreCrete™ family of polymer linings delivers
a corrosion-resistant barrier with lower permeability
than alternative �ake-�lled products. Spray
application makes it much less labor intensive
than matte systems thereby minimizing
downtime and expense. FibreCrete™
is ideal for preserving secondary
containment, ducts, stacks
and process vessels where
chemical exposure and
physical demands are extreme.
emai l : quest [email protected] tsburgh, PA 15238 U.S.Awww.sauereisen.com
Call Sauereisen for low permeability,
high �exural strength and longer life.
�����������
��� � ��A series of major CUI-related equipment fail-ures in the early 1980s showed the problemwith using inorganic zinc under insulation. Aslong as there was zinc left, the coating sys-tem protected. Once the zinc was completelysacrificed, active corrosion progressed rapid-ly. There was no cost-effective way of knowingor judging when the last bit of zinc was gone,and the concept of risk-based inspection hadnot yet been developed.
There was an active search for relativelythick-film, stable, temperature-resistant, cyclic-service-tolerant protective coatings to be usedunder insulation. Attempts to formulate coat-ings using the ethyl silicate resin from inorgan-ic zinc, but without the added zinc, were acomplete failure. The introduction of polysilox-ane-based elevated-temperature coatings inthe early 1990s allowed thick-film build andtemperature resistance, but the initial formula-tions could not tolerate cyclic service.Second-generation polysiloxane-silicone hybridformulations resolved this problem and provid-ed the necessary temperature tolerance, flexi-bility for cyclic service and film thickness tosurvive for years under insulation. TSA coatingwas suggested as a CUI coating at about thesame time.
Although thermal-spray application requiredan arc or flame, it was actually less hazardousthan applying liquid paint. A “hot-work” permitsimilar to one issued for welding or cuttingwas obtained for thermal-spray application.Because the deposited metal was cool, thealuminum dust generated as overspray wasless hazardous than the solvents released dur-ing liquid paint application and the dust couldbe easily gathered and removed, unlike paintoverspray which stuck to everything ittouched.
When coatings contractors first offeredthermal-spray application in the 1990s andearly 2000s, the cost of field applicationwas typically about 10 times as expensiveas liquid coatings. These costs included thecost of surface preparation, coating materi-als, application and inspection, but made noallowance for the amount of time actuallyrequired for application and drying, or forthe cleanup and disposal costs at the end ofthe project.

Liquid coatings intended for CUI servicetypically require two or three coats to achievethe specified 10-to-12 mils dry-film thickness(DFT). Applied DFT for each coat cannot beaccurately checked until the coat of paint isdry, which may take 8-to-12 hours, dependingon temperature, humidity and air circulation. Iflow DFT is found, additional paint must beapplied, requiring another full coat’s dryingtime.
In contrast, thermal-spray metal coating isa single-coat system; dry and ready to bechecked for DFT within seconds of applica-tion; and any low-DFT areas that are foundcan be immediately touched up with additionalthermal-spray metal (Fig. 4).
So Why is Thermal Spray More Expensive?The source of the extra costs is detailed inthe joint SSPC/AWS/NACE standard forapplication of thermal spray coatings,SSPC-CS 23.00/AWS C2.23M/NACE No.12, "Specification for the Application ofThermal Spray Coatings (Metallizing) ofAluminum, Zinc, and Their Alloys andComposites for the Corrosion Protection ofSteel" (Fig. 3, p. 64). This standard is usedfor thermal-spray coatings, whether intend-ed for exposed or CUI service and therequirements in it are much stricter thanrequirements for application of liquid coat-ings in similar service.
66 JPCL February 2015 / paintsquare.com
The first bit of expensive news in this stan-dard regards surface preparation. SSPC-SP 5,“White Metal Blast Cleaning” is required forthermal spray in marine or immersion service.Because CUI service is considered intermittentimmersion, SSPC-SP 5 is mandatory for ther-mal spray in CUI service. Achieving a specifiedanchor profile is also critical for thermal-sprayprojects, since mechanical adhesion of thethermal-spray layer to the anchor profile of thesteel substrate is the only thing keeping thethermal-spray layer attached to the substrate.Many CUI-rated liquid coatings may be appliedover lesser surface preparation, or even on topof existing old coatings; the liquid resin in theseprovides an additional means of adhesion.
Second is the requirement for qualified appli-cators and helpers. Improperly applied thermalspray may have holidays or poor cohesion.Improperly applied thermal-spray coating whichdoes not tie into the anchor profile may dis-bond from the substrate during thermal cyclingunder insulation. Thermal spray can only beapplied by specialized arc-spray or flame-sprayequipment; liquid coatings can be sprayed,rolled, brushed or even applied by a mitt ordauber, depending on surfaces to be coated,product data sheet or specification.
Third is the need for much more thoroughinspection, before, during and after applicationof thermal spray, than would normally be donefor liquid coatings. Properly applied TSA looks
WWW.PRETOX.COM
The ONLY Lead Stabilizer Compatible with All
Paint Removal Methods.
Works with all Blast Media
• Grits • Recyclable Abrasives• CO2 • Water • Power Tools • Etc.
Contact Dave Steffen at 800.338.8296 [email protected] for technical consultation.
GotLead?SPECIFY PRETOX SYSTEM PRODUCTS
Call Today… NEWPaint Strippers Save Time and Money!
nextecFebruary1_Layout 1 1/24/13 1:13 PM Page 1
Thermal-Spray Coating
Fig 4: Despite the apparent fireworks, the arc-sprayed thermal-spray aluminum is dry and cool almostimmediately after application and is ready for insulation and jacketing. Liquid coatings require additionalcoats and extended drying time after each coat. Photo courtesy of Turner Industries Group, LLC.
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric
™ 2.0
ELCOMETER 130 SALT CONTAMINATION METER
[email protected] www.elcometer.comUSA & Canada: (800) 521-0635 sales@elcometer. USA & Canada: (800) 521-0635com sales@elcometer. USA & Canada: (800) 521-0635USA & Canada: (800) 521-0635
2.0™
com www.elcometer. com
paintsquare.com / JPCL February 2015 67
Click our Reader e-Card at paintsquare.com/ric
Click our Reader e-Card at paintsquare.com/ric
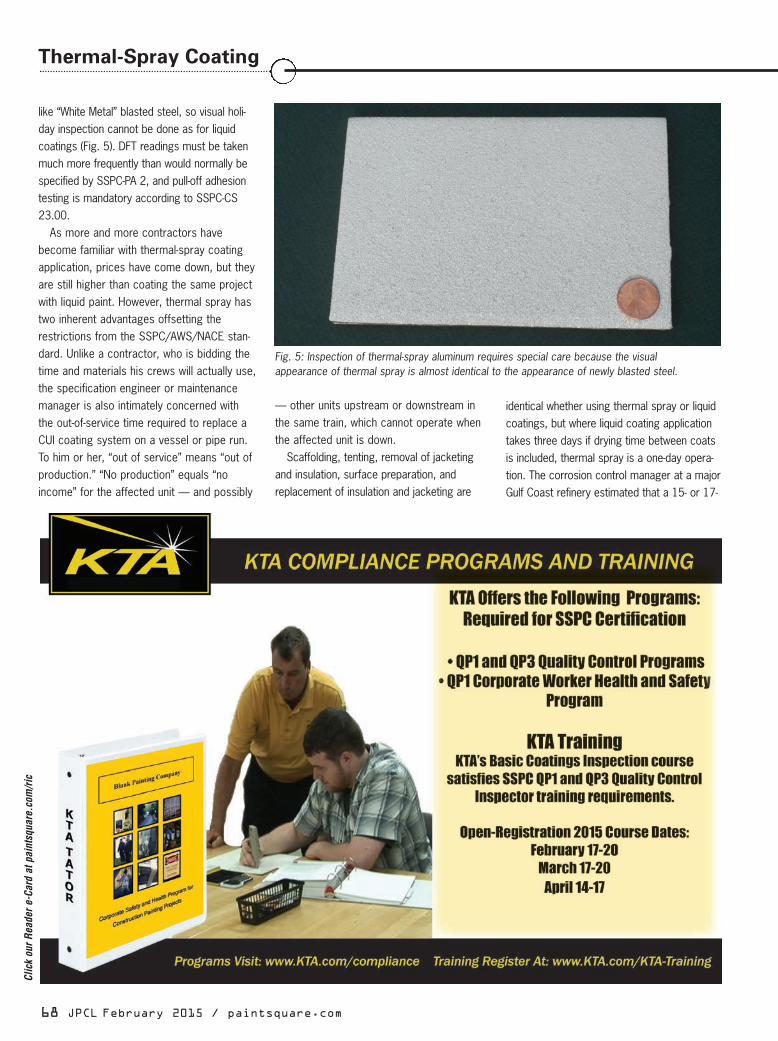
like “White Metal” blasted steel, so visual holi-day inspection cannot be done as for liquidcoatings (Fig. 5). DFT readings must be takenmuch more frequently than would normally bespecified by SSPC-PA 2, and pull-off adhesiontesting is mandatory according to SSPC-CS23.00.
As more and more contractors havebecome familiar with thermal-spray coatingapplication, prices have come down, but theyare still higher than coating the same projectwith liquid paint. However, thermal spray hastwo inherent advantages offsetting therestrictions from the SSPC/AWS/NACE stan-dard. Unlike a contractor, who is bidding thetime and materials his crews will actually use,the specification engineer or maintenancemanager is also intimately concerned withthe out-of-service time required to replace aCUI coating system on a vessel or pipe run.To him or her, “out of service” means “out ofproduction.” “No production” equals “noincome” for the affected unit — and possibly
— other units upstream or downstream inthe same train, which cannot operate whenthe affected unit is down.
Scaffolding, tenting, removal of jacketingand insulation, surface preparation, andreplacement of insulation and jacketing are
68 JPCL February 2015 / paintsquare.com
Thermal-Spray Coating
Fig. 5: Inspection of thermal-spray aluminum requires special care because the visualappearance of thermal spray is almost identical to the appearance of newly blasted steel.
identical whether using thermal spray or liquidcoatings, but where liquid coating applicationtakes three days if drying time between coatsis included, thermal spray is a one-day opera-tion. The corrosion control manager at a majorGulf Coast refinery estimated that a 15- or 17-
Clic
k ou
r Rea
der e
-Car
d at
pai
ntsq
uare
.com
/ric

Jotun(shortened) in Quark_Layout 1 2/3/15 2:44 PM Page 1
paintsquare.com / JPCL February 2015 69
Click our Reader e-Card at paintsquare.com/ric
story contact process tower such as the ones shown in Figure 1, gen-erates a million dollars in revenue per day of operation. Saving twodays of downtime by applying thermal spray instead of liquid coatingwill save the owner $2 million which (the corrosion control managerestimated) is much more than the added cost of thermal spray insteadof liquid coating.
The second savings is length of service life. From a contractor’sviewpoint, the cost of a project is the cost of time and materials hiscrews and inspectors will require to complete a project. From the cor-rosion control manager’s point of view, the true cost of a project is thecontractor’s invoice plus the cost of out-of-service time, divided by thenumber of years of service life expected from the corrosion-controlproject.
Major U.S. oil company corrosion-control specifications rate thermal-spray aluminum in CUI service as an expected service life of 20, 30,and in one specification, 40 years without replacement or major repair.These same specifications rate the best liquid-applied coating systemsas having expected service life of 8-to-15 years. From this perspec-tive, the price of thermal-spray coating goes from being much moreexpensive than liquid-applied coatings to being much less expensive,since it is expected to last much longer.
Despite thermal-spray metal coating’s nearly a century of successfulservice on exposed steel in coastal, marine and similar severe environ-ments, the longest properly recorded, properly monitored CUI servicefor TSA on U.S. refineries or chemical plants that the author can findrecords for is just short of 15 years. But after that service time, theapplied TSA coating is in excellent shape and looks to be good foranother ten or fifteen years, approaching the corrosion control manag-er’s dream of the CUI coating system having the same expected ser-vice life as the unit itself.
About the AuthorPeter Bock is executive vice president of Advanced Polymerics Inc. inHooksett, New Hampshire. He is an Air Force veteran and holdsdegrees from Tulane University and the University of Northern
Colorado. Bock has 37 years of sales, man-agement and technical service experience inoilfield and petrochemical heavy-duty coatingsin the United States, Canada, Mexico,Venezuela, Indonesia and Taiwan.
He has experience with on- and offshoreproduction, drilling and workover rigs, ship-yard work, natural gas and LNG, pipelines,terminals, refineries and chemical plants.Bock is a specialist in elevated temperature
systems, corrosion under insulation and chemical passivation.He is a former president of NACE New Orleans Section and of the
Houston Coating Society. Bock is a NACE-certified coating inspectorand has presented papers and symposia at many national, regionaland local coatings and corrosion control events.JPCL
Welcome to theNACE Online Training Center
Basic Corrosion e-course
Class Starts When You Are Ready.
Basic Corrosion is Now Available in a New Online Training Format. Enjoy anytime, anywhere learning with one of NACE’s most popular courses now available in an online, self-study format. The course focuses on the causes and types of corrosion and the methods by which it can be identified, monitored and controlled.
Learn from any computer, tablet or mobile device with internet access The lecture and multi-media based course includes the Basic Corrosion course manual
and interactive exercises throughout to test your knowledge of the material Earn CEUs toward your NACE certification or other professional license
Chapter1
Introduction to Basic Corrosion
Learn the definition of corrosion and understand the economic, environmental and safety impact of corrosion.
Chapter2
Basics of Corrosion Electrochemistry
In this chapter learn the terms and definitions used in corrosion, as well as the processes and concepts of electrochemistry, oxidation and reduction reactions, thermodynamics, kinetics and passivity
Chapter 3
Corrosive Environments
Identify the characteristics of commonly-encountered corrosive environments such as atmospheric, water and other electrolytes, soil and high temperature environments.
Chapter 4
Materials Understand engineering materials such as metals, non-metals, composites, concrete and ceramics and their relationship to corrosion control
Chapter 5
Forms of CorrosionUnderstand the various forms of corrosion, how to recognize each form, materials subject to each form, environments that promote each form and how to control each form.
Chapter 6
Designing for Corrosion Control
This chapter will examine how corrosion can be controlled during the design process through construction and process parameters, drainage, dissimilar metals, crevices, and corrosion allowance.
Chapter 7
Corrosion Control Methods
The focus of this chapter is corrosion control methods by material selection, modification of environment, protective coatings, cathodic and anodic protection.
Chapter 8
Inspection, Monitoring and Testing
Learn the difference between inspection and monitoring and identify the common testing techniques for each.
Course Information
nace.org
MOREwithNACEelcome tW
o theelcome t
withMO
EACNwithERMO
Basic C
CE Online NAelcome tW
Class S
-eosion orrBasic C
CE Online o theelcome t
hen Wts tarClass S
course-
aining CrTTrCE Online
e Readyrou AYYou Ahen
enaining C
.e Ready
eracand intturhe lecT
n frearLcan be identified
orself-study f forytimey anEnjo
orrBasic C
Basic C
oughout tcises threre extiverace and multi-media based course includes the Basic Ctur
, tablet or mobile deery computom ann frolleded and contror, monitcan be identified
ocuses on he course f focuses on the causes and tTmat. orning with one of NAe learwhery, anytime
vw A Avosion is Noorr
eosion orrBasic C
wledge of the matnoour kest yo toughout tore and multi-media based course includes the Basic C
net accesservice with int, tablet or mobile de.olled
ypes of corocuses on the causes and ts most popular courses noCE’’s most popular courses noning with one of NA
w Oailable in a Nev
course
ialerwledge of the matosion course manual ror
net access
y which it osion and the methods brvailable in an onlinew as most popular courses no
ormaaining FrTnline w O
y which it , vailable in an online
.torma
n CEUs tEar
2
ourse InfC
erhaptC
1 erhaptC
tification or other prCE cerour NAd ywaron CEUs t
y
tionormaourse Inf
ochemistrtrlecEosion orrasics of CB
osionorrasic CBo tion toductrnI
essional loffessional licensetification or other pr
ochemistrtrepts of eleconcesses and cocprerms and definitions used in cer learn the tIn this chapt
osion.orrt of cy impacsafetosion and understand the ecorrearn the definition of cL
essional license
eaction reduction and rxida, oyochemistrell as the osion, as worrerms and definitions used in c
onmenvir, enonomicosion and understand the ec
, tionseacell as the
tal and onmen
5 er haptC
4 er haptC
3 er haptC
2
osionorrorms of CF
erialstaM
tsonmenvirEne osivorrC
yochemistrtrlecE
onmenviro each form, ent tsubjecarious forms of cUnderstand the v
amics and their rere and cetoncrcerials such as metalstUnderstand engineering ma
.tsonmenvirener and other electa, wtmosphericsuch as a
ommonleristics of ctactify the charIden
, kinetics and passivitynamicsthermod
w te each form and hoomott prts thaonmene each form, maognizeco rw tosion, hoorrarious forms of c
oltronosion corro ctionship telaamics and their romposit, c, non-metalserials such as metals
emper, soil and high tesytoltrer and other eleconmenvire enosivorred certounenc-yommonl
y, kinetics and passivit
ol trono cw terials te each form, ma
, esomposit
e turaemperts onmen
8 er haptC
7 er haptC
6 er haptC
5
estingand T Teoring onittion, MnspecI
ethodsMol tronosion CorrC
oltronosion CorrCor ning fesigD
echniques for each.esting tteen inspecwe betencearn the differL
ecot, prtonmenvirtion of enamodificosion correr is che focus of this chaptT
eancwosion alloorr, and ceseviccrtion and pruconstrough cess throcpr
orrw cxamine hoer will ehis chaptT
each form.
tify the coring and idention and moniteen inspec
thodic and anodic pra, ctingsoae ctivection,erial selecty maol methods btronosion c
.e, dissimilar metalsainage, drersametess paroction and pr
olled during the design tronan be cosion corr
ommon tify the c
tion.ecotthodic and anodic prtion,
, , dissimilar metalsolled during the design
nac
esting
g.orenac
echniques for each.esting t
Click our Reader e-Card at paintsquare.com/ric
Nace Basic ad in Quark_Layout 1 1/23/15 10:43 AM Page 1