curso ppap
DESCRIPTION
Production Part Approval ProcessTRANSCRIPT
PPAP
1
PPAP
2
1.1. Escuche con atenciónEscuche con atención. Concéntrese en lo que el instructor esta explicando.
2.2. Tome apuntesTome apuntes. Complete sus notas impresas con la información adicional que considere conveniente.
3.3. PreguntePregunte. Si algún concepto no le queda claro, haga preguntas en el momento destinado a ellas.
4.4. Sea PositivoSea Positivo. Procure mantener una actitud optimista a lo largo del curso, esto mejorara su aprendizaje.
8 Recomendaciones para que Usted obtenga el máximo provecho en el curso
PPAP
3
5.5. Sea PacienteSea Paciente. Recuerde que no todas la personas captan las ideas de la misma manera. Considere la opiniones de los demás.
6.6. ParticipeParticipe. Aprender es una experiencia muy útil y agradable pero se requiere de interés y entusiasmo.
7.7. SinteticeSintetice. Al terminar cada sesión, concluya lo que ha aprendido.
8.8. Sea PrácticoSea Práctico. Cuando regrese a su trabajo aplique lo que haya aprendido, ningún esfuerzo será inútil, el éxito depende de usted.
PPAP
4
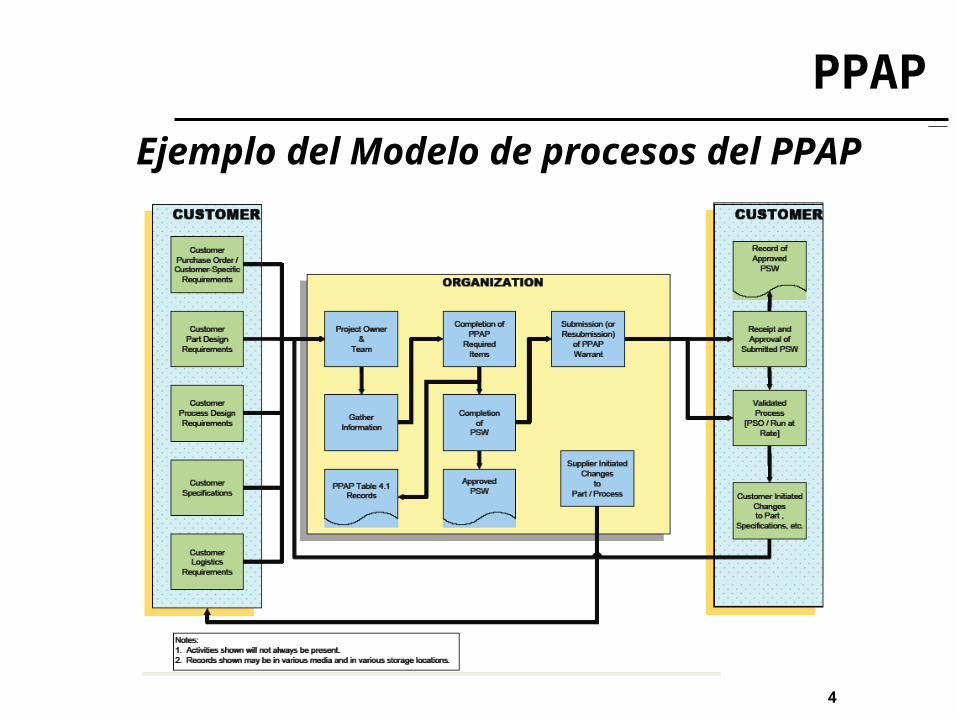
Ejemplo del Modelo de procesos del
PPAP lo)
PPAP
5
PropósitoPropósito El propósito del PPAP es determinar si todos los
requerimientos de ingeniería del registro de diseño del cliente, son entendidos por la organización y que el proceso de manufactura tiene el potencial para producir producto que cumpla consistentemente con los requerimientos durante una corrida de producción en un tiempo determinado.
PPAP
6
Fecha de AplicaciónFecha de Aplicación El PPAP 4ª Edición sustituye la 3ª Edición apartir del final del segundo trimestre del 2006 (Junio 1) , a no ser que el cliente específique otra fecha.
PPAP
7
AplicaciónAplicación El PPAP aplica para todos aquellos sitios de las organizaciones internos y externos que abastecen partes para producción, partes para servicio, materiales para producción o materiales a granel. Para materiales a granel el PPAP no es requerido, a menos que sea un requerimiento específico del cliente.
Nota: Se entiende como sitio, el lugar donde ocurre valor agregado al proceso de manufactura.
PPAP
8
Sometimiento del PPAP (Submission)Sometimiento del PPAP (Submission) La organización debe obtener aprobación
por parte de un representante autorizado del cliente en los siguientes casos:
1. Un producto nuevo (por ejemplo: una parte específica, material o un color no previamente abastecido al cliente).
2. Una corrección de una discrepancia de una parte enviada con anterioridad.
3. Producto modificado por algún cambio de ingeniería, especificaciones o materiales.
4. Cualquier otra situación requerida a continuación:
PPAP
9
Notificación al clienteNotificación al cliente
La organización debe notificar a un representante autorizado del cliente algún cambio planeado al diseño, proceso o sitio de manufactura. Algunos ejemplos se indican a continuación:
1.El uso de otra construcción o material que el que se usaba en la parte o producto previamente aprobada.2.La producción con herramental nuevo o modificado (excepto herramental perecedero), dados, moldes, modelos, etc. incluyendo el herramental de repuesto adicional.3.La producción despues de la reconstrucción o arreglo de herramental o equipo existente4.La producción con herramental o equipo transferido a una localidad (planta) diferente o de una localidad adicional.
PPAP
10
5. El cambio de subproveedor de partes, no equivalentes, de materiales o servicios (por ejemplo tratamiento térmico, recubrimiento) que afecte los requerimientos de ajuste, función, durabilidad o desempeño.
6. El producto hecho después que el herramental ha estado inactivo de producción durante 12 meses o más.
7. Los cambios de producto o de proceso relacionados con los componentes de la producción de productos manufacturados internamente o manufacturados por subproveedores, que impacte el ajuste, función, desempeño y/o durabilidad del producto vendible. Adicionalmente, el proveedor debe estar de acuerdo con el proveedor sobre cualquier solicitud antes de presentarla al cliente.
PPAP
11
8. Sólo para materiales a granel: Nuevo origen de materia prima con características especiales de un proveedor nuevo o existente
9. Cambio en los atributos de apariencia del producto, cuando no hay específicaciones de apariencia
10. Cambio en los métodos de prueba/inspección - técnica nueva (que no afecte los criterios de aceptación)
Una vez que se notífico y aprobó el cambio propuesto por parte del representante autorizado del cliente y después de la implementación, es requerido el envío del PPAP, a menos que el cliente específique lo contrario.
PPAP
12
Corrida de Producción Significativa
Para partes de producción, el producto para el PPAP debe ser tomado de una corrida de producción significativa, la cual debe ser de entre 1 a 8 horas de producción y con la cantidad específica de producción de un mínimo de 300 partes consecutivas, a menos que un representante del cliente autorizado, específique lo contrario.
Esta corrida debe ser llevada a cabo en el sitio de producción con una meta de producción, usando la herramienta, el equipo de medición, el proceso, materiales y operadores de producción.
PPAP
13
1. Registro de Diseño1. Registro de Diseño Se debe tener un registro del diseño de la parte o
producto que se va a vender, incluyendo registro de diseño para componentes o detalles del producto o parte que se va a vender. Cuando el registro de diseño está en un formato electrónico, la compañía debe producir un archivo impreso.
Requerimientos de PPAPRequerimientos de PPAP
PPAP
14
2. Documentos Autorizados de Cambios 2. Documentos Autorizados de Cambios de Ingenieríade Ingeniería La organización debe tener cualquier documento autorizado de cambio de ingeniería para aquellos cambios que no han sido documentados en el registro del diseño, pero que ya han sido incorporados al producto, parte o herramental.
PPAP
15
3. Aprobación de Ingenieria por el 3. Aprobación de Ingenieria por el ClienteCliente Cuando sea especificado por el cliente, la organización debe tener evidencia de la aprobación de los cambios de ingeniería.
PPAP
16
4. Análisis Modal de Efecto y Falla de 4. Análisis Modal de Efecto y Falla de Diseño (DFMEA)Diseño (DFMEA) La organización responsable del diseño del producto debe desarrollar un DFMEA de acuerdo y en cumplimiento con los requerimientos especificados por el cliente (Por ejemplo: el manual de referencia del PFMEA).
PPAP
17
5. Diagrama de Flujo del Proceso5. Diagrama de Flujo del Proceso
La organización debe tener un diagrama de flujo de proceso en un formato que claramente describa los pasos del proceso de producción y su secuencia. Cuando sea requerido debe cubrir las necesidades, requerimientos y expectativas del cliente.
PPAP
18
6. Análisis Modal de Efecto y Falla de Proceso 6. Análisis Modal de Efecto y Falla de Proceso (PFMEA)(PFMEA) La organización debe desarrollar un PFMEA de acuerdo con y cumpliendo con los requisitos específicados por el cliente (Por ejemplo: el manual de referencia del PFMEA).
PPAP
19
7. Plan de Control7. Plan de Control
La organización debe tener un plan de control que defina todos los métodos usados para el control de proceso y que cumpla con los requerimientos especificados por el cliente (Por ejemplo: El manual de referencia de APQP).
PPAP
20
8. Estudios del Análisis del Sistema de 8. Estudios del Análisis del Sistema de MediciónMedición
La organización debe tener estudios del análisis del sistema de medición. Por ejemplo: GR&R, bias, linealidad, estabilidad para todos los gages nuevos o modificados, así como, equipo de medición y prueba (ver manual de referencia de MSA).
PPAP
21
9. Resultados de Estudios Dimensionales9. Resultados de Estudios Dimensionales
La organización debe proveer evidencia de las verificaciones requeridas por el registro de diseño y el plan de control han sido llevadas a cabo y los resultados indican cumplimiento con los requerimientos especificados. La organización debe tener resultados dimensionales para proceso de manufactura única, por ejemplo: celdas, o líneas de producción y todas las cavidades de moldes o dados.
PPAP
22
9. Resultados de Estudios Dimensionales 9. Resultados de Estudios Dimensionales (continuación)… (continuación)…
La organización debe indicar la fecha del registro de diseño, su nivel de ingeniería y cualquier cambio de ingeniería autorizado que no haya sido incorporado al registro de diseño.
La organización debe identificar una de las partes medidas como muestra maestra.
PPAP
23
PPAP
24
(continuación Appendix C)…(continuación Appendix C)…
PPAP
25
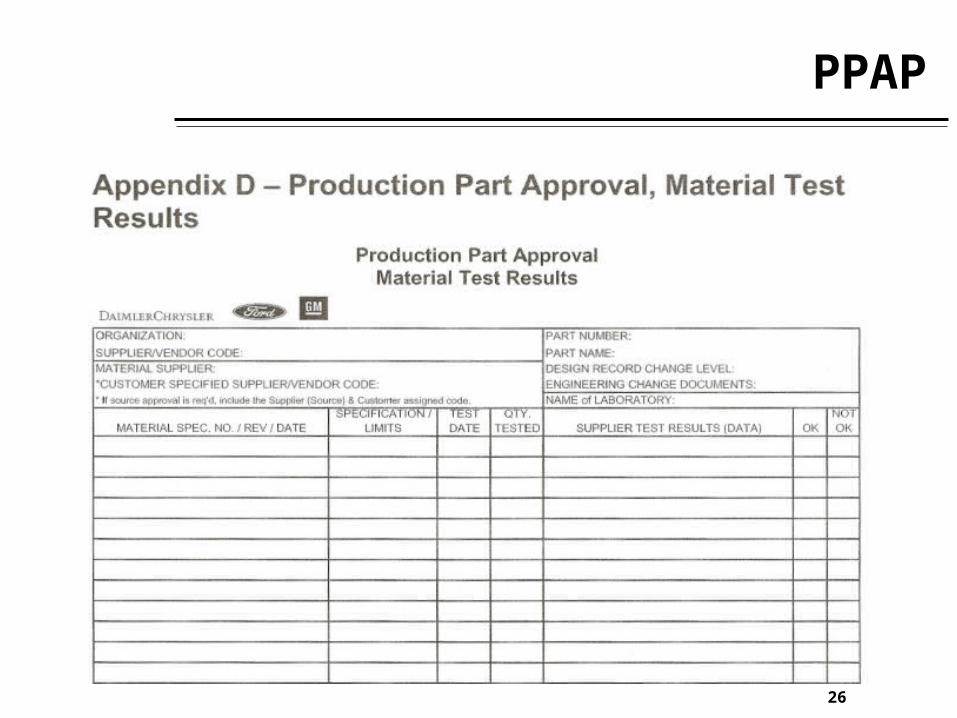
10. Resultados de Prueba de los Materiales 10. Resultados de Prueba de los Materiales y del desempeño del productoy del desempeño del producto La organización debe tener registros de los
resultados de las pruebas de los materiales y de las pruebas de desempeño especificadas en el registro de diseño o control plan.
a) Resultados de Prueba de los Materiales
Se deben llevar a cabo pruebas a todos las materiales de las partes y productos cuando requerimientos químicos, físicos o metalúrgicos sean especificados por el registro de diseño o el control plan.
PPAP
26
PPAP
27
(continuación Appendix D)…(continuación Appendix D)…
PPAP
28
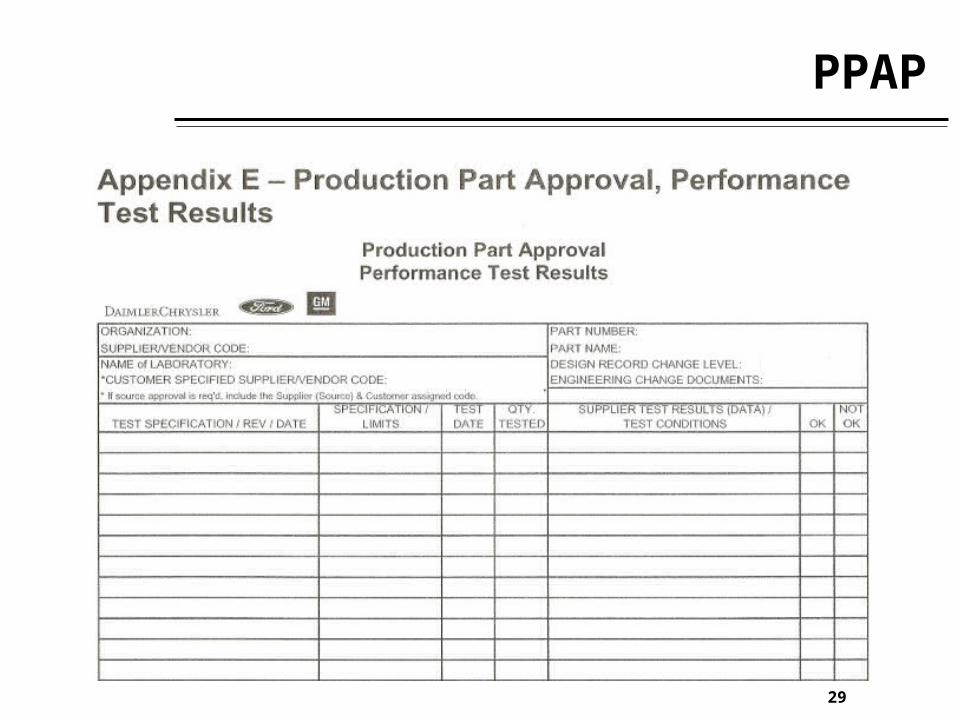
10. Resultados de Prueba de los Materiales 10. Resultados de Prueba de los Materiales y del desempeño del producto y del desempeño del producto (continuación…)(continuación…)
b) Resultados de Prueba de Desempeño
Se deben llevar a cabo pruebas a las partes o producto de los materiales cuando requerimientos de desempeño o funcionales sean especificados por el registro de diseño o el control plan.
PPAP
29
PPAP
30
(continuación Appendix E)…(continuación Appendix E)…
PPAP
Manufacturing Tel: 01 (800) 221 37 69 E-mail: [email protected]
11. Estudios Iniciales de Proceso11. Estudios Iniciales de Proceso El nivel de capacidad inicial del proceso debe ser determinado, de ser aceptable, antes de enviar el PPAP para todas las características especiales designadas por el cliente o la organización. La organización debe obtener un acuerdo con el cliente acerca del indice aceptable de capacidad del proceso inicial.
Nota 1. Cuando no existan características especiales identificadas, el cliente se reserva el derecho para requerir demostración de capacidad inicial de proceso en otras características.
Nota 2. El propósito de este requerimiento es determinar si el proceso de producción es capaz de producir producto que cumpla con los requerimientos de cliente. El estudio de capacidad del proceso inicial está enfocado en datos variables, no en atributos.
PPAP
Manufacturing Tel: 01 (800) 221 37 69 E-mail: [email protected]
11. Estudios Iniciales de Proceso 11. Estudios Iniciales de Proceso (continuación…)(continuación…) La organización debe usar el siguiente criterio de aceptación para evaluar el estudio del proceso inicial:
Resultados Interpretación
Indice > 1.67 El proceso cumple con el criterio de aceptación
1.33 < Indice < 1.67 El proceso puede ser aceptable. Contactar al representante autorizado del cliente, para revisar los resultados del estudio
Indice < 1.33 El proceso no cumple el criterio de aceptación. Contactar al representante autorizado del cliente, para revisar los resultados del estudio
PPAP
33
11. Estudios Iniciales de Proceso 11. Estudios Iniciales de Proceso (continuación…)(continuación…) Acciones que se deben tomar cuando no se cumple el criterio de aceptacioón.
La organización debe enviar al representante autorizado por el cliente para su aprobación un plan de acción correctiva y un plan de control modificado que proveea 100% inspección en la característica que no se cumplió. Esfuerzos para la reducción de la variación se deben llevar a cabo hasta que se cumplan con los criterios de aprobación o hasta que lo apruebe el cliente.
PPAP
34
12. Documentación de Laboratorio 12. Documentación de Laboratorio CalificadoCalificado Inspección y prueba del PPAP debe ser llevado a cabo por un laboratorio calificado como sea definido por el cliente. Un laboratorio calificado (interno o externo a la organización) debe tener un alcance como laboratorio y una documentación que demuestre que está calificado para el tipo de mediciones que lleva a cabo.
Cuando un laboratorio externo es usado, la organización debe enviar los resultados de prueba en el formato de laboratorio. El nombre del laboratorio que llevó a cabo las pruebas, la fecha y los estándares usados para correr las pruebas deben ser identificados.
PPAP
35
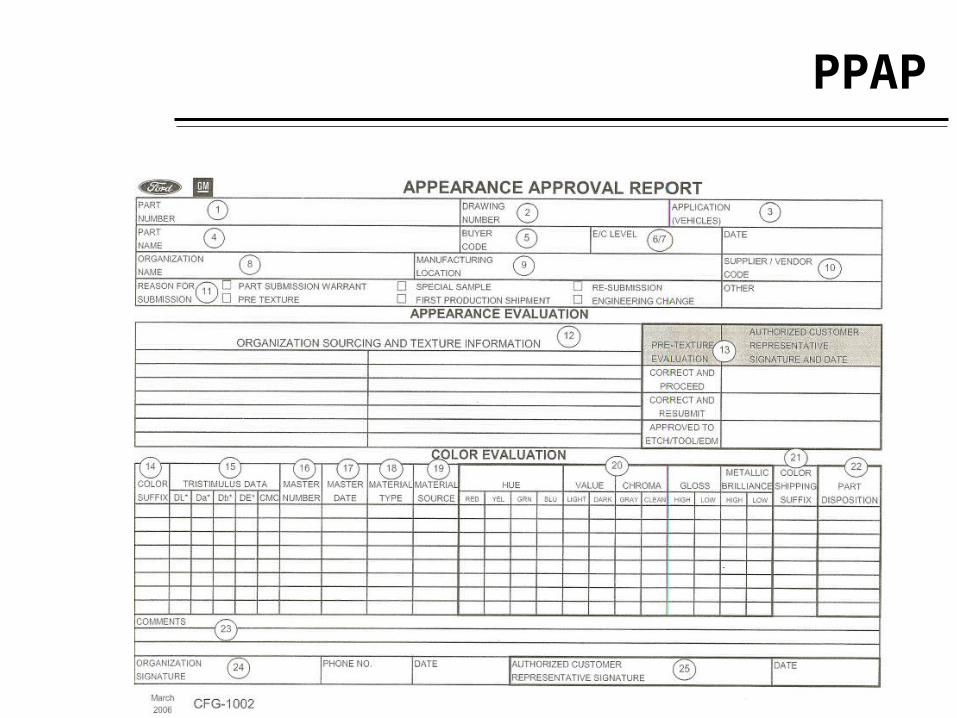
13. Reporte de Aprobación de Apariencia13. Reporte de Aprobación de Apariencia
Un reporte de aprobación de apariencia debe ser llevado a cabo para cada parte o serie de partes si el producto o parte tiene requerimientos de apariencia en el registro de diseño.
Nota 1: El reporte de aprobación de apariencia típicamente aplica sólo para partes con color, granuladas o requerimientos de apariencias en la superficie.
PPAP
37
14. Muestra de Partes de Producción14. Muestra de Partes de Producción
La organización debe proveer una muestra maestra del producto cuando sea especificado por el cliente.
PPAP
38
15. Muestra Maestra15. Muestra Maestra
La organización debe retener una muestra maestra del mismo periodo en que el PPAP fue hecho, o a) hasta que una nueva muestra maestra es producida para el mismo número de parte del cliente, con aprobación del cliente, b) cuando la muestra maestra es requerida por el registro de diseño, plan de control o criterio de inspección. La muestra maestra debe ser identificada como tal y debe mostrar la fecha de aprobación del cliente. La organización debe retener una muestra maestra para cada posición de un dado con cavidades múltiples, molde o herramental, a menos que el cliente especifique lo contrario.
PPAP
39
16. Ayudas para Verificación16. Ayudas para Verificación
Si es requerido por el cliente, la organización debe enviar con el PPAP cualquier ayuda de verificación o ensamble.
La organización debe certificar todos los aspectos de las ayudas de inspección y debe aseguar que se cumplan los requerimientos dimensionales de las partes. La organización debe proveer mantenimiento preventivo a las ayudas de inspección, el tiempo de vida del producto o parte.
Se deben llevar a cabo estudios de MSA a las ayudas de verificación.
PPAP
40
17. Requerimientos Específicos de Cliente17. Requerimientos Específicos de Cliente
La organización debe tener registros de cumplimiento con todos los requerimientos específicos aplicables del cliente.
PPAP
41
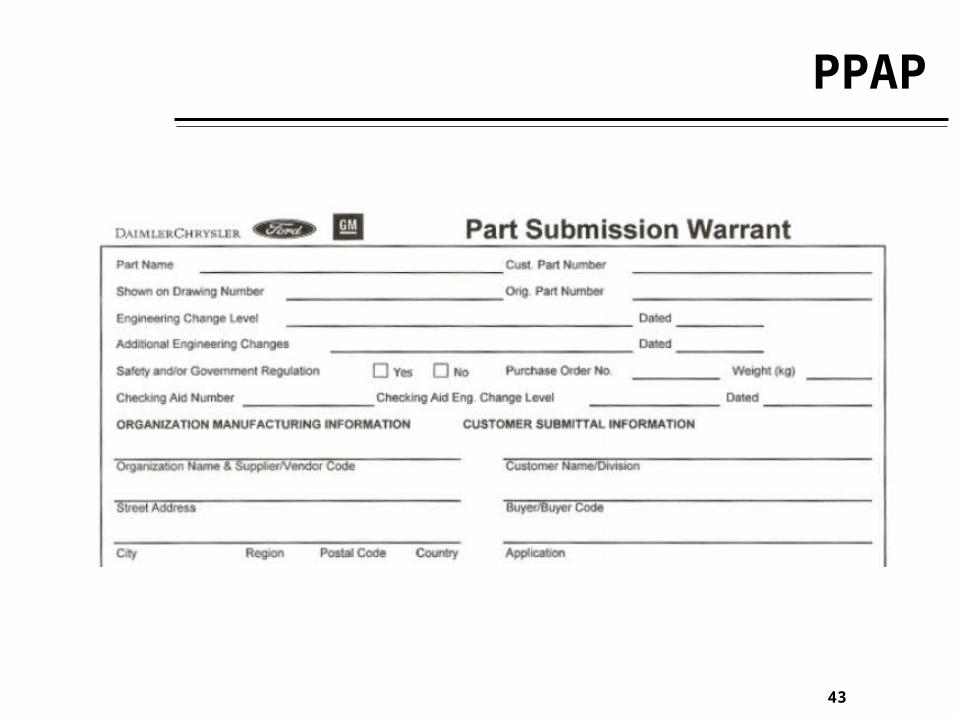
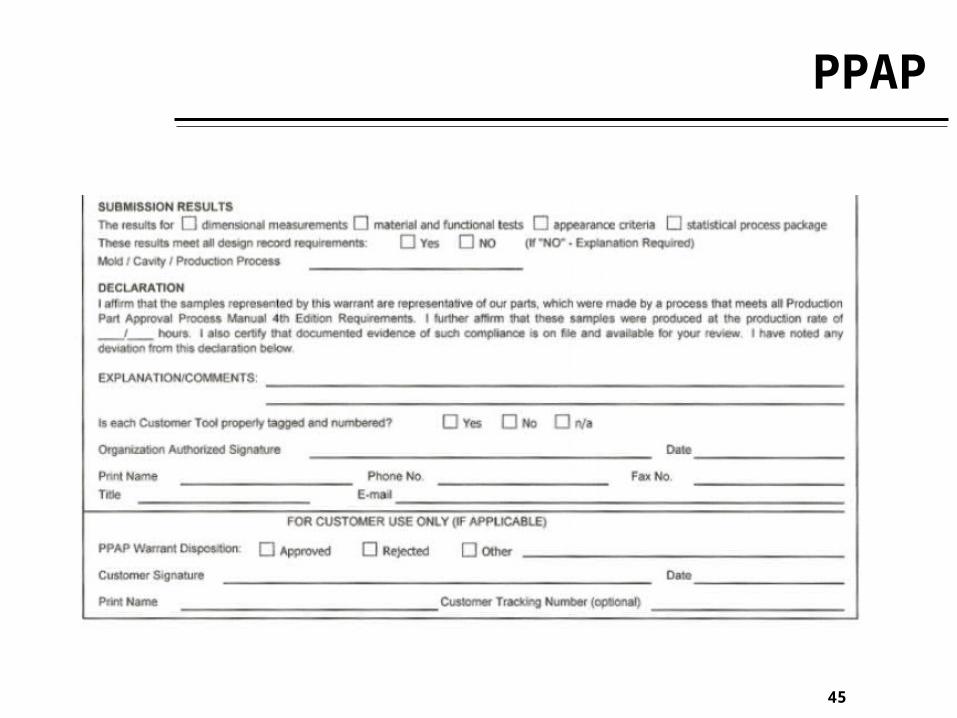
18. PSW (Envío de Garantía de la Parte)18. PSW (Envío de Garantía de la Parte)
Una vez completados todos los requerimientos del PPAP, la organización debe llenar el formato de PSW.
Un PSW debe ser llenado para cada número de parte del cliente, a menos que un representante del cliente autorice lo contrario.
Si la parte de producción, se produce de más de una cavidad, molde, herramental, dado o proceso de producción (línea o celda), la organización debe llenar una evaluación dimensional para cada una de ellas.
PPAP
42
PPAP
43
PPAP
44
PPAP
45
PPAP
46
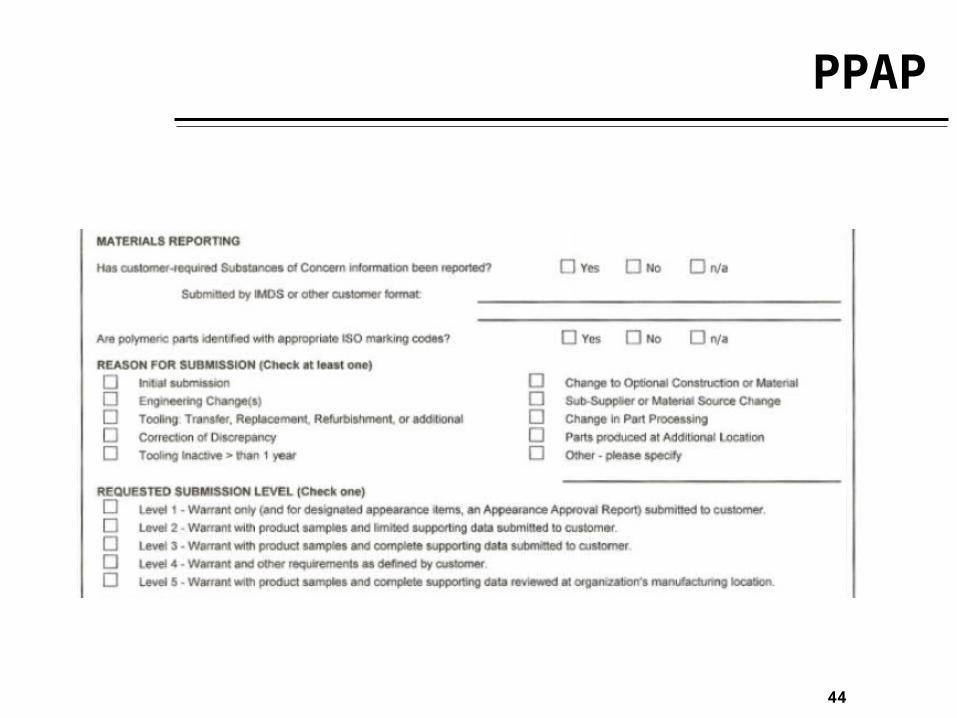
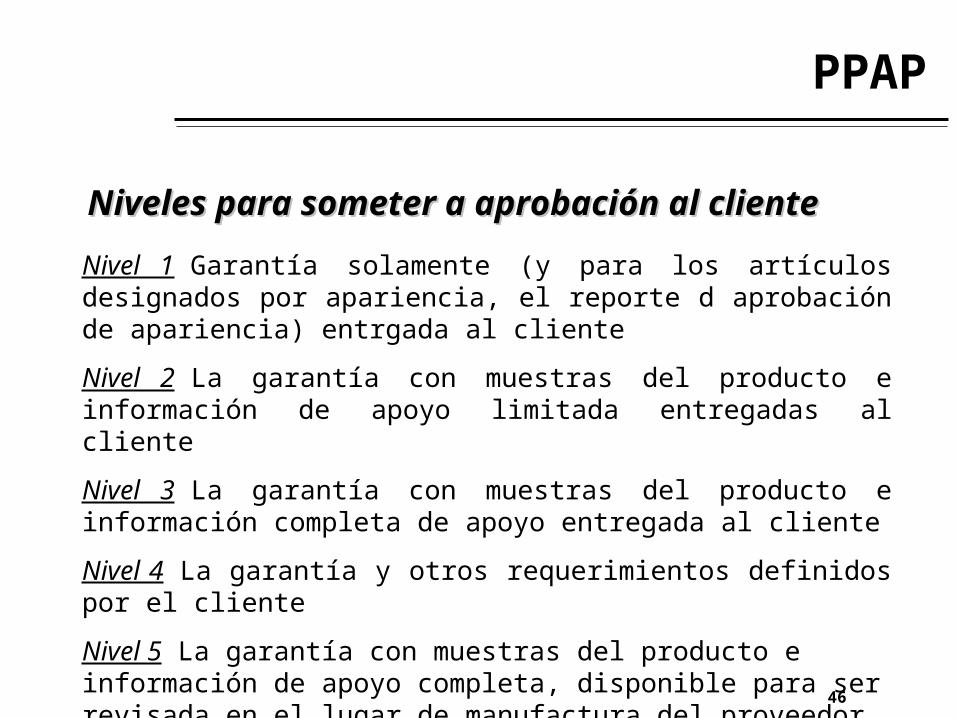
Niveles para someter a aprobación al Niveles para someter a aprobación al clienteclienteNivel 1Garantía solamente (y para los artículos designados por apariencia, el reporte d aprobación de apariencia) entrgada al cliente
Nivel 2La garantía con muestras del producto e información de apoyo limitada entregadas al cliente
Nivel 3La garantía con muestras del producto e información completa de apoyo entregada al cliente
Nivel 4La garantía y otros requerimientos definidos por el cliente
Nivel 5La garantía con muestras del producto e información de apoyo completa, disponible para ser revisada en el lugar de manufactura del proveedor
PPAP
47
El proveedor debe usar el nivel 3 como nivel de sometimiento (default) para todas las solicitudes de aprobación a menos que especifique otra cosa el responsable de la actividad de aprobación de productos del cliente.
Nota 1: El cliente identificará el nivel para someter a aprobación que usará para cada proveedor o para cada combinación de proveedor y número de parte del cliente. Diferentes localidades del cliente podrían asignar diferentes niveles para someter a aprobación para la misma localidad de manufactura del proveedor. Nota 2: Todas las formas referenciadas en este documento pueden reemplazarse por formatos generados en computadora. La aceptabilidad de esos formatos será confirmada con el responsable de la actividad de aprobación de partes antes de la primer solicitud de aprobación.
PPAP
48
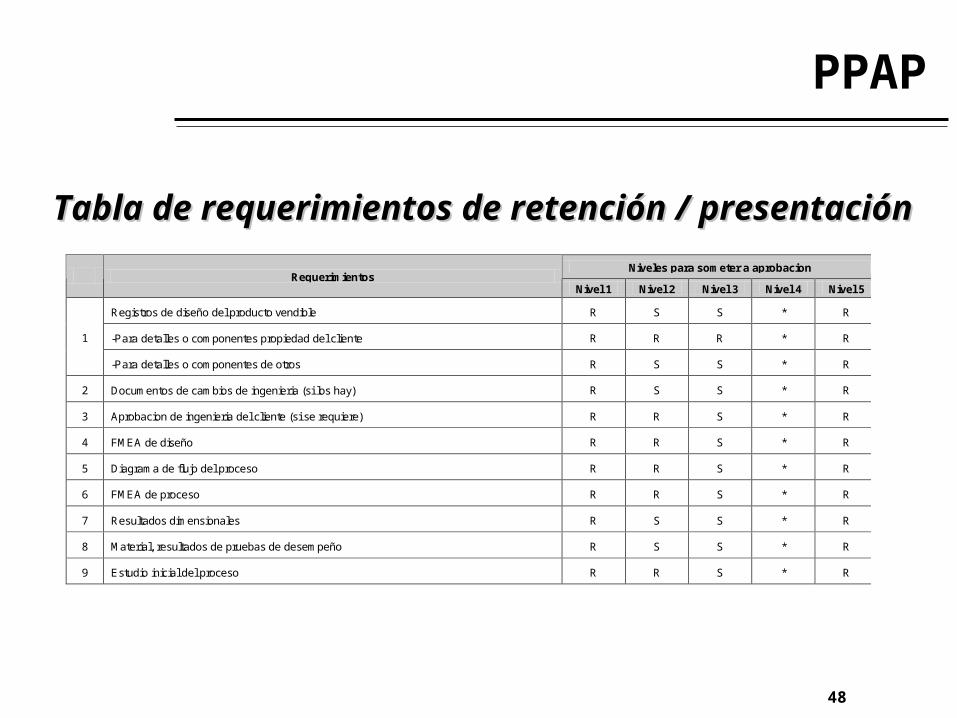
Tabla de requerimientos de retención / presentaciónTabla de requerimientos de retención / presentaciónNiveles para someter a aprobacion
Requerimientos Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Registros de diseño del producto vendible
R S S * R
-Para detalles o componentes propiedad del cliente
R R R * R 1
-Para detalles o componentes de otros
R S S * R
2
Documentos de cambios de ingenieria (si los hay)
R S S * R
3
Aprobacion de ingenieria del cliente (si se requiere)
R R S * R
4
FMEA de diseño
R R S * R
5
Diagrama de flujo del proceso
R R S * R
6
FMEA de proceso
R R S * R
7
Resultados dimensionales
R S S * R
8
Material, resultados de pruebas de desempeño
R S S * R
9
Estudio inicial del proceso
R R S * R
PPAP
49
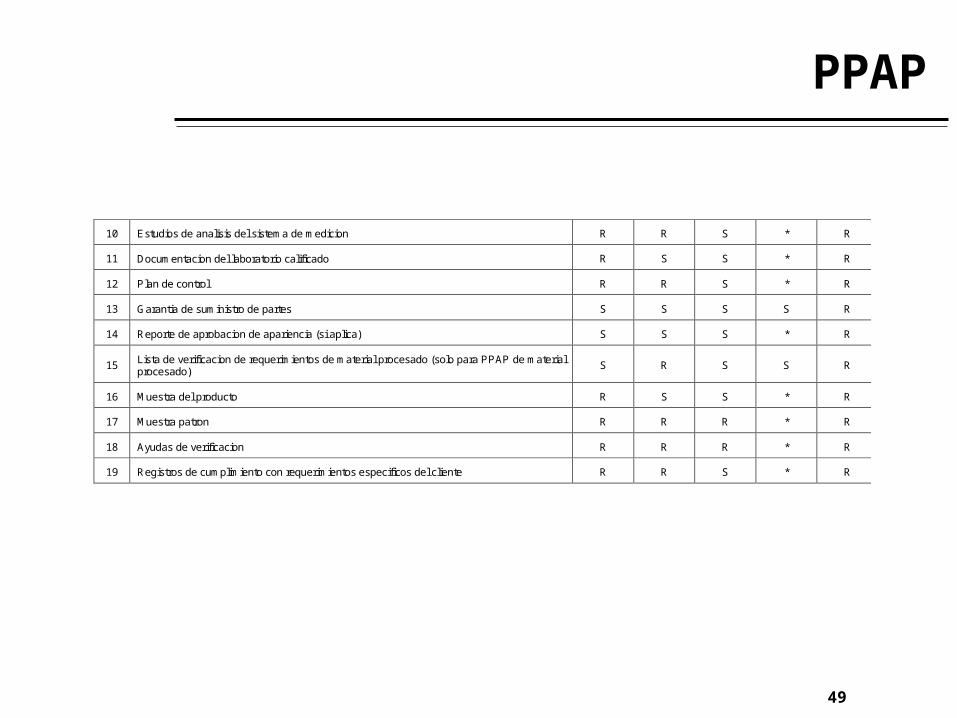
10
Estudios de analisis del sistema de medicion
R R S * R
11
Documentacion del laboratorio calificado
R S S * R
12
Plan de control
R R S * R
13
Garantia de suministro de partes
S S S S R
14
Reporte de aprobacion de apariencia (si aplica)
S S S * R
15
Lista de verificacion de requerimientos de material procesado (solo para PPAP de material procesado)
S R S S R
16
Muestra del producto
R S S * R
17
Muestra patron
R R R * R
18
Ayudas de verificacion
R R R * R
19
Registros de cumplimiento con requerimientos especificos del cliente
R R S * R
PPAP
50
S = Entregar a personal designado para la aprobación de partes y retener una copia en las localidades apropiadas incluyendo manufactura
R = Retener en las localidades apropiadas incluyendo manufactura y tenerlas disponibles para el representante del cliente cuando lo requiera
* = Retener en las localidades apropiadas y entregar al cliente cuando los requiera
PPAP
51
Status de PPAP con el clienteStatus de PPAP con el cliente
a) Aprobado
Aprobado indica que la parte o material incluyendo todos los subcomponentes cumplen todos los requerimientos de cliente, de esta manera la organización esta autorizada a embarcar las cantidades de producción del producto, de acuerdo con la programación liberada por el cliente.
b) Aprobación Interina
La aprobación interina permite el embarque de material para cumplir los requerimientos de producción en un tiempo y cantidad limitada. Esta aprobación interina sólo se puede dar cuando la organización:
PPAP
52
Tiene cláramente definidas las no conformidades que impidieron la aprobación, y
Tiene un plan de acción preparado y acordado por el cliente. El sometimiento del PPAP es requerido para obtener el status de aprobado.
c) Rechazado
Rechazado significa que el sometimiento del PPAP no cumplió los requisitos del cliente, basado en el lote de producción, del cual las piezas fueron tomadas y que acompañaban la documentación. En tales casos, se deben de corregir los incumplimientos que impidieron cumplir con los requerimientos del cliente.
PPAP
53
Los registros del PPAP, independientemente del nivel de sometimiento, deben ser mantenidos a lo largo del tiempo que la parte esta activa, más un año calendario.
Retención de RegistrosRetención de Registros
PPAP
54
¿Preguntas?¿Preguntas?
Gracias por su participación!Gracias por su participación!