das—intelligent scheduling systems for shipbuilding · pdf fileintelligent scheduling...
TRANSCRIPT

Articles
78 AI MAGAZINE
DASIntelligent Scheduling Systems for Shipbuilding
Jae Kyu Lee, Kyoung Jun Lee, June Seok Hong, Wooju Kim, Eun Young Kim, Soo Yeoul Choi, Ho Dong Kim, Ok Ryul Yang, and Hyung Rim Choi
AI Magazine Volume 16 Number 4 (1995) (© AAAI)

■ Daewoo Shipbuilding Company, one of thelargest shipbuilders in the world, has experienceda great deal of trouble with the planning andscheduling of its production process. To solve theproblems, from 1991 to 1993, Korea AdvancedInstitute of Science and Technology (KAIST) andDaewoo jointly conducted the Daewoo Ship-building Scheduling (das) Project. To integratethe scheduling expert systems for shipbuilding,we used a hierarchical scheduling architecture. Toautomate the dynamic spatial layout of objects invarious areas of the shipyard, we developed spa-tial scheduling expert systems. For reliable esti-mation of person-hour requirements, we imple-mented the neural network–based person-hourestimator. In addition, we developed the paneled-block assembly shop scheduler and the long-range production planner. For this large-scaleproject, we devised a phased development strate-gy consisting of three phases: (1) vision revela-tion, (2) data-dependent realization, and (3)prospective enhancement. The DAS systems weresuccessfully launched in January 1994 and areactively being used as indispensable systems inthe shipyard, resulting in significant improve-ment in productivity and visible and positiveeffects in many areas.
Daewoo Shipbuilding Company is oneof the largest shipbuilders in the world.Its main products are the very large
crude oil carrier (VLCC) and the containership. Other products include heavy machin-ery, plants, and automobiles; these productsare minor contributors to the company’s sales.Its shipbuilding yard has three docks: One isthe largest dock in the world, capable of man-ufacturing a 1-million-ton VLCC, that has aGoliath crane that can hold as much as 900tons. There are 12,000 employees, and thesales in 1993 were $2 billion.
Shipbuilding is make-to-order manufactur-ing, and it takes a long time to complete theproducts. There are many complicated pro-cesses between an order and the final deliv-ery, and a large amount of working capital isrequired. It is difficult to manage the materi-al, human, facility, and informationresources. Therefore, the scheduling and con-trol of a shipbuilding plant is a very complextask—a nightmare.
The Company’s Struggle with Scheduling
The company has struggled since its concep-tion for an effective scheduling process toachieve total optimization. Poor schedulingkeeps workers waiting for the prerequisitesubassemblies; causes fluctuations in workloads, resulting in expensive overtime work;
and causes delays in delivery. The companytried various project management programs,such as PROJACS, VISION, and X-PERT, as well asin-house development using conventionalprograms, but these efforts were unsuccessfulbecause the flexibility of the scheduler’sknowledge, as well as complicated interrelat-ed factors, could not be represented. In addi-tion, no software could support the dynamicspatial layout even though the spatialresources associated with material-handlingequipment such as cranes are bottlenecked.To develop the integrated scheduling expertsystems that could overcome these problems,the Korea Advanced Institute of Science andTechnology (KAIST) and Daewoo jointly ledthe Daewoo Shipbuilding Scheduling (DAS)Expert System Project from 1991 to 1993. TheDAS systems were successfully launched in Jan-uary 1994 and have been become indispens-able systems in the shipyard, resulting in asignificant improvement in productivity andpositive effects in many areas.
Application DescriptionThe DAS Project adopted various expert systemtechnologies to cope with the schedulingtask. Key subsystems in DAS are (1) DAS-ERECT,the erection scheduler at docks; (2) DAS-CURVE,the curved-block assembly shop scheduler; (3)DAS-PANEL, the paneled-block assembly shopscheduler; (4) DAS-MH, the neural net-work–based man-hour estimator; and (5) DAS-LPP, the long-term production planner.
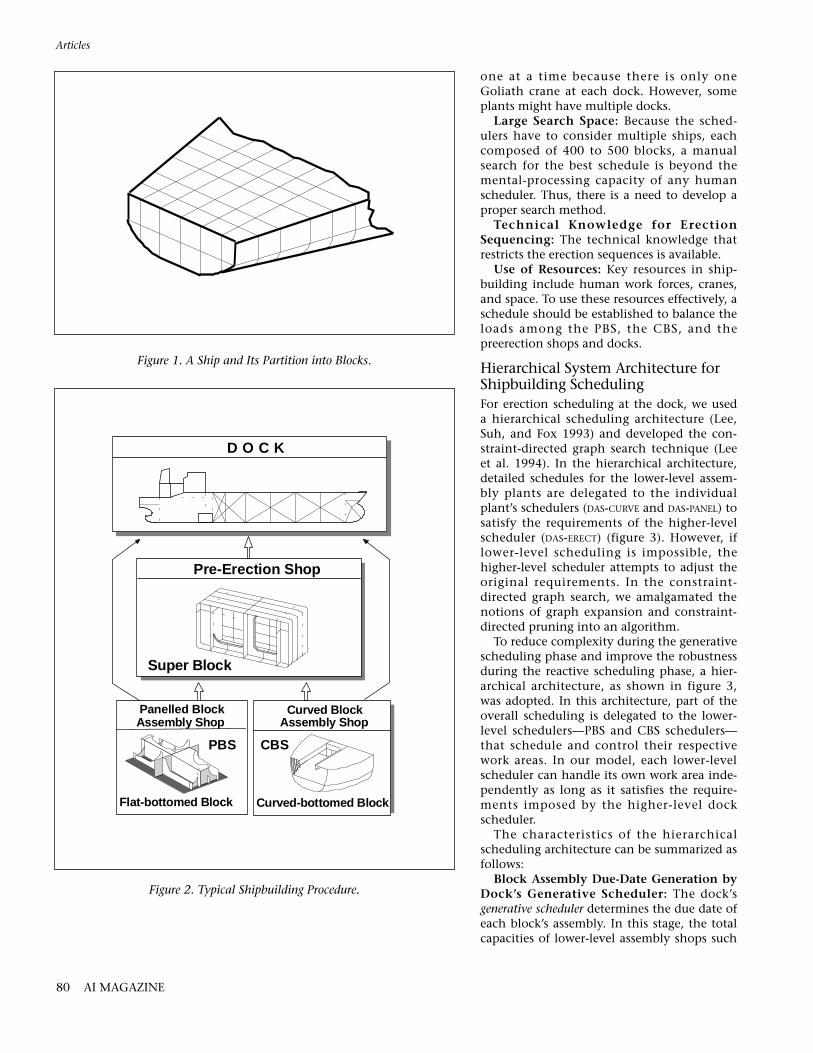
DAS-ERECT: Erection Scheduler at Docks The initial shipbuilding process begins withblock division. Typically, a large tanker isdivided into hundreds of various-sized blocks,as shown in figure 1. These blocks can be cat-egorized into two types: (1) flat bottom,which are assembled in the paneled-blockassembly shop (PBS), and (2) curved bottom,which are assembled in the curved-blockassembly shop (CBS). Multiple blocks mightbe assembled into larger ones (calledsuperblocks) in the preerection shop (PES) toreduce the assembly time needed at the mainerection dock. At the main docks, a numberof blocks and superblocks are constructed(“erected”) using a large Goliath crane. In ashipbuilding plant, typically one or two drydocks are for erection, with correspondingpreerection shops, as shown in figure 2.
The important characteristics of erectionscheduling are as follows:
Sequential Erection at Each Dock: Blocksand superblocks in a dock have to be erected
Articles
WINTER 1995 79Copyright © 1995, American Association for Artificial Intelligence. All rights reserved. 0738-4602-1995 / $2.00
one at a time because there is only oneGoliath crane at each dock. However, someplants might have multiple docks.
Large Search Space: Because the sched-ulers have to consider multiple ships, eachcomposed of 400 to 500 blocks, a manualsearch for the best schedule is beyond themental-processing capacity of any humanscheduler. Thus, there is a need to develop aproper search method.
Technical Knowledge for ErectionSequencing: The technical knowledge thatrestricts the erection sequences is available.
Use of Resources: Key resources in ship-building include human work forces, cranes,and space. To use these resources effectively, aschedule should be established to balance theloads among the PBS, the CBS, and thepreerection shops and docks.
Hierarchical System Architecture forShipbuilding SchedulingFor erection scheduling at the dock, we useda hierarchical scheduling architecture (Lee,Suh, and Fox 1993) and developed the con-straint-directed graph search technique (Leeet al. 1994). In the hierarchical architecture,detailed schedules for the lower-level assem-bly plants are delegated to the individualplant’s schedulers (DAS-CURVE and DAS-PANEL) tosatisfy the requirements of the higher-levelscheduler (DAS-ERECT) (figure 3). However, iflower-level scheduling is impossible, thehigher-level scheduler attempts to adjust theoriginal requirements. In the constraint-directed graph search, we amalgamated thenotions of graph expansion and constraint-directed pruning into an algorithm.
To reduce complexity during the generativescheduling phase and improve the robustnessduring the reactive scheduling phase, a hier-archical architecture, as shown in figure 3,was adopted. In this architecture, part of theoverall scheduling is delegated to the lower-level schedulers—PBS and CBS schedulers—that schedule and control their respectivework areas. In our model, each lower-levelscheduler can handle its own work area inde-pendently as long as it satisfies the require-ments imposed by the higher-level dockscheduler.
The characteristics of the hierarchicalscheduling architecture can be summarized asfollows:
Block Assembly Due-Date Generation byDock’s Generative Scheduler: The dock’sgenerative scheduler determines the due date ofeach block’s assembly. In this stage, the totalcapacities of lower-level assembly shops such
Articles
80 AI MAGAZINE
Figure 1. A Ship and Its Partition into Blocks.
Figure 2. Typical Shipbuilding Procedure.
D O C K
Curved Block
Curved-bottomed BlockFlat-bottomed Block
Panelled Block
Pre-Erection Shop
Super Block
Assembly Shop Assembly Shop
PBS CBS

as the PBS and the CBS are considered. Then,the scheduler requests the relevant lower-lev-el schedulers to deliver the blocks by thesedue dates.
Distributed Scheduling and Controllingby PBS and CBS Schedulers: Each schedulerat PBS and CBS schedules its own work areaaccording to the requested due dates as wellas the spatial and person-power constraints.When a certain block cannot be assembled intime, the scheduler reports the trouble to thehigher-level dock scheduler to obtain assis-tance in resolving the inconsistency. Then,the due date of a block might be adjusted, orovertime might be required.
Constraint-Directed Graph SearchTo find the best erection sequence at thedock, a new search procedure was developed.The first approach we considered was tograph search to expand nodes and select aproper node, possibly using an evaluationfunction (Nilsson 1980). However, the appli-cation of a pure graph search was inappropri-ate in this case because the measurement ofmultiple realistic evaluation functions isalmost impossible. We also observed thatthere are precedence constraints betweennodes. To accommodate both the graph-expansion framework and the constraint con-siderations, we proposed an algorithm calledthe constraint-directed graph search (CDGS).
Algorithm of CDGSTo develop an algorithm for the CDGS proce-dure, we considered the case of a single ves-sel; however, this algorithm can be extendedto multiple-vessel and multiple-dock cases.
Notations Ni: a node i (which implies ablock in this case), i = 1, ... , m.
Whole = {Ni | i = 1, ... , m}.
KL = potential list of keel-laying blocks,which are the first to be laid for eachvessel.
Path = list of scheduled nodes.
Potential = union of adjacent nodes tothe ones in current Path, excluding thosein the Path itself.
Erectable = list of nodes that satisfy thetechnical constraints among the nodesin the current Potential.
i-th(List) = i-th node in the List list.
AlgorithmPhase 1. Initialize.
Step 0. Acquire the required data andconstraints.
Step 1. Put all the nodes to be erected inthe Whole list, and initialize the emptylists.
Whole ← {N1, ... , Nm}.
Path ← φ.Potential ← φ.Erectable ← φ.
Phase 2. Select keel-laying block.
Step 2. Generate the candidate keel-lay-ing blocks, and store them in KL. In thisstep, the potential keel-laying block-selection constraints are used.
KL ← Keel_Laying_Constraints (Whole).
Step 3. Select a keel-laying block basedon the selection strategy. Put the selectedkeel-laying block in the Path list.
Articles
WINTER 1995 81
Figure 3. Hierarchical Architecture of Shipbuilding Scheduling.
Reactive
CheckPBS/CBScapacityroughlyGenerative
Scheduler
Checkdockcapacityin detail
Scheduler
Panelled BlockDue Date
Curved BlockDue Date
Check CBScapacity in detail
Check PBScapacity in detail
DAS-
PBS Scheduler
DAS - PANEL DAS - CURVECBS Scheduler
Dock
ERECT
Scheduler

STRUCTURAL-PART-OF: BOTTOM
“Relative Position”
REAR: 5060-232 5060-222LEFT: 5060-6A0RIGHT: 5060-6B0FRONT: 5060-204UP: 5060-442 5060-6C0 5060-4B0DOWN:
“Estimated Durations (days) and Man-hours”
BLOCK-ASSEMBLY-DURATION: 9BLOCK-ASSEMBLY-MANHOUR: 346DOCK-SETTING-DURATION: 1DOCK-SETTING-MANHOUR: 57DOCK-FITTING-DURATION: 4DOCK-FITTING-MANHOUR: 73DOCK-WELDING-DURATION: 3DOCK-WELDING-MANHOUR: 73
“Generated Schedules”
ASSEMBLY-SST: 92/01/03ASSEMBLY-SFT: 92/01/11DOCK-SETTING-SST: 92/02/09DOCK-SETTING-SFT: 92/02/09DOCK-FITTING-SST: 92/02/10DOCK-FITTING-SFT: 92/02/13DOCK-WELDING-SST: 92/02/11DOCK-WELDING-SFT: 92/02/13 }}
Note: SST = scheduled start time; SFT =scheduled finish time.
Ten types of technical constraint areacquired and can be grouped into three class-es: (1) general technical constraints, (2) con-straints on partial sequence, and (3) con-straints on precedence relationship.Descriptive examples from each class are asfollows:
General technical constraints: “A keel-laying block should be selected among thenonside and bottom blocks of engine roomor midbody part.”
Constraints on partial sequence: “All theblocks should satisfy the structural stabilitycondition. Therefore, the transverse sequenceof the mid-body must satisfy the sequenceBottom → Bulk Head → Side-Shell → Deck.”
Constraints on precedence relationship:“The block that needs supporting facilitiesmust be erected after having erected the baseblocks on which the facilities should stand.”
To illustrate, use three erected blocks asshown in figure 4. Suppose Path = {PA, PB,PC}. Then, there are 10 potentially erectableblocks. Therefore, Potential = {P1, P2, …, P10}.The potentially erectable blocks and theirpositions are shown in figure 5.
We can derive Erectable list from thePotential list by considering technical con-
Nk ← Select_a_Keel_Laying_Block (KL).
KL ← KL – {Nk}.
Path ← Path + {Nk}.
Whole ← Whole – Path.
Phase 3. Expand graph.
Step 4. Expand Potential of current Pathby adding adjacent nodes of Nk whilenot in the Path.
Potential ← Potential ∪{Adjacent_Node (Nk) – Path}.
Step 5. If the Potential = φ and Whole = φ,all nodes are erected appropriately. Stop.
If Potential = φ and Whole ≠ φ, thesearch procedure has problems. Stopwith an error message.
Step 6. Among the nodes in Potential,select the nodes that also satisfy thetechnical constraints.
Erectable ← Technical_Constraints(Potential).
Step 7. If Erectable = φ, backtrack.
Nz ← last_th(Path).
Path ← Path – {Nz}.
Whole ← Cons(Whole, Nz).
Potential ← Potential – {Nz} – {Added_Potential_by (Nz)}.
Erectable ← Technical_Constraints(Potential).
Nk ← Evaluate_and_Find_the_Best(Erectable).
Then, go to step 4. Otherwise, contin-ue to the next step.
Step 8. Select the best node to be erectedfrom Erectable. Update each list.
Nk ← Evaluate_and_Find_the_Best (Erectable).
Path ← Cons(Path, Nk).
Potential ← Potential – {Nk}.
Whole ← Whole – {Nk}.
Go to step 4.
Knowledge Representation for CDGSThe knowledge base used in the CDGS com-prises object-oriented data and constraints.Objects represent the hierarchical structure ofblocks and superblocks and the resourcesused in each shop (PBS, CBS, PE shop, dockshop, and so on), as follows:
{{ 5060-203IS-A: BLOCKSHOP: PBSPART-OF: MID-BODY
Articles
82 AI MAGAZINE
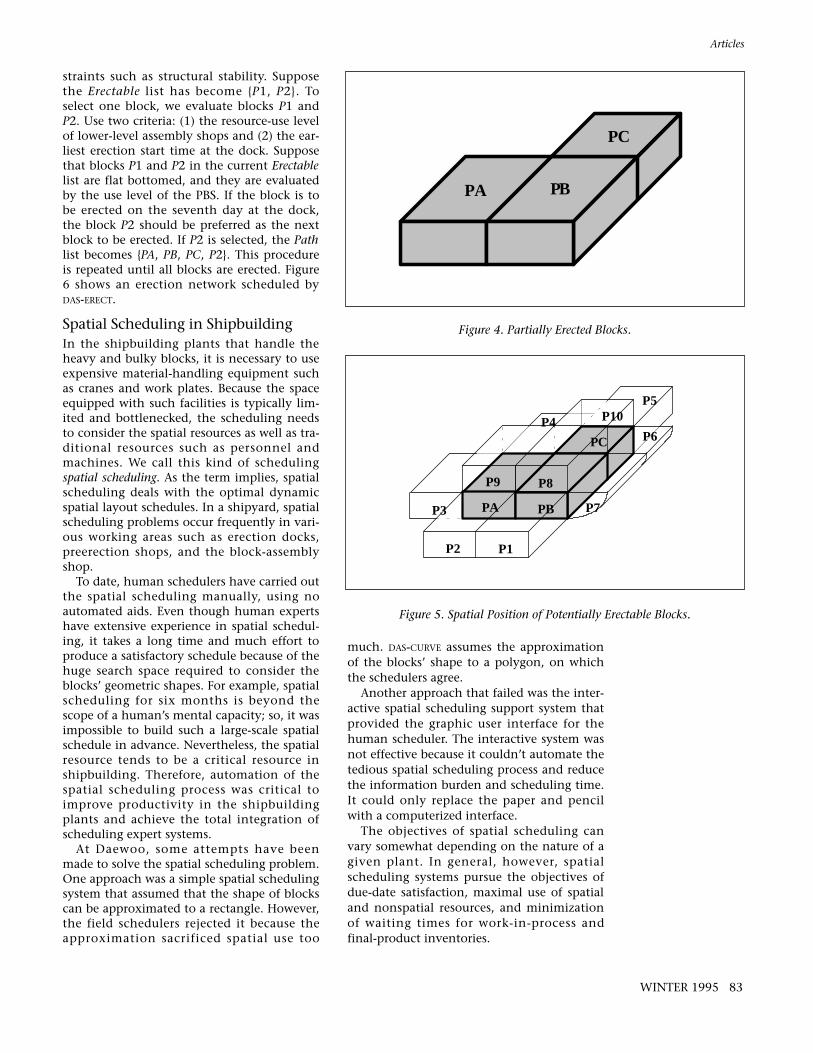
straints such as structural stability. Supposethe Erectable list has become {P1, P2}. Toselect one block, we evaluate blocks P1 andP2. Use two criteria: (1) the resource-use levelof lower-level assembly shops and (2) the ear-liest erection start time at the dock. Supposethat blocks P1 and P2 in the current Erectablelist are flat bottomed, and they are evaluatedby the use level of the PBS. If the block is tobe erected on the seventh day at the dock,the block P2 should be preferred as the nextblock to be erected. If P2 is selected, the Pathlist becomes {PA, PB, PC, P2}. This procedureis repeated until all blocks are erected. Figure6 shows an erection network scheduled byDAS-ERECT.
Spatial Scheduling in ShipbuildingIn the shipbuilding plants that handle theheavy and bulky blocks, it is necessary to useexpensive material-handling equipment suchas cranes and work plates. Because the spaceequipped with such facilities is typically lim-ited and bottlenecked, the scheduling needsto consider the spatial resources as well as tra-ditional resources such as personnel andmachines. We call this kind of schedulingspatial scheduling. As the term implies, spatialscheduling deals with the optimal dynamicspatial layout schedules. In a shipyard, spatialscheduling problems occur frequently in vari-ous working areas such as erection docks,preerection shops, and the block-assemblyshop.
To date, human schedulers have carried outthe spatial scheduling manually, using noautomated aids. Even though human expertshave extensive experience in spatial schedul-ing, it takes a long time and much effort toproduce a satisfactory schedule because of thehuge search space required to consider theblocks’ geometric shapes. For example, spatialscheduling for six months is beyond thescope of a human’s mental capacity; so, it wasimpossible to build such a large-scale spatialschedule in advance. Nevertheless, the spatialresource tends to be a critical resource inshipbuilding. Therefore, automation of thespatial scheduling process was critical toimprove productivity in the shipbuildingplants and achieve the total integration ofscheduling expert systems.
At Daewoo, some attempts have beenmade to solve the spatial scheduling problem.One approach was a simple spatial schedulingsystem that assumed that the shape of blockscan be approximated to a rectangle. However,the field schedulers rejected it because theapproximation sacrificed spatial use too
much. DAS-CURVE assumes the approximationof the blocks’ shape to a polygon, on whichthe schedulers agree.
Another approach that failed was the inter-active spatial scheduling support system thatprovided the graphic user interface for thehuman scheduler. The interactive system wasnot effective because it couldn’t automate thetedious spatial scheduling process and reducethe information burden and scheduling time.It could only replace the paper and pencilwith a computerized interface.
The objectives of spatial scheduling canvary somewhat depending on the nature of agiven plant. In general, however, spatialscheduling systems pursue the objectives ofdue-date satisfaction, maximal use of spatialand nonspatial resources, and minimizationof waiting times for work-in-process andfinal-product inventories.
Articles
WINTER 1995 83
Figure 4. Partially Erected Blocks.
Figure 5. Spatial Position of Potentially Erectable Blocks.
PA PB
PC
PA PB
PC
P2 P1
P3
P4
P5
P6
P7
P8P9
P10

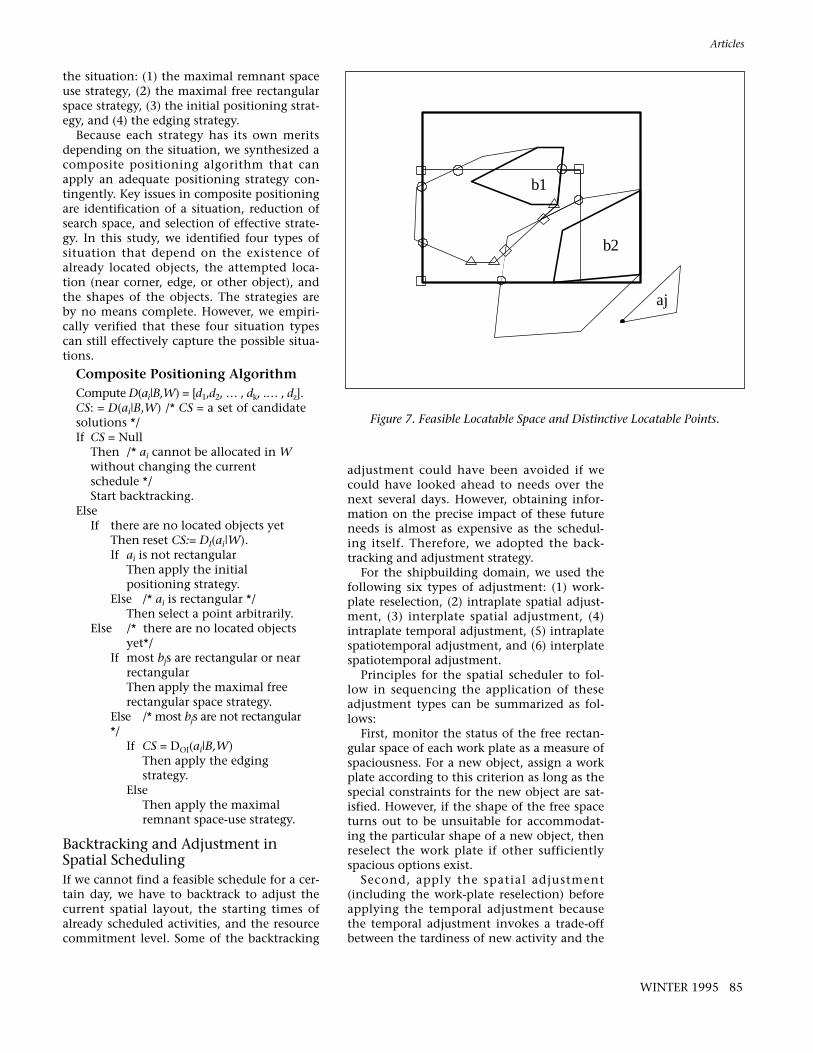
ration space is the space through which thereference point of an object (a robot, forexample) with fixed orientation can possiblypass without colliding with obstacles that arepresent. In our research, there are two kindsof configuration space: (1) the obstacle-avoid-ing space and (2) the inner locatable space. Inthe obstacle-avoiding space S(ai|B), the refer-ence point of an object ai can be locatedwithout colliding with the already locatedobjects that are regarded as obstacles. In theinner locatable space S(ai|W), the referencepoint of an object ai can be located withinthe boundary of a work area W. Thus, thefeasible locatable space S(ai|B,W) can bederived by intersecting the previous twospaces: S(ai|B,W) = S(ai|B) ∩ S(ai|W).
Figure 7 illustrates the spaces where theobject a1 is to be located within W, on whichtwo objects b1 and b2 are already located.Because the feasible locatable space is a con-tinuous space, it is impossible to find all thepoints in it. To extract a set of meaningfuldiscrete points out of the continuous space,we define the distinctive locatable point setD(ai|B,W), which consists of the vertexes ofthe feasible locatable space.
Theoretically speaking, the distinctivelocatable point set does not guarantee findingan optimal location (Lee and Lee 1995). How-ever, the points have empirically providedsatisfactory locations with the advantage ofcomputational efficiency.
The distinctive locatable points can be clas-sified into four categories: (1) DO(ai|B,W), theunion of the feasible vertexes of each obsta-cle-avoiding space; (2) DI(ai|B,W), the feasiblevertexes of the inner locatable space; (3)DOI(ai|B,W), the union of the feasible intersec-tion points between the boundaries of eachobstacle-avoiding space and the inner locat-able space; and (4) DOO(ai|B,W), the union ofthe feasible intersection points between theboundaries of each obstacle-avoiding space.
The following points are illustrated in fig-ure 7: three DO(ai|B,W), marked as triangles;three DI(ai|B,W), marked as squares; sixDOI(ai|B,W), marked as circles; and twoDOO(ai|B,W), marked as diamonds. The cate-gorized points can be used to reduce thesearch space by identifying a special categoryof the distinctive locatable point set contin-gent to the situation.
Search in the Distinctive LocatablePoint SetBecause most layout problems are NP com-plete, we propose four positioning strategiesthat can effectively be applied contingent to
Typical constraints include crane capacity,person-hour availability, assembly due date,precedence between associated assemblies,physical adjacency of coupled objects foroperational efficiency, minimum requireddistance between blocks, and maximumacceptable waiting times for completed andwork-in-process blocks.
Typical necessary input data include jobswith due dates and their constituent activi-ties, two-dimensional geometric spatialobjects of the activities, required processingtimes for each activity, and spatial shapes ofwork plates.
In the shipbuilding domain, the shapes ofmost objects tend to be convex polygonssuch as triangles, rectangles, or trapezoids.Some blocks might have some local concavi-ty. However, in most cases, the local concavespace is not usable by other objects. There-fore, these objects can be approximated asconvex polygons.
In shipbuilding, the orientation of anobject is prefixed to four alternative orienta-tions (0o, 90o, 180o, and 270o) to ensure sta-ble crane operations.
Search Space in Spatial SchedulingTo find the feasible locatable positions of anobject ai within a workplate W that do notoverlap a scheduled object bj, we can adoptthe notion of configuration space (Zhu andLatombe 1991; Lozano-Perez 1983). Configu-
Articles
84 AI MAGAZINE
Figure 6. An Erection Network Scheduled by DAS-ERECT.
the situation: (1) the maximal remnant spaceuse strategy, (2) the maximal free rectangularspace strategy, (3) the initial positioning strat-egy, and (4) the edging strategy.
Because each strategy has its own meritsdepending on the situation, we synthesized acomposite positioning algorithm that canapply an adequate positioning strategy con-tingently. Key issues in composite positioningare identification of a situation, reduction ofsearch space, and selection of effective strate-gy. In this study, we identified four types ofsituation that depend on the existence ofalready located objects, the attempted loca-tion (near corner, edge, or other object), andthe shapes of the objects. The strategies areby no means complete. However, we empiri-cally verified that these four situation typescan still effectively capture the possible situa-tions.
Composite Positioning AlgorithmCompute D(ai|B,W) = [d1,d2, … , dk, .… , dz].CS: = D(ai|B,W) /* CS = a set of candidatesolutions */If CS = Null
Then /* ai cannot be allocated in W without changing the current schedule */Start backtracking.
ElseIf there are no located objects yet
Then reset CS:= DI(ai|W).If ai is not rectangular
Then apply the initial positioning strategy.
Else /* ai is rectangular */Then select a point arbitrarily.
Else /* there are no located objects yet*/
If most bjs are rectangular or near rectangularThen apply the maximal free rectangular space strategy.
Else /* most bjs are not rectangular */
If CS = DOI(ai|B,W)Then apply the edging strategy.
ElseThen apply the maximal remnant space-use strategy.
Backtracking and Adjustment in Spatial SchedulingIf we cannot find a feasible schedule for a cer-tain day, we have to backtrack to adjust thecurrent spatial layout, the starting times ofalready scheduled activities, and the resourcecommitment level. Some of the backtracking
adjustment could have been avoided if wecould have looked ahead to needs over thenext several days. However, obtaining infor-mation on the precise impact of these futureneeds is almost as expensive as the schedul-ing itself. Therefore, we adopted the back-tracking and adjustment strategy.
For the shipbuilding domain, we used thefollowing six types of adjustment: (1) work-plate reselection, (2) intraplate spatial adjust-ment, (3) interplate spatial adjustment, (4)intraplate temporal adjustment, (5) intraplatespatiotemporal adjustment, and (6) interplatespatiotemporal adjustment.
Principles for the spatial scheduler to fol-low in sequencing the application of theseadjustment types can be summarized as fol-lows:
First, monitor the status of the free rectan-gular space of each work plate as a measure ofspaciousness. For a new object, assign a workplate according to this criterion as long as thespecial constraints for the new object are sat-isfied. However, if the shape of the free spaceturns out to be unsuitable for accommodat-ing the particular shape of a new object, thenreselect the work plate if other sufficientlyspacious options exist.
Second, apply the spatial adjustment(including the work-plate reselection) beforeapplying the temporal adjustment becausethe temporal adjustment invokes a trade-offbetween the tardiness of new activity and the
Articles
WINTER 1995 85
b1
b2
aj
Figure 7. Feasible Locatable Space and Distinctive Locatable Points.

DAS-CURVE: Curved-Block AssemblyShop SchedulerDAS-CURVE is a representative spatial schedul-ing expert system (Lee, Lee, and Choi 1995;Lee and Lee 1992) for the curved-bottomblock assembly shop, first applying UNIK (uni-fied knowledge)-SPACE. The system generatesthe spatial schedule of assembling blocks tomeet the due dates imposed by DAS-ERECT. Theblock assembly shop has about 15 workplates, with cranes to lift blocks and sub-assemblies. The resources are limited by theavailability of the spatial work plates as wellas the nonspatial resources of personnel andcranes. Figure 8 illustrates an output screen ofDAS-CURVE that shows a snapshot of the spatiallayout status of the eight work plates in theshop for one day. Figure 9 illustrates thedynamic spatial layouts of a work plate dur-ing an indicated time interval.
As the term spatial scheduling implies, visu-al interactive scheduling is an essential fea-ture for the scheduler’s initiative. Therefore,DAS-CURVE is equipped with a mouse-basedgraphic user interface. To maintain consisten-cy between the user’s visual interactive inputand the invisible constraints, the reactivescheduling capability should work behind thescreen, typically adopting the adjustmentmethods described earlier.
Spatial Scheduling in Other SystemsIn erection scheduling, the spatial schedulingproblem occurs in the preerection shop nearthe docks. The preerection shop shares manysimilarities with the curved-bottom blockassembly shop, but it also has some specialspatial layout constraints. These special con-straints result from the differences in thetechnical constraints between the two shops.The spatial scheduling module reflectingthese features is imbedded in DAS-ERECT.
The long-range planning of a shipyardshould consider the spatial capacities of docksbecause the sizes and the shapes of ships arediverse. Especially when there are hundredsof product-mix candidates, automated check-ing of spatial availability is essential becauseof the various spatial constraints on the lay-out of ships that exist because of the techni-cal constraints during the erection process.DAS-LPP has the dynamic spatial layout mod-ule using UNIK-SPACE (Lee, Lee, and Choi1994).
To implement the spatial schedulingmethodology, many computational geomet-ric algorithms are used, such as the point-in-polygon algorithm (Preparata and Shamos1985) to determine whether a point is in a
work-in-process inventory of allocated activi-ties. However, spatial adjustment does notincur such a cost as long as the constraint ofoperational adjacency among certain blocksis not violated.
Third, apply the intraplate adjustmentbefore the interplate adjustment because theintraplate search is intuitively a more effi-cient option.
Fourth, apply the purely spatial or tempo-ral adjustment strategy first before the spa-tiotemporal adjustment because the compos-ite spatiotemporal adjustment requiresgreater computation than the single-adjust-ment strategy.
The sequencing rules in applying theadjustment strategies do not have to besequential. However, the computationaleffort to identify the optimal-adjustmentstrategy is expensive, as it is with the looka-head strategy. Therefore, it is desirable tohave a reasonable predetermined defaultsequence. In this study, the priority of adjust-ment strategies was incorporated into theadjustment algorithm based on this rationale.
Another default scheduling strategy adopt-ed here with respect to the starting time ofactivities was the latest starting time strategy:“Assign the activity to be finished one daybefore the due date to avoid the wait of work-in-process inventory. However, if this timeschedule is not possible to achieve, try tominimize the waiting time.”
The contingent choice of the proper adjust-ment strategy is related to the cause ofscheduling failure and the scheduling status.For example,
If the cause of the scheduling failure is deficiency of manpower
Then skip the intraplate spatial adjustment because it will not end successfully.
If the space use of a work plate is relatively low
Then the intraplate spatial adjustment is more effective than the intraplate temporal adjustment.
If the space use of a work plate is relatively high
Then the intraplate temporal adjustment is more effective than the intraplate spatial adjustment.
If the space use of every work plate is very high
Then skip the interplate spatial adjustment.
Articles
86 AI MAGAZINE

convex polygon, the polygon-intersection algo-rithm (O’Rourke et al. 1982) to compute theintersection of two convex polygons, and thepolygon setsum algorithm (Lozano-Perez 1983)to compute the setsum of two convex poly-gons. In addition to these known algorithms,various specialized computational geometricalgorithms are devised for spatial scheduling,such as those for enlarging polygons to theextent of the safety distance and computingfeasible intersection points among polygons.
DAS-PANEL: Paneled-Block AssemblyShop SchedulerDAS-PANEL (Hong, Kim, and Lee 1993) is ascheduling expert system for the paneled-block assembly shop in which blocks andtheir subassemblies are welded on the assem-bly lines and adjacent off lines, respectively.Because the block size and compositions ofsubassemblies are diverse, the schedulingshould encompass the detailed scheduling ofsubassemblies as well as the main assemblyline scheduling of blocks. DAS-PANEL has twocharacteristics: (1) Because the blocks madein the shop are one of a kind, the speed of
the assembly line should not be fixed inadvance. To improve the productivity of theassembly line, it is necessary to generate aschedule that can dynamically change thecycle time according to the characteristics ofthe blocks. (2) Its objective is to minimize notonly the assembly time of blocks on the mainline but also the waiting times of subassem-blies and blocks. DAS-PANEL was built using atypical forward-chaining rule-based tool,UNIK-FWD, written in C++. Figure 10 shows thedynamically changing cycle time generatedby DAS-PANEL.
DAS-MH: Neural Network–Based Man-Hour EstimatorTo establish reliable scheduling expert sys-tems, the estimation of accurate person-hour requirements for each assembly is aprerequisite. To supply the required weldingperson-hour input of each one-of-a-kindblock for DAS scheduling systems, we adopt-ed the artificial neural network as an esti-mator (Lee and Kim 1994).
To build a reliable and efficient neural net-work model, we followed this research proce-
Articles
WINTER 1995 87
Figure 8. An Output Screen Showing a Snapshot of Spatial Layout in DAS-CURVE.

welding length, joint length, and block’sweight.
Fourth is shop type. For the assembly shop,select one of the following values: 3DS (three-dimensional shop), BOS (building outfittingshop), PBS (paneled-block shop), and A-7 (areacode no. 7). Whether it is indoor or outdoormust be considered for each shop. In total, weitalicized 10 candidate input variables: 4 cardi-nal- and 6 nominal-scale variables.
To eliminate unnecessary variables, weadopted the stepwise regression approachwith four cardinal variables: (1) dead weight,(2) welding length, (3) joint length, and (4)block weight.
We expected that multicollinear variableshad to be dropped to keep the model robust.In this manner, the joint length and the blockweight are finally selected. Thus, eight vari-ables are eventually selected as the input tothe neural network. Figure 11 shows a configu-ration of the neural network developed usingthe neural network developer UNIK-NEURO.
To confirm whether the neural networkmodel significantly outperforms other possi-ble approaches, we compared it with twoapproaches: (1) multiple regression and (2)simple regression through origin. We madethe comparison using simple regression
dure: (1) Select candidate input variables:Four categories of variables are selected withpossible values for each variable. (2) Elimi-nate unnecessary variables: Highly correlatedredundant cardinal variables are filtered outby stepwise regression as a preprocessor. (3)Train and test the network with and withoutthe preprocessing. (4) Compare the estima-tion performance by the neural network withone by the regression analysis.
We selected four categories of variable thatinfluence the welding time. They are candidateinput variables of the neural network model.
First is ship type. For use, select one of thefollowing values: VLCC (very large crude oilcarrier), OBO (ore bulk carrier), COT (crudeoil tanker), B/C (bulk carrier), CONT (con-tainer), P/C (product carrier), and so on. Thedead weight, the weight that the ship can car-ry, must also be considered.
Second is block type. For locus, select oneof the following values: side-shell, bulbus-low, engine-room-side-upper, fore-deck, lon-gitudinal-bulk-head, transverse-bulk-head,transverse-noncorrugated-bulk-head, mid-ship-bottom, and so on. Whether it is a pan-eled or a curved bottom or a single or a dou-ble shell must also be considered.
Third is a block’s physical characteristics:
Articles
88 AI MAGAZINE
Figure 9. An Output Screen Showing a Dynamic Spatial Layout of a Work Plate in DAS-CURVE.

through origin because this method has beenused in the field for years with the name unitestimator. To estimate using the unit-estima-tion method, the joint length of the block isused as an independent variable for eachgroup of blocks, which are grouped into 17families. The neural network model signifi-cantly outperformed the multiple-regressionand the simple-regression-through-originapproaches.
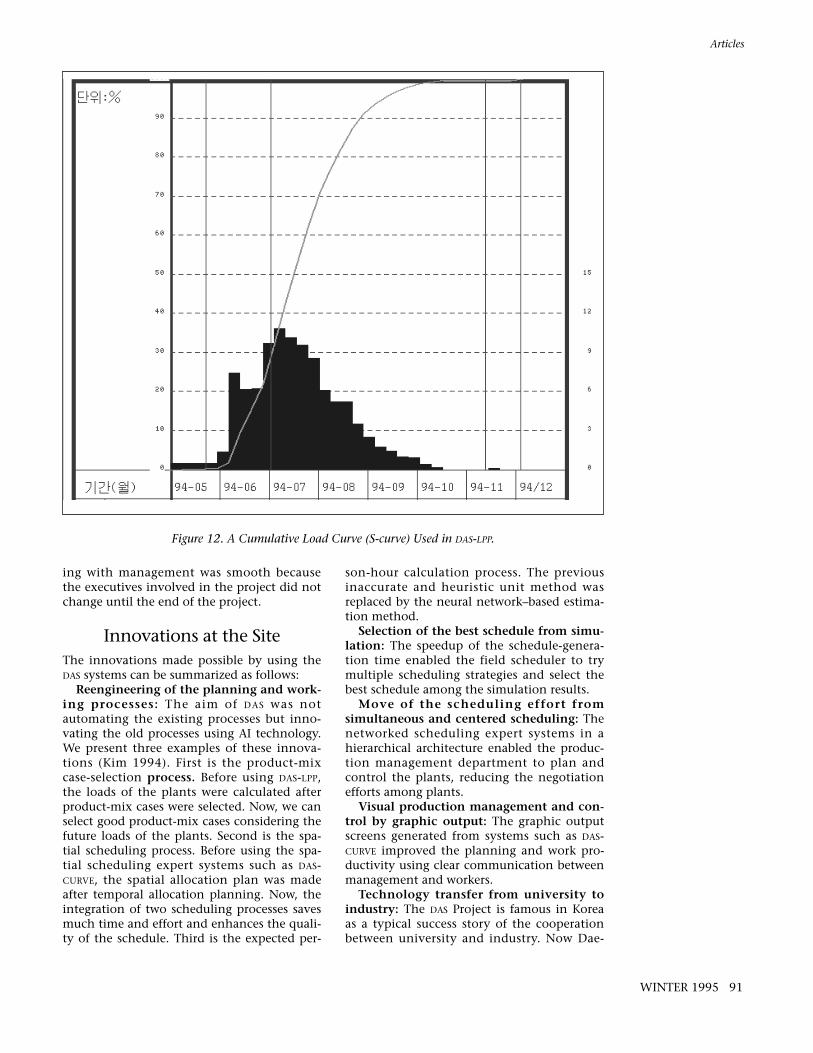
DAS-LPP: Long-Range Production Planning Expert SystemThe system aims to automate the generationof the shipbuilding production program,which is the starting point of productionmanagement and the important criteria formarketing activities (Yang and Choi 1994). Tobalance loads of production processes keep-ing the due dates of ship deliveries, we devel-oped the expert system using the beam-search module, which is connected with thelinear programming solver MINOS. We usedlinear programming to model the cumulativeload curve (so-called S-curve, as in figure 12)and the beam-search procedure to select thebest product-mix cases that reflect the ship-building plant’s status.
ImplementationFor this project, we used the frame-basedexpert system tool UNIK, which was developed
by KAIST, upgraded from the initial Lisp ver-sion to a C version. Because we own thesource codes and can improve them, it wasan adequate tool for this kind of project,which requires flexible adjustment. UNIK hasfeatures such as forward chaining (UNIK-FWD),backward chaining (UNIK-BWD), inductivelearning (UNIK-INDUCE), rule generation fromdiagrammatic representation (UNIK-RULEGEN),and neural network learning (UNIK-NEURO) aswell as a library of Lisplike functions (UNIK-KERNEL). UNIK has versions operating on UNIX,DOS, and WINDOWS. DAS systems were imple-mented on the Sun SPARCSTATION 10 series.
Development Strategy andDeployment Process
For the large-scale and long-range project, athree-stage development process was devised(Lee 1993), as summarized in table 1. In thisphased approach, we considered not onlyuser requirement but also data availability.The first stage was vision revelation. TheKAIST team professed that the DAS Project wasnot mere system development but theoreticalresearch on the following issues: (1) con-straint-directed graph search for erectionscheduling, considering the work loads at theindoor shops; (2) spatial scheduling; (3) linebalancing with flexible process planning anddynamic cycle time; (4) processing time esti-mation using neural networks; and (5) inter-
Articles
WINTER 1995 89
Figure 10. An Output Screen Showing the Dynamically Changing Cycle Time in DAS-PANEL.

fore, based on the data availability, the proto-type systems were degraded. However, man-agement was delighted because the systemscould run based on the currently availabledata, although they were not ideal. The sys-tems in the second stage were developedusing a C++ version of UNIK to enhance opera-tional speeds. The systems were installed inthe field in 1992 and tested under real-worldconditions.
The third stage was prospective enhance-ment. During this stage, the systems devel-oped in the second stage were incrementallyenhanced. A difference is that the enhance-ment was oriented toward the target set atthe end of the first stage. The systems gradu-ally improved because more data becameavailable during 1993. This enhancement willcontinue as necessary data are collected.
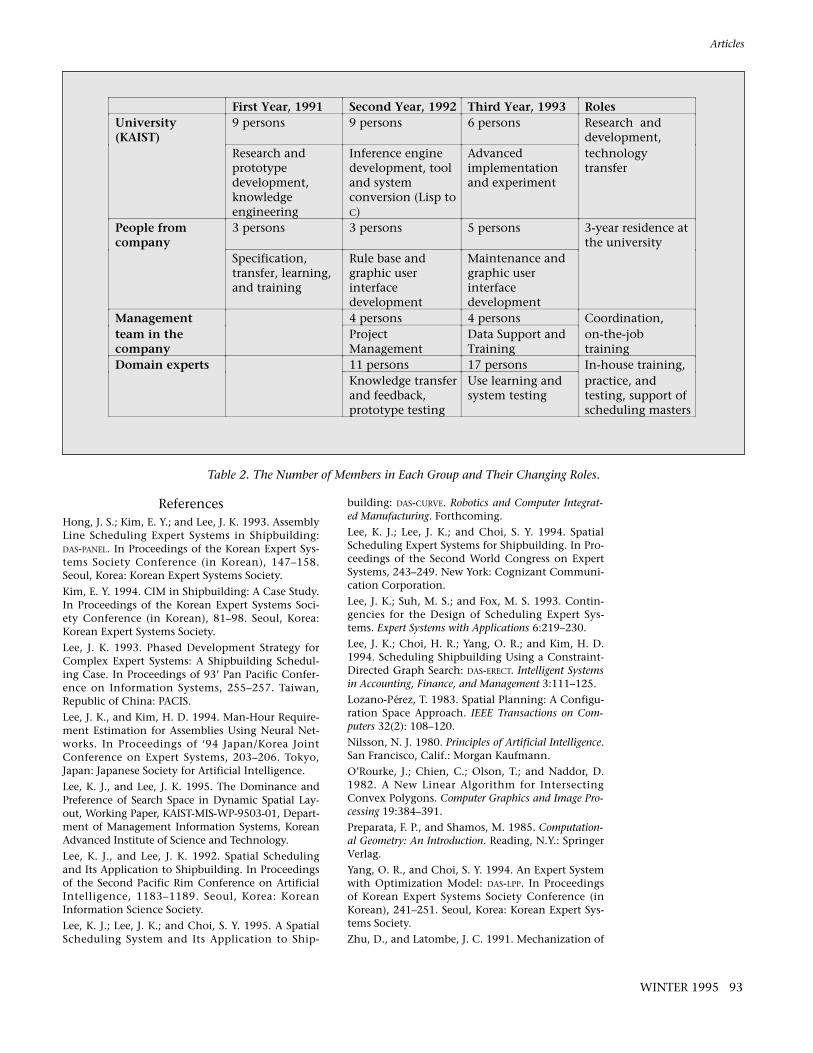
Project Work Group OrganizationThe project team consisted of both Daewooand KAIST personnel (table 2). We observedthat the roles of the project members evolvedaccording to the development phases, asshown in table 2. Working and communicat-
face and coordination among multiple expertsystems and databases.
These issues were explored during the pro-ject’s first year, 1991, and prototypes of theDAS systems were developed using UNIK. Theseprototypes could successfully demonstratethe vision, although they could not providethe satisfactory speed.
The second stage was data-dependent real-ization. Daewoo employees were frustratedbecause they couldn’t provide the data neces-sary to run the prototype systems. However, itwas a good point at which to identify whichdata were available and which were not. Thisprocess required close communication withthe design division because the initial proto-type required information about the designspecification from the computer-aided design(CAD) tools to automate the process planningand person-hour estimation. However, thesedata could not be provided until the currentCAD system was upgraded to a solid modeler,which was not technically feasible at the time.Other data that could not be supported werethe erection sequence–dependent person-hourand the processing time requirements. There-
Articles
90 AI MAGAZINE
Figure 11. A Neural Network Configuration for Person-Hour Estimation.
ing with management was smooth becausethe executives involved in the project did notchange until the end of the project.
Innovations at the SiteThe innovations made possible by using theDAS systems can be summarized as follows:
Reengineering of the planning and work-ing processes: The aim of DAS was notautomating the existing processes but inno-vating the old processes using AI technology.We present three examples of these innova-tions (Kim 1994). First is the product-mixcase-selection process. Before using DAS-LPP,the loads of the plants were calculated afterproduct-mix cases were selected. Now, we canselect good product-mix cases considering thefuture loads of the plants. Second is the spa-tial scheduling process. Before using the spa-tial scheduling expert systems such as DAS-CURVE, the spatial allocation plan was madeafter temporal allocation planning. Now, theintegration of two scheduling processes savesmuch time and effort and enhances the quali-ty of the schedule. Third is the expected per-
son-hour calculation process. The previousinaccurate and heuristic unit method wasreplaced by the neural network–based estima-tion method.
Selection of the best schedule from simu-lation: The speedup of the schedule-genera-tion time enabled the field scheduler to trymultiple scheduling strategies and select thebest schedule among the simulation results.
Move of the scheduling effort fromsimultaneous and centered scheduling: Thenetworked scheduling expert systems in ahierarchical architecture enabled the produc-tion management department to plan andcontrol the plants, reducing the negotiationefforts among plants.
Visual production management and con-trol by graphic output: The graphic outputscreens generated from systems such as DAS-CURVE improved the planning and work pro-ductivity using clear communication betweenmanagement and workers.
Technology transfer from university toindustry: The DAS Project is famous in Koreaas a typical success story of the cooperationbetween university and industry. Now Dae-
Articles
WINTER 1995 91
Figure 12. A Cumulative Load Curve (S-curve) Used in DAS-LPP.

MaintenanceThe systems are maintained by the program-mers and knowledge engineers who weretrained during the project. The schedulers canset the contingent scheduling strategy byestablishing the parameters for the constraintbase and the rule base. For flexible systemmaintenance based on the change of plant lay-out and facilities, KAIST and Daewoo are cur-rently conducting research on the schedulingsystem generator as part of the DAS-II Project.
AcknowledgmentsThis research is funded by Daewoo HeavyIndustries Ltd. in Korea. We are particularlygrateful to Vice-President Dong Kyu Park,Executive Directors Wan Chul Suh, Yang BinCho, and Hee Gyu Kim, Department ManagerSe Jin Jang, Section Manager Gwang Joo Lee,and Sang Soon Im and Yong Chul Kim fortheir cooperation during knowledge acquisi-tion. We also would like to thank members ofthe DAS Project team at KAIST and Daewoo:Jae Wook Kim, Jeong Seung Lee, Jae HoChun, and Seok Jun Byun.
woo has the ability to develop expert systemsby itself.
Development CostThe development costs for the three yearswere calculated at approximately $159,000for the hardware and $675,000 for theresearch and one developer from each organi-zation. The total cost was about $834,000.
Estimate of PayoffAlthough the revenue implication for theproject is not easy to calculate, the companyestimates were based on the expected con-tributing rates of the production productivityand planning productivity improvements.Because the estimated contribution rate ofDAS to the yearly production productivityimprovement (15 percent) is 30 percent andto the planning productivity improvement is50 percent, the expected annual benefit ofthe DAS Project is about $4 million.
Articles
92 AI MAGAZINE
First Year, 1991 Second Year, 1992 Third Year, 1993DAS-ERECT Research on constraint-
directed graph searchSpatial scheduling inpreerection shop,system implementation,graphic user interfaceimplementation
Experiments, graphicuser interfacedevelopment, systemupgrade andmaintenance
DAS-CURVE Research on spatialscheduling
System implementation,graphic user interfaceimplementation
DAS-PANEL Research on linebalancing with dynamiccycle time
Rule base and inferenceengine construction,system and graphic userinterfaceimplementation
DAS-MH Tool (UNIK-NEURO)development
Neural networkmodeling and systemdevelopment
Experiment and modelselection
DAS-LPP Research on CSP and LPmodeling of S-curve
Interactive planningprototype
ImplementationLanguage and Tool
Lisp version prototype Operational system (C
conversion)Installed in field
Development Phase Vision revelation Data-dependentrealization
Prospectiveenhancement
Table 1. Development Process.
ReferencesHong, J. S.; Kim, E. Y.; and Lee, J. K. 1993. AssemblyLine Scheduling Expert Systems in Shipbuilding:DAS-PANEL. In Proceedings of the Korean Expert Sys-tems Society Conference (in Korean), 147–158.Seoul, Korea: Korean Expert Systems Society.
Kim, E. Y. 1994. CIM in Shipbuilding: A Case Study.In Proceedings of the Korean Expert Systems Soci-ety Conference (in Korean), 81–98. Seoul, Korea:Korean Expert Systems Society.
Lee, J. K. 1993. Phased Development Strategy forComplex Expert Systems: A Shipbuilding Schedul-ing Case. In Proceedings of 93’ Pan Pacific Confer-ence on Information Systems, 255–257. Taiwan,Republic of China: PACIS.
Lee, J. K., and Kim, H. D. 1994. Man-Hour Require-ment Estimation for Assemblies Using Neural Net-works. In Proceedings of ‘94 Japan/Korea JointConference on Expert Systems, 203–206. Tokyo,Japan: Japanese Society for Artificial Intelligence.
Lee, K. J., and Lee, J. K. 1995. The Dominance andPreference of Search Space in Dynamic Spatial Lay-out, Working Paper, KAIST-MIS-WP-9503-01, Depart-ment of Management Information Systems, KoreanAdvanced Institute of Science and Technology.
Lee, K. J., and Lee, J. K. 1992. Spatial Schedulingand Its Application to Shipbuilding. In Proceedingsof the Second Pacific Rim Conference on ArtificialIntelligence, 1183–1189. Seoul, Korea: KoreanInformation Science Society.
Lee, K. J.; Lee, J. K.; and Choi, S. Y. 1995. A SpatialScheduling System and Its Application to Ship-
building: DAS-CURVE. Robotics and Computer Integrat-ed Manufacturing. Forthcoming.
Lee, K. J.; Lee, J. K.; and Choi, S. Y. 1994. SpatialScheduling Expert Systems for Shipbuilding. In Pro-ceedings of the Second World Congress on ExpertSystems, 243–249. New York: Cognizant Communi-cation Corporation.
Lee, J. K.; Suh, M. S.; and Fox, M. S. 1993. Contin-gencies for the Design of Scheduling Expert Sys-tems. Expert Systems with Applications 6:219–230.
Lee, J. K.; Choi, H. R.; Yang, O. R.; and Kim, H. D.1994. Scheduling Shipbuilding Using a Constraint-Directed Graph Search: DAS-ERECT. Intelligent Systemsin Accounting, Finance, and Management 3:111–125.
Lozano-Pérez, T. 1983. Spatial Planning: A Configu-ration Space Approach. IEEE Transactions on Com-puters 32(2): 108–120.
Nilsson, N. J. 1980. Principles of Artificial Intelligence.San Francisco, Calif.: Morgan Kaufmann.
O’Rourke, J.; Chien, C.; Olson, T.; and Naddor, D.1982. A New Linear Algorithm for IntersectingConvex Polygons. Computer Graphics and Image Pro-cessing 19:384–391.
Preparata, F. P., and Shamos, M. 1985. Computation-al Geometry: An Introduction. Reading, N.Y.: SpringerVerlag.
Yang, O. R., and Choi, S. Y. 1994. An Expert Systemwith Optimization Model: DAS-LPP. In Proceedingsof Korean Expert Systems Society Conference (inKorean), 241–251. Seoul, Korea: Korean Expert Sys-tems Society.
Zhu, D., and Latombe, J. C. 1991. Mechanization of
Articles
WINTER 1995 93
First Year, 1991 Second Year, 1992 Third Year, 1993 RolesUniversity(KAIST)
9 persons 9 persons 6 persons Research anddevelopment,
Research andprototypedevelopment,knowledgeengineering
Inference enginedevelopment, tooland systemconversion (Lisp toC)
Advancedimplementationand experiment
technologytransfer
People fromcompany
3 persons 3 persons 5 persons 3-year residence atthe university
Specification,transfer, learning,and training
Rule base andgraphic userinterfacedevelopment
Maintenance andgraphic userinterfacedevelopment
Management 4 persons 4 persons Coordination,team in thecompany
ProjectManagement
Data Support andTraining
on-the-jobtraining
Domain experts 11 persons 17 persons In-house training,Knowledge transferand feedback,prototype testing
Use learning andsystem testing
practice, andtesting, support ofscheduling masters
Table 2. The Number of Members in Each Group and Their Changing Roles.

managerial forecasting. He is a member of the KoreaExpert Systems Society.
Eun Young Kim is a deputy gen-eral manager at Daewoo Informa-tion Systems Co., Ltd. Hereceived his bachelor’s degree inmechanical engineering fromAjou University. His major inter-ests include expert systems, com-puter-integrated manufacturing,and electronic commerce. He is a
member of the Korea Expert Systems Society.
Soo Yeoul Choi is a sectionmanager at Daewoo Informa-tion Systems Co. , Ltd. Hereceived his bachelor’s degree inindustr ial engineering fromInha University. His majorinterests include expert systemsand computer-integrated manu-facturing. He is a member of the
Korea Expert Systems Society.
Ho Dong Kim is a section man-ager in the Department of Con-sulting Business at Daewoo Infor-mation Systems Co., Ltd. Hereceived his bachelor’s degree innaval architecture from SeoulNational University and holds anM.S. in management informationsystems from the Korea Advanced
Institute of Science and Technology. His majorresearch interests include the application of neuralnetworks and computer-integrated manufacturing.
Ok Ryul Yang is an assistant sec-tion manager at Daewoo Infor-mation Systems Co., Ltd. Heholds a B.B.A. from Seoul Nation-al University and an M.S. fromthe Korea Advanced Institute ofScience and Technology. Hisresearch interests include intelli-gent scheduling systems, wireless
data communication, and multimedia and trafficinformation systems.
Hyung Rim Choi is a professor ofmanagement information sys-tems at the Dong-A University.He received his Ph.D. in manage-ment science from the KoreaAdvanced Institute of Science andTechnology. His major researchfocus is on the automation ofprocess planning and scheduling
in manufacturing domains. Current research inter-ests include applications of various AI technologies,such as case-based reasoning and genetic algo-rithms, to shipbuilding.
Spatial Reasoning for Automatic Pipe LayoutDesign. AI EDAM 5(1): 1–20.
Jae Kyu Lee is a professor of man-agement information systems atKorea Advanced Institute of Sci-ence and Technology. He receiveda B.A. from Seoul National Uni-versity; an M.S. from the KoreaAdvanced Institute of Science andTechnology; and a Ph.D. from theWharton School, University of
Pennsylvania. He has authored several books onexpert systems and published numerous papers.Currently, he is on the editorial boards of the jour-nals Decision Support Systems; Expert Systems withApplications: An International Journal; InternationalJournal of Intelligent Systems in Accounting, Finance,and Management; and New Review of Applied ExpertSystems. He is a member of the American Associa-tion for Artificial Intelligence.
Kyoung Jun Lee is a seniorresearcher in the Department ofManagement Information Sys-tems at the Korea Advanced Insti-tute of Science and Technology(KAIST). He received his B.S. andM.S. in management science fromKAIST. His Ph.D. in industrialmanagement from KAIST is in the
field of AI, where his dissertation dealt with thedevelopment of spatial scheduling expert systems.His major research interests include spatiotemporalreasoning, intelligent spatial information systems,AI for electronic commerce, and intelligent manu-facturing systems. He is a member of the AmericanAssociation for Artificial Intelligence.
June Seok Hong received abachelor’s degree in businessadministration from SeoulNational University in 1989 andan M.S. in management sciencefrom KAIST in 1991. He is aPh.D. candidate in managementscience at KAIST. His researchinterests include expert system
scheduling, knowledge engineering, and con-straint-satisfaction problems.
Wooju Kim is a senior researcherin the Department of ManagementInformation Systems at the KoreaAdvanced Institute of Science andTechnology (KAIST). He receivedhis B.B.A. from Yonsei Universityin 1987 and his M.Sc. from KAISTin 1989. He also received his Ph.D.in management science from
KAIST in 1994. His major research interests includeneural networks, expert systems, software engineer-ing, knowledge representation and acquisition, and
Articles
94 AI MAGAZINE