design and optimization of multi-echelon assembly networks: savings and potentialities
TRANSCRIPT
Design and optimization of multi-echelon assembly networks: Savings and potentialities
57
Paul van B E E K Agricultural University, Mathematics Department, P.O. Box 8003, 6700 EB, Wageningen, Netherlands
Arie B R E M E R Philips International Netherlands
B. V., MSD, Eindhoven,
Cornel is van P U T T E N Nederlandse Philips Bedrijven B.V., CQM, Eind- hoven, Netherlands
Abstract. In the last decade considerable attention has been paid to the analysis and optimization of multi-echelon assembly networks. Research contri- butions in this field are mainly focussed on the determination of optimal batch quantities. In this paper two other issues concerning multi-echelon assembly networks are also discussed. The first point concerns tim notion of flexibility in assembly operations. Flexibility can be achieved by .,,pend- ing on assembly engineering to cut set-up costs. The second point has to do with design of multi- level assembly systems. Furthermore the notion of minimum network leadtime is introduced. This turns out to be (besides minimal average cost per period) a perforr,,ance indicator of c,msiderable impor- tance. To conclude an existing Philips product (called MEDSVS) is presented in order to illustrate the ideas discussed in this paper.
Keywords: Dynamic programming, leadtime, lot- sizing, manufacturing resource planning, multi- echelon networks, flexible manufacturing systems
The authors wish to exwess their gratitude to L. Fortuin for his useful remarks and J. Agterberg and A. Kapitein for dc~eloping slMx.or and providing the numerical re~uhs.
Rccmved Septembe: 1983: revised January 1984
.North-l-!olland l.tuop,:an J~m;'nal ~.'f Op;zrationat Research 19 tt985) 57 (~7
1. Introduction
In the last few years considerable attention has been paid to the optimization of multi-echelon assembly/production networks under infintee load- ing conditions. These conditions turn out to be quite unrealistic in practice because capacity at the various assembly/production stages will invaria- bly be finite. Recently some attention has been focussed on models for simultaneous lot-sizing and capacity planning in multi-stage assembly net- works (Blackburn and Millen (1981)). This area of research is both for practice and theory of crucial importance.
In the framework of Manufacturing Resource Planning (MRP) the need for 'closing the loop" in the assembly/production process is evident. This means that in the proces~ of exploding the require- ments defined through the Master Prodt:ction Schedule (MPS) to all subassemblies and parts involved, constraints on the capacity of all a,sem- bly operations should be taken into account. In this way the rescheduling of the entire assembly network with a modified MPS until a feasible schedule has been found becomes superfluous.
The majority of the contributions in the field ~;f simultaneous Jot-sizing and capacity planning ~n these networks, is concentrated on the dctcrm~r:,~ tion of batch quantities. Although this is con- sidered to be of utmost importance, there are many more relevant questions to be posed. Two other very important isst, e.s in this field are dis- cussed.
The first point concerns flexibility in these a.,,- sembly operations. To achieve flexibility in the assembly operations the assembly !eadtimes ,~h~uld be short. This is the only way to tune final ass.:m- bly with the ultimate sales as intimate as p~ssiblc. resulting in a drastic reduction of stocks and strengthening of competitiveness.
By driving down set-uD c,.-sts it become,, cc,,- n.omic'..d to :un smaller batches, idea!I, ~ bct,:,.i, ,.', one. This can be achieved b v spending <~n a~,-~.-::~- bi 5 cngincering to cvt the,:,: .,,et-up costs (Sob.or berger t 198i)). ,x batch size ~,i ~:~c ,.,~: ~.,..-.t-..~nd.- i~,
0377-2217/85/'$3.30 '.~-' 1985, Elsevier Science Publishers BY,'. (North-[ lolk:nd)

5 : P. van Beek et aL / Design and optimization of muhi-e:'helon assembly networks
I \ flex!ble assembly operation
.31 ~"~
I medium flexible . . . . [+_ ~ J / assemoly operation
I . rigld assem- i ~ bly operation
. . . . . . . . . , . . . . . . . . .
i I I I I I
w j I
- F
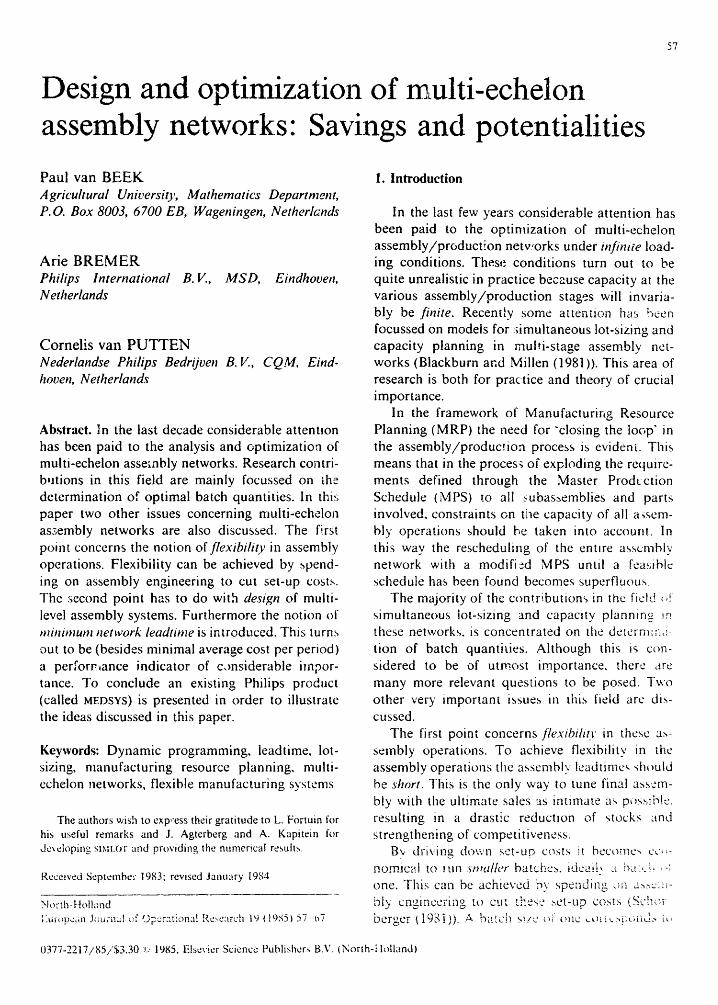
F ;. 1. Relation between set-up co~t ( f ) and yearly cost related tt increase of flexibilily (1).
tl,e notion ol flow assembly, a comn~,m mode of u ~eration. for instance, in aircraft ind Jstrv.
Spending on assembly engineering often implies i - ~ e s t m e n t s in increase of flexibility. See Figure 1 i: which, as an example, a possible "elation be- tv een set-up cost and cost of increasing flexibility (~y spending on assembly engineering~ is given.
If set-up cost (or. alternatively, set.up time) is Io,,t. thigh flexibility!) then investment in asserrbly ct,~incering is in general substantial. On the con- trary, a rigid assembly operation implies a high set-up cost.
it sho,JId be emphasized .hat in an assembly environment set-up costs are not only caused by pt eparlng a machine or by forwarding an vssembly ha "n to the next assembly station. The~ are for tt, e major part duc to the supply of materials at each assembly station (see also Table 1). The sec- ond point is concerned with the design c:" multi- level assembly systems. Typical questions to bc an ~wered are:
(i) What is the effect on performance and cost ofiotning two or more assembly stages?
(ii) Should the materials needed for a certain as .~embly stage be supplied witt the same frequeacy as the set-ups occur iq that • age? Or will it be fa ourable to change the strut are of the assemL~ly r~etwork bv disconnecting th,. material flow ;.o- ~, ards ,he :~ssembl,.: stage and the flow out of the materials ..tore by me, ms of a i,uffer?
Some of these aspects of a:,~embly systems are discussed in this pape. on the i asis of a real highly complex product (called Mf.tSVS) assembled at Philips' In:!ustries in Eindhox'e:a. Ti~c environment in which this product is assc-nb!cd v.i!l be di~-
cussed thoroughly in Section 2. The model SIMLOT was developed especially for
this environment. It enables management to get insight into
( i ) lot-size determination for an assembly net- work with tree structure;
(ii) assembly leadtime vs. costs; (iii) design of multi-level, multi-stage assembly
networks with tree structure. The last-mentioned possibility could be of impor- tance for the design of Flexible Manufacturing Systems (FMS). A typical question to be answzred for a given (or proposed) assembly/manufacturing system is where to invest in increase of flexibility and how mlwh.
Discussion of the model will be the subject of Section 3. In Section 4 the optimization aspects are discussed. Results and conclusions are pre- sented in Section 5 and 6, respectively. ! : the sequel, all monetary quantities -.re e~:pressed in dutch guilders (Dfl.).
2. The problem environment
Philips is a multinational company (with a turnover of approximately Dfl. 50- 10 '~) producing and selling a wide variety of electronic products in a large number of countries. The industry at which sl.vn.o'r has been developed is the Medical Systems Division (MSD) of Philips" Industries at Eindho- yen (N..'therlands). The program of the /Vledical Systems Division covers a large range of products like X-ray diagnostic ir:~aging, Thermal and Ultra- sonic diagnostic systrr, s, Radiation Therapy and Nuclear Medicine ,;v::tems, computerized X-ray Scanners etc. Each . . s t e m ) product is available in a great variety to meet as close as possible the application-requirements of the different cus- tomers. Obviously, the MSD products are highly specialized and rely heavily upon advanced mecha- nics, electronics and software. The quantities pro- duced per option are relatively low.
The customers of MSD are, for the major part. hospitals which are in general confronted with serious budget restrictions. Due to the world-wide recession the market is somewhat stabilizing.
To maintain the market position the price/per- formance ratios of the products as well as the flexibility of the supply arganization arc getting ~:eat emphasis. These circumstances caused

P. I~an Beek et ai. / Design and optimization of ,nultt-echelon assernbh" netw,,rkv 59
organizational changes from a functional to a prod- uct-oriented structure. In view ot these changes the model SIMLOT is very important: it has to support management with evaluations of different pro- posals concerning the way of assembling. The pro- duction consists mainly of the assembly of compo- nents and subassemblies into standard system mod- ules ~. These standard system modules can be small (a printed circuit board) or very large (a mechani- cal patient handling device). They are the building blocks for the system to be installed at customer- site so that all agreed specifications are met. A typical standard system module possesses a prod- uct structure of 5 levels, consists of about 100 subassemblies and has a yearly demand of about 100. Each assembly is manufactured and tested.
Until now the assembly operations are mainly hatch oriented. The standard system modules are stored in the warehouse after assembly. Assembly batches cover the requirement of a month up to a year, dependent on the type of the system module. A cast-iron calculation method for determining lot-sizes of subassemblies is not available. Some attempts were made to use the Wilson lot-size formula, not because it is correct in a lumpy-de- mand environment but because of its convenience to work with.
Usually the lot-size determination (on all levels) was based on experience: price, technology and other aspects played a role. Because of the absence of a formal calculation tool to determine lot-sizes, an objective discussion of this subject wa,s virtually impossible and the suggestion to shorten assembly ieadtime by introducing the concept of flow assem- bly could not be evaluated financially.
in this situation MSD has decided to start with the development of the model SIMLOT tO get more insight into cost and leadtime of the assembly operations. One function of SIMLOr consists of the determination, in a multi-level, multi-stage en- vironment, of optimal assembly lots.
To cope with uncertainty in the demand for the final product, the concept of quadrattc obsolescence cost has been introduced in Si~LO'r. This means that, besides costs in connection with assembly set-up and stockho!ding ,,~f a certain .,,uba..,.,,eil~.btx. a cost item that is proportional to the square of the
sojourn time in the assembly system is added tc the total cost related to that subassembly.
This quadratic obsolescence cost kas the effect of a downward pressure on assembly.leadtimes with emphasis on the long ones. In SiMtor several minor simplifications were made; the most im- portant are:
-learning curve effects are neglected. This means that the learnin3 curve for short, often repeated workcycles is assumed to be the same as for long wort, cycles that are repeated less frequently.
- flow assembly is equivalent to batch assembly with lot-size one.
3. The model
In this section the model on which SIMIOT is based is discussed thoroughly.
3.1. Preliminary remarks
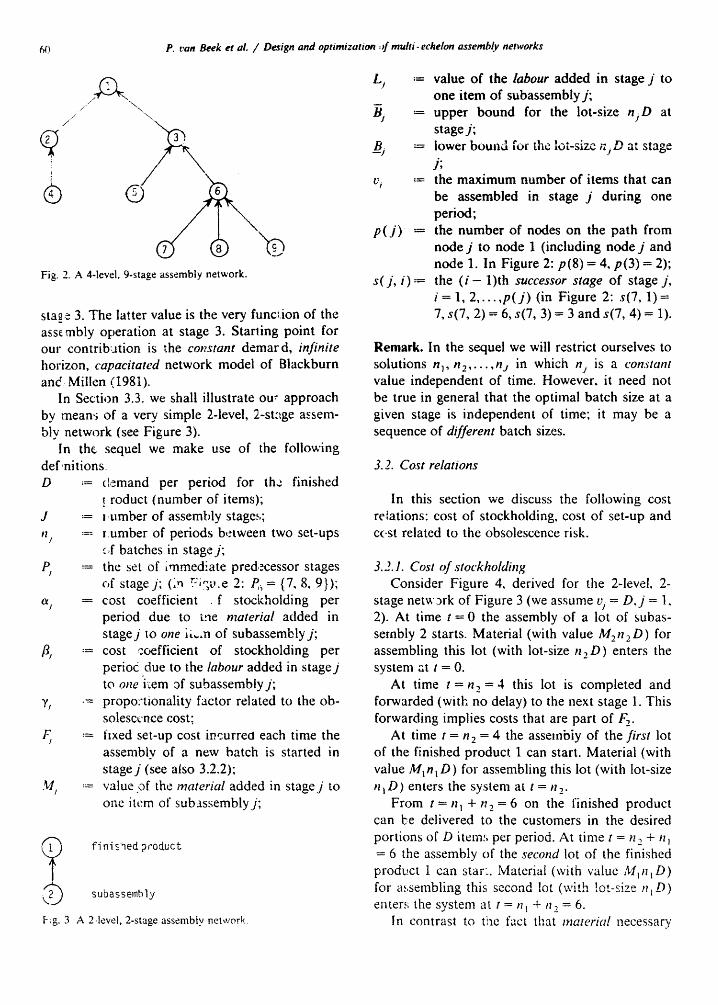
Recently. Blackburn and Millen (1981/82) re- ported on an exploratory study of an alternative approach to the problem of how to determine optimal I O t l S i / e s in capacitated assembly net,a,~rk,, having a directed tree stru'-ture ~. Figure 2 show,, a typical example of .,,uch a ne~,,vork .vi3.h 4 lwv,,,-t,, and 9 assembty stage~, a ,,o-ca!led 4-level. 9-,,rage asst, mblv network.
The node~ of the network repre',ent the ,.awic~u,, assembly stages whilst the arcs ~ndtcatc the rio'.. ~', good.',. Node 1 always corresp~md,, to the fint~hed product stage. The other nodes correspond to the other stages where subassemblies are produced.
Batches (or !ot~) are generated according to a pulI.u'stem initiated by the demand for the finishec product. By this we mean that the assembly aI each stage is scheduled on the basis of the require- ments of its .successor stage, lhc, ~:,.,,cmbl,, ~pera tion in stage t con,4sts of increasing the value (~ preceding subassemblies ,a ith the value ot J~:a.,ofa,.', arid labour added in stage t. An example (l:igurc 2): the value ~f the subassembi,, 3 con.,,i.,,t.,, ~1 chc
with the value o i materials ,u-id lab,.,ur <ld: ¢c: !r~
In file s u b s e q u e n t seclton., , we will us~ the m o r e c o m m , m
n a m e ]mtshed product o r ])m~l pr~;&~ct in. , , tcad o I ~landard .~ |',S'I~'tH D t o d t l J e .
T h e m u l t i p l e f inixh:/d 7.r~dut.r , e~ , l~m (~ rb .~ r~ , , . cn , c ;. -~z
l r c a l c d hero. \ V c rc,.{~,,.t o~r , ,cb,¢, , t o d~cc~.cd q~-';~,,,~ . . . . L ',i.
f #'t ',. ' x.l. r l . lk '{ tl FC.
(q) P. van Beek et aL / Design and optimization of multi-echelon assembly networks
®
L j " " - "
_.Bj "=
O i :---
p ( j ) :
Fig. 2. A 4-1evel. 9-stage assembly network.
sta~ e 3. The latter value is the very function of the assembly operation at stage 3. Starting point for our contrib:ation is the constant demard, infinite horizon, capacitated network model of Blackburn and Millen (1981).
In Section 3.3. we shall illustrate ou.- approach by means of a very simple 2-level, 2-stage assem- bly network (see Figure 3).
In the sequel we make use of the following definitions D ,= (Iemand per period for the finished
! roduct (number of items); J := ]..umber of assembly stage.,,; nj := ~.umber of periods between two set-ups
~,,f batches in stage j ; P~ = the set of immed,ate predecessor stages
c,f stage j; (in Fisu.e 2: P,~ = {7. 8. 9}); % --= cost coefficient . f stockholding per
period due to the material added in s tagej to one it,,m of subassembly./;
/3, := cost coefficient of stockholding per period due to the labour added in s tagej to one kem of subassembly j ;
3'~ --- propo:'tionality factor related to the ob- solescence cost;
Fj = fixed set-up cost invurrecl each time the assembly of a new batch is started in .
s tage j (see also 3.2.2); .~/~ -= value of the material added in s tagej to
one item of subassembly j;
finisqedpro~uct
K~ subassembly
F-g. 3 A 2.level, 2-stage assembly net,,sork.
s ( j , i ) : =
value of the labour added in stage j to o n e item of subassembly j ; upper bound for the lot-size njD at stage j ; lower bound for the lot-size n j D at stage j; the maximum number of items that can be assembled in stage j during one period; the number of nodes on the path from node j to node 1 (including node j and node 1. In Figure 2: p(8) = 4, p(3) = 2); the ( i - 1)th successor stage of stage j , i = 1, 2 , . . . , p ( j ) (in Figure 2: s(7, 1 )= 7, s(7, 2) = 6, s(7, 3) = 3 and s(7, 4) = 1).
Remark. In the sequel we will restrict ourselves to solutions n~, n 2 . . . . . nj in which nj is a constant value independent of time. However, it need not be true in general that the optimal batch size at a given stage is independent of time; it may be a sequence of different batch sizes.
3.2. Cost relations
In this section we discuss the following cost relations: cost of stockholding, cost of set-up and cest related to the obsolescence risk.
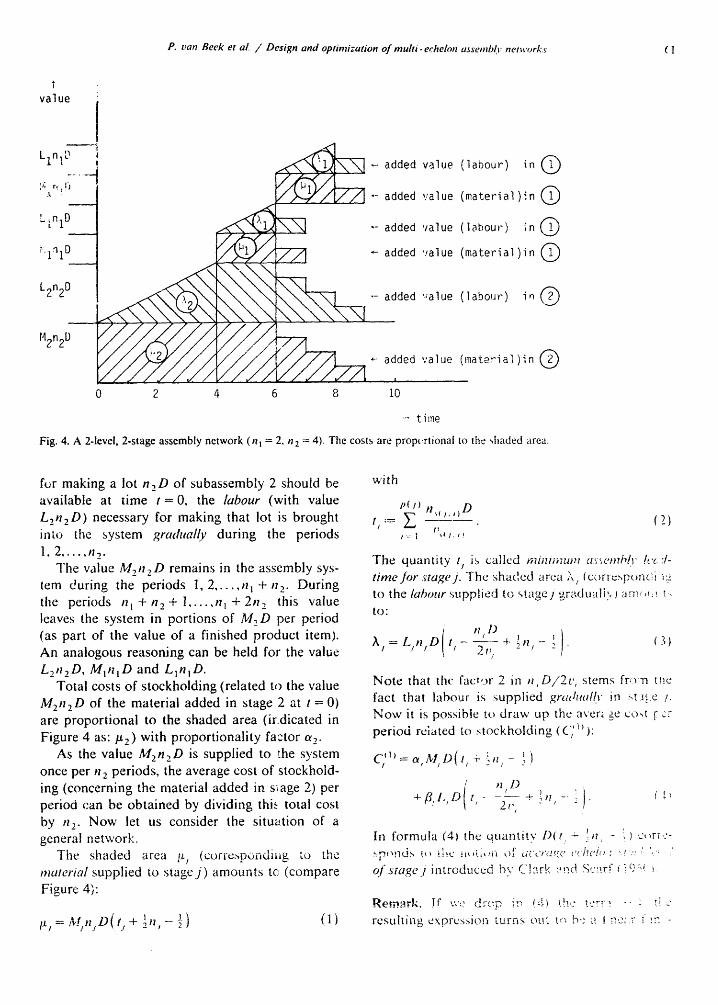
3.2.1. Cost of stockholding Consider Figure 4, derived for tile 2-level, 2-
stage netwark of Figure 3 (we assume vj = D,j = 1, 2). At time t - - 0 the assembly of a lot of subas- sembly 2 starts. Material (with value M2n2D ) for assembling this lot (with lot-size n2D) enters the system at t = O.
At time t = n 2 = 4 this lot is completed and forwarded (with no delay) to the next stage 1. This forwarding implies costs that are part of F 2.
At time t = n 2 = 4 the assembly of the first lot of the finished product 1 can start. Material (with value M ln~D) for assembling this lot (with lot-size n~D) enters the system at t = n2.
From t = n l + n~_ = 6 on the finished product can be delivered to the customers in the desired portions of D item.', per period. At time t = n_~ + n] = 6 the assembly of the second lot of the finished product 1 can star:. Material (with value M~n~D) for a,,sembling this second lot (with lot-size n~D) enter,; the system at t = n~ + n_~ = 6.
In contrast to the fact that material necessary
P. van Beeket ai. / Design and optimization of multi-echelon assembly networks (1
value
.! klnl "~
.t '!
LtnlD
~.lal D
k2n2D
M2n2D
0 2 4 6 8
added value (labour) in Q
added value ( m a t e r i a l ) i n @
- added value (labour) ; n Q
added value (mater ia l ) in Q
• - added ,~alue (labour) in Q
• - added value (mater ia l ) in @
. . . . i
lO
-- time
Fig. 4. A 2-level, 2-stage assembly network (n~ = 2, n 2 = 4). The costs are propertionai to the q~aded area.
for making a lot n2D of subassembly 2 should be available at t ime t = 0, the labour (with value
L z n 2 D ) necessary for making that lot is brought into the system gradually during the periods
1, 2 . . . . . n , . ~
The value M 2 n z D remains in the assembly sys- tem during the periods 1, 2 . . . . . n~ + n~. During the periods n ~ + n 2 + l . . . . . n ~ + 2 n 2 this value leaves the system in portions of M2D per period (as part of the value of a finished product item). An analogous reasoning can be held for the value L~nzD, M~n~D and L~n~D.
Total costs of s tockholding (related to the value M2n~D of the material added in stage 2 at t = 0) are proport ional to the shaded area ( i rdicated in
Figure 4 as: bt2) with proport ional i ty factor %. As the value M2n2D is supplied to the system
once per n z periods, the average cost of stockhold- ing (concerning the material added in s~age 2) per period can be obtained by dividing this total cost by n 2. Now let us consider the si tuation of a general network.
The shaded area lZ~ (corrc.sponding to the material supplied to stage j ) amounts te (compare
Figure 4):
with
P(I) n,~. ,~D t , :-- E 12 )
The quanti ty t, is called minimum a.;;emhh' h.,..'t- t ime Jor stagej. The shaded area ,',~ ~corre.,,gonc!i ;~ to the labour supplied to s tage j gr~',duali', ) am~,,:~ .'..
tO:
X I = L j n I o t 2u~ + : n , - ,_ .
Note that the factor 2 in n , D / 2 t , , stems fro-n tl~.e fact that labour is supplied gra~ltto[ly in ~,ta~e /. Now it is possible to draw up the aver; ge co,t [ c..- period related to s tockholding ( (~' i~ ).
_ 1 'l c ," '= , , ,M D(,, + !,,,
" n ~ D ~ + R,I . ,DI t , - - - - + !n - : ]. ( ~
I
)~ t" t - !
In formula (4) the quant i ty D ( t ~- :n, - / c,~rr.:- ~,~(~,.ld.', t:~ ~.],.c ,~,;i,:i-~ of ~/~'cr~.,L,.: ' ~':hc{(, : '.~..: ; ' , '~'
o j ' s tage i int ,oduced by Clnrk-,p.d Sc'0.rf ¢ iq '~'', i
.Rem.~rk, If -','e drc-p i.'.~ !4) ~!a:.~ ~.,:rr~. - ~ ti ::
resulting expression turns out t,-: b-. " ?. I p,c:r i :~ -

62 P. J., m ~ eek ~'t al. / Design and optimization of mult i , echelon assembly networks
tion of n,~j.l~, r t : , , . t .2~ . . . . . n. j .m)))=n ~ (see also Schwm-z and Schrage, Appendix I (1975)).
3.2.2. Cost of set-up This cost component is very easy to obtain. As
only o,~b set-up occurs during nj periods the aver- age cost per period related to set-up (q~2j) is as follows:
q ' 2 ' = - F' (5) Plj
As has alread) been mentioned in Section 1 set-up costs in an assembly environment are not only caused by preparing a machi~e or by forwarding a batch to the next assembly tation. They are for the major part due to ttlc supply of materials at each assembly station ¢see Section 5).
,,
3. 2.3. Cost reJated to the obsolescence risk It is felt thac the obsalescence risk of subassem-
bly j increases more than proportional to the sojourn time of that subassembly in the system. The sojourn time of an item of subassembly j is defined as the time spent in the system between the point of time of a set-up of subassemblyj and the point of time 'he finished product item in which an item of ,:ubassembly j is incorporated, Icaves the system by delivery to the warehouse. To quantify this risk a cost component C/3~ is intro- duced that is proportional to the product of the value Lj + Mj added to one item in stagej and the avera:~e squared sojourn time of '.hat item in the syste ! (see formula (6)). This quadratic obsoles- cenc,: cost implies a downward pressure on assem- bly 1~ adtimes with emphasis on the long ones. This corn: ~ponds to the .eeiing t)f the logistics manager.
S~ ppose a lot o: n,D items of subassembly j is prod iced durir.g the time interval [0, nzD/vz]. The f;nis ed ploduct item, in which thefirst item of the lot c njD was built, leaves the system at time tj. The .ast item leaves the system at time tj + n ~ - 1 (compare Figure 4).
N ~w the quadrati,: obsolescence cost per period of s~ bassenabl?, .j .C. '3~. can be expressed as fol- ]OV~b.
H r - - 1
c,':' :: ( L, + ,%) E +/, );- (6) ' ?l '
t k - O
(For the sake of clarit,, we do not sub,,titute (in
(6)) the re!ation
nt--1 )2
Z. E t l j k = 0
= t~ + ( n j - 1)tj + ~ ( n j - 1 ) ( 2 n j - 1).)
The average total cost per period (C tot) then be- comes
J
c,,,, = g ( c ; "+ (7) j = l
4. Optimization
In this section we will adopt the Integrality Property for assembly systems with directed tree structure. In general this Integrality Property does not hold for these systems. Only in some special cases this property can be established (see Wii- liar:as (1982) and Szendrovits (1983)). Neverthe- less, the impression prevails that assuming the lategrality Property does not have serious conse- quences. In other words: no substantial differences in costs occur if the Integrality Property is adopted. This property also finds its 'justification' in prac- tice where it is considered as a matter of course.
Integrality Property In minimizing expression (7) with respect to
nl, n2 . . . . . ng and subject to capacity constraints we can restrict ourselves to solutions satisfying
n j=k tn ,, j ~ P , , i = 0 , 1 . . . . . J. (8)
The variable kj is a positive integer, n o .'- l and Po = {1} (see Crowston et al. (1973) and Schwarz and Schrage (1975)).
Our first aim is optimization of the average total cost C,,,, subject to the restriction that the minimum ieadtimes t:, j = 1.2 . . . . . J, should not exceed a prescribed value T:
Minimize { C,,,, } (9)
subject to
n j = k t n , , n , ,kj~i%l,
j~,,-'-'-,, i = 0 , 1 . . . . . J,
B, 4,: o 4 g , j ~ P , t = O , i ,J
t : ~ T . j = l . 2 . . . . . J.

P. van Beek et al. / Design and optimization of multi-echelon assembly network,s 63
One way of solving this problem is a recursive enumerat ion procedure in which for every subtree with stage i as top-level the same kind of problems are solved for subtrees with top-level j ~ P,, thus reducing the number of levels by at least one for every subproblem (in Figure 2: the subtree with top-level 3 consists of the nodes 3, 5, 6, 7, 8 and 9).
The numerical results presented in Section 5 are obtained by using the program SIMt.OT which is based on this enumerat ion procedure and solves (9). By closer inspection of (9) one can see that the optimal solution of the problem restricted to a subtree structure with top-level i only depends on n, and t,. Therefore a Dynamic Programming (DP) approach might be favourable (compare also Crowston et al. (1973) and Schwarz and Schrage (1975)).
Problem (9) can be converted directly to the following DP recursion:
v, (,,,, t,)
= ~ min /~p, B_,-~n,O:-- B,
t,<~ 7"
+ H. t " -
n , D ) + B~L,D t~ - 2v---~ + ~n' - ~
~ , - I ~ 2 M,) Z (,,+k )
tit k = 0
+ v(,,,. ',) I • i = J . J - 1 . . . . . 0. (10)
with (i) V~(%, t , ) = 0 for all n~ and t, ~ T if P~ =,0,
(ii) n~ = k~n, and t) = t, + n~D/v , , i = 0. 1 . . . . . J . j p,. I~, is as usually in dynamic programming the value
fi~nction and (10) the Belhnan recursion formula. We have assumed tacitly that the numbering of
the stages is such that j > i as soon as j e P,. This is alv, ays possible in directed tree networks. In evaluating (10) we need only carry out =P, mini- mi~'ations of function.', of on-, di,~,')ete ,.~rahh: /, .. j e P,, for a number of relevant combinations ot n, ant', t, (i = J . J - 1 . . . . . 0). The dynamic program- mi),g version (10) of problem (9) haa also been implemented in SI,MI.OI'.
tt turns out that the DP algorithm works :.err
satisfactory when applied to assembly net,vorks with a large number of levels (more than six . For these networks the recursive enumerat ion l:roce- dure becomes very unattractive because of the inherent computat ional complexity generall.e en- countered in combinatorial optimization.
In the sequel we shall make use of the follc wing definition. We define the minimum network lead- t ime t as follows:
t ' - = m a x { t , } w i t h R : = { j [ P ~ = , 0 } . j ~ R
Furthermore, by C,*t(T) we mean the optimal "alue of (" ;n (9) in dependence on T.
5. Results
Four ~l:aLOT calculations have been madt for MEDSYS, a really existing finished product. The result will be discussed in this section. ,,,tEI~svs can be described as a 4-!evel. 26-stage a~sembiv net- work (see Figure 5). In contrast with Figures 2 and 3 we use only odd numbers to indicate the di "fer- ent assembly stages. The reason for this wil:: be made clear shortly. As has already been disct.,,scd earl!or, in eve,'y as.'~embly stage i labour ~,.nd material are added tc, the operation in that .,t:igc. The material needed f:~r the operation in stage .e is supplied by the rn.:~ter~ais store ~.
This store has to celiver the different rnz~',, ri~_~i code numbers onl 3 ~n quantities, nece~,~ar,. , f,,r assembling n,D items in stage ~ (i.e. ,aith the. , :mc frequency as the set-uos in stage t ).
An alternative way to organize the del;ver,. ~,f material to stage i conv,:ts of disconnecting materi- als supply and a<~.embiy opcr,.ttion, so that the material can be ~,t,pl:)lied to stage t in portions whose magnitude i~ an arbitrary integer mult pie of n, D.
This can be achieved hv introducing a ~,tage i + I where the n:aterials needed for the opera~ion in i can be stored temporaril?' ¢i = t is ap, ,.,,.'~ integer). This stage i + 1 is connected (;nlv v t h stage i (see Figure 6). In such a way anothc: .t ,,rages are introduced C Y = 26).
Formally. the "even" nod:2.., a~c t)c..~t,:d :~-.. }~.

64 P. van Beek et el. / Design and optimization of multi - echelon assembly networks
Fir ~i. The MEDSYS 4-',evel, 26-stage assembly network.
same way as the 'o(Id" nodes. The difference is that only .n the odd noces lakour is added whilst in the even nodes only material is supplied. The set-up cost in the even s,a,/es can be calculated from the following relation suggested by practice:
F. = 10 * {number of different "naterial codenumbcr., n.'eded to car)2, out the operation in ~age j - 1} ( j = 2 . 4 . . . . . 2 J ).
(II)
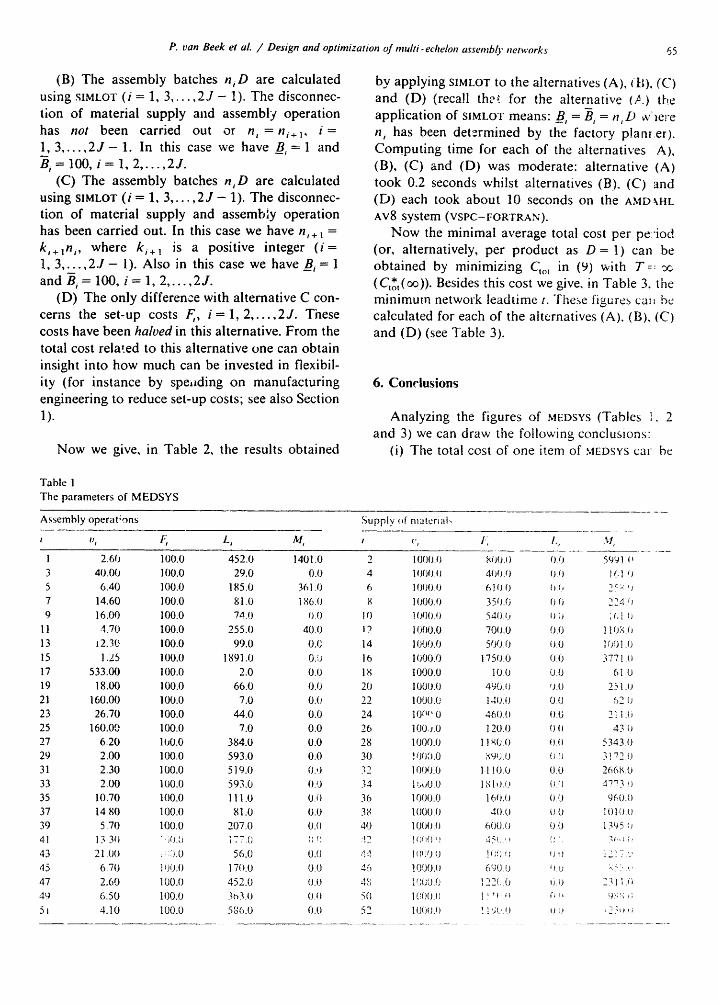
Befo.-e we discuss the four $1MI.O'I" runs we give in Tabh~ 1 the parameters which determine the p;'ob- lem defined in (9} for ME[>SYS (it is assumed that T = ~ ) .
The finished producl MV.DSYS posses'~es a y~,arly demand of I00 items. For the sake of s mplicits, we choose the length of the planning period as 250 /100 = 2.5 days (we assume 250 working days per year). As a consequence we have D = 1. Fur- thermore we assume
a, =0,dOi; , , fi = 0,(}0!8,
/, = 0.0014, i - 1 "~ 2J .
Remark. Tile column corrt-sponding to M, in Table 1 (as.,embly op ,rations) contains some values dif-
ferent from zero The reason for this is that MEDSYS
encompasses so'he less i~ :portant assembly stages
which have been neglected in Figure 5 and are taken into account as material added in stage i but trot from the materials store. The following com- puterruns concerning MEDSYS have been carried out by solving problem (9) (with T = oe) using SIMLOT:
(A) The assembly batches n ,D z'~'e calculated by factory planners using their own experience (i = 1, 3 . . . . . 2 J - 1 ). The disconnection of material supply and assembly operation has noi been car- ried out, so that n, =n,+~, i = 1, 3 . . . . . 2 J - 1 . In this case the minimal average total c o s t C t * , ( m ) can be calculated by putting (in (9)) _B, = B, = n, D, i = 1 . 2 . . . . . 2J .
SUCCESSOR STAGE
//k, PREDECESSOR ST;~,'.F ;
Q<
m
M A T E R [ A L S
S T 0 R E
Fi.~. 6. Material supply and assembly operation in stage i arc di.,,connected by introducing stage t + 1 (i odd integer).
P. van Beeket aL / Design and optimization of multi- echelon assembly networks 65
(B) The assembly batches n~D are calculated using SIMLOr (i = 1, 3 . . . . . 2J - 1). The disconnec- tion of material supply and assembly operation has not been carried out or n, =n;+~, i = 1, 3 . . . . . 2 J - 1. In this case we have _B, = 1 and B, = 100, i = 1, 2 . . . . , 2 J .
(C) The a s sembly batches n , D are calculated using SIMLOT ( i = 1, 3 . . . . . 2 J - 1) . T h e d i sconnec- t ion of material supply and assembiy operat ion has been carried out. In this case we have n , + ~ =
k , + l n ~, w h e r e k , + t i s a posit ive integer ( i =
1, 3 . . . . . 2 . 1 - 1). A l s o in this case we have _.B, = 1
and B, = 100, i = 1, 2 . . . . . 2 J .
(D) The only difference with alternative C con- cerns the set-up costs F,, i = 1, 2 . . . . . 2./. These costs have been halved in this alternative. From the total cost related to this alternative one can obtain insight into how much can be invested in flexibil- ity (for instance by spe,ding on manufacturing engineering to reduce set-up costs; see also Section 1).
Now we give, in Table 2, the results obtained
by applying SIMLOT to the alternatives (A), (B), (C) and (D) (recall the,', for the alternative (A.) t h e
application of SIMLOT means: _B, = B, = n,D wlmre n, has been determined by the factory p!anrer). Computing time for each of the alternatives A), (B), (C) and (D) was moderate: alternative (A) took 0.2 seconds whilst alternatives (B), (C) and (D) each took about 10 seconds on the AMD~,HL AV8 system (VSPC-FORTRAN).
N o w the minimal average total cost per p e : ' i o d
( o r , alternatively, per product as D = 1) c a n b e
obta ined by min imiz ing Got in (9) with T=: w~
( G * , ( o z ) ) . Besides this cost we give, in Table 3, the m i n i m u m network leadt ime t . T h e s e f i g u r e s cat~ b e
calculated for each o f the alternatives ( A ) , ( B ) , ( C )
and ( D ) (see Table 3) .
6. Conclusions
Analyzing the figures of MEDSYS (Tables ]. 2 and 3) we can draw the following conclusions:
(i) The total cost of one item of .,aEDSYS car be
Table 1
The parameters of MEDSYS
Assembly operat;ons Supp ly of material..
t v, ~ L, M, t
1 2.60 100.0 452.0 1401.0 2 3 40.00 100.0 29.0 0.0 4
5 6.40 100.0 185.0 36 ! 0 6
7 14.60 100.0 81.0 i 86.0 8
9 16.00 100.0 7a.0 0 0 10
11 4.70 100.0 255.0 40.0 ! 2
13 12.30 100.0 99.0 0.(; 14
15 1.25 100.0 1891.0 0.{J 16
17 533.00 100.0 2.0 0.0 18
19 18.D0 100.0 66.0 0.0 2(; 21 160.00 100.0 7.0 0.0 22 23 26.70 100.0 44.0 0.0 24
25 160.00 100.0 7.0 0.0 26
27 6.20 1o0.0 384.0 0.0 28 29 2.00 100.0 593.0 0.0 30 31 2.30 100.0 519.0 02) 32 33 2.00 100.0 593.0 0.9 34 35 10.70 100.0 111.0 0.0 36
37 1 4 8 0 100.0 81.0 0.0 3~ 39 5 7 0 100.0 207.0 0.0 40 41 13 30 . ifl.(i 177.(; :; fl !2
43 21.00 ~; :7}.0 56.0 0.0 4,4
45 6.70 ]()O.O 170.0 0.0 4(, 47 2.60 100.0 452.0 (J.l) '4,S
49 6.50 100.0 363.0 0J~ 5fl
51 4.10 100.0 586.0 0.0 52
~', Ii I., 3I,
l OflO.O gijO.I) O0 5991 .I;
l fl{JO.fl 4fl,9 .q 0 0 l (, l .fl
I (}fl0.0 6]{]0 fl.t, 2¢; ' ,;
l (J00.0 350.0 fl 0 ._-.." -, n ' t fl00.0 540.0 U b ', c, 1 0
1000.0 700.0 0.0 l l 0g.0
1000.0 500.0 0,0 ! O 0 1 . 0
1000.0 1750.0 0,0 . , , 1.fl
1000.0 10.0 0,0 61.0 100().0 490.l) u.(J 25 1.0 10O0.O 140.0 0.0 62 0 I0 nr' 0 460.0 t).0 211.0
1003.0 120.0 (} ~t 43.¢1 1000.O 1 l ~(a 0 0 (I 5343.0 ! Off3.0 g9U.O fl (1 3172 0 ] 0(10.0 1110.0 0.0 2668.0 I bu0.0 l ~ lO.O (l.(J "-,I"7"73 .,)
1 0 0 0 . 0 | 6 0 . 0 0 . 0 9 6 0 . 0
1000.0 40.0 O 0 101 (;.u
100fl.fl 600,0 O 0 1395 ~
] ( ~ l y J . l J ] I ;'.j (1 t ) . , ) i .~ ! 7 .L'
10{30 . t l 6c)U. U u . b ;4 .: : . ,,
I r , ( Q g; ~ "~~r r, 1) i) ~~ 1 i ( i ., .,', .,., I ----.., .u . . .
l(10(Lfl I ! 't~ ~ n ~, 9}~'.,; ,:

66 P. t.a,1 Beeket aL / De,tgn and opttmizat,on of multi- echelon assembly networks
T,~b!,." 2 Tl~e q,_,antitie, n,. " ~--= i 2.3 . . . . 2J, for each of ,'.he alternatives (A). { B). (C) and (D)
A.,sea~bl~, operation., Suppl'," of materials
(A) (B) (C) (D) t (A) (B) (C) (I))
1 5 5 " 1 2 5 5 12 8 3 100 45 20 10 4 100 45 40 30
5 25 20 I0 7 6 25 20 40 28
7 50 25 18 10 8 50 25 36 30
9 50 40 18 10 !0 50 40 54 40 1! }0 20 i2 8 12 i0 20 24 16
13 i0 2o 20 9 14 !0 20 20 18
15 5 2 1 16 5 5 20 10
17 100 --0 49 28 18 100 40 40 28
19 10,3 40 ",-0 28 20 100 40 40 28
2! 100 40 50 35 22 100 40 50 35
23 100 40. 36 30 24 100 40 36 30
25 100 40 54 40 26 100 40 54 40
27 5 10 6 5 28 5 ,0 12 10
29 10 lO 4 4 30 lO 10 16 12 31 10 15 6 4 32 10 15 18 16
33 10 I5 4 3 34 I0 15 20 12
35 IO !5 14 10 36 10 15 14 10
37 20 10 i0 g 38 20 10 i0 8
39 10 15 6 5 40 10 15 18 15
41 25 20 10 ~ 42 25 20 30 21
43 10 10 12 10 44 i0 10 12 10
45 iO 30 12 !0 46 10 30 24 20
47 l0 15 6 5 4g 10 15 24 15
49 25 20 l0 7 50 25 20 30 21
~l 25 20 10 7 52 25 20 30 21
rcduceJ with 3200 - 29~,0 = 20). without affecting the miq imum network !eadtime i. In this case the a<twfl produc t ion organizat ion remains u~la]tered.
(ii) If mater ia suppl.~ from the store is discon- nectec from ;+~e assembly oroce,vs a further reduc- tion of cost can be achi,wed with magni tude 2940 -- 2214 = 726. Furthern~.ore, t is reduced substan- tially.
(iii) Rcduczion of all set-up costs + F, --, 0 5F,, t = 1, 2 . . . . 2 J ) reouce3 total cost with an a m o u n t ~,1 684 from 221..t to 1530. Again a shor tening of t l e n l in imum ~,e:work leadt ime t can be achieved. " 'a say it in ano ther way. for inves tment in reduc- ',ion of set-up costs to 50% of these values an ~ moun t of 68 400 per year is available.
tiv) The costprice of Mi-DSYS (i.e. the total value
+
" he qua,~t'tlea t and ('~jh+:,c)
(A) (B) ((') (D)
14 14 5 4 ~i, ~ "~ ~ _ .~.t~ 2.040 22 ! 4 153()
,~" 2 J ~, ~( £, + M, )) a m o u n t s to 49060. This means that {comparing a l ternat ive (A) and (C) in relat ion to the costprice of .~aLt)sYs savings of 2% can be achieved.
Conc lud ing we can assert th:~t: - SIMLOI" iS capable of ~.xm~paring Iwith perfor-
mance indicators (~,,., ~.,.~:d t) d ' t fcrent organiza t ion ~,tructures for assembl ing a complex produc t .
- SIMLOT can calculate opt imal ba tches taking into account restr ict ions on batches and m i n i m u m network ieadt ime t (see (9)J.
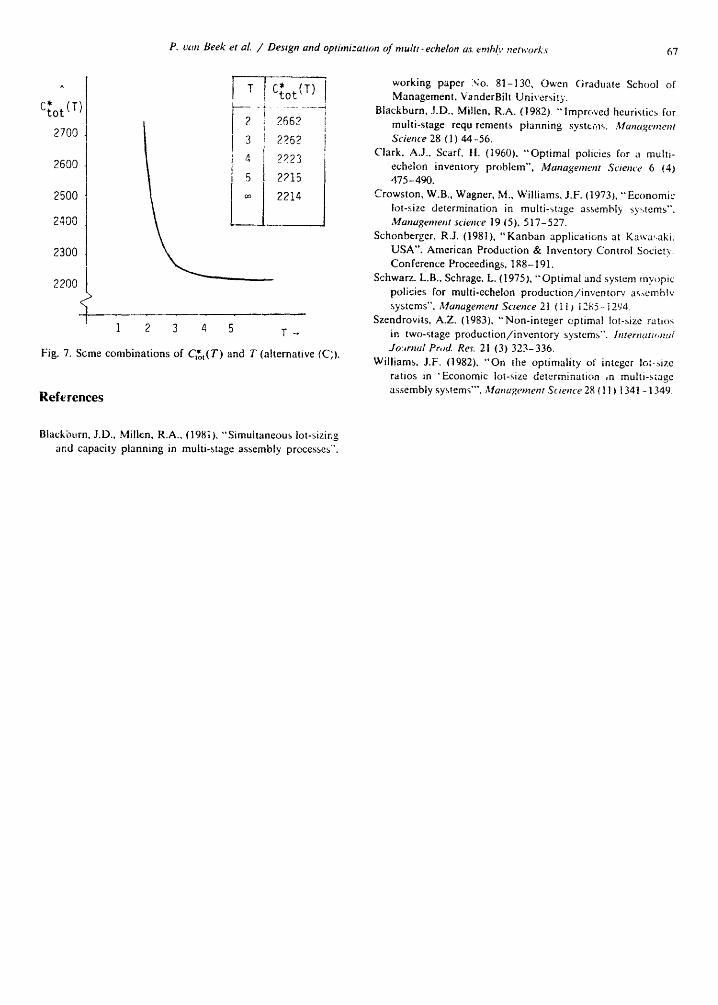
- SIMLOT can calculate the financial conse- quences of inves tments in reduct ion of set-up costs (see also Section 1). ~I~I.OT also offers the oppor tun i ty to obta in in- sight into the relat ion o[ C;,*,(T) and /". Choos ing the " b e s t " combina t ion of Ct'~(T ) and T is in fact a hi,.'riterion deci.;io,' problem with ,a hich the logi-.t- ics manager is faced. All combina t ions of C'~t(T) and T const i ture the efficie.;tr fronrie," or Pvre:o optimal set for this decision problem, tn Figure "7 some combina t ions of C,~,(T) and T are aiven (al ternat ive (C)).
P. van Beek et al. / Design and optimization of multt- echelon as. emhlv networks 67
C* (T) t o t
2700
2600
2500
2400
2300
2200
I T"[ C ~ (T) t o t
! 9669
l 3 2262
z 4 2?23 i I 5 2215
l ~ 2214
- T : - -
1 2 3 4 5 T -
Fig. 7. Scme combinations of Ct*ot(T) and T (alternative (C;).
References
working paper No. 81-130, Owen Graduate School of Management, VanderBilt Universi:y.
Blackburn, ,I.D., Millen, R.A. (1982) "'Improved heuristics for multi-stage requ rements planning syste;ns. Management Science 28 (1) 44-56.
Clark, A.J.. Scarf, !!. (1960). "Optimal policies for a multi- echelon inventory problem", Management Scwme 6 (4) 475-490.
Crowston, W.B., Wagner, M., Williams, J.F. (1973), "" Economi,: lot-size determination in multi-stage assembly systems", Manageme, t science 19 15), 517-527.
Schonberger, R.J. (1981), "Kanban applications at Kawa',aki, USA", American Production & Inventory Control Society Conference Proceedings, 1 g8-191.
Schwarz. L.B., Schrage, L. (1975), "Optimal and system rny,~pic policies for multi-echelon production/inventory as,emblv systems", Management Science 21 (I t } 1285- i 294
Szendrovits, A.Z. (1983), "Non-integer eptimal lot-size ratios in two-stage production/inventory systems", lttternatlt,na/ Jo:~rna! Prod. Res. 21 (3) 323-336.
Williams. J.F. (1982), "'On the optimality of integer lot-,~ize ratios in 'Economic lot-size determination ,n multi-stage assembly systems'", Management Science 28 ( 11 ) 1341 - 1349.
Blackburn, J.D., Millen, R.A., (1981), "Simultaneous lot-sizing and capacity planning in multi-stage assembly processes",