design of experiments (doe): a “new” approach to reaction ... · design of experiments (doe): a...
TRANSCRIPT

Confidential
Design of Experiments (DoE): A “New” Approach to Reaction
OptimizationSteven A. Weissman
NEACS Symposium: Oct 22,2010
OutlineBasic Principles of Design of Experiments (DoE)Case StudiesTake Home message/Questions
Confidential
Current Approach to OptimizationChange One Factor at a time (OFAT)
o Rarely uncovers the optimal conditions• Local vs global maxima
o Different conclusions depending on starting pointo Requires many experiments/little informationo Cannot separate “noise” from true variability
• Is a 2% yield gain real or just run-to-run variation
Confidential
Current Approach to OptimizationChange One Factor at a time (OFAT)
o Rarely leads to optimal conditionso Leads to different conclusions depending on starting pointo Requires many expts/little informationo Cannot separate “noise” from true variability
o Ignores interactions of variables
Confidential
OFAT Example: 2007
Confidential
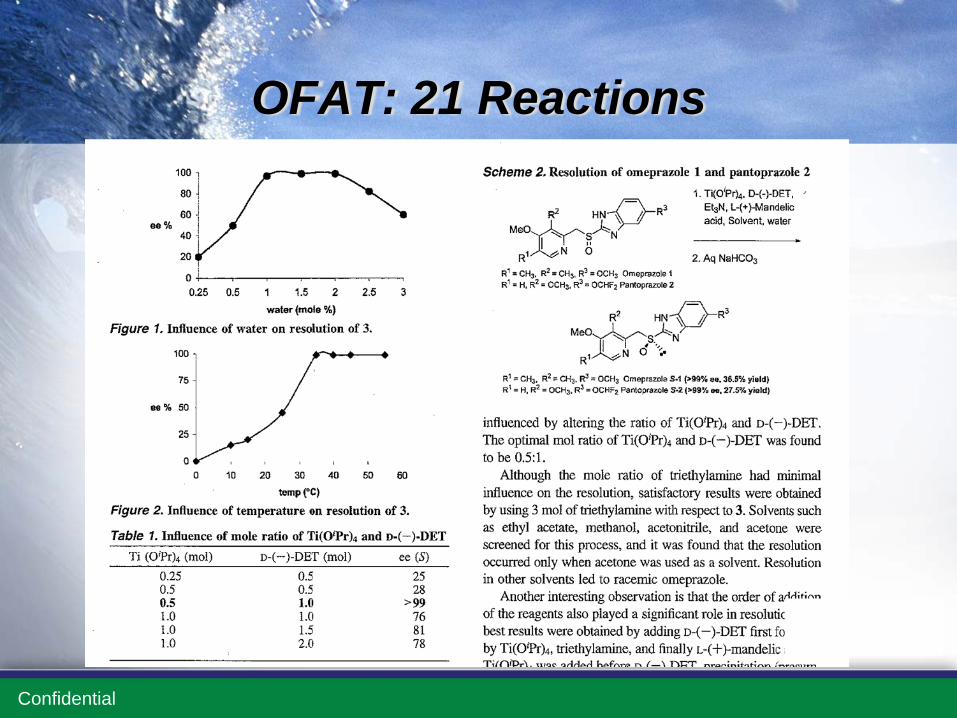
OFAT: 21 Reactions
Confidential
DOE vs OFAT
OFAT: 3 factors needed 21 reactionso No information on interactions of effectso No information on robustness; near ‘edge of failure’
DOE: 3 factors: 11 reactionso Better quality informationo Learn about interactions of effectso 10 Fewer reactions
Confidential
Notable Quote
“If you test one factor at a time (OFAT), there’s a low probability that you are going to hit the right one before everybody gets sick of it and quits”
Forbes magazine article on DOE (1996)
Confidential
What is DOE ?• Statistically-based set of expts in which all chosen factors are
varied simultaneously• ‘Continuous’ factors are ideal (time, temp, equiv)
• the ‘How much/many’
• Analysis reveals which factors influence the outcome and identifies optimal conditions
• Systematic, organized approach to problem solving• Generates a mathematical model of the design space• Integral component in the QbD movement
Confidential
DoE IntroductionCore Knowledge(Engineering, Chemistry,…)
Statistical Knowledge
Develop Solutions
DOE is NOT a replacement for process knowledge

Confidential
Questions Answered by DoE
How do we get the best reaction yield ?How much costly catalyst or reagent do we really need ?Can we minimize formation of an impurity?Which experimental factors are relevant?How robust is my process or assay ?
Confidential
DOE: ConsiderationsCan’t replace screening of discreet variables (catalyst, solvent)
Best suited for continuous variableso time, temp, stoichiometry
Not helpful for non-reproducible reactions
Best suited for ‘low maintenance’ reactionso Temp = RT to 150 oCo All reactants added at once
Confidential
DOE: Experimental Objectives
Screeningo Which factors are most influential ? o What are their appropriate values/ranges ?
Optimizationo Extract information on how factors combine to influence
responseo Identify optimized reaction conditions
Robustnesso To assess if small changes in continuous factors have an effect on outcome
Confidential
DOE: Misconceptions
Requires in-depth statistics knowledgeo User-friendly DOE software does this for you
• MODDE (Umetrics)/Design Expert (Stat-Ease)

Confidential
DOE: Misconceptions
Requires in-depth statistics knowledgeo Experimental design software does this for you
Requires lots of experiments and timeo Perhaps. but will always get better quality informationo Typically 11-27 reactions per designo Automation/technology can help reduce the effort
Confidential
DOE: WorkflowDefine an Objective
What issue(s) do you want to resolve?
Define the Factors Prioritize: known, suspected, possibly, unlikelySet HIGH/LOW values for factors (define design space)
Define the Response(s) – how to measure ?Select Experimental Design Generate WorksheetRun the ReactionsPerform Analysis with DOE softwareRun Confirming reaction
Confidential
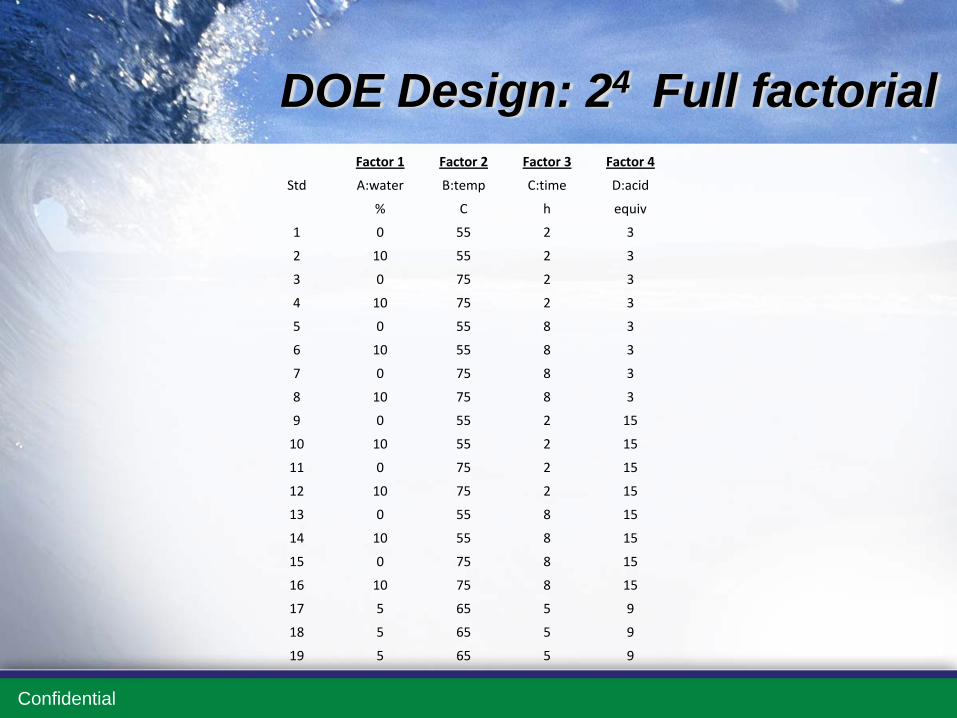
DOE Design: 24 Full factorial Factor 1 Factor 2 Factor 3 Factor 4
Std A:water B:temp C:time D:acid
% C h equiv
1 0 55 2 3
2 10 55 2 3
3 0 75 2 3
4 10 75 2 3
5 0 55 8 3
6 10 55 8 3
7 0 75 8 3
8 10 75 8 3
9 0 55 2 15
10 10 55 2 15
11 0 75 2 15
12 10 75 2 15
13 0 55 8 15
14 10 55 8 15
15 0 75 8 15
16 10 75 8 15
17 5 65 5 9
18 5 65 5 9
19 5 65 5 9

Confidential
DOE Design: 24 Full FactorialFactor 1 Factor 2 Factor 3 Factor 4
Std A:water B:temp C:time D:acid
% C h equiv
1 0 55 2 3
2 10 55 2 3
3 0 75 2 3
4 10 75 2 3
5 0 55 8 3
6 10 55 8 3
7 0 75 8 3
8 10 75 8 3
9 0 55 2 15
10 10 55 2 15
11 0 75 2 15
12 10 75 2 15
13 0 55 8 15
14 10 55 8 15
15 0 75 8 15
16 10 75 8 15
17 5 65 5 918 5 65 5 919 5 65 5 9
3 Center points

Confidential
DOE Design: 24 Full FactorialFactor 1 Factor 2 Factor 3 Factor 4 Response 1
Std A:water B:temp C:time D:acid yield
% C h equiv %
1 0 55 2 3 44.6
2 10 55 2 3 16.5
3 0 75 2 3 66.9
4 10 75 2 3 65.7
5 0 55 8 3 73.5
6 10 55 8 3 38.9
7 0 75 8 3 64.7
8 10 75 8 3 66.6
9 0 55 2 15 54.3
10 10 55 2 15 82.6
11 0 75 2 15 11.1
12 10 75 2 15 75.9
13 0 55 8 15 1
14 10 55 8 15 80.6
15 0 75 8 15 1
16 10 75 8 15 77.8
17 5 65 5 9 92
18 5 65 5 9 92
19 5 65 5 9 89
Confidential
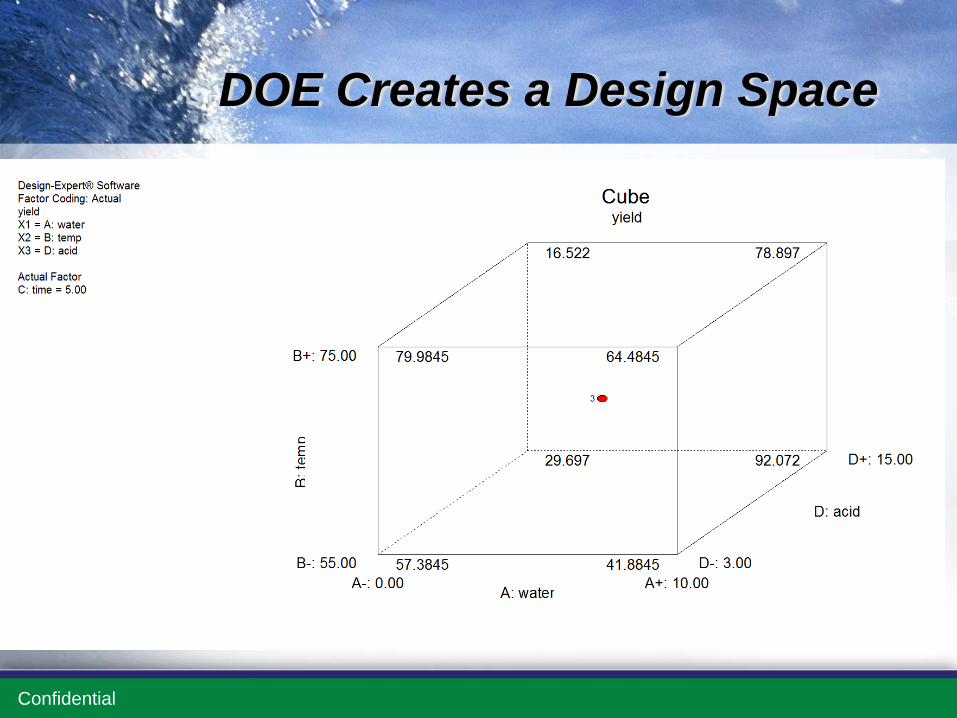
DOE Creates a Design Space
Confidential
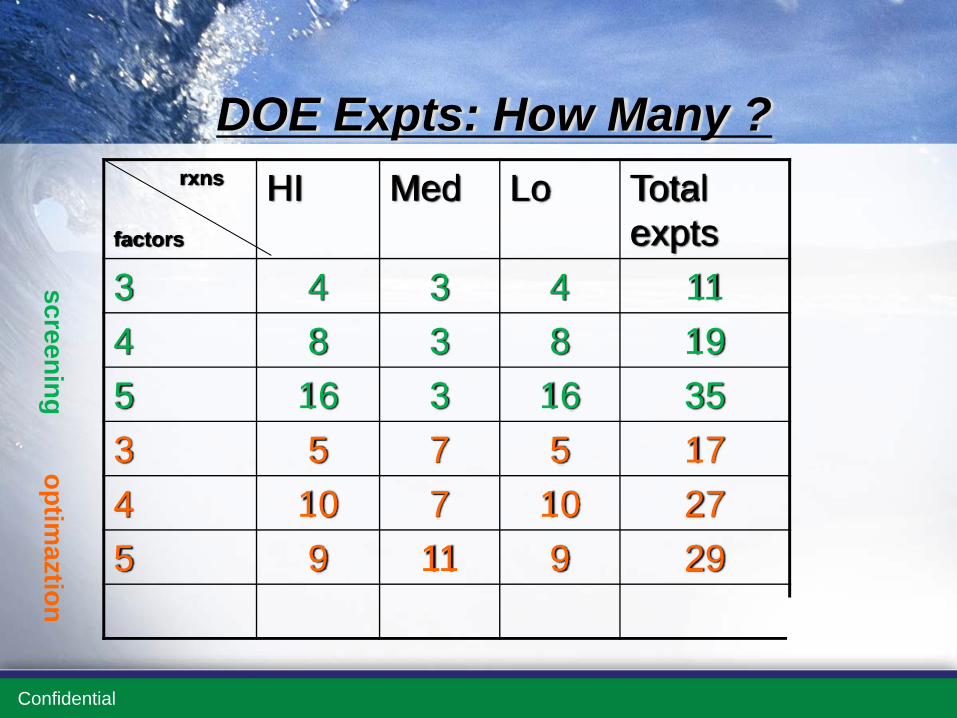
DOE Expts: How Many ?rxns
factors
HI Med Lo Total expts
3 4 3 4 114 8 3 8 195 16 3 16 353 5 7 5 174 10 7 10 275 9 11 9 29
screeningoptim
aztion
Confidential
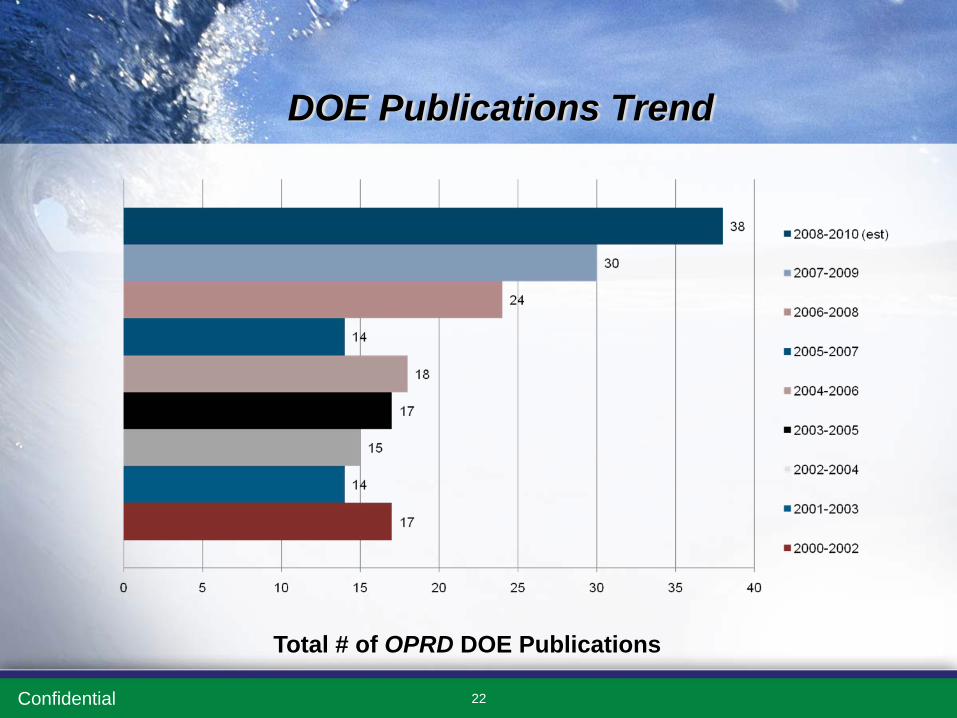
DOE Publications Trend
22
Total # of OPRD DOE Publications
Confidential
Why is DOE Usage Trending Upwards?
1. Changing R&D Landscapeo Need to do more, with less: efficiency is paramounto Shorter timelines
2. Technology advances enable parallel experimentationo Easier to set up 24 reactions today than 10 years ago
3. Quality by Design (QbD) Movement is here to stayo DOE can create the requisite design space
4. Rising popularity of Green Chemistry Initiatives
23
Confidential
DOE Case Studies
Confidential
Case Study #1: MK-518
First-in-Class Oral HIV-1 Integrase InhibitorApproved by FDA October-12-2007 $ 1.1 B sales in first two years
Confidential
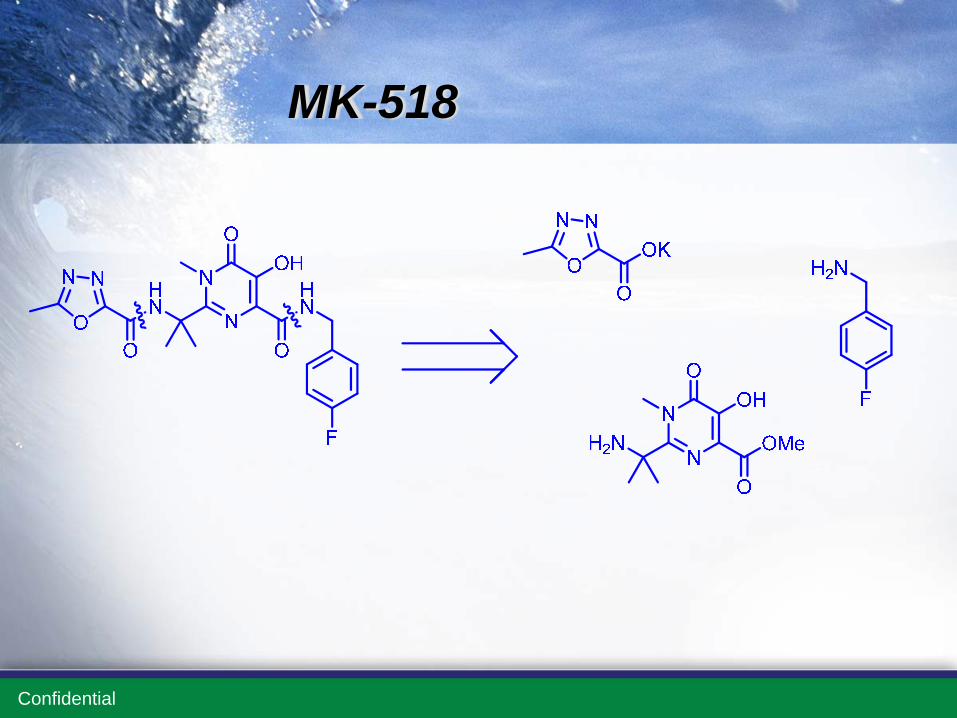
MK-518
Confidential
MK-518
N
N
OOH
O
HN
F
HN
O
NN
O
N
N
OOH
O
H2N OMe
H2N
F
O
NN
OCl
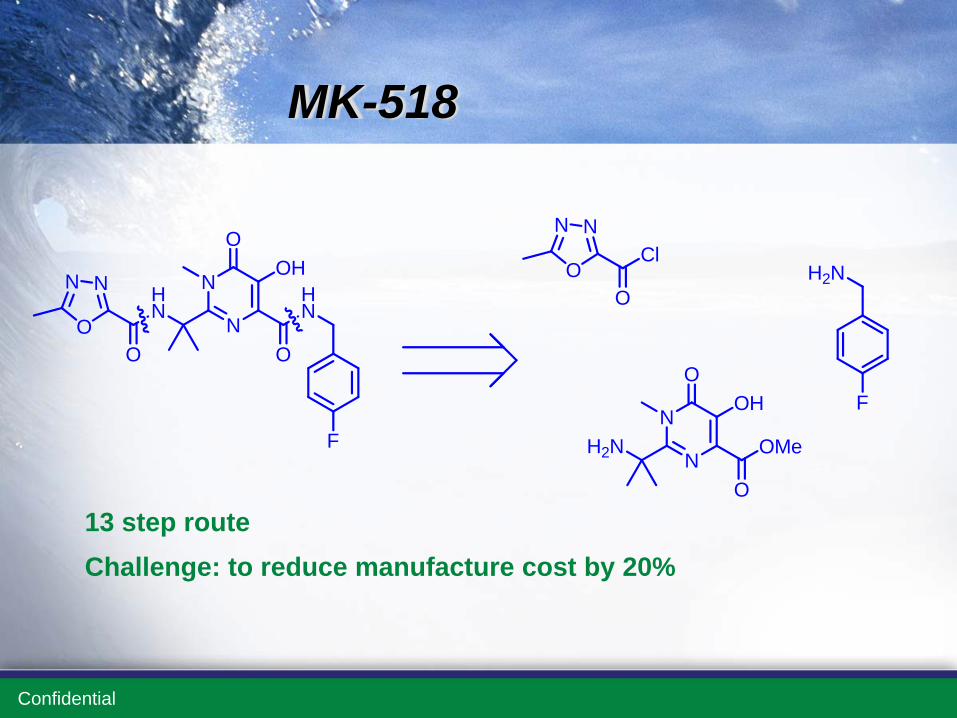
13 step routeChallenge: to reduce manufacture cost by 20%
Confidential
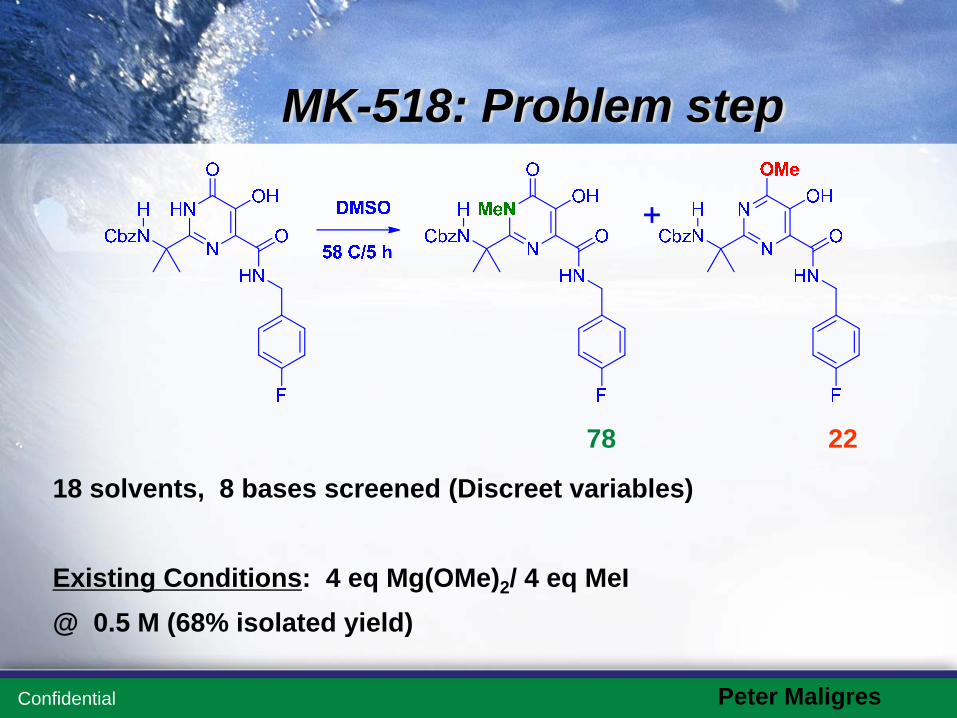
MK-518: Problem step
18 solvents, 8 bases screened (Discreet variables)
Existing Conditions: 4 eq Mg(OMe)2/ 4 eq MeI @ 0.5 M (68% isolated yield)
78 22
Peter Maligres
Confidential
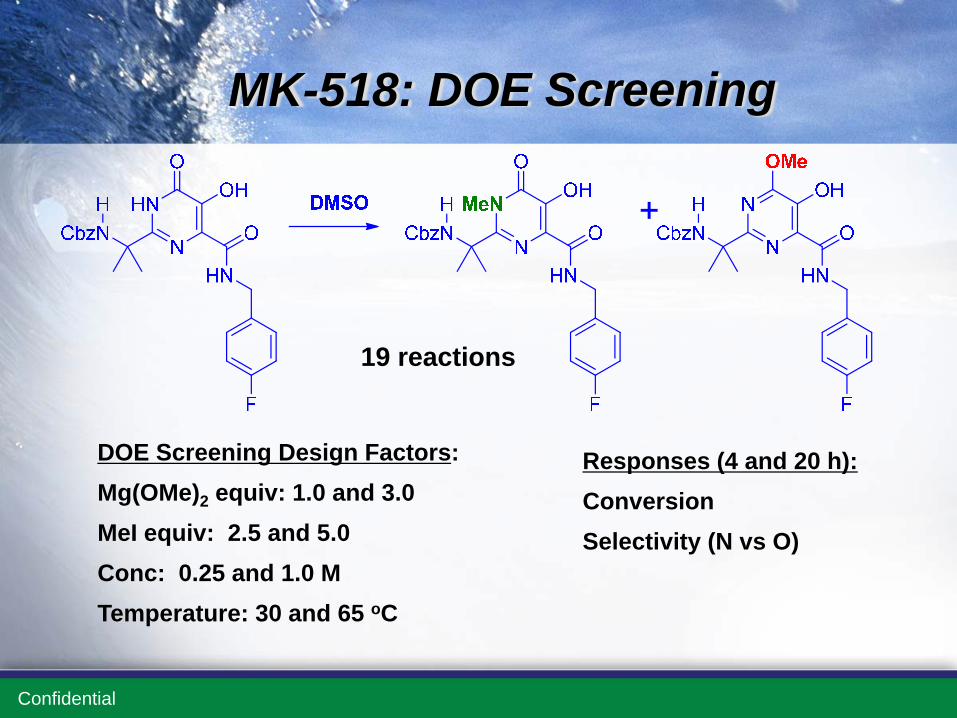
MK-518: DOE Screening
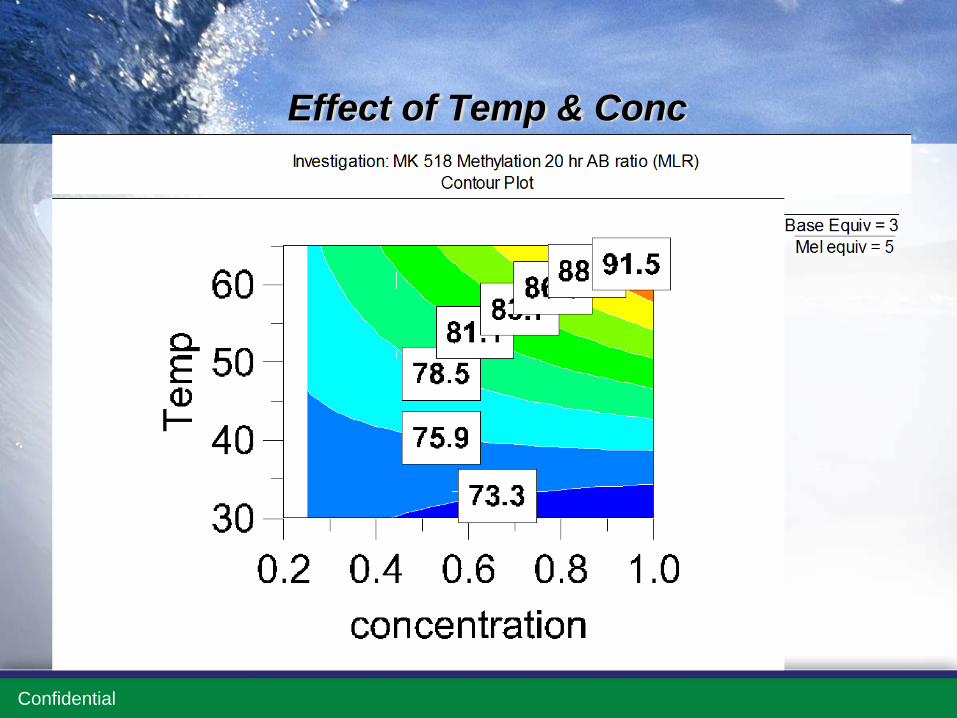
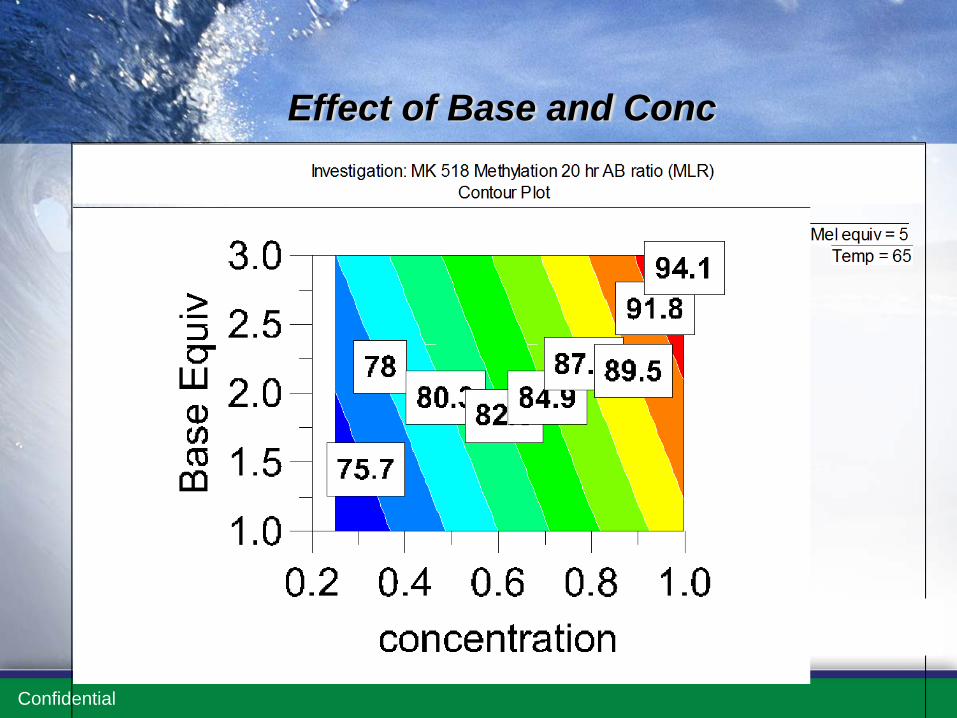
DOE Screening Design Factors: Mg(OMe)2 equiv: 1.0 and 3.0MeI equiv: 2.5 and 5.0Conc: 0.25 and 1.0 MTemperature: 30 and 65 oC
19 reactions
Responses (4 and 20 h):ConversionSelectivity (N vs O)
Confidential
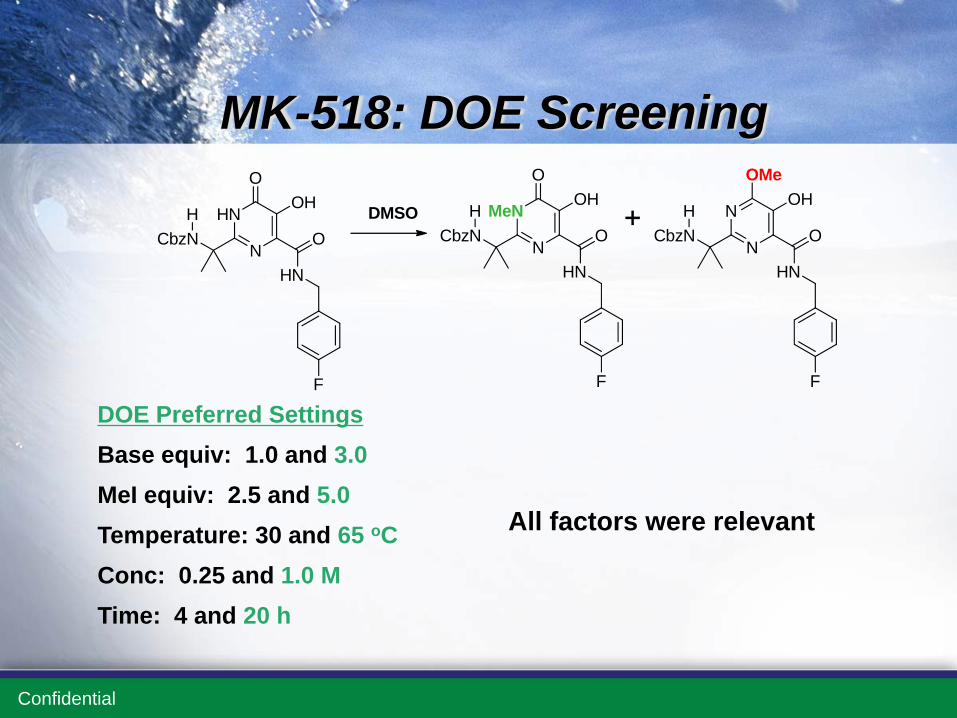
MK-518: DOE Screening
DOE Preferred SettingsBase equiv: 1.0 and 3.0MeI equiv: 2.5 and 5.0Temperature: 30 and 65 oCConc: 0.25 and 1.0 MTime: 4 and 20 h
All factors were relevant
HN
NCbzN
OHO
H MeN
NCbzN
OHO
H N
NCbzN
OHOMe
H
HN
O
F
O
HN
O
HN
F F
DMSO
Confidential
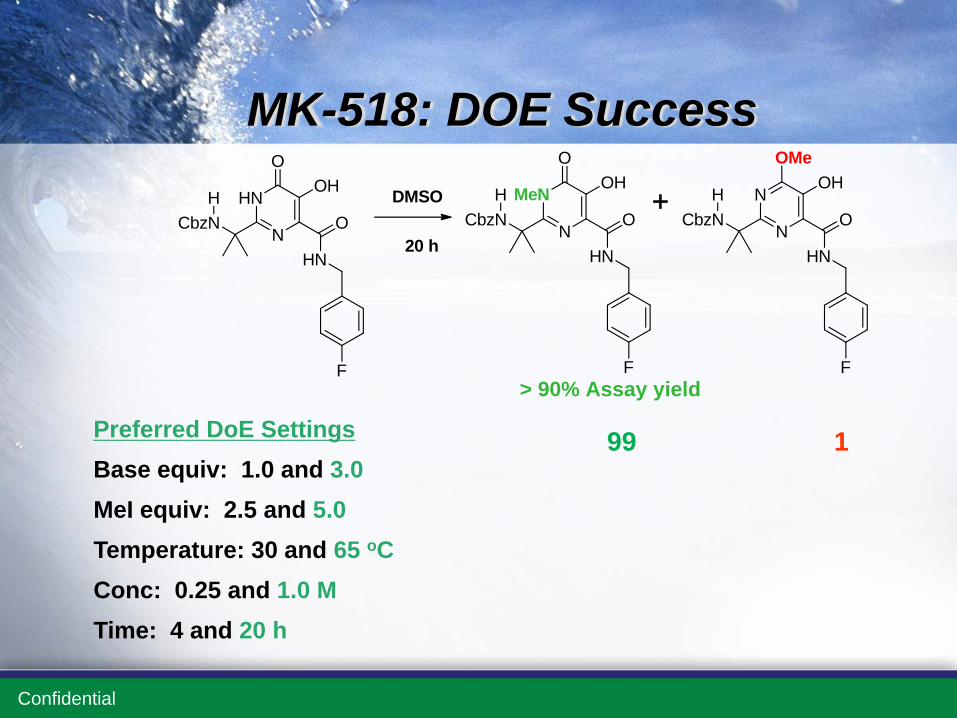
MK-518: DOE Success
Preferred DoE SettingsBase equiv: 1.0 and 3.0MeI equiv: 2.5 and 5.0Temperature: 30 and 65 oCConc: 0.25 and 1.0 MTime: 4 and 20 h
99 1
HN
NCbzN
OHO
H MeN
NCbzN
OHO
H N
NCbzN
OHOMe
H
HN
O
F
O
HN
O
HN
F F
DMSO
20 h
> 90% Assay yield
Confidential
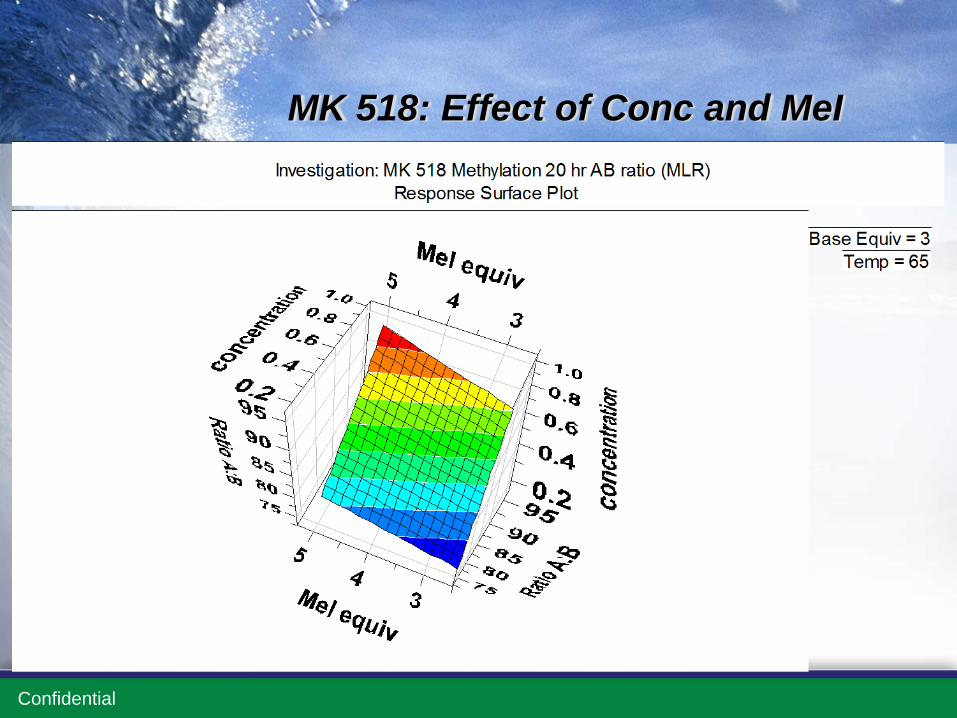
MK 518: Effect of Conc and MeI
Confidential
Effect of Temp & Conc
Confidential
Effect of Base and Conc

Confidential
MK-518: Time Cycle
4 hConv 95%
N vs O 4/1
Confidential
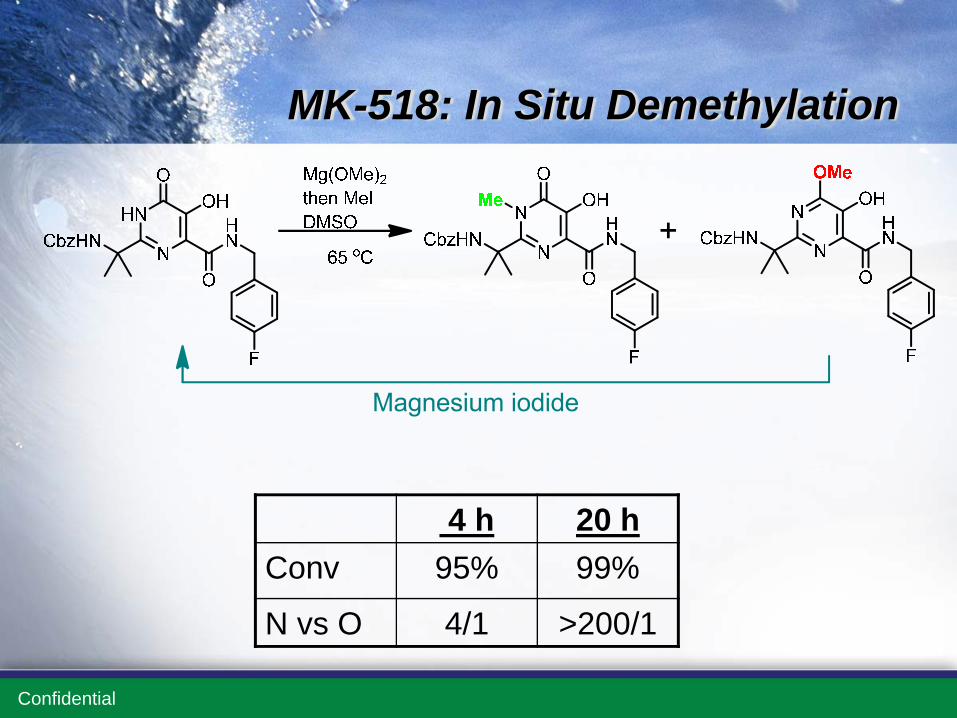
MK-518: In Situ Demethylation
4 h 20 hConv 95% 99%
N vs O 4/1 >200/1

Confidential
MK-518 Concerns
Issues:1. at this higher concentration, end of reaction difficult to stir2. Mg(OMe)2- long term issues with supply & cost3. MeI is mutagenic/carcinogen/toxic
99 1
Confidential
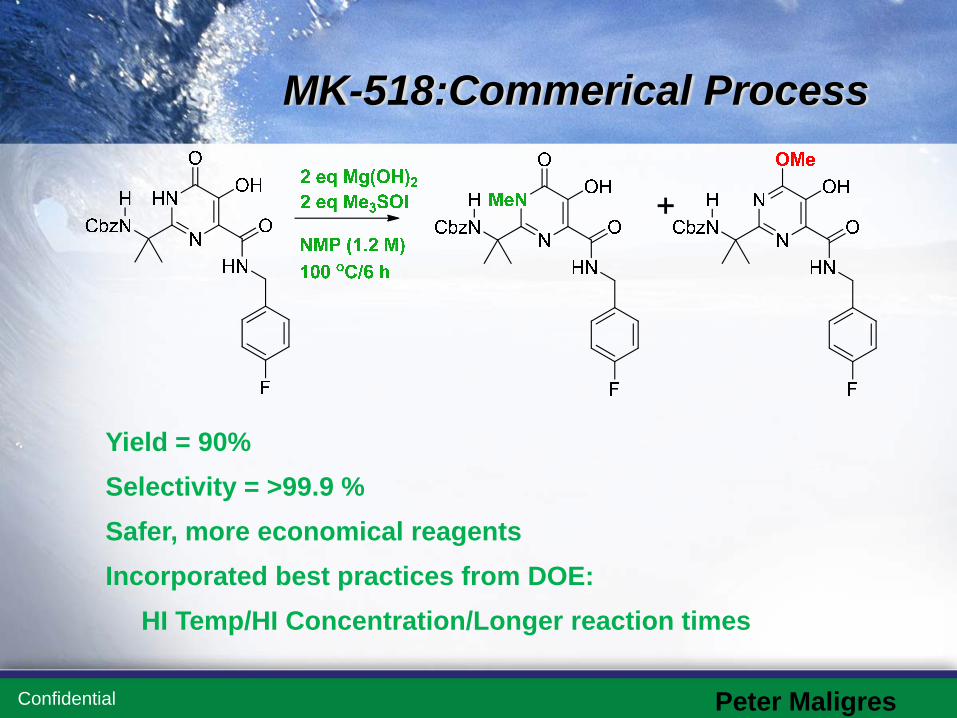
MK-518:Commerical Process
Peter Maligres
Yield = 90%Selectivity = >99.9 %Safer, more economical reagentsIncorporated best practices from DOE:
HI Temp/HI Concentration/Longer reaction times
Confidential
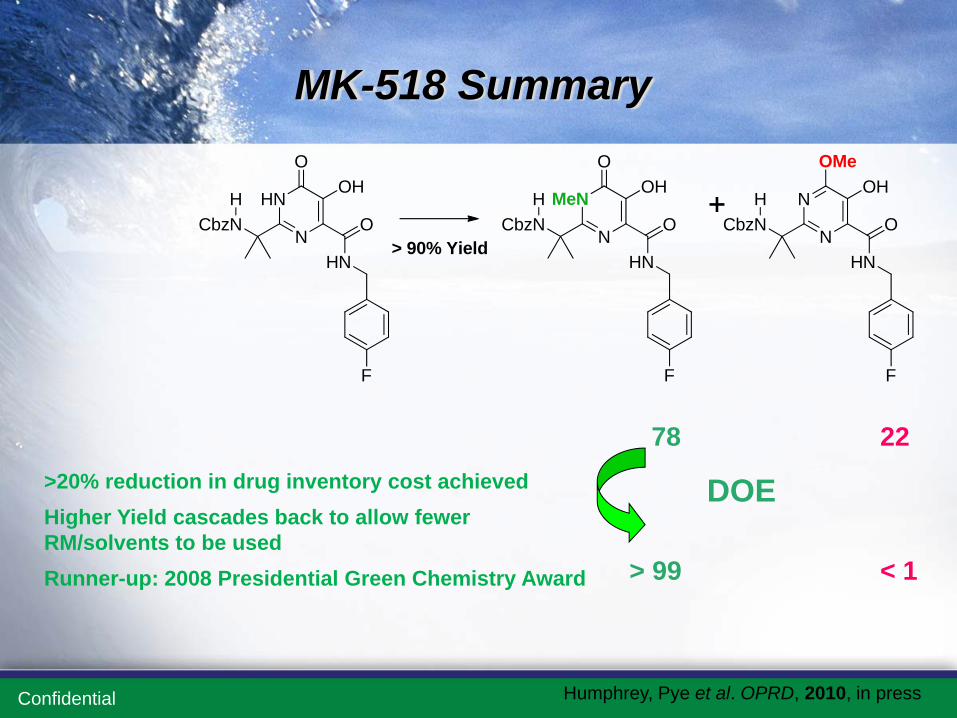
MK-518 Summary
78 22
> 99 < 1
DOE>20% reduction in drug inventory cost achievedHigher Yield cascades back to allow fewer RM/solvents to be usedRunner-up: 2008 Presidential Green Chemistry Award
HN
NCbzN
OHO
H MeN
NCbzN
OHO
H N
NCbzN
OHOMe
H
HN
O
F
O
HN
O
HN
F F
> 90% Yield
Humphrey, Pye et al. OPRD, 2010, in press
Confidential
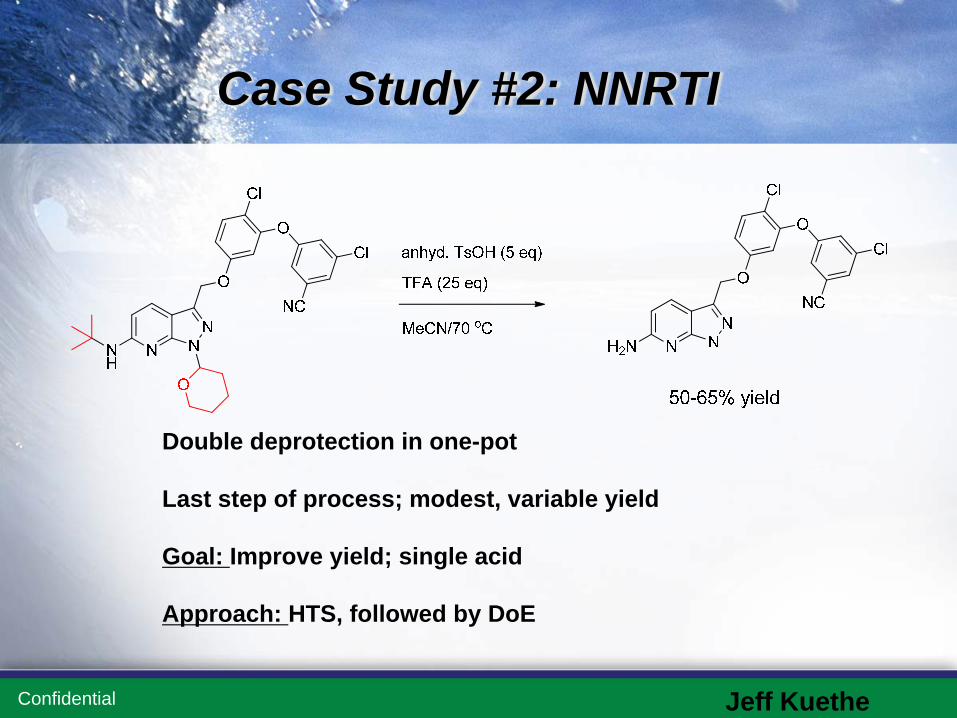
Case Study #2: NNRTI
Jeff Kuethe
Double deprotection in one-pot
Last step of process; modest, variable yield
Goal: Improve yield; single acid
Approach: HTS, followed by DoE
Confidential
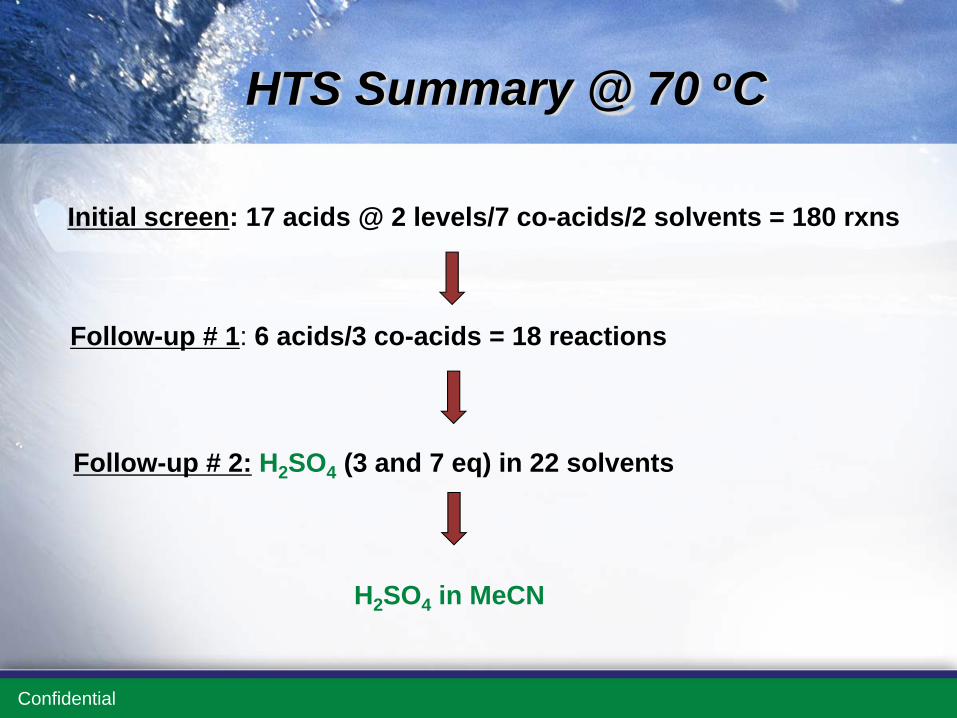
HTS Summary @ 70 oC
Initial screen: 17 acids @ 2 levels/7 co-acids/2 solvents = 180 rxns
Follow-up # 1: 6 acids/3 co-acids = 18 reactions
Follow-up # 2: H2SO4 (3 and 7 eq) in 22 solvents
H2SO4 in MeCN
Confidential
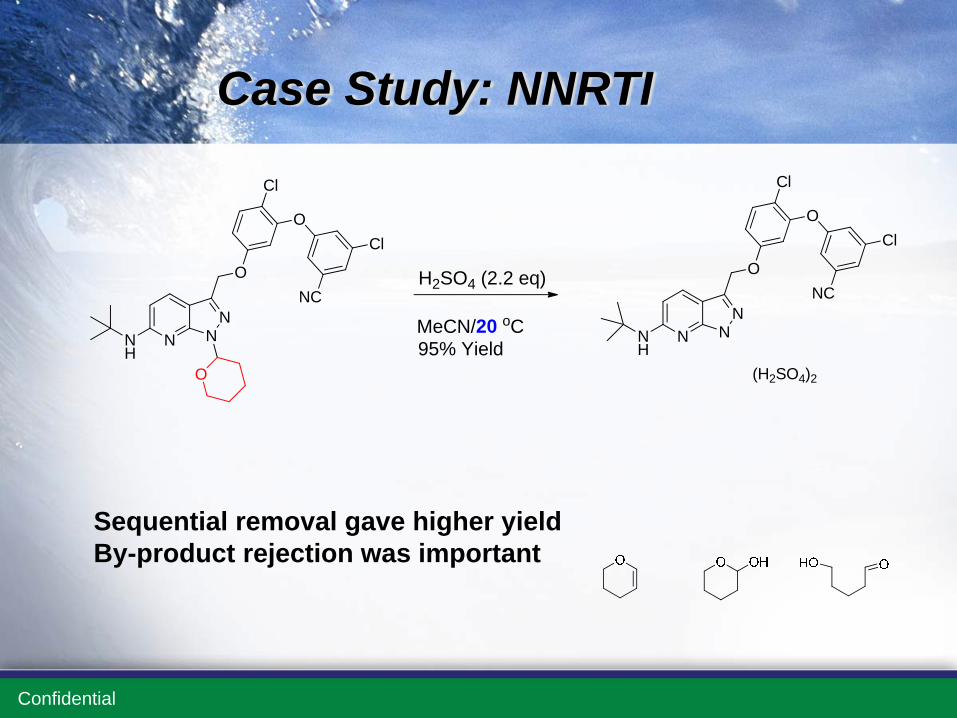
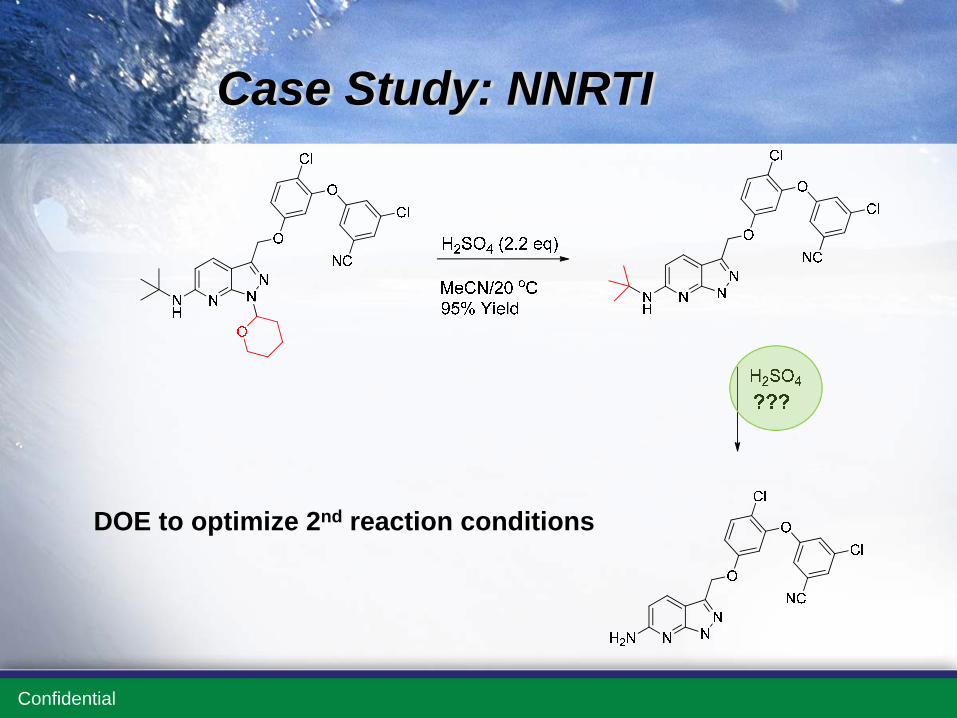
Case Study: NNRTI
Sequential removal gave higher yieldBy-product rejection was important
N NN
NH
O
O
Cl
Cl
NC
N NN
NH
O
O
Cl
Cl
NCH2SO4 (2.2 eq)
MeCN/20 oC95% Yield
O (H2SO4)2
Confidential
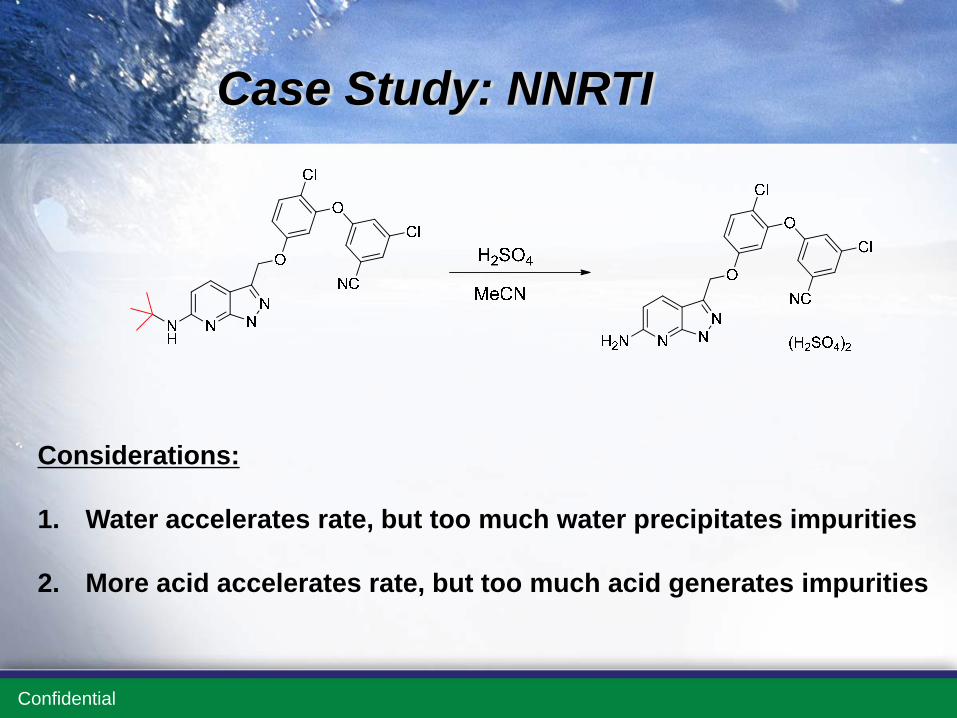
Case Study: NNRTI
DOE to optimize 2nd reaction conditions
Confidential
Case Study: NNRTI
Considerations:
1. Water accelerates rate, but too much water precipitates impurities
2. More acid accelerates rate, but too much acid generates impurities
Confidential
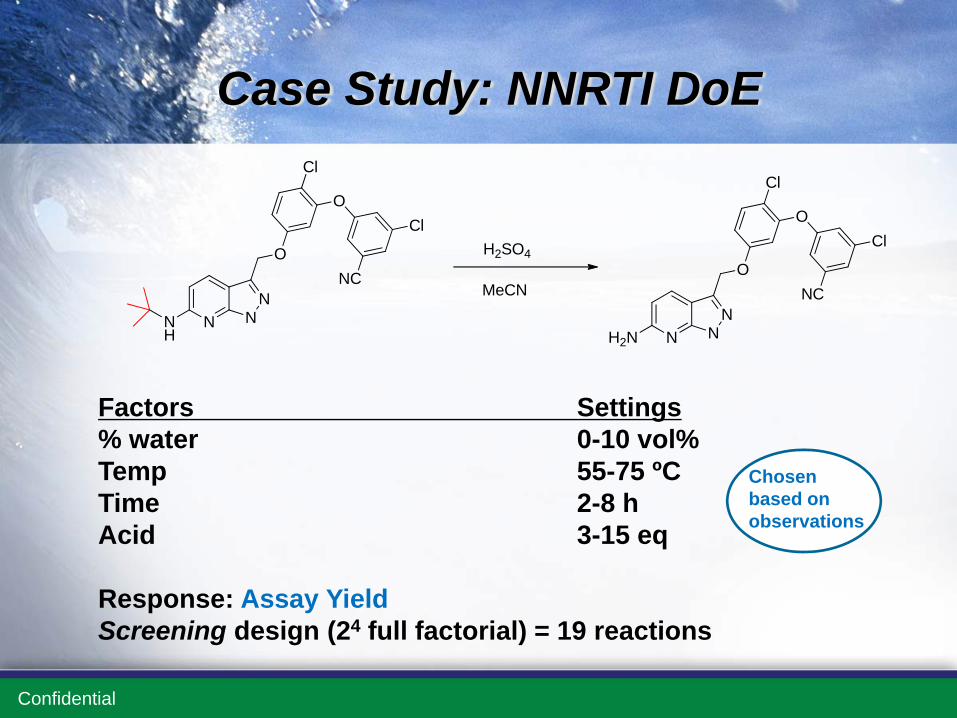
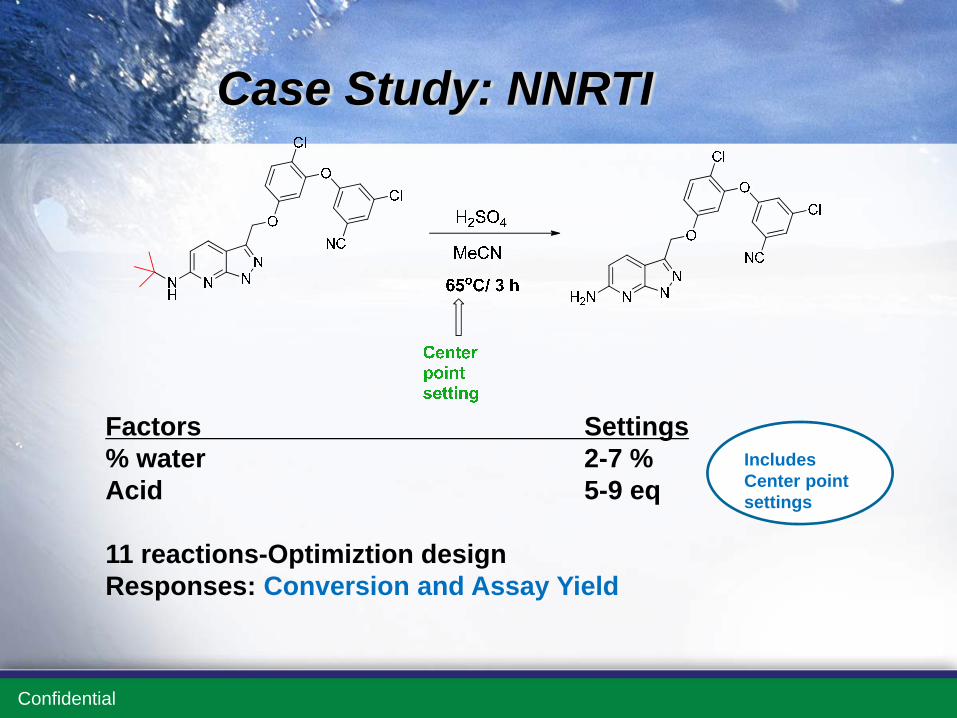
Case Study: NNRTI DoE
N NN
NH
O
O
Cl
Cl
NC
N NN
H2N
O
O
Cl
Cl
NC
H2SO4
MeCN
Factors Settings% water 0-10 vol%Temp 55-75 ºCTime 2-8 hAcid 3-15 eq
Response: Assay Yield Screening design (24 full factorial) = 19 reactions
Chosenbased onobservations
Confidential
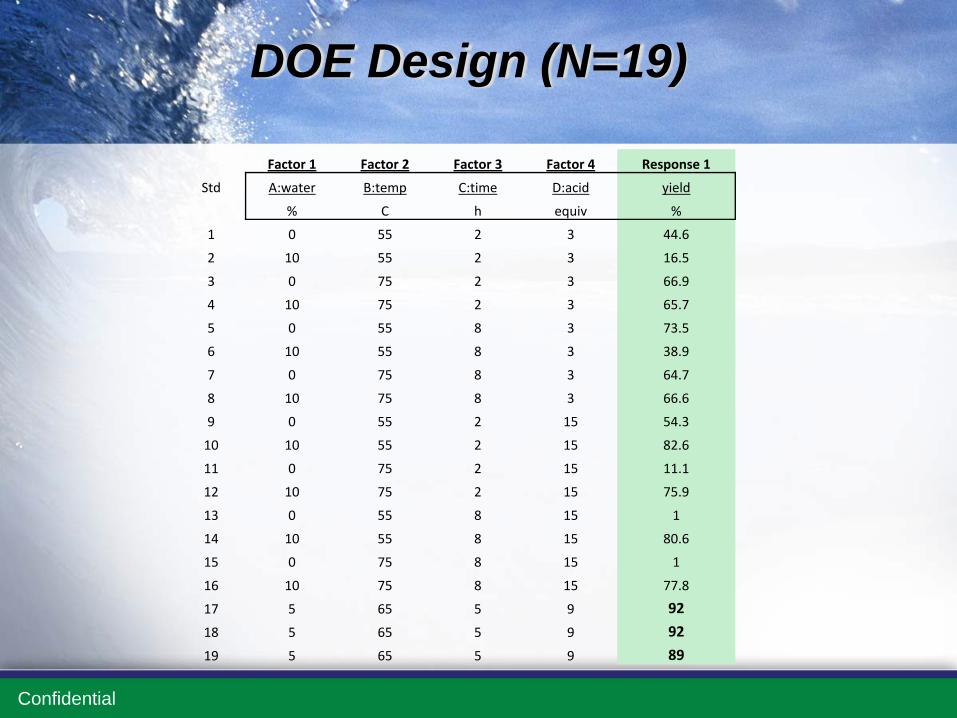
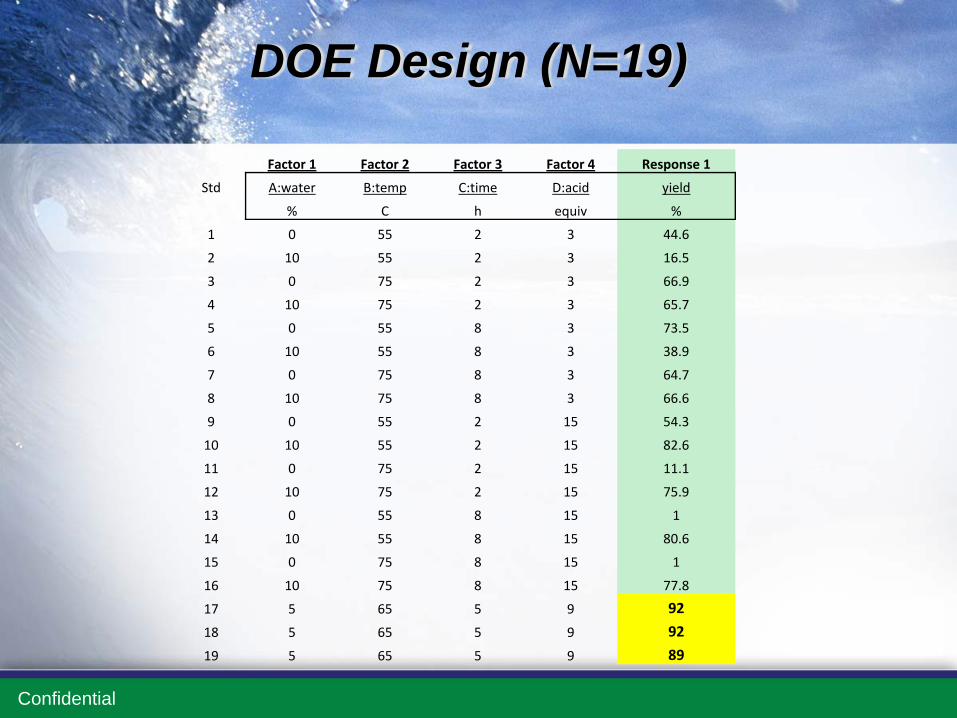
DOE Design (N=19)
Factor 1 Factor 2 Factor 3 Factor 4 Response 1
Std A:water B:temp C:time D:acid yield
% C h equiv %
1 0 55 2 3 44.6
2 10 55 2 3 16.5
3 0 75 2 3 66.9
4 10 75 2 3 65.7
5 0 55 8 3 73.5
6 10 55 8 3 38.9
7 0 75 8 3 64.7
8 10 75 8 3 66.6
9 0 55 2 15 54.3
10 10 55 2 15 82.6
11 0 75 2 15 11.1
12 10 75 2 15 75.9
13 0 55 8 15 1
14 10 55 8 15 80.6
15 0 75 8 15 1
16 10 75 8 15 77.8
17 5 65 5 9 9218 5 65 5 9 9219 5 65 5 9 89
Confidential
DOE Design (N=19)
Factor 1 Factor 2 Factor 3 Factor 4 Response 1
Std A:water B:temp C:time D:acid yield
% C h equiv %
1 0 55 2 3 44.6
2 10 55 2 3 16.5
3 0 75 2 3 66.9
4 10 75 2 3 65.7
5 0 55 8 3 73.5
6 10 55 8 3 38.9
7 0 75 8 3 64.7
8 10 75 8 3 66.6
9 0 55 2 15 54.3
10 10 55 2 15 82.6
11 0 75 2 15 11.1
12 10 75 2 15 75.9
13 0 55 8 15 1
14 10 55 8 15 80.6
15 0 75 8 15 1
16 10 75 8 15 77.8
17 5 65 5 9 9218 5 65 5 9 9219 5 65 5 9 89
Confidential 48
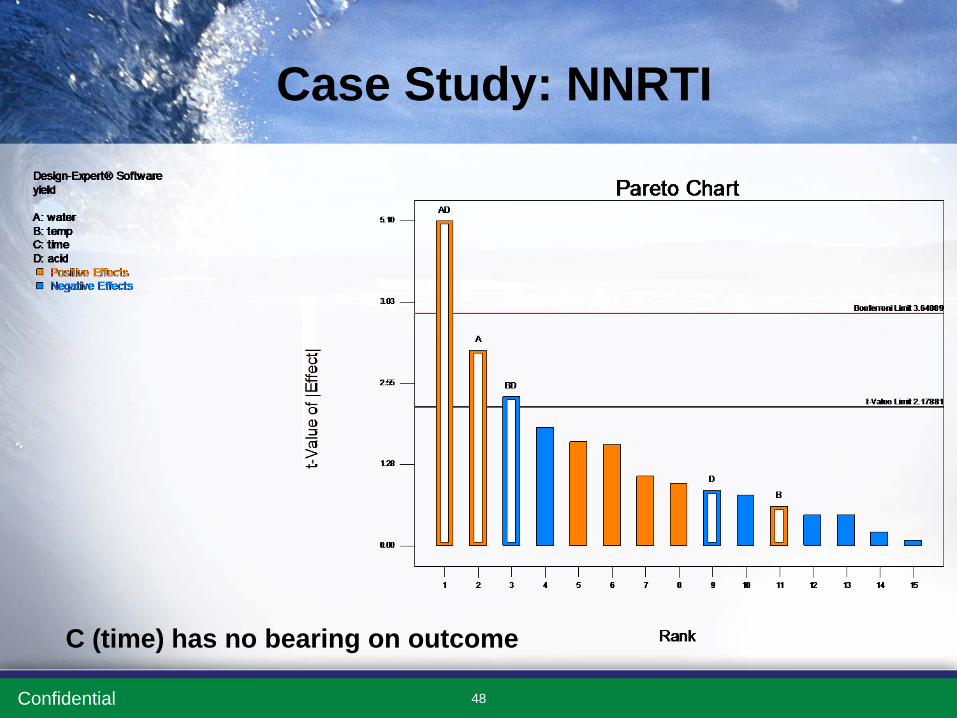
Case Study: NNRTI
C (time) has no bearing on outcome
Confidential
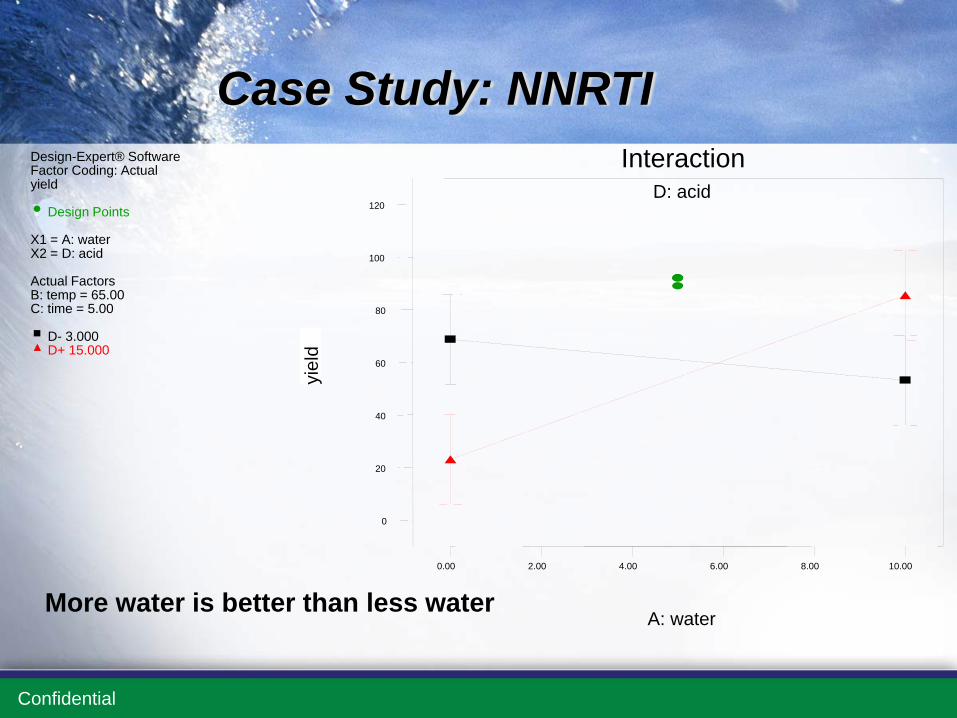
Case Study: NNRTIDesign-Expert® SoftwareFactor Coding: Actualyield
Design Points
X1 = A: waterX2 = D: acid
Actual FactorsB: temp = 65.00C: time = 5.00
D- 3.000D+ 15.000
D: acid
0.00 2.00 4.00 6.00 8.00 10.00
Interaction
A: water
yiel
d
0
20
40
60
80
100
120
More water is better than less water
Confidential
Case Study: NNRTI
Factors Settings% water 2-7 %Acid 5-9 eq
11 reactions-Optimiztion designResponses: Conversion and Assay Yield
IncludesCenter point settings

Confidential
Case Study: Conversion
Factor 1 Factor 2 Response 2Std Run A:water B:acid conversion
% equiv %1 2 2 5 992 9 7 5 953 7 2 9 1004 6 7 9 1005 11 2 7 1006 10 7 7 967 3 4.5 5 988 4 4.5 9 1009 5 4.5 7 10010 1 4.5 7 9911 8 4.5 7 95
No relevant model terms
∴Conversion is robust over design space
Confidential
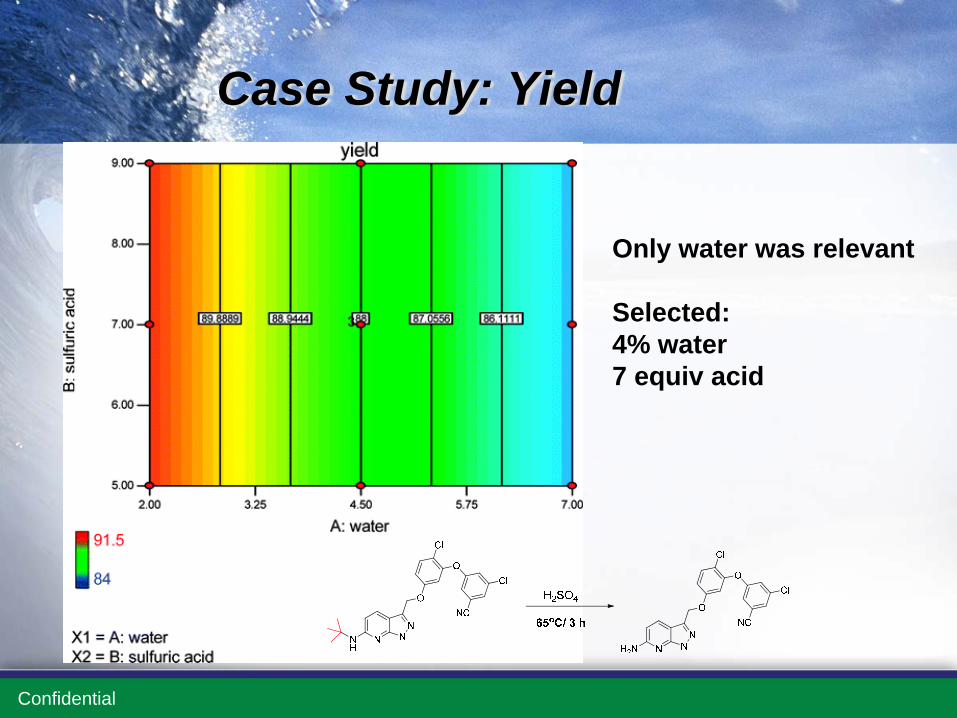
Case Study: Yield
Only water was relevant
Selected:4% water7 equiv acid
Confidential
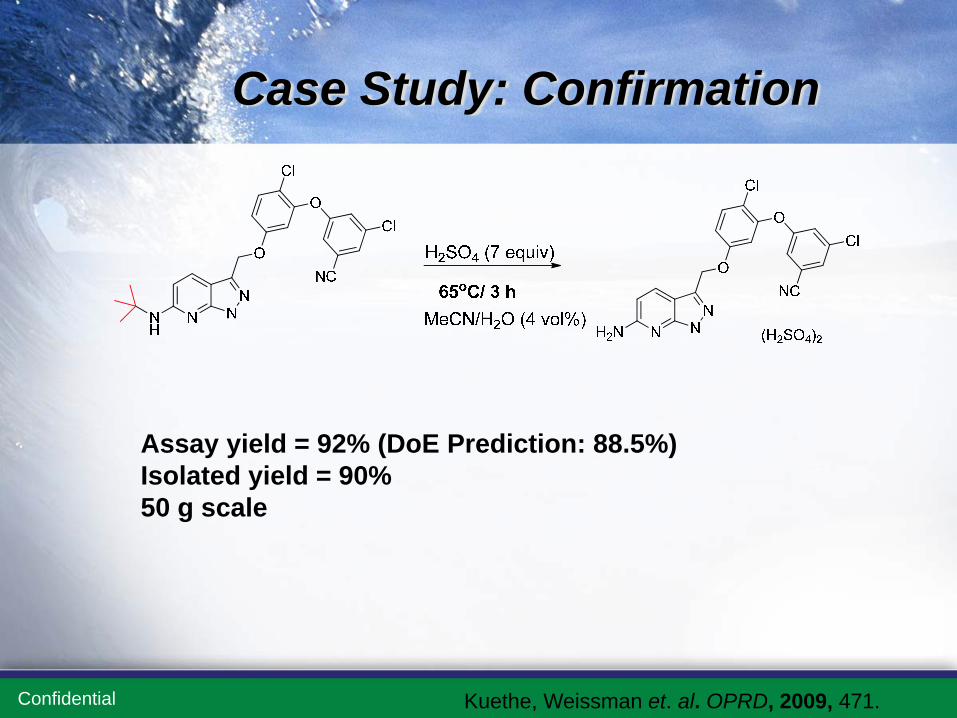
Case Study: Confirmation
Assay yield = 92% (DoE Prediction: 88.5%)Isolated yield = 90%50 g scale
Kuethe, Weissman et. al. OPRD, 2009, 471.
Confidential
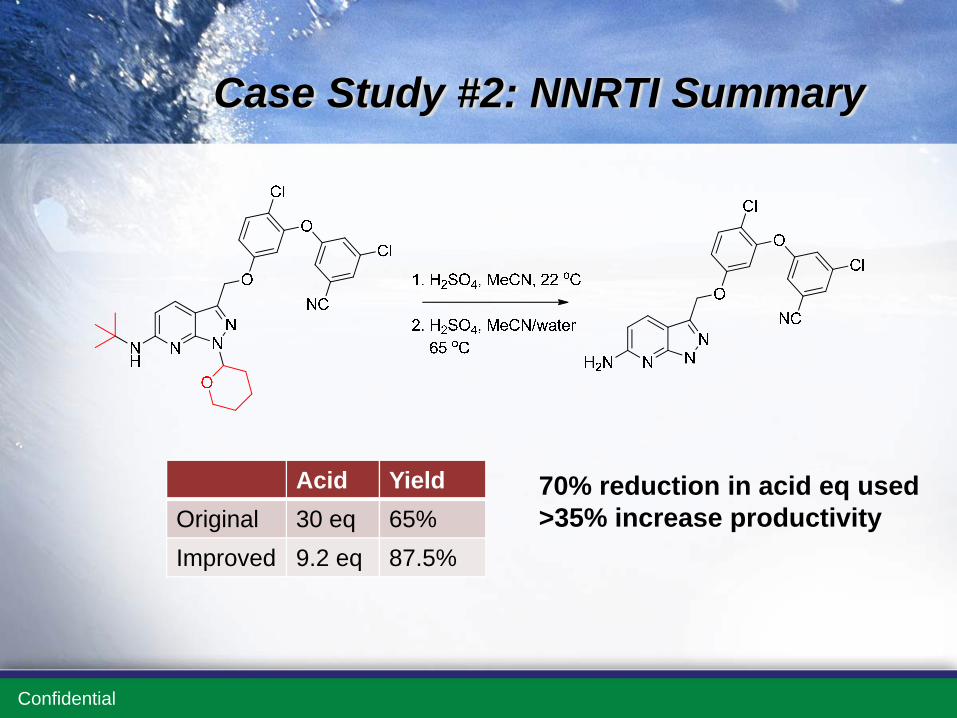
Case Study #2: NNRTI Summary
Acid YieldOriginal 30 eq 65%Improved 9.2 eq 87.5%
70% reduction in acid eq used>35% increase productivity
Confidential
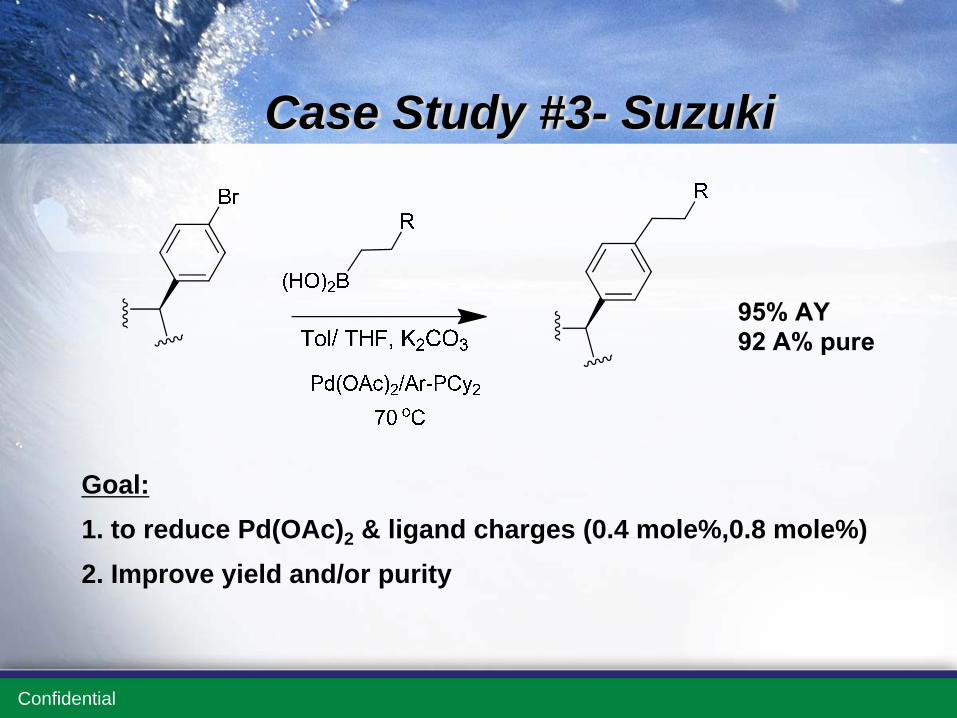
Case Study #3- Suzuki
Goal:1. to reduce Pd(OAc)2 & ligand charges (0.4 mole%,0.8 mole%)2. Improve yield and/or purity
Confidential
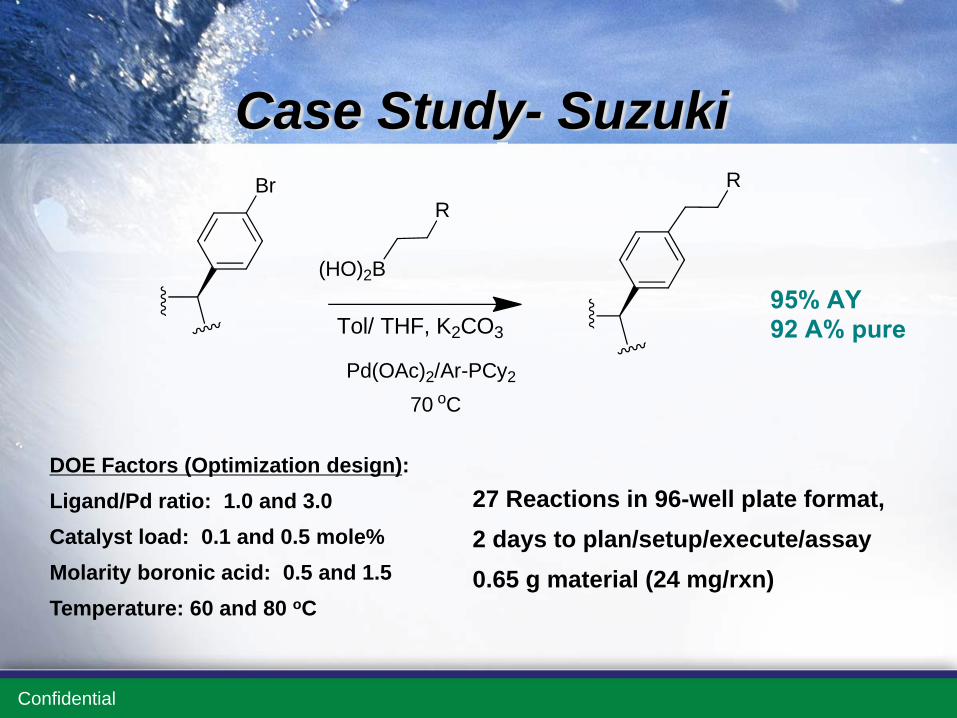
Case Study- Suzuki
DOE Factors (Optimization design):Ligand/Pd ratio: 1.0 and 3.0Catalyst load: 0.1 and 0.5 mole%Molarity boronic acid: 0.5 and 1.5Temperature: 60 and 80 oC
27 Reactions in 96-well plate format, 2 days to plan/setup/execute/assay0.65 g material (24 mg/rxn)
Br RR
(HO)2B
Tol/ THF, K2CO3
Pd(OAc)2/Ar-PCy2
70 oC
Confidential
High Throughput Optimization
= 96 x
Confidential
HTS Reaction Vials
Confidential
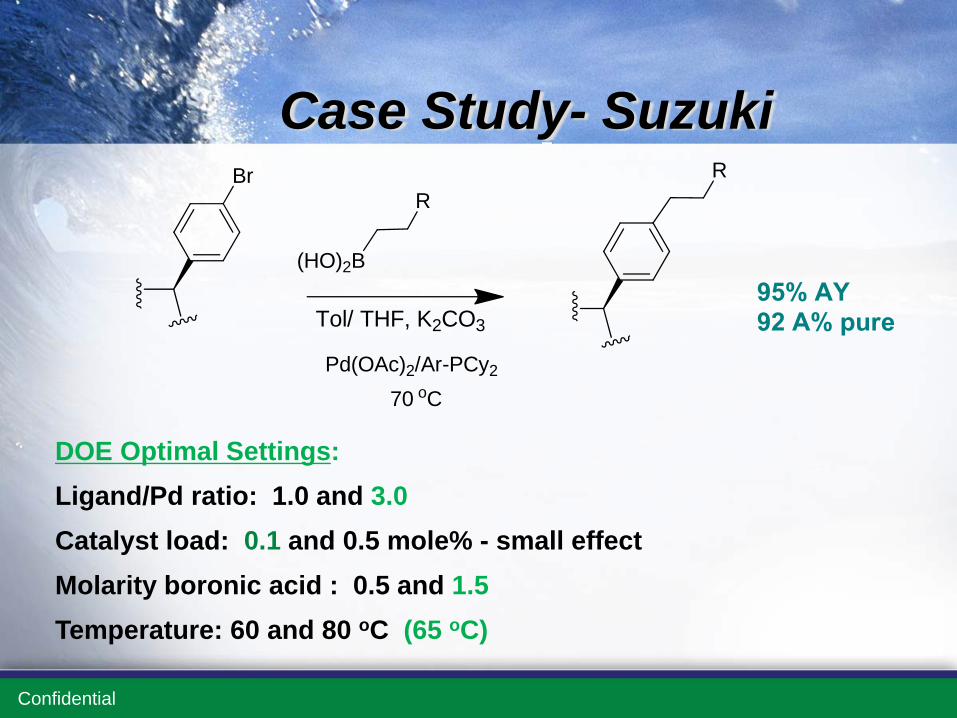
Case Study- Suzuki
DOE Optimal Settings:Ligand/Pd ratio: 1.0 and 3.0Catalyst load: 0.1 and 0.5 mole% - small effectMolarity boronic acid : 0.5 and 1.5Temperature: 60 and 80 oC (65 oC)
Br RR
(HO)2B
Tol/ THF, K2CO3
Pd(OAc)2/Ar-PCy2
70 oC
Confidential
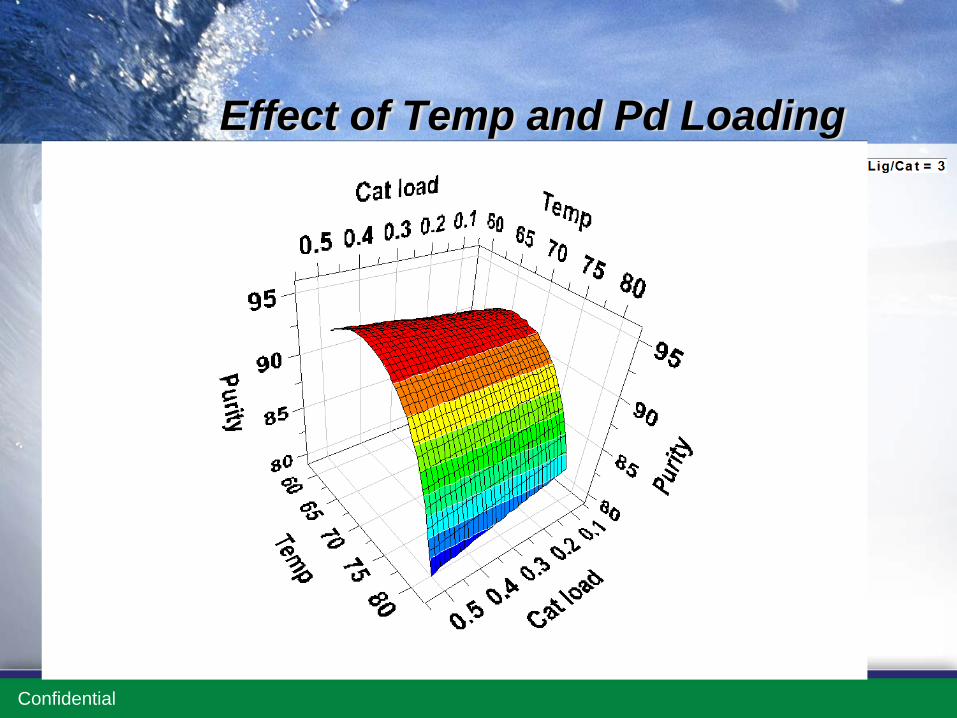
Effect of Temp and Pd Loading
Lig/ catalyst ratio fixed at 3:1; Triol M fixed at 1.5 M
Overall LCAP
Confidential
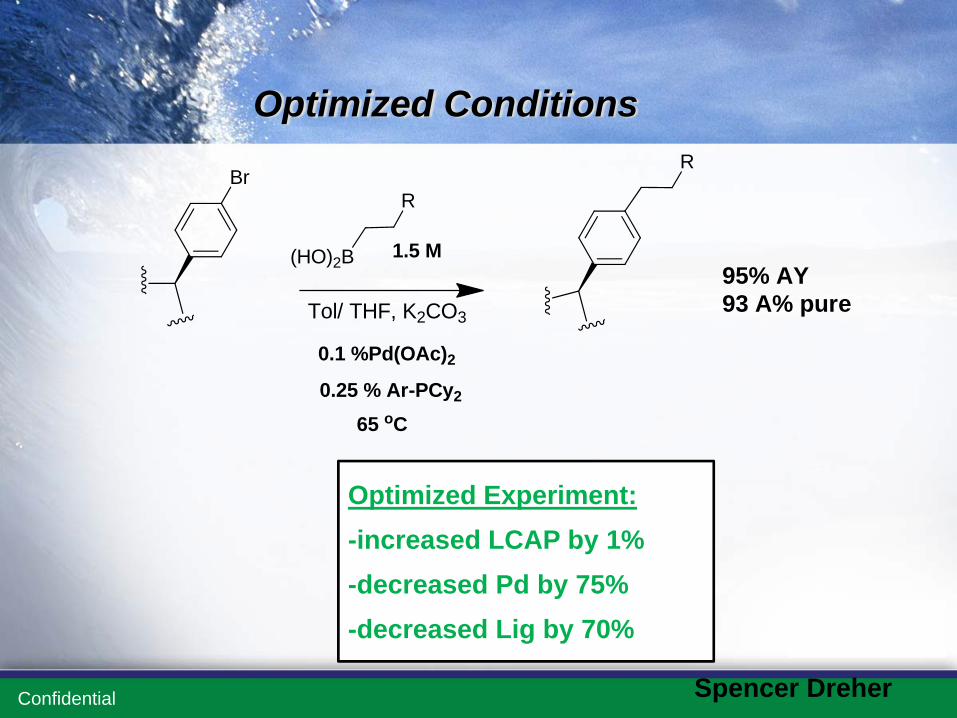
Optimized Conditions
Optimized Experiment:-increased LCAP by 1%-decreased Pd by 75%-decreased Lig by 70%
Spencer Dreher
BrR
R
(HO)2B
Tol/ THF, K2CO3
0.1 %Pd(OAc)2
95% AY93 A% pure
65 oC0.25 % Ar-PCy2
1.5 M
Confidential
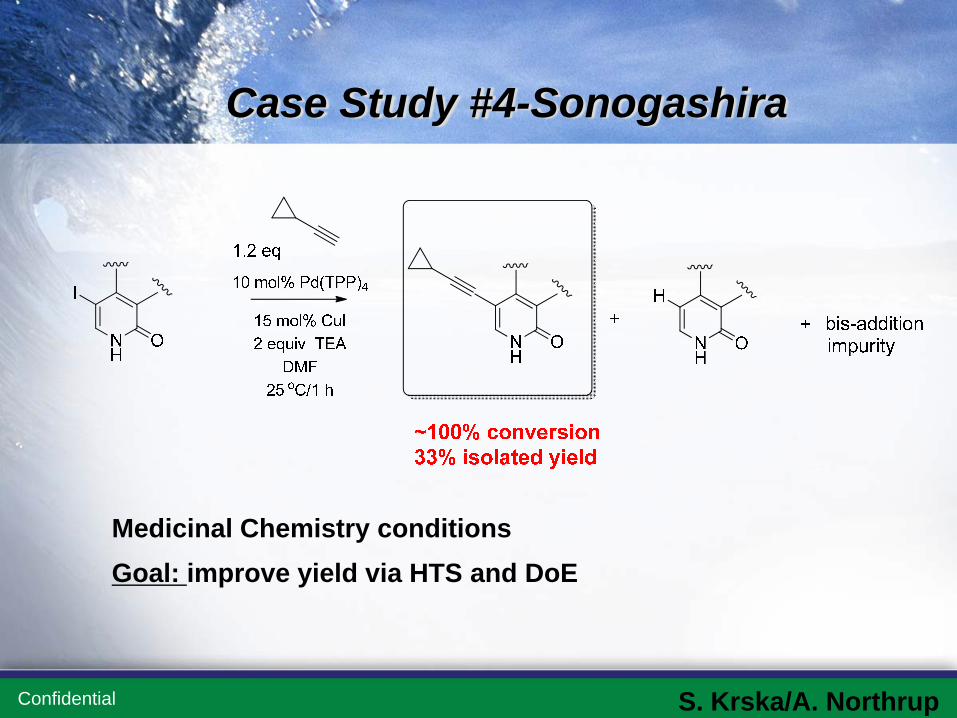
Case Study #4-Sonogashira
S. Krska/A. Northrup
Medicinal Chemistry conditionsGoal: improve yield via HTS and DoE
Confidential
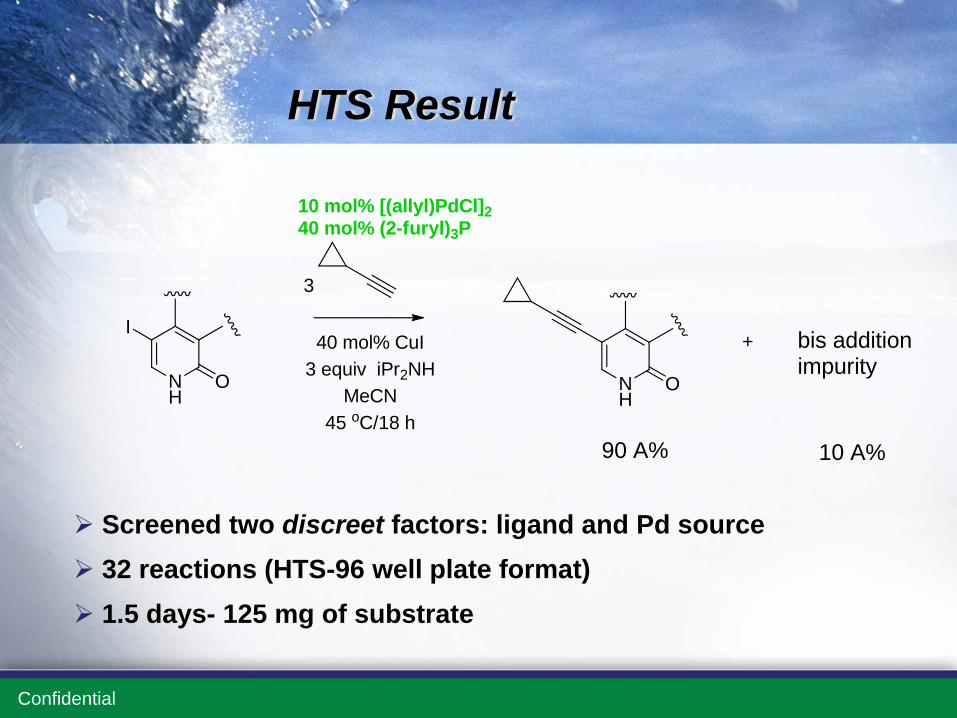
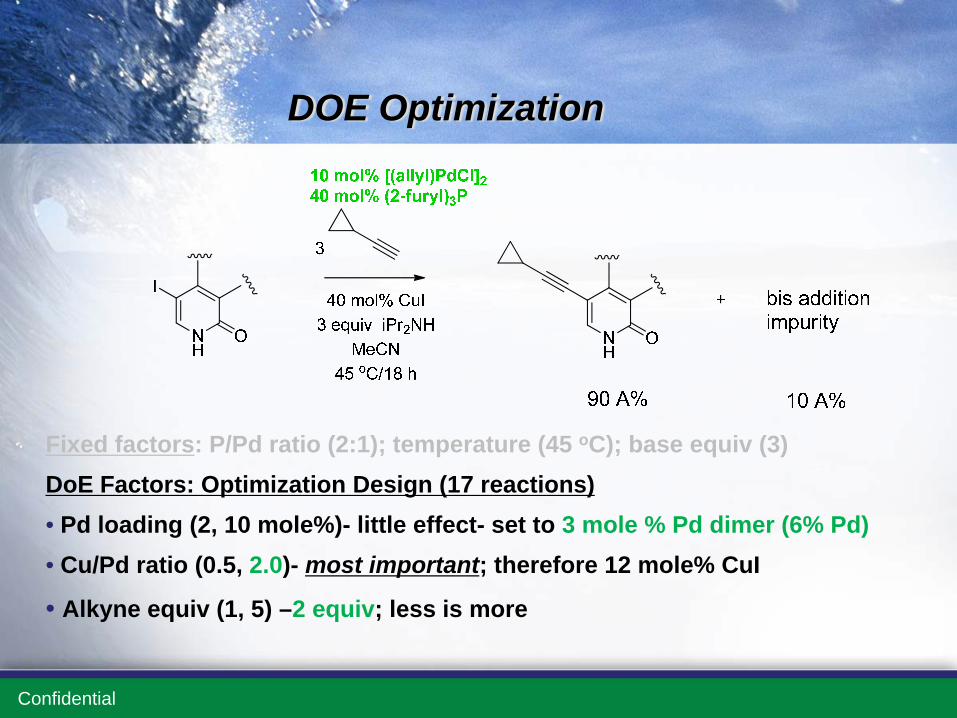
HTS Result
NH
O
I
NH
O
3
40 mol% CuI3 equiv iPr2NH
MeCN45 oC/18 h
90 A%
10 mol% [(allyl)PdCl]240 mol% (2-furyl)3P
+
10 A%
bis additionimpurity
Screened two discreet factors: ligand and Pd source32 reactions (HTS-96 well plate format) 1.5 days- 125 mg of substrate

Confidential
DOE Optimization
Fixed factors: P/Pd ratio (2:1); temperature (45 oC); base equiv (3)DoE Factors: Optimization Design (17 reactions)• Pd loading (2 and 10 mole%)• Cu/Pd ratio (0.5 and 2.0)
• Alkyne equiv (1 and 5)
Confidential
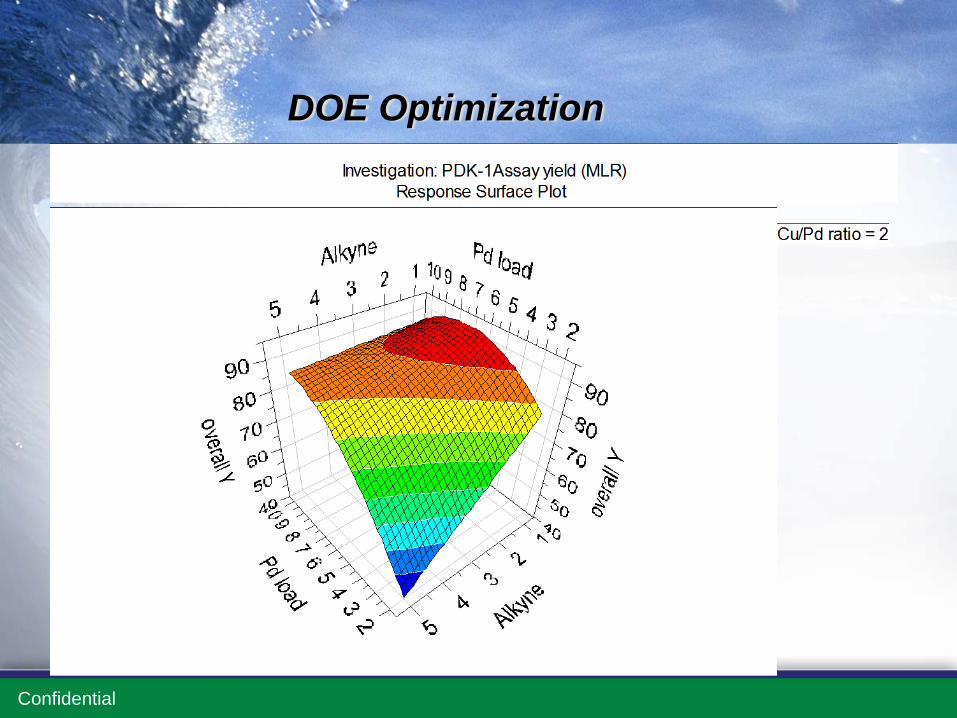
DOE Optimization
Fixed factors: P/Pd ratio (2:1); temperature (45 oC); base equiv (3)DoE Factors: Optimization Design (17 reactions)• Pd loading (2, 10 mole%)- little effect- set to 3 mole % Pd dimer (6% Pd)• Cu/Pd ratio (0.5, 2.0)- most important; therefore 12 mole% CuI
• Alkyne equiv (1, 5) –2 equiv; less is more
Confidential
DOE Optimization
Cu/Pd = 2
Confidential
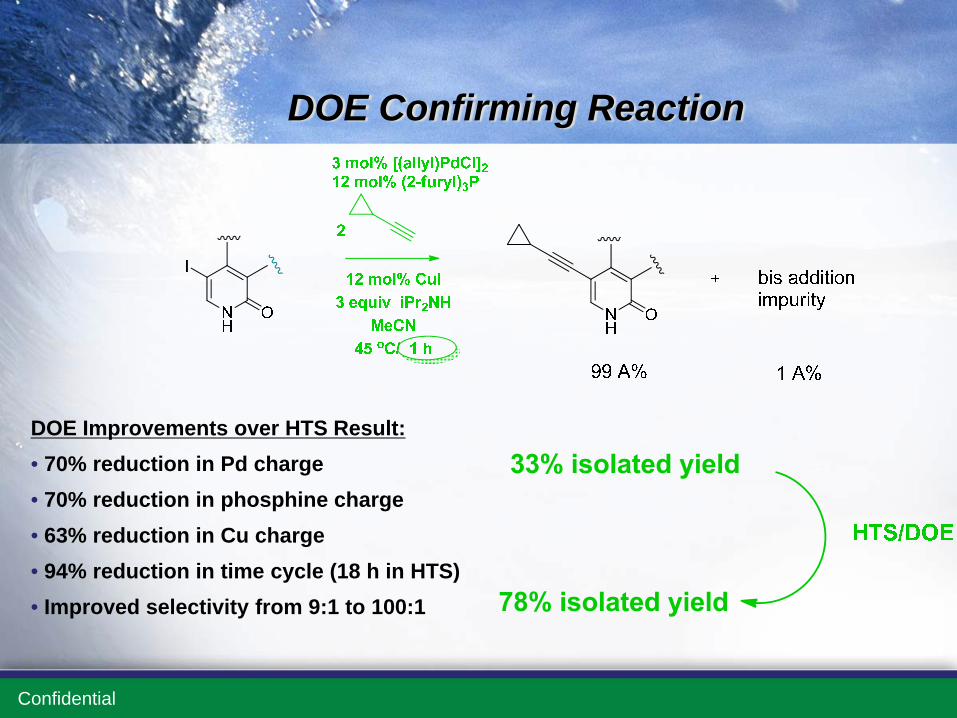
DOE Confirming Reaction
DOE Improvements over HTS Result:• 70% reduction in Pd charge• 70% reduction in phosphine charge• 63% reduction in Cu charge• 94% reduction in time cycle (18 h in HTS)• Improved selectivity from 9:1 to 100:1
Confidential
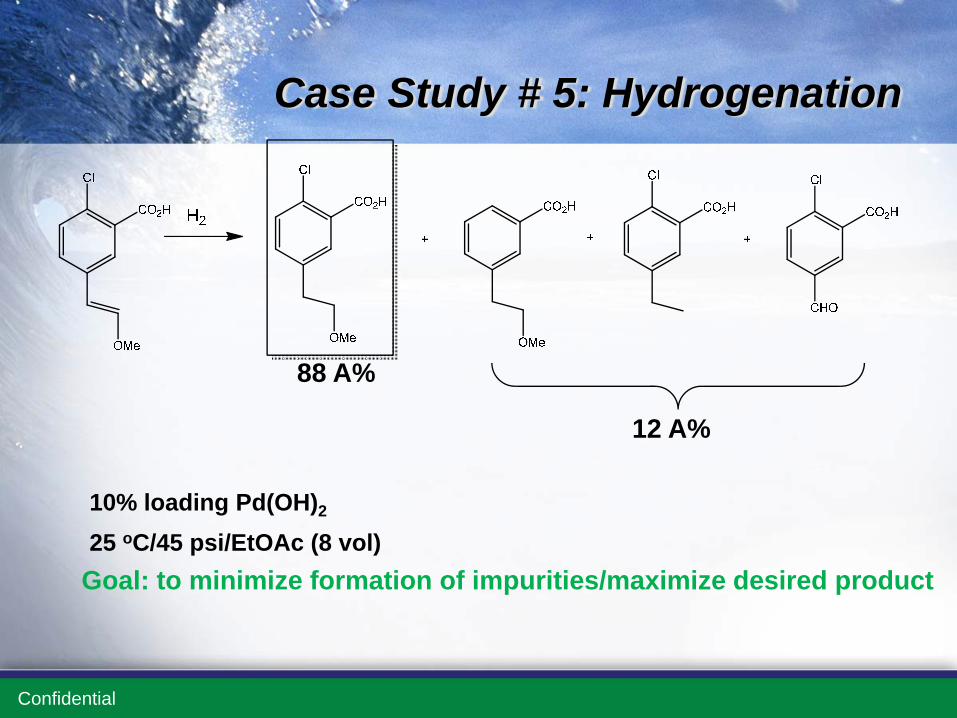
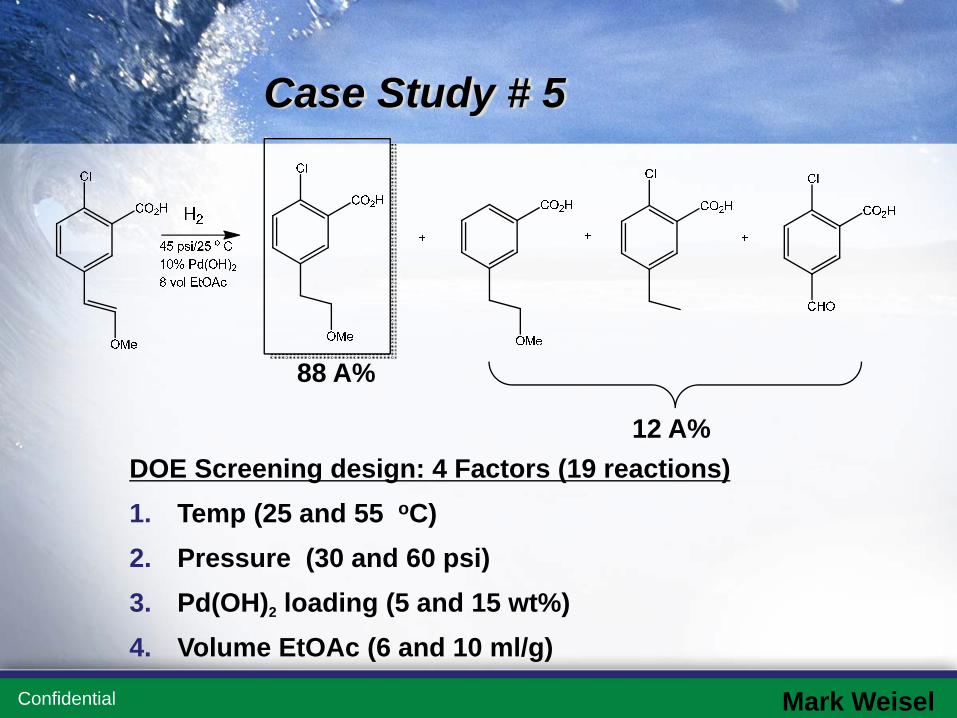
Case Study # 5: Hydrogenation
10% loading Pd(OH)2
25 oC/45 psi/EtOAc (8 vol)
88 A%
Goal: to minimize formation of impurities/maximize desired product
12 A%
Confidential
Case Study # 5
Mark Weisel
88 A%
12 A%DOE Screening design: 4 Factors (19 reactions)1. Temp (25 and 55 oC)2. Pressure (30 and 60 psi)3. Pd(OH)2 loading (5 and 15 wt%)4. Volume EtOAc (6 and 10 ml/g)
Confidential
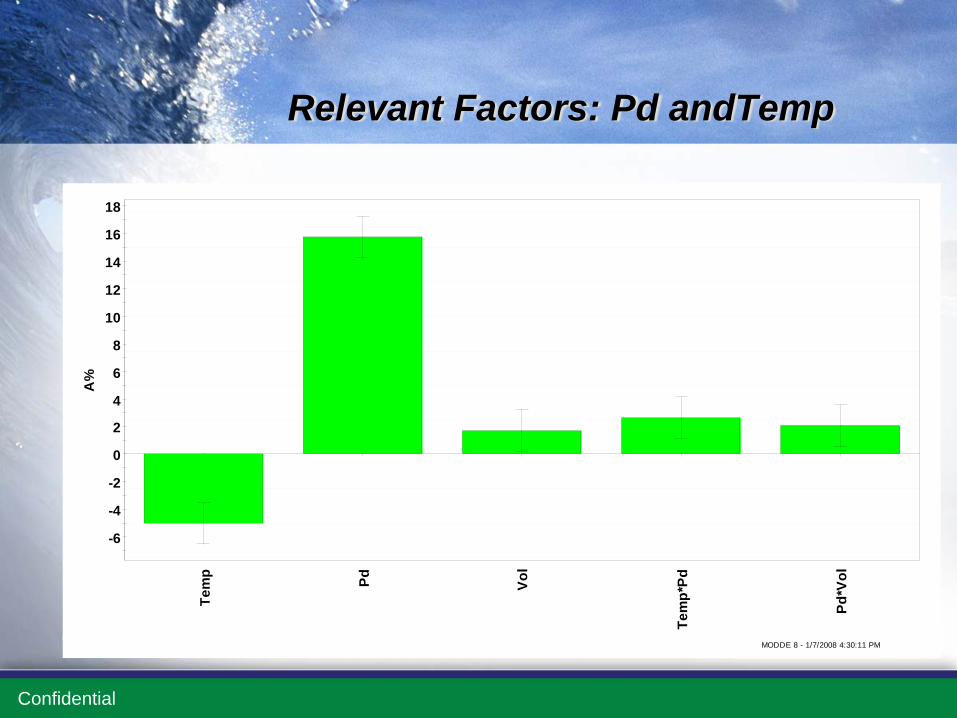
Relevant Factors: Pd andTemp
-6
-4
-2
0
2
4
6
8
10
12
14
16
18Te
mp Pd Vol
Tem
p*Pd
Pd*V
ol
A%
MODDE 8 - 1/7/2008 4:30:11 PM

Confidential
Effect of Pd, Temp on A% Desired Product
Confidential
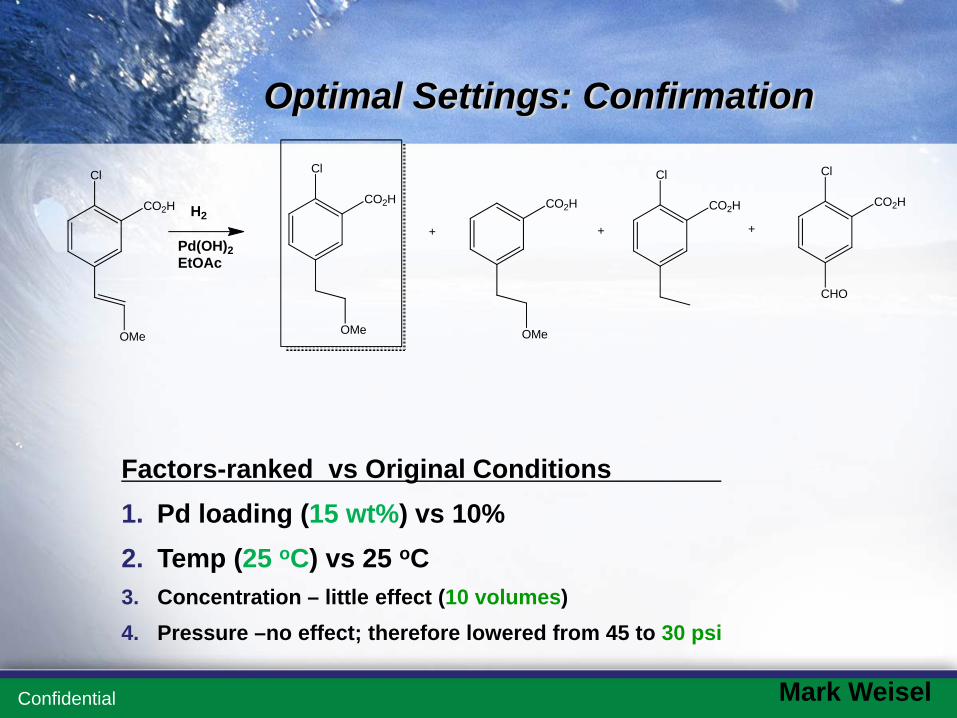
Optimal Settings: Confirmation
Cl
CO2H
OMe
Cl
CO2H
OMe
CO2H
OMe
Cl
CO2H
Cl
CO2H
CHO
+ + +H2
Pd(OH)2EtOAc
Mark Weisel
Factors-ranked vs Original Conditions 1. Pd loading (15 wt%) vs 10% 2. Temp (25 oC) vs 25 oC3. Concentration – little effect (10 volumes)4. Pressure –no effect; therefore lowered from 45 to 30 psi
Confidential
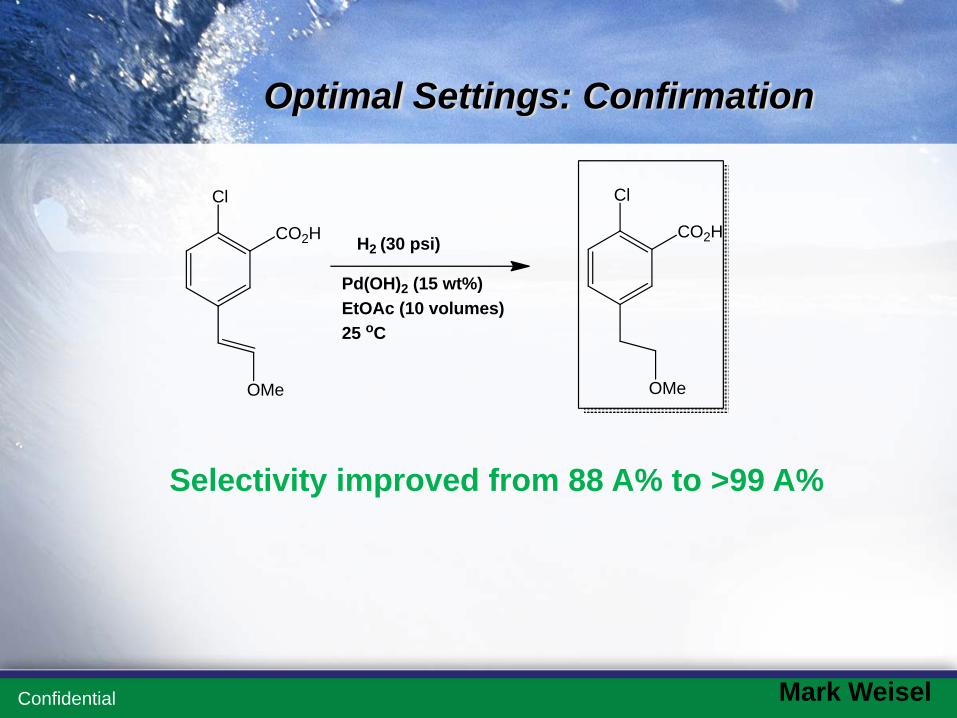
Optimal Settings: Confirmation
Cl
CO2H
OMe
Cl
CO2H
OMe
H2 (30 psi)
Pd(OH)2 (15 wt%)EtOAc (10 volumes)25 oC
Mark Weisel
Selectivity improved from 88 A% to >99 A%
Confidential
DOE Benefits
• Increase your process knowledge; more complete picture
• Discover the effects of changing factors
• Understand the relevant interactions
• Can facilitate route selection; define upside
• Save time, materials, and money
Confidential
Take Home Message
DOE is a powerful, efficient approach for optimization of continuous variables at all stages of process developmentThe decision to implement DoE depends on effort required and payoff
High barrier requires big payoff : commercial API processLow barrier requires smaller payoff: Med Chem program
Technology can minimize the effort of running, assaying multiple reactions
Parallel reactors, liquid dispensers, solids dispensing robotics, etc.