development and application of a novel rail runner...
TRANSCRIPT

Abstract— Welding is very difficult and dangerous for manual welders. The double hull structures found in ships are very hazardous environments, and as such the shipbuilding industry demands a safer, autonomous system to perform the welding rather than deploy manual welders. This paper describes the design of a new mechanism, called the ‘Rail Runner’, which is able to autonomously travel within the double hull structure. The design of a 3P3R serial manipulator for welding is also described in this paper. As an application of the ‘Rail Runner’ mechanism, we combine the ‘Rail Runner’ platform and the 3P3R serial manipulator for autonomous welding. The mechanical system of this robot is composed of a six-axes (3P3R) manipulator for achieving the welding function and a six-axes mobile platform for traveling within the double hull structure. This robot is able to autonomously travel between longitudinal structures, with transverse direction, and is capable of welding in double hull structures. The ‘Rail Runner’ can raise the efficiency of the welding process, as compared to manual welders. This in turn raises the international competitiveness of the shipbuilding industry.
I. INTRODUCTION ecently , the need for autonomous welding operations has increased in shipyards as a way to improve both
productivity and the working environment. Autonomous welding using multi-joint robots has been used in many applications since the 1990’s. However, because these robots are able to work only at a fixed place, they need a worker’s support to enable them to be moved to another work site. Therefore, a crane is usually used to move the welding robot
Donghun Lee is with the School of Mechanical and Aerospace
Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, (e-mail: [email protected]).
Sungcheul Lee is with the School of Mechanical and Aerospace Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, (e-mail: [email protected]).
Nam-kug Ku is with the Department of the Naval Architecture and Ocean Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, (e-mail: [email protected]).
Chaemook Lim is with the School of Mechanical and Aerospace Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, (e-mail: [email protected]).
Kyu-Yeul Lee is with the Department of the Naval Architecture and Ocean Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, [email protected]
Taewan Kim is with the Department of the Naval Architecture and Ocean Engineering, Seoul National University, Shilim-Dong, Kwanak-gu, Seoul, 151-742, Korea, [email protected]
Jongwon Kim is with the School of Mechanical and Aerospace Engineering, Seoul National University, Shilim-Dong, Kwanak-gu ,Seoul, 151-742, Korea, [email protected]
to another site in the shipyard. However, such multi-joint robots are not able to work in a double hull structure because a crane cannot be fitted into them. This paper describes the development of an autonomous welding robot, using a novel mechanism that is able to travel in a double hull structure, which does not require a crane, or a gantry device, for its mobility.
A. Double Hull Structure of the Ship For safe operation at sea, a ship must have the required
structural stability to withstand a sea change or a sudden reef. As commercial ships carrying liquid cargo such as LNG (Liquefied Natural Gas), LPG (Liquefied Petroleum Gas) and crude oil can cause serious environmental pollution, ships such as VLCC (Very Large Crude oil Carrier), B/C (Bulk Carrier) and LNGC (Liquefied Natural Gas Carrier) incorporate a double hull structure which prevents outflow of cargo following an accidental collision or stranding (Fig. 1).
Fig. 1. Double hull structure in a ship
Due to the inherent advantages of such a double hull
structure, its use has become increasingly common. However, its construction is more time-consuming and expensive due to its greater complexity than the single hull structure. In addition, it is difficult to weld, or paint, in a double hull structure due to it being an enclosed area and other associated working environment problems this creates. For these reasons, research has focused on autonomous work methods for the shipyard construction of double hull structures [1, 2, and 3].
Development and Application of a Novel Rail Runner Mechanism for Double Hull Structures of Ships
Donghun Lee1, Sungcheul Lee, Namkuk Ku, Chaemook Lim, Kyu-Yeul Lee, Taewan Kim, and Jongwon Kim
R
2008 IEEE International Conference onRobotics and AutomationPasadena, CA, USA, May 19-23, 2008
978-1-4244-1647-9/08/$25.00 ©2008 IEEE. 3985

gttrmlc
abeTuMuwthci
rsem
Fig.
A double hulgirders and tranop and bottomransverse web
many closed seongitudinal sti
contain many s
B. Related wUnlike a dou
associated withbeen steadily example, there This is one typused in a singMarine Engineuses this 6-axiswelding locatiohe ceiling of th
cannot be used s not able to ha
Fig. 3. T
In the Hitacrobot has beenstructure [5]. Thexpandable plamanipulator tha
. 2. Manufacturing
ll structure connsverse web fl
m of the doubleb floors divideections. In eaciffeners arrang
small reinforcin
works uble hull structuh the manufactu
developing iis a fixed, 6-ae of 6R maniple hull structuering, the Kores robot for weon using an ovehe manufacturiin the double handle the robot
The use of DAND
chi-Zosen shipn developed tohis robot consi
acer and a 6-axat carries out th
g of double hull str
nsists of top anfloors. The twoe hull structuree the double hch section, therged in paralleng stiffeners (F
ure, the automure of single huin the shipyaaxes robot callepulator which hure in Daewooean shipyard (Flding then moerhead gantry cng factory. ‘DAhull structure at in such an enc
DY for welding in o
pyard (Japan), o paint insideists of a self-drxes manipulatohe painting.
ructure
nd bottom plato plates cover e. The girder a
hull structure ire are reinforcl which, in tu
Fig. 2).
mation of activitull structures haard industry; ed ‘DANDY’ [has been typicao ShipbuildingFig. 3). A worves it to the ncrane installedANDY’, howe
as the gantry craclosed area.
open block
an NC painte the double hriving carriage,or. It is the 6-ax
tes, the and nto ing
urn,
ties ave for [4]. ally g & rker next d on ver, ane
ting hull , an xes
F
The rsuitablegirders.and mastiffenecrawlerrobot’s limited
C. OA dou
A workwelding(Fig. 5)hull struplate (F
Both longitudand a traplates.
Fig. 4. Painting rob
role of the plae location in The self-drivanipulator, runrs without rai
rs (Fig.4). Thcapabilities. Tby the reach o
Objective of resuble hull structker is able to mg location, in a) but as alreaductures because
Fig 6).
Fig. 5. Open b
Fig. 6. Closed b
single and doudinal stiffener ansverse web fThe longitud
bot of HITACHI fo
acer is to mova division su
ving carriage, wns on the facils by utilising
here are, howhe location of f the placer in
search ture is composmove a fixed a single hull stry stated this ce of the enclos
block structure in s
block structures in
uble hull strucfor the reinfor
floor for connedinal stiffener
or the shipyard ind
ve the manipuurrounded by which mounts ces of two log two sets ofever, limitatiothe 6-axes manthe transverse
sed of variable 6-axes robot tructure, by usi
cannot be doneed space due to
single hulled ships
double hulled ship
ctures are comprcement of the cting the upper
becomes an
dustry
ulator to a floors and the placer
ongitudinal f magnetic ons to the nipulator is direction.
structures. to the next ing a crane e in double o the upper
s
ps
posed of a structures,
r and lower n obstacle,
3986

min
fthmau
adlmFs
‘R((twtw
thsatr
atwss
making a boundn automated wThus, in this p
for autonomouhose found in
mechanism preabove, and is ausing a 3P3R m
II. DE
A. Working A ‘Rail Run
autonomously directions, in thongitudinal st
movement needFig. 6) and trashown in the Fi
The phases oRail Runner’ m
Runner’ platfo(top), a lower s(below) (Fig. 8wo longitudinwo points.
Fig. 7. M
In Figure 7-2he lower slidi
section from thable to move iransfer to the nIn Figure 7-3
arms to a state wo arms are ex
section lowers tsection is place
dary line betwewelding applica
paper, a ‘Rail Rusly traveling in the double esented is able talso able to wemanipulator.
ESIGN OF ‘RAIL
Principal of ‘Rner’ mechanismove, in bot
he double hull tiffener. The ded to transferansverse directig. 2. f the movemenmechanism arerm is compossliding section ). The ‘Rail Rual stiffeners at
ovement phases o
, the upper sliding section. Thhe longitudinalin the directionext workspace3, the lower ssupported by
xtended by bisythe lower slidin
ed on the lower
een the workspations. Runner’ mechain enclosed sthull structure
to overcome theld the targets
L RUNNER’ MEC
Rail Runner’ sm enables a th longitudinastructure by belongitudinal
r to the next wtion is the dir
nts in transverse shown in Fig
sed of an uppe(center), and t
unner’ platformt the initial sta
f the ‘Rail Runner
ding section of his separates tl stiffeners, andon of the move. sliding section three points. I
ymmetry. Thenng section, andr sliding section
pace (Fig. 5, Fig
anism is designtructures, suches of ships. The obstacle sho of the structu
CHANISM
welding robotal and transveeing placed on direction is
workspace (Figrection of the
se direction of gure 7. The ‘Rer sliding sectthe driving whm is placed on ate, supported
r’ mechanism
this platform lthe lower slidd then this par
vement needed
extends the tIn Figure 7-4, n the upper slidd the upper slidn.
g. 6)
ned h as The own ures
t to erse the the . 5, slit
the Rail tion heel the by
ifts ding rt is d to
two the
ding ding
In Figthe nextrail. Thelower sstiffeneFiguresable tolongitud
Both of the ‘Rand the‘Rail Ru
B. DThe m
is showassemblsliding (Fig. 8)the travwhich a
The upto slidebetweenstiffenelower bisymmsection whole pthe whmovem
A. DThe o
Figure 9and 3-rmotor,
gures 7-5, and t workspace alen, the upper slsliding sectionrs. The rest of 7-1, 7-2, and
o move in tdinal stiffener.the longitudinRail Runner’ me longitudinal unner’ is used.
Design of ‘Rail mechanical com
wn, in exploded lies, namely thsection (below. It has 6-axes
vel of each serare also used foupper sliding see on the lower n the driving wr varies accordsliding sectio
metry, as alreadalso has two fu
platform in a lhole platform
ment.
Fig. 8. Arrange
III. DESIGN O
Design of ‘3P3Roverall ‘3P3R 9. This manipurevolute axes. with the moti
7-6, the upper long the lower liding section ln is separatedthe movement7-3. The ‘Rail the longitudin
nal, and transvemechanism use
structure, like.
Runner’ platfombination of th
view, in Figurhe upper sliding
w), and the drivieach driven by
rvo axis is limor calibration oection has two f
sliding sectiowheels as the wding to the kin
on is able tody described aunctions, namelongitudinal dir
up and do
ement of the overa
OF MANIPULAT
R Manipulator(PPRPRR)’ m
ulator is compEach axis is
ion of each m
sliding sectionsliding section
lifts the lower od from the lot process is theRunner’ platfo
nal direction
erse direction the lower slidi
e a rail, hence
orm he ‘Rail Runnerre 8. There are g section (top)ing wheel sectiy an AC servo
mited by microof the servos at functions. Firstn, and controlwidth of the lond of ship. Se
o extend two above. The drively 1) it is able trection and, 2)
own for the
ll mechanical set u
OR FOR WELDI
’ for Weldingmanipulator is posed of 3-pris
driven by an motions being
n moves to n as if on a one and the ongitudinal e reverse of form is also
using the
movement ing section, e the name
r’ platform three main , the lower on (center) motor and
o switches, t start-up. tly it is able l the width ongitudinal condly the
arms by ving wheel to drive the ) it can lift transverse
up
ING
shown in matic axes AC servo
limited by
3987
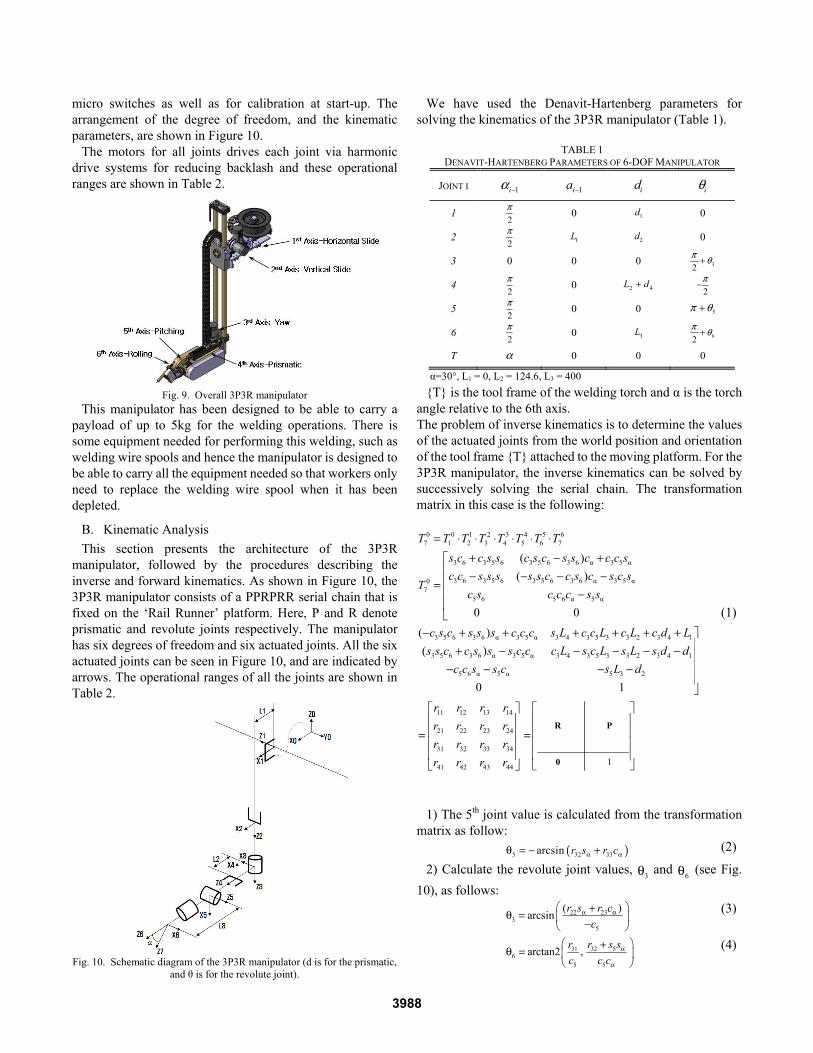
micro switches as well as for calibration at start-up. The arrangement of the degree of freedom, and the kinematic parameters, are shown in Figure 10.
The motors for all joints drives each joint via harmonic drive systems for reducing backlash and these operational ranges are shown in Table 2.
Fig. 9. Overall 3P3R manipulator
This manipulator has been designed to be able to carry a payload of up to 5kg for the welding operations. There is some equipment needed for performing this welding, such as welding wire spools and hence the manipulator is designed to be able to carry all the equipment needed so that workers only need to replace the welding wire spool when it has been depleted.
B. Kinematic Analysis This section presents the architecture of the 3P3R
manipulator, followed by the procedures describing the inverse and forward kinematics. As shown in Figure 10, the 3P3R manipulator consists of a PPRPRR serial chain that is fixed on the ‘Rail Runner’ platform. Here, P and R denote prismatic and revolute joints respectively. The manipulator has six degrees of freedom and six actuated joints. All the six actuated joints can be seen in Figure 10, and are indicated by arrows. The operational ranges of all the joints are shown in Table 2.
Fig. 10. Schematic diagram of the 3P3R manipulator (d is for the prismatic,
and θ is for the revolute joint).
We have used the Denavit-Hartenberg parameters for solving the kinematics of the 3P3R manipulator (Table 1).
{T} is the tool frame of the welding torch and α is the torch
angle relative to the 6th axis. The problem of inverse kinematics is to determine the values of the actuated joints from the world position and orientation of the tool frame {T} attached to the moving platform. For the 3P3R manipulator, the inverse kinematics can be solved by successively solving the serial chain. The transformation matrix in this case is the following:
0 0 1 2 3 4 5 67 1 2 3 4 5 6 7
3 6 3 5 6 3 5 6 3 6 α 3 5 α
3 6 3 5 6 3 5 6 3 6 α 3 5 α07
5 6 5 6 α 5 α
3 5 6 3 6 α 3 5 α 3 4 3 5 3 3 2 3 4 1
3 5 6 3 6 α 3 5 α 3 4
( )( )
0 0
( )( )
T T T T T T T Ts c c s s c s c s s c c c sc c s s s s s c c s c s c s
Tc s c c c s s
c s c s s s c c c s L c c L c L c d Ls s c c s s s c c c L s
= ⋅ ⋅ ⋅ ⋅ ⋅ ⋅+ − +⎡
⎢ − − − −⎢=⎢ −⎢⎣
− + + + + + ++ − − 3 5 3 3 2 3 4 1
5 6 α 5 α 5 3 2
11 12 13 14
21 22 23 24
31 32 33 34
41 42 43 44 1
0 1
c L s L s d dc c s s c s L d
r r r rr r r rr r r rr r r r
⎤⎥− − − ⎥⎥− − − −⎥⎦
⎡ ⎤ ⎡ ⎤⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥= =⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥
⎣ ⎦⎣ ⎦
R P
0
(1)
1) The 5th joint value is calculated from the transformation
matrix as follow: ( )5 32 33arcsin r s r cα αθ = − + (2)
2) Calculate the revolute joint values, 3θ and 6θ (see Fig. 10), as follows:
22 233
5
( )arcsin r s r cc
α α⎛ ⎞+θ = ⎜ ⎟−⎝ ⎠
(3)
31 32 56
5 5
arctan2 ,r r s sc c c
α
α
⎛ ⎞+θ = ⎜ ⎟⎝ ⎠
(4)
TABLE 1 DENAVIT-HARTENBERG PARAMETERS OF 6-DOF MANIPULATOR
JOINT I 1−iα 1−ia id iθ
1 2π 0 1d 0
2 2π
1L 2d 0
3 0 0 0 32π θ+
4 2π
0 2 4L d+ 2π−
5 2π 0 0 5θπ +
6 2π 0 3L
62π θ+
T α 0 0 0
α=30°, L1 = 0, L2 = 124.6, L3 = 400
3988

3) Determine the prismatic joint values, 1d , 2d and 4d [see Fig. 10], as follows:
1 3 4 3 5 3 3 2 3 4 24d c L s c L s L s d r= − − − − (5)
2 34 5 3d r s L= − − (6)
14 3 4 3 5 3 3 2 14
3
r s L c c L c L Ldc
⎛ ⎞− − − −= ⎜ ⎟⎝ ⎠
(7)
where, 3 3 3 3
5 5 5 5
6 6 6 6
cos( ), sin( )cos( ), sin( )cos( ), sin( )cos( ), sin( )
c sc sc sc sα α
θ θθ θθ θα α
= == == == =
(8)
The problem of forward kinematics is to determine the position and orientation of the world coordinates of the moving frame given the actuated joint values. The position and orientation values of the moving frame are found in the matrix of equation (1). The position values are:
14 24 34, ,x y zp r p r p r= = = (9)
C. Workspace Analysis The workspace of a robot mechanism is defined as; the set
of all positions and orientations that are reachable by the moving platform. The workspace analysis of the 3P3R manipulator begins with a description of the moving frame and its orientation. Many parameterizations exist for describing the orientation; e.g., Euler angles, fixed angles, exponential coordinates, etc. Due to the simple architecture of the 3P3R manipulator, it was decided to describe the orientation of the mechanism using the z-y-x Euler angles. In terms of these, the rotation matrix is given by;
( ) ( ) ( )Z Y XR Rot α Rot β Rot γ= ⋅ ⋅ where α, β, and γ are the rotation angles, in succession,
about the z, y, and x axes. The actual Cartesian workspace is restricted by the following physical constraints on the mechanism:
1. Stroke limit of the linear prismatic joints; 2. Interference between the vertical columns; 3. Rotation limit of the revolute joints;
The operational range of each joint is shown in Table 2.
The results of workspace analysis are shown in Fig. 11. The “reachable workspace’ is the larger area enclosing the other two workspaces, namely; “task-oriented workspace” and “task workspace.” The reachable workspace is a set of positions that the welding torch tip can approach without considering the possible orientation angle. This means that, in certain positions, the orientation can be limited. The task-oriented workspace is a set of positions that the welding torch tip can approach with the capability of the orientation angles whose orientation axis can be confined to a cone with its aperture angle of 60°. Finally, the task space is a set of required welding tip positions to weld the U-shape path.
Fig. 11. Result of the workspace analysis in the y-x and z-x planes
IV. APPLICATION OF ‘RAIL RUNNER’ MECHANISM
As above, the 3P3R manipulator is designed for welding, and the ‘Rail Runner’ mechanism is designed for autonomously traveling in the double hull structure. Figure 12 shows the combination of these two assemblies together with an overview of the mobile welding robot. The first axis of the 3P3R manipulator is coupled by an LM (Linear Motion) guide at the top plate of the ‘Rail Runner’ platform. Two rails of the LM guide are attached to the top plate of the ‘Rail Runner’ platform, and four blocks of the LM guide are attached under the plate of the 1st axis (Fig. 12).
Fig. 12. Combination of ‘Rail Runner’ platform and ‘3P3R’ manipulator for
welding
TABLE 2 OPERATIONAL RANGE OF EACH JOINT
JOINT I MAXIMUM VALUE MINIMUM VALUE
1 220.0 mm -220.0 mm
2 870.0 mm 0 mm
3 π21 π
21−
4 229.5 mm 0 mm
5 π21 π
21−
6 π π−
3989
wT
msTcecwi
in
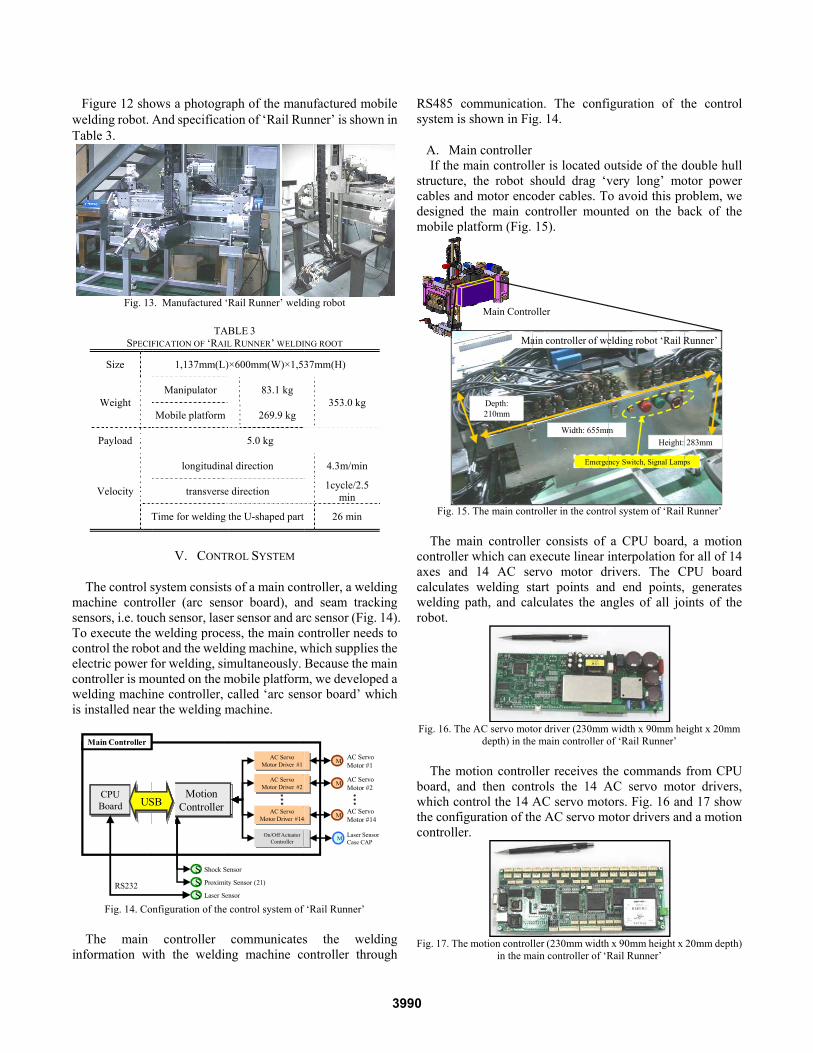
Figure 12 showelding robot. ATable 3.
Fig. 13
SPECIF
Size
Weight
Payload
Velocity
T
The control smachine controsensors, i.e. touTo execute the control the roboelectric power fcontroller is mowelding machins installed near
CPUBoard
Main Controller
US
RS232
Fig. 14. Co
The main nformation wi
ows a photograAnd specificat
3. Manufactured ‘
TAFICATION OF ‘RAIL
1,137mm(L)
Manipulator
Mobile platform
longitudina
transverse
Time for welding
V. CONTR
system consistsoller (arc sens
uch sensor, lasewelding proce
ot and the weldfor welding, simounted on the mne controller, cr the welding m
Motion Controller
S Shock Se
S Proximity
S Laser Se
SB
nfiguration of the
controller ith the weldin
aph of the mantion of ‘Rail Ru
Rail Runner’ weld
BLE 3 L RUNNER’ WELDI
)×600mm(W)×1,53
83.1 kg
269.9 kg
5.0 kg
al direction
e direction
the U-shaped part
ROL SYSTEM
s of a main consor board), aner sensor and aress, the main cding machine, wmultaneously. mobile platformcalled ‘arc senmachine.
AC ServoMotor Driver #1
On/Off ActuatorController
ensor
y Sensor (21)
nsor
AC ServoMotor Driver #2
AC ServoMotor Driver #14
control system of
communicatesng machine co
nufactured mobunner’ is shown
ding robot
ING ROOT
37mm(H)
353.0 kg
4.3m/min
1cycle/2.5min
26 min
ntroller, a weldnd seam trackrc sensor (Fig. ontroller needs
which supplies Because the m
m, we developensor board’ wh
M AC ServoMotor #1
M Laser SensorCase CAP
M AC ServoMotor #2
M AC ServoMotor #14
f ‘Rail Runner’
s the weldontroller throu
bile n in
ding king 14). s to the
main ed a hich
ding ugh
RS485 system
A. MIf the
structurcables adesignemobile
Fig.
The controllaxes ancalculatweldingrobot.
Fig. 16. T
The mboard, which cthe confcontroll
Fig. 17. T
communicatiois shown in Fig
Main controllere main controllre, the robot sand motor encoed the main coplatform (Fig.
Main Contro
Ma
Depth: 210mm
15. The main cont
main controlleler which can end 14 AC setes welding stg path, and ca
The AC servo motdepth) in the
motion controland then cont
control the 14 Afiguration of thler.
The motion controlin the ma
on. The config. 14.
ler is located oshould drag ‘voder cables. Toontroller moun15).
oller
ain controller of we
Emerge
Width: 655mm
troller in the contr
er consists of execute linear iervo motor drtart points an
alculates the an
tor driver (230mm e main controller o
ller receives thtrols the 14 AAC servo moto
he AC servo m
ller (230mm widthain controller of ‘R
iguration of th
outside of the dvery long’ moo avoid this prnted on the b
elding robot ‘Rail R
ncy Switch, Signal Lamp
mHeight:
ol system of ‘Rail
a CPU boardinterpolation forivers. The C
nd end points,ngles of all jo
m width x 90mm he
of ‘Rail Runner’
he commands AC servo motors. Fig. 16 anotor drivers an
h x 90mm height x Rail Runner’
he control
double hull otor power roblem, we ack of the
Runner’
ps
283mm
Runner’
, a motion for all of 14 CPU board
generates ints of the
eight x 20mm
from CPU or drivers,
nd 17 show nd a motion
20mm depth)
3990
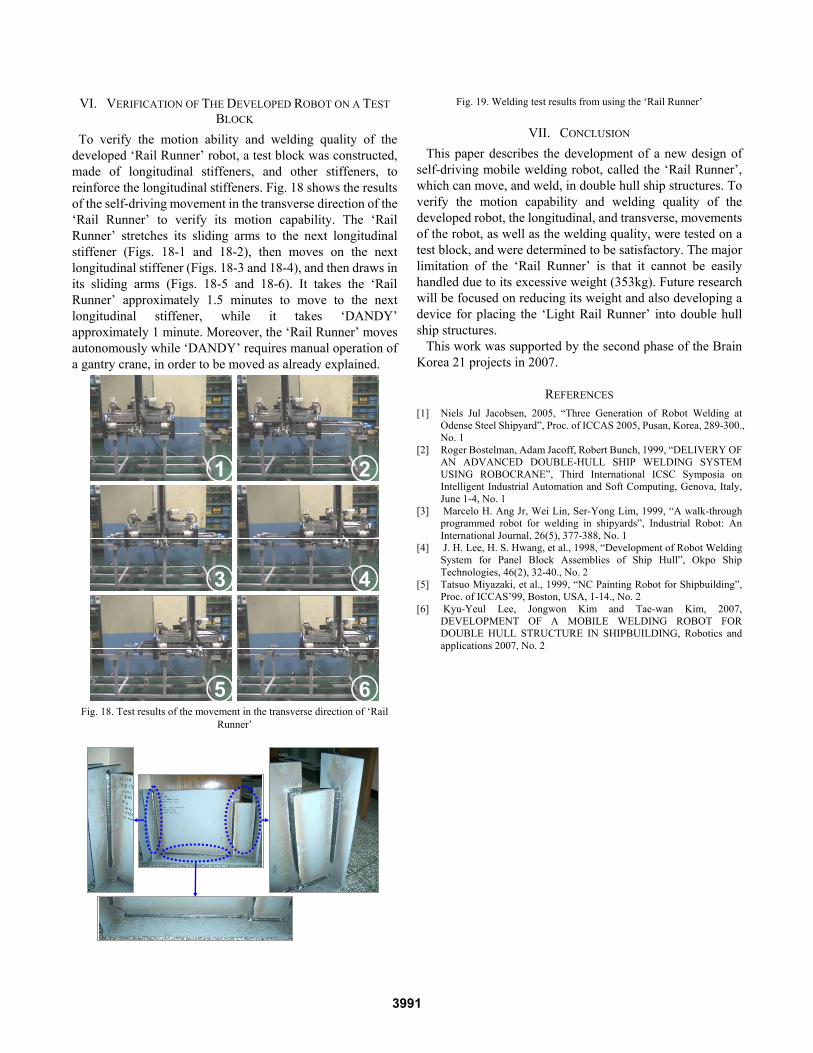
VI. VERIFICATION OF THE DEVELOPED ROBOT ON A TEST BLOCK
To verify the motion ability and welding quality of the developed ‘Rail Runner’ robot, a test block was constructed, made of longitudinal stiffeners, and other stiffeners, to reinforce the longitudinal stiffeners. Fig. 18 shows the results of the self-driving movement in the transverse direction of the ‘Rail Runner’ to verify its motion capability. The ‘Rail Runner’ stretches its sliding arms to the next longitudinal stiffener (Figs. 18-1 and 18-2), then moves on the next longitudinal stiffener (Figs. 18-3 and 18-4), and then draws in its sliding arms (Figs. 18-5 and 18-6). It takes the ‘Rail Runner’ approximately 1.5 minutes to move to the next longitudinal stiffener, while it takes ‘DANDY’ approximately 1 minute. Moreover, the ‘Rail Runner’ moves autonomously while ‘DANDY’ requires manual operation of a gantry crane, in order to be moved as already explained.
1 2
3 4
5 6 Fig. 18. Test results of the movement in the transverse direction of ‘Rail
Runner’
Fig. 19. Welding test results from using the ‘Rail Runner’
VII. CONCLUSION This paper describes the development of a new design of
self-driving mobile welding robot, called the ‘Rail Runner’, which can move, and weld, in double hull ship structures. To verify the motion capability and welding quality of the developed robot, the longitudinal, and transverse, movements of the robot, as well as the welding quality, were tested on a test block, and were determined to be satisfactory. The major limitation of the ‘Rail Runner’ is that it cannot be easily handled due to its excessive weight (353kg). Future research will be focused on reducing its weight and also developing a device for placing the ‘Light Rail Runner’ into double hull ship structures.
This work was supported by the second phase of the Brain Korea 21 projects in 2007.
REFERENCES [1] Niels Jul Jacobsen, 2005, “Three Generation of Robot Welding at
Odense Steel Shipyard”, Proc. of ICCAS 2005, Pusan, Korea, 289-300., No. 1
[2] Roger Bostelman, Adam Jacoff, Robert Bunch, 1999, “DELIVERY OF AN ADVANCED DOUBLE-HULL SHIP WELDING SYSTEM USING ROBOCRANE”, Third International ICSC Symposia on Intelligent Industrial Automation and Soft Computing, Genova, Italy, June 1-4, No. 1
[3] Marcelo H. Ang Jr, Wei Lin, Ser-Yong Lim, 1999, “A walk-through programmed robot for welding in shipyards”, Industrial Robot: An International Journal, 26(5), 377-388, No. 1
[4] J. H. Lee, H. S. Hwang, et al., 1998, “Development of Robot Welding System for Panel Block Assemblies of Ship Hull”, Okpo Ship Technologies, 46(2), 32-40., No. 2
[5] Tatsuo Miyazaki, et al., 1999, “NC Painting Robot for Shipbuilding”, Proc. of ICCAS’99, Boston, USA, 1-14., No. 2
[6] Kyu-Yeul Lee, Jongwon Kim and Tae-wan Kim, 2007, DEVELOPMENT OF A MOBILE WELDING ROBOT FOR DOUBLE HULL STRUCTURE IN SHIPBUILDING, Robotics and applications 2007, No. 2
3991