development of knitted warm garments from speciality jute yarns
TRANSCRIPT

ORIGINAL CONTRIBUTION
Development of Knitted Warm Garments from Speciality JuteYarns
Alok Nath Roy
Received: 10 September 2012 / Accepted: 1 January 2014 / Published online: 21 January 2014
� The Institution of Engineers (India) 2014
Abstract Jute-polyester blended core and textured poly-
ester multifilament cover spun-wrapped yarn was produced
using existing jute spinning machines. The spun-wrapped
yarn so produced show a reduction in hairiness up to
86.1 %, improvement in specific work of rupture up to
9.8 % and specific flexural rigidity up to 23.6 % over
ordinary jute-polyester blended yarn. The knitted swatch
produced out of these spun-wrapped yarn using seven
gauge and nine gauge needle in both single jersey and
double jersey knitting machines showed very good
dimensional stability even after three washing. The two-ply
and three-ply yarn produced from single spun-wrapped
yarn can be easily used in knitting machines and also in
hand-knitting for the production of sweaters. The thermal
insulation value of the sweaters produced with jute-poly-
ester blended spun-wrapped yarn is comparable with
thermal insulation value of sweaters made from 100 %
acrylic and 100 % wool. However, the hand-knitted
sweaters showed higher thermal insulation value than the
machine-knitted sweaters due to less packing of yarn in
hand knitted structure as compared to machine knitting.
Keywords Blended yarn � Polyester �Spun-wrapped yarn � Thermal insulation value
Introduction
The thermal insulation ability of a textile fabric is sub-
stantially independent of the nature of the fibre but is a
function of the state of aggregation of fibre in the fabric [1].
One of the important factors which govern the thermal
insulation behaviour of fabric is how much immobile air
the fabric can entrap in its structure. The higher the air
entrapped, the higher is the thermal insulation value. The
capacity of the fabric to entrap immobile air is largely
dependent on its physical bulk and in turn the physical bulk
of the yarn as well as the fabric constructional parameters.
Attempts has been made by various researchers [2–8] to
produce jute fibre based bulked yarn with the view to
produce diversified products as woven or knit wear, blan-
kets, carpets etc. with improved thermal insulation property
either by chemical modification of fibre or by adopting
different yarn bulking technique. However, the works
reported above are mainly related to bulk yarn and woven
fabric development only. Reports on the development of
knitted fabric/products from jute based yarns are scanty.
Jute, a natural ligno-cellulosic fibre has tremendous
potential for the manufacture of diversified products
including warm garments due to its natural look, rigidity,
strength, thermal insulation property, heat of wetting and
coarseness. However, some work is needed to make yarn
softer and smoother for knitting process (without any
cumbersome chemical process), where yarns passes
through the needles in very acute angle. For this, some
compatible fibre having much smooth surface may be
mixed with jute to some extent. Attempt has been made in
the present work to develop knittable jute-polyester blen-
ded yarns—both single and plied. Efforts have also been
made to reduce yarn hairiness. The developed yarns were
used to produce knitted fabric and sweaters with different
needle parameters. The properties (viz. weight/unit area,
bulk density, thermal insulation value, dimensional stabil-
ity) related to apparels realized by the knitted fabric/
sweaters have also been reported here. The aim of the work
A. N. Roy (&)
National Institute of Research on Jute and Allied Fibre
Technology, ICAR, Kolkata, West Bengal, India
e-mail: [email protected]
123
J. Inst. Eng. India Ser. E (September 2013–February 2014) 94(2):61–65
DOI 10.1007/s40034-014-0026-0

is to develop warm garment having reasonable thermal
insulation property at much cheaper cost than wool without
any chemical treatment.
Materials and Methods
Materials
Jute fibre (Corchorus olitorius) of TD-3 grade [9] having
fineness 2.1 tex, tenacity 30 cN/tex and extension at break
of 1.7 %; Polyester staple fibre (average fibre length
110 mm, fineness 4 tex) top (sliver) of variable cut length
having tenacity of 39 cN/tex and elongation at break of
21 % and textured polyester multifilament (34 filaments)
having fineness of 9 tex, tenacity of 35 cN/tex and exten-
sion at break of 24 % were used for the study.
Methods
Preparation of Yarn
Jute fibre was sprayed with 30 % oil-in-water emulsion
(containing glycerin—1.5 % and castor oil—6 %), passed
through a jute softener machine and stored in a bin for
piling or conditioning for a period of 24 h. Castor oil was
used in place of conventional mineral (batching oil) to
make the knitted products human skin friendly and free
from unwanted odor. The fibres were then successively
passed through roller and clearer type jute carding
machines (breaker card followed by a finisher card). The
finisher card sliver was blended with polyester sliver at first
drawing stage to get a jute/polyester (75/25) blended sliver
which was then processed through second and third
drawing frame of commercial scale jute drawing machines.
The sliver from the third drawing machine was used to spin
spun wrapped yarn [10] with jute/polyester blended core
wrapped with 9 tex polyester multifilament and also
ordinary yarn of 138 tex on Mackie’s standard apron-draft
flyer (Baxter) spinning machine. The spun-wrap yarn pro-
duced was made two-ply and three-ply with 10 and 7.5 tpm
respectively.
Preparation of Knitted Fabric Sample
Knitting of fabrics from spun-wrapped yarns was suc-
cessfully made in automatic flat bed both single-jersey and
double jersey knitting machines. Jute/polyester blended
spun-wrapped single yarns were first knitted into small
swatch of 30 cm 9 30 cm with seven gauge (seven nee-
dles per inch) and nine gauge (nine needles per inch)
needles to study the shrinkage behaviour. After that some
knitted products e.g., ladies and gents sweaters, both
machine knitted (used seven gauge needle for three-ply
yarn and nine gauge needle for two-ply yarn) and hand
knitted, were developed from two-ply to three-ply spun-
wrapped yarn.
Evaluation of Tensile Properties of Yarn
The tensile properties, such as tenacity, elongation-at-
break, initial modulus and specific work of rupture of yarns
were evaluated using a computer-aided Instron tensile
tester (Model 4411) after conditioning at 65 ± 2 % RH
and 27 ± 2 �C for 48 h. The gauge length and cross-head
speed were maintained at 610 and 300 mm/min respec-
tively as per the IS: 1670–1970 method [11].
Measurement of Hairiness of Yarn
The hairiness of yarns was measured using NIRJAFT jute
yarn hairiness meter following a standard method [12] at a
yarn speed of 45 cm/s (27 m/min). The instrument is based
on the principle of counting the number of protruding fibres
from the yarn surface by optico-electronic method. Three
hair-length settings 3, 5 and 7 mm were selected. The
number of hairs protruding from the yarn surface at three
hair-length settings was recorded separately. An average of
fifty such readings for each yarn at each hair-length setting
was taken and the average value of hairiness of each hair-
length interval per 135 cm of yarn length was converted to
number of hair per 100 m of yarn length.
Measurement of Bending Rigidity of Yarn
The bending rigidity of yarn, expressed as specific flexural
rigidity, was measured by the ring-loop method, for which
a mandrel of 3.12 cm diameter was used for the preparation
of a yarn ring [8]. The yarn ring was gently hung on a hook
of standard size and the undistorted diameter was mea-
sured. A load of 0.004 g/tex was then suspended on the
yarn ring for 60 s and the diameter of the distorted ring was
measured. The calculation of flexural rigidity of yarn was
carried out by the method given by Beevers [13].
Measurement of Dimensional Changes on Washing
of the Knitted Fabrics
The dimensional change of the knitted fabrics on washing
was evaluated as per BS 4923–1973 [14]. All the knitted
fabric swatch developed from single (spun-wrapped) yarn
were washed in plain water at 60 �C temperature for
30 min in a horizontal rotating-cage type washing machine
provided with automatic reversing motion. After washing,
water was drained out and fabric samples were rinsed for
5 min. Fabrics were then taken out and dried in air laying
62 A. N. Roy
123
flat on a glass surface. The washing and drying process
were repeated for another two cycles. The length and
breadth of fabrics were then measured removing the
wrinkles without stretching the fabric samples. Dimen-
sional change of the fabrics was expressed as the per-
centage reduction in length and width value from its initial
value.
Measurement of Thermal Insulation Property of Knitted
Fabrics
Thermal insulation property of knitted fabric was measured
in terms of thermal insulation value (TIV) in an instrument
developed by NIRJAFT. The instrument gives the TIV in
‘tog’ [15] and is based on the principal of measuring the
energy put into the heater to maintain a steady temperature
differential through the thickness of the fabric. The test
fabric is placed between two plates at different tempera-
tures and the rate of heat flow through the fabric at steady
state is determined.
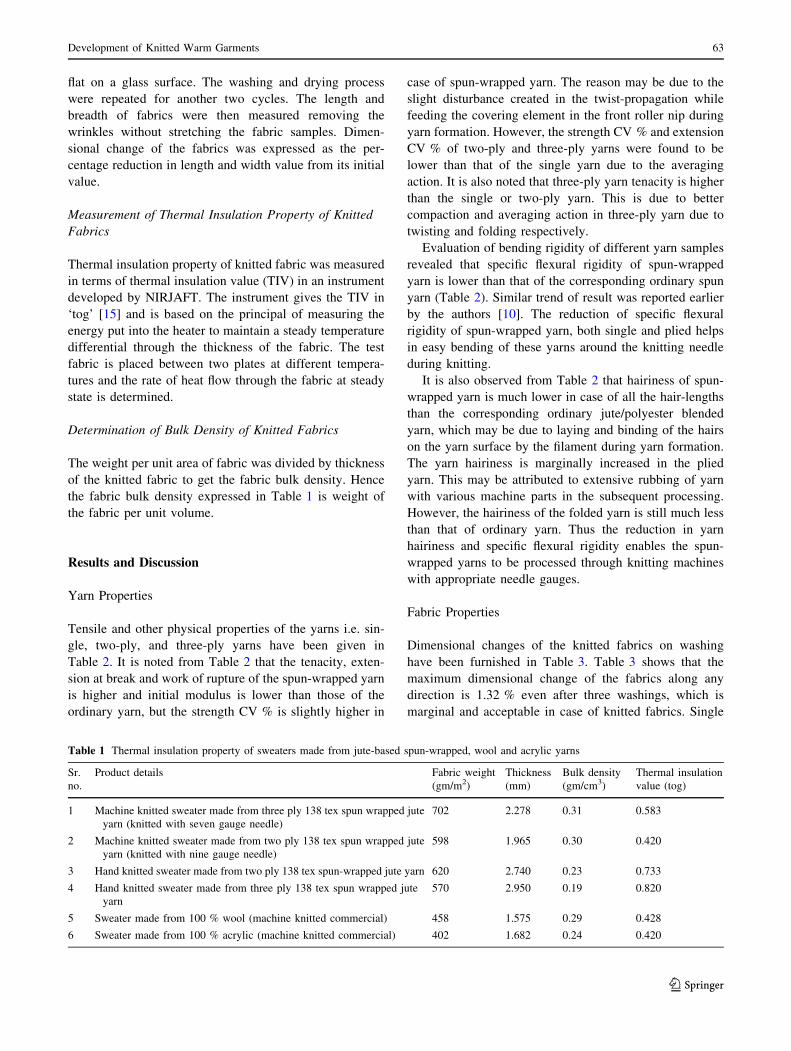
Determination of Bulk Density of Knitted Fabrics
The weight per unit area of fabric was divided by thickness
of the knitted fabric to get the fabric bulk density. Hence
the fabric bulk density expressed in Table 1 is weight of
the fabric per unit volume.
Results and Discussion
Yarn Properties
Tensile and other physical properties of the yarns i.e. sin-
gle, two-ply, and three-ply yarns have been given in
Table 2. It is noted from Table 2 that the tenacity, exten-
sion at break and work of rupture of the spun-wrapped yarn
is higher and initial modulus is lower than those of the
ordinary yarn, but the strength CV % is slightly higher in
case of spun-wrapped yarn. The reason may be due to the
slight disturbance created in the twist-propagation while
feeding the covering element in the front roller nip during
yarn formation. However, the strength CV % and extension
CV % of two-ply and three-ply yarns were found to be
lower than that of the single yarn due to the averaging
action. It is also noted that three-ply yarn tenacity is higher
than the single or two-ply yarn. This is due to better
compaction and averaging action in three-ply yarn due to
twisting and folding respectively.
Evaluation of bending rigidity of different yarn samples
revealed that specific flexural rigidity of spun-wrapped
yarn is lower than that of the corresponding ordinary spun
yarn (Table 2). Similar trend of result was reported earlier
by the authors [10]. The reduction of specific flexural
rigidity of spun-wrapped yarn, both single and plied helps
in easy bending of these yarns around the knitting needle
during knitting.
It is also observed from Table 2 that hairiness of spun-
wrapped yarn is much lower in case of all the hair-lengths
than the corresponding ordinary jute/polyester blended
yarn, which may be due to laying and binding of the hairs
on the yarn surface by the filament during yarn formation.
The yarn hairiness is marginally increased in the plied
yarn. This may be attributed to extensive rubbing of yarn
with various machine parts in the subsequent processing.
However, the hairiness of the folded yarn is still much less
than that of ordinary yarn. Thus the reduction in yarn
hairiness and specific flexural rigidity enables the spun-
wrapped yarns to be processed through knitting machines
with appropriate needle gauges.
Fabric Properties
Dimensional changes of the knitted fabrics on washing
have been furnished in Table 3. Table 3 shows that the
maximum dimensional change of the fabrics along any
direction is 1.32 % even after three washings, which is
marginal and acceptable in case of knitted fabrics. Single
Table 1 Thermal insulation property of sweaters made from jute-based spun-wrapped, wool and acrylic yarns
Sr.
no.
Product details Fabric weight
(gm/m2)
Thickness
(mm)
Bulk density
(gm/cm3)
Thermal insulation
value (tog)
1 Machine knitted sweater made from three ply 138 tex spun wrapped jute
yarn (knitted with seven gauge needle)
702 2.278 0.31 0.583
2 Machine knitted sweater made from two ply 138 tex spun wrapped jute
yarn (knitted with nine gauge needle)
598 1.965 0.30 0.420
3 Hand knitted sweater made from two ply 138 tex spun-wrapped jute yarn 620 2.740 0.23 0.733
4 Hand knitted sweater made from three ply 138 tex spun wrapped jute
yarn
570 2.950 0.19 0.820
5 Sweater made from 100 % wool (machine knitted commercial) 458 1.575 0.29 0.428
6 Sweater made from 100 % acrylic (machine knitted commercial) 402 1.682 0.24 0.420
Development of Knitted Warm Garments 63
123
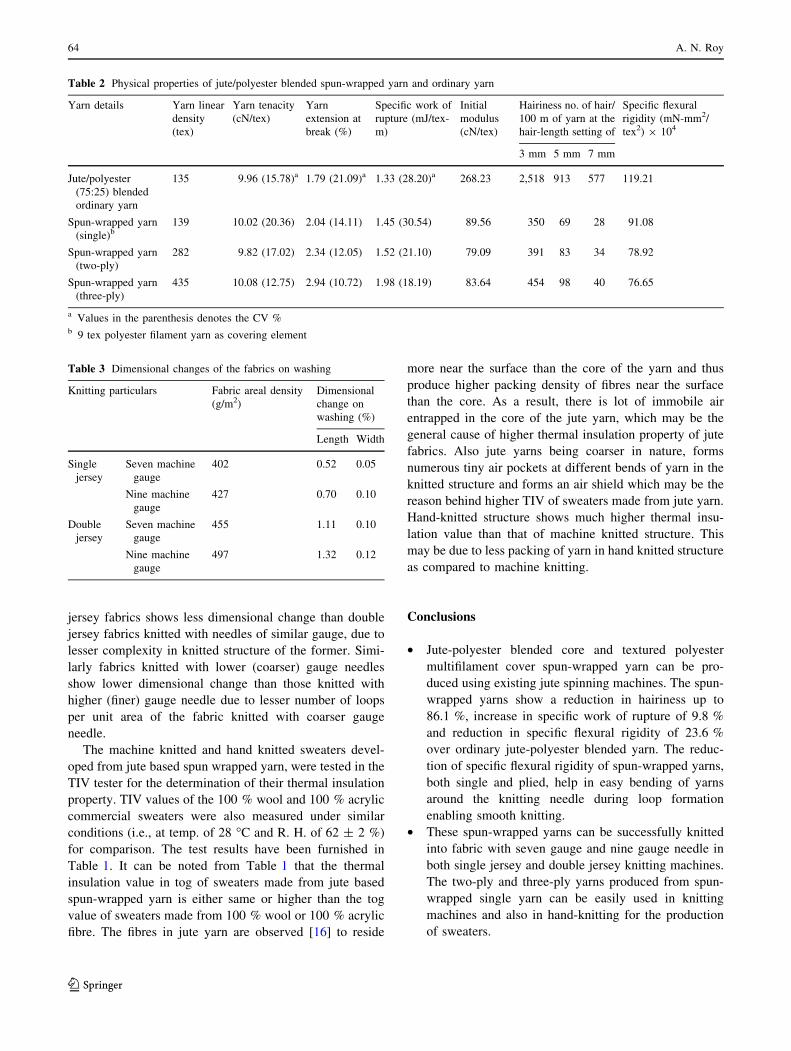
jersey fabrics shows less dimensional change than double
jersey fabrics knitted with needles of similar gauge, due to
lesser complexity in knitted structure of the former. Simi-
larly fabrics knitted with lower (coarser) gauge needles
show lower dimensional change than those knitted with
higher (finer) gauge needle due to lesser number of loops
per unit area of the fabric knitted with coarser gauge
needle.
The machine knitted and hand knitted sweaters devel-
oped from jute based spun wrapped yarn, were tested in the
TIV tester for the determination of their thermal insulation
property. TIV values of the 100 % wool and 100 % acrylic
commercial sweaters were also measured under similar
conditions (i.e., at temp. of 28 �C and R. H. of 62 ± 2 %)
for comparison. The test results have been furnished in
Table 1. It can be noted from Table 1 that the thermal
insulation value in tog of sweaters made from jute based
spun-wrapped yarn is either same or higher than the tog
value of sweaters made from 100 % wool or 100 % acrylic
fibre. The fibres in jute yarn are observed [16] to reside
more near the surface than the core of the yarn and thus
produce higher packing density of fibres near the surface
than the core. As a result, there is lot of immobile air
entrapped in the core of the jute yarn, which may be the
general cause of higher thermal insulation property of jute
fabrics. Also jute yarns being coarser in nature, forms
numerous tiny air pockets at different bends of yarn in the
knitted structure and forms an air shield which may be the
reason behind higher TIV of sweaters made from jute yarn.
Hand-knitted structure shows much higher thermal insu-
lation value than that of machine knitted structure. This
may be due to less packing of yarn in hand knitted structure
as compared to machine knitting.
Conclusions
• Jute-polyester blended core and textured polyester
multifilament cover spun-wrapped yarn can be pro-
duced using existing jute spinning machines. The spun-
wrapped yarns show a reduction in hairiness up to
86.1 %, increase in specific work of rupture of 9.8 %
and reduction in specific flexural rigidity of 23.6 %
over ordinary jute-polyester blended yarn. The reduc-
tion of specific flexural rigidity of spun-wrapped yarns,
both single and plied, help in easy bending of yarns
around the knitting needle during loop formation
enabling smooth knitting.
• These spun-wrapped yarns can be successfully knitted
into fabric with seven gauge and nine gauge needle in
both single jersey and double jersey knitting machines.
The two-ply and three-ply yarns produced from spun-
wrapped single yarn can be easily used in knitting
machines and also in hand-knitting for the production
of sweaters.
Table 2 Physical properties of jute/polyester blended spun-wrapped yarn and ordinary yarn
Yarn details Yarn linear
density
(tex)
Yarn tenacity
(cN/tex)
Yarn
extension at
break (%)
Specific work of
rupture (mJ/tex-
m)
Initial
modulus
(cN/tex)
Hairiness no. of hair/
100 m of yarn at the
hair-length setting of
Specific flexural
rigidity (mN-mm2/
tex2) 9 104
3 mm 5 mm 7 mm
Jute/polyester
(75:25) blended
ordinary yarn
135 9.96 (15.78)a 1.79 (21.09)a 1.33 (28.20)a 268.23 2,518 913 577 119.21
Spun-wrapped yarn
(single)b139 10.02 (20.36) 2.04 (14.11) 1.45 (30.54) 89.56 350 69 28 91.08
Spun-wrapped yarn
(two-ply)
282 9.82 (17.02) 2.34 (12.05) 1.52 (21.10) 79.09 391 83 34 78.92
Spun-wrapped yarn
(three-ply)
435 10.08 (12.75) 2.94 (10.72) 1.98 (18.19) 83.64 454 98 40 76.65
a Values in the parenthesis denotes the CV %b 9 tex polyester filament yarn as covering element
Table 3 Dimensional changes of the fabrics on washing
Knitting particulars Fabric areal density
(g/m2)
Dimensional
change on
washing (%)
Length Width
Single
jersey
Seven machine
gauge
402 0.52 0.05
Nine machine
gauge
427 0.70 0.10
Double
jersey
Seven machine
gauge
455 1.11 0.10
Nine machine
gauge
497 1.32 0.12
64 A. N. Roy
123

• The knitted fabric produced out of spun-wrapped yarn
showed very good dimensional stability even after three
washings.
• The thermal insulation value of the sweaters produced
with jute-polyester blended spun-wrapped yarn is
comparable to or even sometimes higher than that of
sweaters made from 100 % acrylic and 100 % wool
ordinary yarn. However, the hand-knitted sweaters
show further increased thermal insulation value than
the machine-knitted sweaters.
Acknowledgments Authors are thankful to the National Institute of
Research on Jute and Allied Fibre Technology, Kolkata for their
suggestions and encouragement in carrying out the work.
References
1. E.R. Kaswell, Textile Fibre, Yarn and Fabrics (Reinhold Pub-
lishing Corporation, New York, 1953), p. 192
2. A.C. Chakraborty, Crimp produced in jute fibre by treatment with
solution of sodium hydroxide. Text. Res. J. 32, 525 (1962)
3. A.K. Sinha, N.P. Gupta, Performance of texturized jute blended
carpet. Indian J. Text. Res. 11, 35 (1986)
4. A. Sinha, M.D. Mathew, D. Roy, Properties of jute-polypropyl-
ene blended yarns texturized by sodium hydroxide solution.
Indian J. Text. Res. 13(1), 26 (1988)
5. N.P. Gupta, G.K. Bhattacharya, Performance of yarns and blan-
kets from chemically treated jute polypropylene blends. Indian J.
Text. Res. 9(4), 160 (1984)
6. N.N. Bagchi, S.K. Ghosh, A. Dey, N.P. Gupta, A. Majumder,
G.K. Bhattacharya, Development of caplon blanket from jute and
polypropylene fibre. Indian Text. J. 94(5), 111 (1984)
7. A.N. Roy, S.K. Ghosh, N.N. Bagchi, B.C. Sapui, Study on jute-
HAS-PP blended bulk yarn. Indian Text. J. 105(4), 22 (1995)
8. A.K. Sinha, G. Basu, Studies on physical properties of jute and
acrylic blended bulked yarn. Indian J. Fibre Text. Res. 26, 268
(2001)
9. Indian Standard Specification IS: 271 (Bureau of Indian Standard,
New Delhi, 1975)
10. A.N. Roy, G. Basu, G.K. Bhattacharyya, An approach to engineer
jute based yarn for improvement of its property performance.
J. Inst. Eng. (India) Text. Eng. Div. 89, 3 (2009)
11. IS: 1670–1970, ISI Handbook of Textile Testing (Bureau of
Indian Standards, New Delhi, India), 982, p. 137
12. G. Basu, A.N. Roy, A. Majumder, S.N. Ghosh, A. Mukherjee,
Measurement of hairiness of jute yarns by discrete and integral
method. Indian J. Fibre Text. Res. 24, 177 (1999)
13. R.B. Beevers, Experiments in Fibre Physics (Butterworth & Co.
Ltd, London, 1970), p. 193
14. BS 4923–1973, BS Handbook 11: 1974—Method of Test of
Textiles, (British Standard Institution, London, UK), pp. 4–134
15. W.H. Rees, The protective value of clothing. J. Text. Inst. 37, 132
(1946)
16. D. Sur, A.C. Chakravarty, S.B. Bandyopadhyay, Fibre migration
in jute yarn: part I—the effect of twist. J. Text. Inst. 66, 180
(1975)
Development of Knitted Warm Garments 65
123