development of predictive mathematical model of process ... · development of predictive...
TRANSCRIPT

Development of Predictive Mathematical model of process parameters in Electro Chemical Machining Process
H. S. Beravala1, R. S. Barot2, A. B. Pandey3, G. D. Karhadkar4
1,2 Asst. Prof. PED, 1,2B. V.M. Engg. College, V.V.Nagar-388120(India)
3 Asst. Prof, 4Reader, MED, 3,4The M. S. University of Baroda, (India) Email: [email protected]
Abstract- The correct selection of production condition is one of the most important aspect to take into consideration in process related to electrical chemical machining (ECM) of conductive materials, as these condition determine important factors which affect on output. The material removal rate (MRR), roughness and over-cut were studied. Three parameters were changed during the experiments which are : feedrate of the electrode, electrolyte flow rate and voltage. Analysis of Variance has been carried out to identify the significant effect of input parameters on output. Authors have tried to develop predictive mathematical model of ECM process parameters (electrolyte flow rate, electrode feed rate and voltage’s effect) in relation with process output (MRR, surface finish and overcut) by using secondary data[7]. These predictive models can be used for optimization of output parameters and development of expert system.
Keywords-ECM, Surface Roughness, MRR, Mathematical model, ANOVA.
I INTRODUCTIONIn non-traditional machining processing, electrochemical
machining (ECM) has tremendous potential on account of the versatility of its applications and it is expected that it will be successfully and commercially utilized in modern industries, although the effective utilization of this machining technology will require the application of a system approach to solve some of the predominant machining problems. Electrochemical machining (ECM) is a non-traditional process used mainly to cut hard or difficult to cut metals, where the application of a more traditional process is not convenient. Those difficult to cut metals demand high energy to form chips, which can result in thermal effects due to the high temperatures inherent to the process in the chip–tool interface. In traditional processes, the heat generated during the cut is dissipated to the tool, chip, work piece and environment, affecting the surface integrity of the work piece, mainly for those hard materials.
Different from the other machining processes, in ECM there is no contact between tool and work piece. Electrochemical (electrolyses) reactions are responsible for the chip removal mechanism [1]. The difficulties to cut super alloys and other hard-to-machine materials by conventional process have been largely responsible for the development of the ECM process.
The main components of ECM system are a low voltage and high current power supply and an electrolyte. The electrolyte is normally solutions of inorganic salts, like sodium
chloride (NaCl) or sodium nitrate (NaNC3). Because of various complex physico-chemical and hydrodynamic phenomena that occur in the machining gap [1] during the course of machining, the machining rate at any instant depends not only on the end gap, but also on other process parameters [2]. The electrolyte flow velocity plays a predominant role in surface formation [3]; moreover, the increment in gap resistance due to various causes, e.g. electrolyte heating, gas bubble generation, sludge formation, etc., leads to an uneven current and flow causing over cut phenomena that result in poor dimensional control of the work piece [4]. Therefore, the optimal use of ECM for achieving an enhanced production rate with improved profile accuracy demands constant current machining via an auto-tool feed drive control system [5]. Optimal quality of the work piece in ECM can be generated through combinational control of various process parameters [6].The present paper, therefore, emphasizes features of the development of comprehensive mathematical models for correlating the interactive and higher-order influences of the various machining parameters, such as the electrolyte flow rate, electrode feed rate and applied voltage on the most dominant machining criteria, i.e. the metal removal rate, surface finish and overcut phenomena, for achieving controlled ECM.
II EXPERIMENTATION
Fig. 1 Experiment Setup[7]
13-14 May 2011 B.V.M. Engineering College, V.V.Nagar,Gujarat,India
National Conference on Recent Trends in Engineering & Technology
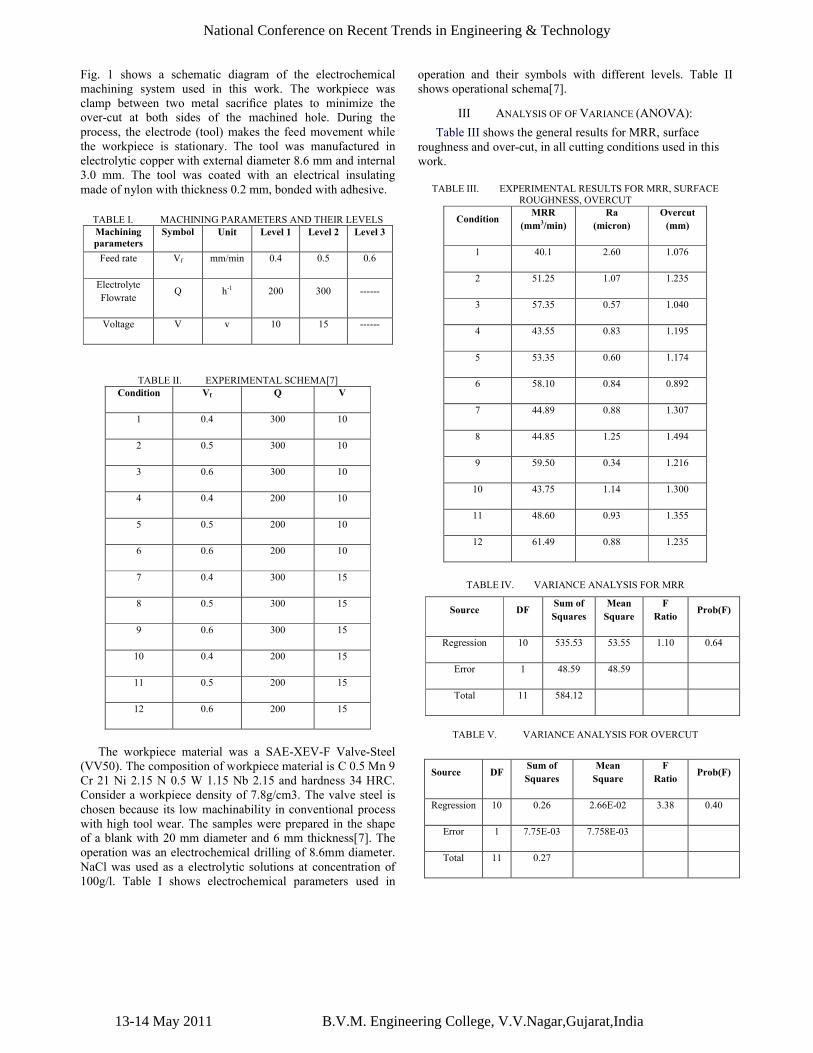
Fig. 1 shows a schematic diagram of the electrochemical machining system used in this work. The workpiece was clamp between two metal sacrifice plates to minimize the over-cut at both sides of the machined hole. During the process, the electrode (tool) makes the feed movement while the workpiece is stationary. The tool was manufactured in electrolytic copper with external diameter 8.6 mm and internal 3.0 mm. The tool was coated with an electrical insulating made of nylon with thickness 0.2 mm, bonded with adhesive.
TABLE I. MACHINING PARAMETERS AND THEIR LEVELSMachining parameters
Symbol Unit Level 1 Level 2 Level 3
Feed rate Vf mm/min 0.4 0.5 0.6
Electrolyte Flowrate
Q h-1 200 300 ------
Voltage V v 10 15 ------
TABLE II. EXPERIMENTAL SCHEMA[7]Condition Vf Q V
1 0.4 300 10
2 0.5 300 10
3 0.6 300 10
4 0.4 200 10
5 0.5 200 10
6 0.6 200 10
7 0.4 300 15
8 0.5 300 15
9 0.6 300 15
10 0.4 200 15
11 0.5 200 15
12 0.6 200 15
The workpiece material was a SAE-XEV-F Valve-Steel (VV50). The composition of workpiece material is C 0.5 Mn 9 Cr 21 Ni 2.15 N 0.5 W 1.15 Nb 2.15 and hardness 34 HRC. Consider a workpiece density of 7.8g/cm3. The valve steel is chosen because its low machinability in conventional processwith high tool wear. The samples were prepared in the shape of a blank with 20 mm diameter and 6 mm thickness[7]. The operation was an electrochemical drilling of 8.6mm diameter. NaCl was used as a electrolytic solutions at concentration of 100g/l. Table I shows electrochemical parameters used in
operation and their symbols with different levels. Table II shows operational schema[7].
III ANALYSIS OF OF VARIANCE (ANOVA):
Table III shows the general results for MRR, surface roughness and over-cut, in all cutting conditions used in this work.
TABLE III. EXPERIMENTAL RESULTS FOR MRR, SURFACE ROUGHNESS, OVERCUT
ConditionMRR
(mm3/min)Ra
(micron)Overcut
(mm)
1 40.1 2.60 1.076
2 51.25 1.07 1.235
3 57.35 0.57 1.040
4 43.55 0.83 1.195
5 53.35 0.60 1.174
6 58.10 0.84 0.892
7 44.89 0.88 1.307
8 44.85 1.25 1.494
9 59.50 0.34 1.216
10 43.75 1.14 1.300
11 48.60 0.93 1.355
12 61.49 0.88 1.235
TABLE IV. VARIANCE ANALYSIS FOR MRR
TABLE V. VARIANCE ANALYSIS FOR OVERCUT
Source DFSum of Squares
Mean Square
F Ratio
Prob(F)
Regression 10 0.26 2.66E-02 3.38 0.40
Error 1 7.75E-03 7.758E-03
Total 11 0.27
Source DFSum of Squares
Mean Square
F Ratio
Prob(F)
Regression 10 535.53 53.55 1.10 0.64
Error 1 48.59 48.59
Total 11 584.12
13-14 May 2011 B.V.M. Engineering College, V.V.Nagar,Gujarat,India
National Conference on Recent Trends in Engineering & Technology
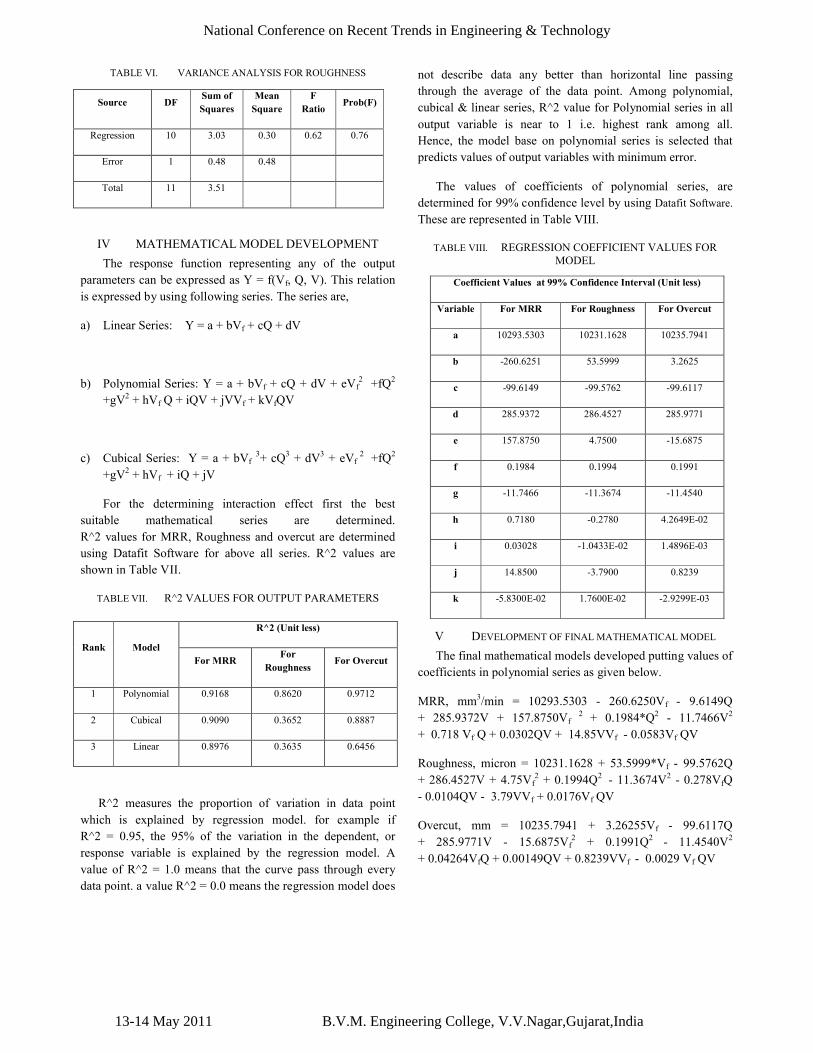
TABLE VI. VARIANCE ANALYSIS FOR ROUGHNESS
IV MATHEMATICAL MODEL DEVELOPMENT
The response function representing any of the output parameters can be expressed as Y = f(Vf, Q, V). This relation is expressed by using following series. The series are,
a) Linear Series: Y = a + bVf + cQ + dV
b) Polynomial Series: Y = a + bVf + cQ + dV + eVf2 +fQ2
+gV2 + hVf Q + iQV + jVVf + kVfQV
c) Cubical Series: Y = a + bVf3+ cQ3 + dV3 + eVf
2 +fQ2
+gV2 + hVf + iQ + jV
For the determining interaction effect first the best suitable mathematical series are determined. R^2 values for MRR, Roughness and overcut are determined using Datafit Software for above all series. R^2 values are shown in Table VII.
TABLE VII. R^2 VALUES FOR OUTPUT PARAMETERS
R^2 measures the proportion of variation in data point which is explained by regression model. for example if R^2 = 0.95, the 95% of the variation in the dependent, or response variable is explained by the regression model. A value of R^2 = 1.0 means that the curve pass through every data point. a value R^2 = 0.0 means the regression model does
not describe data any better than horizontal line passing through the average of the data point. Among polynomial, cubical & linear series, R^2 value for Polynomial series in all output variable is near to 1 i.e. highest rank among all. Hence, the model base on polynomial series is selected that predicts values of output variables with minimum error.
The values of coefficients of polynomial series, are determined for 99% confidence level by using Datafit Software.
These are represented in Table VIII.
TABLE VIII. REGRESSION COEFFICIENT VALUES FOR MODEL
V DEVELOPMENT OF FINAL MATHEMATICAL MODEL
The final mathematical models developed putting values of coefficients in polynomial series as given below.
MRR, mm3/min = 10293.5303 - 260.6250Vf - 9.6149Q + 285.9372V + 157.8750Vf
2 + 0.1984*Q2 - 11.7466V2 + 0.718 Vf Q + 0.0302QV + 14.85VVf - 0.0583Vf QV
Roughness, micron = 10231.1628 + 53.5999*Vf - 99.5762Q + 286.4527V + 4.75Vf
2 + 0.1994Q2 - 11.3674V2 - 0.278VfQ - 0.0104QV - 3.79VVf + 0.0176Vf QV
Overcut, mm = 10235.7941 + 3.26255Vf - 99.6117Q + 285.9771V - 15.6875Vf
2 + 0.1991Q2 - 11.4540V2 + 0.04264VfQ + 0.00149QV + 0.8239VVf - 0.0029 Vf QV
Source DFSum of Squares
Mean Square
F Ratio
Prob(F)
Regression 10 3.03 0.30 0.62 0.76
Error 1 0.48 0.48
Total 11 3.51
R^2 (Unit less)
Rank ModelFor MRR
For Roughness
For Overcut
1 Polynomial 0.9168 0.8620 0.9712
2 Cubical 0.9090 0.3652 0.8887
3 Linear 0.8976 0.3635 0.6456
Coefficient Values at 99% Confidence Interval (Unit less)
Variable For MRR For Roughness For Overcut
a 10293.5303 10231.1628 10235.7941
b -260.6251 53.5999 3.2625
c -99.6149 -99.5762 -99.6117
d 285.9372 286.4527 285.9771
e 157.8750 4.7500 -15.6875
f 0.1984 0.1994 0.1991
g -11.7466 -11.3674 -11.4540
h 0.7180 -0.2780 4.2649E-02
i 0.03028 -1.0433E-02 1.4896E-03
j 14.8500 -3.7900 0.8239
k -5.8300E-02 1.7600E-02 -2.9299E-03
13-14 May 2011 B.V.M. Engineering College, V.V.Nagar,Gujarat,India
National Conference on Recent Trends in Engineering & Technology

VI CONCLUSION:
According to the results obtained in this work, main conclusions that can be withdrawn are: Using Analysis of Variance it has been found that Electrode Feed rate, Flow Rate, Voltage significantly effect on all the selected output parameters. Traditional method used for manufacturing of products on ECM will not give a specified value of input parameter to achieve required quality and geometrical dimensions. Development of such mathematical models (99% confidence level) using polynomial series can be used for prediction of MRR, Roughness & Overcut of machined work piece within the workable region of process parameters with minimum error. These predictive models can be used for optimization of output parameters and development of expert system.
REFERENCES
[1] H. Tipton, Dynamics of ECM process,. Proc. 5th Int. MTDR Conf. Birmingham, UK, Pergamon, Oxford, 1964, pp. 505–522.
[2] J.F. Thorpe, A mathematical model of electrochemical machining process, 3rd Int. Sem. on Optimisation of Manufacturing Systems. CIRP, Pisa, Italy, 1971, CAP–19.
[3] O.V.K. Chitty, Ruak Murthy, V. Radhakrishnan, On some aspects of surface formation in ECM, J. Eng. Ind., ASME 103 (1981) 341–348.
[4] S.K.Sorkhel, B.Bhattacharyya ,Computer-aided design of tools in ECM for accurate job machining, Proc.IS M–9,Japan,1989,pp.240–243.
[5] B. Bhattacharyya, Control of machining rate and accuracy in electrochemical machining, PhD thesis, Jadavpur University, Calcutta, India, 1991.
[6] S.K. Sorkhel, B. Bhattacharyya, Parametric control for optimal quality of the workpiece surface in ECM, J. Mater. Process. Technol. 40 (1994) 271–286.
[7] Jo˜ao Cirilo da Silva Neto, Evaldo Malaquias da Silva , Marcio Bacci da Silva, Intervening variables in electrochemical machining, Journal of Materials Processing Technology 179 (2006) 92.
13-14 May 2011 B.V.M. Engineering College, V.V.Nagar,Gujarat,India
National Conference on Recent Trends in Engineering & Technology