development of welding materials for high heat input welding compatible with thick steel plates of...
TRANSCRIPT

DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATES R35
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
1 INTRODUCTION
Thanks to economical development in East Asia, sea transportation in the world is being boosted, which has resulted in an abrupt increase in the size of contai-ner ships. Today, large container ships equivalent to
8000-10000 TEU ships have become practical and, because of their high effi ciency when subjected to high arc energy welding, YP390 MPa class steel plates of 50-80 mm in thickness have been provided for such large container vessels [1]. However, further reduction in vessel weight was needed. Hence, high-strength steel plates such as YP460 MPa class with more than 50 mm in thickness, to which high arc energy welding can be applied, have been developed [2].
This trend requires a high arc energy welding process with higher effi ciency that can be applied to plates of 50 mm-thick or more. Welding consumables for such a welding process are also required.
This work serves two purposes. The fi rst is to develop a new welding process with a travel speed twice as high as that of the ordinary VEGA process (Single-electrode Vibratory Electrogas Arc Welding, 1E-VEGA process) [3] and the second, to develop fl ux-cored wires for the present welding process that can be applied to the recently-developed YP460 MPa class steel.
DEVELOPMENT OF WELDING MATERIALSFOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATES OF 460 MPa YIELD
POINT CLASS FOR VERY LARGE CONTAINER SHIPS
ABSTRACT
Electrogas arc welding with high effi ciency (Two-electrode Vibratory Electrogas Arc Welding, 2E-VEGA® process) and fl ux-cored wires for the 2E-VEGA process have been developed. They can be applied to YP460 MPa class extremely thick steel plates for very large container ships. The travel speed of the developed 2E-VEGA process is about twice as high as that of the ordinary 1E-VEGA process. Weld metal obtained with the present process and the present wires satisfi ed the target requirements of YP (yield point or proof stress) ≥ 460 MPa, TS (tensile strength) ≥ 570 MPa, vE-20 (–20 oC Charpy absorbed energy) ≥ 53 J and Hv (hardness number) ≤ 210 Hv in Vickers scale, even when 30 kJ/mm arc energy welding for 51 mm-thick plates was conducted. Using the present process and the present wires, suffi cient fracture toughness of joints welded with high arc energy can be obtained.
IIW-Thesaurus keywords: Arc welding; Brittle fracture; Electrogas welding; Fractures; High strength steels; Mechan-ical properties; Microstructure; Mismatch; Reference lists; Steels; Shipbuilding; Toughness; Weld metal.
Y. Hashiba K. Sasaki T. Kasuya T. Inoue Y. Funatsu
Mr. Yuuji HASHIBA ([email protected]), M.Sc., is with Nippon Steel Corporation, Chiba (Japan). Mr. Kiyo-hito SASAKI ([email protected]), M.Sc., is with Nippon Steel & Sumikin Welding Co., Ltd., Chiba (Japan). Mr. Tadashi KASUYA ([email protected]), Ph.D in Engineering, Mr. Takehiro INOUE ([email protected]), Ph.D in Engineering, are both with Nippon Steel Corporation, Chiba (Japan). Mr. Yuuji FUNATSU ([email protected]), M.Sc., is with Nippon Steel Corporation, Tokyo (Japan).
Doc. IIW-1966-08 (ex-doc. IX-2296r1-08), recom-mended for publication by Commission IX “Behaviour of Metals Subjected to Welding.”

DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATESR36
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
the groove. The bead shape, especially the shape of the rear side, was also improved.
The present 2E-VEGA welding process can increase the welding speed to twice as high as that of the ordi-nary 1E-VEGA, because the heat input per unit time becomes twice as high. This results in high welding effi ciency. Figure 4 shows the welding speeds of 1E- and 2E-VEGAs corresponding to thicknesses of 50 to 70 mm. It is recognized that the welding speed of 2E-VEGA is doubled. Hence, it is concluded that the 2E-VEGA process, compared with the 1E-VEGA, is a high-effi ciency welding process (the welding speed is approximately doubled) and can suffi ciently avoid defects such as lack of fusion.
2 DEVELOPMENTOF THE TWO-ELECTRODE VEGA
WELDING PROCESS
Figure 1 shows the typical cross-section of a con-tainer ship [4]. Conventional single-electrode type electrogas arc welding (EGW) is often used for ver-tical butt welds of hatch side coamings and sheer strakes. In the case of this welding process, when the thickness is high, since heat distribution along the through-thickness direction tends not to be homoge-neous, the welding torch is sometimes swung (i.e. 1E-VEGA process). However, when the thickness is equal to or greater than 50 mm, local instability of the welding arc of the conventional 1E-VEGA welding process sometimes causes defects such as lack of fusion. Hence, in order to distribute the welding heat homogeneously, two electrodes were set and recipro-cated parallel to the through-thickness direction (i.e. 2E-VEGA process). This method can be expected to reduce the oscillation amplitude and lack of fusion can therefore be effectively avoided.
A schematic view of the 2E-VEGA welding process is shown in Figure 2. Two electrodes are set along the through-thickness direction and during welding they are swung inside the groove. The water-cooled cop-per shoe (which slides up at the same speed of the welding arc) and the backing materials are attached to the face side and the rear side, respectively. They keep the molten pool and fused slag from overfl owing. The setting-up of two electrodes may cause interaction between the two arcs, but by setting the polarity of one electrode in reverse to the other and by optimizing the welding condition, this problem can be avoided [3]. Figure 3 shows macro specimens of the conventional 1E-VEGA process and the present 2E-VEGA process. The thickness in this case is 70 mm. Lack of fusion is recognized at the toe of the 1E-VEGA specimen which is indicated by the arrow. In the case of the 2E-VEGA process, there is no lack of fusion from which it was concluded that the present 2E-VEGA process has succeeded in avoiding weld defects. In addition, the present method using 2 electrodes makes it easy to control the heat distribution of the molten pool inside
Figure 1 – Schematic viewof a typical container vessel
Figure 2 – Schematic diagramsof the two-electrode VEGA process
Figure 3 – Cross-sections of welds weldedby single- and two-electrode VEGAs

DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATES R37
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
following reason is presumed. As strength of the weld metal becomes higher, the HAZ is more restrained by the weld metal, the crack tip stress at the weld metal and the HAZ expands, hence the initiation of the brittle fracture is promoted. As a result, the actual Kc-20 value decreases.
Considering the infl uence as discussed above, the strength of weld metal should be selected at the upper-limit. For this, the upper-limit of the weld metal strength is set at less than or equivalent to 210 HV. Vickers hard-ness is adopted as a substitute for tensile strength.
Meanwhile, the authors have determined the develop-ment target for basal mechanical properties (lower limit of yield point, tensile strength, elongation and Charpy-absorbed energy) required for YP460 MPa class welds, based on the mechanical properties for YP460 MPa class base metal specifi ed by the ship classifi cation society, ClassNK. The Charpy impact test temperature was also determined to be –20 oC by reference to the conventional rules for shipbuilding.
It turned out that a weld metal compatible with YP460 MPa class weld joints is needed to satisfy the lower limit of the yield point and the tensile strength. Additionally, the unconventional restriction is given that excessive increase in strength should be avoided.
Table 1 shows the mechanical properties required for the weld metal of the YP460 MPa steel at extremely thick weld joints.
3.2 Concept for development
It is generally known that an addition of alloy elements e.g. Mn, Ni and Mo for high heat input welding increases the toughness of the weld metal. And it is also com-mon knowledge that the addition of B suppresses the grain boundary ferrite coarsening and the addition of Ti accelerates the nucleation of acicular ferrite [9].
3 DEVELOPMENT OF FCW WELDING MATERIALS COMPATIBLE
WITH YP460 MPA CLASS EXTRA-HEAVY SECTIONED STEEL PLATES
3.1 Development targets for the mechanical properties of the weld metal
Attention to the prevention of brittle fracture in wel-ded joints should be paid in ship structural design. Newly-developed YP460 MPa class steel plates have been put to practical use, by conducting the detailed weld performance examinations with respect to brittle fracture propagation such as deep notch examination. Moreover, a large-scale, real structural breaking-down test with an 8 000 t tensile test rig [5, 6] showed that brittle crack arrestability greatly infl uences the safety of the hull. The above-mentioned deep notch examina-tion also showed that actual toughness against brittle fracture (Kc) was greatly infl uenced by the ratio of weld metal to base metal tensile strength α (= TS(WM)/TS(BM), or = Hv(WM)/Hv(BM)) [7]. The Charpy impact test value was expected to ensure Kc, based on the pre-condition that the conventional correlation, e.g., between 50 % FATT and Kc, is reliable without excep-tion [8]. But recent measurement of Kc at the HAZ of butt welds for E-grade (−40 oC impact test temperature) steel plates of YP355 MPa (or above) and 50 mm (or above) in thickness suggests that the above pre-con-dition is not always realistic [7].
Figure 5 is a comparison of expected Kc(−20 oC) and actual Kc(−20 oC) of YP460 MPa class steel welded joints and shows that actual Kc-20 depends on the ratio of weld metal to base metal tensile strength, α. The expected Kc-20 is a value predicted by the conventional correlation between 50 % FATT and Kc [8]. It is shown that actual Kc-20 decreases obviously when strength ratio α is 1.20 or more, according to this graph. The
Figure 5 – Dependency of actual Kcfor YP460 MPa class steel welds on the ratio
of weld metal to base metal tensile strength αFigure 4 – Comparison of travel speed for single-
electrode and two-electrode VEGAs
DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATESR38
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
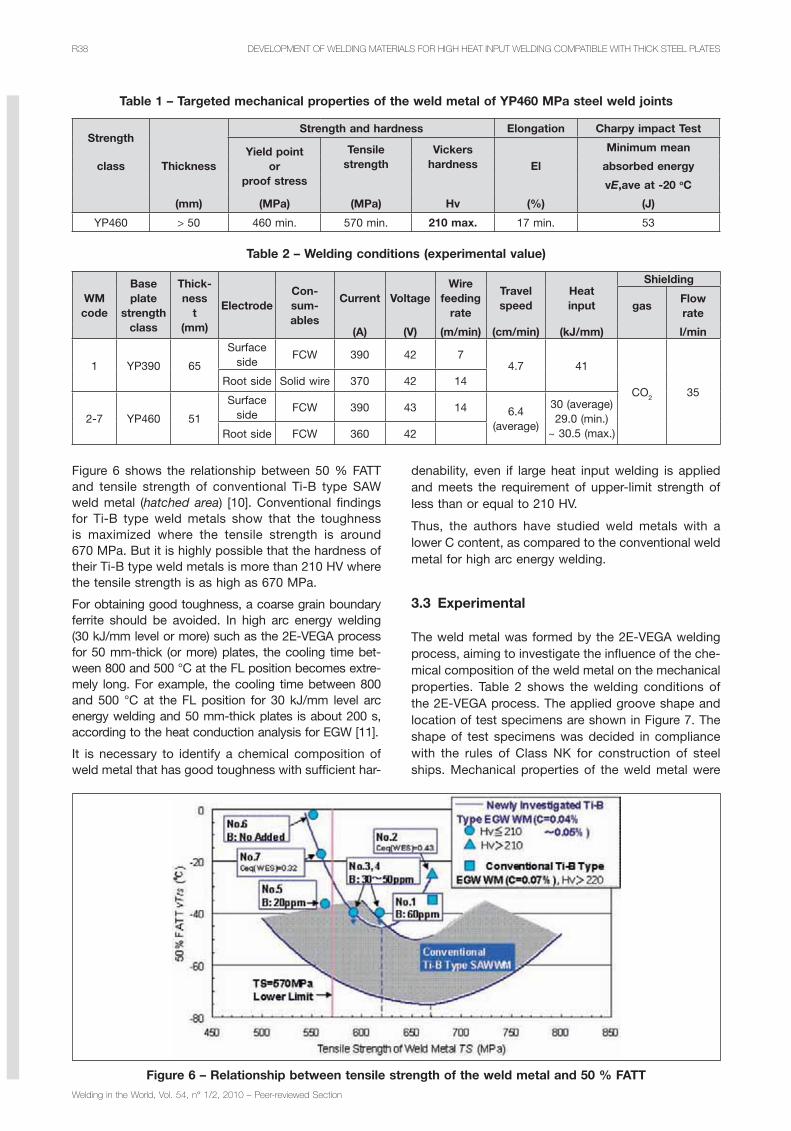
denability, even if large heat input welding is applied and meets the requirement of upper-limit strength of less than or equal to 210 HV.
Thus, the authors have studied weld metals with a lower C content, as compared to the conventional weld metal for high arc energy welding.
3.3 Experimental
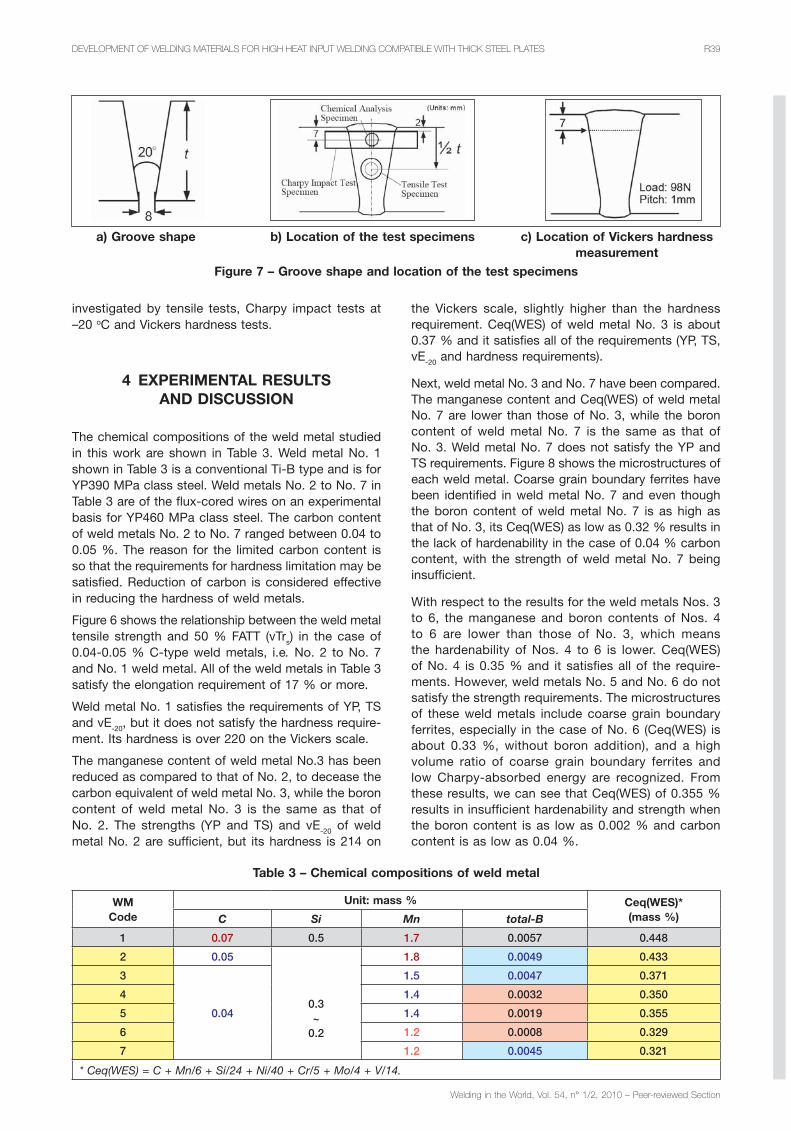
The weld metal was formed by the 2E-VEGA welding process, aiming to investigate the infl uence of the che-mical composition of the weld metal on the mechanical properties. Table 2 shows the welding conditions of the 2E-VEGA process. The applied groove shape and location of test specimens are shown in Figure 7. The shape of test specimens was decided in compliance with the rules of Class NK for construction of steel ships. Mechanical properties of the weld metal were
Figure 6 shows the relationship between 50 % FATT and tensile strength of conventional Ti-B type SAW weld metal (hatched area) [10]. Conventional fi ndings for Ti-B type weld metals show that the toughness is maximized where the tensile strength is around 670 MPa. But it is highly possible that the hardness of their Ti-B type weld metals is more than 210 HV where the tensile strength is as high as 670 MPa.
For obtaining good toughness, a coarse grain boundary ferrite should be avoided. In high arc energy welding (30 kJ/mm level or more) such as the 2E-VEGA process for 50 mm-thick (or more) plates, the cooling time bet-ween 800 and 500 °C at the FL position becomes extre-mely long. For example, the cooling time between 800 and 500 °C at the FL position for 30 kJ/mm level arc energy welding and 50 mm-thick plates is about 200 s, according to the heat conduction analysis for EGW [11].
It is necessary to identify a chemical composition of weld metal that has good toughness with suffi cient har-
Table 1 – Targeted mechanical properties of the weld metal of YP460 MPa steel weld joints
StrengthStrength and hardness Elongation Charpy impact Test
Yield pointor
proof stress
Tensilestrength
Vickershardness
Minimum mean
class Thickness El absorbed energy
vE,ave at -20 oC
(mm) (MPa) (MPa) Hv (%) (J)
YP460 > 50 460 min. 570 min. 210 max. 17 min. 53
Table 2 – Welding conditions (experimental value)
WMcode
Baseplate
strengthclass
Thick-ness
t(mm)
ElectrodeCon-sum-ables
Current VoltageWire
feedingrate
Travelspeed
Heatinput
Shielding
gasFlowrate
(A) (V) (m/min) (cm/min) (kJ/mm) l/min
1 YP390 65
Surface side
FCW 390 42 74.7 41
CO2 35Root side Solid wire 370 42 14
2-7 YP460 51
Surface side
FCW 390 43 14 6.4(average)
30 (average) 29.0 (min.)
~ 30.5 (max.)Root side FCW 360 42
Figure 6 – Relationship between tensile strength of the weld metal and 50 % FATT
DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATES R39
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
the Vickers scale, slightly higher than the hardness requirement. Ceq(WES) of weld metal No. 3 is about 0.37 % and it satisfi es all of the requirements (YP, TS, vE-20 and hardness requirements).
Next, weld metal No. 3 and No. 7 have been compared. The manganese content and Ceq(WES) of weld metal No. 7 are lower than those of No. 3, while the boron content of weld metal No. 7 is the same as that of No. 3. Weld metal No. 7 does not satisfy the YP and TS requirements. Figure 8 shows the microstructures of each weld metal. Coarse grain boundary ferrites have been identifi ed in weld metal No. 7 and even though the boron content of weld metal No. 7 is as high as that of No. 3, its Ceq(WES) as low as 0.32 % results in the lack of hardenability in the case of 0.04 % carbon content, with the strength of weld metal No. 7 being insuffi cient.
With respect to the results for the weld metals Nos. 3 to 6, the manganese and boron contents of Nos. 4 to 6 are lower than those of No. 3, which means the hardenability of Nos. 4 to 6 is lower. Ceq(WES) of No. 4 is 0.35 % and it satisfi es all of the require-ments. However, weld metals No. 5 and No. 6 do not satisfy the strength requirements. The microstructures of these weld metals include coarse grain boundary ferrites, especially in the case of No. 6 (Ceq(WES) is about 0.33 %, without boron addition), and a high volume ratio of coarse grain boundary ferrites and low Charpy-absorbed energy are recognized. From these results, we can see that Ceq(WES) of 0.355 % results in insuffi cient hardenability and strength when the boron content is as low as 0.002 % and carbon content is as low as 0.04 %.
investigated by tensile tests, Charpy impact tests at –20 oC and Vickers hardness tests.
4 EXPERIMENTAL RESULTSAND DISCUSSION
The chemical compositions of the weld metal studied in this work are shown in Table 3. Weld metal No. 1 shown in Table 3 is a conventional Ti-B type and is for YP390 MPa class steel. Weld metals No. 2 to No. 7 in Table 3 are of the fl ux-cored wires on an experimental basis for YP460 MPa class steel. The carbon content of weld metals No. 2 to No. 7 ranged between 0.04 to 0.05 %. The reason for the limited carbon content is so that the requirements for hardness limitation may be satisfi ed. Reduction of carbon is considered effective in reducing the hardness of weld metals.
Figure 6 shows the relationship between the weld metal tensile strength and 50 % FATT (vTrs) in the case of 0.04-0.05 % C-type weld metals, i.e. No. 2 to No. 7 and No. 1 weld metal. All of the weld metals in Table 3 satisfy the elongation requirement of 17 % or more.
Weld metal No. 1 satisfi es the requirements of YP, TS and vE-20, but it does not satisfy the hardness require-ment. Its hardness is over 220 on the Vickers scale.
The manganese content of weld metal No.3 has been reduced as compared to that of No. 2, to decease the carbon equivalent of weld metal No. 3, while the boron content of weld metal No. 3 is the same as that of No. 2. The strengths (YP and TS) and vE-20 of weld metal No. 2 are suffi cient, but its hardness is 214 on
Figure 7 – Groove shape and location of the test specimens
a) Groove shape b) Location of the test specimens c) Location of Vickers hardness measurement
Table 3 – Chemical compositions of weld metal
WMCode
Unit: mass % Ceq(WES)*(mass %)C Si Mn total-B
1 0.07 0.5 1.7 0.0057 0.448
2 0.05
0.3~
0.2
1.8 0.0049 0.433
3
0.04
1.5 0.0047 0.371
4 1.4 0.0032 0.350
5 1.4 0.0019 0.355
6 1.2 0.0008 0.329
7 1.2 0.0045 0.321
* Ceq(WES) = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 + V/14.

DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATESR40
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
satisfi ed. At the same time, under the condition descri-bed above, the strength of weld metal also satisfi es the required value as shown in Figure 6.
The parabolic fi tting shows that the maximum tough-ness (the minimum of FATT) obtained at the point of tensile strength is around 620 MPa in the case of 0.04-0.05 % C type weld metals, i.e. Nos. 2 to 7, as shown in Figure 6. On the other hand, it is said that the maxi-mum toughness of conventional Ti-B-type weld metal is obtained around the point of TS = 670 MPa [10]. In the relationship between the strength and tough-ness of the weld metal, the tensile strength level at the optimum toughness obtainable varies between the conventional type SAW weld metal (C content ranged between 0.08 to 0.10 % ) and the newly-developed
From the discussions above, all of the requirements regarding strength, Charpy-absorbed energy and hard-ness are achieved by weld metals No. 3 (Ceq(WES) is about 0.37 % and boron is about 0.005 % ) and No. 4 (Ceq(WES) is 0.35 % and boron is about 0.003 % ). Figure 9 shows the effects of Ceq(WES) and boron content on toughness of the low-C (approx. 0.04 %) system weld metals. When Ceq(WES) is at a level of 0.32 to 0.33 %, even if boron content is 0.005 %, not only is the required value of Charpy absorption energy unattainable, but also 50 % FATT (vTrs) is at a high level. On the other hand, it has been ascertained by tests for vE-20 that Ceq(WES) is in the range of 0.35 to 0.37 % and the range of boron content is 0.003 to 0.005%, the requirements of Charpy absorption energy are therefore
Figure 8 – Microstructure of weld metals Nos. 1 to 7

DEVELOPMENT OF WELDING MATERIALS FOR HIGH HEAT INPUT WELDING COMPATIBLE WITH THICK STEEL PLATES R41
Welding in the World, Vol. 54, n° 1/2, 2010 – Peer-reviewed Section
ACKNOWLEDGEMENTS
The authors wish to express their deep gratitude to Mitsubishi Heavy Industries Limited for their coopera-tion in the development of the 2-electrode VEGA wel-ding process and its evaluation for the practical use of YP460 MPa class thick steel plates.
* VEGA is the registered trademark for “Arc welding machine platform” of Nippon Steel & Sumikin Welding Co., Ltd..
REFERENCES
[1] Shirakihara H.: The 191st-192nd Nishiyama Memorial Technical Seminar (in Japanese), ISIJ, 2007, Tokyo.
[2] Hirota K., Nakagawa T., Takeda S., Hashi Y., Tada M.: World’s fi rst development and application of HTSS (high tensile strength steel) with yield stress of 47 kgf/mm2 to actual ship hull structure, Mitsubishi Heavy Industries Technical Review, 2007, vol. 44, no. 3, pp. 28-33.
[3] Sasaki K., Hongo A., Suda K., Motomatsu R., Hashiba Y., Ohkita S., Imai S., Toyohara T., Tsujii H., Ohta M.: Deve-lopment of Two-electrode Electrogas Arc Welding Process, IIW Doc. XII-1761-03, 2003.
[4] Emi H.: Illustrations of Hull Structure, Seizando Syoten, Tokyo, 2006.
[5] Inoue T., Ishikawa T., Imai S., Koseki T., Hirota K., Tada M., Kitada H., Yamaguchi Y., Yajima H.: Long crack arre-stability of heavy-thick shipbuilding steels, Proceedings of the 16th International Offshore and Polar Engineering Conference (ISOPE-2006), 2006.
[6] Inoue T., Ishikawa T., Imai S., Koseki T., Hirota K., Tada M., Yamaguchi Y., Matsumoto T., Yajima H.: Long crack arrest concept in heavy-thick shipbuilding steels, Proceedings of the 17th International Offshore and Polar Engineering Conference (ISOPE-2007), 2007.
[7] Ishikawa T., Inoue T., Shimanuki H., Imai S., Otani J., Hirota K., Tada M., Yamaguchi Y., Matsumoto T., Yajima H.: Fracture toughness in welded joints of high strength shipbuilding steel plates with heavy-thickness, Procee-dings of the 17th International Offshore and Polar Engi-neering Conference (ISOPE-2007), 2007.
[8] Kitada H., Ikegami K., Takahashi N., Yajima H., Tada M., Machida S.: Application of YP40 TMCP plates to Hull Structural Members: Material selections and notch toughness in welded joints, Journal of the Society of Naval Architects of Japan, 1987, vol. 162, pp. 408-414.
[9] Ohkita S.: Study on the improvement for toughness on the welds of steel structure, Doctoral thesis, Osaka University, 1997 (in Japanese).
[10] Horii Y.: Study on the infl uence of alloy elements on tensile strength and toughness of weld metal for high heat-input saw and optimization for content of alloy element, Doctoral thesis Osaka University, 1995 (in Japanese).
[11] Kojima A., Kasuya T., Tsuruta T., Minami K.: Study on application of electrogas arc welding to SM570 steel in bridge fabrication, Doboku Gakkai Ronbunshuu A, 2007, vol. 63, no. 1, pp. 1-13 (in Japanese).
low-C (approx. 0.04 % C) system weld metals in this study. The amount of second-phase hard particles such as martensite-austenite (MA) constituent was obser-ved to increase with increasing carbon content in the weld metal [10]. Consequently, it is conceivable that the difference in the tensile strength at the optimum toughness (FATT) level between the two types of weld metal is derived from a difference in carbon content of the two. Further, a difference in toughness (FATT) level between the two types of weld metal is considered to be derived from the difference in oxygen content of the two. The newly-developed low-C system weld metals contain about 400 ppm of oxygen, as opposed to a level of 160 to 270 ppm in the case of the conventional type SAW weld metals.
5 CONCLUSIONS
A high heat-input welding process and its fl ux-cored wire for YP460 MPa class thick plates for container vessels have been developed. Because of the strength-matching requirement of the base metal and the weld metal, weld metals with not too high strengths have been investigated.
The weld metal developed in this work does not lose the necessary hardenability when high heat-input welding is applied, and satisfi es the requirements of strength and Charpy absorbed energy.
The chemical contents of the 0.04 % carbon weld metal for a 51 mm thickness and around 30 kJ/mm arc energy welding conditions (Δt8/5 in this case is about 200 s) are as.
i) Ceq(WES) = 0.35 ~ 0.37 %
ii) B content = 0.003 ~ 0.005 %
It has been confi rmed that such weld metal satisfi es the requirements of YP ≥ 460 MPa, TS ≥ 570 MPa, and hardness ≤ 210 HV.
Figure 9 – Relationship between boron content and 50% FATT (vTrs) of the weld metals