
10.1002/spepro.004206
Improved properties of hybridepoxy nanocompositesIt-Meng (Jim) Low and Hatem Alamri
Using both halloysite and recycled cellulose fibers as fillers in epoxy
composites enhances their thermal stability, mechanical, and fracture
properties.
Polymer-clay nanocomposites (PCNs) are a new emerging class of
organic-inorganic hybrid materials consisting of nanometer-scale (lay-
ered and irregular-shaped) inorganic particles dispersed in an organic
polymer matrix. Compared to conventional polymers filled with micro-
sized particles, they possess superior specific strength and stiffness, and
good fire-retardant and enhanced barrier properties with as little as a
few percent (5wt% or less) of nano-additives. Other superior properties
include abrasive wear resistance, creep and fatigue performance, and
functional (optical, electric, and magnetic) behavior.
The effect of nanoclay in enhancing thermal, mechanical, and
physical properties of polymer composites has been well studied ever
since improved mechanical and physical properties were demonstrated
in pioneering studies of nylon-6/clay nanocomposites performed at
Toyota.1–6 Such improved physical and mechanical properties would
make PCNs good candidate materials for applications in the automo-
tive, packaging, adhesives, and microelectronics industries. However,
these composites are not environmentally friendly.
In contrast, environmentally friendly natural cellulose fibers, such
as flax, hemp, sisal, kenaf, banana, and jute, have received much at-
tention as reinforcements for polymer matrices. Natural-fiber compos-
ites are low density, low cost, renewable, and recyclable, and they also
demonstrate excellent mechanical characteristics such as high flexibil-
ity, toughness, and specific strength and modulus. These economic and
environmental advantages give natural-fiber composites tremendous
potential for engineering applications.7, 8 A significant amount of re-
search has been done on the effect that adding cellulose fiber has on the
mechanical, thermal, and physical properties of polymer systems.9–12
However, some significant disadvantages also limit their use: they show
poor resistance to moisture and disappointing interfacial adhesion.13, 14
We have used a hybrid approach to synthesize nanocomposites of
epoxy, clay, and recycled cellulose fibers (RCF). It combines the ad-
vantages of natural cellulose-fiber fillers and nanoclay fillers, which
means that the nanocomposites can be used in automotive applications,
Figure 1. Synchrotron (powder diffraction) patterns of halloysite nano-
tube (HNT) powder and epoxy/HNT nanocomposites. PE: Epoxy.
HNTx: xwt% halloysite. �: Quartz. 2 theta: Scattering angle. a.u.: Ar-
bitrary units.
furniture, and housing. Instead of using nanoclay platelets, we have
used halloysite nanotubes (HNTs), which are a type of aluminosilicate
clay with a hollow nanotubular structure and the chemical composition
Al2Si2O5(OH)4. HNTs resemble carbon nanotubes (CNTs) in aspect
ratio and structure, but are less expensive and more easily dispersed
in polymer matrix than CNTs. As a result, there is increasing research
interest in HNTs as an alternative to CNTs.
We initially prepared hybrid HNT/RCF/epoxy nanocomposites by
mixing the epoxy resin with three different weight percentages (1–5
wt%) of HNTs. Then we fully soaked RCF sheets into a mixture of
epoxy/HNTs, before laying them down in a closed silicone mold and
leaving them to cure at room temperature for 24 hours. We also pre-
pared samples of HNT/epoxy nanocomposites, RCF/epoxy compos-
ites, and neat epoxy, to compare the effects of HNTs and RCF, sep-
arately and together, on mechanical properties.
Figure 1 shows synchrotron radiation diffraction patterns of HNT
powder and epoxy-HNT nanocomposites with 1–5wt% HNTs. The
HNT powder pattern shows a sharp peak at 10.73ı, which corre-
sponds to (001) basal spacing—i.e., the distance between (100) faces of
Continued on next page
10.1002/spepro.004206 Page 2/4
adjacent layers within the clay—of 0.735nm. The (100) basal spacing
of halloysite did not change when dispersed within the epoxy matrix,
which suggests there has been no intercalation of the epoxy and hal-
loysite. We also detected a small amount of quartz in the halloysite
clay.
We found that the distribution and abundance of RCF and/or HNT
dispersions have a profound influence on the mechanical properties
and thermal properties of the epoxy hybrid composites. For epoxy
nanocomposites with HNTs alone, the presence of just 1wt% HNTs
increased flexural strength (20.8%), flexural modulus (72.8%), frac-
ture toughness (56.5%), and impact toughness (25.0%) over unmodi-
fied epoxy (see Figures 2–5). However, high clay content is known to
Figure 2. Flexural strength as a function of HNT content for epoxy and
its nanocomposites reinforced with or without recycled cellulose fibers
(RCF).
Figure 3. Flexural modulus as a function of HNT content for epoxy and
its nanocomposites reinforced with or without RCF.
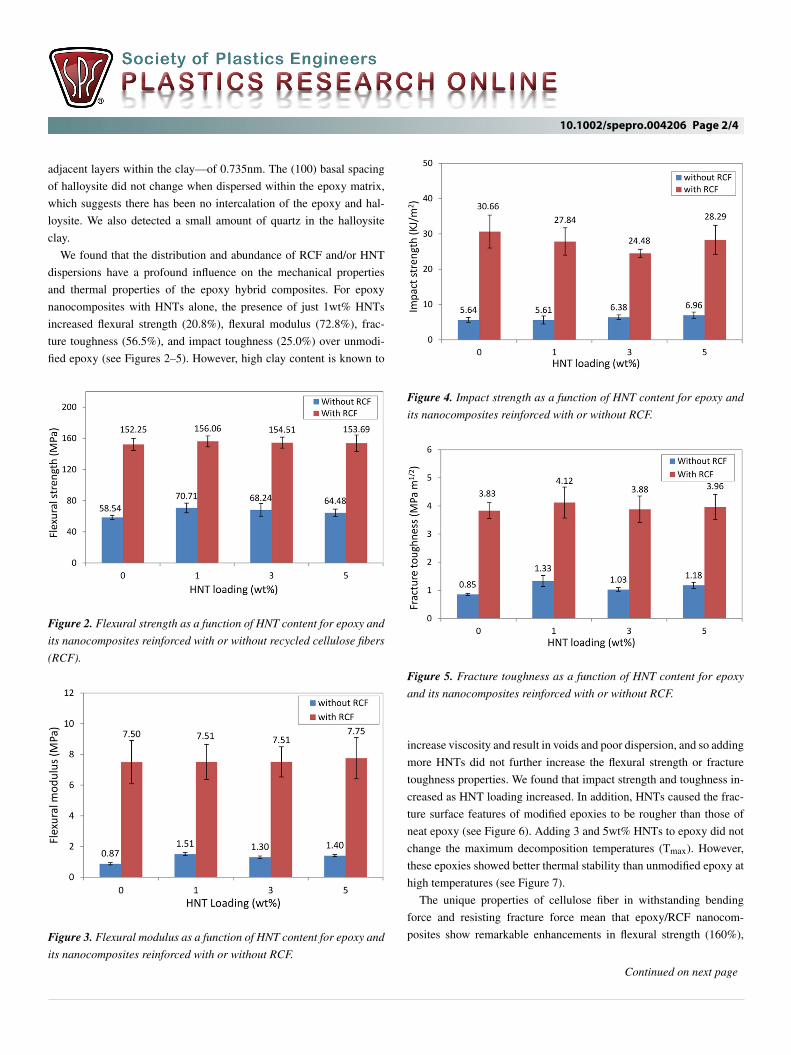
Figure 4. Impact strength as a function of HNT content for epoxy and
its nanocomposites reinforced with or without RCF.
Figure 5. Fracture toughness as a function of HNT content for epoxy
and its nanocomposites reinforced with or without RCF.
increase viscosity and result in voids and poor dispersion, and so adding
more HNTs did not further increase the flexural strength or fracture
toughness properties. We found that impact strength and toughness in-
creased as HNT loading increased. In addition, HNTs caused the frac-
ture surface features of modified epoxies to be rougher than those of
neat epoxy (see Figure 6). Adding 3 and 5wt% HNTs to epoxy did not
change the maximum decomposition temperatures (Tmax). However,
these epoxies showed better thermal stability than unmodified epoxy at
high temperatures (see Figure 7).
The unique properties of cellulose fiber in withstanding bending
force and resisting fracture force mean that epoxy/RCF nanocom-
posites show remarkable enhancements in flexural strength (160%),
Continued on next page

10.1002/spepro.004206 Page 3/4
fracture toughness (350%), impact strength (444%), and impact
toughness (263%) compared to pure epoxy (see Figures 2–5). For ther-
mal stability, we found that adding RCF to epoxy matrix accelerated
the composites’ degradation and reduced Tmax. But, at temperatures
higher than 400ıC, the presence of RCF enhanced thermal stability by
increasing the char yield (see Figure 7).
Inserting HNTs into epoxy/RCF/HNT nanocomposites slightly
increased flexural strength and fracture toughness over unfilled
RCF/epoxy samples. Impact strength decreased after the addition
of HNT to RCF/epoxy samples. Increasing HNT loading gradu-
Figure 6. Scanning electron micrographs showing the fracture surfaces
of epoxy reinforced with (a) 5wt% HNTs and (b) RCF C 5wt% HNTs.
A: Clusters of HNTs. B: Voids.
Figure 7. Thermogravimetric analysis curves of epoxy and epoxy/HNT
nanocomposites, (a) without RCF and (b) with RCF.
ally increased the impact toughness of the RCF/epoxy system by
10.3, 24.1, and 27.6% for HNT content of 1, 3, and 5wt%, re-
spectively. We attributed improved mechanical properties to the
large aspect ratio of HNTs, favorable adhesion and dispersion, and
the suitable extent of intertubular interactions. In contrast, we at-
tributed improved fracture properties to crack bridging, deflection,
and fiber pull-outs (see Figure 6). Adding HNTs to RCF/epoxy
ecocomposites increased thermal stability by increasing the char
yield of composites at high temperatures (see Figure 7). However,
the degradation rate increased after adding HNTs to RCF/epoxy
composites.
Continued on next page

10.1002/spepro.004206 Page 4/4
In summary, we have overcome the brittleness of epoxy and its
lack of environmental friendliness by reinforcing it with both cellu-
lose fibers and halloysite nanotubes. The resultant hybrid nanocompos-
ites show improved physical and mechanical properties. In particular,
incorporating RCF has dramatically enhanced flexural strength, frac-
ture toughness, and impact strength. Similarly, the presence of HNTs
has improved the high-temperature stability of epoxy. Currently, we
are applying this hybrid approach to other thermosetting resins such as
polyester and vinyl-ester resins. Our next goal is to apply this approach
to synthesize green nanocomposites by incorporating nanoclay and cel-
lulose fibers into bioresins to ‘design for recycling’ or ‘cradle-to-grave’
design of environmentally friendly composite materials.
We thank Zied Alothman of King Saud University for assistance with
the thermogravimetric analysis experiment. The collection of syn-
chrotron powder diffraction data was funded by the Australian Syn-
chrotron (PD-1654).
Author Information
It-Meng (Jim) Low and Hatem Alamri
Curtin University
Perth, Australia
References
1. Y. Kojima, A. Usuki, M. Kawasami, A. Okada, Y. Fukushima, T. Karauchi, andO. Kamigaito, Mechanical properties of nylon 6-clay hybrid, J. Mater. Res. 8,pp. 1185–1189, 1993.
2. H. Alamri and I. M. Low, Characterization and properties of recycled cellulose fibre-reinforced epoxy-hybrid clay nanocomposites, Mater. Sci. Forum 654–656, pp. 2624–2627, 2010.
3. I. M. Low, J. Somers, and W. K. Pang, Synthesis and properties of recycled paper-nano-clay-reinforced epoxy eco-composites, Key Eng. Mater. 334–335, pp. 609–612,2007.
4. H. Alamri, I. M. Low, and Z. Alothman, Mechanical, thermal, and morphologicalcharacteristics of cellulose fibre/clay reinforced epoxy nanocomposites, Compos. B,in press.
5. A. Alhuthali, I. M. Low, and C. Dong, Characterisation of water absorption, thermal,and mechanical characteristics of cellulose fibre/clay reinforced vinyl-ester nanocom-posites, Compos. B, in press.
6. H. Alamri and I. M. Low, Microstructural, mechanical, and thermal characteristics ofrecycled cellulose fiber-halloysite-epoxy hybrid nanocomposites, Polym. Compos. 33,pp. 589–600, 2012.
7. I. M. Low, M. McGrath, D. Lawrence, P. Schmidt, J. Lane, and B. A. Latella, Mechan-ical and fracture properties of cellulose fibre-reinforced epoxy laminates, Compos. A38, pp. 963–974, 2007.
8. G. Marsh, Next step for automotive materials, Mater. Today 6, pp. 36–40, 2003.9. I. M. Low, P. Schmidt, J. Lane, and M. McGrath, Properties of rubber-modified
cellulose-fiber-epoxy laminates, J. Appl. Polym. Sci. 54, pp. 2191–2193, 1994.10. H. Alamri, A. Alhuthali, and I. M. Low, Mechanical properties and moisture absorp-
tion behaviour of cellulose-fibre reinforced polymer composites, in F. Willems and P.Moens (eds.), Green Composites: Properties, Design and Life Cycle Assessment,ch. 9, Nova Science Publishers, New York, 2010.
11. I. M. Low, J. Somers, H. S. Kho, I. J. Davies, and B. A. Latella, Fabrication and prop-erties of recycled cellulose fibre-reinforced epoxy composites, Compos. Interfaces 16,p. 659, 2009.
12. H. Alamri and I. M. Low, Characterization of epoxy hybrid composites filled with cel-lulose fibers and nano-SiC, J. Appl. Polym. Sci., 2012. Article first published online:6 April. doi: 10.1002/app.36815
13. A. Alhuthali, H. Alamri, and I. M. Low, Physical flammability and mechanical proper-ties of polymer eco-nanocomposites, in Q. Cheng ed., Fiber-Reinforced Composites,ch. 4, Nova Science Publishers, New York, 2011.
14. I. M. Low, P. Schmidt, and J. Lane, Synthesis and properties of cellulose-fibre/epoxylaminates, J. Mater. Sci. Lett. 14, pp. 170–172, 1995.
c 2012 Society of Plastics Engineers (SPE)







