
Authors:
Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
ADHESIVE
BONDING OF
CARBON FIBERS

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
INDICE
ABSTRACT
1 INTRODUCTION
1.1 General terms [1][8]
1.2 Market
1.3 Carbon fiber reinforced composites [3,4]
1.4 Fiber joint [4] [5]
1.5 Cure and conditioning [4][5][6]
1.6 Adhesive [7] [8]
2. SAMPLE PREPARATION
3. TESTING
3.1 Industrial computed Tomography
3.2 Tensile test
3.3 Fatigue Test
4. DISCUSSION
5. CONLUSION
6. REFERENCES

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
ABSTRACT.
Carbon fiber reinforced composites are used in a wild range of applications: aircraft, cars,
trucks, trains, marine, sport applications. The advantage of reinforced composites is easily
understood, low weight of materials and high mechanical properties increase performance
of the vehicles. The transmission of load between parts of structure can be realized with
bonded or bolted joints. Joints realized with adhesive bonding avoid the local increase of
stress and the consequence risk of failure. For this reason technical research and the
market is moving in the direction of adhesive or hybrid adhesive joints. Makers of Adhesive
suggest many products in relation with the application, in this paper polyurethane and epoxy
adhesives on carbon fibers / epoxy laminate have been studied and tested.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
1. INTRODUCTION
1.1.General terms [1][8]
Adhesive An adhesive is a substance which is capable of holding materials
together in a useful fashion by means of surface attraction. Surface
attraction results from placing a thin layer of adhesive between two
objects.
Adhesive
failure
Failure of a bonded joint between the adhesive
and the substrate.
Bond Line The bond line is the space or gap between two substrates which
contains the adhesive.
Cohesive
Failure
Failure of an adhesive joint occurring primarily
in the adhesive layer.
Cure When an adhesive cures, it is converted from a liquid to a solid state.
This may be accomplished by cooling, loss of solvents or internal
chemical reaction. Curing generally implies some type of physical or
chemical change in the polymer , while hardening or melting is
reversible.
Fixture Time Fixture time is the interval of time between mixing a two part
adhesive and the time a bonded assembly can be removed from the
mould without distortion.
Rheology Rheology is the ability of a material to flow and deform. Adhesives
with good rheology flow easily and break cleanly at the end of a bead.
Stiffness Stiffness is a materials ability to resist deformation when a load
is applied.
Strain Strain is the elastic deformation resulting from stress.
Stress Stress is the internal resistance to change in shape and size.
Substrate A substrate is a material, which is held by an adhesive. Substrate is a
generic term for objects that are being bonded.
Substrate
Failure
Substrate failure is a failure where the
substrate fails itself before the adhesive bond.
Tension Tension is the stress resulting from pulling a material apart.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Thermoplastic A Thermoplastic is a material that will soften when exposed to heat and
can be reworked or re shaped before hardening when cooled.
Toughness Toughness is a measure of a materials ability to absorb energy.
Viscosity Viscosity is the resistance to flow or degree of thickening of a fluid.
Working time Working time is the time between mixing the two components and when
the adhesive becomes no longer useable i.e. skins over and will not ‘wet
out’.
Wetting Wetting is the intimate contact of a liquid and a surface. Good wetting is
only possible if there is good attraction between the surface and the
liquid. Proper wetting of a mating surface is essential for good bonding.
1.2 Market
Market of carbon fiber is moving quickly. Improvements in development and production
made economically accessible the parts realized with carbon fiber composites to a wild
range of customers. Projections of the automotive market (Figure 1) show an important
growth. The saving of weight in all kind of vehicle is a direct improvement of
performances. For the transport market it means a reduction in the fuel consumption.
Market of Adhesive on composite can be considered with the same trend.
Figure 1. Development of carbon composite revenues in US$ million in the market
segment Automotive [2].

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
1.3 Carbon fiber reinforced composites [3,4]
Composite materials consist of a combination of materials that are mixed together to
achieve specific structural properties. The individual materials do not dissolve or merge
completely in the composite, but they act together as one. Normally, the components
can be physically identified as they interface with one another. The properties of the
composite material are superior to the properties of the individual materials from which
it is constructed. An advanced composite material is made of a fibrous material
embedded in a resin matrix, generally laminated with fibers oriented in alternating
directions to give the material strength
and stiffness. The matrix also helps to protect the fibers from in-service effects such as
abrasion and impact.
Main mechanical properties of polymer matrix composites (PMCs) depend on nature of
fibers and the specific direction where are placed. Some fibers, such as carbon, are very
stiff in the fiber direction but could be 50 times lower in the transverse direction. The
behavior of composite strongly depends on the direction of fibers (figure 2), for this
reason these materials are called “anisotropic”. Proper selection of ply orientation in
advanced composite materials is necessary to provide a structurally efficient design.
The matrix resin joins the fiber placed in the same direction and also the different fiber
layers.
Figure 2. Quasi-isotropic material lay up.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Rovings or tows are single filaments of fibers.
Tape unidirectional fibers (figure 3) have been used for a long time in aeronautic and
aerospace industry. In this case fiber are typically impregnated with thermosetting
resins. These products have high strength in the direction of fibers.
Fabric bidirectional fibers (figure 3) are used when mechanical properties shall be
guarantee in the longitudinal and in the transverse directions. These are typically used
not only for automotive but also for aeronautic applications.
Figure 3. Fiber Orientation.
1.4 Fiber joint [4] [5]
Most common applications require particular shape design of carbon fiber components.
Complex shape design of components are not directly applicable on the fiber laminated,
thus the jointing of different part is necessary.
Three types of connections are possible:
- Bolt joints (figure 4)
- Adhesive bonding joints (figure 5)
- Hybrid joints
Figure 4. Bolt joints type.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Figure 5. Adhesive joints type.
In this document only adhesive bonding joints will be discussed.
For thin structures or low load single lap joint, double la joint, double strap joint are
suitable for the connections. The single lap joint is the least capable joint because the
eccentricity of the geometry and the peel stresses generated. Tapered joins are used to
eliminate peel strees in the joint area. In the scarf joint all concentration of stress has
been eliminated, this is the most efficient joint. Stepped lap joint has been developed to
realize a practical solution for the scarf joint.
The adhesive bonded joints are subjected to peel and shear stresses; during the load
application a deformation of joint geometry appears (rotation), in such condition peel
stress acts on the joint. Peel stress concentration in the end areas of the joint generates
interlaminar shear and transverse tensile strength in the fiber adherents with higher
values then the bond area. This will be a probable failure of the laminate.
A proper selection of the joint configuration can reduce or eliminate the peel effects.
Figure 6 describes the geometry effects on the joint strength.
The ductility of the joint shall be considered. Ductile adhesives should be preferable in
order to minimize shear and peel peaks in the bonding layer but this approach reduces
the elastic response of the material. Adhesives with high ductility reduces the industrial
applications.
The stress distribution in the single lap joint has been described in figure 7.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Figure 6. Joint geometry effects. Figure 7. Stress distribution in single lap joint
Resistance of the bonding is strongly related to :
- Overlap length
- End effect
- Bond defect
Overlap length is related with the rotation of the joint under the load. High value of
overlap length reduces peel stress concentration. Effects of the parameter are
described in figure 8.
Square end preparation of adherent bond lines (figure 9 A) concentrates shear stress,
a radius fillets in the bond line and a fillets preparation of the adhesive reduce the
concentration of stress and protect the joint from the environment effects (Figure 9 C).
General types of end bonded joints are shown in figure 10.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Figure 8. Effects of overlap length on the shear stress. Figure 9. End line of bonding
Figure 10. General type of adhesive preparations
Bond defects can be related with the bond process. The first part of the process involves
with the surface preparation while the second part deal with the application of adhesive
and the positioning of the parts (geometrical position and pressure).
Surface preparation is the most critical aspect during the jointing process. The selection
of the proper surface treatment influences the resistance and the durability of the joint.
Task of surface preparation removes contaminants, increase wettability, promotes
micro-mechanical interlocking, and/or chemically modify of surface. The treatment
shall be performed on the thin surface of the adherents; geometry of the laminate and
the mechanical properties of the laminate shall be guarantee. The treatment influences
only the surface of the parts. Figure 11 describes quality level reachable with different
surface preparations. After surface preparation the adherents shall be protected by the
environment elements.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
During the adhesive application of adhesive voids can be realized. The defect reduces the
area of bonding and increases the stress concentration. Adhesive bonding procedure and
training of personnel shall be oriented to eliminate this type of imperfection.
Figure 11. Quality of surface preparation.
1.5 Cure and conditioning [4][5][6]
Thermoset polymeric resins require cure treatment to provide the highest strength,
heat and chemical resistance. The treatment is performed to certain temperature to
complete the cross-linking of polymer chains; this stage is called gelation: the micro
structure of the resin is fixed. If the process temperature is increased over the gelation
the resins achieves the vitrification condition.
Adhesive and plastic substrates of laminates are both polymeric resins, cure
temperature of adhesive shall be sufficiently under the cure temperature of the
laminate resin.
Room temperature cure process can be used for adhesive that are either moisture cure
or condensation cure products; the adhesive is simply allowed to cure at ambient room
conditions. In this case the process requires several hours to cure the material (from
30minutes to 24 hours).
The moisture absorption of the adhesive is a slow process which reduces mechanical
properties and degrades the bonding joint.
The conditioning process accelerates the moisture effects to the test sample in order to
test samples also in the worst conditions. The samples are conditioned at high
temperature (to increase moisture diffusion) and a different relative humidity (RH).
Mechanical properties of adhesive change significantly with different exposure to
humidity and temperature (figure 12 and 13) .
Adhesives should be fully cured prior to conditioning and testing otherwise an adhesive
will continue to cure.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Figure 12. Tensile stress-strain curves for curves
Figure 13. Tensile stress-strain for different water immersion periods different
conditioning temperature

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
1.6 Adhesive [7] [8]
The market offers a wide range of adhesive products (figure 14) ; industrial applications
usually require high strength and certain durability. Durability concerns many different
aspects:
- Moisture resistance
- High temperature resistance
- Low temperature resistance
- Strength peaks resistance
- Elongation
Figure 14. Main mechanical properties of commons adhesives.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Aerospace Structural Adhesives :
- Epoxies: wide range of high-strength adhesives available with a variety of curing &
service temperatures
- Bismaleimide (BMI): High temperature cure/service (up to 300°C)
- Cyanate Ester: Good dielectric properties, Low Coefficient of Thermal expansion
(C.T.E.)
- Hybrids
Automotive & Industrial Adhesives
- Modified Acrylics/Methacrylates: high strength and elongation properties, bonds to
Thermoplastics!
- Polyurethanes: tough/abrasion resistant, good low-temperature adhesion properties
- Silicones: useful for bonding to glass, plastics, & other rubbers
Marine Adhesives
- Polyester: is less expensive than epoxy and is widely used in marine and other
industrial applications
- Polyester is a chemically weak adhesive Vs. epoxy , high degree of shrink inherent to
polyester resin
- Vinyl Ester: higher strength, modulus, and elongation than polyester; both polyesters
& vinyl esters are co-polymerized with polystyrene and release high levels of volatile
organic compounds (VOC’s).
2. SAMPLE PREPARATION
Samples have been realized by the society Blacks Composites srl in Faenza (RA).
Laminates are carbon fibers fabric laminates impregnated with epoxide resin. Laminate
cure has been performed at 100°C for 4 hours. In this work two different adhesive have
been studied: two components epoxy resin with fast hardener (adhesive A) and two
components urethane resin (adhesive B). Two set of tablets have been realized using
adhesive type A and B. All tablets have been catted to realize test samples (Figure 15).

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Figure 15. Design of samples, dimensions in mm.
Sequence of surface preparation are described in table 1.
Table 1.
1) Peel ply removal from the surface
where the central bonding take
place
2) Cleaning with acetone --
3) Adhesive application
4) Distribution of adhesive
5) Clamping the component for 24h
6) Curing at 80°C for 24h --
T = 2,5mm
W = 25mm for all tensile tests
W = 10mm for fatigue tests
ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
3. TESTING
All testing have been performed in TEC Eurolab srl in Campogalliano (MO).
3.1 Industrial Thomography.
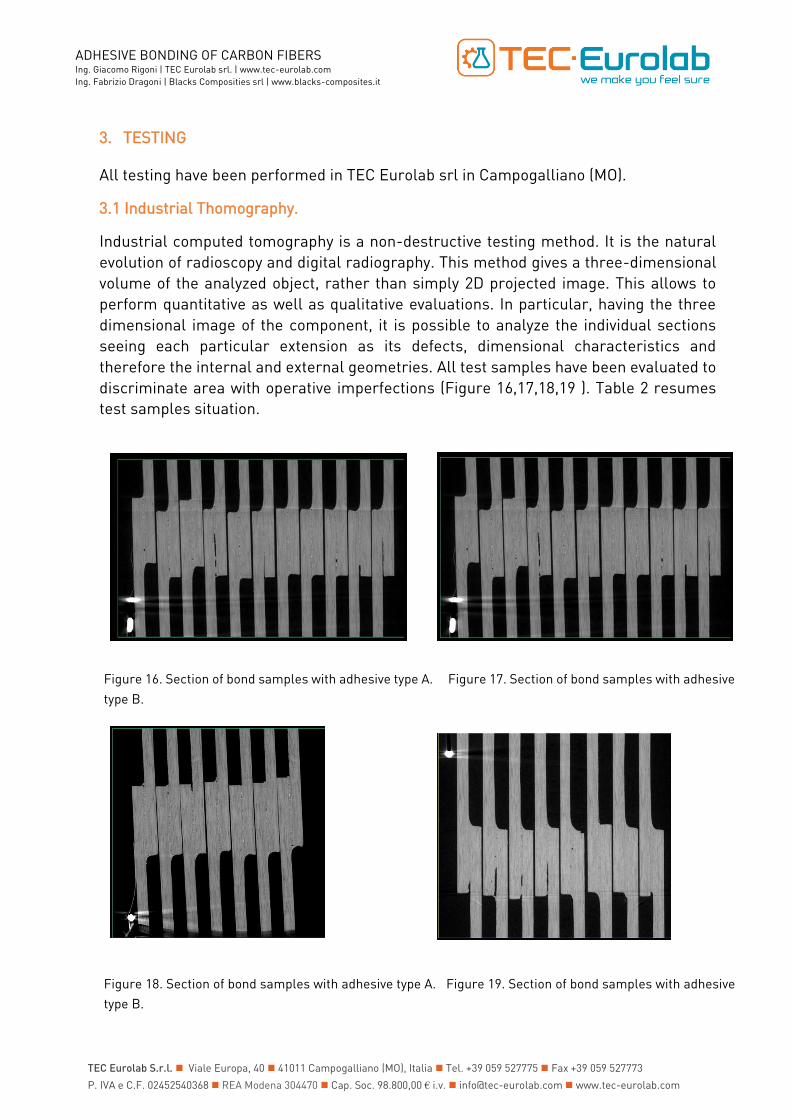
Industrial computed tomography is a non-destructive testing method. It is the natural
evolution of radioscopy and digital radiography. This method gives a three-dimensional
volume of the analyzed object, rather than simply 2D projected image. This allows to
perform quantitative as well as qualitative evaluations. In particular, having the three
dimensional image of the component, it is possible to analyze the individual sections
seeing each particular extension as its defects, dimensional characteristics and
therefore the internal and external geometries. All test samples have been evaluated to
discriminate area with operative imperfections (Figure 16,17,18,19 ). Table 2 resumes
test samples situation.
Figure 16. Section of bond samples with adhesive type A. Figure 17. Section of bond samples with adhesive
type B.
Figure 18. Section of bond samples with adhesive type A. Figure 19. Section of bond samples with adhesive
type B.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
Table 2. Tomography analysis of samples.
1 = Imperfections are 2% of the bond surface
2 = Imperfections are 2-10% of the bond surface (isolated voids)
3 = Imperfections are 10-25% of the bond surface
4 = Imperfections are 25-50% of the bond surface
Samples
type A
Remarks Samples
type A
Remarks Samples
type B
Remarks Samples
type B
Remarks
A1 1 A16 3 B1 4 B16 2
A2 2 A17 2 B2 4 B17 3
A3 2 A18 1 B3 3 B18 3
A4 3 A19 1 B4 3 B19 3
A5 2 A20 2 B5 3 B20 2
A6 4 A21 3 B6 4 B21 4
A7 2 A22 2 B7 2 B22 3
A8 3 A23 1 B8 2 B23 3
A9 3 A24 2 B9 3 B24 2
A10 4 A25 1 B10 4 B25 3
A11 4 A26 2 B11 4 B26 3
A12 1 A27 2 B12 2 B27 3
A13 1 -- -- B13 3 -- --
A14 2 -- -- B14 3 -- --
A15 1 -- -- B15 3 -- --
3.2. Tensile test
Tensile properties have been testes at room and low temperature using Zwik roel
Instruments; table 3 resumes the results.
Table 3. Tensile test results.
Samples
Area of Bonding
mm2
Temperature
°C
Load
N
Tomographic
evaluation
A1 12x25 300 Room T. (RT) 5562 1
A7 12x25 300 Room T. (RT) 5348 2
B7 12x25 300 Room T. (RT) 6749 2
B3 12x25 300 Room T. (RT) 6169 3
A5 12x25 300 -40C 4928 2
A8 12x25 300 -40C 4493 3
B4 12x25 300 -40C 5989 3
B8 12x25 300 -40C 6024 2
Tensile stress-strain curves.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
3.3 Fatigue test
Fatigue test have been perform with the target to generate Wohler curves of the
joints. Table 4 resumes the results.
Table 4. Fatigue test results.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
4. DISCUSSION
Static resistance of polyurethane bonding resin results higher than epoxy, at room
temperature and at low temperature. Fatigue resistance performance of polyurethane
resin is lower than epoxy. Most of industrial application are related with fatigue
resistance, so these data should be considered with attention. Watching results, two
different considerations could be discussed:
1) The quality of adhesive bonding is strongly different. Tomographic examination
evidences a high percentage of no bonded areas in the sample where adhesive type
B has been used. During the application an higher viscosity has been detected. Thus
probably caused a reduced wettability of the adhesive resin on the composite layer.
The imperfections could be considered “operative” imperfections.
A better surface preparation with an higher temperature of resin during application
could improve the situation.
2) Typology of epoxy resin used. For the tests analysis a fast hardener of resin has been
selected. This product accelerates production processes ( Clamping time, gel time)
and reduces viscosity (compared with extra slow hardener additives) but elevate the
possible risk of damages during the single phases of the production process (fast
hardener has got a short pot life) .
When different bonding products are used, specific bonding procedure shall be realized.
The same procedure cannot be used for all bonding adhesives. Constructor of adhesive
do not explain clearly how to use the product. Wettability of the surfaces is one of the
most important variables to be considered during the process; Wettability is strongly
related with the surface preparation, the viscosity of the product and the method of
application. The removal of peel ply from the surface shall be performed with attention;
it could leave small fractured peaks of resin on the surface. An other important point of
the discussion is the percentage of moisture in the adhesive bonding. All tests have been
performed on dry samples, in ideal condition. Real applications are influenced by the
percentage of moisture and the working temperature. Future studies will analyze these
points of view
5. CONCLUSION
Target of analysis has been focused on the fatigue resistance of the bonded joints;
thanks to the tests performed it has been demonstrated the best performance of epoxy
resin with fast hardener in standard conditions. But polyurethane resin realizes
interesting results; improvements on surface preparation and application procedures
are probably the key to produce bonded joints with results close to the epoxy resin used.

ADHESIVE BONDING OF CARBON FIBERS Ing. Giacomo Rigoni | TEC Eurolab srl. | www.tec-eurolab.com
Ing. Fabrizio Dragoni | Blacks Composities srl | www.blacks-composites.it
TEC Eurolab S.r.l. Viale Europa, 40 41011 Campogalliano (MO), Italia Tel. +39 059 527775 Fax +39 059 527773
P. IVA e C.F. 02452540368 REA Modena 304470 Cap. Soc. 98.800,00 € i.v. [email protected] www.tec-eurolab.com
6. REFERENCES
1 “Guide to Bonding, plastics composites and metals”: Plexus structural Adhesive.
2 “Composites Market Report 2014” – Carbon composites AVK IndustrieVereinigung Verstarkte
Kunstoffe.
3 “Advanced composite materials” FAA (Federal Aviation Administration) airframe handbook.
4 “Composite Materials Handbook” Vol.3. Published by SAE International on behalf of CMH-17,
division of Wichita State University.
5 “Measurement Good Practice Guide No. 47 - Preparation and Testing of Adhesive Joints” Bill
Broughton and Mike Gower. NPL Materials Centre. National Physical Laboratory.Teddington,
Middlesex, United Kingdom, TW11 0LW.
6 “Measurement Good Practice Guide No. 28 - Durability Performance of Adhesive Joints” Bill
Broughton. Centre for Materials Measurement and Technology National Physical Laboratory
Teddington, Middlesex, United Kingdom, TW11 0LW.
7 http://www.adhesivesmag.com/articles/85733-elastic-structural-adhesives-by-hybrid-
technology
8 Presentation “Adhesive Bonding of Composites” Michael J. Hoke, Abaris Training Inc.







