
Advantages of Additive Manufacturing for
Tool & Die Industry
The Future in
Metal Manufacturing
Vishwanath S H -INTECH DMLS Pvt. Ltd.

www.intech-dmls.in
• INTECH DMLS PVT. LTD is in the field of producing laser sintered products using Direct
Metal Laser Sintering technology.
• We provide a complete solution from concept design to fully built functional part.
• INTECH DMLS has the largest installation of commercially available EOS DMLS 3D
printers in India and fully equipped design office, machine shop and post processing
facility. Hence with all these in- house capabilities we are poised very well to offer an end
to end service in the Additive Manufacturing space (aka 3D Printing).
• INTECH DMLS Pvt. Ltd., is a ISO 9001:2008 & AS 9100C company, located in
Bangalore, India.
Introduction to INTECH DMLS

www.intech-dmls.in
At INTECH DMLS we manufacture precision parts for:
• Tool and Die: Injection Moulding & Die Casting Application
• Aerospace
• General Engineering
• Medical
Verticals We Address:

3D Printing Metal Technology – Process chain
Direct Metal Laser Sintering
&
Materials
www.intech-dmls.in
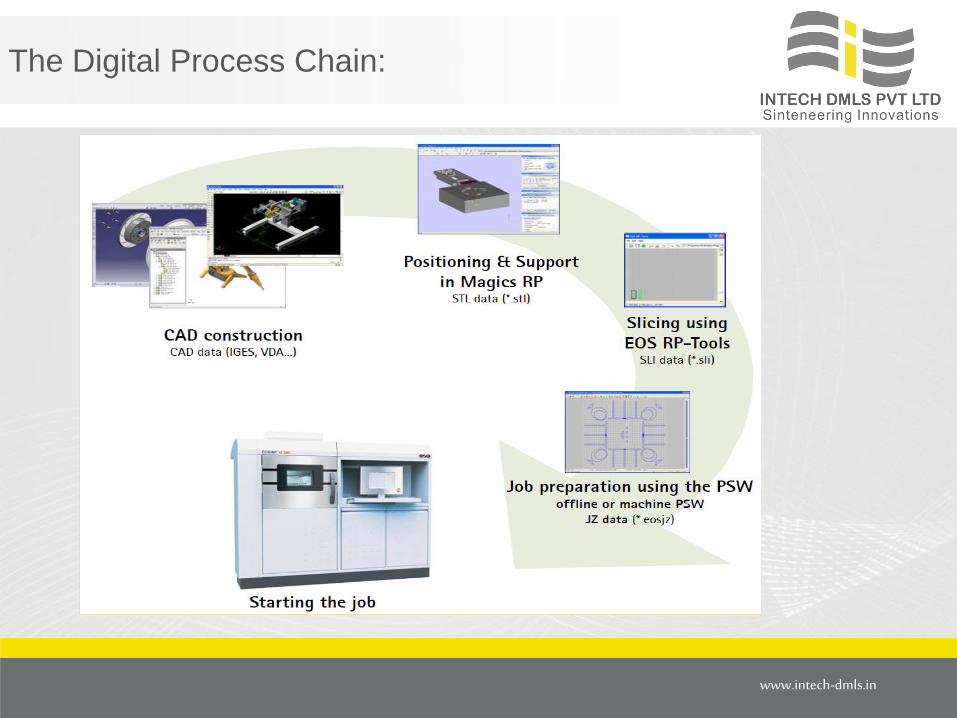
The Digital Process Chain:
www.intech-dmls.in

Definition of Laser-Sintering
"A family of methods which manufacture solid parts by solidifying powder-like materials layer-
by-layer by exposing the surface of a powder bed with a laser beam“
Material (Powder) PartLaser Sintering
Source: EOS
About DMLS Technology:
www.intech-dmls.in


www.intech-dmls.in
EOS M280 Platform Dimension
Platform capacity to
build DMLS parts.
X : 250mm
Y : 250mm
Z : 325mm Build Platform
Direct Parts along with the Supports Direct Tool
www.intech-dmls.in
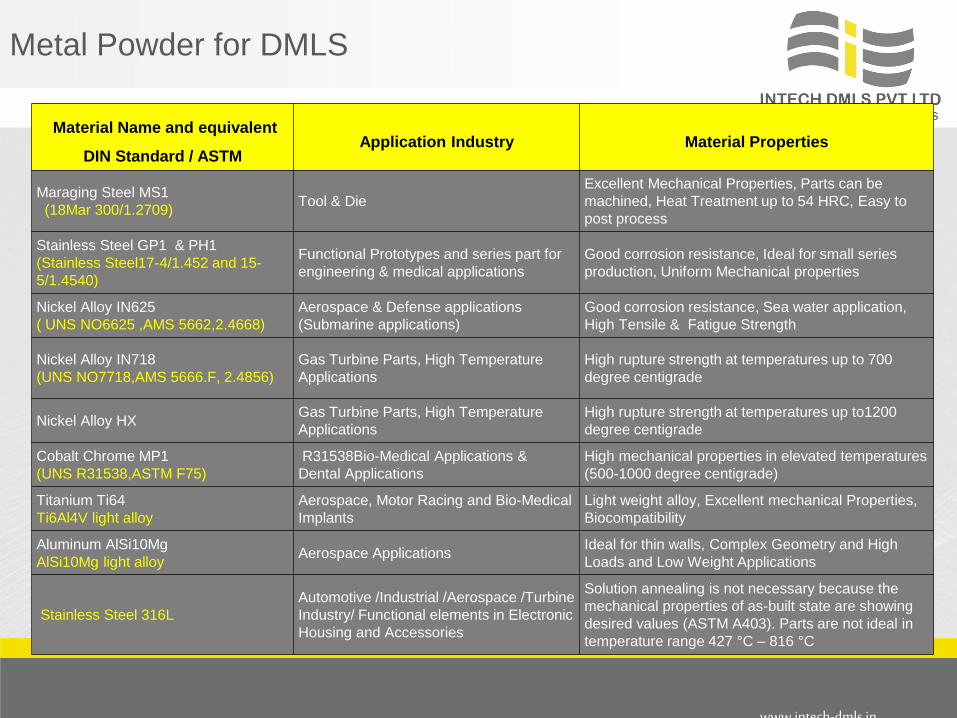
Material Name and equivalent
DIN Standard / ASTMApplication Industry Material Properties
Maraging Steel MS1
(18Mar 300/1.2709)Tool & Die
Excellent Mechanical Properties, Parts can be
machined, Heat Treatment up to 54 HRC, Easy to
post process
Stainless Steel GP1 & PH1
(Stainless Steel17-4/1.452 and 15-
5/1.4540)
Functional Prototypes and series part for
engineering & medical applications
Good corrosion resistance, Ideal for small series
production, Uniform Mechanical properties
Nickel Alloy IN625
( UNS NO6625 ,AMS 5662,2.4668)
Aerospace & Defense applications
(Submarine applications)
Good corrosion resistance, Sea water application,
High Tensile & Fatigue Strength
Nickel Alloy IN718
(UNS NO7718,AMS 5666.F, 2.4856)
Gas Turbine Parts, High Temperature
Applications
High rupture strength at temperatures up to 700
degree centigrade
Nickel Alloy HX Gas Turbine Parts, High Temperature
Applications
High rupture strength at temperatures up to1200
degree centigrade
Cobalt Chrome MP1
(UNS R31538,ASTM F75)
R31538Bio-Medical Applications &
Dental Applications
High mechanical properties in elevated temperatures
(500-1000 degree centigrade)
Titanium Ti64
Ti6Al4V light alloy
Aerospace, Motor Racing and Bio-Medical
Implants
Light weight alloy, Excellent mechanical Properties,
Biocompatibility
Aluminum AlSi10Mg
AlSi10Mg light alloyAerospace Applications
Ideal for thin walls, Complex Geometry and High
Loads and Low Weight Applications
Stainless Steel 316L
Automotive /Industrial /Aerospace /Turbine
Industry/ Functional elements in Electronic
Housing and Accessories
Solution annealing is not necessary because the
mechanical properties of as-built state are showing
desired values (ASTM A403). Parts are not ideal in
temperature range 427 °C – 816 °C
Metal Powder for DMLS
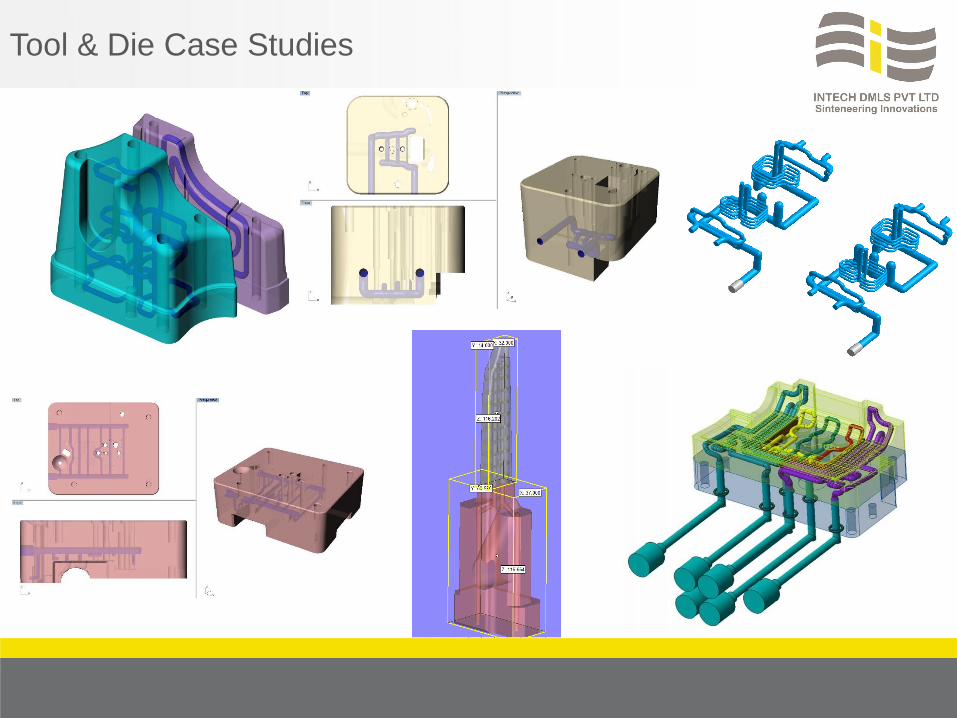
Tool & Die Case Studies

Conformal Cooling Design for SPACO Mould Inserts
Customer : Date : 25 July 2014
Analysis Done by : INTECH DMLS PVT LTDPart No :

www.intech-dmls.in
Additive Manufacturing for Injection Mould Inserts: SPACO Case Study
Challenge: Build an insert for a injection moulding application Reduction in cooling time Reduction in cycle time Part quality issues because of lower part cooling efficiency
Solution: Cooling system optimisation Insert built in Maraging Steel MS1 metal powder and Additive Manufacturing technology
Benefits: 63% reduction in part cooling time 31% reduction in cycle time Overall part displacement is well within the tolerance

Comparison Chart: Existing Design vs. Conformal Cooling |
SAPCO Project
Existing Design Conformal Cooling Design
Part Volumetric Shrinkage: 6.47% Part Volumetric Shrinkage: 6.4%
Total Part Displacement: 0.6 mm Total Part Displacement: 0.57 mm
Part / Cooling Centre Temperature: 176.28 degree centigrade
Part / Cooling Centre Temperature: 97.34 degree centigrade
Part Cooling Time: 19 seconds Part Cooling Time: 7 seconds
Cycle Time: 25 seconds Cycle Time: 17.2 seconds
Part / Pack Shear Stress: 2.6 mpa (average) Part / Pack Shear Stress: 1.2 mpa (average)

www.intech-dmls.in
Scope of Work & Images of the insertsScope of Work:
• Technical feasibility study was prepared for additive manufacturing• Design and Simulation of conformal cooling channels• Preparation of the final simulation report using Moldex 3D software (CFD analysis software) • 4 no of Core and Cavity inserts where built using Additive Manufacturing technology• Post process operations like: Basic machining for support removal, heat treatment up to 54 HRC and surface treatment operations
were carried out on all the 8 inserts
Images of the inserts:

Conformal Cooling Design for Car Seat Handle Mould Inserts
Analysis Done by : INTECH DMLS PVT LTDPart No : Car Seat Handle
Customer : Date : 12 Nov 2014
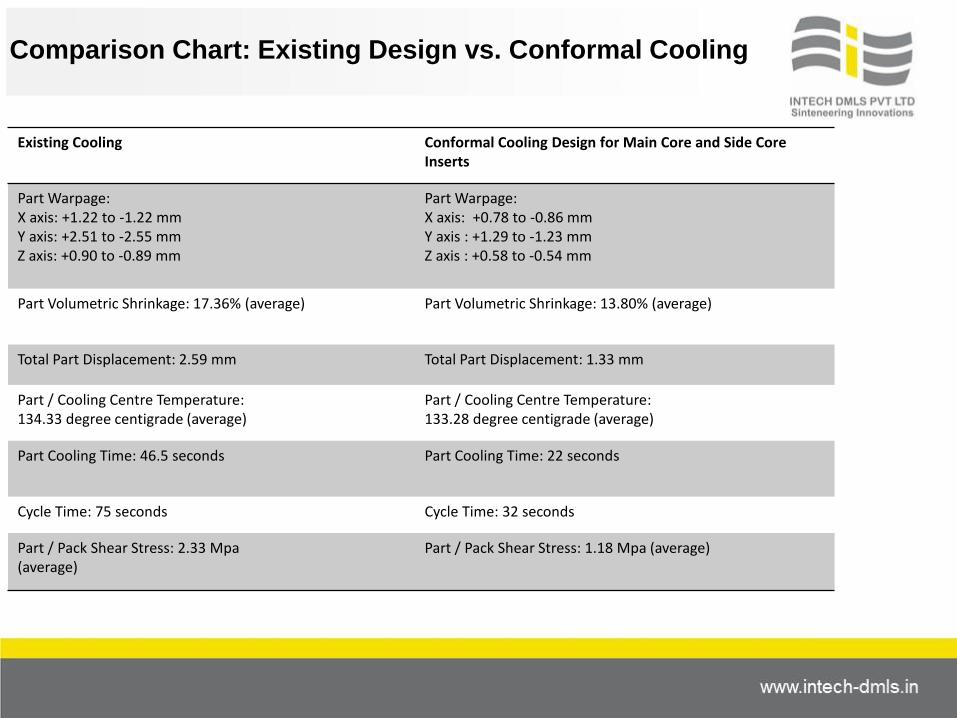
Existing Cooling Conformal Cooling Design for Main Core and Side Core Inserts
Part Warpage: X axis: +1.22 to -1.22 mmY axis: +2.51 to -2.55 mmZ axis: +0.90 to -0.89 mm
Part Warpage: X axis: +0.78 to -0.86 mmY axis : +1.29 to -1.23 mmZ axis : +0.58 to -0.54 mm
Part Volumetric Shrinkage: 17.36% (average) Part Volumetric Shrinkage: 13.80% (average)
Total Part Displacement: 2.59 mm Total Part Displacement: 1.33 mm
Part / Cooling Centre Temperature: 134.33 degree centigrade (average)
Part / Cooling Centre Temperature: 133.28 degree centigrade (average)
Part Cooling Time: 46.5 seconds Part Cooling Time: 22 seconds
Cycle Time: 75 seconds Cycle Time: 32 seconds
Part / Pack Shear Stress: 2.33 Mpa(average)
Part / Pack Shear Stress: 1.18 Mpa (average)
Comparison Chart: Existing Design vs. Conformal Cooling
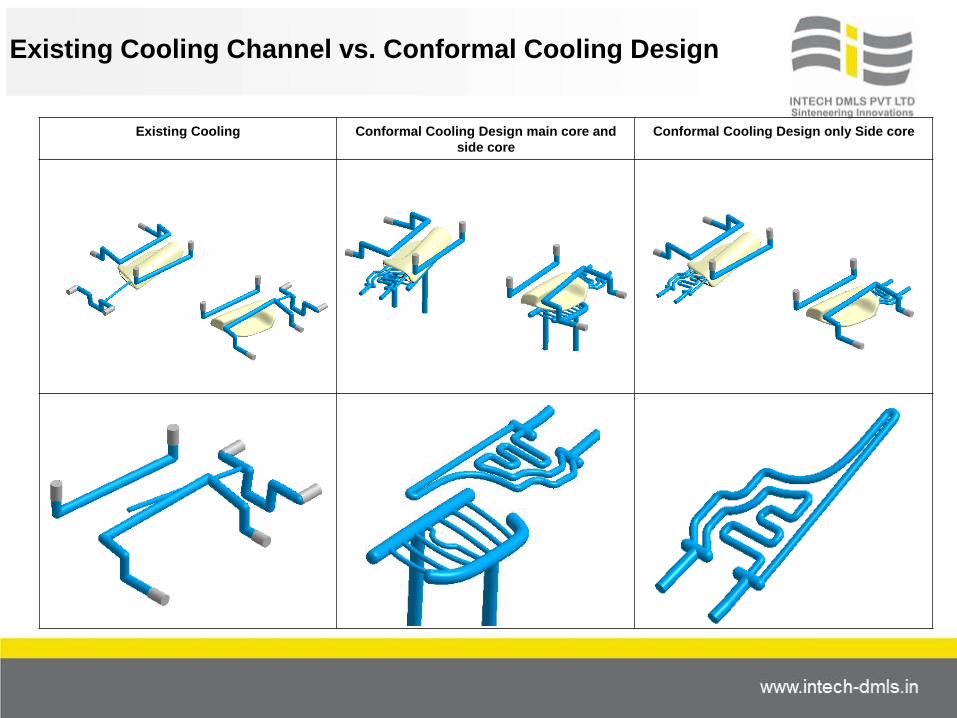
Existing Cooling Channel vs. Conformal Cooling Design
Existing Cooling Conformal Cooling Design main core and
side core
Conformal Cooling Design only Side core

Conformal Cooling Design for 83 mm Hatsun Mould Inserts
Analysis Done by : INTECH DMLS PVT LTDPart No : Hatsun 83 dia Cap
Customer : Date : Oct 2014

Existing Cooling Conformal Cooling Design
Part Warpage: X axis: +1.34 to -1.33 mmY axis: +1.42 to -1.42 mmZ axis: + 0.31 to - 0.37 mm
Part Warpage: X axis: +1.27 to -1.30 mmY axis : +1.29 to -1.25 mmZ axis : +0.31 to -0.36 mm
Part Volumetric Shrinkage: 12.11% (average) Part Volumetric Shrinkage: 12.86 % (average)
Total Part Displacement: 1.44mm Total Part Displacement: 1.32 mm
Part / Cooling Centre Temperature: 139.23 degree centigrade (average)
Part / Cooling Centre Temperature: 120.72 degree centigrade (average)
Part Cooling Time: 16 seconds Part Cooling Time: 6 seconds
Cycle Time: 26 seconds Cycle Time: 15.7 seconds
Part / Pack Shear Stress: 1.90 MPa Part / Pack Shear Stress: 1.89 Mpa (average)
Comparison Chart: Existing Design vs. Conformal Cooling
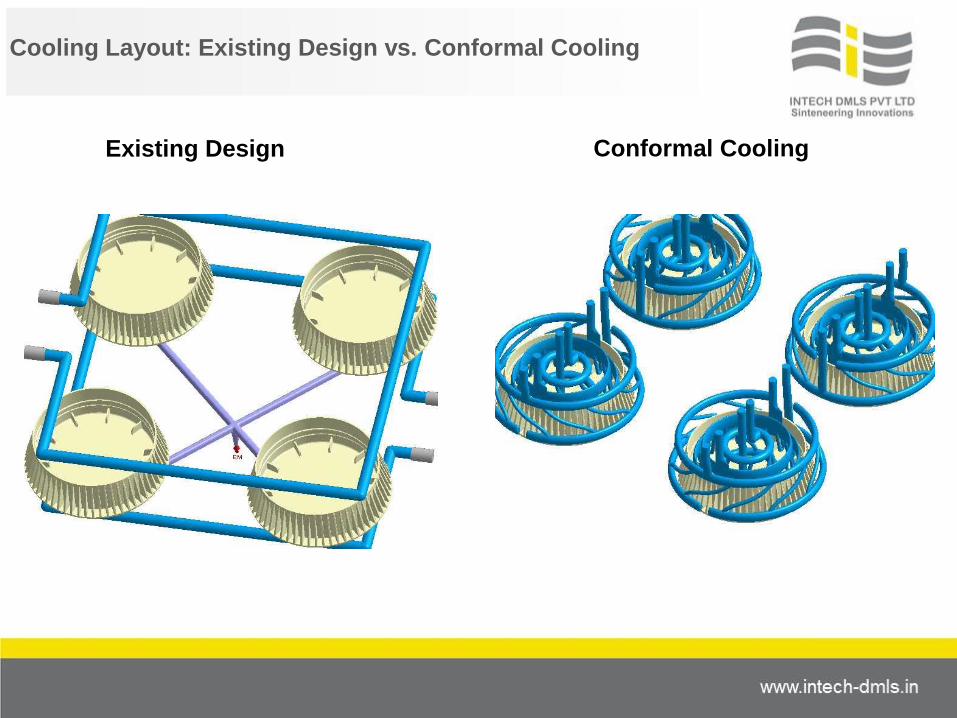
Cooling Layout: Existing Design vs. Conformal Cooling
Existing Design Conformal Cooling
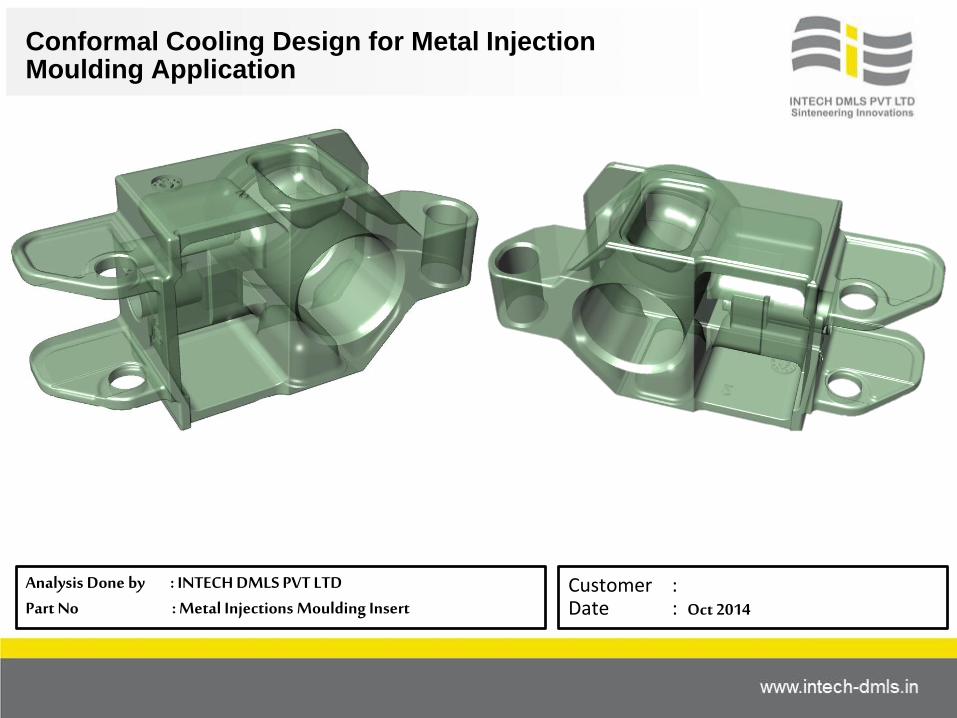
Conformal Cooling Design for Metal Injection Moulding Application
Analysis Done by : INTECH DMLS PVT LTDPart No : Metal Injections Moulding Insert
Customer : Date : Oct 2014
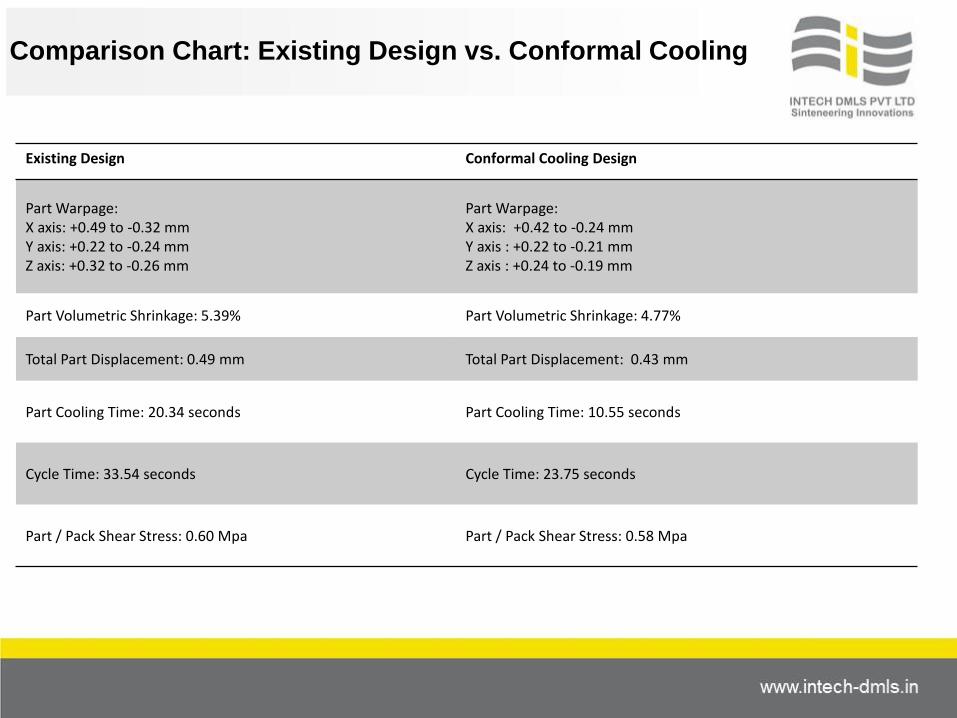
Existing Design Conformal Cooling Design
Part Warpage: X axis: +0.49 to -0.32 mmY axis: +0.22 to -0.24 mmZ axis: +0.32 to -0.26 mm
Part Warpage: X axis: +0.42 to -0.24 mmY axis : +0.22 to -0.21 mmZ axis : +0.24 to -0.19 mm
Part Volumetric Shrinkage: 5.39% Part Volumetric Shrinkage: 4.77%
Total Part Displacement: 0.49 mm Total Part Displacement: 0.43 mm
Part Cooling Time: 20.34 seconds Part Cooling Time: 10.55 seconds
Cycle Time: 33.54 seconds Cycle Time: 23.75 seconds
Part / Pack Shear Stress: 0.60 Mpa Part / Pack Shear Stress: 0.58 Mpa
Comparison Chart: Existing Design vs. Conformal Cooling

Cooling Layout: Existing Design vs. Conformal Cooling
Existing Design Conformal Cooling
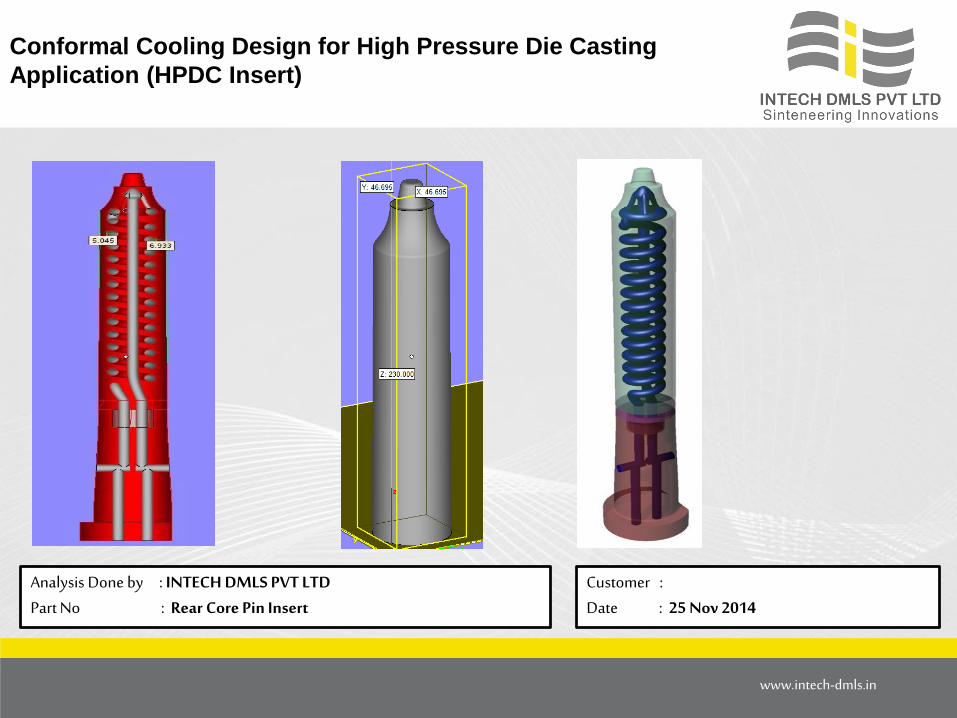
Conformal Cooling Design for High Pressure Die Casting
Application (HPDC Insert)
Customer : Date : 25 Nov 2014
Analysis Done by : INTECH DMLS PVT LTDPart No : Rear Core Pin Insert
www.intech-dmls.in

Additive Manufacturing for Pressure Die Casting
HPDC Application
Benefits: 30% reduction in part cooling time Concept called HYBRID TOOLING was adopted to reduce the additive manufacturing time
and to offer a cost effective solution Overall part displacement is well within the tolerance The project execution time was 2 weeks Awaiting customer Input for reduction in cycle time
www.intech-dmls.in

Scope of Work & Images of the inserts
Scope of Work:
• Technical feasibility study was prepared for additive manufacturing• Designing of conformal cooling channels• 1 no of core pin insert was built using Additive Manufacturing technology• Post process operations like: Basic machining for support removal, heat treatment up to 46 HRC and surface treatment operations
were carried out on the core pin insert
Images of the inserts:
www.intech-dmls.in

Infrastructure at
INTECH DMLS
www.intech-dmls.in
Uni Graphics:
NX Mach 3 Advanced Machining
(Integrated CAD & CAM tool for multi axes machining)
Turbo Machining for blades
Moldex3D for flow simulation and conformal cooling.
Rhinoceros 5 for preparation of 3D cooling
Calypso & Curve for CMM
Engineering Software Infrastructure
www.intech-dmls.in

Additive Manufacturing Infrastructure: EOS M280
3 EOS M280: State-of-the-art system for producing highest-quality metal parts
www.intech-dmls.in
• 5-Axis vertical machining center
• 3-Axis vertical machining center
• CNC turning center
• High precision drilling
• Turn Mill Centre
• 4th Axis vertical machining center
• In house Heat Treatment Facility
• In house Post Processing / Surface Treatment Facility
• Chemistry – Spectrometer
• Dimensional measurements –CMM
• Established sources for DT/NDT testing and post processing
Infrastructure for Machinery, Post Processing &
Certifying Equipment
www.intech-dmls.in
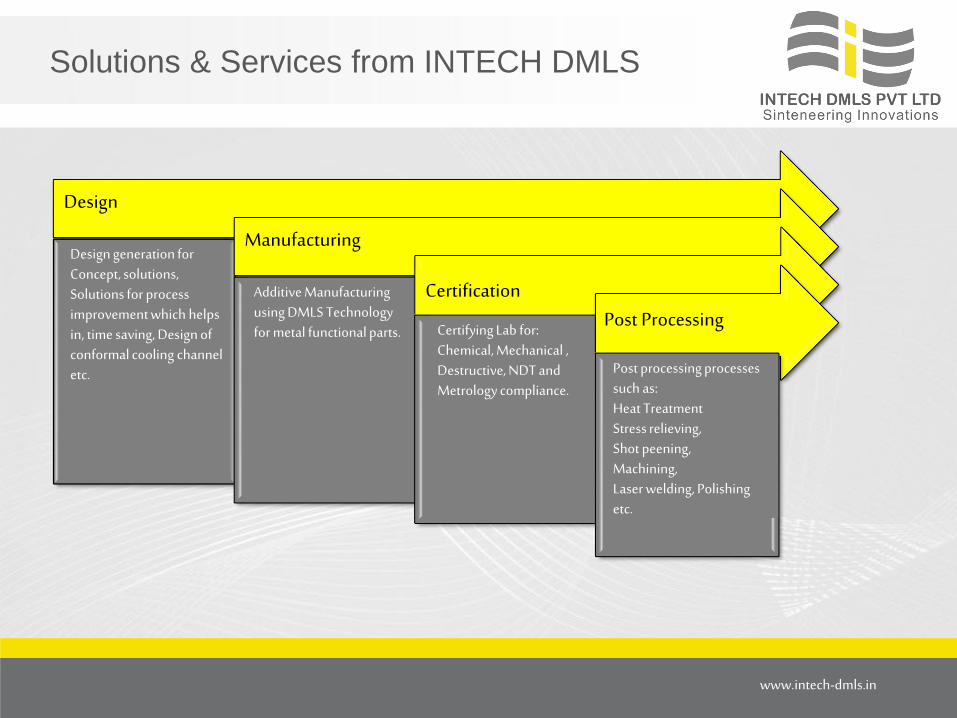
Design
Design generation for Concept, solutions,Solutions for process improvement which helps in, time saving, Design of conformal cooling channel etc.
Manufacturing
Additive Manufacturing using DMLS Technology for metal functional parts.
Certification
Certifying Lab for: Chemical, Mechanical , Destructive, NDT and Metrology compliance.
Post Processing
Post processing processes such as:Heat Treatment Stress relieving,Shot peening,Machining,Laser welding, Polishing etc.
Solutions & Services from INTECH DMLS
www.intech-dmls.in
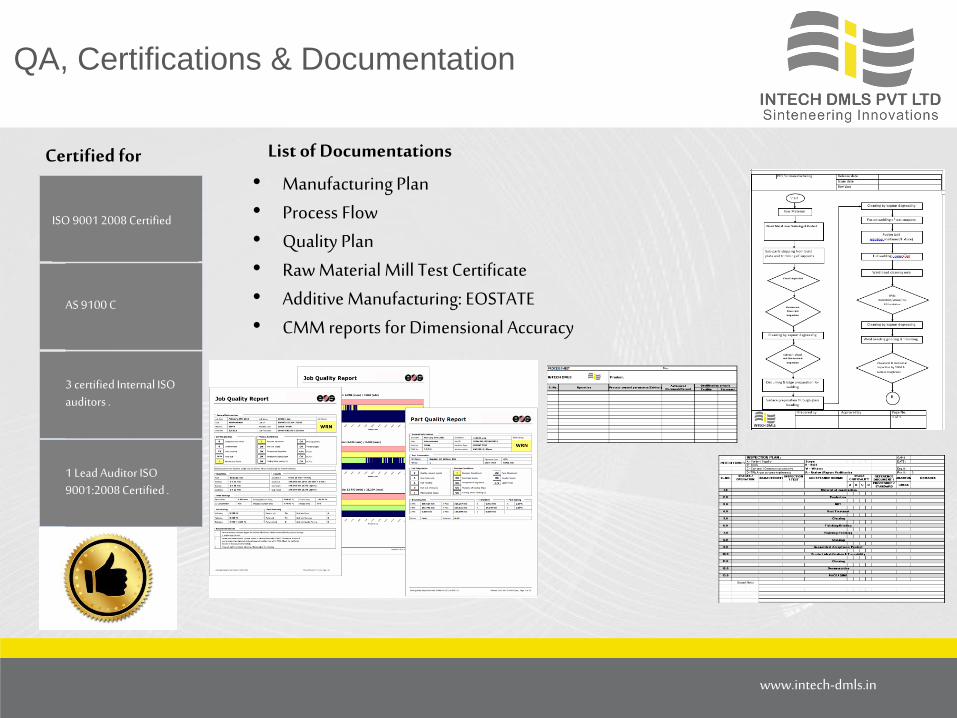
QA, Certifications & Documentation
ISO 9001 2008 Certified
AS 9100 C
3 certified Internal ISO auditors .
1 Lead Auditor ISO 9001:2008 Certified .
Certified for• Manufacturing Plan • Process Flow • Quality Plan• Raw Material Mill Test Certificate• Additive Manufacturing: EOSTATE• CMM reports for Dimensional Accuracy
List of Documentations
www.intech-dmls.in
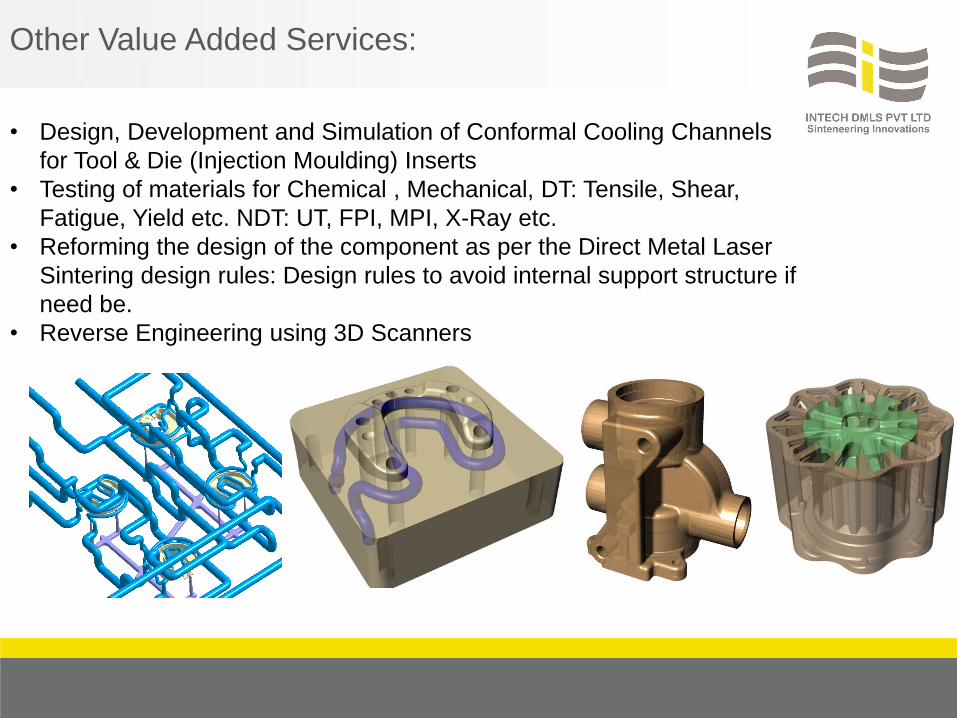
Other Value Added Services:
• Design, Development and Simulation of Conformal Cooling Channels
for Tool & Die (Injection Moulding) Inserts
• Testing of materials for Chemical , Mechanical, DT: Tensile, Shear,
Fatigue, Yield etc. NDT: UT, FPI, MPI, X-Ray etc.
• Reforming the design of the component as per the Direct Metal Laser
Sintering design rules: Design rules to avoid internal support structure if
need be.
• Reverse Engineering using 3D Scanners
Any Questions?
www.intech-dmls.in
Thank you !
INTECH DMLS PVT LTD.
B-117, 3rd Main Road,
2nd stage, Peenya Industrial Area, Bangalore: 560058 INDIA
+91 80 41744668
+91 9886409905
www.intech-dmls.in
Contact Us
www.intech-dmls.in







