
Al Alloy specification
Issue 2017-01 Page 1
of 45
Alloy specifications
for aluminum
casting alloys
in pig
and liquid form
Albert Handtmann
Metallgusswerk GmbH & Co.KG
Handtmann
Leichtmetallgießerei Annaberg
Frohnau
Handtmann Slovakia
Arthur-Handtmann-Straße 25 -
31
Sehmatalstraße 16
Trat ová 9
D-88400 Biberach
D-09456 Annaberg-Buchholz
SK-04018 Ko ice
Phone: +49 -
73 51 / 3 42-0
Phone: +49 -
37 33 / 89-0
Phone: +421 -
556223391
Engineering / Quality Control:
Martin Küfer, extension: -6119
Engineering / Quality Control:
Heiko Blei, Extension: -9322
Engineering / Quality:
Martin Küfer
Purchasing
Biberach:
Mark Schneider Ext.: -6562
Scheduling Annaberg:
Anne Reinhold, Extension: -9239
Diana Hiller
Scheduling Slovakia:
Diana Hiller
Scheduling
Biberach:
Diana Hiller Ext: -6554
Email: [email protected]
Internet http://www.handtmann.de
Issue date 2017-01
Released:
-
For Engineering:
GFP -
Josef Ludwig
-
For Quality Management:
Q -
Peter Steil
Scope and term of validity
These specifications apply to all
aluminum
casting alloys supplied to the
above-mentioned Handtmann organizations.
These alloy specifications also apply
to purchase orders to DIN EN 1676, with the exception of the elements indicated in tables chemical composition .
The German version of the alloy specifications shall be binding.
These specifications are valid from 01.01.2017
and shall supersede all previous issues.
DIN ISO 16016 shall apply with regards to the restriction of use of this document.
Al Alloy specification
Issue 2017-01 Page 2
of 45
Table of contents
1.
References
to standards and general restrictions
3
2.
Inspection certificate, origin of goods
and environmental protection
5
3.
Marking of ingot
stacks
7
4.
Stack condition
9
5.
Loading
of vehicle for material transport (only for ingots)
11
6.
Initial sample
inspection of metals
11
7.
Supplier quality monitoring
14
8.
Incoming metal inspection
17
9.
Directions
18
10.
Alloy specifications
21
11.
Note on the restricted use of this specification
45
Al Alloy specification
Issue 2017-01 Page 3
of 45
1.
References to standards and general restrictions
1.1
General Purchasing Conditions
The general purchasing conditions apply, which may be mailed
on request, as well as the framework and quality agreements.
1.2
Standard
The standard to which these alloy specifications frequently refer is DIN EN 1676, in the version valid at each
time (at the time this specification
is issued: Issue June 2010).
1.3
Material testing
1.3.1
Testing at supplier s/ manufacturer s
Sampling and testing shall be executed in accordance with internal
specifications laid down in writing, usually simultaneously with the casting,
over a representative cross section of the batch produced. All
individual results must lie within the limits of these alloy specifications.
The necessary quality requirements must be ensured by means of suitable testing and monitoring procedures and documented for later reference.
1.3.2
Testing of chemical composition at handtmann
For block material, the testing is done batch-related by means of
a spectral analysis over a representative cross section of disks taken from the
pig. In case
of doubt, approx. 0.5 kg of a pig
may be remolten and cast as a sample (plate test)
for a subsequent spectral analysis.
From each incoming liquid metal container a sample is taken and a plate test made, for a later spectral analysis.
Testing may be dynamized, i.e. increased, reduced or set to skip lot .
1.4
Rounding rules (to DIN EN 1780-3)
The test results of the chemical analyses must indicate
the number
reflecting the result for
each of the elements specified
in these alloy specifications
with
at least the same number of decimal points as the respective number
in the alloy specifications to which reference is made.
The following rounding rules apply:
a)
If
the digit
immediately behind
the last digit
to be kept is smaller than 5, the
last digit
to be kept remains unchanged. (e.g. in the case of one
decimal, 0.14 becomes 0.1);
b)
If the digit
immediately behind
the last digit
to be kept is larger than 5 or is 5, and is followed by at least one more digit
that is not zero, the last digit
to be kept will be increased by one (e.g. in the case of
2 decimals: 1.0451 becomes 1.05);
c)
If the digit immediately behind
the last digit
to be kept is 5 and is only followed by zeros, the last digit
to be kept remains unchanged, provided it is an even number, and is increased
by one if it is an uneven number (e.g. in the case of two decimals: 0.3550 becomes
0.36 or 0.3450 becomes
0.34).
The rounded figure may not exceed the limit values.

Al Alloy specification
Issue 2017-01 Page 4
of 45
1.5
Weight %
All indications referring to
the
composition apply in weight percentage.
1.6
Testing for radioactive radiation at the supplier s
Testing must be done on the material ready for shipping. The contents of the Ordinance
for
the protection from ionizing
radiation damage (Radiation Protection Ordinance)
apply,
in the version valid at each time,
as
issued by the Federal
Ministry for Environment, Environmental Protection and Reactor Safety.
1.7
Admissible admixtures
The admissible admixtures indicated are binding, provided that
there is no restriction on them in the individual alloys specified under section 10.
Feature
Remelt alloys
Primary alloys
Individual
max. 0.05
max. 0.03
Total
max. 0.15
max. 0.10
Aluminum
rest
rest
1.8
General limitations
The general limitations indicated are binding if there is no restriction on them in the individual alloys specified under section 10.
Element/Parameter
Remelt alloys
Primary alloys
Calcium (Ca)
max. 0.0030
max. 0.0020
Antimony
(Sb)
max. 0.010
max. 0.0050
Cadmium (Cd)
max. 0.0075
max. 0.0075
Bismuth (Bi)
max. 0.010
max. 0.0050
Mercury (Hg)
max. 0.10
max. 0.10
Radioactive radiation
Acc. to the ordinance
mentioned in Para. 1.6, the
following applies at the time of issue of the specification:
max. 1 mSv/a (Millisievert per
annum)
or max. 0.12
Sv/h (Microsievert per hour)

Al Alloy specification
Issue 2017-01 Page 5
of 45
2.
Inspection
certificate, origin of goods
and environmental protection
2.1
Inspection certificate to DIN EN 10204
An inspection certificate 3.1 (alternatively a German Abnahmeprüfzeugnis or French Certificat de reception 3.1) shall be enclosed with every delivery, regardless if in ingot
or liquid form.
Excerpt from DIN EN 10204:
Inspection certificates 3.1 confirm that the goods supplied conform to
the purchase order, indicating the results of the specific tests carried out.
A person
commissioned by the manufacturer,
who is
independent of the production department, shall confirm this certificate.
One inspection certificate 3.1 per shipment
shall suffice.
2.2
Contents of inspection certificate
2.2.1
Purchase order number / part number
Metal goods flows are controlled via a PPS system. An
indication of the PO number and the part number, which must be clearly evident from the purchase order, is therefore manda-tory. Failure to indicate the PO number and the part number may lead to mistakes during data
entry, which may seriously affect our metal inventory
and interfere with
commercial processing.
2.2.2
Alloy specifications
The inspection certificate 3.1 to DIN EN 10204 must be enclosed with every manufactured batch and
contain
the chemical composition of the elements given in this alloy specification, also the elements/parameters indicted under section 1.8 (general restrictions) as well as
all other requirement (e.g. temperature at delivery, state structure etc.) if prescribed.
2.2.3
Radioactive radiation
If material ready for shipping does not show an increased radioactive radiation exceeding the natural radiation (background contamination), a written confirmation of this condition is sufficient.
However, if the radioactive radiation of material ready for shipping
is above the background contamination, the value measured
must be indicated in
mSv/a (Millisievert per annum)
or Sv/h (Microsievert per hour). However, if it does not exceed the limit value indicated in para.1.8, it is also permissible to indicate the
maximum
permissible
value (e.g. < 1 mSv/a
or <0.12 Sv/h).

Al Alloy specification
Issue 2017-01 Page 6
of 45
2.3
Origin of goods
The origin of the goods must be indicated in the documents provided, indicating the production location and the name of the producer.
2.3.1
Producer / production location
The origin of the goods, together with the production location and the name of the producer, must be indicated in the documents provided.
2.3.2
Ban on raw materials from conflict countries
No materials from countries in conflict, that is raw materials such as tantalum, tin, tungsten and gold, may be used for the production of aluminum; or if used, must come with documentation evidencing that they originate from conflict-free countries. Conflict-free materials are raw materials
that do not finance, either directly or indirectly, armed groups in the Democratic Republic of Congo and its neighboring countries by mining or trade.
2.4
Environmental protection
The stacks must be bound with aluminum
straps, or alternatively
with plastic straps; plastic hoods are not allowed
Exceptions
(only for continuous casting)
Either Fe-straps, or
additional plastic hoods (in connection with Al or plastic straps)
are permissible
Corrosion on the ingots supplied is
not permitted
Note for melting facilities of the Handtmann company
Plastic straps may be melted together with the metal only if an approval from the competent authority is available for the melting furnaces.
In all other cases the plastic straps must be disposed of separately and in accordance with the local regulations!

Al Alloy specification
Issue 2017-01 Page 7
of 45
3.
Marking of pig
stacks
3.1
Tags on goods / labels / inscriptions
on both sides of the stack, each on the drive-in side of the lift tools
must contain the following information at a minimum:
Stack
number
batch number
description of alloy
weight
3.2
Color coding
Type of marking
per stack, three vertical color strips along the entire height of the
stack,
with a width of minimum 15 mm.
Place of marking:
On both sides of the stack, each on the drive-in side for lifting
vehicles
Also on feet
Not on fastening straps
Color marking
Example of color markings on a stack.
Width of stack
Hei
ght o
f sta
ck
Drive-in width
Aluminum foot

Al Alloy specification
Issue 2017-01 Page 8
of 45
Material Colors:
left
center
right
A.
Intended use: Die casting
A.1
Al Si remelt alloys
-
AB-Al Si9 Cu3 (Fe)
white
white
white
-
AB-Al Si9 Cu3 (Fe) DIN
white
green
white
-
AB-Al Si10 Mg (Fe)
white
blue
white
-
AB-Al Si12 (Fe)(a)
white
white
yellow
-
AB-Al Si12 Cu (Fe)
white
yellow
green
-
AB-Al Si12 Cu1 (Fe)
white
white
blue
A.2
Al Si
primary alloys
-
AB-Al Si10 Mn Mg dv So1
white
white
green
-
AB-Al Si10 Mn Mg dv
So2
white
green
green
-
AB-Al Mg5 Si2 Mn
white
blue
green
A.3
Al Mg and Al Zn Si remelt alloys
-
AB-Al Mg9
white
blue
blue
-
AB-Al Zn10 Si8 Mg
white
yellow
yellow
B.
Intended use: Sand casting or gravity die casting or lost foam
B.1
Al Si remelt alloys
-
AB-Al Si5 Mg
blue
yellow
blue
-
AB-Al Si8 Cu3
blue
yellow
yellow
-
AB-Al Si8 Cu3 So
blue
yellow
green
-
AB-Al Si10 Mg (a)
blue
blue
blue
-
AB-Al Si10 Mg (a) dv
blue
blue
green
-
AB-Al Si10 Mg (Cu)
blue
blue
yellow
-
AB-Al Si12 (a)
blue
green
green
-
AB-Al Si12 (Cu)
blue
green
blue
B.2
Al SI primary alloys
-
AB-Al Si7 Mg0.3
green
green
green
-
AB-Al Si7 Mg0.3 dv
green
yellow
yellow
-
AB-Al Si7 Mg0.3 dv So
green
blue
green
-
AB-Al Si9 Mg
green
yellow
green
-
AB-Al Si9 Mg dv
green
green
yellow
C.
Other alloys
Any other alloys in ingot
form
may not have any color markings, but must be marked unambiguously and such markings must be
agreed upon
in each case.

Al Alloy specification
Issue 2017-01 Page 9
of 45
4.
Stack condition
Aluminum pigs
must
be supplied according to
the specifications below:
The stacks must be designed and dimensioned in such a way that they do not pose a risk during internal transportation or in terms of their stability or stacking height.
Weight max.:
1.300 kg
Stack height max.:
950 mm
Stack width max.:
1.400 mm
Pig
length max. for
Single stacks:
750 mm
Single
stacks bundled as double stacks:
700 mm
Double stacks:
700 mm
Drive-in height min:
100 mm
Foot gap from the outside min for single
stacks (clearance for forks):
50 mm
Gap of inside feet in the case of bundled single
stacks max.:
350 mm
Deviations in stack height in the case of bundled individual stacks, within one
supply batch max.
10 mm
Drive-in width between stack feet min. (only in the case of double stacks):
600 mm
Bundling:
see section 2.4
The stacks must be strapped in such a way that even after several transports, tight bundling/strapping and good stackability are ensured.
Stack dimension requirements:
Einf
ahrh
öhe
min
. 100
mm
Blocklänge (= Stapelbreite)max. 750 mm
Fußabstand min. 50 mm
Fußabstand min. 50 mm
Stap
elhö
he m
ax. 9
50 m
m
Einzelstapel
Einfahrseite
Single stack
Pig length (=stack width) max. 750 mm
Drive-in side
Foot gap min. 50 mm
Foot gap min. 50 mm
Sta
ck h
eigh
t max
. 950
mm
Driv
e-in
hei
ght
min
100
mm

Al Alloy specification
Issue 2017-01 Page 10
of 45
Einf
ahrh
öhe
min
. 100
mm
Abstand der Füße zueinander(= Gabelinnenmaß)
max. 350 mm
Blocklängemax. 700 mm Blocklänge max. 700 mm
Stapelbreite max. 1.400 mm
Stap
elhö
he m
ax. 9
50 m
m
Fußabstand min. 50 mm
Fußabstand min. 50 mm
Fußabstand min. 50 mm
Einzelstapel als Doppelstapel gebündelt
Einfahrseite Einfahrseite
Stapelbreite max. 1.400 mm
Doppelstapel
Stap
elhö
he m
ax. 9
50 m
m
Einf
ahrh
öhe
min
. 100
mm
Einfahrbreite min. 600 mm
Aluminiumfuß
Einfahrseite
Individual stack bundled as double stack
Stack width max. 1400 mm
Block length max. 700 mm
Block length max. 700 mm
Drive-in side Drive-in side
Foot gap min. 50 mm
Foot gap min. 50 mm
Foot gap min. 50 mm
Sta
ck h
eigh
t max
. 950
mm
Driv
e-in
hei
ght
min
. 100
mm
Distance of feet to each other (= fork inside dimension) max. 350 mm
Double stack
Drive-in side
Stack width max. 1400 mm
Driv
e-in
hei
ght
min
. 100
mm
Sta
ck h
eigh
t max
. 950
mm
Drive-in width min 600 mm
Aluminium foot

Al Alloy specification
Issue 2017-01 Page 11
of 45
5.
Loading of vehicle for material transport
The vehicle must be loaded in such a way that unloading will be possible on the right-hand side of the vehicle (seen in the direction of travel).
6.
Initial sample inspection
of metal
Info to suppliers: Excerpt from the Handtmann internal work and test specifications for one-time
supply of an alloy group of a supplier.
6.1
Inspection/tests before use
6.1.1
Shipping documents
Responsible
Check for completeness of information on the basis of valid
alloy specification.
Measured values must,
at a minimum,
be indicated for the elements indicated in the valid alloy specifications.
Purchase order number (Biberach: 40xxxxx; Annaberg:99xxxx; Slovakia:70xxxxxx) and parts number (RM000xx) must be clearly indicated on the documents.
Production
dept.
6.1.2
Chemical composition
TFE
Must correspond with the valid alloy specifications
6.1.3
Analytic compliance
TFE
The values determined may
deviate from the values attested by the test certificate in the extent mentioned below and depending on the alloy content
Alloy content in %
Deviation in %
relative
absolute
0.6
3
0.2
<0.6
0.02
0.01
<0.2
15
<0.01
20
6.1.4
Macro-section -
porosity and inclusions
TFE
Grind one ingot
section from each batch to grain 1200.
The section must be documented with photos on a scale of 1:1.
The general porosity of the section must be determined. When a pore loss area of 5% is exceeded, the supplier must be informed and requested to initiate improvement actions.
Hard inclusions are not permissible.
Al Alloy specification
Issue 2017-01 Page 12
of 45
Responsible
6.1.5
Micro-section -
condition of structure
TFE
From a pig
section from each batch a micro-section must be made and
etched in accordance with the general rules of metallography.
The microstructure must correspond with the alloy type ordered.
A documentation with photos on a scale of 100:1 must be made; additional enlargements may be required, on different scales.
6.1.6
Compliance with delivery deadlines
TFE
The deadline (exact date) and quantity (±2%) must correspond with the information on the supplier s acknowledgment. Any deviations will show up negatively in the supplier evaluation.
6.1.7
Decision on items 6.1.1 -
6.1.5:
TFE/Prod. Dept.
i.O.
approval for further processing
n.i.O.
AS (deviation approval application)
to manager of manufacturing department
approved: released for further processing
rejected: refusal
6.1.8
Decision on section
6.1.6:
TFE/KEK
n.i.O.
info to supplier
approval
for further processing
6.2
Tests during
use
/ Assessment of melt
6.2.1
Condition of stacks (only for ingots)
Production Dept.
Tight bundling.
Good transportability and stackability
Hoop-casing undamaged
6.2.2
Hoop-casing of stack (only for ingots)
Production Dept.
Must correspond with the valid alloy specifications
6.2.3
Color
markings (only for ingots)
Production Dept.
Must correspond with the valid alloy specifications
6.2.4
Properties during melting
Production Dept.
In particular, the dross contents must be assessed. The dross content must not exceed 1% of the initial weight
Other notable characteristics such as handling etc. may
be documented on form sheet
Erstmusterprüfprotokoll für Metall (Initial sample protocol for metal (AA
1011)
in column Comment .
6.2.5
Decision on item 6.2.1.
6.2.4
Production Dept.
i.O.
approval for further processing
n.i.O.
AS (deviation approval application)
to manager of manufacturing department
approved: released for further processing
rejected: refusal
Al Alloy specification
Issue 2017-01 Page 13
of 45
Responsible
6.3
Tests during use: Assessment of casting
Production Dept
6.3.1
Properties during casting
Determination of the quality of the castings which were produced with
the material to be assessed. The usual tests
must be carried out, plus any
X-ray, metallographic tests, specific mechanical values
etc. if required. Comparisons with materials from other suppliers may be made.
Any other
conspicuous characteristics may be documented on form sheet Erstmusterprüfprotokoll für Metall (Initial sample protocol for metal)
(AA10
11).
6.3.2
Decision on item 6.3.1
Production Dept.
i.O.
approval for further processing
n.i.O.
AS (deviation approval application)
to manager of manufacturing department
approved: released for further processing
rejected: refusal
6.4
Documentation and decision
6.4.1
Overall
decision
Manager
Release or putting on hold of new supplier, or if supplier is known, putting on hold of new alloy type after all individual decisions have been submitted.
of Production Dept.
6.4.2
Documentation and circulation
TFE / KEK
Documentation on form sheet Initial sample test protocol for metal Circulation: 1. Purchasing (original); 2. Manager of the casting department concerned (copy) and 3. TFE (copy)
Documentation on form sheet Supplier approval for incoming metal

Al Alloy specification
Issue 2017-01 Page 14
of 45
7.
Supplier quality monitoring
(Excerpt from the handtmann internal procedures for supplier evaluation)
7.1 Terms
Supplier evaluation:
Systematic evaluation of each shipment
supplied by a supplier and allocation to a category according to the supplier s quality capability.
Supplier evaluation score (LB):
Score between +1 and +100 points, showing the supplier s quality capability.
Quality rating (P):
The rating awarded each
incoming consignment /batch, P1 to P4 as an indication of its quality.
Quality
factor (F):
Multiplier
dedicated to the quality rating (P).
Quality group:
Each supplier is allocated
to a group, ranging from A to
C. Is
in direct conjunction with
supplier evaluation score.
7.2
Responsibilities
The department TFE is responsible
for carrying out and documenting the raw material supplier evaluation (Here: Aluminum block
and liquid aluminum).
7.3
Description regarding the evaluation of product quality
7.3.1
Supplier quality monitoring
Every shipment/batch is checked and evaluated on the basis of specifications, in this case the handtmann
Alloy Specifications.
The result of the evaluation of each individual shipment or batch is the quality rating.
P1
=
Shipment is fully compliant
P2
=
Shipment has
a
minor non-compliance, the goods may be used without requiring further action
P3
=
Shipment has a major
non-compliance; the goods may not be used without further action, e.g.
mixing
with other batches or alloying.
P4
=
Shipment is grossly defective, it may not be used due to the existing
defects.

Al Alloy specification
Issue 2017-01 Page 15
of 45
7.3.2
Criteria for the determination of the quality rating
Quality ratings are allocated by the TFE Materials Testing and are determined on the basis of the following criteria:
Rating 1
Shipment without complaints
will be allocated:
if the shipment corresponds with the current alloy specifications in all aspects
if any non-compliance was announced before
the shipment of the material, approved by handtmann
and if the non-compliance was confirmed after materials
receipt during the incoming goods inspection.
Rating 2
Shipment has a minor non-conformance
will be allocated
If the chemical composition is outside the current alloy specifications, but still within DIN EN 1706 or a valid production standard, and may be accepted;
if an approved deviation cannot be
confirmed;
if the purchase order number indicated on the shipping documents does not correspond with the purchase order
or is altogether missing;
if the color markings are not in order;
if the stack bundling and/or the stack condition does not meet the requirements.
Rating 3
shipment has a major non-compliance
will be allocated if
the chemical composition is outside DIN EN 1706 or a valid production standard, but can be corrected from an alloy point of view, e.g. by mixing two batches or alloying of the missing element. For this kind of additional work the approval of the production manager must always be obtained.
if a minor non-compliance (rating 2) reoccurs after a written notification
Rating 4
shipment is grossly defective
will be allocated:
if the chemical composition is outside DIN EN 1706 or a valid production standard and cannot be corrected by alloying.
7.3.3
Quality factor
The quality rating awarded the shipment/batch is multiplied by the appurtenants quality factor F to determine the supplier evaluation score LB.
Quality rating
P1
=
Quality factor (F)
1
Quality rating
P2
=
Quality factor (F)
5
Quality rating
P3
=
Quality factor (F)
30
Quality rating
P4
=
Quality factor (F)
100
Al Alloy specification
Issue 2017-01 Page 16
of 45
7.3.4
Supplier evaluation
score
The formula for the calculation of the supplier evaluation score LB is:
m(1)
* F(1)
+ m(2)
* F(2)
+ .. + m(n)
*
F(n)
LB = 101 -
--------------------------------------
m(1)
+ m(2)
+ ........ + m(n)
where
m =
Shipping quantity or batch quantity in tons
F =
Quality factor of each shipment
7.3.5
Quality group
The supplier evaluation is done on a six-monthly basis, by 30 June/31 Dec of each year and will, if necessary or requested by the supplier, be sent to the supplier by the Handtmann Purchasing Dept.
Group A LB = 100 -
90.1
Supplier with continuously good quality.
Group B LB = 90
-
80.1
Supplier with fluctuating quality level.
Supplier evaluation will be sent to supplier.
Group C LB = 80 and below
Supplier with insufficient quality level.
Supplier evaluation will be sent to supplier, supplier will be put on hold in supplier approval list.
7.3.6
Special actions
If required,
a supplier evaluation may be issued for any period of time
a hit list of all suppliers may be prepared, in any
desired order
a long-term record may be prepared. For metal suppliers, the usual period is 15 years.
7.3.7
Audit at the supplier s
Purchasing will initiate QSP`s
auditing of a supplier
for
the following reasons:
Qualification of a supplier who was put in quality group C during
the six-monthly supplier evaluation.
During the current evaluation period of ½ year,
shipments were in several instances awarded quality rating P3 or lower.
Procurement of the product from a
supplier if this product requires auditing as an appropriate quality control action, e.g. because
the
product is defective and caused high damage incidents or because the product is in any other way important for Handtmann.
If requested
by handtmann
customers
in all other justified cases.

Al Alloy specification
Issue 2017-01 Page 17
of 45
8.
Incoming metal inspection
(Excerpt from internal Handtmann work instructions)

Al Alloy specification
Issue 2017-01 Page 18
of 45
9.
Directions
9.1
Biberach Plant
Coming from the north or south
on the B 30, take the exit Biberach -
Süd . Continue onto
the large traffic circle (Jordan -
Ei). Coming from the west or east stay on the B 312 , also until you reach the traffic circle. Follow the signs 'Biberach -
Nord'. After 1.5 km, turn left into the industrial zone (handtmann
signpost), continue
along the railroad tracks until you arrive at a
hall face. Then follow the signpost s to the visitors parking. Please also see the sketch.
Warthausen location
Biberach location

Al Alloy specification
Issue 2017-01 Page 19
of 45
9.2
Annaberg-Buchholz plant, Erzgebirge
Leave the motorway A72 at the exit Hartenstein,
in the
direction
of
Aue.
After about 3.5 km,
turn left in the direction of Zwönitz (community of Raum). After another 3.5 km, turn left in the direction of Chemnitz, onto
B169. Leave the B169 after about 1km, turn right, in the direction of Zwönitz. In Zwönitz, follow the signs Annaberg-Buchholz. Leaving
Zwönitz, follow the road to Geyer. In and behind Geyer, follow the signs to Wolkenstein, until you reach B95 after about
4 km. Turn right onto B95 in the direction of Annaberg-Buchholz. Stay on B95, cross Schönfeld and continue until you reach a hollow. Go
straight across the crossing in this hollow, in the direction of Frohnau, Buchholz (S261). After about 2.5 km, behind a
sharp bend, you have reached
our company
(see magnifying glass).

Al Alloy specification
Issue 2017-01 Page 20
of 45
9.3
Slovakia plant
Coming from Hungary on the A68/E71, cross the border in Kechnec / Sena, and continue in the direction of Kosice. In Barca, a part of the city of Kosice, continue to the first
crossing after the place-
name sign. Turn right in the direction of Presov. Take the next
exit in the direction of Kosice -
Krasna. After about 4 km, turn right again (follow the Handtmann sign) onto Golianova Street. Handtmann Slovakia s.r.o. is at the end of the Tratova Street.

Al Alloy specification
Issue 2017-01 Page 21
of 45
10.
Alloy specifications
Elements
Remelt alloy
AB-Al Si8 Cu3
for GK, GS and LF
Standard EN AB-Al Si8 Cu3
[EN AB-46200] (formerly: Alloy 266A)
Si
8.0 -
9.5
7.5 -
9.5
Fe
max. 0.7
Cu
2.2 -
3.2
2.0 -
3.5
Mn
0.15 -
0.65
and 0.5 x Fe
0.15 -
0.65
Mg
0.15 -
0.55
Ni
max. 0.35
Zn
max. 1.2
Pb
max. 0.20
max. 0.25
Sn
max. 0.15
Ti
0.1 -
0.20
max. 0.20
Color code:
blue, yellow, yellow
Part number
RM00017
Al Alloy specification
Issue 2017-01 Page 22
of 45
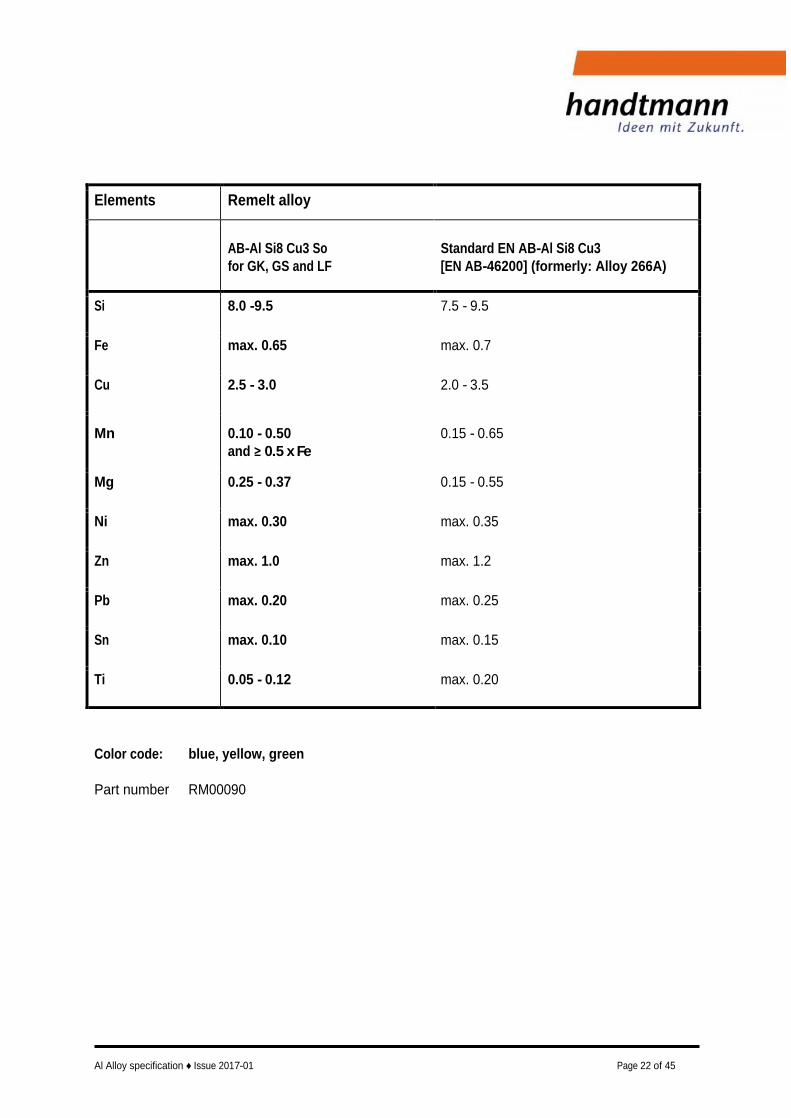
Elements
Remelt alloy
AB-Al Si8 Cu3
So
for GK, GS and LF
Standard EN AB-Al Si8 Cu3
[EN AB-46200] (formerly: Alloy 266A)
Si
8.0 -9.5
7.5 -
9.5
Fe
max. 0.65
max. 0.7
Cu
2.5 -
3.0
2.0 -
3.5
Mn
0.10 -
0.50
and 0.5 x Fe
0.15 -
0.65
Mg
0.25 -
0.37
0.15 -
0.55
Ni
max. 0.30
max. 0.35
Zn
max. 1.0
max. 1.2
Pb
max. 0.20
max. 0.25
Sn
max. 0.10
max. 0.15
Ti
0.05 -
0.12
max. 0.20
Color code:
blue, yellow, green
Part number
RM00090

Al Alloy specification
Issue 2017-01 Page 23
of 45
Elements
Remelt alloy
AB-Al Si9
Cu3
(Fe)
for GD Standard EN AB-Al Si9
Cu3
(Fe)
[EN AB-46000]
(formerly: Alloy 226D)
Si
9.5
-
11.0
aim for > 10.0
8.0 -
11.0
Fe
0.80
-
1.00
aim for > 0.85
0.6 -
1.1
Cu
2.0 -
2.5
2.0
4.0
Mn
0.3 -
0.55
max. 0.55
Mg
0.15 -
0.55
Cr
max. 0.15
Ni
max. 0.55
Zn
max. 1.2
Pb
max. 0.35
Sn
max. 0.15
Ti
max. 0.20
Bi
max. 0.030
other
admixtures
Special info:
Temperature
at delivery
of liquid aluminum
For Biberach: 710 -
790° C
For Annaberg:
730 -
800°C
Color code:
white, white, white
(for pigs
only)
Part number
Pig
RM00024
Liquid
RM00046
Al Alloy specification
Issue 2017-01 Page 24
of 45
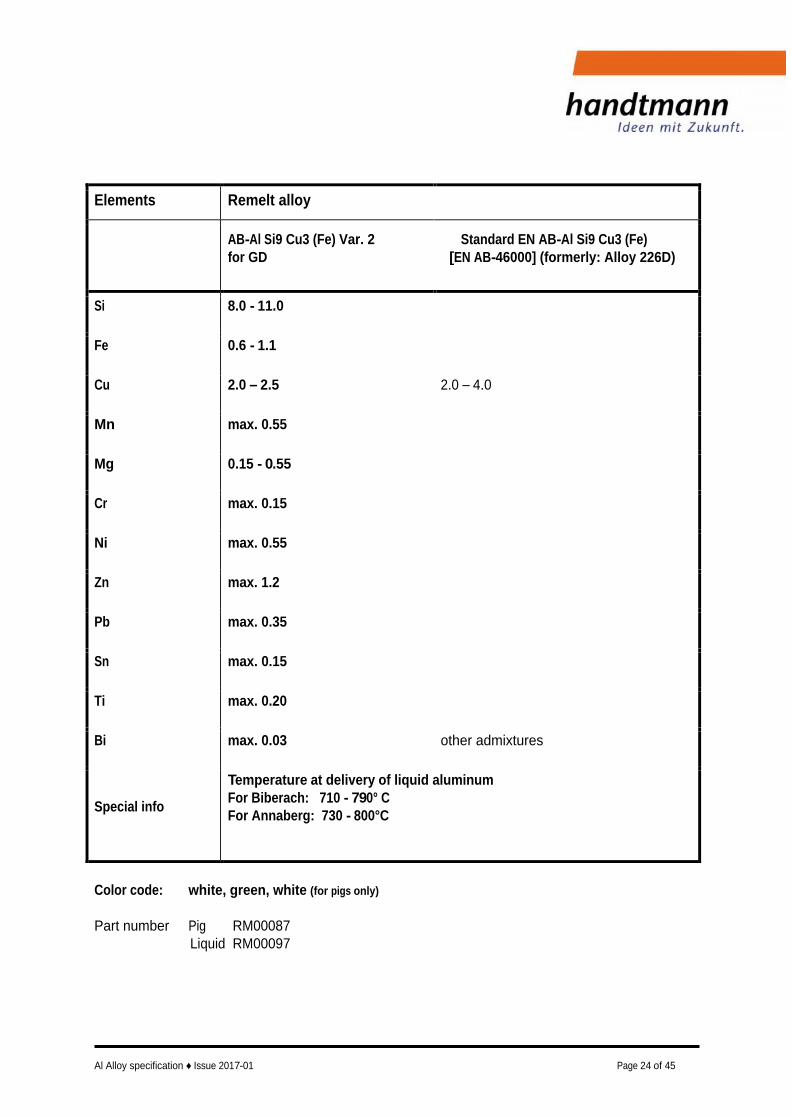
Elements
Remelt alloy
AB-Al Si9 Cu3 (Fe) Var. 2 Standard EN AB-Al Si9 Cu3 (Fe)
for GD [EN AB-46000] (formerly: Alloy 226D)
Si
8.0 -
11.0
Fe
0.6 -
1.1
Cu
2.0
2.5
2.0
4.0
Mn
max. 0.55
Mg
0.15 -
0.55
Cr
max. 0.15
Ni
max. 0.55
Zn
max. 1.2
Pb
max. 0.35
Sn
max. 0.15
Ti
max. 0.20
Bi
max. 0.03
other admixtures
Special info
Temperature
at delivery
of liquid aluminum
For Biberach: 710 -
790° C
For Annaberg: 730 -
800°C
Color code:
white, green, white
(for pigs
only)
Part number
Pig RM00087
Liquid RM00097

Al Alloy specification
Issue 2017-01 Page 25
of 45
Elements
Remelt alloy
AB-Al Si12 (Cu)
for GK, GS and LF
Standard EN AB-Al Si12 (Cu)
[EN AB-47000] (formerly: Alloy 231A)
Si
12.0 -
13.5
10.5
-
13.5
Fe
max. 0.7
Cu
0.50 -
0.90
max. 0.9
Mn
max. 055
and 0.5 x Fe
0.05 -
0.55
Mg
max. 0.35
Cr
max. 0.08
max. 0.10
Ni
max. 0.30
Zn
max. 0.55
Pb
max. 0.20
Sn
max. 0.10
Ti
0.1 -
0.15
max. 0.15
Special info:
pre-processed with Na
Color code:
blue, green,
blue
Part number
RM00011

Al Alloy specification
Issue 2017-01 Page 26
of 45
Elements
Remelt alloy
AB-Al Si12
Cu
(Fe)
for GD no standard available
(formerly: Alloy 331 to VAR (formerly VDS))
Si
11.2 -
12.2
Fe
0.75 -
0.95
Cu
max. 0.35
Mn
0.3 -
0.5
Mg
max. 0.35
Ni
max. 0.20
Zn
max. 0.50
Pb
max. 0.20
Sn
max. 0.10
Ti
max. 0.20
Color code:
white, yellow, green
Part number
RM00083

Al Alloy specification
Issue 2017-01 Page 27
of 45
Elements
Remelt alloy
AB-Al Si12 Cu1 (Fe)
for GD Standard EN AB-Al Si12 Cu1 (Fe)
[EN AB-47100] (formerly: Alloy 231D)
Si
11.2 -
12.2
10.5 -
13.5
Fe
0.75 -
0.95
0.6 -
1.1
Cu
0.70 -
1.1
0.7 -
1.2
Mn
0.3 -
0.55
max. 0.55
Mg
max. 0.35
Cr
max. 0.08
max. 0.10
Ni
max. 0.30
Zn
max. 0.55
Pb
max. 0.20
Sn
max. 0.10
Ti
max. 0.15
Special info:
Temperature
at delivery
of liquid aluminum: 710 -
790° C
Color code:
white, white, blue
(for pigs
only)
Part number
Pig
RM00026
Liquid
RM00047

Al Alloy specification
Issue 2017-01 Page 28
of 45
Elements
Remelt alloy
AB-Al Si5 Mg
for GK, GS and LF
no standard available
(formerly: Alloy 235)
Si
5.0 -
5.8
Fe
max. 0.30
Cu
max. 0.03
Mn
0.1 -
0.30
Mg
0.5 -
0.8
Zn
max. 0.10
Ti
0.1 -
0.20
Color code:
blue, yellow, blue
Part number
RM00015

Al Alloy specification
Issue 2017-01 Page 29
of 45
Elements
Primary alloy
AB-Al Si7 Mg 0.3
for GK, GS and LF
Standard EN AB-Al Si7 Mg0.3
[EN AB-42100]
Si
6.5 -
7.3
6.5 -
7.5
Fe
max. 0.13
max. 0.15
Cu
max. 0.03
Mn
0.03 -
0.10
max. 0.10
Mg
0.35 -
0.47
0.30 -
0.45
Zn
max. 0.07
Ti
0.10 -
0.16
max. 0.18
Color code:
green, green, green
Part number
RM00051

Al Alloy specification
Issue 2017-01 Page 30
of 45
Elements
Primary
alloy
AB-Al Si7 Mg0.3 dv
for GK, GS and LF
Standard EN AB-Al Si7 Mg0.3
[EN AB-42100]
Si
6.5 -
7.3
6.5 -
7.5
Fe
max. 0.13
max. 0.15
Cu
max. 0.03
Mn
0.03 -
0.10
max. 0.10
Mg
0.35 -
0.47
0.30 -
0.45
Zn
max. 0.07
Ti
0.10 -
0.16
max. 0.18
Sr
0.03 -
0.04
no indication of standard
Color code:
green, yellow, yellow
Part number
RM00053
Al Alloy specification
Issue 2017-01 Page 31
of 45
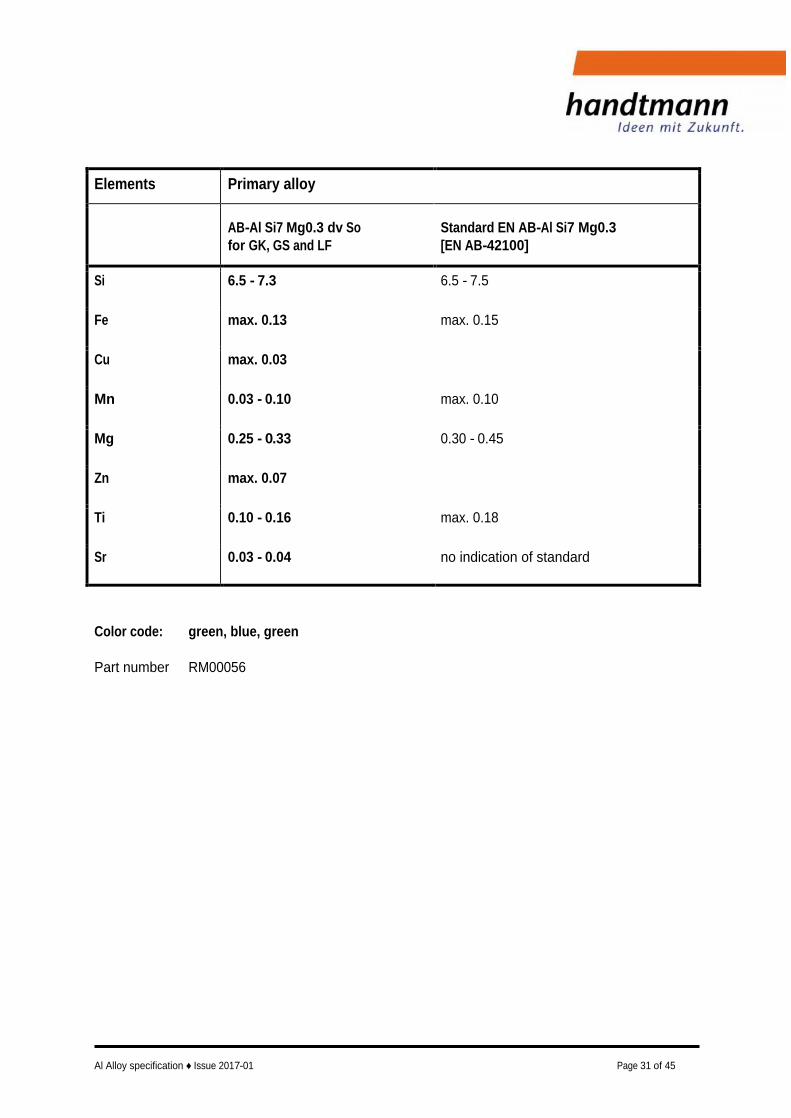
Elements
Primary alloy
AB-Al Si7
Mg0.3 dv
So
for GK, GS and LF
Standard EN AB-Al Si7 Mg0.3
[EN AB-42100]
Si
6.5 -
7.3
6.5 -
7.5
Fe
max. 0.13
max. 0.15
Cu
max. 0.03
Mn
0.03 -
0.10
max. 0.10
Mg
0.25 -
0.33
0.30 -
0.45
Zn
max. 0.07
Ti
0.10 -
0.16
max. 0.18
Sr
0.03 -
0.04
no indication of standard
Color code:
green, blue, green
Part number
RM00056
Al Alloy specification
Issue 2017-01 Page 32
of 45
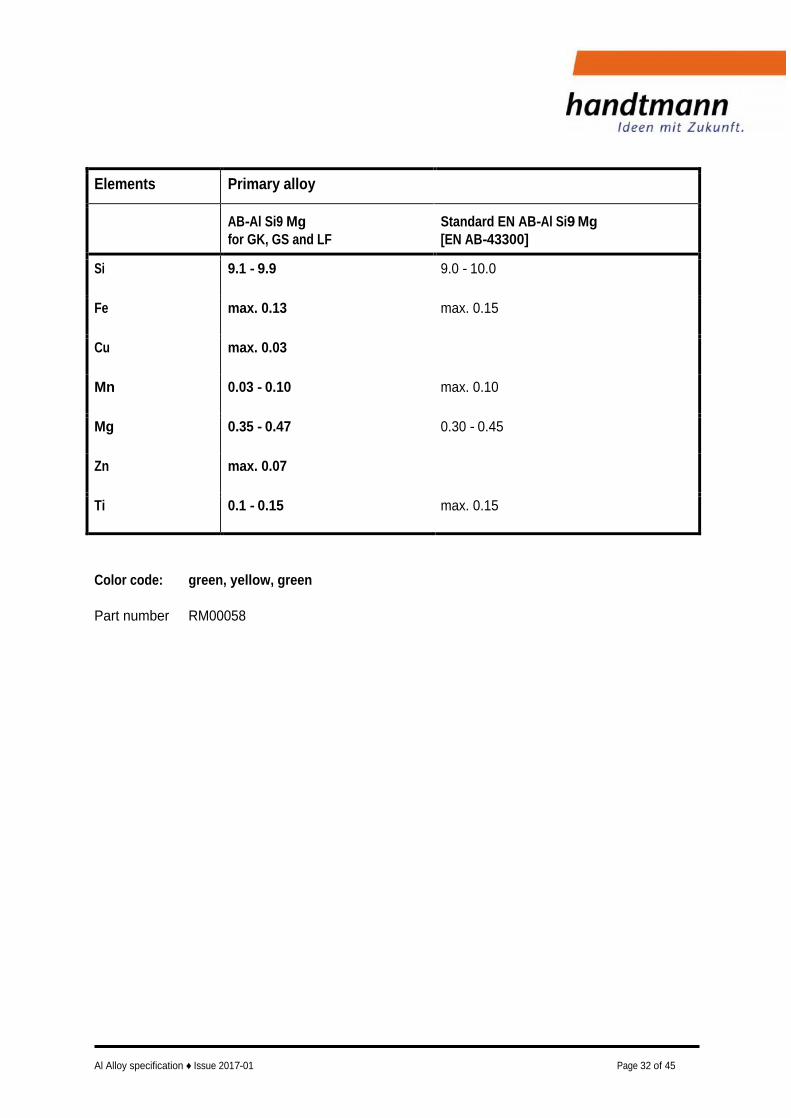
Elements
Primary
alloy
AB-Al Si9
Mg
for GK, GS and LF
Standard EN AB-Al Si9
Mg
[EN AB-43300]
Si
9.1 -
9.9
9.0 -
10.0
Fe
max. 0.13
max. 0.15
Cu
max. 0.03
Mn
0.03 -
0.10
max. 0.10
Mg
0.35 -
0.47
0.30 -
0.45
Zn
max. 0.07
Ti
0.1 -
0.15
max. 0.15
Color code:
green, yellow, green
Part number
RM00058

Al Alloy specification
Issue 2017-01 Page 33
of 45
Elements
Primary alloy
AB-Al Si9 Mg dv
for GK, GS and LF
Standard EN AB-Al Si9 Mg
[EN AB-43300]
Si
9.1 -
9.9
9.0 -
10.0
Fe
max. 0.13
max. 0.15
Cu
max. 0.03
Mn
0.03 -
0.10
max. 0.10
Mg
0.35 -
0.47
0.30 -
0.45
Zn
max. 0.07
Ti
0.1 -
0.15
max. 0.15
Sr
0.03 -
0.04
no indication of standard
Color code:
green, green, yellow
Part number
RM00061

Al Alloy specification
Issue 2017-01 Page 34
of 45
Elements
Primary alloy
AB-Al Si10 Mn Mg dv
So1
for GD
Standard EN AB-Al Si10 Mn Mg
[EN AB-43500]
Si
9.5 -
11.5
Fe
max. 0.14
max. 0.20
Cu
max. 0.02
max. 0.03
Mn
0.6 -
0.80
0.40 -
0.80
Mg
0.29
-
0.35
0.15 -
0.60
Zn
max. 0.05
max. 0.07
Ti
0.05 -
0.09
max. 0.15
Na
max. 0.001
no indication of standard
P max. 0.001
no indication of standard
Sr
0.020 -
0.025
no indication of standard
Color code:
white, white, green
Part number
RM00068
Al Alloy specification
Issue 2017-01 Page 35
of 45
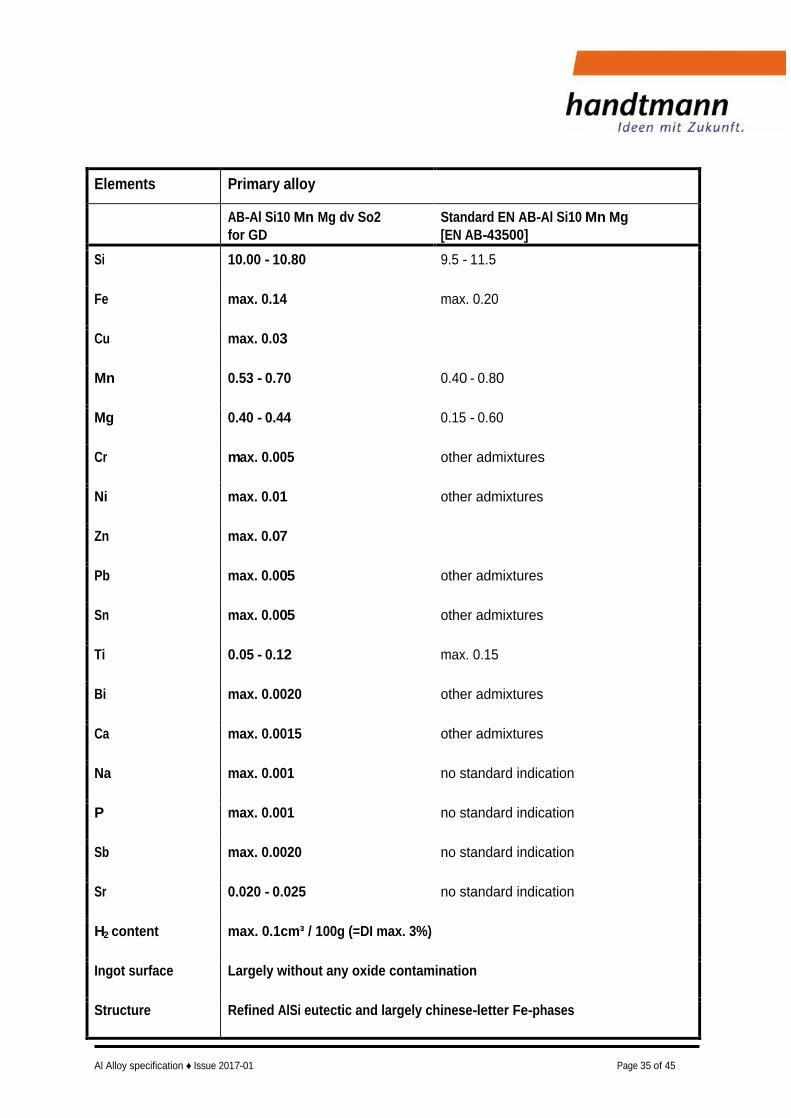
Elements
Primary
alloy
AB-Al Si10 Mn Mg dv So2
for GD
Standard EN AB-Al Si10
Mn
Mg
[EN AB-43500]
Si
10.00 -
10.80
9.5 -
11.5
Fe
max. 0.14
max. 0.20
Cu
max. 0.03
Mn
0.53 -
0.70
0.40
-
0.80
Mg
0.40 -
0.44
0.15 -
0.60
Cr
max. 0.005
other admixtures
Ni
max. 0.01
other admixtures
Zn
max. 0.07
Pb
max. 0.005
other admixtures
Sn
max. 0.005
other admixtures
Ti
0.05
-
0.12
max. 0.15
Bi
max. 0.0020
other admixtures
Ca
max. 0.0015
other admixtures
Na
max. 0.001
no standard indication
P max. 0.001
no standard indication
Sb
max. 0.0020
no standard indication
Sr
0.020 -
0.025
no standard indication
H2
content
max. 0.1cm³ / 100g (=DI max. 3%)
Ingot surface
Largely without any oxide contamination
Structure
Refined AlSi eutectic and largely chinese-letter Fe-phases
Al Alloy specification
Issue 2017-01 Page 36
of 45
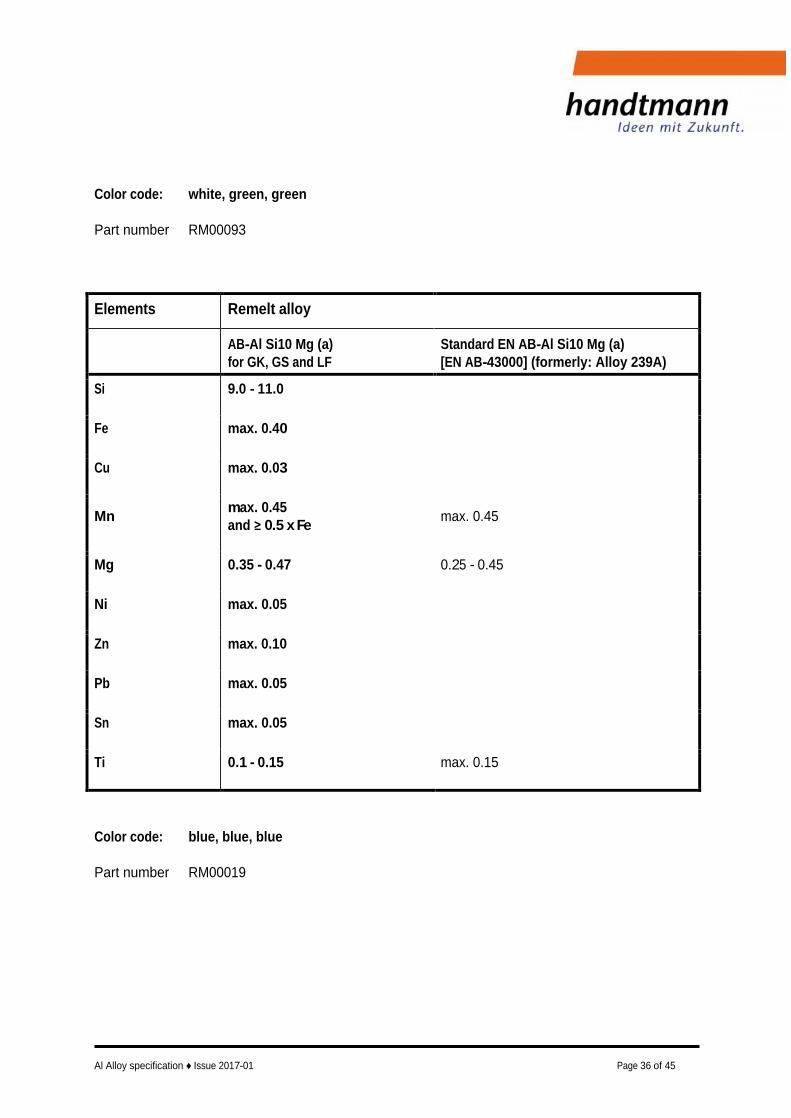
Color code:
white, green, green
Part number
RM00093
Elements
Remelt
alloy
AB-Al Si10 Mg (a)
for GK, GS and LF
Standard EN AB-Al Si10 Mg (a)
[EN AB-43000] (formerly: Alloy 239A)
Si
9.0 -
11.0
Fe
max. 0.40
Cu
max. 0.03
Mn
max. 0.45
and 0.5 x Fe
max. 0.45
Mg
0.35
-
0.47
0.25 -
0.45
Ni
max. 0.05
Zn
max. 0.10
Pb
max. 0.05
Sn
max. 0.05
Ti
0.1
-
0.15
max. 0.15
Color code:
blue, blue, blue
Part number
RM00019

Al Alloy specification
Issue 2017-01 Page 37
of 45
Elements
Remelt alloy
AB-Al Si10 Mg (a) dv
for GK, GS and LF
Standard EN AB-Al Si10 Mg (a)
[EN AB-43000] (formerly: Alloy 239A)
Si
9.0 -
11.0
Fe
max. 0.40
Cu
max. 0.03
Mn
max. 0.45
and 0.5 x Fe
max. 0.45
Mg
0.35 -
0.47
0.25 -
0.45
Ni
max. 0.05
Zn
max. 0.10
Pb
max. 0.05
Sn
max. 0.05
Ti
0.1 -
0.15
max. 0.15
Sr
0.03 -
0.04
no indication of standard
Color code:
blue, blue, green
Part number
RM00041
Al Alloy specification
Issue 2017-01 Page 38
of 45
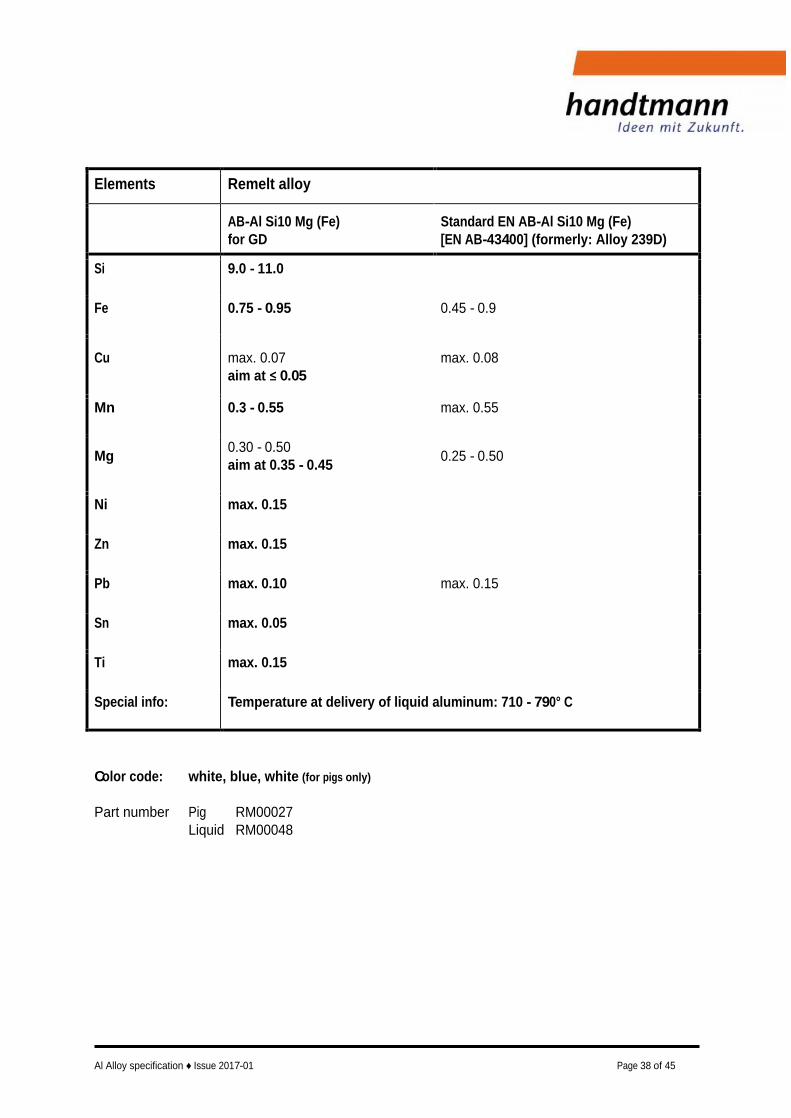
Elements
Remelt alloy
AB-Al Si10 Mg (Fe)
for GD
Standard EN AB-Al Si10 Mg (Fe)
[EN AB-43400] (formerly: Alloy 239D)
Si
9.0 -
11.0
Fe
0.75 -
0.95
0.45 -
0.9
Cu
max. 0.07
aim at 0.05
max. 0.08
Mn
0.3 -
0.55
max. 0.55
Mg
0.30 -
0.50
aim at 0.35 -
0.45
0.25 -
0.50
Ni
max. 0.15
Zn
max. 0.15
Pb
max. 0.10
max. 0.15
Sn
max. 0.05
Ti
max. 0.15
Special info:
Temperature
at delivery of liquid aluminum: 710 -
790° C
Color code:
white, blue, white
(for pigs
only)
Part number
Pig
RM00027
Liquid
RM00048

Al Alloy specification
Issue 2017-01 Page 39
of 45
Elements
Remelt alloy
AB-Al Si10 Mg (Cu)
for GK, GS and LF
Standard EN AB-Al Si10 Mg (Cu)
[EN AB-43200] (formerly: Alloy 233)
Si
9.0 -
11.0
Fe
max. 0.55
Cu
0.2 -
0.30
max. 0.30
Mn
max. 0.55
and 0.5 x Fe
max. 0.55
Mg
0.35 -
0.47
0.25 -
0.45
Ni
max. 0.15
Zn
max. 0.35
Pb
max. 0.10
Ti
0.1 -
0.15
max. 0.15
Color code:
blue, blue, yellow
Part number
RM00036

Al Alloy specification
Issue 2017-01 Page 40
of 45
Elements
Remelt alloy
AB-Al Si12 (a)
for GK, GS and LF
Standard EN AB-Al Si12
(a)
[EN AB-44200] (formerly: Alloy 230A)
Si
12.0 -
13.5
10.5 -
13.5
Fe
max. 0.40
Cu
max. 0.03
Mn
max. 0.35
and 0.5 x Fe
max. 0.35
Mg
max. 0.05
other admixtures
Zn
max. 0.10
Ti
0.1 -
0.15
max. 0.15
Special info
pre-processed with Na
Color code:
blue, green, green
Part number
RM00031

Al Alloy specification
Issue 2017-01 Page 41
of 45
Elements
Remelt alloy
AB-Al Si12 (Fe)
(a)
for GD
Standard EN AB-Al Si12 (Fe) (a)
[EN AB-44300] (formerly: Alloy 230D)
Si
11.2 -
12.2
10.5 -
13.5
Fe
0.75 -
0.95
0.45 -
0.9
Cu
max. 0.07
aim at 0.05
max.
0.08
Mn
0.3 -
0.55
max. 0.55
Mg
max. 0.05
other admixtures
Zn
max. 0.15
Ti
max. 0.15
Color code:
white, white, yellow
Part number
RM00025
Al Alloy specification
Issue 2017-01 Page 42
of 45
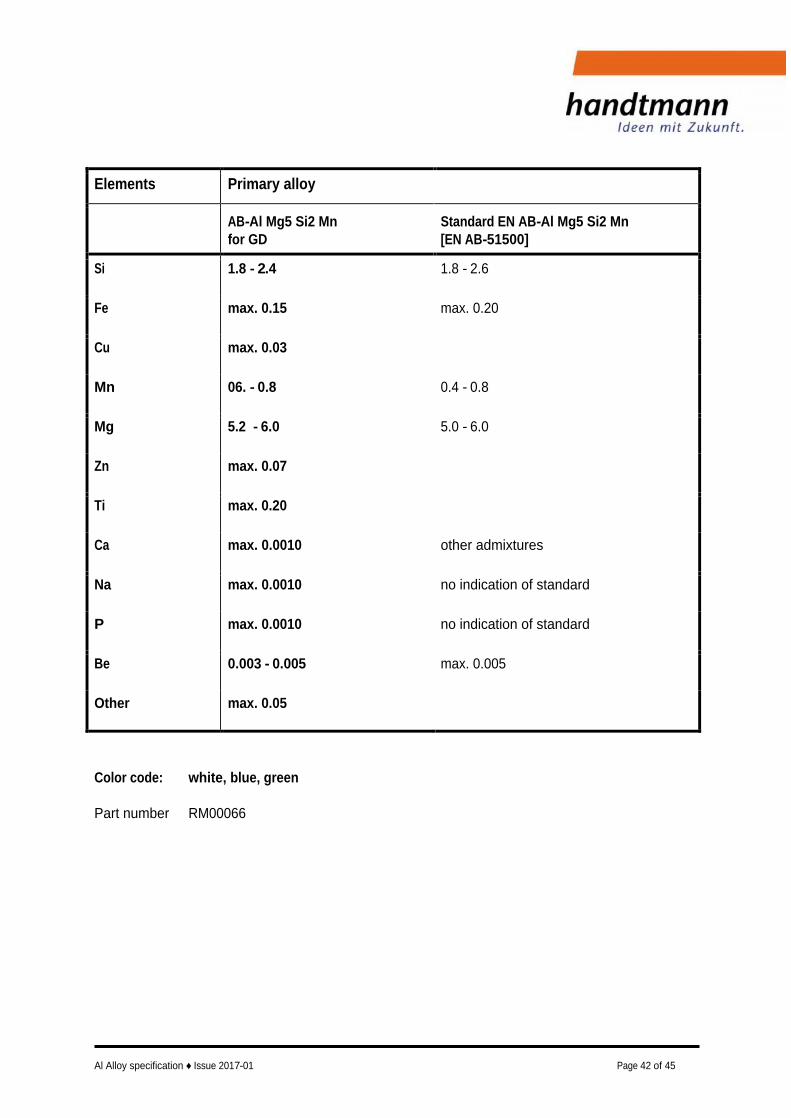
Elements
Primary alloy
AB-Al Mg5 Si2 Mn
for GD
Standard EN AB-Al Mg5 Si2 Mn
[EN AB-51500]
Si
1.8 -
2.4
1.8 -
2.6
Fe
max. 0.15
max. 0.20
Cu
max. 0.03
Mn
06. -
0.8
0.4 -
0.8
Mg
5.2 -
6.0
5.0 -
6.0
Zn
max. 0.07
Ti
max. 0.20
Ca
max. 0.0010
other admixtures
Na
max. 0.0010
no indication of standard
P max. 0.0010
no indication of standard
Be
0.003
-
0.005
max. 0.005
Other
max. 0.05
Color code:
white, blue, green
Part number
RM00066

Al Alloy specification
Issue 2017-01 Page 43
of 45
Elements
Remelt alloy
AB-Al Mg9
for GD
Standard EN AB-Al Mg9
[EN AB-51200] (formerly: alloy 349)
Si
1.5 -
2.3
max. 2.5
Fe
0.75 -
0.94
0.45 -
0.9
Cu
max. 0.07
aim at 0.05
max. 0.08
Mn
0.3 -
0.55
max. 0.55
Mg
9.0 -
10.5
8.5 -
10.5
Ni
max. 0.10
Zn
max. 0.25
Pb
max. 0.10
Sn
max. 0.10
Ti
max. 0.15
Be
0.003
-
0.005
max. 0.005
Color code:
white, blue, blue
Part number
RM00028

Al Alloy specification
Issue 2017-01 Page 44
of 45
Elements
Remelt alloy
AB-Al Zn10 Si8 Mg
for GD
Standard EN AB-Al Zn10 Si8 Mg
[EN AB-71100]
Si
8.5 -
9.5
7.5 -
9.5
Fe
0.45 -
0.60
max. 0.27
Cu
max. 0.07
aim at 0.05
max. 0.08
Mn
0.20 -
0.4
max. 0.15
Mg
0.35 -
0.52
0.25 -
0.5
Zn
9.7 -
10.5
9.0 -
10.5
Ti
max. 0.10
max. 0.15
Color code:
white, yellow, yellow
Part number
RM00029

Al Alloy specification
Issue 2017-01 Page 45
of 45
11.
Note on the restricted use of these
specifications
The dissemination
and duplication of the contents of these specifications,
the usage by as well as disclosure
to any third party
is not
permitted -
regardless whether it concerns all or part of the specifications
-
except with the express consent of the management of
Albert Handtmann Metallgusswerk GmbH & CO. KG.
Anyone failing to observe the above will be liable to damages.
© Albert Handtmann Metallgusswerk GmbH & Co. KG 2006 -
Copyright reserved







