
An Introduction to Quality by Design with Case Study National Regulatory Conference 2015 (NRC 2015), Malaysia
Dr. Elisabeth Kirchisner, Roche

Outline
vWhat is Quality by Design (QbD) ?
v Implementation of QbD - Case Study for a monoclonal antibody
v Summary
2

What is Quality by Design (QbD) ?
3

What is Quality by Design (QbD) ? ICH Q8: A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management
• Leverages knowledge of structure-function relationship to define product attributes that are important
• Uses science-based and risk-based approaches to define the commercial manufacturing process and the management of the post-approval lifecycle
• Aims at developing deeper product & process understanding throughout the lifecycle of a product Ø Control system tailored to product requirements Ø Process robustness enhanced Ø Deviation and change assessments facilitated
4

QbD Approach – Beginning With the End in Mind TPP –The targeted commercial labeling claims
QTPP - A prospective summary of the quality characteristics of a Drug Product that ideally will be achieved to ensure the desired quality, taking into account safety and efficacy of the Drug Product.
QRM – A systematic process of organizing information to support decision making based on identification of hazards and evaluation of risks management associated with those hazards.
(p)CQA – A physical, chemical or microbiological property or characteristic that should be within an appropriate limit, range or distribution to ensure the desired product quality (( p) = potential). Considers the relevant Mechanisms of Action.
(p)CPP, (p)CMA – A process parameter or material whose variability has an impact on a critical quality attribute and therefore should be monitored or controlled to ensure the process produces the desired quality (( p) = potential).
DSp – The multidimensional combination and interaction of input variables (e.g., material attributes) and process parameters that have been demonstrated to provide assurance of quality.
CS – A planned set of controls, derived from current product and process understanding that ensures process performance and product quality.
5
Quality Target Product Profile
Target Product Profile
Critical Quality Attributes
Critical Process Parameters &
Critical Material Attributes
Quality Risk Management
Design Space
Control Strategy

Regulatory Considerations for Design Space
• Movement within the design space is not considered as a change (from a regulatory reporting point of view)
• Movement out of the design space is considered to be a change (requires regulatory reporting according to regional requirements)
• Control of all parameters including changes are managed in the Manufacturer’s Quality System, regardless of whether they are reportable or require pre-approval
Roche’s Design Space definition is currently the combination of all of the unit operations, their associated CPPs and non-CPPs described in the Module 3 Process Description

Implementation of QbD
Case Study: Monoclonal Antibody
7

General Introduction – Monoclonal Antibody
8
Monoclonal Antibody
Molecule Recombinant, humanized, monoclonal antibody (IgG1)
Indications Oncology
Route of administration Intravenous (IV) infusion
Dosage form Concentrate for solution for infusion Single 1,000 mg dose in a 50 mL glass vial containing 40 mL of liquid concentrate
Composition 25 mg/mL of antibody in 20 mM L-histidine/L-histidine hydrochloride, 240 mM trehalose, 0.02% poloxamer 188, pH 6.0
Storage conditions 2°C - 8°C, protected from light; shelf life 36 months

Attribute Testing Strategy
(RRF Tool)
Attribute Testing Strategy
Robustness
Risk Assessments for Process Parameters
Control System
CQA Acceptance
Criteria Determination
Which levels are critical?
Does the process control the CQA? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies of
Worst-Case Conditions
CPP Identification and Design
Space Definition
Which parameters need to be controlled?
How robust is the overall process?
How does the process impact the
CQAs?
Design Space
Which parameters should be studied?
Multivariate & Univariate
PC/PV Studies
CQA Identification
(RRF Tool)
Which attributes are critical?
Quality by Design Tools and their Purpose Systematic approach to Control System and Design Space
9 QbD provides a systematic approach to answer these questions

Critical Quality Attribute (CQA)
Identification (RRF Tool)
Attribute Testing Strategy
(RRF Tool)
CQA Acceptance
Criteria Determination
Attribute Testing Strategy
Robustness
Process Characterization
(PC/PV Study Design RRF)
Control System
What should be measured?
What levels?
Does the process control this? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies for Worst-Case Conditions
CPPs Identification
& Design Space
Definition
What is critical? How robust is the overall process?
How does the process impact the CQAs?
Design Space
What parameters should be studied?
Design of Experiments &
Univariate Studies
The Roche QbD Workflow
10

What are Potential Critical Quality Attributes for a Monoclonal Antibody?
ICH Q8 R1: Critical Quality Attributes - Link Directly to Patient Safety & Efficacy A physical, chemical, biological or microbiological property or characteristic that should be within an appropriate limit, range, or distribution to ensure the desired product quality.
11
Sequence Variants
Glycosylation Variants
Glycation
Deamidation Aspartic Acid Isomerization
Cysteine Forms
N-terminal Variants
C-terminal Lysine
Proline Amidation
Oxidation Variants
Host Cell Protein
Host Cell DNA
Leached Protein A
Adventitious Agents
Composition and Strength
Raw Materials
Drug Product Specific
Leachables
High Molecular Weight Species Fragmentation
12
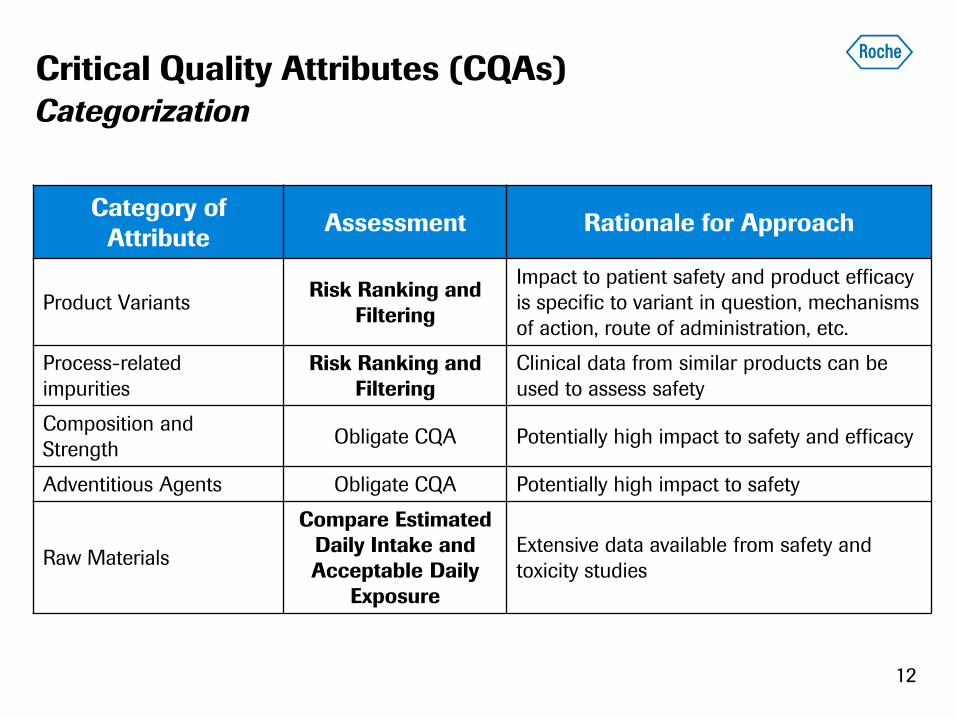
Category of Attribute Assessment Rationale for Approach
Product Variants Risk Ranking and Filtering
Impact to patient safety and product efficacy is specific to variant in question, mechanisms of action, route of administration, etc.
Process-related impurities
Risk Ranking and Filtering
Clinical data from similar products can be used to assess safety
Composition and Strength Obligate CQA Potentially high impact to safety and efficacy
Adventitious Agents Obligate CQA Potentially high impact to safety
Raw Materials
Compare Estimated Daily Intake and Acceptable Daily
Exposure
Extensive data available from safety and toxicity studies
Critical Quality Attributes (CQAs) Categorization

Impact attribute has on safety and efficacy.
Determined by the available
knowledge.
More severe impact à higher value.
Uncertainty in assigning impact.
Determined by relevance of knowledge. Reflects the degree of confidence. Higher uncertainty à higher value.
Risk that an attribute impacts safety or
efficacy.
PK
Bioactivity Safety
Immunogenicity
Impact and Uncertainty rankings have different scales to reflect the relative importance
Risk = Impact Score x Uncertainty Score (2, 4, 12, 16, 20) (1, 2, 3, 5, 7)
Critical Quality Attributes (CQAs) Identification: Risk Ranking & Filtering Tool
13

Example – CQAs for Monoclonal Antibody
Obligatory CQAs
Composition and Strength Protein Content, Osmolality, pH Appearance (color, opalescence, clarity) Content of: L-histidine, trehalose and poloxamer 188
Drug Product Specific Subvisible Particles Visible Particles Extractable Volume Sterility
Product Variant Non-CQAs C-terminal lysine N-terminal pyroglutamic acid C-terminal proline amidation Galactosylation
Product Variant CQAs High-molecular-weight species Low-molecular-weight species
Deamidation Unknown acidic charge variants Glycation
Aspartic acid isomerization
Oxidation
Afucosylation Hybrid glycans Mannose5 Sialylation (NANA) Non-glycosylated Heavy Chain (NGHC)
Sequence variants Protein structure Cysteine forms
Most of the quality attributes are critical quality attributes or obligatory critical quality attributes 14
Process-Related Impurity CQAs Host cell proteins (HCP) Host cell DNA Leached protein A Some raw materials

• The CQA-AC represents a numerical limit a CQA must meet end of shelf life in order to ensure the desired quality of the product. – Based on patient impact, not on product-specific (clinical) manufacturing – Collective effect of QAs considered to ensure PK and biological activity – Drive CPP identification, definition of the Control Strategy and process Design
Space
• CQA-AC are established based on: – Product-specific non-clinical and clinical experience – Platform knowledge and published literature – Process capability and testing strategy considerations – For CQAs that are not formed, no CQA-ACs are set
• May extend beyond product-specific clinical and non-clinical historical ranges with justification
• Not necessarily specification acceptance criteria
CQA Acceptance Criteria (CQA-AC)
15

Critical Quality Attribute (CQA)
Identification (RRF Tool)
Attribute Testing Strategy
(RRF Tool)
CQA Acceptance
Criteria Determination
Attribute Testing Strategy
Robustness
Process Characterization
(PC/PV Study Design RRF)
Control System
What should be measured?
What levels?
Does the process control this? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies of
Worst-Case Conditions
CPPs Identification
& Design Space
Definition
What is critical? How robust is the overall process?
How does the process impact the CQAs?
Design Space
What parameters should be studied?
Design of Experiments &
Univariate Studies
The Roche QbD Workflow
16

Concentration
and Formulation
Chromatography
Steps
Cell Culture/ Fermentation
Centrifugation
Drug Product Manufacturing
Knowledge of pCQAs is used to Design & Characterize Each Unit Operation – identifying CPPs & CMAs
CQAs
• Identify CQAs for the product • Determine relevant levels for each CQA
at each step
Characterize the process
• Perform scale-down uni- and multivariate or worst-case experiments for each unit operation
• Monitor all relevant CQAs • Defines site- and scale-independent PP
impacts
Confirm a Design Space
(optional)
• Linkage studies for all CPPs across the whole process
• Monitor process-wide performance for relevant CQAs
Traditional at-scale Process
Validation
• Confirms consistency of the process at scale in the commercial manufacturing site
• Confirms site- and scale-dependent validation

Process Characterization & Validation (Example for DS )
Validation Information Traditional Information Enhanced Approach
At-Scale Process Qualification Runs
- 3 consecutive runs at manufacturing scale in the commercial facility - KPIs and process-related impurity clearance
- All lots meet specifications
Scale-Down Process Parameter Studies
- Characterization of proven acceptable ranges for manufacturing parameters
- Generally univariate studies. Not all CQAs studied, but specified attributes assured
- Description of scale-down models
- Greater transparency of experimental design & data analysis
- Impact of parameter ranges on all relevant CQAs studied in multivariate studies
- Performance of “Linkage Studies” ensures product quality within the claimed ranges
- Statistical evaluation of scale-down models
Scale-Down Process Performance Studies
- Process-related impurity clearance - Virus removal and refiltration
- Pool hold times - Resin lifetime
- Limit of in vitro cell age - Membrane carry-over
- Filter leachables and extractable
18
All traditional process validation is performed for along with new approaches that enhance the assurance of product quality

The Approach to a Process Model
Setup experimental plan
Check/redefine ranges
Do the experiments
Evaluate the effects
Check models
• Use qualified small scale models • Perform multivariate studies whenever possible • Perform multiple rounds of experiments if required
(e.g. screening and response surface)
Normal operating range
Determine criticality
19

CPPs are all PPs that have a meaningful impact on CQAs (i.e. lead to a >10% CQA change relative to the allowed range).
All CPPs are controlled and maintained within ranges to guarantee CQAs remain within their acceptance criteria.
– CQA remains within its acceptance criteria when CPP is at the limit of its range
– CQA remains within its acceptance criteria considering CPP interaction at the limits of their ranges (interaction)
– Impact on CQA (e.g. impurity level) on a given unit operation can be managed adequately by the following unit operations (e.g. impurity removal downstream) (linkage) 20
Identification of CPPs Definition
ICH Definition: “A process parameter whose variability has an impact on a critical quality attribute and therefore should be monitored or controlled to ensure the process produces the desired quality“

PP
CQ
A
setpoint low high
setpoint
Process Parameter Criticality is Systematically Assessed
Non-CPP
Low Limit
High Limit
Normal operating range
PP
CQ
A
setpoint low high
CPP
CQA-AC
Process Parameters
High-Impact CPP: Impact Ratio > 0.33 Low-Impact CPP: 0.10 £ Impact Ratio £ 0.33 Non-CPP: Impact Ratio < 0.10
40% (IR = 0.4) à high-impact CPP
Model prediction
CI95% of process model prediction
21

Critical Quality Attribute (CQA)
Identification (RRF Tool)
Attribute Testing Strategy
(RRF Tool)
CQA Acceptance
Criteria Determination
Attribute Testing Strategy
Robustness
Process Characterization
(PC/PV Study Design RRF)
Control System
What should be measured?
What levels?
Does the process control this? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies of
Worst-Case Conditions
CPPs Identification
& Design Space
Definition
What is critical? How robust is the overall process?
How does the process impact the CQAs?
Design Space
What parameters should be studied?
Design of Experiments &
Univariate Studies
The Roche QbD Workflow
22

Roche’s Design Space Definition
The Drug Substance and Drug Product design space includes – All unit operations and their sequence – All process parameters describing the operation of each of the unit
operations (described in Section S.2.2 and P.3.3) – All raw materials
The design space is limited by the multivariate acceptable ranges for all relevant process parameters
– CPPs – Non-CPPs
23

Critical Quality Attribute (CQA)
Identification (RRF Tool)
Attribute Testing Strategy
(RRF Tool)
CQA Acceptance
Criteria Determination
Attribute Testing Strategy
Robustness
Process Characterization
(PC/PV Study Design RRF)
Control System
What should be measured?
What levels?
Does the process control this? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies of
Worst-Case Conditions
CPPs Identification
& Design Space
Definition
What is critical? How robust is the overall process?
How does the process impact the CQAs?
Design Space
What parameters should be studied?
Design of Experiments &
Univariate Studies
The Roche QbD Workflow
24

Attribute Testing Strategy (ATS) – A Major Component of the Overall Control Strategy
QAs
CQA
Non-CQA
Low risk to be outside
CQA-AC
Process impact/ stability impact
CQA RRF
Lowest risk to be outside CQA-AC
ATS RRF
Control System
Monitoring
No Testing
Robustness assessment
Residual risk to be outside
CQA-AC CQA-AC definition
CQAs are defined Acceptable levels
determined
Evaluation of residual risk of process and stability to stay
in AC defines testing strategy
Attribute Testing Strategy confirmed
25

26
Attribute Testing Strategy Score Defines Testing Strategy
Process Impact Tree Stability Impact Tree
CQA Impact Score
(2,4,12,16,20)
Process/Stability Impact Score
(1, 2,4,10)
X Attribute Testing Strategy Score =
Attribute Testing Strategy (ATS) Score
<21 No testing required 21-50 Monitoring required >50 Control System testing required

ATS Robustness Assessment
27
• Performed by Subject Matter Experts for every Quality Attribute (QA)
• It takes the following aspects under consideration:
· Criticality/Risk The criticality is assessed as the impact of the QAs on safety, immunogenicity, and efficacy.
· Likelihood of formation Likelihood of formation of the variant during the manufacturing process and/or storage.
· Capability of the Process Ability of the process to control the attribute.
· Capability of the analytical procedure
· Additional Control Coverage of attribute by other analytical procedures in the ATS
· Conclusion Considering regulatory requirements
Assessment guides if any adaptions to the proposed testing strategy may be needed and can lead to elevating or downgrading attributes in the testing strategy categories or to redefining limits and methods. Attributes with ATS scores > 50 are not removed from the control system testing by this assessment.

28
Example: Attribute Testing Strategy
Attribute Testing Strategy (ATS) Score
<21 No testing required 21-50 Monitoring required >50 Control System testing required

Critical Quality Attribute (CQA)
Identification (RRF Tool)
Attribute Testing Strategy
(RRF Tool)
CQA Acceptance
Criteria Determination
Attribute Testing Strategy
Robustness
Process Characterization
(PC/PV Study Design RRF)
Control System
What should be measured?
What levels?
Does the process control this? Is it stable?
Do we have the right tests?
What should be tested?
Linkage Studies of
Worst-Case Conditions
CPPs Identification
& Design Space
Definition
What is critical? How robust is the overall process?
How does the process impact the CQAs?
Design Space
What parameters should be studied?
Design of Experiments &
Univariate Studies
The Roche QbD Workflow
29

Control System for Drug Substance
Testing of
Color Potency by Bioassay
Clarity/Opalescence Identity
pH Purity (e.g. by SE-HPLC, CE-SDS, IE-HPLC)
Osmolality Glycosylation (e.g., Afucosylation)
Content of Excipients Bioburden
Content of Protein Bacterial Endotoxins
30
• Obligatory testing is implemented
• Testing is based on the residual risk of attributes to stay within acceptance criteria:
• In case of residual risk: attribute is tested and specified
• Testing may differ between release and stability

Control System for Drug Product
Testing of
Physical State Identity
Color Purity (e.g. by SE-HPLC)
Clarity/Opalescence Potency by Bioassay
Extractable Volume Content of Protein
Particles (visible, subvisible) Sterility
pH Bacterial Endotoxins
Osmolality
31

Overall Commercial Control Strategy
32
Control of Process Parameters
(CPPs & Non-CPP) Attribute Testing
Strategy Specified CQAs Monitored CQAs
+ Control of Materials
GMP - Environmental Controls
GMP - Procedural Controls
Overall Control Strategy
+
The overall commercial control strategy covers different aspects:
• allowed ranges for CQAs and process parameters
• control of materials
• GMP controls

Product Lifecycle Post-Approval Lifecycle Management Plan
33
Development Product Lifecycle
Post-Approval Lifecycle
Management Plan
Process/Product Monitoring
(PPs and CQAs)
Process Lifecycle / Change Management
(incl. design space verification)
Control System Lifecycle / Change
Management
The PALM Plan describes how process parameters and CQAs are monitored during product lifecycle.
The PALM Plan describes how changes are managed in the Quality Management System.

Approval Status for Monoclonal Antibody
• The marketing application for the monoclonal antibody of this case study has currently been approved by approx. 60 countries
ü Approved in EU, USA, Switzerland, Canada, Australia, New Zealand, Brazil, Russia, South Korea, Taiwan, many others
ü Design Space and PALM plan have been approved in all countries
34

Summary
35

Bottom Line: What has changed?
• Enhanced knowledge results in more robust routine process
• Effects of process parameters on quality attributes well understood – Deviations and changes can be assessed more precisely – When moving into «unknown territory» model predictions have to be verified
• Definition of a Design Space in which we can move freely without HA approval/report
• Control system systematically covers all known risks and can be adapted during lifecycle (e.g. frequency of testing monitoring attributes)
• Process monitoring systematically adds to process understanding
Ø No fundamental changes in manufacturing rules or Quality System (new only: «monitoring attributes» according to PALM Plan)
36

Benefits of QbD
• QbD can be a highly effective global driver of change in the industry providing:
– Enhanced level of product quality and process robustness
– The foundation for continued improvement
• The work done to enable Design Space claims has clearly enhanced overall process robustness and product quality
– More extensive evaluation of process impacts on CQAs – Driven DoE approaches to become “state of the art” – More systematic and inclusive identification of CPPs and non-CPPs – More rigor in developing the overall control strategies – More assurance that process is robust upon approval – More assurance of supply – Facilitates change - and deviation management
37

Acknowledgments
Thanks to:
Roche/Genentech Global QbD Large Molecule Team
Multiple Technical Development Teams
Global Health Authorities
38


Doing now what patients need next
40







