1
By: Greg Johnson

A New Casting Standard
• Who, What, Where, When &…
• Most importantly- Why?- Why?

Casting Quality is Scrutinized More Today
• New foundries in New Countries
Casting Quality is Scrutinized More Today
• New foundries in New Countries
• A much higher • A much higher percentage of recent casting failures and rejections

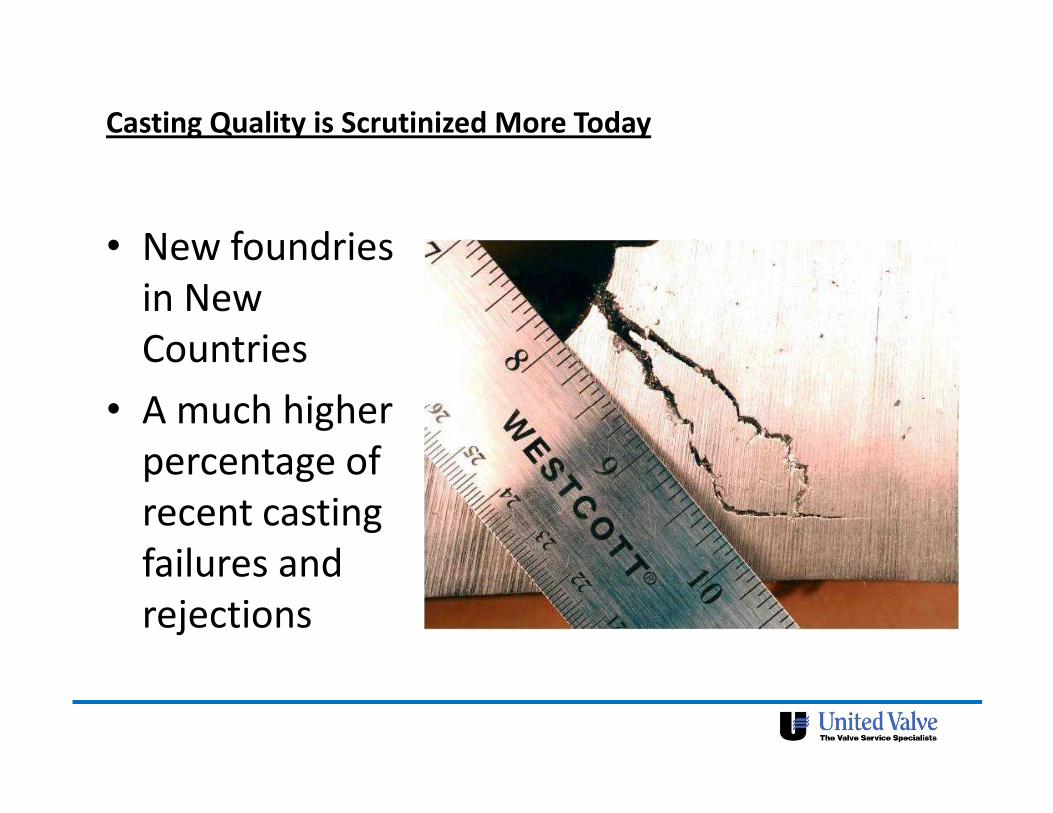
Casting Quality is Scrutinized More Today
• New foundries in New Countries• A much higher percentage of recent casting
failures and rejections• Casting problems…Some real and some • Casting problems…Some real and some
perceived• Perception (of quality) is reality• End-user’s under much more pressure from
management & government entities

Increased Pressure on Casting Suppliers
• Most casting suppliers are in China• Culture is a issue• Commitment to western requirements is still
an issuean issue

Culture & Commitment• Many Chinese foundries are not firmly rooted in
western quality expectations nor do they understand the western manufacturing approach
• Chinese NDE personnel, techniques and equipment are still not universally equal to western standards are still not universally equal to western standards nor do they fully understand western NDE requirements & specifications
• The culture in China requires buyers to have “boots on the ground and eyes on the processes”
• Lack of repeatability is still a big issue

Additional Guidance for Commodity Casting Quality
will Help

Standard Class or Commodity Valve Castings Have Few
Requirements
• Must meet ASTM material specifications• Must not leak under hydrotest• Must not leak under hydrotest• Must pass MSS SP-55 visual examination

Visual Examination Doesn’t Reveal Everything
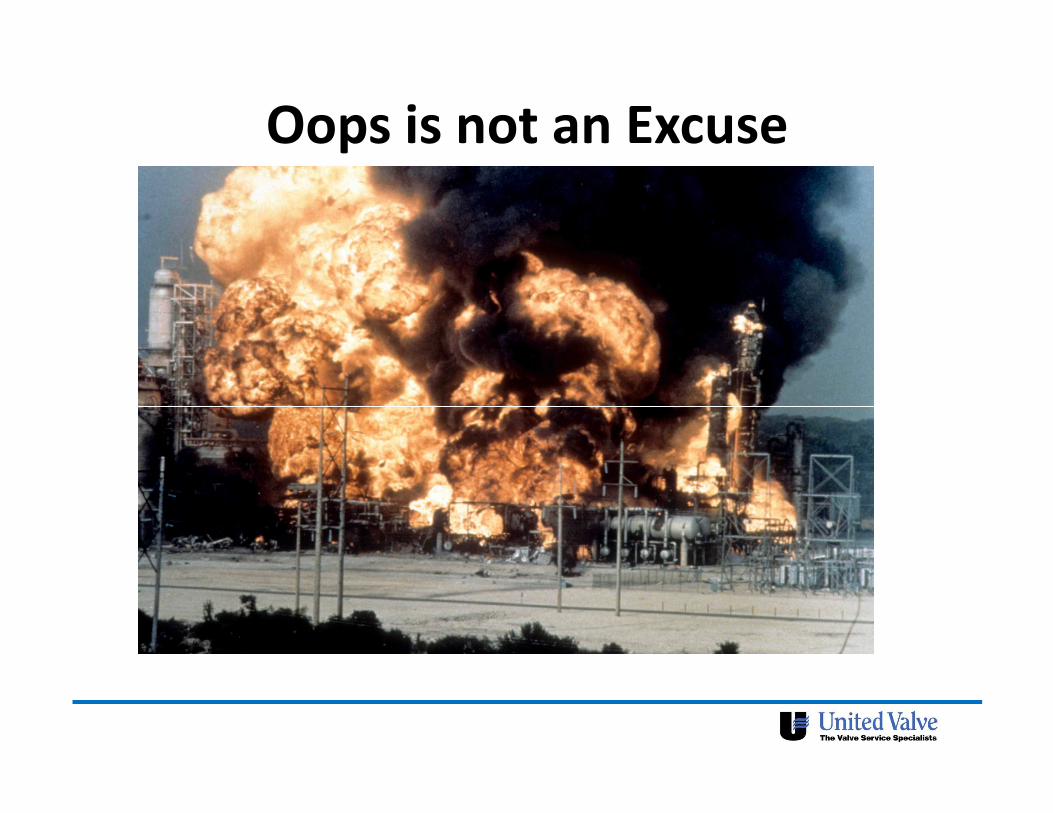
Oops is not an Excuse
Were those “Old” Castings Really Better?

The Short Answer is “We Think So”
• However… there was not much radiography done on commodity valves 40-50 years ago.
• There were not even any acceptance criteria until MSS SP-54 in 1959until MSS SP-54 in 1959
• The requirements for SP-54 were voluntary and not mandatory
• But…Designs were robust and wall thickness much greater than today.

The Short Answer is, "we think So”
• Was it a case of no one scrutinized the castings, or were they all very good?
• Catastrophic casting failures were almost unheard of.unheard of.

The Short Answer is, "we think So”
• Domestic foundries had been pouring quality steel since the early 1900’searly 1900’s
• There was a lot of pride and art in the casting process

What are the guidelines for valve castings today?
• Unless a specific casting quality level is specified via NDE, valve castings must only castings must only meet MSS SP-55 visual inspection criteria and not leak under hydrotest

API 598 & MSS SP-55
• API 598, Para. 4.5.1:
“A visual examination shall be performed by the valve manufacturer on all manufacturer on all castings of bodies, bonnets, covers and closure elements to assure conformance with MSS SP-55.”
What Higher Casting Quality Levels are Requested?
• Most common is-“Special Class” in accordance with ASME B16.34B16.34
• Highly critical applications such as Hydrogen and nuclear service require much better castings

What is Special Class?
• Radiographic acceptance criteria in accordance with B16.34

What is Special Class?
• Critical areas per B16.34
“Commodity” or “Standard” Castings
• “Commodity” is a commercial term, not a technical term
• The vast majority of steel valve castings are not specialnot special
• How is their quality assessed?• What acceptance criteria is there?• MSS SP-55 and no leakage!

End-users and OEM’s want guidelines
• Castings are evaluated today when API RP591 testing is requested.
• Users originally wanted all evaluated valves to meet special classmeet special class
• Latest revision of RP591 has loosened the radiographic acceptance criteria by one level
• This has established a quality expectation for standard class valves

Some Requirements of RP591 are Now Tougher
• 100% of pressure boundary must be radiographed
• Microstructural • Microstructural examination at 100X
• More extensive chemical analysis
The Proposed MSS Casting Standard
• Who- The Manufacturers Standardization Society (MSS)
• What- “Quality Standard for Steel Castings Used in Standard Class Steel Valves- Sampling Used in Standard Class Steel Valves- Sampling Method for Evaluating Casting Quality”
• When- Under development now• Where- Under the auspices of MSS Com. 304,
“Quality Standards”
Scope“This standard practice provides minimum requirements for pressure containing steel castings used in the manufacture of ASME B16.34 Standard Class, cast steel valves. It covers castings made by both the green sand and investment casting methods. Acceptance standards, which provide for a minimum quality level for Standard Class cast steel valve minimum quality level for Standard Class cast steel valve castings, are detailed within this document. Materials covered by this standard include ASTM A216, grades WCA, WCB & WCC and ASTM A217 grades WC6, WC9, C5 & C12. This Standard can also be utilized for other materials such as stainless steel etc.”

Purpose“The purpose of this standard practice is to provide evaluation methods and nondestructive acceptance criteria for non-Special Class, steel valve castings. The document additionally provides procedures for developing and qualifying Standard Class pilot castings.”

Some Key Definitions• Standard Class steel casting- A valve casting designed for
Standard Class in accordance with ASME B16.34 and not requiring any additional acceptance criteria for “Limited Class” or “Special Class”.
• Pilot Casting(s)- A casting(s) made and examined as part of the initiation and development of the production method, the initiation and development of the production method, e.g., the first casting(s) from a new or modified pattern using the identical foundry practice, i.e., risering, gating, chilling, coring and molding as the produc-tion castings it is intended to represent.
• Production Casting(s) - A casting(s) produced as part of a standard product run using normal production processes, practices and examinations as defined by the manufacturer.
Mandatory Requirements for Pilot Castings
• All pilot castings shall be evaluated without weld repairs• All accessible external and internal surfaces shall be dye
penetrant (PT) inspected in accordance with MSS SP-93.• All accessible external and internal surfaces shall be magnetic • All accessible external and internal surfaces shall be magnetic
particle (MT) inspected in accordance with MSS SP-53.• Critical areas as defined by ASME B16.34 are radiographed
(RT) in accordance with MSS SP-54

Requirements for Production Castings
• Each production casting shall have all external and accessible internal areas of the casting visually inspected to the requirements of MSS SP-55
• Standard production, pressure containing castings shall be randomly selected based on the sampling plan specified in randomly selected based on the sampling plan specified in Annex A
• The randomly selected casting(s) shall be radiographed and shall meet the radiographic quality levels as listed in Tables 1, 2 & 3, as applicable for critical areas as designated in ASME B16.34

Recommended Sample Plan- Gate Valves
Pressure Class
NPS 150 300 600 900 15002 – 8 1% 1% 2% 5% 5%10 – 16 1% 1% 5% 5% 5%10 – 16 1% 1% 5% 5% 5%18 – 24 2% 2% 5% 10% 10%>24 5% 5% 10% 10% 10%

Recommended Sample Plan- Globe Valves
Pressure Class
NPS 150 300 600 900 1500
2 – 8 5% 5% 5% 5% 5%10 – 16 5% 5% 5% 5% 10%10 – 16 5% 5% 5% 5% 10%18 – 24 10% 10% 10% 10%
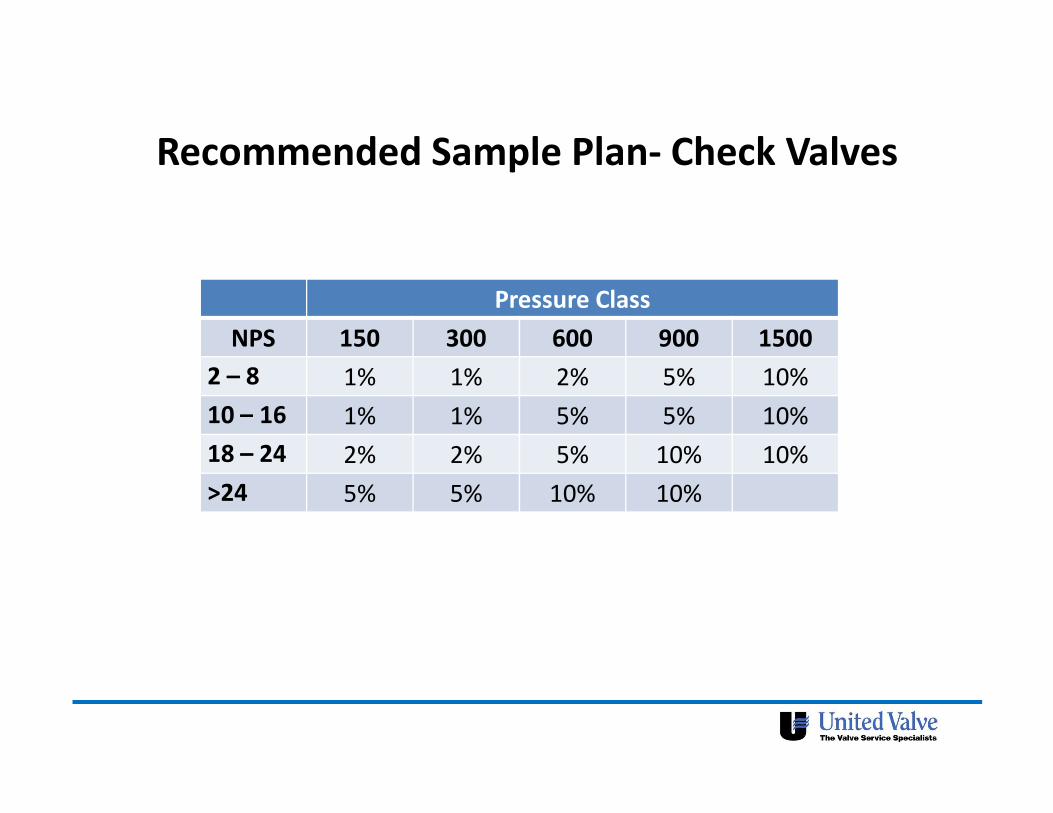
Recommended Sample Plan- Check Valves
Pressure Class
NPS 150 300 600 900 15002 – 8 1% 1% 2% 5% 10%10 – 16 1% 1% 5% 5% 10%10 – 16 1% 1% 5% 5% 10%18 – 24 2% 2% 5% 10% 10%>24 5% 5% 10% 10%
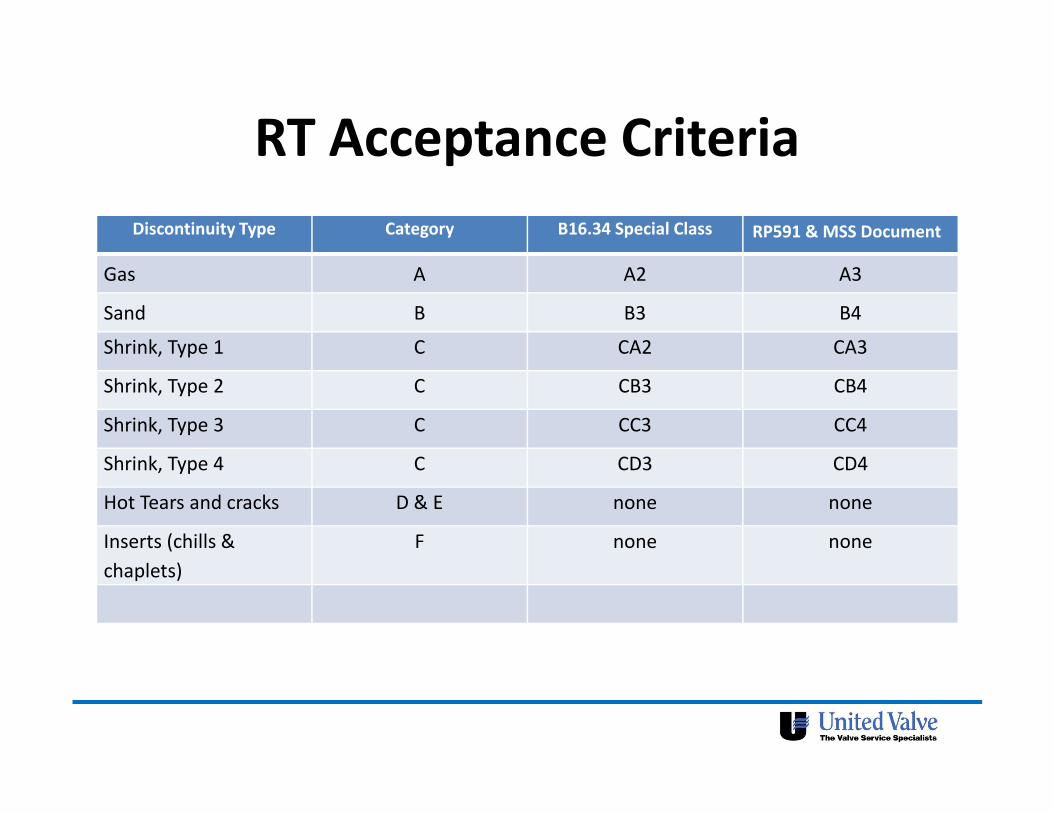
RT Acceptance CriteriaDiscontinuity Type Category B16.34 Special Class RP591 & MSS Document
Gas A A2 A3
Sand B B3 B4
Shrink, Type 1 C CA2 CA3
Shrink, Type 2 C CB3 CB4
Shrink, Type 3 C CC3 CC4
Shrink, Type 4 C CD3 CD4
Hot Tears and cracks D & E none none
Inserts (chills & chaplets)
F none none

End-users Casting Quality Needs are Varied
• Not every plant requirement calls for high integrity castings… which do castings… which do cost more to produce

An Additional Solution
• Create three classes of valves, all based upon NDE performed and acceptance criteria applied
• Would create an opportunity for the best • Would create an opportunity for the best manufacturers and the average ones as well
• Class 1, Class 2, Class 3

Class 1 Valves
• Pressure envelope radiographed with acceptance criteria in accordance ASME B16.34 for special class
• Castings magnetic particle (MT) or dye penetrant (PT) examined in accordance with MSS SP-53 & SP-93
• Castings visually examined in accordance to MSS SP-55
• Finished valves hydrostatically tested in accordance with API 598

Could Reduce the Cost of Expensive Casting Upgrades

Class 2 Valves
• Castings evaluated in accordance with the proposed MSS document
• Visually examined in accordance with MSS SP-55SP-55
• Valves hydrostatically tested in accordance with API 598

Class 3 Valves
• Castings visually examined in accordance with MSS SP55
• Finished valves hydrostatically tested in accordance with API 598accordance with API 598

Review
• Casting quality is still a concern• Standard class valves have no real inspection
criteria• MSS is creating a casting document for • MSS is creating a casting document for
specifying standard class castings– RT Acceptance criteria– A detailed sampling plan
Thanks







