
UNCO
RREC
TED
PROO
F
Flammability performance ofbiocomposites
Maya Jacob John1, 2, 3
1CSIR Materials Science and Manufacturing, Polymers and Composites Competence Area, PortElizabeth, South Africa, 2Department of Chemistry, Faculty of Science, Nelson MandelaMetropolitan University, Port Elizabeth, South Africa, 3School of Mechanical, Industrial andAeronautical Engineering, University of the Witwatersrand, Johannesburg, South Africa
Chapter Outline2.1. Introduction 12.2. Flammability testing techniques 2
2.2.1. Cone calorimetry 22.2.2. Pyrolysis combustion flow calorimetry 32.2.3. Limiting oxygen index 42.2.4. Underwriters laboratories 94 (UL94) 42.2.5. Ohio State University heat release apparatus (OSU) 5
2.3. Case studies 52.3. 1 Biopolymers and biocomposites 52.3.2. Use of green flame retardants 12
2.4. Conclusions 14References 14
2.1 INTRODUCTIONBio-based composites are witnessing a growth in different industrial sectors,mainly ranging from construction to aerospace industries. This recent surge inthe use of biocomposites is motivated by factors such as depletion of and highcost of petroleum reserves, comparable technical properties of biocomposites,and the current shift toward environmentally friendly and sustainable materialswhich in turn is supported by the implementation of environmental legislationsuch as REACH Act (Registration, Evaluation, Authorization and Restrictionof Chemical substances) and other bio-based incentives.
Chapter 2
Green Composites for Automotive Applications, https://doi.org/10.1016/B978-0-08-102177-4.00002-1Copyright © 2019. 1
UNCO
RREC
TED
PROO
F
2 Green Composites for Automotive Applications
Bio-based products have been mainly used as flexible and rigid packagingmaterials where stringent flammability measures did not always have to be met.As recent trends seem to dictate the growing use of biopolymers [like polylac-tic acid (PLA)] and biocomposites in the transportation and electronics sector,it has become very relevant to formulate strategies to improve flammability bythe use of flame retardants to meet the various industrial regulatory standardsof these sectors. A few examples of such regulatory measures include for aero-space applications; components used as interior panels must exhibit heat re-lease rates (total heat release and peak heat release) ≤ 65 kW/m2 when testedon a Ohio State University heat release apparatus. For the automotive sector,the Federal Motor Vehicle Safety standard 302 stipulates that horizontal burnrate of the samples must not exceed 102 mm/min.
There are four main families of flame retardant (FR) chemicals: inorganic,organophosphorus, nitrogen-based, and halogenated. There are synergists thatact in combination with the FRs (e.g., antimony trioxide, zinc borate). Manyof the traditional FRs, however, pose environmental/ecotoxicological threats,whether it is during manufacture, application, or combustion, or at end-of-lifedisposal. For example, antimony trioxide is a possible carcinogen and some ofbrominated and chlorinated FRs may form dioxins and furans on combustionor can be persistent, bioaccumulative, and/or toxic to humans, and this has ledto a market call for halogen-free FRs There is growing evidence that these FRscan accumulate in people and cause adverse health effects—hormonal imbal-ances, interference with reproductive systems, thyroid and metabolic function,and neurological development in infants and children—and this has resultedin restrictions like REACH being imposed. The full-scale implementation ofREACH will affect more than 3000 chemicals across a huge range of industrialand consumer products. Another legislative measure—the Stockholm Conven-tion on Persistent Organic Pollutants (POPs)—has banned the production anduse of 21 chemicals of which four are brominated FRs.
Consequently, new ways are being sought to find more environmentallyfriendly FRs or fire resistance systems. These include modifications to new in-organic-based FRs, the use of nanocomposites (e.g., nanoclays), and nontoxic“green-chemistry” solutions. Also, in the use of green/environmentally friendlyFRs the biodegradable nature of the biopolymers is retained.
2.2 FLAMMABILITY TESTING TECHNIQUES
2.2.1 Cone calorimetryCone calorimetry is one of the most common fire behavior tests used to studythe rate of heat released by materials exposed to radiant heat flux. Its principleis based on the measurement of decreasing oxygen concentration in the com-bustion gases of the sample that is subjected to a given heat flux (10–100 kW/

UNCO
RREC
TED
PROO
F
Chapter | 2 3
m2). The analysis of combustion products and gaseous species can be per-formed by installation of a Fourier transform infrared (FTIR) spectrometer [1].
The most important parameter obtained from cone calorimetric testing isthe heat released per unit of time and surface area (heat release rate, HRR) ex-pressed in kW m−2. The fire properties of materials are assessed by studyingthe gradual development of HRR over time, that is, the value of its peak maxi-mum (PHRR) or HRR maximum. The calculation of HRR is based on Hugget-t's study on the estimation of HRR via oxygen consumption measurements [1a].This study concluded that most organic materials release an amount of heat thatis practically proportional to the amount of oxygen consumed while burning.The proportionality factor is constant from one material to another and is equalto 13.1 kJ g–1 consumed oxygen, with an accuracy of approximately 5%. Thetotal heat release (THR) [2] is obtained by integration of the HRR versus timecurve expressed in MJ m–2. Cone calorimetry, in addition to the aforementionedparameters, also provides information on time to ignition (TTI), time to flameout (TFO), mass loss rate, levels of oxygen, carbon monoxide, and carbon diox-ide, and total smoke released (TSR). Furthermore, it provides more detailed firecharacteristics, with HRR being the most widely used parameter for evaluatingthe fire properties.
2.2.2 Pyrolysis combustion flow calorimetryPyrolysis combustion flow calorimetry (PCFC) is a fire test method for evalu-ating the combustibility of milligram-sized samples [3]. It is also known as mi-croscale combustion calorimetry (MCC) and is now a standardized techniqueclassified as ASTM D7309-07. PCFC reproduces the solid state and gas phaseprocesses of flaming combustion in a nonflaming test. This is achieved by con-trolled pyrolysis of the sample in an inert gas stream followed by high temper-ature oxidation of the volatile pyrolysis products. The heat of combustion ofthe pyrolysis products is measured by the use of oxygen consumption calorime-try. This method combines the constant heating rate and flow characteristics ofthermal analysis (i.e., thermogravimetry) with the ability to determine the heatof combustion typical of oxygen bomb calorimetry. PCFC determines the heatrelease and heat release rate using an oxygen consumption method.
The heat release capacity is the maximum potential of the material to releasecombustion heat in a fire. From the above derivation, the heat release capacity(ηc) is a combination of material properties, and consequently, is itself a mater-ial property as measured in PCFC. The use of Heat release capacity (HRC) as ameasure of fire risk is based on the assumption that the maximum specific heatrelease rate at the decomposition temperature reached at constant heating ratecorrelates with the mass loss rate during pyrolysis in a fire characterized by atransient temperature gradient [4].
Flammability performance of biocomposites
UNCO
RREC
TED
PROO
F
4 Green Composites for Automotive Applications
2.2.3 Limiting oxygen indexLimiting oxygen index (LOI) is the minimum concentration of oxygen in amixture of oxygen and nitrogen that is needed to support the flaming combus-tion of a material. It is expressed in volume percent (vol%). It was first in-troduced in 1966 by Fenimore and Martin and is used to indicate the relativeflammability of materials. It is standardized in the United States (ASTM D2863) and in France (NF T 51-071), as well as internationally (ISO 4589). Themethod involves placing a sample vertically within a controlled atmosphere andits top inflamed with a burner. LOI, the minimum concentration of oxygen ina mixture of oxygen and nitrogen that either maintains flame combustion of amaterial for 3 min or consumes a length of 5 cm of a sample, is expressed as:
(2.1)
where [O2] and [N2] are the concentrations of oxygen and nitrogen gases, re-spectively.
Materials with LOI values less than 21% are classified as combustible, butthose with LOI greater than 21 are classed as self-extinguishing since theircombustion cannot be sustained at ambient temperature without an external en-ergy contribution. Materials with a high LOI value generally exhibit a betterFR property. This method remains one of the most important screening andquality control tools in the plastics industry to characterize both the ignitabil-ity and flammability resistance. However, LOI measurements are taken at roomtemperature and LOI values decrease as temperature increases. This means thatself-extinguishing cannot be considered a fast rule, since materials with highLOI values at room temperature may burn without self-extinguishing under in-tense fire conditions. It should be noted that melting and dripping of a polymerduring the LOI test may cause a specimen to extinguish and thus give mislead-ing high LOI values. In addition, LOI has a limitation as a test for nanocompos-ites in that organomodified nanoclay–reinforced polymer nanocomposites ex-hibit decreased LOI values due to an increased flame spread rate over the sur-face of the specimen, while inside the material nanoclays form a barrier layerthat limits the propagation of fire [5]. The advantages of LOI are that it pro-vides a convenient, reproducible means of determining a numerical measure offlammability. Furthermore, the test equipment is inexpensive and only a smallsample size is required for testing.
2.2.4 Underwriters laboratories 94 (UL94)UL 94 is a set of tests approved by Underwriters Laboratories Inc. as flametests for plastics materials for parts in devices and appliances. It includes arange of tests such as small and large flame vertical (V) tests, horizontal (H)
UNCO
RREC
TED
PROO
F
Chapter | 2 5
tests for bulk and foamed materials, as well as radiant panel flame spread test.The commonly used test is UL 94V in terms of practice and usage. It measuresignitability and flame spread of vertical bulk materials exposed to small flame.It is equivalent to international standard IEC 60695-11-10 (Test method B) forsmall flames (50W) and ASTM D3801-10 [6]. The UL 94 test is widely usedboth in industry and academic research centers. It is intended to meet industrialrequirements, as well as classify polymeric materials hierarchically. The infor-mation obtained remains limited due to its basic and unrefined character.
2.2.5 Ohio State University heat release apparatus (OSU)The OSU is a technique used to measure the RHR of materials and products ina forced flaming combustion. Both heat and smoke release are measured fromthe moment the specimen is injected into a controlled exposure chamber. Mea-surements are continued during the period of ignition and to such a time that thetest is terminated. Although the OSU heat release apparatus is a good tool forflammability testing, there are known limitations of this test method [7]. Theheat and smoke release depend on several factors such as formation of surfacechar, formation of adherent ash, sample thickness, and method of mounting.Heat release values are a function of the exposed tested area of the specimen.The test method is restricted to the specified specimen size of materials, prod-ucts, or assemblies. In the case of products, the test specimen (i.e., prototype) isrepresentative of the product in actual size. At very high specimen HRR, flam-ing above the stack is possible making the test invalid.
There is no established general relationship between HRR values obtainedfrom horizontally and vertically oriented specimens. Specimens that melt anddrip in a vertical position are tested horizontally and hence vertical testing re-mains a problem for testing thermoplastic materials in the OSU.
2.3 CASE STUDIES
2.3 1 Biopolymers and biocompositesThe different types of FRs and their use in natural fibers and natural fiber–re-inforced composites has been documented in detail by Mngomezulu and John[8]. Generally it has been seen that the methods of imparting fire resistance innatural fiber–reinforced composites has been through three main routes [9]:
• Chemically treating the natural fibers with suitable FRs;• Treating the matrix (petroleum-based/biopolymer) with suitable FR addi-
tives during melt compounding stage;• Use of FR coatings on the molded natural fiber composite
Flammability performance of biocomposites
UNCO
RREC
TED
PROO
F
6 Green Composites for Automotive Applications
The choice of the FR depends upon the type of matrix polymer and pro-cessing technique used. In the case of natural fibers, commonly used FRs in-clude phosphorus and nitrogen-based systems, which function in the condensedphase and promote char formation by converting fiber structure into char andreduce fuel formation. The most commonly used FRs for thermoplastic poly-mers are metal hydroxides (aluminium hydroxide/magnesium hydroxide), ex-pandable graphite, ammonium polyphosphate, intumescent systems, and nan-oclays. Metal hydroxides act by undergoing exothermic reactions at elevatedtemperatures releasing vapor which retards the fire-forming reactions. Metalhydroxides need to be used at high loadings and usually has an adverse effecton mechanical properties. Phosphate-based systems interfere with polymer de-composition and promote char formation. FR coatings act as a barrier coatingand are more often ceramic or intumescent-based. Intumescent coatings uponexposure to fire form a carbonaceous layer which acts as a thermal barrier andprotects the underlying polymer system.
In recent times, the use of nanofillers in PLA has been of particular inter-est as researchers have found that such nanocomposites exhibit improved me-chanical properties at low loadings (3%–5%) along with increased flame resis-tance [10]. Addition of clay has been shown to reduce the peak heat release rate(PHRR) for PLA-based nanocomposites [11]. A decrease or increase in smokeproduction has also been observed. It has been proposed that when the poly-mer matrix is exposed to heat, the clay platelets migrate to the surface provid-ing a protective layer that delays gasification of the layer below. The clays alsoform a carbonaceous-silicate char which acts as a heat barrier, increasing ther-mal stability, and as a physical barrier to mass transport of oxygen and volatileproducts.
Solarski et al. investigated the flammability properties of melt-spun PLA/montmorillonite multifilament nanocomposite fibers using the cone calorime-ter [12]. They found a large (38%) decrease in the PHRR of the nanocompos-ites when compared to the pure PLA. Tensile strength and Young's modulus,however, decreased upon addition of clay. In addition to clay, multiwalled car-bon nanotubes (MWCNTs) have also been used in PLA but limited enhance-ment was observed as MWCNTs were not uniformly dispersed in PLA [13].Another nanofiller that has potential is expanded graphite (EG) which when in-corporated in PLA reduced the PHRR by 30% when compared to virgin PLA[14]. The use of natural halloysite as effective green FRRRs for thermoplasticcompounds was presented by Dharia and Zetoun [15].
Although PLA nanocomposites exhibit lower flammability properties interms of cone calorimetry, they often fail in other flammability tests (limit-ing oxygen index and UL-94) [16]. The fire resistance of the nanocompositecan, however, be improved by combining the nanofiller with conventional FRs.When using nanofillers, the properties achieved depend not only on the prop

UNCO
RREC
TED
PROO
F
Chapter | 2 7
erties of the nanofiller and polymer but also on interfacial characteristics andthe method of preparation. Layered silicate nanocomposites, for example, re-sult only when an intercalated or exfoliated structure is formed. An intercalatednanocomposite is one in which the polymer chains are inserted into the layeredsilicate structure in a crystallographically regular fashion. When the individualsilicate layers are separated in a continuous polymer matrix, an exfoliated struc-ture is obtained. When the polymer is unable to intercalate between the layeredsilicates, phase separation occurs and the properties remain the same as that fora traditional microcomposite. For particle— or fibrous—reinforced nanocom-posites the dispersion and nanofiller-polymer interface is crucial in determin-ing the properties of the material. Uniform dispersion is usually attained bychemical modification of nanofillers to enhance the interfacial adhesion be-tween the nanofillers and polymer matrix. In a recent study, PLA containingmelamine grafted MWCNTs were found to exhibit a 28% reduction in PHRR.This was attributed to high level of dispersion in treated MWCNTs-reinforcedPLA when compared to unmodified systems. Another interesting observationwas the formation of a compact and cohesive char for the functionalized MW-CNT-reinforced PLA while unmodified PLA exhibited islands of char devoidof any cohesion [17].
The use of nanoclay (C30 B) and polylactic acid grafted glycidyl methacry-late (PLA-g-GMA) on flammability properties of silane-treated bananafiber–reinforced PLA composites was investigated by Sajna et al. [18] Flamma-bility properties measured by UL-94 horizontal burning test and cone calorime-try showed that the PHRR reduced by 22.6% in the presence of nanoclay (Fig.2.1). This was attributed to the fact that nanoclay accelerated the char forma-tion and hence could reduce the flammability of PLA samples.
Another group of FRs commonly used for natural fiber composites arethe inorganic hydroxides. In a recent study, Mg (OH)2 and Al (OH)3 wereused to improve the fire resistance of sisal [19] and saw-dust [20] –rein-forced polypropylene composites. However inorganic hydroxides have been re-ported to reduce the mechanical properties of composites and hence the useof Ca(OH)2 as a FR was studied by Zhao et al. [21]. for hemp-reinforcedpolypropylene composites. In this study, Ca (OH)2 was used to modify thehemp fiber surface and not incorporated in the compounding stage as in pre-vious studies. Fig. 2.2 shows the LOI values of the composites, and it canbe seen that the LOI values registered an increase indicating improved flameretardance, and this was attributed to the fact that Ca(OH)2 decomposed toform CaO and water which aided in fire resistance. The authors also observedthat addition of ammonium polyphosphate (APP) further improved flame retar-dance due to synergistic interaction between CaO and APP.
In a detailed study, Sypaseuth [22] observed that best flammability resultsare obtained when multicomponent FR systems are used. In the study dealingwith kenaf fiber–reinforced PLA composites, the synergistic effects of mul-ticomponent systems of expandable graphite with ammonium polyphosphate
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
8 Green Composites for Automotive Applications
FIGURE 2.1 HRR graphs of compatibilized bionanocomposites.
FIGURE 2.2 Limiting oxygen index of the treated and untreated hemp and their reinforced com-posites.
and magnesium hydroxides with layered silicates were studied. It was observedthat for both systems, excellent flame retardance was obtained at low level ofFRs.
In another study [23] involving synergistic systems, ammonium polyphos-phate (APP) and distiller's dried grains with solubles (DDGS) as the naturalcharring agent was used for polylactic acid systems. The surfaces of bothAPP and DDGS were coated by degradable polymeric FR resorcinol di(phenyl

UNCO
RREC
TED
PROO
F
Chapter | 2 9
phosphate) (RDP). The main observation of the study was that the limited oxy-gen index value of the biocomposites with loading of 15 wt% C—DDGS and15 wt% C—APP reached 32.0%, and a UL—94 V—0 was attained. The bio-composites also exhibited good mechanical properties with the tensile strengthof the samples being maintained at 57 MPa.
The effect of the FR APP on the properties of a range of natural fiber–re-inforced polybutylene succinate composites was investigated by Dorez et al.[24]. The natural fibers chosen in this study were cellulose, hemp, flax, sugar-cane, and bamboo and flammability was measured by PCFC and cone calori-metric testing. The main observations of this study were that the incorporationof fibers reduced the time to ignition in the composites but increased the charresidues (Fig. 2.3), which led to reduction of PHRR values. The authors sug-gest that the synergistic effect of the presence of APP and natural fibers resultsin decrease of flammability properties.
The use of glycerol phosphate and phosphorus-silane treatment on flaxfibers in flax-reinforced PLA/thermoplastic starch (TPS blends) was investi-gated by Bocz et al. [25]. The authors observed that the multifunctional ad
FIGURE 2.3 Residue of samples from cone calorimeter tests: (a) 90PBS10fl, (b) 85PBS15fl, (c)80PBS20fl, (d) 70PBS30fl.
Flammability performance of biocomposites
UNCO
RREC
TED
PROO
F
10 Green Composites for Automotive Applications
ditive system resulted in reduction of flammability properties by 40%. Thecomposites also exhibited well-balanced strength and stiffness values.
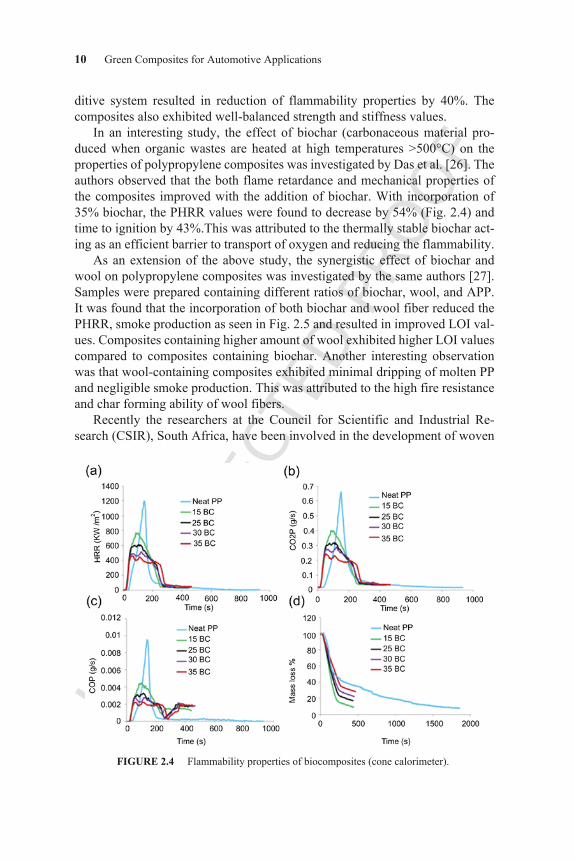
In an interesting study, the effect of biochar (carbonaceous material pro-duced when organic wastes are heated at high temperatures >500°C) on theproperties of polypropylene composites was investigated by Das et al. [26]. Theauthors observed that the both flame retardance and mechanical properties ofthe composites improved with the addition of biochar. With incorporation of35% biochar, the PHRR values were found to decrease by 54% (Fig. 2.4) andtime to ignition by 43%.This was attributed to the thermally stable biochar act-ing as an efficient barrier to transport of oxygen and reducing the flammability.
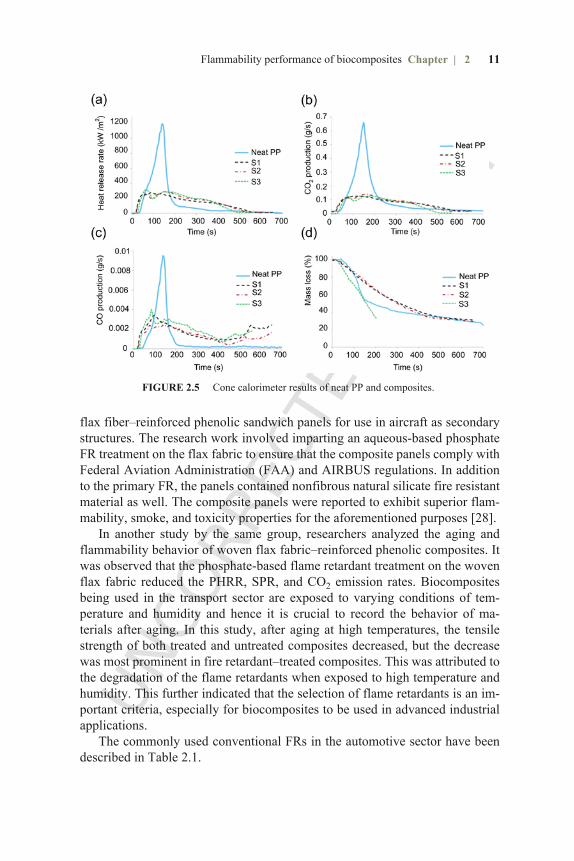
As an extension of the above study, the synergistic effect of biochar andwool on polypropylene composites was investigated by the same authors [27].Samples were prepared containing different ratios of biochar, wool, and APP.It was found that the incorporation of both biochar and wool fiber reduced thePHRR, smoke production as seen in Fig. 2.5 and resulted in improved LOI val-ues. Composites containing higher amount of wool exhibited higher LOI valuescompared to composites containing biochar. Another interesting observationwas that wool-containing composites exhibited minimal dripping of molten PPand negligible smoke production. This was attributed to the high fire resistanceand char forming ability of wool fibers.
Recently the researchers at the Council for Scientific and Industrial Re-search (CSIR), South Africa, have been involved in the development of woven
FIGURE 2.4 Flammability properties of biocomposites (cone calorimeter).
UNCO
RREC
TED
PROO
F
Chapter | 2 11
FIGURE 2.5 Cone calorimeter results of neat PP and composites.
flax fiber–reinforced phenolic sandwich panels for use in aircraft as secondarystructures. The research work involved imparting an aqueous-based phosphateFR treatment on the flax fabric to ensure that the composite panels comply withFederal Aviation Administration (FAA) and AIRBUS regulations. In additionto the primary FR, the panels contained nonfibrous natural silicate fire resistantmaterial as well. The composite panels were reported to exhibit superior flam-mability, smoke, and toxicity properties for the aforementioned purposes [28].
In another study by the same group, researchers analyzed the aging andflammability behavior of woven flax fabric–reinforced phenolic composites. Itwas observed that the phosphate-based flame retardant treatment on the wovenflax fabric reduced the PHRR, SPR, and CO2 emission rates. Biocompositesbeing used in the transport sector are exposed to varying conditions of tem-perature and humidity and hence it is crucial to record the behavior of ma-terials after aging. In this study, after aging at high temperatures, the tensilestrength of both treated and untreated composites decreased, but the decreasewas most prominent in fire retardant–treated composites. This was attributed tothe degradation of the flame retardants when exposed to high temperature andhumidity. This further indicated that the selection of flame retardants is an im-portant criteria, especially for biocomposites to be used in advanced industrialapplications.
The commonly used conventional FRs in the automotive sector have beendescribed in Table 2.1.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
12 Green Composites for Automotive Applications
TABLE 2.1 Flame retardants used in automotive sector
Automotivecomponents Polymer Flame retardants (FRs)
Printed circuit board Epoxy/Phenolics Brominated FRs; Sulfonates
Housing and dashboard HIPS/ABS/PC-ABS alloys/PP
Brominated FRs
Wire and cables PP copolymers/EPR Brominated FRs
Battery casing PP Brominated FRs
Textile for seats Latex backcoating Brominated and phosphorus-based additives
Seats Flexible PUF Phosphorus-based additives
Connectors andunderhood parts
Polyamides Brominated FRs
Acoustic insulation XPE foam Brominated and mineral-based FRs
Thermal insulation Rigid PUF/XPE foam/Plasticized PVC
Phosphorus-based additives
Truck and boat covers Plasticized PVC Phosphorus-based additives
Door partition andinternal panels
PP and wood polymercomposites
Mineral and phosphorus-based FRs
Adapted from Fire protection for automotive and transportation. http://icl-ip.com/wp-content/uploads/2015/07/FR-Transportation-2012.pdf.
In a recent study, researchers developed bio-based FR panels for trucks andbuses from Solaris and Fiat. The biopolymers used were PHB (polyhydroxybu-tyrate) and PBS (polybutylene succinate), which were obtained from byprod-ucts from the cellulose production. Sandwich panels were manufactured fromnatural fiber–reinforced PHB and PBS and a cork core and had potential to beused in trains and vans [30].
2.3.2 Use of green flame retardantsGlobal chemical regulations are on the increase and these changes impact abroad range of materials, including FRs. FR–based regulations are importantto ensure fire safety in areas like electronics, automobiles, and furnishings.Currently some of the conventional FRs pose environmental/ecotoxicologicalthreats, whether it is during manufacture, application, or combustion, or atend-of-life disposal, and are subsequently under the threat of being banned.
UNCO
RREC
TED
PROO
F
Chapter | 2 13
The emergence of stringent legislative measures (like REACH) and the desirefor sustainability are resulting in a focus on the need for characterizing environ-mental and human health impacts of all chemicals. In response to the regulatorychallenges, the research community has focused attention on the developmentof flame retardants that are safe, effective, in compliance with regulations, andare sustainable.
Some of the techniques used for imparting flame resistance by green flameretardants have been used for textile fabrics. The use of deoxyribonucleic acid(DNA) and chitosan as flame retardants through the layer-by-layer techniquefor cotton fabrics was investigated by Carosio et al. [31]. The authors observeda reduction of HRR by 40% during cone calorimetry tests and self-extinguish-ing characteristics during horizontal flammability tests. This was attributed tothe fact that DNA contains a precursor of phosphoric polyphosphoric acid, apolyhydric char source and an ammonia releasing base. The combination withchitosan promoted the formation of char which reduced the flammability of thesystem.
Another study elaborated on the novel use of chitosan-based FR (urea saltof chitosan phosphate [UPCS]) on the flammability properties of polyvinyl al-cohol (PVA). The authors observed a reduction of 42% in PHRRs upon theaddition of 20% FR. This was attributed to the fact that UPCS accelerated thedehydration action and the formation of char at low temperatures [32].
In an interesting study, the flame retardance behavior of alginate fibers wasstudied by Tian et al. [33]. The authors reported the LOI results which showedthat all zinc alginate fibers are intrinsically flame retardant, with LOI values ofover 27.0, as compared with about 24.5 for alginic acid fiber. The HRR and to-tal heat release values of zinc alginate fibers (obtained from cone calorimeter)were significantly less than those of alginic acid fiber, and decreased with in-creasing zinc ion content.
The use of lignin as a flame retardant for polybutylene succinate (PBS)composites was investigated by Ferry et al. [34]. Lignin possesses intrinsicproperties of high thermal stability, crosslinked chemical structure, and charforming ability indicating that it can be used as a FR additive. In this study,two types of lignin (alkali and organosolv) were used and the grafting of phos-phorus on lignin was also examined. It was observed that incorporation of 20weight% of alkali lignin reduced peak HRR by 50% (Fig. 2.6) and improvedcharring in the PBS system. The authors conclude that modified lignin can beused as an efficient bio-based FR.
Most of the bio-based FRs developed are either expensive or affect the me-chanical properties of the final product. To overcome this, in an H2020 on-going project on bio-based FRs for consumer electronics and automotive ap-plications, researchers are developing green FRs from a combination of a re-cently developed lignosulphonate flame retardant (LS-FR) and commercial am-monium polyphosphate (APP). LS-FR which is obtained as a byproduct ofpulp industry has been found to be an effective and bio-based FR which com
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
14 Green Composites for Automotive Applications
FIGURE 2.6 HRR versus time curves from cone calorimeter test at 35 kW/m2 for the variousPBS-alkali lignin blends.
plies with fire resistant standards for the consumer electronics and automobilesectors, while maintaining adequate mechanical properties.
2.4 CONCLUSIONSThis chapter deals with studies on imparting flame retardance in biopolymersand biocomposites. The introduction section gives an overview of biocom-posites and stringent flammability requirements that needs to be met for bio-composites to be used in automotive and aerospace applications. The differ-ent flammability techniques and advantages and disadvantages of certain tech-niques have been outlined. Case studies based on flammability studies in fibers,biopolymers, and biocomposites and the use of green FRs have been presented.As seen from the case studies, the methods of imparting fire resistance has beenby treating the reinforcement (natural fibers) with suitable FRs, modifying thematrix polymers by use of FR additives during compounding, and use of FRcoatings. It can be inferred that FR characteristics is a prerequisite especially inadvanced industrial applications and hence novel strategies for development ofenvironmentally friendly FRs needs to be a focus area for researchers.
REFERENCES[1] Lind-
holm,
A.
Brink,
M.

UNCO
RREC
TED
PROO
F
Chapter | 2 15
Hupa,
Cone
calorime-ter
–
a
tool
for
mea-sur-ing
heat
re-lease
rate,
2009.[1a] C. Hugget, Estimation of rate of heat release by means of oxygen consumption measurements, Fire and Materials, 4, 61-65,
1980.[2] I.S.
Wich-man,
Ma-te-r-ial
flam-ma-bil-ity,
com-bus-tion,
tox-i-c-ity
and
fire
haz-ard
in
trans-porta-tion,
Progress
in
En-ergy
and
Com-bus-tion
Sci-ence
29 (2003)
247–299.[3] A.B.
Mor-gan,
M.
Galaska,
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
16 Green Composites for Automotive Applications
Mi-cro-com-bus-tion
calorime-try
as
a
tool
for
screen-ing
flame
re-tar-dancy
in
epoxy,
Poly-mers
for
Ad-vanced
Tech-nolo-gies
19 (2008)
530–546.[4] B.
Schar-tel,
K.H.
Pawlowski,
R.E.
Lyon,
Py-rol-y-sis
com-bus-tion
flow
calorime-ter:
a
tool
to
as-sess
flame
re-tarded
PC/ABS

UNCO
RREC
TED
PROO
F
Chapter | 2 17
ma-te-ri-als?,
Ther-mochim-ica
Acta
462 (2007)
1–14.[5] S.
Chap-ple,
R.
Anand-ji-wala,
Flam-ma-bil-ity
of
nat-ural
fi-bre-re-in-forced
com-pos-ites
and
strate-gies
for
fire
re-tar-dancy:
a
re-view,
Jour-nal
of
Ther-mo-plas-tic
Com-pos-ite
Ma-te-ri-als
23 (2010)
871–893.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
18 Green Composites for Automotive Applications
[6] F.
Laoutid,
L.
Bon-naud,
M.
Alexan-dre,
J.-M.
JLopez-Cuesta,
P.
Dubois,
New
prospects
in
flame
re-tar-dant
poly-mer
ma-te-ri-als:
from
fun-da-men-tals
to
nanocom-pos-ites,
Ma-te-ri-als
Sci-ence
and
En-gi-neer-ing
R
63 (2009)
100–125.[7] M.M.
Hirschler,
Use
of
heat
re-lease

UNCO
RREC
TED
PROO
F
Chapter | 2 19
mea-sure-ments
and/or
fire
haz-ard
as-sess-ment
in
codes
and
stan-dards
in
the
USA,
In:
Fire
risk
&
haz-ard
as-sess-ment
sym-po-sium,
June
28–30,
2000,
Na-tional
Fire
Pro-tec-tion
Re-search
Foun-da-tion,
At-lantic
City,
NJ,
2000.[8] M.E.
Mn-gomezulu,
M.J.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
20 Green Composites for Automotive Applications
John,
V.
Ja-cobs,
A.S.
Luyt,
Re-view
on
flam-ma-bil-ity
of
biofi-bres
and
bio-com-pos-ites,
Car-bo-hy-drate
Poly-mers
111 (2014)
149–182.[9] B.K.
Kan-dola,
Flame
re-tar-dant
char-ac-ter-is-tics
of
nat-ural
fi-bre
com-pos-ites,
nat-ural
poly-mers,
vol.
1

UNCO
RREC
TED
PROO
F
Chapter | 2 21
com-pos-ites,
RSC
Pub-lish-ing,
2012.[10] M.
Alexan-dre,
P.
Dubois,
Poly-mer-lay-ered
sil-i-cate
nanocom-pos-ites:
prepa-ra-tion,
prop-er-ties
and
uses
of
a
new
class
of
ma-te-ri-als,
Ma-te-ri-als
Sci-ence
and
En-gi-neer-ing
28 (2000)
1–63.[11] J.W.
Gilman,
C.L.
Jack-son,
A.B.
Mor-gan,
R.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
22 Green Composites for Automotive Applications
Har-ris,
E.
Ma-nias,
E.P.
Gi-an-nelis,
M.
Wuthenow,
D.
Hilton,
S.H.
Phillips,
Flam-ma-bil-ity
prop-er-ties
of
poly-mer-lay-ered-sil-i-cate
nanocom-pos-ites.
Polypropy-lene
and
poly-styrene
nanocom-pos-ites,
Chem
Mater
12 (1866–1873)
2000.[12] S.
So-larski,
F.
Mahjoubi,
M.
Fer-reira,
E.
De-vaux,
P.
Bachelet,

UNCO
RREC
TED
PROO
F
Chapter | 2 23
S.
Bour-bigot,
R.
De-lo-bel,
P.
Coszach,
M.
Mu-rariu,
A.
Da
Silva
Fer-reira,
M.
Alexan-dre,
P.
Degee,
P.
Dubois,
(Plas-ti-cized)
poly-lac-tide/clay
nanocom-pos-ite
tex-tile:
ther-mal,
me-chan-i-cal,
shrink-age
and
fire
prop-er-ties,
Jour-nal
of
Ma-te-r-ial
Sci-ence
42 (2007)
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
24 Green Composites for Automotive Applications
5105–5117.[13] M.
Mu-rariu,
L.
Bon-naud,
P.
Yoann,
G.
Fontaine,
S.
Bour-bigot,
P.
Dubois,
The
pro-duc-tion
and
prop-er-ties
of
poly-lac-tide
com-pos-ites
filled
with
ex-panded
graphite,
Poly-mer
Degra-da-tion
and
Sta-bil-ity
95 (2010)
374–381.[14] S.
Bour-bigot,
G.
Fontaine,
S.

UNCO
RREC
TED
PROO
F
Chapter | 2 25
Duquesne,
R.
De-lo-bel,
PLA
nanocom-pos-ites:
quan-tifi-ca-tion
of
clay
nan-odis-per-sion
and
re-ac-tion
to
fire,
In-ter-na-tional
Jour-nal
of
Nan-otech-nol-ogy
5 (2008)
683–692.[15] Dharia
A.,
Ze-toun
A.,
AMI
Flame
Re-tar-dants
in
Plas-tics,http://appliedminerals.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
26 Green Composites for Automotive Applications
tempwebpage.com/images/uploads/eventspresentations/Applied_Minerals_-_FR_JUNE14.pdf.
[16] S.
Sinha
Ray,
K.
Ya-mada,
M.
Okam-ato,
Y.
Fu-ji-moto,
K.
Ueda,
New
poly-lac-tide/lay-ered
sil-i-cate
nanocom-pos-ites.
5.
De-sign-ing
of

UNCO
RREC
TED
PROO
F
Chapter | 2 27
ma-te-ri-als
with
de-sired
prop-er-ties,
Poly-mer
44 (2003)
6633–6646.[17] S.
Bour-bigot,
G.
Fontaine,
A.
Gal-los,
C.
Ger-ard,
S.
Bel-layer,
In:
C.A.
Wilkie,
A.B.
Mor-gan,
G.L.
Nel-son
(Eds.),
Fire
and
poly-mers
V
–
Ma-te-ri-als
and
con-cepts
for
fire
re-tar-dancy,
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
28 Green Composites for Automotive Applications
vol.
1013,
Amer-i-can
Chem-i-cal
So-ci-ety,
Wash-ing-ton,
DC,
2009, pp.
25–34.[18] S.
V.P.,
S.
Mo-hanty,
S.K.
Nayak,
In-flu-ence
of
nan-oclay
and
graft
copoly-mer
on
the
ther-mal
and
flam-ma-bil-ity
prop-er-ties
of
poly-lac-tic
acid/ba-nana
fi-bre
bio-com

UNCO
RREC
TED
PROO
F
Chapter | 2 29
-pos-ites,
Jour-nal
of
Vinyl
and
Ad-di-tive
Tech-nol-ogy
(23,
2017)
https://doi.org/10.10002/vnl.21556.
[19] N.
Sup-pakarn,
K.
Jarukumjorn,
Me-chan-i-cal
prop-er-ties
and
flam-ma-bil-ity
of
sisal/PP
com-pos-ites:
ef-fect
of
flame
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
30 Green Composites for Automotive Applications
re-tar-dant
type
and
con-tent,
Com-pos-ites
Part
B
40 (2009)
613–618.[20] M.
Sain,
S.H.
Par,
F.
Suhara,
S.
Law,
Flame
re-tar-dant
and
me-chan-i-cal
prop-er-ties
of
nat-ural
fi-bre–PP
com-pos-ites
con-tain-ing
mag-ne-sium
hy-drox-ide,
Poly-mer
Degra-da-tion
and
Sta-bil-ity

UNCO
RREC
TED
PROO
F
Chapter | 2 31
83 (2004)
363–367.[21] W.J.
Zhao,
Q.X.
Hu,
N.N.
Zhang,
Y.C.
Wei,
Q.
Zhao,
Y.M.
Zhang,
J.B.
Dong,
Z.Y.
Sun,
B.J.
Liu,
L.
Li,
W.
Hu,
In
situ
in-or-ganic
flame
re-tar-dant
mod-i-fied
hemp
and
its
polypropy-lene
com-pos-ites,
RSC
Ad-vances
7 (2017)
32236–32245.
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
32 Green Composites for Automotive Applications
[22] F.D.
Sypaseuth,
E.
Gallo,
S.
Ciftci,
B.
Schar-tel,
Poly-lac-tic
acid
bio-com-pos-ites:
ap-proaches
to
a
com-pletely
green
flame
re-tarded
poly-mers,
E-Poly-mers
17 (2017)
449–462.[23] X.
Shi,
The
in-tu-mes-cent
flame-re-tar-dant
bio-com-pos-ites
of
poly(lac-tic
acid)
con-tain-ing
sur

UNCO
RREC
TED
PROO
F
Chapter | 2 33
-face-coated
am-mo-nium
polyphos-phate
and
dis-tiller's
dried
grains
with
sol-ubles
(DDGS),
Fire
and
Ma-te-ri-als
(2017)
1–8,
https://doi.org/10.1002/fam.2479.
[24] G.
Dorez,
A.
Taguet,
L.
Ferry,
J.M.
Lopez-Cuesta,
Ther-mal
and
fie
be
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
34 Green Composites for Automotive Applications
-hav-iour
of
nat-ural
fi-bres/PBS
bio-com-pos-ites,
Poly-mer
Degra-da-tion
and
Sta-bil-ity
98 (2013)
87–95.[25] K.
Bocz,
B.
Szol-noki,
A.
Marosi,
T.
Tabi,
M.
Wla-dyka-Przy-by-lak,
G.
Marosi,
Flax
fi-bre
re-in-forced
PLA/TPS
bio-com-pos-ites
flame
re

UNCO
RREC
TED
PROO
F
Chapter | 2 35
-tarded
with
mul-ti-func-tional
ad-di-tive
sys-tem,
Poly-mer
Degra-da-tion
and
Sta-bil-ity
106 (2014)
63–73.[26] O.
Das,
D.
Bhat-tacharyya,
D.
Hui,
K.-T.
Lau,
Me-chan-i-cal
and
flam-ma-bil-ity
char-ac-ter-i-sa-tions
of
biochar/polypropy-lene
bio-com-pos-ites,
Com-pos-ites
Part
B
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
36 Green Composites for Automotive Applications
106 (2016)
120–128.[27] O.
Das,
N.K.
Kim,
A.K.
Sarmah,
D.
Bhat-tacharya,
De-vel-op-ment
of
waste
based
biochar/wool
hy-brid
bio-com-pos-ites:
flam-ma-bil-ity
char-ac-ter-is-tics
and
me-chan-i-cal
prop-er-ties,
Jour-nal
of
Cleaner
Pro-duc-tion
144 (2017)
79–89.[28] R.
Anand-ji-wala,

UNCO
RREC
TED
PROO
F
Chapter | 2 37
S.A.
Chap-ple,
M.J.
John,
H.J.
Schelling,
W.,M.
Michaelis,
M.
Döcker,
A
flame-proofed
arte-fact
and
a
method
of
man-u-fac-ture
thereof,
WO
2013/084023
A1,
World
In-tel-lec-tual
Prop-erty
Or-ga-ni-za-tion,
In-ter-na-tional
Bu-reau,
2013.[29] Fire
pro-tec-tion
for
au-to
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
38 Green Composites for Automotive Applications
-mo-tive
and
trans-porta-tion.
http://icl-ip.com/wp-content/uploads/2015/07/FR-Transportation-2012.pdf.
[30] http://www.aimplas.net/blog/new-flame-retardant-and-biodegradable-panels-trucks-and-buses-wastes-paper-industry.
[31] F.
Caro-sio,
A.
Di
Bla-sio,
J.
Alongi,
G.
Malu-celli,
Green
DNA-based
flame
re

UNCO
RREC
TED
PROO
F
Chapter | 2 39
-tar-dant
coat-ings
as-sem-bled
through
layer
by
layer,
Poly-mer
54 (2013)
5148–5153.[32] S.
Hu,
L.
Song,
L.
Pan,
Y.
Hu,
Ef-fect
of
a
novel
chi-tosan-based
flame
re-tar-dant
on
ther-mal
and
flam-ma-bil-ity
prop-er-ties
of
polyvinyl
al-co-hol,
Jour-nal
of
Ther-mal
Analy-sis
and
Flammability performance of biocomposites

UNCO
RREC
TED
PROO
F
40 Green Composites for Automotive Applications
Calorime-try
112 (2013)
859–864.[33] G.
Tian,
Q.
Ji,
D.
Xu,
L.
Tan,
F.
Quan,
Y.
Xia,
The
ef-fect
of
zinc
ion
con-tent
on
flame
re-tar-dance
and
ther-mal
degra-da-tion
of
al-gi-nate
fi-bres,
Fi-bres
and
Poly-mers
14 (2013)
767–771.[34] L.
Ferry,
G.

UNCO
RREC
TED
PROO
F
Chapter | 2 41
Dorez,
A.
Taguet,
B.
Otaza-gh-ine,
J.M.
Lopez-Cuesta,
Chem-i-cal
mod-i-fi-ca-tion
of
lignin
by
phos-pho-rus
mol-e-cules
to
im-prove
the
fire
be-hav-iour
of
pol-ubuty-lene
suc-ci-nate,
Poly-mer
Degra-da-tion
and
Sta-bil-ity
113 (2015)
143–235.
Flammability performance of biocomposites







