
Developing Biofeedstocks for Chemicals and Polymers
MATERIALS SCIENCE AND ENGINEERING
Dr Mike O’Shea – CSIRO Materials Science and Engineering TTNA Annual Conference October 24th 2013

2
62% of our people hold
university degrees 2000 doctorates 500 masters
With our university partners, we develop 650 postgraduate research students
Top 1% of global research institutions in 14 of 22 research fields Top 0.1% in 4 research fields
Darwin
Alice Springs
Geraldton 2 sites
Atherton
Townsville 2 sites
Rockhampton
Toowoomba
Gatton Myall Vale
Narrabri Mopra
Parkes
Griffith
Belmont Geelong
Hobart Sandy Bay
Wodonga
Newcastle
Armidale 2 sites
Perth 3 sites
Adelaide 2 sites Sydney 5 sites
Canberra 7 sites
Murchison
Cairns
Irymple
Melbourne 5 sites
Who we are
Werribee 2 sites
Brisbane 6 sites
Bribie Island
People
Divisions
Locations
Flagships
Budget
6500
12
58
11
$1B+
CSIRO: positive impact | Damien Thomas
Agenda - Some Questions and Challenges
• Why do we need to change ?
• The Bio-Economy, what is it ?
• Do we have enough Biomass ?
• How should we use the Biomass? • Some examples of what “is” and “could” be done…

Things are Hotting up…..Fast!

Peak oil and gas …..

The Global Energy Balance…
Ray Miller - DuPont
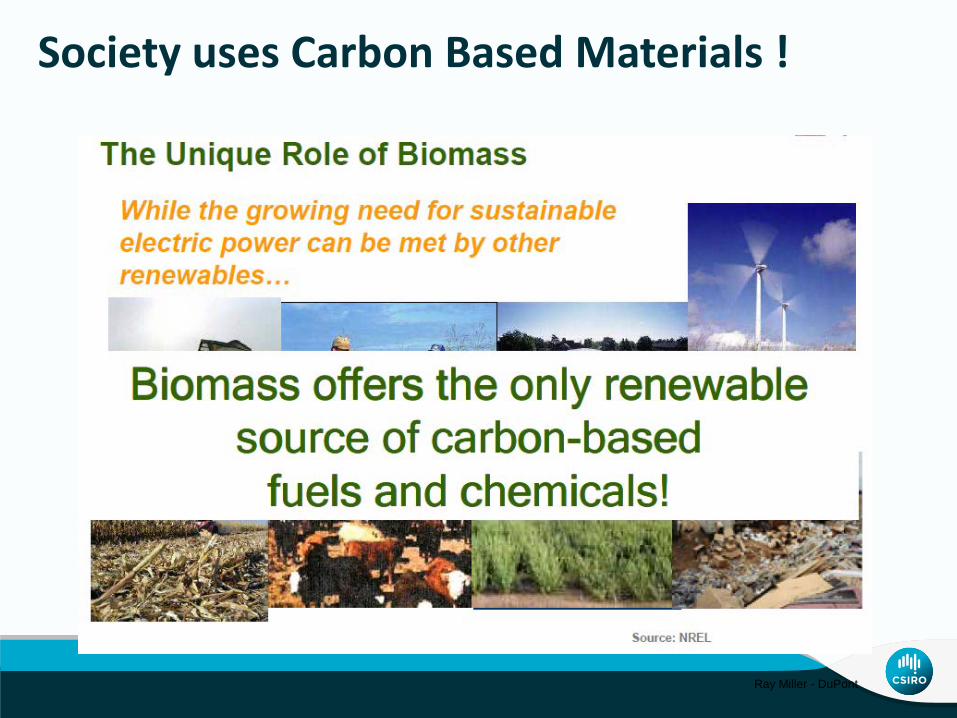
Society uses Carbon Based Materials !
Ray Miller - DuPont

Agenda - Some Questions and Challenges
• Why do we need to change ?
• The Bio-Economy, what is it ?
• Do we have enough Biomass ?
• How should we use the Biomass? • Some examples of what “is” and “could” be done…

The Bio-economy (Industrial) Framework
Major Drivers for the Bio-based Economy
Growing cost and environmental advantage vs petrochemical routes Renewable feedstocks provide a hedge against rising and volatile oil prices Lower fossil carbon footprints provide regulatory advantages
Need for “green” technology to satisfy a growing preference for “sustainable” products Innovation around traditional chemical building blocks has fallen dramatically (Government R&D and VC investments in Biotechnology) Biochemical processing innovations and tools are rapidly evolving Growing recognition that many existing petro-based products can be made using new bio-based processes (back to the future?)
Acknowledgement: Ray Miller, DuPont

Current Values Petroleum Based Fuels vs Chemicals…..

Global Renewable Chemicals Market Worth US$59.1 Billion by 2014 … Looks Good !
U.S. and Europe accounting for nearly 30% and 35% of the total revenues respectively.
Renewable chemicals decouple economic growth from finite, non-renewable resource consumption, and also help diversify the feedstock portfolio.
Increasing demand from the food packaging industry, biodegradable and compostable plastics, and other consumer products.
The polymers segment holds the maximum growth potential at an expected CAGR of 11% from 2009 to 2014.
Platform chemicals are estimated to reach a market size of US$ 3.5 billion in 2014 from US$ 1.9 billion in 2009 at an optimistic CAGR of 12.6% from 2009 to 2014.

Bio Economy… Bio Refineries….. Fuels AND Chemicals..
Ray Miller – DuPont 2011

Why a Bio Economy…..Fuels and Chemicals !
Paul Bryan et al US DOE 2011

High Cost for Oil Imports…..
Paul Bryan et al US DOE 2011

Agenda - Some Questions and Challenges
• Why do we need to change ?
• The Bio-Economy, what is it ?
• Do we have enough Biomass ?
• How should we use the Biomass? • Some Australian examples of what “is” and “could” be done…

Some World Biomass Availability Studies!

Biomass Availability Projections - US
US Billion Ton Study 2011

Billion Ton Study – World Prospective Energy Crops
US Billion Ton Study 2011

Eucalyptus Biomass - Globally

Sources of Eucalypt in Australia
• Mallee • Pulp and Paper • Wood chips • Forrest trimmings

Woody Biomass - Eucalypt … Mallees ?
Eucalyptus oil use in industrial solvents, fuel additives and specialized cleaning products.
Activated Carbon used primarily within the gold industry and for water purification.
Wood composites Medium Density Fibreboard (MDF), cement wood products
Biomass Fuel mallee biomass as a renewable resource to produce electricity.
Liquid fuel production of ethanol , jet and diesel from terpenes and woody fraction.
Carbon sinks absorb and store carbon based pollutants
Mallees have the potential to yield a wide range of products in association with their environmental benefits. These include:

Mallees are native, robust, fast growing species suited to short harvest and regeneration 20 % of Australian wheat belt farmers test planted 14000 Ha – Mallee is planted in belts with conventional crops:
To improve the food yield – no food v fuel Create better soil – reduced salinity
Mallees must be harvested (but regrow) to provide these benefits
Oil Mallee Opportunities….

Products: 1. Wood products (charcoal, panels) 2. Co-products (extractives/fodder) 3. Bioenergy (electricity, liquid fuels)
Woody crop production
Integrated processing
Biomass supply chain
Woody biomass raw product
Bulk biomass production using short cycle woody crops
Ref: J, Bartle

Surface run-off or water harvest
Perched or seasonal groundwater flow
Boundary to zone of permanently moist
subsoil
Leakage into root
zone
~20m 7m ~20m
>10m
Water capture by mallee belts
Woody crop belt
Rainfall Open paddock under annual crop
Lateral root or competition zone
Deep permanent groundwater table
Groundwater influx to root zone Ref: J, Bartle

Agenda - Some Questions and Challenges
• Why do we need to change ?
• The Bio-Economy, what is it ?
• Do we have enough Biomass ?
• How should we use the Biomass? • Some Australian examples of what “is” and “could” be
done…
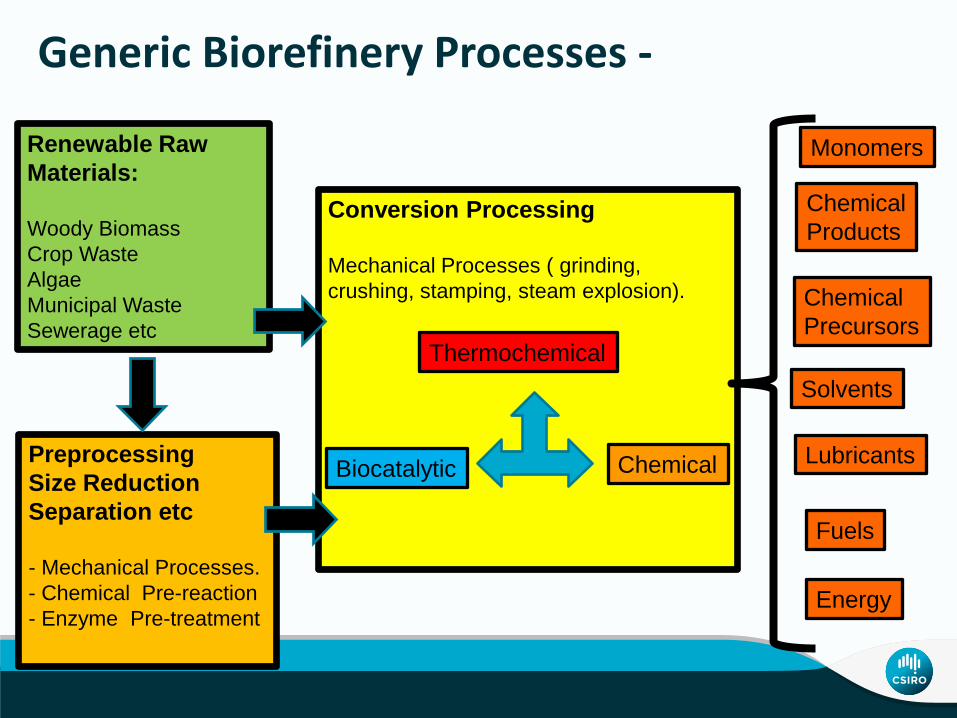
Generic Biorefinery Processes -
Renewable Raw Materials: Woody Biomass Crop Waste Algae Municipal Waste Sewerage etc
Preprocessing Size Reduction Separation etc - Mechanical Processes. - Chemical Pre-reaction - Enzyme Pre-treatment
Conversion Processing Mechanical Processes ( grinding, crushing, stamping, steam explosion).
Thermochemical
Biocatalytic Chemical
Chemical Precursors
Chemical Products
Monomers
Solvents
Lubricants
Fuels
Energy

Biorefinery – Enabling Crossover between Value Chains
The Biorefinery is the critical link to enable the cross over - renewable biomass feed to replace crude oil feed
Foresters Sawmills Transport Paper Mills
Consumer Products
Crude Oil Drilling Transport Petrochemical Refinery
Polymer Manufacturing
Compounder, Moulder, Packager
Consumer Products
Value Chains: • Pulp and Paper • Polymer Packaging
• Initially go for existing value chains to make “molecular equivalent” products
• Once the cross-over value chain is in place “functional equivalent and “new“ products and applications will follow.
Picture from: http://www.biorefinery2021.com/cms/

Roquette: Example Biorefinery : France


Isosorbide: valuable chemical from Biomass

Isosorbide: As a Modifier for PET Improvement in Hot-Fill Properties

Agenda - Some Questions and Challenges
• Why do we need to change ?
• The Bio-Economy, what is it ?
• Do we have enough Biomass ?
• How should we use the Biomass? • Some examples of what “is” and “could” be done…
Bio-derived Chemicals, Monomers and Polymers
“Like for Like” Bio-derived monomers and polymers that are the same as those currently used … (ie “drop in replacement”)
“Functional Replacement” Bio-derived monomers and polymers that can be viable alternatives (ie similar properties) to those currently used
“New / Novel” Bio- derived monomers and polymers that offer differentiated or improved properties when incorporated into the materials currently used (eg modifying monomers)

1,8-Cineole is a monoterpene that makes up approximately 90% of Eucalyptus oil which is distilled primarily from the leaves of trees from the genus Eucalyptus Estimated 40 million t/y dry Eucalyptus biomass available in Australia; approx. 2% is eucalyptus oil - 800K t/y; 650K t/y 1,8-cineole 1,8-Cineole is a very good feedstock for catalytic pyrolysis
– low boiling point 176-177 °C – high auto-ignition temperature – non-toxic – liquid – production on the increase – C10 molecule
1,8-Cineole as a feedstock for bio-derived chemicals Utilising a waste stream from the forestry industry
|
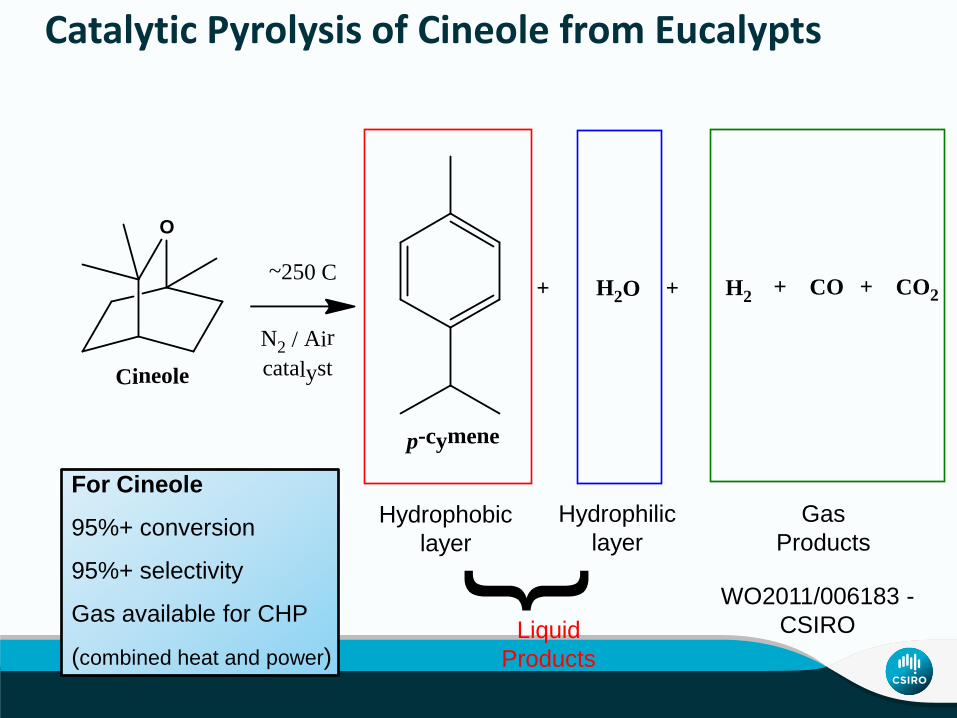
Catalytic Pyrolysis of Cineole from Eucalypts
O
p-cymene
Cineole
+ H2O + H2 + CO + CO2~250 C
N2 / Aircatalyst
Hydrophobic layer
Hydrophilic layer }
Liquid Products
Gas Products
For Cineole
95%+ conversion
95%+ selectivity
Gas available for CHP
(combined heat and power)
WO2011/006183 - CSIRO

Petrochem vs Bio-derived production of p-cresol
Bio-based Petrochemical
p-cymene
toluene
known industralprocess
p,o,m-cymene
OH
p-cresol
O
Cineole
OH
p-cresol
CSIROprocess
known industralprocess
COOH
COOH
Platform for several Aromatics
CSIRO process: Pure p-cymene - No need to separate isomers
Petrochemical: Mixtures of isomers that need to be separated
COOH
OH
COOH

Aim – 100 % renewable PET
C CO
OO
CH2 CH2 On
polyethylene terephthalate (PET)
COOH
COOH
terephthalic acid (TPA)
HOOH+
ethylene glycol (EG)
polymerization
PET is produced through the polymerization of terephthalic acid with ethylene glycol
Terephthalic acid and ethylene glycol can come from petrochemical or renewable resources – this can lead to different proportions of renewable content in PET
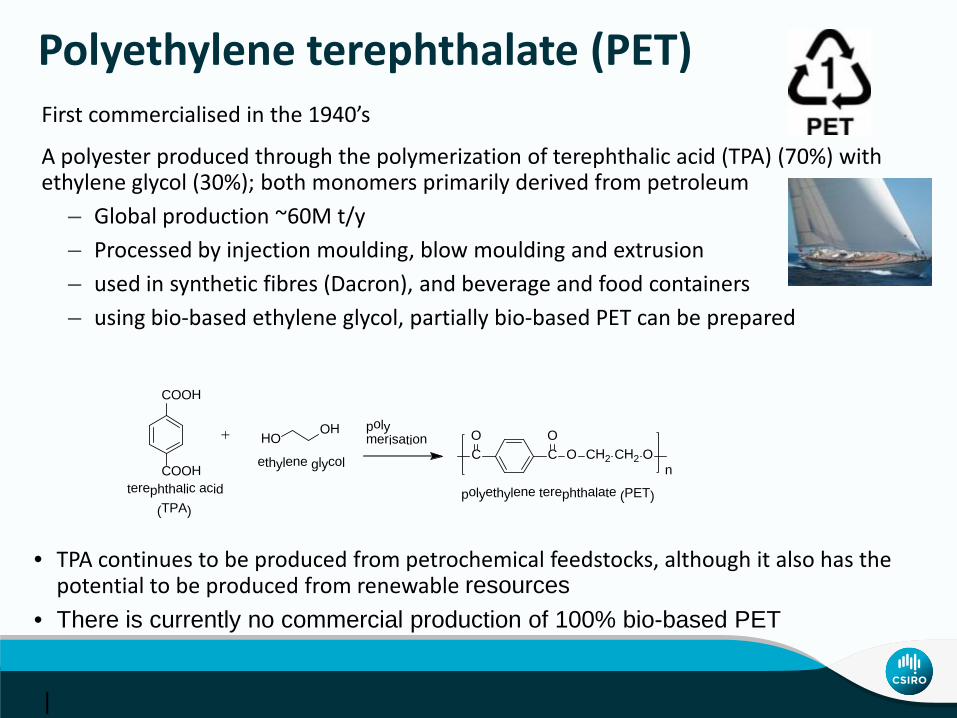
First commercialised in the 1940’s
A polyester produced through the polymerization of terephthalic acid (TPA) (70%) with ethylene glycol (30%); both monomers primarily derived from petroleum
– Global production ~60M t/y – Processed by injection moulding, blow moulding and extrusion – used in synthetic fibres (Dacron), and beverage and food containers – using bio-based ethylene glycol, partially bio-based PET can be prepared
Polyethylene terephthalate (PET)
|
• TPA continues to be produced from petrochemical feedstocks, although it also has the potential to be produced from renewable resources
• There is currently no commercial production of 100% bio-based PET
C CO
OO
CH2 CH2 On
polyethylene terephthalate (PET)
COOH
COOHterephthalic acid
HOOH
ethylene glycol
polymerisation
(TPA)

• The polyester industry makes up about 18% of world polymer production
• Polyester is the largest synthetic fibre used in the world • The majority of the world's PET production is for synthetic fibres
(in excess of 60%) with bottle production accounting for around 30% of global demand
• Packaging uses: bottles, food trays for oven use, roasting bags, audio/video tapes as well as mechanical components
• Fibre: clothing, furnishings, tyre cord, technical textiles, bed sheets, bedspreads, curtains and draperies
• Resin: glass fibre, automotive parts, tyre cords
Market situation – for PET

• Volatile price of oil, combined with its non-renewable nature • Petrochemical-based PET is not sustainable • There is a clear market need for bio-derived PET from downstream brand owners and
the polymer industry (bio-derived chemicals market US$60 billion by 2015) • There is a market need for PET with improved thermal, gas barrier, mechanical
properties
Why Bio-PET?
Why terpenes? • Pulp and paper industries in decline - a worldwide need to discover alternative
uses for the materials/processes currently involved in the pulp and paper industry
• Opportunity to match needs across 3 industry sectors where two are in decline in Australia (manufacturing and pulp/paper)
• A waste stream from forestry/paper industry (terpenes) is turned into a premium product (terpene monomers/terpene-derived PET) for the chemicals/polymers industry

CSIRO technology ….. to 100% renewable PET
C CO
OO
CH2 CH2 On
polyethylene terephthalate (PET)
COOH
COOHterephthalic acid
HOOH
+
ethylene glycol
polymerization
O
Cineolefrom Eucalypt p-cymene
OOH
H
OH
H
H
OHOHH H
OH
Sugarfrom Sugarcane
EUCALYPTUS
SUGARCANE
CSIRO technology + renewable ethylene glycol = 100% renewable PET
Fibres from renewable biomass
CSIRO TECHNOLOGY (WO2011/006183)
Alternative routes to EG… Direct to Bio-Ethylene !!!

Bio PET Fibres Strategy : parallel start C CO
OO
CH2 CH2 On
polyethylene terephthalate (PET)
COOH
COOHterephthalic acid
+
O
Cineolefrom Eucalypt p-cymene PET fibre PET fabric
Pyrolysis
Chemical Conversion
PET Production
Fibre Production, dyeing, testing
Fabrics and Testing
Conversion of Cineole into p-cymene
Conversion of p-cymene to TPA
Production of PET – with and without modifier
Production of PET fibres – with and without modifiers
Production of woven and knitted materials
Catalyst Synthesis
Synthesis of terpenes
Start with commercially available monomers
Start with commercially available PET
Start with commercially available PET fibres
New ways to ethylene glycol (via bio-ethylene)
Alternative ways for converting p-cymene into TPA
Polymer analysis and testing
Analysis and Testing
Final production and testing of Bio-PET fabric
p-cymene
COOH
COOHterephthalic acid
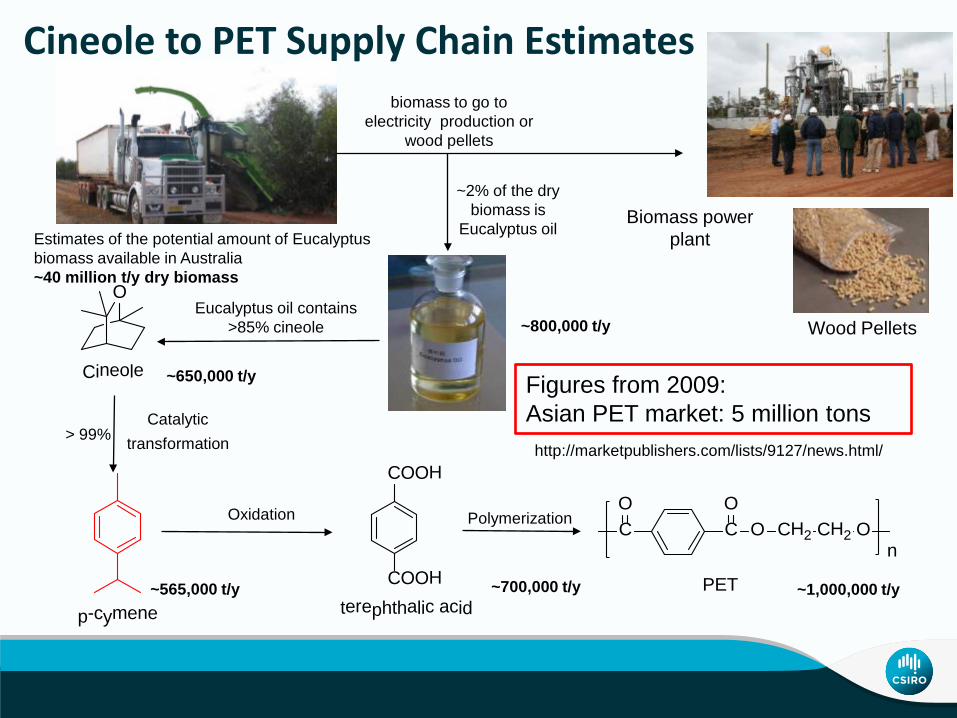
Cineole to PET Supply Chain Estimates
~565,000 t/y
~650,000 t/y
Wood Pellets
~1,000,000 t/y
Figures from 2009: Asian PET market: 5 million tons
Estimates of the potential amount of Eucalyptus biomass available in Australia ~40 million t/y dry biomass
biomass to go to electricity production or
wood pellets
~2% of the dry biomass is
Eucalyptus oil Biomass power
plant
Eucalyptus oil contains >85% cineole
O
Cineole
Catalytic transformation > 99%
Polymerization
~800,000 t/y
~700,000 t/y
C CO
OO
CH2 CH2 On
PET
Oxidation
http://marketpublishers.com/lists/9127/news.html/

New/ Novel Added Value Monomers

Isosorbide – diol derived from starch – non-toxic, biodegradable, thermally stable – substitutes for ethylene glycol in the production of PET to form polyisosorbide
terephthalate (PIT) – adding isosorbide increases the polymer glass transition temp (Tg) and potentially
expands its range of use into hot-fill applications (tea, juice, sports drinks) – issues with colour, thermal stability and polymerisation
Roquette is investigating PIT, and produces ~5000 t/y of isosorbide
Bio-PET: Towards Terpene-derived PET | Adam Meyer | Commercial-in-confidence
Towards Isosorbide bio-derived PET
4
Starch
Glucose
CHO
OHOH
OHHO
OH
Sorbitol
OHOH
OHHO
OH
OHH2
O
O
OHH
HHO
Isosorbide
O
O
OH
HOO
O
PIT
n
-H2Opolymerisation
CO2HHO2C

FDCA – derived from 5-(hydroxymethyl)furfural, which is a dehydrated form of glucose or
fructose derived from “woody” biomass – identified by the US Department of Energy as one of 12 priority chemicals for
establishing the “green” chemistry industry of the future – can substitute for TPA in the production of PET (known since 1970’s)
Production and use of FDCA requires improved dehydration process from sugars, and industrially viable oxidation technology
Avantium plans to produce ~40 t/y of FDCA monomer in a pilot plant
Bio-PET: Towards Terpene-derived PET | Adam Meyer | Commercial-in-confidence
Towards 2,5-Furandicarboxylic acid (FDCA) bio-derived PET
4
Cellulose Sugars(fructose, glucose) O CHOHOH2C
5-(hydroxymethyl)furfural
(HMF)
O CO2HHO2C
2,5-furandicarboxylic acid
(FDCA)
C OO
CH2 CH2 On
FDCA-modified PETBio-PET
OCO
polymerisation
dehydration
[O]
HOOH

Availability of feedstock for the production of Cineole diol – from Eucalypt and/or Pine
Steam Distillation 90%
Paper mill Pine tree
Crude sulphate turpentine (CST) waste product
Eucalyptus
Cineole
O
Eucalyptus oil
α-Pinene
β -Pinene
Chemical/ Biocatalytical conversion
O
OHHO

CSIRO Technology Synthesis and polymerisation of 2,6-dihydroxy-1,8-Cineole
4
Zh. Obshch. Khim. 1991, 62, 1639 WO2011/066616 - CSIRO
• Incorporation of 2,6-DHC into PET (i.e., replacement of the ethylene glycol component of PET)
– Tg of >150 °C achieved – Polymers were amorphous (transparent) – Anticipate that at lower mole % loadings of 2,6-DHC, PET will
possess increased Tg and stiffness in stretch blow moulded containers
O2
α-pineneHO
OH
sobrerolpinol
H
-H2O H2O2
H
CO2H
CO2H
CO
C OO
O
O
n2,6-DHC modified PET
OOHHO
2,6-DHC
OOO
2,6-ethyleneglycol-1,8-cineole
HO OHpolymerisation
O

Why Cineole Diol? – Some Examples IMPROVING OF HOTFILL PROPERTIES • Cineole diol can be directly incorporated at low levels into polyesters such as
polyethylene terephthalate (PET) • Due to the rigid molecular structure cineol diol stiffens PET chains and raises
the Tg of PET bottle resin to over 90°C. ( replacement EG with CD Tg > 150°C) • The increasing heat resistance of polyester makes it very desirable for ‘‘hot fill’’
bottle applications, like tomato ketchup or other condiments that must be pasteurized first.
BISPHENOL A REPLACEMENT • Bisphenol A is widely used in coatings for food
and key ingredient in plastics ranging from baby bottles – potential leakage
• As a biodegradable and naturally derived material, cineole diol is a rigid organic diol with the similar structure to that of BPA. Hopefully, without the endocrine disruption effect
O
OHHO

Technical Overview – Cineole-diol vs Isosorbide Cineole-diol Isosorbide
Structure
Source Cineole or pinene Sugar
Colour Clear/white
Stability Stable (above 160 deg) Decomposes (above 120 deg)
Reactivity of OH Secondary OH, but both have the same reactivity – the sluggishness in co polyester formations can be overcome through higher reaction temperatures
Secondary OH, both OH have pronounced differential reactivity and an overall sluggishness in co polyester formations (higher reaction temperatures are not possible – degredation)
Use Improve of “hotfill” properties, BPA replacement
O
OHHO
O
O
HO
OH

Other Technologies to use all of the Biomass

Cat-HTR Technology
HO
H HO
H
HO
H
Low Value $ High Oxygen
High Value $ Low Oxygen
Catalyst

Replacement of fossil-oil-derived chemicals, and polymers with renewable alternatives
Bio Oil De-Oxygenation
Bio crude Feed to
Petrochemical Refinery
Sugar Stream
Chemical and
Enzymatic Processes
Valuable Chemicals
and Monomers
Water Soluble Fraction
Solvent Extraction
and Distillation
Valuable Chemicals
and Polymers
Reaction Gases
Known Processes
Polyolefines (PP, PE), Polyols (PEG)
HTU Woody Biomass Slurry
SIEF PROJECT: Advanced Catalytic Processes for Renewable Chemicals Manufacture
RENEWABLE CHEMICALS

Biorefinery and Value Chain Consortium Opportunities for Australia

Proposition for First Bio Fuels / Bio Products Bio Refinery
Why : Timing is good for supply, processes and market uptake.. Where: Geelong Vic or at pulp and paper mills ( various locations)
What Biomass: Woody Biomass – Pulp Logs and Forest Trimmings
Biomass from Green Triangle Vic. Or pulp and paper waste ( various locations)
Harvest and Transport and Storage in place in Geelong
Shell Geelong -Corio Refinery Altona Petrochem and downstream

Australian Bio Refineries What to do next? Do it all again in WA, Qld and NSW • Some players will change • Biofuels will stay the same (lower value product) • Bioproducts will change
Bring Pre-treatment, Biocatalysis and other technologies on stream • Higher value products • Functional replacement plays • May help with economics of front-end breakdown of biomass
Diversify to other feedstock • Head for crop residues and municipal waste

Renewable Chemicals Industry Value Chain
Biomass Converters
Potential Government Funding Bodies
Potential Research Providers
End Users / Brand Owners
Chemical / Polymer Companies
Biomass Suppliers

Bioderived Chemicals –Consortium Target for 2014 onwards
Advantages for Companies : Links biomass producers, processors, converters, chemical companies, materials
suppliers through to potential end users Enables better visibility of technology challenges, advantages, economics and
timelines to roll-out. Range of projects that would fit a number of current company interests in the
manufacturing industry with products ranging from chemicals, polymers, resins, adhesives, coatings, through to new modifying monomers etc. ( ie range of materials and horizons) . Ability to evaluate consortium outcomes in areas of direct interest to companies
( Inside or outside consortium) Close engagement with supply chain at lower overall outlay Ability to be part of direction setting Marketing potential

Summary : Bio-Derived Chemicals, Polymers etc
•Opportunities to partially or entirely replace petrochemically derived materials (aliphatic and aromatic) with bio-derived materials
•Shorter term - Like for Like replacements (eg Bio-PET fibres)
•Longer term (or more effort): Functional Replacement and New / Novel materials
•Can bring New or Novel materials to market earlier, use as modifiers, introduce via masterbatch or reactive blend etc
•Bio-derived content can be both bio-degradable as well as biostable
•Opportunity to change Australia’s manufacturing paradigm by connecting Forestry and Manufacturing Value Chains via Biorefineries
•Can be by smaller scale distributed manufacturing ….”new World Scale!”
•Need to work as value chains…… ( potential consortium)

Thank you Materials Science and Engineering Mike S O’Shea Research Team Leader t +61 3 9545 8128 e [email protected] w www.csiro.au
MATERIALS SCIENCE AND ENGINEERING
Co Authors Florian Graichen Benjamin Leita Adam Meyer Stella Kyi Nick Ebdon Heng Taing Justine Jeffery Sally Hutchenson Andrew Abbott Michelina De Giudice Peter Herwig Doug Dower Cameron Begley







