
Hearty Congratulation for the 6th Global Chinese Symposium of Chemical Engineering
State Key Lab of Chem. Eng. Dept. of Chem. Eng., Tsinghua Univ.

Studies on Separation
Process Intensification for
Low Carbon Development Weiyang Fei,
State Key Lab of Chem. Eng.,
Dept. of Chem. Eng.,
Tsinghua University, Beijing China
E-mail: [email protected]
Studies on Separation PI
for Low Carbon Development
• Introduction
• Separation Process Intensification
• Case Studies
• Summary

SUSTAINABLE DEVELOPMENT
• Mrs G·H·Brundtland mentioned in “Our
common Future” in 1987: “Sustainable
development is development that meets the
needs of the present without compromising the
ability of future generations to meet their own
needs.”
• Sustainable development means green
development, circular development and low
carbon development nowadays.



Observed Changes in the Climate System
• Warming of the climate system is unequivocal, and
since the 1950s, many of the observed changes are
unprecedented over decades to millennia. The
atmosphere and ocean have warmed, the amounts of
snow and ice have diminished, sea level has risen,
and concentrations of greenhouse gases have
increased
• Each of the last three decades has been successively
warmer at the Earth’s surface than any preceding
decade since 1850 (see Figure SPM.1). In the
Northern Hemisphere, 1983–2012 was likely the
warmest 30-year period of the last 1400 years
(medium confidence).


CO2 in atmosphere increased very fast since 1750
( Etheridge et al., 1998)
CO2 concentration in atmosphere reached
400ppm in 2013

Global CO2 Reductions
It is one of the gravest challenges for global
sustainable development;
In order to control the Global
Warming less than 2°C, 450 ppmv
CO2 stabilisation corridor would
required in 2050;
global CO2 emission reductions
of around 50 to 60% by 2050
and about 80% by 2100.

The challenge to keep global warming below 2 °C Nature Climate Change 3, 4– 6 (2013) Glen P. Peters & etc., Center for International Climate and Environmental Research – Oslo (CICERO), Oslo, Norway
• The latest carbon dioxide emissions continue to track the high end of emission scenarios, making it even less likely global warming will stay below 2 °C.
• A shift to a 2 °C pathway requires immediate significant and sustained global mitigation, with a probable reliance on net negative emissions in the longer term.

China is a developing country with huge
population. Coal-dominated energy cause huge
CO2 emission;
The CO2 emission per capita in China is still
much lower than those of the developed countries,
however, China became world's leading emitter
since 2006 and its CO2 emission still grew;
Chinese professors and engineers put much
efforts on CCS, but its cost is still very high
( about 60-100$/per T CO2 );
CO2 Capture is most expensive one among the
CCS, therefore, its PI is very important;

雾霾天气的影响
The truth about the
climate crisis is an
inconvenient one
that means we are
going to have to
change the way we
live our lives.
-------Al Gore
An inconvenient truth
Studies on Separation PI
for Low Carbon Development
• Introduction
• Separation Process Intensification
• Case Studies
• Summary

Importance of Chemistry
•On 31 Dec. 2008, UN 63rd general assembly pass through a resolution: the year 2011 is
the year of chemistry.
•Motto: Chemistry- our life, our future http://www.chemistry2011.org
http://www.iyc2011.cn

Chemical Based Industry
• Chemical Industries is essential for human life.
• It is important for Energy, Resource, material, environmental, bio-technology, agriculture and etc.


Energy consumptions is too high in China
0
200
400
600
800
1000
1200
1400
火电(g/kw.h) 钢铁(kgce/t) 乙烯(kgce/t) 合成氨(kgce/t) 水泥(kgce/t)
中国2003 世界水平

Challenges • Globe Warming;
• Energy & Resource shortage;
• Water Crisis;
• Air pollution;
• ……
Separation science and technology, such as distillation,
absorption, extraction, membrane and novel
separation technologies, will pay important roles
for the sustainable development of high value
chemical products and advance process industries.


Chem. Eng. Like a 3D Magic Box Tom Van Gerven† and Andrzej Stankiewicz, Structure, Energy, Synergy, Times The
Fundamentals of Process Intensification, Ind. Eng. Chem. Res. 2009, 48, 2465–2474

Separation Process & CCS
Low CO2 concentrations and pressures leads to very large equipment sizes;
Contaminants such as NOx and SOx and O2 leads to high solvent loss and corrosion;
Energy consumption for solvent regeneration is very high, therefore, the cost of CO2 capture is about 80% of CCS;
The capture of Billion Tons CO2 from Flue Gas is a challenge for separation science & Technology;

A large 5000MW coal power station in east China
Which produces about 30 million ton CO2 per year


Advantage of Pre-combustion CO2 Capture
IGCC with CCS is the best clear coal technology

Costs for existing pre-combustion CO2
capture technologies are still too high. It is
essential to carry on R & D for breakthrough

Process Intensification • The term “Process Intensification” refers
to technologies that replace large,
expensive, energy-intensive equipment
or processes with ones that are smaller,
less costly and more efficient, or that
combine multiple operations into fewer
devices (or a single apparatus).
--------Tsouris (ORNL) and Porcelli (JVP), Chemical Engineering
Progress, 2003, 99(10), pp50



Recent Advances on PI
• CAD 、CFD & etc.;
• Novel Processes;
• Hybrid Processes;
• Multi-Scale study of SP;
• Safety & Sustainable development;

Studies on Separation PI
for Low Carbon Development
• Introduction
• Separation Process Intensification
• Case Studies
• Summary

Case Studies
• Case Study 1: Studies on Process Intensification for
Pre-combustion CO2 Capture
• Case Study 2: Developing NRDC Based on LDV and
CFD
• Case Study 3: Studies of Separation Process
Intensification for value adding

Case Study 1: Studies on Process Intensification
for Pre-combustion CO2 Capture
1. New, Green Absorbents--DMC;
2. High Efficient Separation Equipments---
SMR &PFMR;
3. Hybrid Solvent Regeneration Process
Using Membrane;
4. Process optimization;


Importance of equipment for CO2 Capture
Feasibility studies show that the equipment sizes for
post combustion CO2 capture is huge. Even for a
middle size 500 MW Brown Coal Plant, the CO2
absorption column should be 24m x 26m.
For a large 5000MWcoal power station in China the
emission of CO2 is about 30 million ton per year. The
CCS cost is about 60-100$/per T CO2 and total need
about 2-3 billion US$.
Investments for separation equipment for CO2
capture will be huge indeed!

Pressure drop of Ф38 Pall Ring
Limitation of Pall Ring
0.4 0.6 0.8 11 2 4 6 8 1010
60
80100100
200
400
600
80010001000
2000
4000
ΔP
,
P
a/m
FV , m/s·(kg/m
3)
0.5
LW
m3/m
2·h
0
20
40
60
80
100
120
140
160

Super Mini Ring(SMR)

CFD Simulation
• Pall Ring SMR
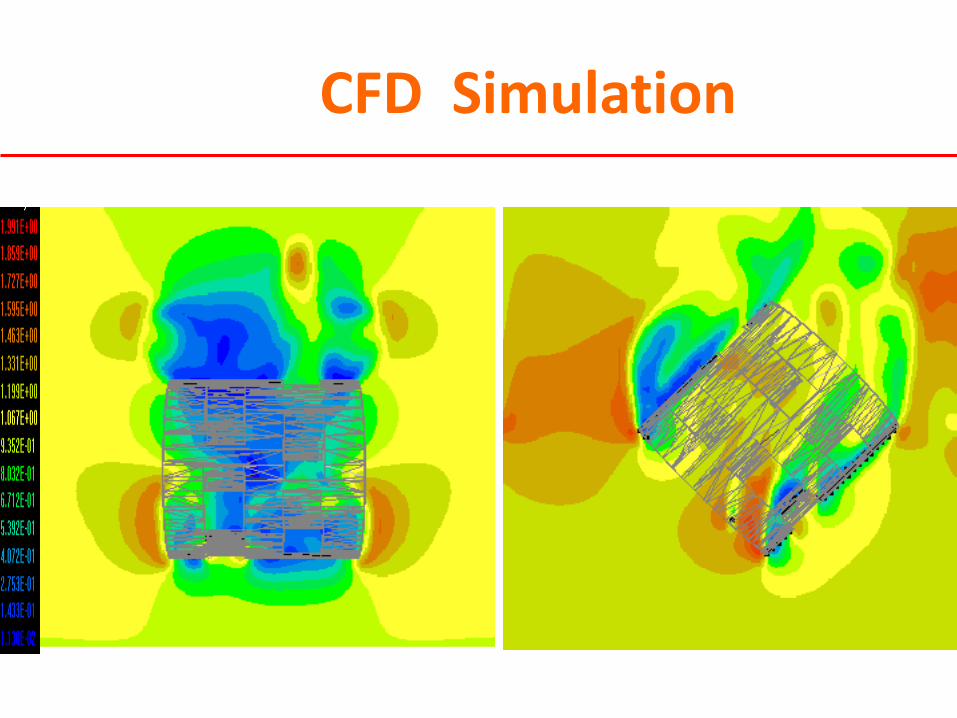
CFD Simulation
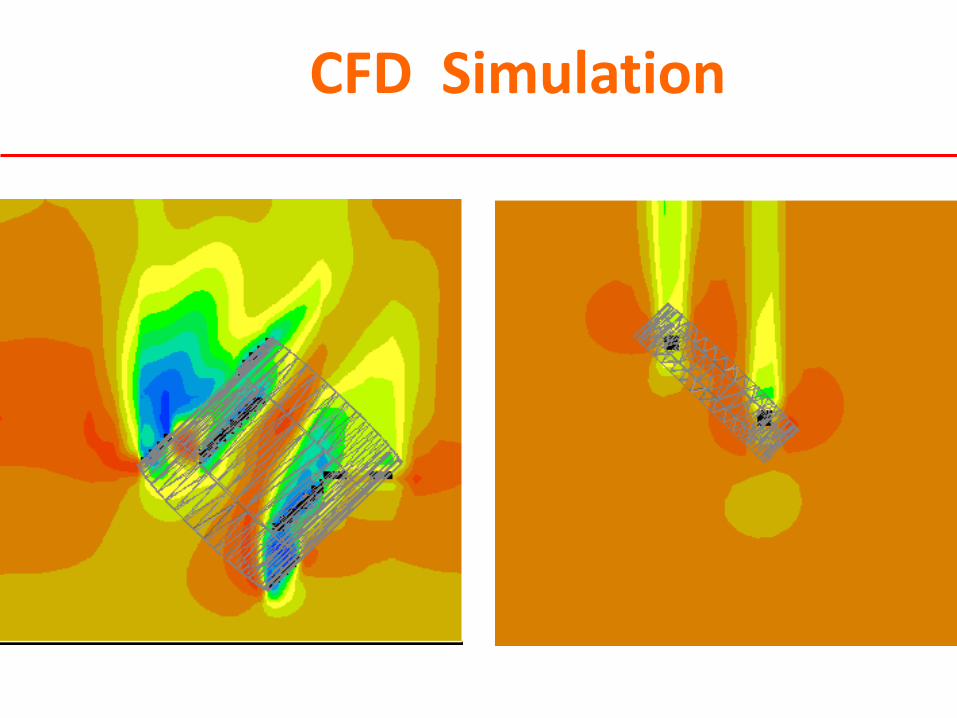
CFD Simulation

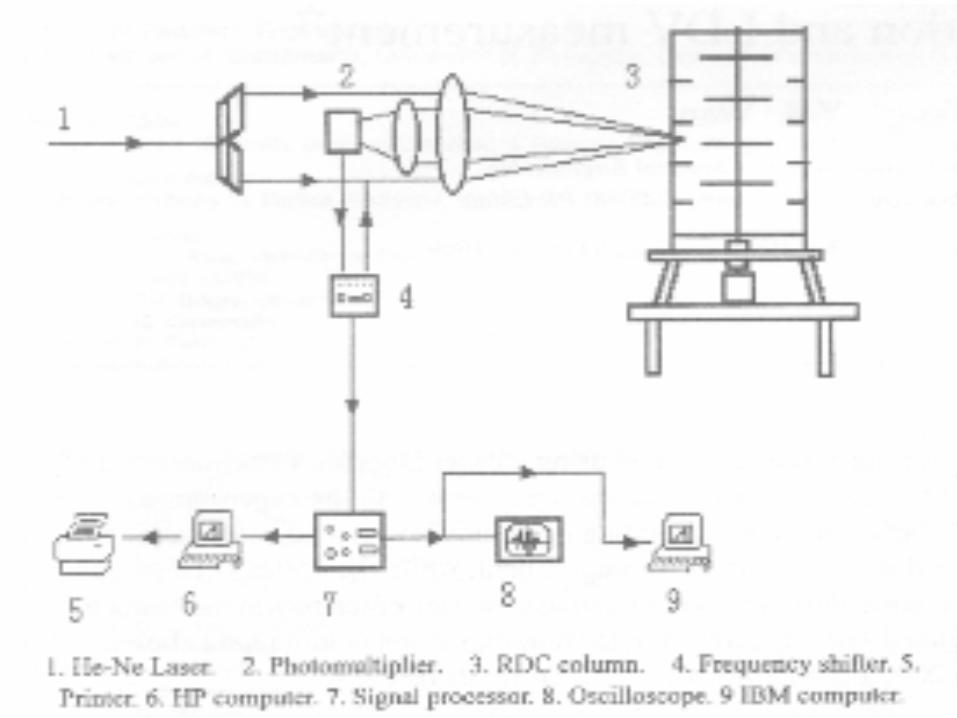
PIV Measurements
PIV(particle image velocimetry)

Comparison of the Velocity vector of Pall ring and SMR packing

Plum Flower Mini Ring (PFMR) • Fei Weiyang, Wang Y D, Song X Y, Yin Y D, Sun L Y. Intensification of random packing via CFD simulation, PIV
measurement and traditional experiments. Journal of Chemical Technology and Biotechnology, 2003, 78(2-3): 142-145
•Fei, Weiyang; Sun, Lanyi; Guo, Qingfeng, Studies on a new random packing - Plum Flower Mini Ring, Chinese Journal of
Chemical Engineering, v 10, n 6, 2002, p 631-634
•H. Habaki, J. M. Perera, S. E. Kentish, G. W. Stevens and W Fei, CO2 Absorption Behavior with a Novel Random Packing:
Super Mini Ring, Separation Science and Technology, 42: 701–716, 2007

Comparison of pressure drop among PFMR, Pall Ring and Intalox(LW = 80 m3/m2·h)
1 10
100
1000
ΔP
, P
a/m
FV , m/s·(kg/m
3)
0.5
Ф 38 PFMR
Ф 38 Pall Rings
Ф 50 PFMR
Ф 50 Pall Rings
Ф 38 Intalox Saddle

Comparison of flooding velocity among PFMR, Pall Ring & Intalox Saddle
0 20 40 60 80 100 120 140 160 1800.5
1.0
1.5
2.0
2.5
3.0
3.5
UG
F , m
/s
LW
, m3/m
2·h
Ф 38 PFMR
Ф 38 Pall Rings
Ф 50 PFMR
Ф 50 Pall Rings
Ф 38 Intalox Saddle

10 20 40 60 80 100 2000.2
0.3
0.4
0.5
0.6
0.7
(HT
U) 2
5℃
,
m
LW
, m3/m
2·h
Ф 38 PFMR
Ф 38 Pall Rings
Ф 50 PFMR
Ф 38 Intalox Saddle
Comparison of mass transfer among PFMR, Pall Ring & Intalox Saddle

Comparison of mass transfer between PFMR & Mellapak (LW=80m3/(m2·h))
0.5 1.0 1.5 2.0 2.5 3.0 3.5
0.0
0.5
1.0
1.5
2.0
2.5
FG , (m/s)(kg/m
3)
0.5
(HO
L) 2
5o C
, m
50 PFMR
63 PFMR
Mellapak 125Y
Mellapak 250Y

49
Application of SMR &PFMR • Lube-oil refining;
• Aromatic separation;
• Phenol waste water treatment;
• LPG & gasoline de-sulfurization;
• CO2 Absorption & Solvent regeneration in
Ammonia plants;
• CO2 Absorption & Solvent regeneration for CTL;
• More than 80 SMR & PFMR columns have been put
into operation successful since 1990.

50
Application for CO2 absorption
• An existing Carbon Dioxide absorption
Column in Houlianhe Ammonia plant;
• Original design: i.d.2.2m, use 38mm Pall
Ring,3 packing bed(6.5m height each);
• Revamping using 38mm PFMR,Height of
Packing bed keep the same;
• Capacity increased 25%,Pressure drop
decrease 27% and the solvent ratio
decrease 15% after the revamping.

51
Apply for CO2 stripping : Case Study 1
• Existing solvent regeneration Column for CC in
Tianjin petrochemical plant:
• Original design: i.d.2.0m, use 50mm Intalox
Saddle,packing bed height is 18m;
• Revamping using 80mm PFMR,Height of
Packing bed keep the same;
• Capacity increased 105 while the liquid loading
increased 50% after the revamping.

52
Apply for CO2 stripping : Case Study 2
• Existing solvent regeneration Column for CC in
Dusangzhi petrochemical plant:
• Original design: i.d.1.3m, use 50mm Intalox
Saddle,packing bed height is 18.3m;
• Revamping using 80mm PFMR,Height of
Packing bed keep the same;
• Capacity increased 70%,while the liquid
loading increased 50%( up to 140m3/m2hr)
after the revamping.


Case Study 2: Developing NRDC
Based on LDV and CFD
• Rotating Disc Contactor (RDC) is widely used in industry;
• RDC has good performance in lab, but often lost its efficiency in commercial application, especially for low interfacial tension systems and large diameter columns;
• It is essential to use advance LDV measur- ement & CFD simulation to improve our understanding and modify its structure;

RDC ( Rotating Disc Contactor ) is a
kind of widely used agitating
extraction column. It has:
High Capacity;
Easy to operate;
Widely used in refinery, fine
chemical industry such as lube oil
refining & etc;
Mass transfer efficiency of
commercial column with low inter-
phase tension decreases very quick;

Flow field of RDC in literature

True Flow field of RDC

CFD Simulation


Comparison
0
0.5
1
1.5
2
2.5
3
80 90 100 110 120 130 140 150
R
u( m
/ sec )
Experimental
Simulated
(a)
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0 40 80 120 160
R( mm )
w( m
/sec )
Experimental
Simulated
(b )
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0 40 80 120 160
R( mm )
v( m
/sec )
Experimental
Simulated
( c )

RDC and NRDC


EXPERIMENTAL
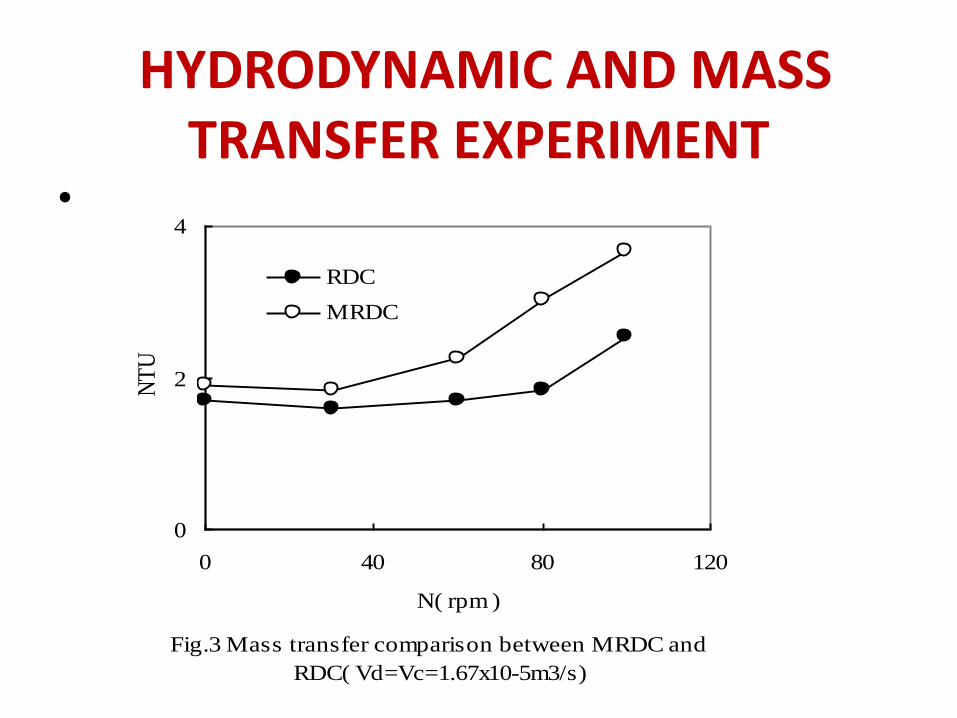
HYDRODYNAMIC AND MASS TRANSFER EXPERIMENT
•
Fig.3 Mass transfer comparison between MRDC and
RDC( Vd=Vc=1.67x10-5m3/s)
0
2
4
0 40 80 120
N( rpm )
NT
U
RDC
MRDC

HYDRODYNAMIC AND MASS TRANSFER EXPERIMENT
•
Fig.4 Throughput capacity comparison between
MRDC and RDC (Vc=1.67x10-5m3/s)
0
0.04
0.08
0 40 80 120
N( rpm )
Vd(
m3 /s
)x10
3
RDC
MRDC

Application of MRDC • Revamping a existing 1.9m i.d. RDC with
MRDC;
• Since mass transfer efficiency increased about 20%, the solvent ratio decreased significantly;
• As a result, the capacity of the column increased 40% ;
• Many new larger MRDC extraction columns have been successful design and put into operation;


Papers • 费维扬,沈忠耀,汪家鼎, “液-液萃取转盘塔的特性及设计方法的探讨”(上、
下),石油炼制, 1980, (10):10;(11):1
• Fei WY, Slater MJ, “New Look at the Hydrodynamic Behavior of Rotating Disc
Contactor”, J of Separation Process Technology, 1984, 5(1):39
• 许宏庆,费维扬, “用LDV系统测量转盘萃取塔内流场”, 实验力学, 1995,
10(4):316
• 王运东,费维扬,戴猷元,汪家鼎. Numerical simulatoin and experimental
investigation of velocity fields in a rotating disc contactor. Tsinghua Science and
Technology, 1(4), 323~326, 1996
• 万银坤,王运东,费维扬. 用计算流体力学方法研究转盘塔内的流场,化学工
程,27(5),9-13,1999
• Fei, WY , Y.D. Wang , Y.K. Wan., Physical Modelling & Numerical Simulation of
Velocity Fields in Rotating Disc Contactor via CFD Simulation and LDV
Measurement. Chem. Eng. J., 78, 131-139, 2000
• Y.D. Wang, W.Y. Fei, J.H. Sun, Y.K. Wan. Hydrodynamics and mass transfer
performance of a modified rotating disc contactor (MRDC). Trans IChemE, Part A,
Chem Eng Res Des, 80(A4), 392-400, 2002

Case Study 3: Studies of Separation
Process Intensification for value adding
• Green processes for high value products are
very important for modern chemical
engineering, while separation science and
technology are essential.
• Two examples of isotope separation are
introduced simply as follows,
1. O18 separation;
2. B10 separation;

• Applications of oxygen-18 water
Applications of oxygen-18 water
Biology
Environment
Nuclear Medicine
Chemistry
Physics
Earth Chemistry
Physics:Target material
Chemistry:Research on chemical reactions
Biology:Photosynthesis,
Environment:Ascertain pollution source
Earth Chemistry:Hydrogeology
Nuclear Medicine:PET
PET(Positron Emission Tomography)
正电子断层扫描技术
Research on Optimized Design of Water Distillation
System for the Production of Oxygen-18 Isotope

O
AcO
OAc
OOAc
SO
O CF3
OAc
O
OAc
AcO
OAc
18F
OAc
O
OH
HO
OH
18F
OH水解
H218O
18F-
K2CO3/K222
K18F/K222
纯化
FDG产品72
Oxygen-18 water PET Imaging agent
synthesis flow chart
18
2H O
Nuclear reaction
From to FDG products for PET 18
2H O

Separation factor is extremely small 1.006
Vacuum distillation 13.3 kPa(100mmHg)
Low 18O natural abundance 0.2% to 98%
More than 2000 theoretical plates
High efficient packings
Multiple towers in cascade operation
Difficult to separation
High energy cost
Basic information
Optimized design is very important
Features of water distillation

Diagram of Square Cascade
Operating line in each column
Isotope Separation in Column trains
A
B
C
AC
AB
0 1
Relative Extraction Rate:
xt xb
Equilibrium Line
Operating Line
1 p p
L P P Py x x ( )x x
G G G G
P
G
G
P
L
P L
Cascade Theory for Isotope Separation
p
L G P,Lx Gy Px
Gao Yunhu1, Xu Zhihong2, Yu Zhaojun2, Fei Weiyang1, Study of concentration distributions of deuterium and oxygen-18 and influence of deuterium in heavy-oxygen water separation cascade., CIESC Journal, in press
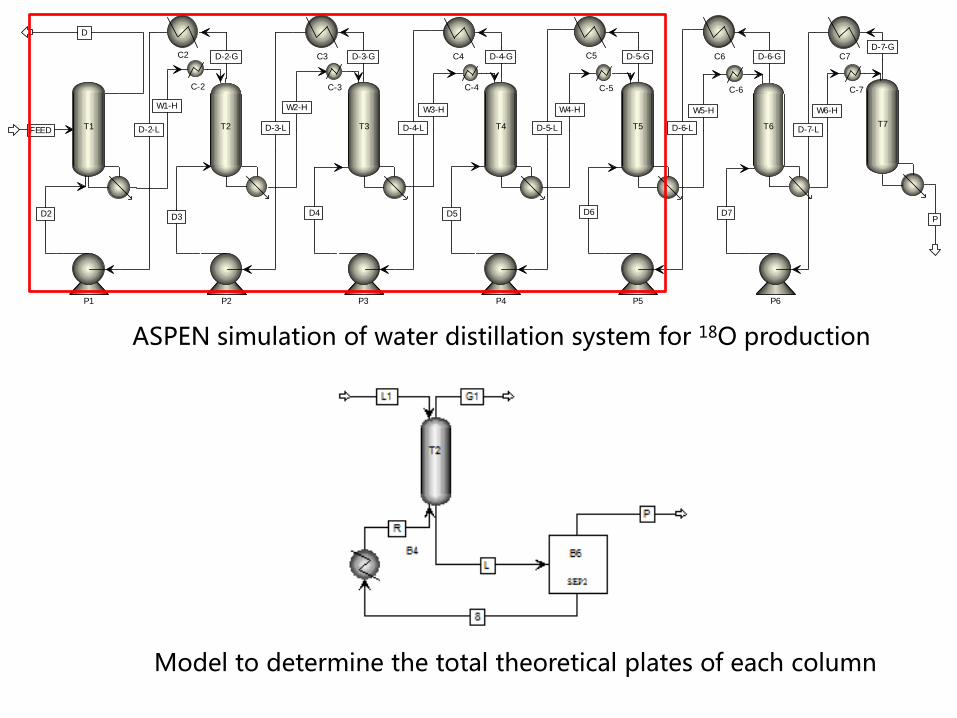
2.2 水精馏体系的ASPEN模拟
ASPEN simulation of water distillation system for 18O production
D-7-G
D-7-L
D-6-G
D-6-L
D-5-G
D-5-L
D-4-G
D-4-L
D-3-G
D-3-L
D-2-G
D-2-L
D7D6D5D4D3 P
FEED
D
C7C6C5C4C3C2
P6P5P4P3P2P1
T7T6T5T4T3T2T1
W2-H W3-H W4-H W5-H W6-H
C-2 C-3 C-4 C-5 C-6 C-7
W1W2W3W4W6W5
D2
W1-H
Model to determine the total theoretical plates of each column

Surface treatment of 1200Y phosphor bronze wire gauze packing
High Performance Structured packing
Before After

0.5 1.0 1.5 2.0 2.5 3.0
0
500
1000
1500
2000
2500
Pressure drop per meter(Pa/m)
Fg [m/s*(kg/m3)
0.5]
1200Y
900Y
• 1200Y structured packing with inclined channel • 900Y structured packing with inclined channel
If Fg<2.14 ΔPm=714.9Fg-228.9 Pa/m
If Fg<1.77 ΔPm=573.7Fg-140.0 Pa/m
If 1.77≤Fg<2.78 ΔPm=876.4Fg-658.7 Pa/m
Hydrodynamics experiments results of 1200Y&900Y
structured packing with inclined channel
•Natural water
High Performance Structured packing
•Total reflux

0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4
8
10
12
14
16
18
20
22
24
26
Theoretical PLates per Meter
Fg [(m/s*(kg/m3)
0.5]
900Y Structured packing with inclined channel 1200Y Structured packing with inclined channel
0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2
14
16
18
20
22
24
26
Theoretical PLates per Meter
Fg [(m/s*(kg/m3)
0.5]
H2
16O/D2
16O
H2
16O/H2
18O
Nm = 2.108Fg2 – 10.95Fg + 30.30
Nm = 2.592Fg2 – 11.96Fg + 24.32
Experiments results of 1200Y&900Y
structured packing with inclined channel
in H216O/D2
16O distillation system
Experiments results of 1200Y structured
packing with inclined channel in H216O/D2
16O
and H216O/H2
18O distillation system
High Performance Structured packing

One of most complex separation system

• Production and Market Demand of Oxygen-18 Water
Company Country Annual production/kg
CIL USA 250
ISOTEC USA 120
MARSHALL Israel 100
ROTEM Israel 265
SONIC Russia 60
NIPPON SANSO Japan 100
Shanghai Research Institute of Chemical Industry
(上海化工研究院) China 50
Huayi Isotopes Company
(华益埃索托普) China 120
Annual production of main oxygen-18 water producer
Market demand increases by 20%~30% per year
Supply fails to meet the demand
50 dollars /gram
Jiangsu Huayi Technology Co., Ltd., is a private owned
enterprise covering an overall area of 200,000 square meters. It
integrate R&D, manufacture and marketing as a whole.
Products involve pharmaceuticals intermediates, pigments and
dyestuffs intermediates, stable isotopes and custom synthesis. At
the same time, we have two branches in Germany and Canada,
and keep a close relationship with Tsinghua University and many
famous enterprises abroad.

Separation Characteristics of Boron Isotopes in
Continuous Annular Chromatograph
• 10B is one of the most important materials having many usages especially for nuclear radiating protection.
• It is difficult to obtain high purity 10B from the nature mixture due to the concentration ratio of 10B to 11B is only about 0.24 while their structures are similar.
• The separation factor is lower than 1.05 and more than 100 equilibrium stages are needed.

A Continuous Annular Chromatograph (CAC) is set up with a 0.82m column

• The experimental system uses weakly basic resin (Diaion WA21J) as the absorbent; boric acid as the feed and water as the eluent.
• The effects of three factors (concentration of boric acid; rotating speed of CAC column and flow ratio of eluent to feed) on the separation performance of 10B are investigated.
• A 2-D-formulation of the mass balance equations of CAC is proposed.
• A numerical algorithm is developed to solve the coupled system of nonlinear convection diffusion equations in an iterative manner.
• The streamline diffusion method on an adaptively refined mesh is used to discrete the corresponding linear convection diffusion equations.

Typical experimental result

• In this column 10B and 11B can be separated effectively, and the relative isotopic abundance of 10B to 11B increased by 6%.
• The simulation of mathematical model for CAC coincides with experimental data well.
• The mass transfer coefficient and adsorption equilibrium constant for 10B in CAC column is little bigger than that of 11B.
• The preliminary results seem very good and collaborative researches are carrying on now.
References:
• Li Chengzhao; Wu Kejing; Qin Wei; Fei Weiyang. Simulation of separation in continuous annular chromatography, J Chem Ind Eng (China), 2013, 64(2):568-573.
• Thiele A, Falk T, Tobiska L, et al. Prediction of elution profiles in annular chromatography. Comp Chem Eng, 2001, 25(7): 1089-1101.
• Musashi M, Matsuo M, Oi T, et al. Chromatographic study on boron isotopic fractionation at high pressure. J Nucl Sci Technol, 2006, 43(4): 461-467.

Studies on Separation PI
for Low Carbon Development
• Introduction
• Separation Process Intensification
• Case Studies
•Summary

Summary
Chemistry and Chemical Industries are very important for
our life and our future.
However, they are facing challenges such as Globe Warming,
Energy & Resource Shortage, Pollution, Water Crisis and etc.
Separation science & technology are essential for green and
low carbon development of Chemical Industries. However,
there is a significant gap between fundamental research and
industrial applications. It is critical for us to bridging this gap.
It is important to organize international collaborative
researches projects to solve major problems such as CCS and
etc. We should work more closely to make sure that the
advanced, affordable and widespread technology will be ready
when we have to so.

CCUS & Sustainable Development
海洋储藏 地质储藏
农业利用
工业利用
EOR
电厂
水泥/钢铁/炼油企业
石化企业
未来
化工2利用
+CO2捕获
生物质 原煤
天然气
天然气+CO2捕获 原油
城市用气
Source:IPCC Special Report on Carbon
Dioxide Capture and Storage , 2005

Acknowledgements • Co-worker:
Prof. YD Wang; Prof. J Chen; Prof. GS Luo; Prof. W Qin; Prof. ZG Tan; Prof. G. Stevens; Prof. HZ Li;
• Graduate Students:
Dr. LY Sun; Dr. XY Song; Dr. NK Wan; Dr. YD Yin; Dr. JH Fan; Dr. N Ai; Dr. XL Zhao; Dr. DF Guo; Dr. X Gui; Ms. Y Liu; Ms. Y LI; Mr. YF Gao; Mr. KJ WU;
• State Key Lab of Chemical Engineering;
• Funding from NSFC & MOST;

Many Thank!







