
i
INJECTION MOULDING PARAMETERS AND PERFORMANCE OF RICE
HUSK-HIGH DENSITY POLYETHYLENE COMPOSITE
NAURAH BT MAT ISA
A thesis submitted in fulfillment of the requirements for the award of the degree of
Master of Engineering (Polymer)
Faculty of Chemical and Natural Resources Engineering Universiti Teknologi Malaysia
MARCH 2006

iii
To my beloved husband (Mohd. Yusof Hamzah) and my parents.

iv
ACKNOWLEDGEMENT
I extend my sincere gratitude and appreciation to many people that made this
master thesis possible. I am deeply indebted to my supervisors Assoc. Professor Dr.
Wan Aizan Wan Abdul Rahman and Dr. Abdul Razak Rahmat whose help,
stimulating suggestions and encouragement helped me in all the time of research and
writing of this thesis.
I would also like to express my gratitude to all the lecturers from Faculty of
Chemical and Natural Resources Engineering and those who have directly or
indirectly assisted me in the preparation of this thesis. My fellow friends and staffs
from the Department of Polymer Engineering supported me in my research work. I
want to thank them for all their help, support, interest and valuable hints. Especially I
am obliged to Ms. Zainab Salleh, Mr. Suhee Tan Hassan, Mr. Nordin Ahmad and Mr.
Sukor Ishak. I also want to thank Mr. Chen Chang Hoong and Mr. Toh Sow Chong
for all their ideas and assistance.
I gratefully express my thanks to my grandfather (Mr. Saad Ismail) for his
trust and generosity supported my first semester with his own money. Also to School
of Graduate Studies UTM for the generous financial and providing me UTM-PTP
scholarship after the first semester to carry out the study.
Especially, I would like to give my special thanks to my husband Yusof who
was giving me a full support until the end of the day. His love and patient enabled me
to complete this work. Above all, I thank Allah the Almighty for His grace, mercy
and guidance throughout my life. Thank you.
v
ABSTRACT
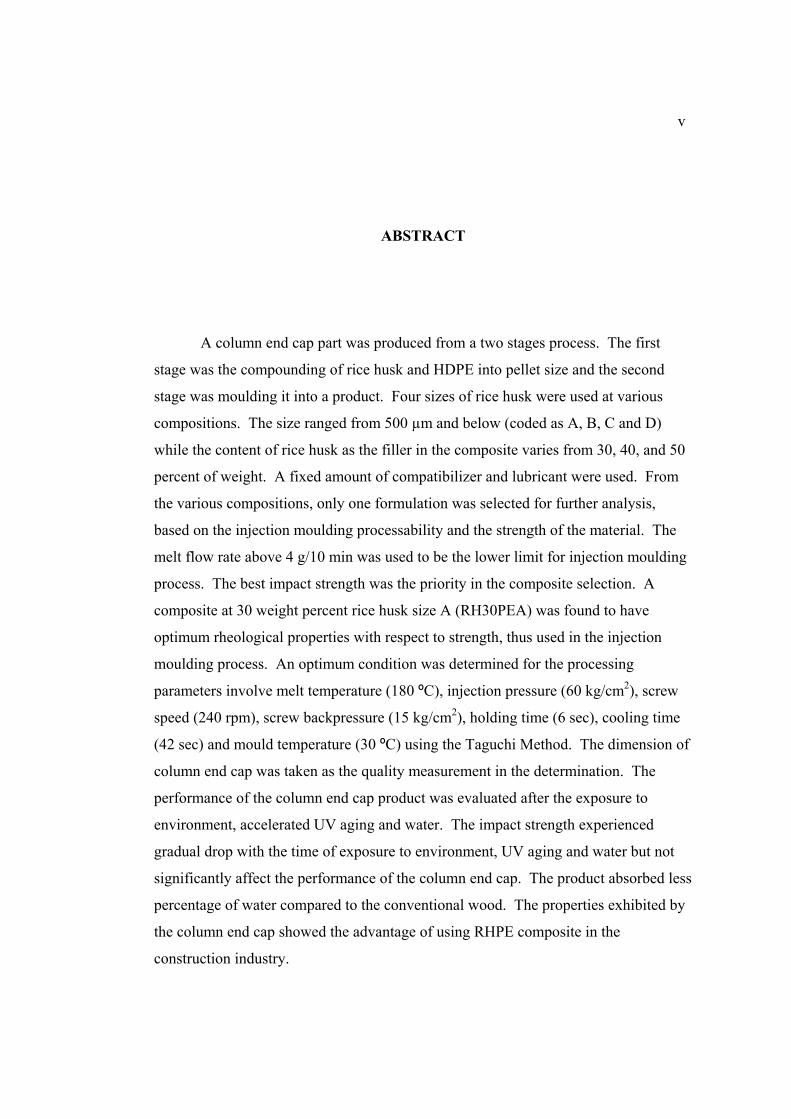
A column end cap part was produced from a two stages process. The first
stage was the compounding of rice husk and HDPE into pellet size and the second
stage was moulding it into a product. Four sizes of rice husk were used at various
compositions. The size ranged from 500 µm and below (coded as A, B, C and D)
while the content of rice husk as the filler in the composite varies from 30, 40, and 50
percent of weight. A fixed amount of compatibilizer and lubricant were used. From
the various compositions, only one formulation was selected for further analysis,
based on the injection moulding processability and the strength of the material. The
melt flow rate above 4 g/10 min was used to be the lower limit for injection moulding
process. The best impact strength was the priority in the composite selection. A
composite at 30 weight percent rice husk size A (RH30PEA) was found to have
optimum rheological properties with respect to strength, thus used in the injection
moulding process. An optimum condition was determined for the processing
parameters involve melt temperature (180 ºC), injection pressure (60 kg/cm2), screw
speed (240 rpm), screw backpressure (15 kg/cm2), holding time (6 sec), cooling time
(42 sec) and mould temperature (30 ºC) using the Taguchi Method. The dimension of
column end cap was taken as the quality measurement in the determination. The
performance of the column end cap product was evaluated after the exposure to
environment, accelerated UV aging and water. The impact strength experienced
gradual drop with the time of exposure to environment, UV aging and water but not
significantly affect the performance of the column end cap. The product absorbed less
percentage of water compared to the conventional wood. The properties exhibited by
the column end cap showed the advantage of using RHPE composite in the
construction industry.

vi
ABSTRAK
Profil tiang yang berongga memerlukan penutup hujung bagi mengelakkan
penakungan air. Penutup hujung tiang dihasilkan melalui dua peringkat proses.
Peringkat pertama adalah dengan proses penyebatian serbuk sekam padi dan HDPE ke
saiz butiran dan peringkat kedua ialah pengacuannya ke bentuk produk akhir. Empat
saiz sekam padi telah digunakan pada setiap komposisi. Saiz ini berjulat di antara 500
m dan ke bawah (dikodkan sebagai A, B, C dan D) manakala kandungan pengisi
sekam padi di dalam komposit ini meliputi dari 30, 40 dan 50 peratus berat. Jumlah
bahan pengserasi dan pelincir adalah pada kadar yang tetap. Daripada komposisi yang
pelbagai ini, hanya satu formulasi yang telah dipilih untuk analisis selanjutnya.
Pemilihan ini berdasarkan kesesuaian proses pengacuan suntikan serta kekuatan bahan
setelah membentuk produk. Kadaralir lebur sebanyak 4 g/10 min digunakan sebagai
had minimum untuk memilih bahan ini. Selain itu kekuatan hentaman yang terbaik
menjadi keutamaan dalam pemilihan komposit. Komposit yang mengandungi 30
peratus sekam padi bersaiz A (RH30PEA) didapati memiliki sifat reologi yang
optimum apabila berkadaran dengan kekuatan, lalu membolehkannya untuk
diacuankan. Parameter proses yang optimum seperti suhu leburan (180 ºC), tekanan
suntikan (60 kg/cm2), kelajuan skru (240 rpm), tekanan belakang skru (15 kg/cm2),
masa penahanan (6 sec), masa penyejukan (42 sec) dan suhu acuan (30 ºC) ditentukan
dengan kaedah Taguchi. Pengukuran dimensi penutup hujung tiang diambil dalam
penentuan kualiti. Ketahanan produk ini dinilai setelah pendedahan kepada
persekitaran, pecutan sinar ultra lembayung (UV) serta air. Kekuatan hentaman
mengalami penurunan dengan masa pendedahan namun kesannya tidak ketara.
Produk ini juga didapati kurang menyerap air berbanding kayu biasa.

vii
TABLE OF CONTENTS
CHAPTER TITLE PAGE
TITLE PAGE i
DECLARATION OF ORIGINALITY AND EXCLUSIVENESS ii
DEDICATION iii
ACKNOWLEDGEMENTS iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES x
LIST OF FIGURES xii
LIST OF SYMBOLS xvi
1 INTRODUCTION
1.1 Introduction 1
1.2 Problems Statement 4
1.3 Objectives 6
1.4 Scopes 6

viii
2 LITERATURE REVIEW
2.1 Introduction 8
2.2 Lignocellulosic Thermoplastic Composite (LTC) 8
2.3 Lignocellulosic-Polyethylene (PE) Composite 13
2.4 Rice Husk-Polyethylene (RHPE) Composite 16
2.5 Processing 21
2.6 Product Testing 31
3 METHODOLOGY
3.1 Introduction 34
3.2 Raw Materials 34
3.3 Formulation 38
3.4 Apparatus for Sample Preparation 39
3.5 Experimental Procedures 42
3.6 Product Testing 56
4 RESULT AND DISCUSSION (PART I):
(MATERIAL DETERMINATION)
4.1 Introduction 61
4.2 Filler Characterization 61
4.3 The RHPE Composite for Injection Moulding 69
4.4 The Limitations 75
4.5 Flow Simulation 80
4.6 Characteristics of RHPE Composite 84

ix
5 RESULT AND DISCUSSION (PART II):
PROCESSING PARAMETER OPTIMIZATION AND
PRODUCT TESTING
5.1 Introduction 85
5.2 Trial Setting 85
5.3 Taguchi Analysis 100
5.4 Column End Cap Performance 114
6 CONCLUSION AND RECOMMENDATION
6.1 Conclusion 136
6.2 Recommendation for Future Study 138
REFERENCES 139
PUBLICATIONS 151
APPENDIX A-D 152

x
LIST OF TABLES
TABLE NO. TITLE PAGE
2.1 The thermal stability polyethylene and polypropylene 14
2.2 Rice production (000 t) from 1970-2002 18
2.3 Chemical composition of rice husk from different sources 18
2.4 The list of Teel-Global Resources Technologies LLC
product properties 20
2.5 Taguchi Orthogonal Array L8 26
3.1 Physical properties of HDPE grade HD5218AA 35
3.2 Physical properties of the dispersing & binding agent 37
3.3 Raw material formulation and composition 38
3.4 Type of feeder used for various formulation 45
3.5 The temperature setting of Sino PSM co-rotating
twin-screw extruder 45
3.6 The range of parameters used for optimization the
processing condition 53
3.7 The constant parameter used for the injection moulding 53
3.8 Number of run and the setting for optimization 54
3.9 The sample’s specification data for product testing 56
4.1 Main characteristics of the rice husk fillers 63
4.2 Thermogravimetric analysis of rice husk 68
4.3 Properties of RHPE composite and virgin HDPE 84
5.1 List of the parameters for troubleshooting 86
xi
5.2 Setting range for barrel temperature 87
5.3 Setting range for injection pressure 87
5.4 Setting range for screw speed 87
5.5 Setting range for screw backpressure 88
5.6 Setting range for holding time 88
5.7 Setting range for cooling time 88
5.8 Setting range for mould cooling temperature 89
5.9 The dimension of column end cap from each run 101
5.10 Matrix for the Seven-Variable Screening Experiment
Factors (Variable) 102
5.11 The optimum setting obtained after the optimization. 108
5.12 Tabulated data for the control limit calculation. 110

xii
LIST OF FIGURES
FIGURE NO. TITLE PAGE
1.1 The design of column end cap (CECap) as the end product of
Rice Husk-HDPE (RHPE) composite based component 3
2.1 Breakdown in use of wood plastic composite (left) and natural fibre-
thermoplastic composite (right) 12
2.2 Effect of weatherometer exposure on wood flour-thermoplastic
Composites 15
2.3 Moisture sorption of 50 % wood flour and HDPE at 27ºC (80ºF) and
65 percent relative humidity 16
2.4 The LTCs injection moulded product. 22
2.5 Temperature history in an injection moulded part. 28
2.6 Pressure history in an injection moulded part. 29
3.1 The injection moulding machine JSW N100B II 41
3.2 The flow of research works 42
3.3 The RHPE composite materials compounded via co-rotating
twin screw extruder 44
3.4 The RHPE composite materials compounded via co-rotating twin screw
extruder. 47
3.5 A typical injection moulding process 51
3.6 The Column End Cap (CECap) mould (a) core side (b) cavity side 52
3.7 CECap part samples are immersed in a stainless steel water bath 57

xiii
3.8 CECap samples are mounted on the 45º rack at the exposure site 58
4.1 Image of rice husk particles (a) type A, (b) type B, (c) type C,
and (d) type D 62
4.2 Illustration of rice husk’s cell geometry cross section 63
4.3 Physical structure of rice husk (SEM x500) 64
4.4 Thermogram of rice husks at four different sizes 65
4.5 Derivative thermogram of rice husks at four different sizes 67
4.6 The melt flow rate of RHPE composites at different filler loading
of RH (A)-RH (D) 70
4.7 Apparent viscosity curves for different rice husk filler size
at different filler loading 72
4.8 The impact resistance of RHPE composites with 30 weight %
of rice husk at different filler size 73
4.9 The impact resistance of RHPE (A) composites at different
filler loading 75
4.10 Melting peak of RHPE composite at 30 wt% rice husk size A 76
4.11 Thermogravimetric analysis of RH30PE (A) 77
4.12 The plan view of column end cap 81
4.13 The side view of column end cap 81
4.14 Filling pattern of RHPE composite in the CECap cavity 83
4.15 Plan view of the column end cap 84
4.16 Side view of the column end cap 84
5.1 Sprue sticking 91
5.2 Illustration of the sprue sticking 92
5.3 Part sticking in cavity 93
5.4 Sink mark (a) overall product (b) sinking area 94
5.5 Short shot 95
5.6 Part flashing 96
5.7 Blushing on top of the cap 97
5.8 Material degraded due to overheating. 98

xiv
5.9 Material leaking and drooling 99
5.10 Overcooling cause to mould sweating and rusting. 100
5.11 The average of CECap length at x-axis and y-axis 101
5.12 Bell curve with effects 105
5.13 Quality control chart with the average part dimension control
limit for the CECap production 114
5.14 Quality control chart with the range part dimension control
limit for the CECap production 115
5.15 The well produced column end cap part after optimization 116
5.16 The water absoption rate of column end cap (CECap) based
on RHPE compared to HDPE 119
5.17 The water absoption rate of column end cap (CECap) based
on RHPE compared to HDPE 119
5.18 The swelling percent of column end cap (CECap) based
on RHPE compared to HDPE 120
5.19 The swelling percent of the column end caps (CECap)
compared to wood 120
5.20 The impact strength of HDPE-based CECap, RHPE-based
CECap and wood by the length of exposure 121
5.21 RHPE-based CECap before and after natural weathering 123
5.22 The surface of unfilled HDPE sample at 100x magnification 124
5.23 The surface of RHPE composite sample at 100x magnification 124
5.24 The surface of wood sample at 100x magnification 125
5.25 Lightness (L*) of HDPE-based CECap, RHPE-based CECap
and wood after outdoor exposure 126
5.26 The difference of color changes by the length of natural weathering 127
5.27 The impact strength of HDPE-based CECap, RHPE-based CECap
and wood by length of exposure 129
5.28 Effect of UV light to RHPE composite CECap 130

xv
5.29 Effect of UV light to wood (a) wood surface darkens after
2000 hr UV exposure (b) warping observed 130
5.30 Accelerated UV effect on HDPE composite surface
at 100x magnification 131
5.31 Accelerated UV effect on wood surface at 100x magnification 132
5.32 The accelerated UV effect on the RHPE composite surface at 100x
magnification 133
5.33 Lightness (L*) of HDPE-based CECap, RHPE-based CECap
and wood after UV exposure 134
5.34 The difference of color changes by the length accelerated weathering 135
5.35 The impact strength of the CECaps and wood by the length
of exposure 137

xvi
LIST OF SYMBOLS
HDPE - high density polyethylene
PP - polypropylene
PVC - polyvinyl chloride
RHPE - rice husk-high density polyethylene
CECap - column end cap
LTC - lignocellulosic-thermoplastic composite
RH (A) - rice husk size 250-500 m
RH (B) - rice husk size 125-250 m
RH (C) - rice husk size 63-125 m
RH (D) - rice husk size less than 63 m
RH30PEA - rice husk-HDPE composite with 30 weight percent filler size A
Tg - glass transition temperature
Tprocess - processing temperature
Tdegradation - degaradation temperature
Tk - minimum cooling time
Fo - Fourier number
- thermal diffusivity
h - part thickness
Tw - mould wall temperature
Te - ejection temperature
ºC - degree of Celsius
M1 - mass of pycnometer

xvii
M2 - mass of pycnometer with water
M3 - mass of pycnometer with specimen
M4 - mass of pycnometer with water and specimen
w - density of water at ambient temperature (23 ºC)
MFR - melt flow rate
DSC - Differential Scanning Calorimetry
TGA - Thermogravimetric Analysis
SEM - Scanning Electron Microscopy
Z - zone
D - die
MINT - Malaysian Institute for Nuclear Technology Research
- density
m - mass
v - volume
A - weight of the sample in air
B - weight of sample in water
o - density of water at the tested temperature
Tm - melting temperature
Tc - crystallization temperatures
Hf - enthalpy change of heating
Hc - enthalpy change of cooling
MFE - Mean Failure Energy
h - constant height
w - mean-failure mass
f - factor for conversion to joules (9.80665 x 10-3)
MFM - Mean Failure Mass
wo - smallest mass at which an event occurred
dw - increment of tup weight, kg,
A - ki=0 ini
i - counting index, starts at ho or wo

xviii
ni - number of events that occurred at hi or wi
N - total number of failures or non-failures, whichever is smaller.
Eab - colour changes
TG - thermogravimetric
DTG - derivative thermogravimetric
HDT - heat distortion temperature
MSFE - Minimum Significant Factor Effect
XEE - estimate of experimental error
Sd - standard deviation
df - degree of freedom
k - sample size measured
N - number of runs
- confidence level
LCL - Lower Control Limit
CCL - Control Centre Line
UCL - Upper Control Limit

1
CHAPTER 1
INTRODUCTION
1.1 Introduction
As we approach the 21st century, there is a great awareness of the need for
materials in an expanding world population and increasing affluence. At the same
time, we are also facing problems such as the lack of landfills area, our resources
are being used up, our planet is being polluted, that non-renewable resources will
not last forever, and the need for environmental friendly materials.
Composite materials made from plant fibres are receiving a great deal of
attention today since they are considered to be an environmentally friendly
resource (Rowell, 1998). This revolutionary product, lignocellulosic-thermoplastic
composite (LTC) is a combination of any type of natural fibre or wood waste and
polymers, such as polyethylene (PE), polypropylene (PP) and polyvinyl chloride
(PVC) in powder/ pellet form or regrind, including additives, colourants, lubricants
and binders (Clemons and Ibach, 2004). LTC technology has been around for a
quarter of a century, but it has gone unnoticed, largely due to a lack of demand.
However this situation is changing with new design possibilities being offered in
this fashionable marriage of materials (Anonymous, 2002).

2
In Malaysia, research on the lignocellulosic-thermoplastic composite is
currently done by a few research institutes. But most of the studies are focusing
toward blending and material study. No matter how good the result of the material,
it is priceless if the material could not be turned into commercial products (Wee,
2002).
Recently a company based in Ipoh, Perak of Malaysia, has successfully
produced an advanced composites material by compounding the cellulosic-short
fibre in the High Density Polyethylene (HDPE) matrix. This composite material is
extruded to profile shape, which looks exactly like a high-strength wood bar: in
terms of dimension, colour, and hardness (Fibersit, 2003). Rice husk is being used
up to 80 percent by weight as the reinforcing fibre in this composite material,
which designed and engineered to yield performance properties superior to that of
traditional wood. The Fibersit Technology composite is claimed to have all the
structural qualities of wood, handles like wood but yet is stronger and more durable
than wood. It can be nailed, screwed, drilled, sawn, milled, processed and finished
just like wood.
However, this Fibersit Technology is only applicable in extrusion
processing which means, only for a very limited dimension of product. On the
account of this, Ministry of Science, Technology and Innovation (MOSTI)
Malaysia has granted a fund under the Intensification of Research in Priority Areas
(IRPA) Programme at Universiti Teknologi Malaysia, Skudai, Malaysia to conduct
a research which inspired by the Fibersit Technology.
The information presented in this thesis is part of the ongoing research to
study on the technique of producing rice husk-HDPE (RHPE) composite and the
capability of injection moulding process to produce the column end cap (CECap)
part from the material. As in Figure 1.1, the CECap part was selected as the end-
product since it can be applied on top of the Fibersit column and at the same time
complete up the design.

3
Figure 1.1 The design of column end cap (CECap) as the end product of Rice
Husk-HDPE (RHPE) composite based component.
The study consists of four stages: material development, material
characterization, moulding conditions on the selected formulation and end-use
performance. The development of the material involved the raw material
identification and characterization up to the composite preparation. The objective
in the material development stage was set to identify the processable material for
injection moulding. In characterizing the material, an objective is set to obtain the
material that has the best impact properties. The selected material was then
proceeded to produce the CECap part via injection moulding. When producing the
part, a few moulding variables has been considered to achieve the perfect CECap
product.
Research on injection moulded LTCs were reported by a few researchers
outside Malaysia. Abu-Sharkh and Hamid (2003) have studied on the date palm
fibre-polypropylene composites; Yang et al. (2004 and 2005) concentrated on rice
husk flour filled polypropylene composites; Panthapulakkal et al. (2005) and Sain
(2005) moulded wheat straw fibre filled polypropylene composites; while Stark

4
and Matuana (2002, 2003 and 2004), Keener et al. (2004) and Clemons and Ibach
(2004) were working on wood flour filled HDPE composites. Their product
samples however were moulded into the standard shape of testing such as tensile,
Izod or Charpy impact and flexural test.
Based from some local researchers, Premalal et al. (2002) for example has
studied on rice husk powder filled polypropylene composites while Rozman et al.
(2000, 2001, 2003a, 2003b and 2004) focused on the material testing of many other
lignocellulosic composite types such as coconut fibre, oil palm empty fruit bunch
(EFB), rice husk and oil palm frond fibre. The composite’s samples however were
prepared via compression moulding (hot-pressed technique) and cut into testing
shapes.
Since there is limited research on injection moulded LTCs in Malaysia, a
study on the injection moulding process to produce the LTCs is necessary to bridge
the gap of technology with other advanced countries. Data obtained from the study
can be used as a guideline by local manufacturer in producing the rice husk-HDPE
composite product or other lignocellulosic composite material which is similar to
the RHPE composite properties.
1.2 Problems Statement
There are very limited reports about the production of LTC using injection
moulding technique. Although some of the overseas manufacturers have
established their work in this area but only a few of them used rice husk as filler
since this type of cellulose is reported as regional.
Especially in Malaysia, this technology is quite new and not yet established.
As we know, there is none of LTC manufacturer in Malaysia involve in injection
moulding process. Most of them concentrate in extrusion process and currently

5
produce LTC profiles as their main product (known as wood-plastic composite
lumber). Extrusion process is preferred because it is much easier and promises a
well distribution of filler compared to injection moulding process.
Injection moulding process needs a lot of considerations especially in the
composite formulations and processing parameters. This method of processing has
the advantages for moulding a more complicated shape of product. Composite
formulation is then adjusted to meet the processing requirements.
In order to commercialize rice husk-HDPE (RHPE) composite using
injection moulding process, a study of the processing parameter in injection
moulding has probably guide our local manufacturer in their production. This
study was carried out to develop an optimal formulation and processing condition
for rice husk based HDPE component using injection moulding process instead of
typical extrusion process. Some basic concept assist very much at the beginning
and this was followed by some modifications of work.
List of problems statement:
i) Which size of rice husk filler is suitable for the RHPE composite
manufacturing? Is it suitable for injection moulding process?
ii) What is the optimum composition of rice husk as filler for the HDPE
composite?
iii) In what condition should the injection moulding be operated to produce
the column end cap component using the selected formulation?
iv) What is the effect of weathering and water absorption on the aesthetic
and mechanical properties of rice husk-HDPE composite?
6
1.3 Objectives
This study aimed to develop an optimal formulation and processing
condition for rice husk based HDPE component using injection moulding process
instead of typical extrusion process for construction component such as column
end cap. The main objective was further divided into:
i. To identify the appropriate size of rice husk suitable as a filler in HDPE.
ii. To determine the optimum composition of rice husk to be used for injection
moulding process.
iii. To investigate the optimum injection moulding process condition for the
column end cap component production.
iv. To study the effect of weathering and water absorption degradation on the
aesthetic and mechanical properties of rice husk-HDPE composite.
1.4 Scopes
The scopes of this research include:
Identification of suitable rice husk type for moulding from four sizes of rice
husk that was classified as A, B, C and D.
Selection of the best composition of rice husk that can be moulded with good
impact strength. The percentage was varied from 30, 40 and 50 % rice husk.

7
The processing parameters optimization such as the barrel temperature, cycle
time and cooling time for easy flow, material processability and product
homogeneity in the injection moulding. The parameters were optimized by
Taguchi method.
Weathering and water absorption tests were conducted on the rice husk-HDPE
composite. Samples after these tests were analyzed on impact strength,
morphology and colour changes.







