Recent Advances in Soyad® Adhesives
Don Saylor & Dr. Jim WescottHPVA MeetingScottsdale, AZMay 25, 2010

2
Outline
Soyad Program Development
Emissions
Durability
Summary / Path Forward
3
5+ years of growth
14 North American HWPW-VC, HWPW-CC, & EWF mills currently manufacture with Soyad® adhesives
Approximately 50% of the adhesives used to manufacture domestic HWPW & EWF stock panels are Soyad® adhesives
Currently replacing over 75 million lbs of UF adhesive in HWPW & EWF annually
4
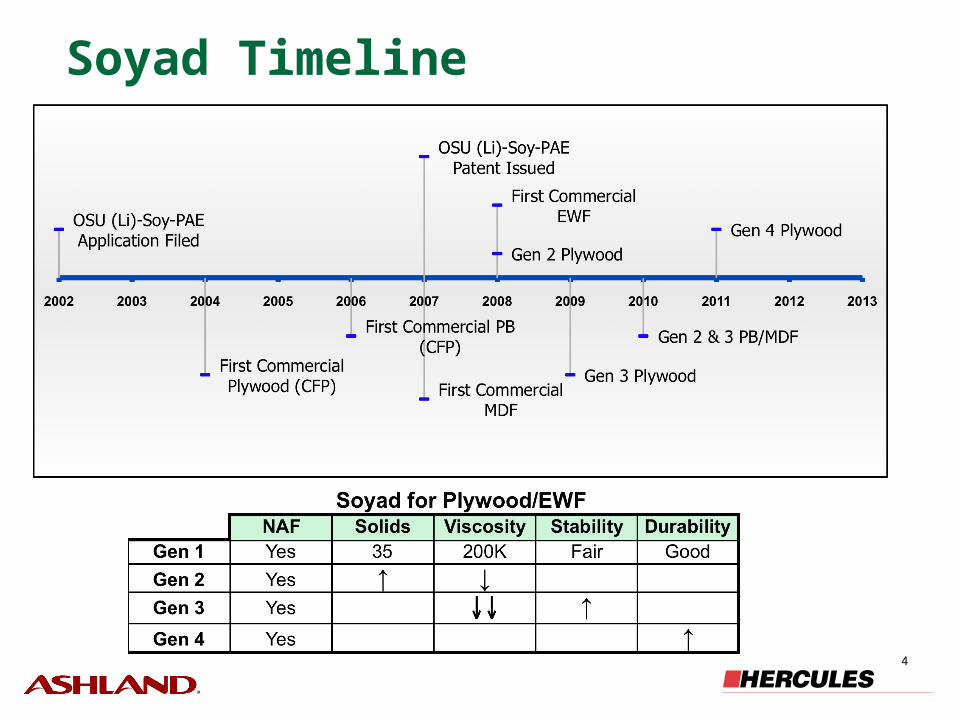
Soyad Timeline
5
Soy Flour + Curing Resin
Process and Performance Additives
Soyad® Adhesive Technology
CROSSLINKED ADHESIVE
6
Soyad Technical Advances
Higher Solids
Lower Viscosity
Increased Stability
Adhesion Performance Modifiers
Crosslinker Advancements
- Lower VOC’s
- New technology allows for solids >50%
•Traditional Solids for paper chem 12-20%
- Lower viscosity technology has been developed
7
Why Choose Soyad?
100% NAF Adhesive
The most cost effective NAF option
Wide operating window
The Four S’s: Safe, Simple, Sticks, Stable
Very easy to clean up
Excellent durability- hot or cold water conditions
Commitment to Excellence

8
Commitment to Excellence
600 Technical Service Chemical Engineers in NA available to support Soyad!
9
Why Choose Soyad?
100% NAF Adhesive
The most cost effective NAF option
Wide operating window
The Four S’s: Safe, Simple, Sticks, Stable
Very easy to clean up
Excellent durability- hot or cold water conditions
Commitment to Excellence

10
Why Choose Soyad?
100% NAF Adhesive
The most cost effective NAF option
Wide operating window
The Four S’s: Safe, Simple, Sticks, Stable
Very easy to clean up
Excellent durability- hot or cold water conditions
Commitment to Excellence
Extremely low emissions under ALL conditions
11
Low Emissions Under ALL Conditions
CARB specifies “Large Chamber ASTM E-1333” as the primary test method
E-1333 is conducted at only 25 C and 50% RH- Most test are run at extremes… not this one!
UF chemistry suffers from hydrolysis resulting in the GENERATION and subsequent evolution of ADDITIONAL formaldehyde
12
Emissions: Temp and Humidity Effects
Static method in sealed bottles
- (modified EN 717-3)
Varying levels of humidity and temperature
Varying durations
Soyad and ULEF samples tested (Both CARB II)
¾” 7-ply HWPW Construction
Study was run at and in cooperation with the Forest Products Laboratory
13
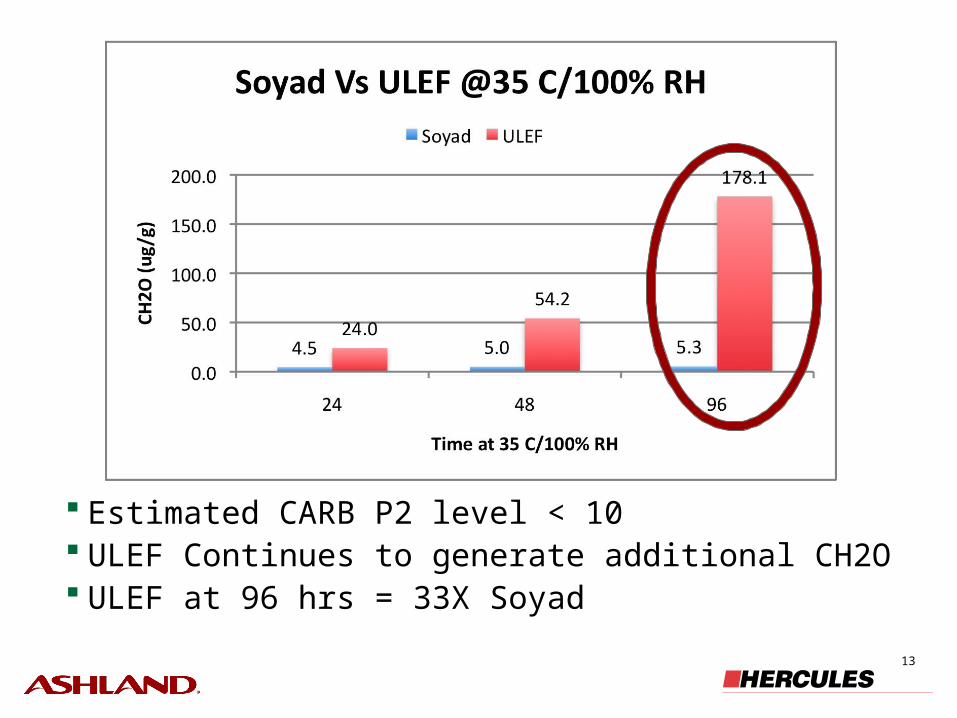
Estimated CARB P2 level < 10 ULEF Continues to generate additional CH2O ULEF at 96 hrs = 33X Soyad

14
Soyad panels emit very little additional formaldehyde after the first 24 hours
ULEF rate is actually increasing exponentially (scavenger is consumed?)

15
Similar Trend at 25 C

Durability in EWF
17
Stability Testing of EWF
5-Ply Engineered Wood Flooring Panels Oak/Gum/Gum/Gum/Oak construction
3/8” thickness
Samples were subjected to an extreme range of temperature/humidity combinations over 15 days to probe durability
Panels were cut into test pieces before beginning test protocol to maximize exposure of bond lines to environment. 3-Cycle soak samples (2” X 5”)
Shear samples (1” X 3”)

18
Day # ConditionTime(hr)
Temperature(°F)
RelativeHumidity
TheoreticalMC
Pre-Test Conditioning 72 70 50% 9.2%
1 Hot/Wet 24 80 90% 20.2%
2 Cold/Moist 24 15 70% 13.5%
3 Hot/Dry 24 90 20% 4.3%
4 Cool/Wet 24 36 90% 21.0%
5 Hot/Dry 24 90 20% 4.3%
Post-Test Conditioning 72 70 50% 9.2%
3X
Temperature/Humidity Cycling Protocol
Stability Testing of EWF

19
Length (in)
Height (in)
Width (in)
Control Samples 3.282 0.997 0.380
Cycled Samples 3.282 0.998 0.380
Dimensional Stability of Shear Test Samples
Panel Testing
3-Cycle Soak Shear Strength Testing
Dry Std. % Wet Std. %
% Shear Dev. Dry Shear Dev. Wet
Type Score Pass (psi) (psi) WF (psi) (psi) WF
Control 0.81 100% 448 74 83 251 68 12
Cycled 0.38 100% 511 91 63 267 70 2
Shear and 3-Cycle Soak Test Results
Bond lines 1 & 2 tested in shear tests (oak-gum-gum)
Stability Testing of EWF
20
Continued Development
Desire for higher % wet wood failure
- Requirement for EN-314
- Requirement for ANSI/HPVA Type I bond
Lower cost system
Enhanced bonding to challenging veneers
- Hickory, Fumed Yellow Birch
Simpler system for small veneering and assembly
Desire for a lighter cured glue color
21
Summary
Soyad has been accepted in North America as a high performance, low cost, no-formaldehyde alternative
Soyad technology is developing rapidly
Soyad emissions is a key differentiator vs. ULEF
Soyad durability in EWF is excellent
Soy-based NAF composite core is coming soon !







