.
Feα + M7C3Feα + Feα’
+ M7C3
Feα + M7C3
16 24 28 32
0
3
6
9 Feα + Feα’+ Feγ
+ M6C
+ M7C3
Feα
+ M6C
+ M7C3
Wt.% Cr
Wt.
% M
o
Alliagehypo-eutectique
Alliage quasi-eutectique
Alliagehyper-eutectique
Broyeurs à marteauxhttp://www.aubema.de/fr/index.php
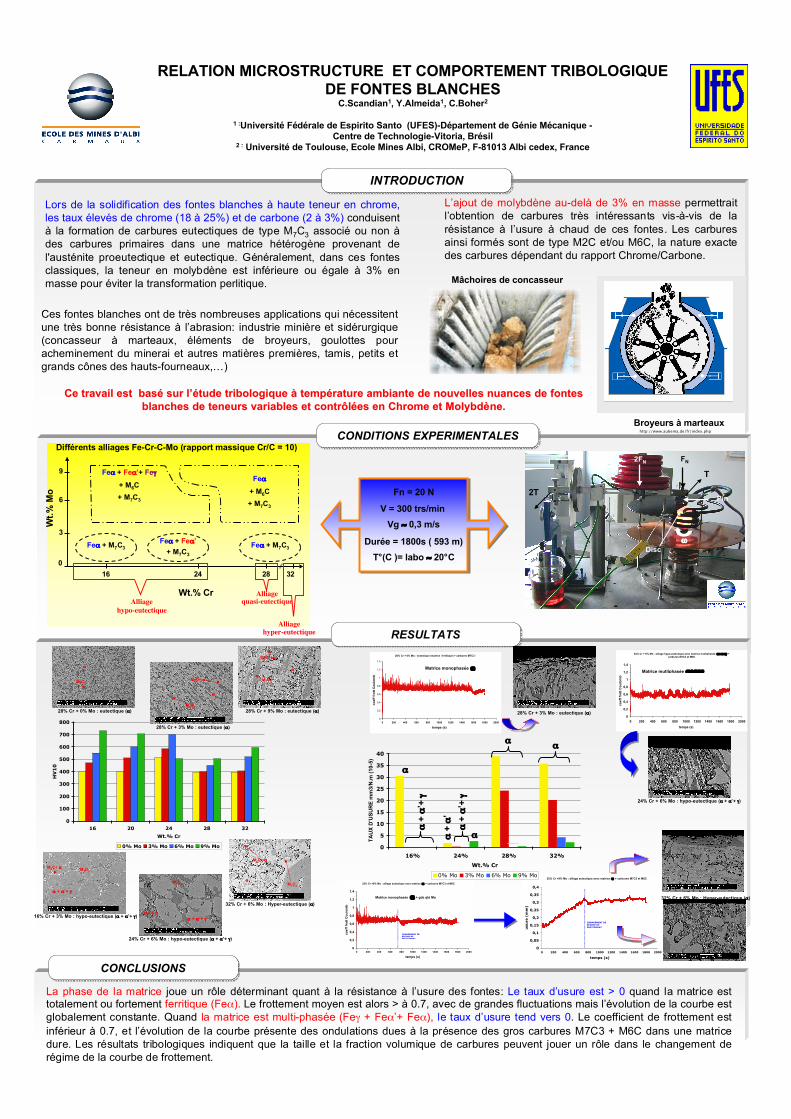
RELATION MICROSTRUCTURE ET COMPORTEMENT TRIBOLOGIQUEDE FONTES BLANCHES
C.Scandian1, Y.Almeida1, C.Boher2
1 :Université Fédérale de Espirito Santo (UFES)-Département de Génie Mécanique -Centre de Technologie-Vitoria, Brésil
2 : Université de Toulouse, Ecole Mines Albi, CROMeP, F-81013 Albi cedex, France
INTRODUCTIONINTRODUCTION
CONDITIONS EXPERIMENTALESCONDITIONS EXPERIMENTALES
RESULTATSRESULTATS
CONCLUSIONSCONCLUSIONS
2FN FN
Pin
ω
T
2T
Disc
Mâchoires de concasseur
Lors de la solidification des fontes blanches à haute teneur en chrome,les taux élevés de chrome (18 à 25%) et de carbone (2 à 3%) conduisentà la formation de carbures eutectiques de type M7C3 associé ou non àdes carbures primaires dans une matrice hétérogène provenant del'austénite proeutectique et eutectique. Généralement, dans ces fontesclassiques, la teneur en molybdène est inférieure ou égale à 3% enmasse pour éviter la transformation perlitique.
Ces fontes blanches ont de très nombreuses applications qui nécessitentune très bonne résistance à l’abrasion: industrie minière et sidérurgique(concasseur à marteaux, éléments de broyeurs, goulottes pouracheminement du minerai et autres matières premières, tamis, petits etgrands cônes des hauts-fourneaux,…)
L’ajout de molybdène au-delà de 3% en masse permettraitl’obtention de carbures très intéressants vis-à-vis de larésistance à l’usure à chaud de ces fontes. Les carburesainsi formés sont de type M2C et/ou M6C, la nature exactedes carbures dépendant du rapport Chrome/Carbone.
Ce travail est basCe travail est baséé sur l sur l’é’étude tribologique tude tribologique àà temp tempéérature ambiante de nouvelles nuances de fontesrature ambiante de nouvelles nuances de fontesblanches de teneurs variables et contrblanches de teneurs variables et contrôôlléées en Chrome et Molybdes en Chrome et Molybdèène.ne.
Fn = 20 N
V = 300 trs/min
Vg ≈ 0,3 m/s
Durée = 1800s ( 593 m)
T°(C )= labo ≈ 20°C
Fn = 20 N
V = 300 trs/min
Vg ≈ 0,3 m/s
Durée = 1800s ( 593 m)
T°(C )= labo ≈ 20°C
Différents alliages Fe-Cr-C-Mo (rapport massique Cr/C = 10)
0
100
200
300
400
500
600
700
800
16 20 24 28 32
Wt.% Cr
HV
10
0% Mo 3% Mo 6% Mo 9% Mo
32% Cr + 6% Mo : Hyper-eutectique (α)
M7C3
M6C+ α
α
α
28% Cr + 3% Mo : eutectique (α)
M6C+ α
M7C3
M7C3
28% Cr + 0% Mo : eutectique (α)
α
28% Cr + 9% Mo : eutectique (α)
α
M6C+ α
M7C3
24% Cr + 6% Mo : hypo-eutectique (α + α’+ γ)
α + α’+ γ
M7C3
M6C+ α16% Cr + 3% Mo : hypo-eutectique (α + α’+ γ)
α + α’+ γ
M7C3M6C+ α
24% Cr + 6% Mo : alliage hypo-eutectique avec matrice mutliphasée (α + α'+ γ) + carbures M7C3 et M6C
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 200 400 600 800 1000 1200 1400 1600 1800 2000
temps (s)
coef
f fr
ott
Co
ulo
mb
Matrice mutliphasée (α + α'+ γ)
28% Cr + 0% Mo : eutectique (matrice ferritique) + carbures M7C3 -
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 200 400 600 800 1000 1200 1400 1600 1800 2000
temps (s)
coef
f fr
ott
Co
ulo
mb
Matrice monophasée (α)
32% Cr +9% Mo : alliage autectique avec matrice (α) + carbures M7C3 et M6C
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 200 400 600 800 1000 1200 1400 1600 1800 2000
temps (s)
coef
f fr
ott
Co
ulo
mb
CHANGEMENT DE RÉGIME DE FROTTEMENT
Matrice monophasée (α) + gde qté Mo
32% Cr +9% Mo : alliage eutectique avec matrice (α) + carbures M7C3 et M6C
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 200 400 600 800 1000 1200 1400 1600 1800 2000
temps (s)
usu
re (
mm
)
CHANGEMENT DE RÉGIME DE FROTTEMENT
28% Cr + 3% Mo : eutectique (α)
24% Cr + 6% Mo : hypo-eutectique (α + α’+ γ)
32% Cr + 6% Mo : Hyper-eutectique (α)
α
La phase de la matrice joue un rôle déterminant quant à la résistance à l’usure des fontes: Le taux d’usure est > 0 quand la matrice esttotalement ou fortement ferritique (Feα). Le frottement moyen est alors > à 0.7, avec de grandes fluctuations mais l’évolution de la courbe estglobalement constante. Quand la matrice est multi-phasée (Feγ + Feα’+ Feα), le taux d’usure tend vers 0. Le coefficient de frottement estinférieur à 0.7, et l’évolution de la courbe présente des ondulations dues à la présence des gros carbures M7C3 + M6C dans une matricedure. Les résultats tribologiques indiquent que la taille et la fraction volumique de carbures peuvent jouer un rôle dans le changement derégime de la courbe de frottement.
0
5
10
15
20
25
30
35
40
16% 24% 28% 32%
Wt.% Cr
TA
UX
D'U
SU
RE
mm
3/N
.m (
10-5
)
0% Mo 3% Mo 6% Mo 9% Mo
α
αα +
α’
α +
α’+
γ
α
α +
α’+
γ







