SAVAGE WELLTREATABILITY STUDY
«. . .
Savage Well SiteMilf ord, NH
Phase I - Technology Assessment
October, 1989
Prepared by:
0»u,o
II
hmm H M M A S S O C I A T E S , I N C .
ENGINEERS, ENVIRONMENTAL CONSULTANTS & PLANNERS

HMM Ref. No. 2176-120/HAZ/2946
November 9, 1989
Richard GoehlertU. S. Environmental Protection AgencyJFK Federal Building, HSN-CAN5Boston, MA 02203-2311
Subject: Rationale for Removal of the Pilot Plant Program from the Savage WellRI/FS Process
Dear Mr. Goehlert:
The purpose of this letter is to provide all parties with both the general and technicalrationale as to why the pilot plant program included in the Administrative Order shouldbe modified. Also included in this letter is the chronology of the events which led to thecurrent decision to remove the air stripping pilot tower from the project.
General
The pilot program was included in the Administrative Order at the request of the PRPGroup. This program was to include the installation of an 8" production well,performance of a 5-day pumping study, and the installation and operation of a 100-gpmair stripping tower to remove volatile organics. The decision to include this program wasbased on 1986 data and knowledge of the site conditions at that time. The primary intentwas to provide early treatment of the groundwater and to limit off-site migration ofcontaminants. The primary change being requested as a part of this correspondence isthe removal of the pilot air stripping tower component of the treatability studies.
Chronology
The remedial investigation field program started on November 23, 1988 with the approvalof the Project Operations Plan which provided for the commencement of a 2-phasegroundwater study in accordance with the work plan. The first phase of this programresulted in the installation of 36 monitoring wells and the collection and analysis of 54groundwater samples for volatile organics. Results were presented to EPA in two reportsdated March 28, 1989. The purpose of these reports was to provide a clear understandingof the existing conditions of the site and to help scope the Phase II program. Based onthese new data, the treatability study tasks commenced concurrent with the Phase IIprogram. This work was based on the VOC analysis available to date which was used as

-2-
input data in conducting computer modeling efforts to assist in the design of the airstripping pilot tower (size, air to water ratios, packing materials, emission rates, andtreated effluent quality for discharge). Based on a high concentration of VOCs and thespecific compounds detected in the Phase I program, both the efficiency of the airstripping tower and the emission rate became issues of concern. Specifically, it becameapparent that a 100-gpm pilot plant would require a tower over 25' high which wouldachieve an average efficiency of 95%, insufficient to meet the current MCL dischargelimitations. Based on these findings, HMM included an assessment of granular activatedcarbon, assessing mass transfer zones, contact times, and multicomponent adsorption.Computer modeling for this effort was conducted for vapor phase carbon to assess airemission limits for the air stripper and liquid phase carbon for effluent polishing to ensureachievement of the MCLs.
Concurrent with the treatability study efforts, the Phase II groundwater monitoringprogram started in May of 1989. This program resulted in installation of 29 monitoringwells. The data were presented to EPA in a report dated August 1, 1989. This wasfollowed up by a Phase II groundwater sampling program which consisted of sampling 65groundwater wells. These data were presented to EPA in a report dated September 29,1989.
The Phase II program focused on the heart of the plume identified in the Phase I program,included the analysis of chemical constituents, specifically VOCs, ABNs and metals, andthe investigation of physical influences of localized production well pumping. Two keyfindings resulted from that effort. First, there is a very high concentration of naturallyoccurring iron in the groundwater. The iron would oxidize out on the air stripper packingmaterial leading to precipitate and biological fouling of the packing material, ultimatelyresulting in degradation of the efficiency of the air stripper and a reduction in effluentquality. The second finding is that the cone of influence inferred from a 320 gpmproduction well is limited to approximately 300'. This would indicate that a 100 gpmpilot study would only impact a very small percentage of the plume and would not provideany significant long-term treatment benefit.
Technical Basis and Recommendation
A meeting was held on September 29, 1989, attended by EPA, HMM, NHDES, and amember of the PRP Group. Key issues discussed during that meeting are as follows.First, based on the results of the Phase II sampling program, there are new data that werenot available to the PRP Group in 1986. This includes the data for the VOCs whichindicate overall higher concentrations of contaminants that increase in concentrationwith depth. Additionally, data show high levels of iron. Both of these findings have adirect impact on the viability and operational efficiencies of an air stripping tower.Furthermore, these data indicate that additional components of treatment would need tobe included as part of the pilot program. This resultant expansion of the pilot studywould include the addition of pretreatment for metal precipitation and filtration in frontof the air stripper and, most likely, the addition of vapor phase carbon for controlling airemissions and liquid phase carbon for polishing of the effluent to ensure compliance withcurrent MCLs. This expansion is well beyond the scope of the original pilot studyproposal. Additionally, data relative to the transmissivity of the aquifer indicates that a100 gpm pumping well would provide only a fraction of the recovery necessary to impedethe flow of contaminants. In other words, the pilot plant program would not achieve theoriginal objectives of providing significant early treatment of the groundwater nor wouldit limit the off-site migration of contamination.
2176-120/HAZ/2946 - 11/9/89
-3-
Additionally, while pilot studies can assist in selecting components of design prior toimplementation of a remedial alternative, pilot testing of a single unit process is notwarranted during the feasibility study. The advent of new proven computer modelingprograms allows rapid and cost-effective evaluation of individual unit processes relativeto efficiency and size based on the chemical constituents in the influent water. Theseindividual treatment units are then combined into an overall process train during thefeasibility study. It is the resultant treatment process train that should be pilot testedduring the design phase. Any treatability/pilot programs conducted at Savage during orafter the feasibility study should also focus on site-specific data for groundwaterrecovery.
Recommendations
The purpose of the treatability study is to supplement a feasibility study process and toaid in the selection of the most implementable, cost-effective remedial alternative. Thedata collected to date and the engineering effort conducted during the initial portion ofthe treatability study will be used in development and selection of the alternatives in thefeasibility study. Based on our current understanding of site conditions and remedialobjectives, it is HMM's recommendation that the air stripping pilot tower be removedfrom the program as it will not substantially improve the selection of alternatives norwill it significantly remediate the groundwater during this interim period and would onlycause an unnecessary delay in the project.
There are two related components of the treatability study that should be carried forwardto improve the database for the feasibility study. First, it is recommended that a 5-daypumping study be conducted to further characterize aquifer hydraulics and to aid in thedevelopment of groundwater recovery systems. This step includes field studies necessaryto assess the hydrodynamics of the aquifer which are important factors in remedialalternative development. Secondly, based on the varying chemical constituents of theplume, it is also recommended that desorption coefficients be developed at two separatelocations within the aquifer near the OK Tool and Hitchiner facilities so that the overalltime frame for remediation of the aquifer can be evaluated. Soil column leaching studiesshould be conducted for each area to determine site-specific desorption coefficients forspecific contaminants in order to assess the method and time frame required to flushcontaminants through the soil column.
If you have any questions, please do not hesitate to call me at (508) 371-4111.
Sincerely,
Richard C. CoteProject Manager
RCC/c
2176-120/HAZ/2946- 11/9/89
TABLE OF CONTENTS
Page
1.0 INTRODUCTION 1-1
1.1 Technology Evaluation 1-1
1.2 Computer Simulation Modeling 1-1
2.0 TREATABILITY STUDIES 2-1
2.1 Influent Sources 2-1
2.2 Air Stripper Evaluation 2-5
2.2.1 Experimental Design 2-5
2.2.2 Results 2-6
2.2.3 Minimum Tower Requirements (MCL) 2-11
2.2.4 Loss of Tower Treatment Efficiency 2-11
2.3 Vapor Phase Activated Carbon Evaluation 2-12
2.3.1 Experimental Design 2-13
2.3.2 Results 2-14
2.3.3 Vapor Phase Carbon Considerations 2-14
2.4 Liquid Phase Activated Carbon Evaluation 2-18
2.4.1 Experimental Design 2-19
2.4.2 Results 2-19
3.0 CONCLUSIONS 3-1
4.0 REFERENCES 4-1
2176-060/HAZ/2926 - 11/9/89 -i-
SAVAGE WELL SITE TREATABILITY STUDY
1.0 INTRODUCTION
The purpose of this treatability study is to evaluate treatment technologies which
have potential for remediating contaminated groundwater at the Savage Well site. The
primary contaminants identified in the groundwater at the Savage Well site are the
volatile organic compounds (VOCs), Tetrachloroethylene (PCE), Trichloroethylene (TCE),
Trans-l,2-Dichloroethylene (DCE) and 1,1,1-Trichloroethane (1,1,1-TCA). The
technologies studied were air stripping, vapor phase granular activated carbon (GAC)
adsorption, and liquid phase GAC adsorption. These technologies are the most
appropriate for removing the specific VOCs from contaminated groundwater on the
Savage Well site.
1.1 Technology Evaluation
This study employed computer simulation models to evaluate the effectiveness of
the various treatment technologies. During the engineering evaluation, thesenewly-developed computer simulation models can be used to develop a wide range of
treatment technology configurations, operating parameters, and influent contamination
concentrations. This approach to assessing process trains allows for a quicker and more
accurate analysis, conducted at lower cost than by pilot study. For instance, a pilot air
stripper installed on a site would normally be able to test one packing medium depth, one
packing material, and several air to water ratios. Additionally, contaminated
groundwater concentrations are generally limited to those extracted from the aquifer in
the vicinity of the air stripper. This limits the ability of the treatability study program
to address a range of parameters such as the various pumping scenarios necessary to
recover the plume; various influent/effluent concentrations (to support cost-effective
in-line unit processes); and the ability of the system to respond to shock loadings.
1.2 Computer Simulation Modeling
Based upon historical design and remedial experience, experimental research, and
application of chemical and environmental engineering theory, it has been possible to
develop treatment technology-based analytical mathematical models. These models have
2176-060/HAZ/2926 - 11/9/89 1-1

the capability of simulating the behavior of various contaminants and concentrations
when the contaminated water is subjected to air stripping or carbon adsorption treatment
processes. These models have been shown to provide good simulation of actual
technology performance during on-site treatment. As with any computer models,
however, there are technical considerations that must be understood in order to utilize
the resultant data. A discussion of these issues is provided below to ensure that they are
taken into account during the evaluation process.
The major considerations in computer simulation modeling are the actual on-site
conditions encountered. The effectiveness and reliability of computer models is
dependent on using data which closely resembles on-site conditions. For instance, VOC
concentrations in groundwater entering the treatment units will probably vary with time,
potentially impacting treatment system performance and effluent concentrations.
Variation in aquifer geochemical parameters include pH, temperature, dissolved
inorganics and suspended materials. These changing or variable parameters can also
significantly affect system performance.
In particular, dissolved iron and manganese may precipitate onto air stripper
packing material, causing a reduction in packing material mass transfer efficiency and
resulting in higher effluent VOC concentrations than anticipated. Also, since
volatilization of organics is temperature dependent, the actual removal efficiencies will
vary depending upon sustained aquifer groundwater temperature and temperature changes
induced by tank storage and ambient climatic conditions. Therefore, the modeling
analysis must vary these parameters to assess the range of system operating efficiencies.
A tower would be designed with a factor of safety by using a mass transfer coefficient in
the simulation run which is lower than what may be used in practice.
Granular activated carbon adsorption of volatile organic compounds is affected by
pH, dissolved inorganics, and suspended material. The GAC adsorption models assumed
optimum values for pH and dissolved inorganics, and that suspended matter would be
removed prior to groundwater treatment by GAC. Less than optimum pH affects the
GAC volatile organics removal chemistry, while precipitating iron and filtered suspended
matter will plug the GAC contactor bed pore space, thus reducing the useful life of the
carbon. Also, for vapor phase carbon adsorption of air stripper offgas, there is a direct
impact on efficiency due to the moisture content of the stripped vapors. A dehumidifier
must operate preceding the vapor phase carbon contactor and this has been included as a
part of the computer model design parameters.
A listing of the computer simulation models used in this treatability study is
presented below. All of these computer models have been used on other sites and have
2176-060/HAZ/2926 - 11/9/89 1-2
been developed by research scientists and engineers who are recognized authorities in the
field of volatile organic removal from contaminated groundwaters.
TREATABILITY STUDY COMPUTER MODELS
"Design of Packed Tower Aeration System" (IBM PC DOS 2.10, Advanced BasicASCII) D. W. Hand and J. C. Crittenden, Michigan Technological University,Houghton, Michigan.
"Air Strip", (IBM PC DOS 2.10 Advanced Basic), Johannes Haarhoff, P.E., Universityof Iowa, Ames, Iowa.
"The Use of Equilibrium Theory to Evaluate Multicomponent Competition in FixedBeds" (IBM PC DOS 2.10, Professional FORTRAN, ASCII) Thomas F. Speth, John C.Crittenden and David W. Hand, Michigan Technology University, Houghton,Michigan.
"Prediction of Multicomponent Adsorption Equilibrium Using Ideal AdsorbedSolution Theory" (IBM PC DOS 2.10, Professional FORTRAN, ASCII) Thomas F.Speth, John C. Crittenden and David W. Hand, Michigan Technology University,Houghton, Michigan.
"User Oriented Solutions to the Homogeneous Surface Diffusion Model for Design ofGas-Phase Fixed-Bed Adsorbers" (IBM PC DOS 2.10, Professional FORTRAN,ASCII) David W. Hand, John C. Crittenden, and Randy C. Cortright, MichiganTechnology University, Houghton, Michigan.
Computer simulation modeling facilitates the process of formulating the treatment
alternatives to be used on this site, and it is an integral part of the feasibility study
process. Upon completion of the feasibility study and selection of the most practical,
site-specific and implementable remedial alternative, the computer modeling program
can be carried through into the preliminary design, pilot testing to scale up each unit in
the system for the final design phases of the project. This is especially important in the
case of GAC where competitive adsorption, varying mixed VOC concentrations and
specific GAC-type mechanical and chemical properties (virgin versus reactivated carbon)
can have a significant impact on results obtained. The result is the implementation of a
pilot testing program consisting of the complete process train, including pretreatment,
primary treatment, and polishing as required. The purpose of the pilot plant is to
simulate the interactive efficiencies of each unit in the process train.
2176-060/HAZ/2926 - 11/9/89 1-3
2.0 TREATABILITY STUDIES
Treatability studies conducted for this site focused on the existing areas ofgroundwater contamination, types of contaminants present and concentrationsdetermined through sampling and laboratory analysis. By evaluating and incorporatingsite-specific data from the Remedial Investigation, this Treatability Study was developedto simulate and model actual conditions expected during remediation.
2.1 Influent Sources
Prior to evaluation of the three treatment technologies, an analysis of remedialinvestigation data was performed to ascertain types, distribution and concentrations ofvolatile organic compounds. This analysis resulted in the identification of three distinctlydifferent areas of groundwater recovery specific to plume contaminant concentrations(Figure 1). These three identified areas are as follows:
1. Southwest of the trailer park, north of Route 101 in the vicinity ofmonitoring well MW-10 and west toward O.K. Tool and Die, "Site #1";
2. East of the trailer park, north of Route 101 in the vicinity of monitoring wellMW-20, "Site #2"; and
3. Northeast of the Old Savage Well, south of the Souhegan River in the vicinityof monitoring well MI-7, "Site #3".
The approximate distribution of contaminant concentrations for the three general areas isshown in Table 1. These concentrations are an estimated average for that area.
Recovery of groundwater for treatment would probably yield periodicconcentrations of contaminants in the groundwater that were higher than those listed inTable 1. In order to better evaluate the technologies' efficiencies in a more highlycontaminated groundwater "worst case" scenario, concentrations of contaminants ingroundwater from monitoring wells MW-10 and MI-7 were also used as influentcontaminant levels. These concentrations are shown in Table 2.
2176-060/HAZ/2926 - 11/9/89 2-1
FIGURE 1
2176-060/HAZ/2926 - 11/9/89 2-2

TABLE 1
VOLATILE ORGANIC COMPOUND DISTRIBUTION
AT THE SAVAGE WELL SITE*
Contaminant Site
#2
Tetrachloroethylene (PCE)Trichloroethylene (TCE)1,2-Trans-Dichloroethylene (DCE)1,1,1-Trichloroethane (TCA)
5,000
500
500
80
1,1007060
100
1,0007020
100
Concentrations in parts per billion (ppb)
2176-060/HAZ/2926 - 11/9/89 2-3
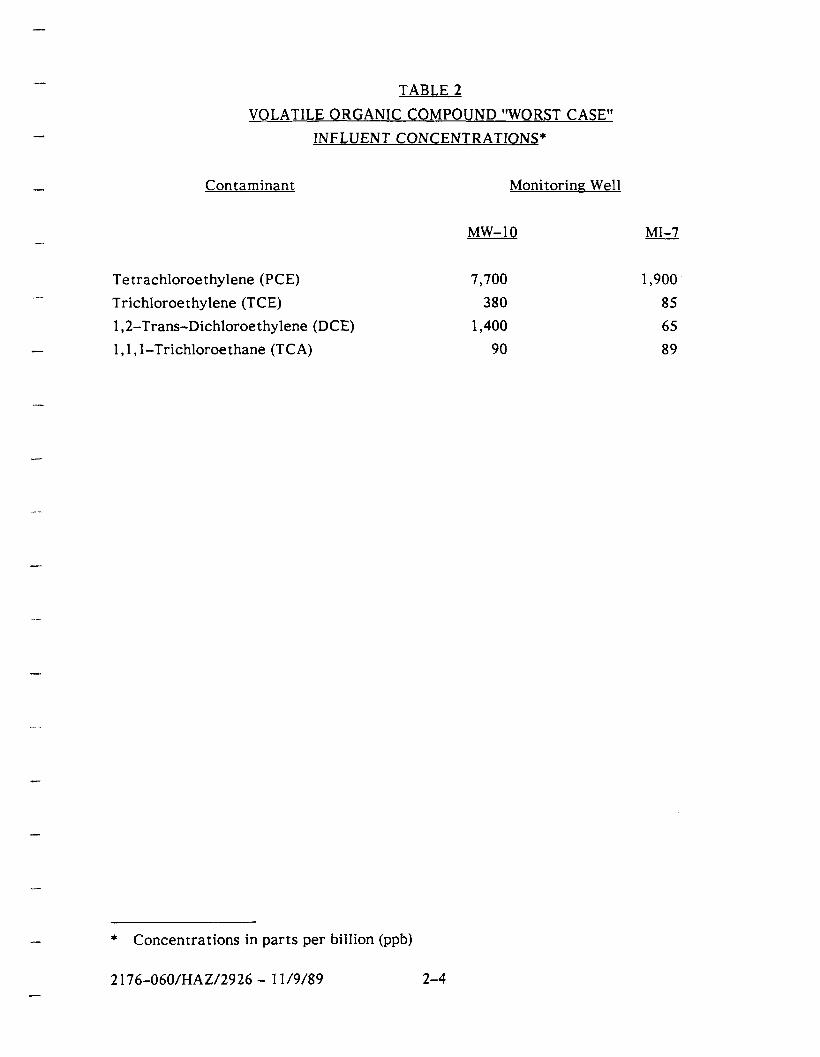
TABLE 2
VOLATILE ORGANIC COMPOUND "WORST CASE"
INFLUENT CONCENTRATIONS*
Contaminant Monitoring Well
MW-10 MI-7
Tetrachloroethylene (PCE)
Trichloroethylene (TCE)1,2-Trans-Dichloroethylene (DCE)
1,1,1-Trichloroethane (TCA)
7,700
380
1,400
90
1,900
85
65
89
* Concentrations in parts per billion (ppb)
2176-060/HAZ/2926 - 11/9/89 2-4
Since each contaminant has a different volatilization constant (Henry's Law) and a
different affinity for granular activated carbon (Freundlich constants), the mix and
concentration of contaminants present in the groundwater is very important. For
instance, while 1,1,1-TCA at all five locations is below the Safe Drinking Water Act
(SOWA) limit of 200 ppb, it does have an affinity for GAC and, as such, will adsorb onto
the carbon, thereby shortening the useful life of any carbon contactor bed. The Henry's
Law constant for trichloroethylene (TCE) is lower than that for tetrachlorethylene
(PCE). While concentrations for TCE are less than those for PCE, TCE may require more
stringent air stripping tower design than for PCE alone in order to achieve effluent which
meets the SDWA standards. Since there is a range of treatment effectiveness for each
contaminant and treatment technology, each source must be evaluated in order todetermine the optimum VOC removal technology or combination of technologies.
2.2 Air Stripper Evaluation
The first focus of this treatability study was to analyze the effectiveness of air
stripping as a technology to remove volatile organic compounds from groundwater. This
first evaluation considered air stripping tower components, influent concentrations and
operating parameters. The apparent need for vapor phase granular activated carbon
usage to control air stripper offgases was evaluated under a separate model. The results
of vapor phase carbon adsorption modeling are discussed in the next section.
2.2.1 Experimental Design
In air stripper tower design the objective is to obtain the best balance between
capital costs (tower volume) and operation and maintenance costs (pressure drop, air to
water ratio, loading). The computer models help to achieve this balance by allowing
analysis of a variety of structural and operating parameters.
The computer modeling evaluation initially considered three different influent
contaminant concentration levels, Sites 1, 2, 3. Three tower packing materials were also
simulated. These packing materials were chosen for their range in cost, pressure drop
and mass transfer efficiencies. The packing materials evaluated were Jaeger Tripacks,
Glitsch Mini Rings and Norton Snow Flakes. Tower packings depths evaluated were based
upon commercially available off the shelf air stripping towers. These towers had packing
2176-060/HAZ/2926 - 11/9/89 2-5

bed depths of approximately 8.5, 13.0 and 17.5 feet. Total tower height in each case is
actually several feet greater than the packing bed depth. The tower diameter was based
upon a liquid loading rate of 100 gallons per minute (GPM). This resulted in a two foot
diameter tower. The liquid loading rate of 100 GPM was selected based upon the flow
rates established in the treatability study work plan. This loading rate was also used in
the evaluation of liquid phase activated carbon for comparison purposes. While it isrecognized that higher liquid flow rates and larger air stripping towers could have been
evaluated, this would have been beyond any pilot scale simulation. Since this is a
treatability study for technology evaluation and not final design engineering, the sizes
and parameters selected were deemed appropriate. The last variable evaluated in the air
stripping computer model was the volumetric air to water ratio. Air to water ratios of
10, 20, 30, 40 and 50:1 were used during various computer runs. Current literature and
engineering practice suggests that in many cases the most economical air to water ratio
is approximately 30:1, therefore, two ratios on either side of this value were evaluated.
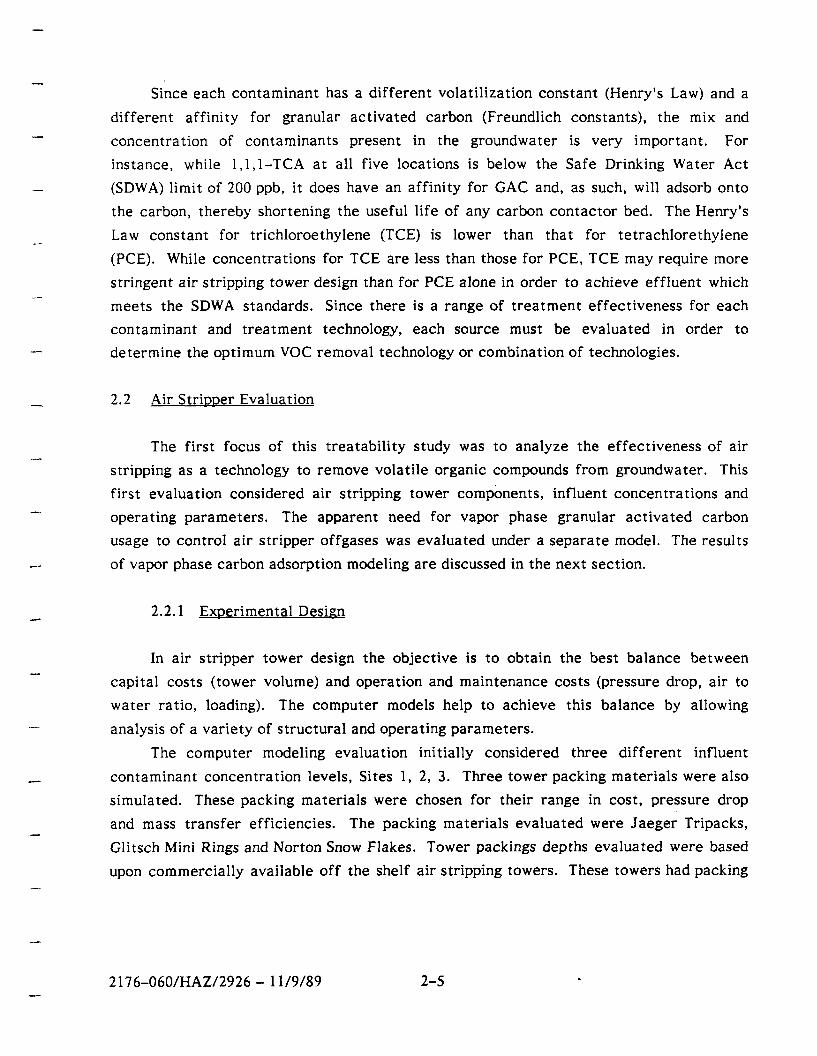
2.2.2 Results
The results of the air stripper computer simulation runs are shown in Tables 3
through 6. The increased volatile contaminant removal efficiency by employing more
efficient packing material (Tripacks) and greater tower packing material height is obvious
in all of the tables. Detailed computer printouts for the air stripper evaluation of all
sites and influent contaminant concentrations are available for review. A significant
observation is that none of the tower packing materials nor combinations utilized in a
single tower, with tower heights currently available for use in the pilot program were
able to remove all four volatile compounds to SDWA standards in the effluent. The
effluent concentrations for the 30:1 air to water ratio are shown in Tables 3 through 6.
However, even at the highest air to water ratios modelled (50:1), the effluent from the
17.5 foot packing material tower was still 129 ppb for PCE for Site 1; 28 ppb for Site 2;
and 26 ppb for Site 3. For Site 1, TCE and DCE were also in excess of SDWA limits of 5
and 7 ppb, respectively, at 19 ppb. MW-10 had PCE, TCE and DCE at 238, 15, and 53
ppb, respectively. Based upon these data, readily available, off-the-shelf equipment, an
individual pilot-scale air stripper would most likely not produce effluent which meets the
Maximum Contaminant Levels (MCLs).
2176-060/HAZ/2926 - 11/9/89 2-6
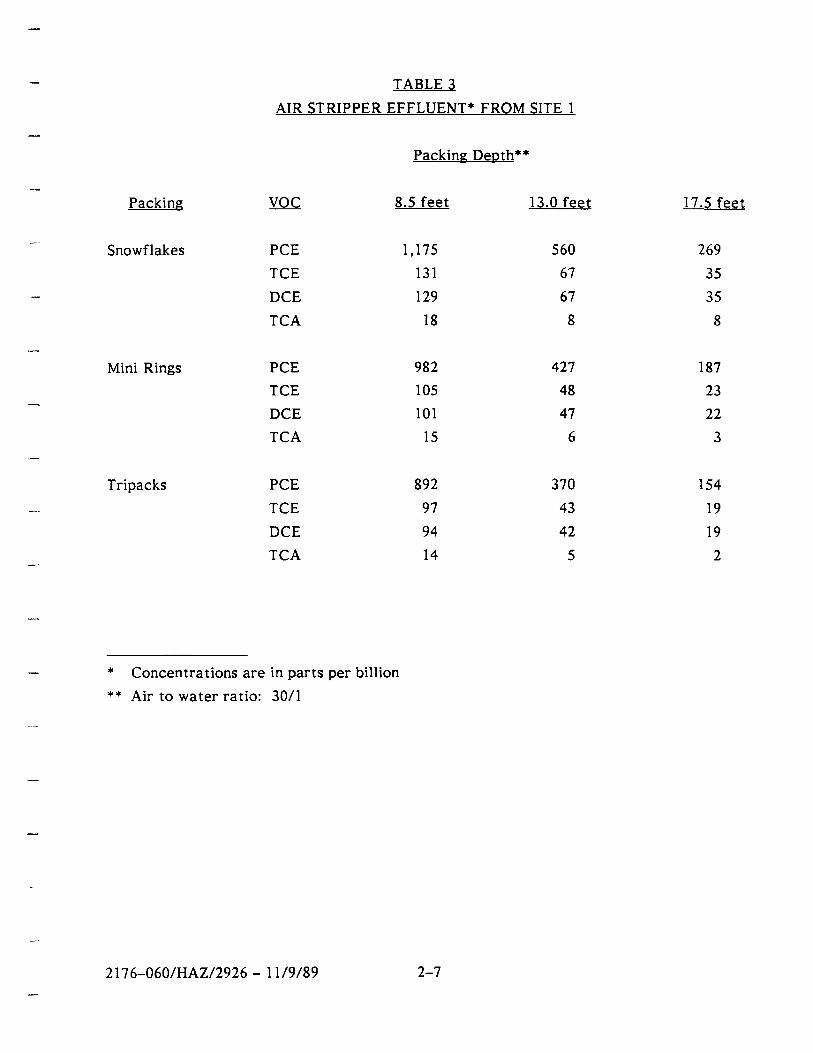
TABLE 3
AIR STRIPPER EFFLUENT* FROM SITE 1
Packing Depth**
Packing
Snowflakes
Mini Rings
Tripacks
VOC
PCE
TCE
DCE
TCA
PCETCE
DCE
TCA
PCE
TCE
DCE
TCA
8.5 feet
1,175
131
129
18
982
105
101
15
892
97
94
14
13.0 feet
560
67
67
8
427
48
47
6
370
43
42
5
17.5 f
269
35
35
8
187
23
22
3
154
19
19
2
* Concentrations are in parts per billion** Air to water ratio: 30/1
2176-060/HAZ/2926 - 11/9/89 2-7
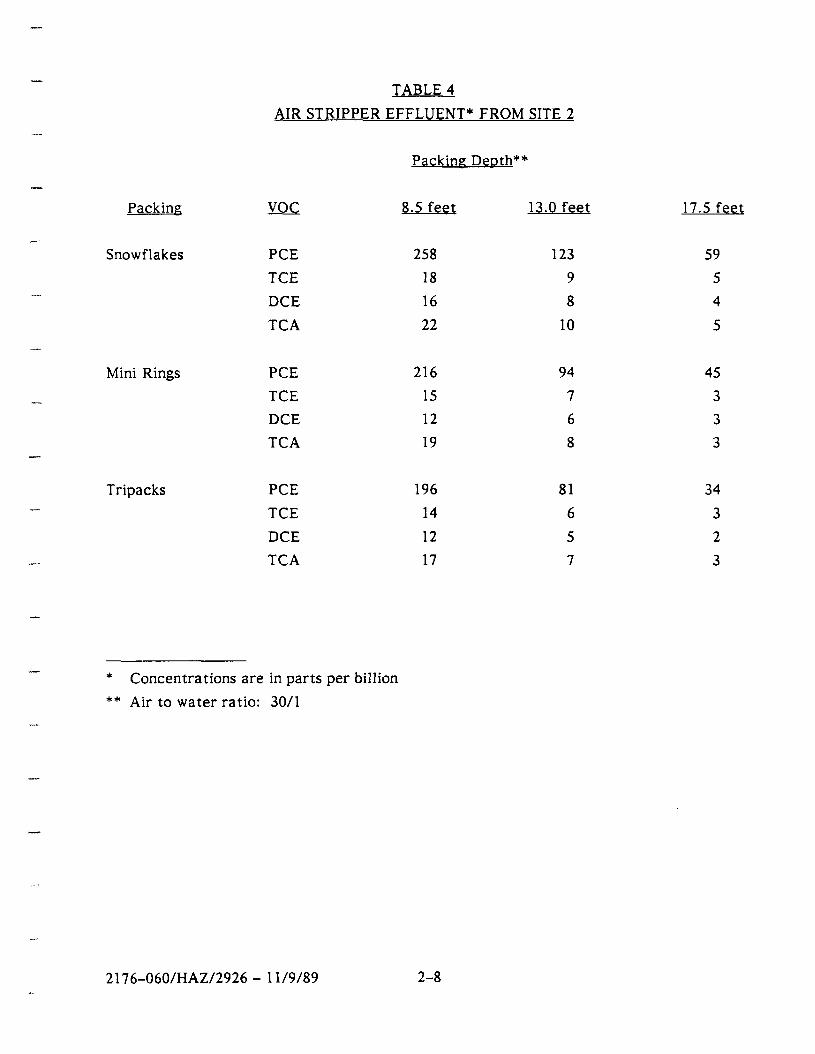
TABLE 4
AIR STRIPPER EFFLUENT* FROM SITE 2
Packing Depth**
Packing
Snowflakes
Mini Rings
Tripacks
VOC
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
8.5 feet
258
18
16
22
216
15
12
19
196
14
12
17
13.0 feet
123
9
8
10
94
7
6
8
81
6
5
7
17.5 f
59
5
4
5
45
3
3
3
34
3
2
3
* Concentrations are in parts per billion
** Air to water ratio: 30/1
2176-060/HAZ/2926 - 11/9/89 2-8
TABLE 5
AIR STRIPPER EFFLUENT* FROM SITE 3
Packing Depth**
Packing
Snowflakes
Mini Rings
Tripacks
VOC
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
8.5 feet
235
18
5
22
196
15
4
19
179
14
4
17
13.0 feet
112
9
3
10
86
7
2
8
74
6
2
7
17.5 f
54
5
2
5
38
3
1
3
31
3
1
3
* Concentrations are in parts per billion
** Air to water ratio: 30/1
2176-060/HAZ/2926- 11/9/89 2-9

TABLE 6
AIR STRIPPER EFFLUENT* FROM RECOVERY WELLS
Packing Depth**. ***
Packing
MW-10
voc
PCE
TCE
DCE
TCA
8.5 feet
1,374
74
264
15
13.0 feet
570
33
117
6
17.5 feet
238
15
53
3
MI-7 PCE
TCE
DCE
TCA
339
17
12
15
141
7
5
6
59
3
3
2
* Concentrations are in parts per billion
** Air to water ratio: 30/1
*** Two-inch Tripacks
2176-060/HAZ/2926 - 11/9/89 2-10
2.2.3 Minimum Tower Requirements
An analysis was made to determine the depth of packing material required toachieve the proposed SDWA standard of 5 ppb for PCE. This resulted in a packing bed
depth of 38 feet. Overall tower height would be approximately 45 feet. This analysisincluded a high efficiency packing material, same tower diameter and a 30:1 air to water
ratio.
2.2.4 Loss of Tower Treatment Efficiency
In addition to increased height and additional packing there is an associated
increase to pump cost. Several issues must be emphasized in considering the foregoing
findings. The first is that the removal efficiencies calculated assume no loss of mass
transfer efficiency. Remedial investigation data indicate high levels of iron in
groundwater at the Savage Well site. Thus, there will be some loss in air stripper
efficiency due to metals precipitation and/or biofouling even with metals removal.
Second, the groundwater temperature used in these modeling runs was 50°F. Data from
the Savage Well Site aquifer show that, at times, groundwater temperatures are lower
than 50°F. This is probably due partly to recharge from the Souhegan River. This cooler
temperature will result in decreased volatilization, (and subsequent removal), of volatile
organics. Third, the influent groundwater contaminant concentrations can be expected to
vary. While at times concentrations may decrease, there is also a significant possibility
that contaminant concentrations will increase. The net result is that even a tower with
38 feet of packing material may not meet discharge limits in the effluent during periods
of increased contaminant concentrations. Therefore, any tower designed to achieve
MCLs will have to incorporate either a factor of safety; greater height, two towers in
series, or employ granular activated carbon polishing of the air stripper effluent.
The reason for GAC polishing, or a second air stripping tower in series, is that the
concentrations of VOCs in the effluent and the volume of treated groundwater would call
for a level of safety and redundancy to ensure meeting selected effluent criteria over a
range of influent concentrations.
2176-060/HAZ/2926 - 11/9/89 2-11
2.3 Vapor Phase Activated Carbon Evaluation
Air stripping of volatile organics from groundwater results in transfer of these
compounds to the atmosphere. Air stripping volatile organic compounds from the
groundwater in the vicinity of monitoring well MW-10 at 100 gallons per minute would
result in approximately 10 pounds of VOCs being emitted to the atmosphere on a daily
basis at that location. While concentrations of volatile organics at other locations are
lower, a larger volume of groundwater would require treatment which would still result ina larger mass of VOCs being stripped out of the water and into the air on a daily basis.
Since the aquifer is very large, it is probable that 1,000 gallons per minute may be a
design treatment rate required to remediate the aquifer. If, for example, 250 GPM came
from Site # 1 and 375 GPM from each of Sites # 2 and # 3, approximately 29 pounds of
volatile organics would be transferred to the atmosphere on a daily basis.
Site-specific variables including wind speed and direction, downwind receptors, and
tower height are critical to establishing potential risk, it should be noted that allowable
ambient levels on a time-weighted average for the volatile organic compounds in question
would need to be developed. In particular tetrachloroethylene, which is the contaminant
of highest concentration on-site.
Vapor phase carbon adsorption as a technology was evaluated in this treatability
study as an air control measure. Furthermore, during the initial screening of alternatives
and detailed evaluation of alternatives phases of the Feasibility Study, the added cost of
a vapor phase carbon component in the treatment train must be considered when
comparing air stripping to granular activated carbon adsorption. This includes costs for
both capital and operation and maintenance. The computer evaluations conducted as part
of this treatability study will facilitate identification of vapor phase carbon operation and
maintenance costs.
2.3.1 Experimental Design
In order to evaluate vapor phase activated carbon usage for this treatability study,
air stripper data generated during the air stripper evaluation portion of this study was
used in conjunction with a vapor phase granular activated carbon simulation model. Air
stripper data used was selected based on the results of modeling the several source sites
under varying tower configurations and operating conditions. Four air stripper runs were
2176-060/HAZ/2926 - 11/9/89 2-12
chosen. These were all from Site # 1, the area of highest groundwater contamination
concentrations. A range of representative tower packing materials and packing material
bed depths were chosen to allow evaluation of vapor phase carbon usage without
recreating every air stripper computer run. The four tower configurations chosen were:
8.5 Feet of Snow Flakes17.5 Feet of Snow Flakes8.5 Feet of Tripacks
17.5 Feet of Tripacks
Additionally, a vapor phase model run was conducted for air stripper offgas from
groundwater of concentration similar to MW-10. Lastly, a comparison is made between
treating the volume of VOCs removed by air stripping and adsorbed by vapor phasecarbon, with the amount of carbon which would be required to treat the offgas VOCs in
the liquid phase. The carbon data used in this model has characteristics of Type BPLfrom Calgon Carbon. Air flow at an air to water ratio of 30:1 was 401 cubic feet per
minute. The vapor phase carbon adsorber data used was that for Calgon Carbon's 600
cfm unit. It should be noted that the vapor phase carbon evaluation computer model used
does not account for multicomponent competitive adsorption. Because of the
competitive effects of the various organics for carbon particle pore space actual usage
will be less than calculated. Also, this treatability study assumes that the optimum
carbon contactor configuration is employed to make maximum use of the activated
carbon. Actual design is beyond the scope of this treatability study. During actual
operation, vapor phase GAC usage would probably be higher than calculated and
presented here. Lastly, other operating parameters such as humidity will affect vapor
phase GAC usage rates.
2.3.2 Results
The volume of air put through the tower at a rate of 30:1 is approximately 401
cubic feet per minute or 11,353 liters per minute. Influent concentrations vary for each
air stripper configuration based upon the mass of volatiles removed. The results of the
vapor phase carbon modeling for the four selected air stripping tower configurations are
shown in Table 7. The carbon usage values shown in the table below are based upon liters
of contaminated air, containing the particular VOC, per gram of vapor phase carbon.
Table 8 shows the vapor phase carbon usage for an air stripper using contaminated
groundwater from MW-10 as influent. The first configuration is for a tower with 17.5
2176-060/HAZ/2926-11/9/89 2-13
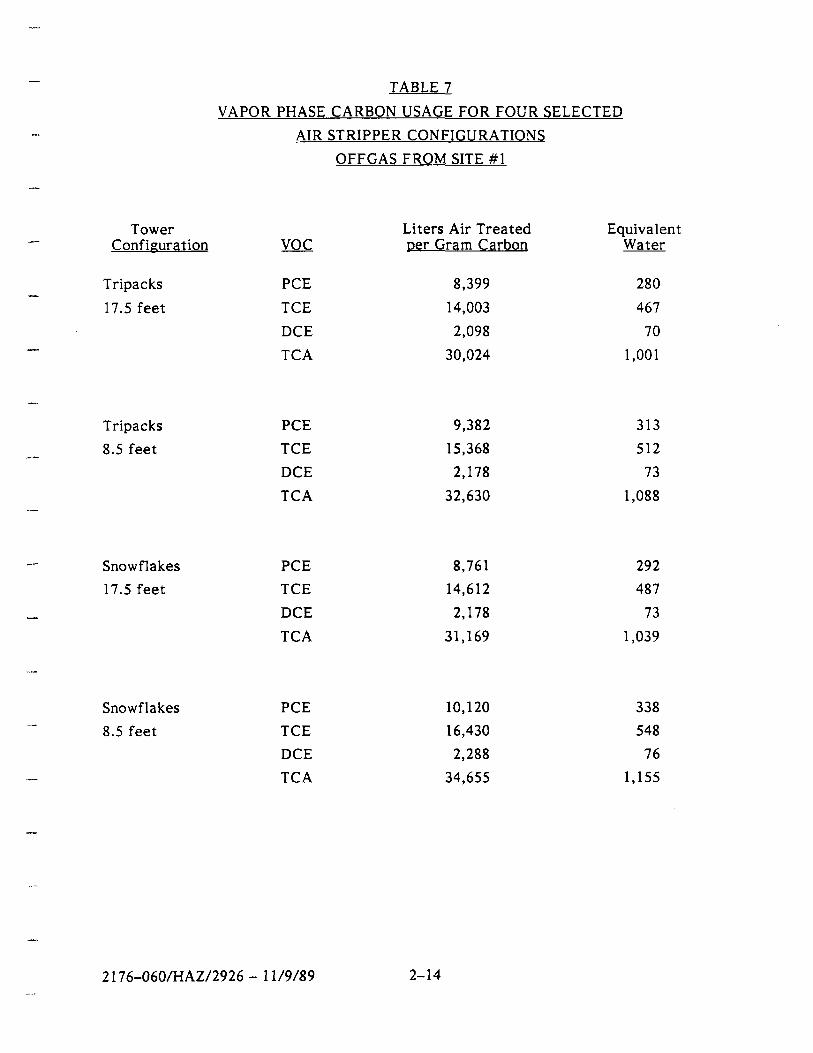
TABLE 7
TowerConfiguration
Tripacks
17.5 feet
Tripacks
8.5 feet
Snowflakes
17.5 feet
Snowflakes
8.5 feet
VAPOR PHASE
AIR
VOC
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
PCE
TCE
DCE
TCA
CARBON USAGE FOR FOUR SEL
STRIPPER CONFIGURATIONS
OFFGAS FROM SITE #1
Liters Air Treatedper Gram Carbon
8,399
14,003
2,098
30,024
9,382
15,368
2,178
32,630
8,761
14,612
2,178
31,169
10,120
16,430
2,288
34,655
,ECTED
Equivalent
280
467
70
1,001
313
512
73
1,088
292
487
73
1,039
338
548
76
1,155
2176-060/HAZ/2926 - 11/9/89 2-14
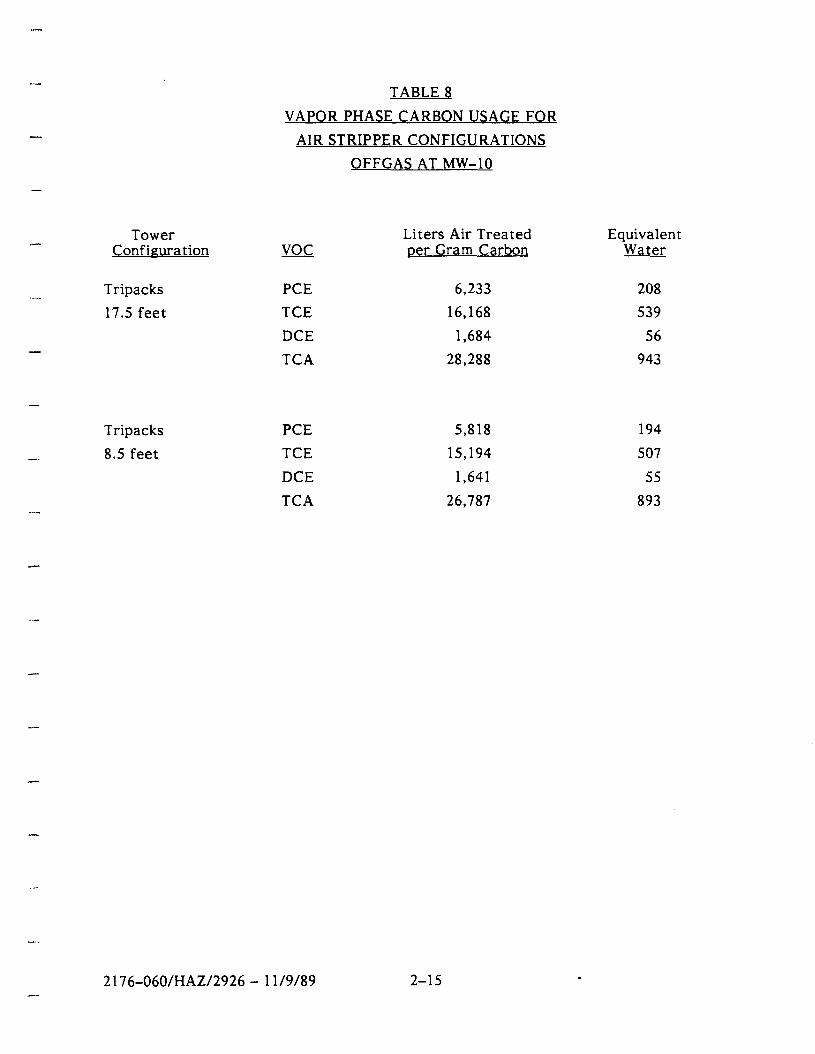
TABLE 8
VAPOR PHASE CARBON USAGE FOR
AIR STRIPPER CONFIGURATIONS
OFFGAS AT MW-10
Tower Liters Air Treated EquivalentConfiguration VOC per Gram Carbon Water
Tripacks PCE 6,233 208
17.5 feet TCE 16,168 539
DCE 1,684 56
TCA 28,288 943
Tripacks PCE 5,818 194
8.5 feet TCE 15,194 507
DCE 1,641 55
TCA 26,787 893
2176-060/HAZ/2926 - 11/9/89 2-15
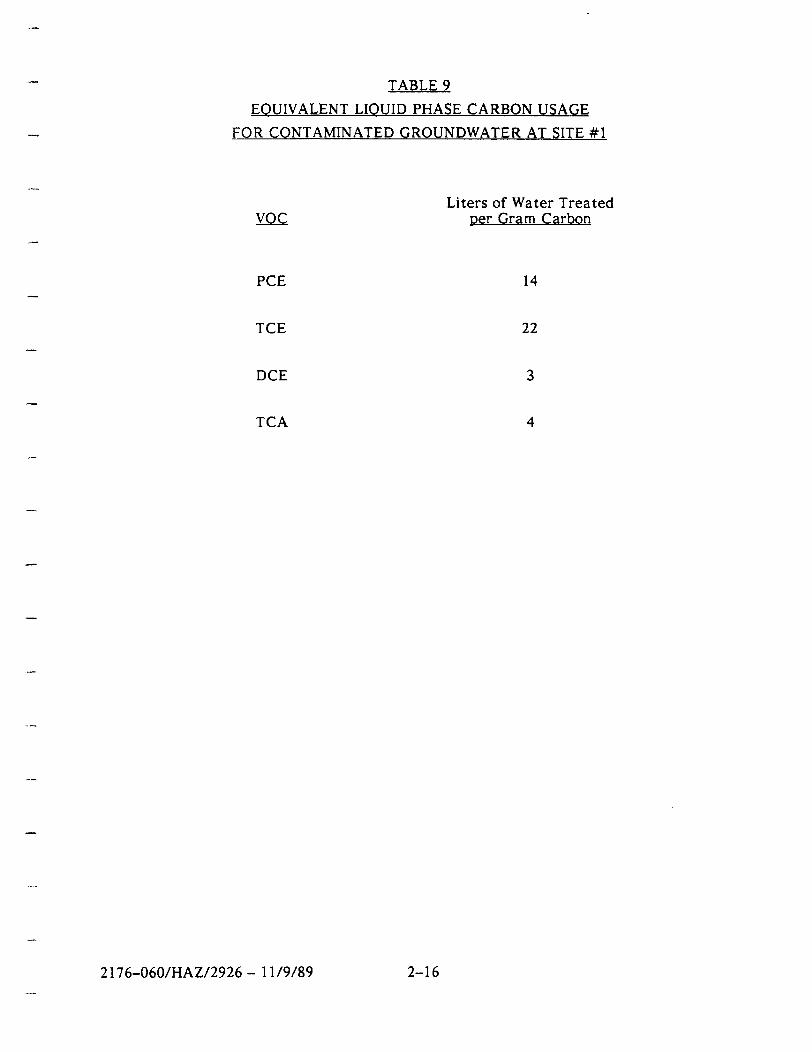
TABLE 9
EQUIVALENT LIQUID PHASE CARBON USAGE
FOR CONTAMINATED GROUNDWATER AT SITE #1
Liters of Water TreatedVOC per Gram Carbon
PCE 14
TCE 22
DCE 3
TCA 4
2176-060/HAZ/2926 - 11/9/89 2-16
feet or Tripacks. The second is for a tower which would achieve an effluent quality
which would meet SDWA MCLs. Also shown in Table 9, is an equivalent volume of
contaminated groundwater treated for the Site #1 tower with 17.5 feet of Tripacks.
The data suggests that significantly less vapor phase carbon would be required to
treat air stripper offgases from Site #1 than if carbon were used to treat the groundwater
directly. This ratio is approximately 1:20 vapor phase GAC compared to liquid phase
GAC. Data on liquid phase carbon usage rates is presented in the next section. It is
important to remember, however, that optimum conditions including humidity, etc. were
assumed for these modeling efforts. Under actual operating conditions, this ratio would
probably fall to 1:10.
2.3.3 Vapor Phase Carbon Considerations
Actual employment of vapor phase GAC entails a significant additional capital cost
for venting, fans, dehumidifier, carbon contactor vessel and changes tower design due to
increased pressure drops.
Data obtained from an American Water Works Association Research Report shows
that the mix of technologies used in the overall treatment process train is very
site-specific and warrant detailed study to obtain the optimum cost-effective
treatment. However, at this point in the program, the results of this treatability study
modeling suggests that vapor phase carbon adsorption of air stripper offgas requires
significantly less GAC than liquid phase adsorption and may be the most cost-effectivetreatment at Site #1. At other sites (Sites #2 and #3) the economics may dictate the use
of liquid phase carbon as the primary treatment technology. Liquid phase activatedcarbon adsorption was evaluated during this treatability study and is discussed below. It
must be noted, that any technology used, including combinations of technologies such as
air stripping with liquid phase GAC polishing of effluent, must be evaluated for present
worth cost during the detailed evaluation of alternatives portion of the Feasibility Study.
2.4 Liquid Phase Activated Carbon
The benefits of employing liquid phase activated carbon, air stripping, vapor phase
activated carbon, or a combination of these treatment technologies to remove volatile
organics from groundwater are determined by the distribution of contaminants and their
concentrations. The previously discussed portions of this treatability study have shown
2176-060/HAZ/2926 - 11/9/89 2-17

that while air stripping is an effective method of removing bulk concentrations of volatile
organic compounds from contaminated groundwater, an air stripper designed and
employed alone to reach effluent concentrations below SDWA standards may not be
cost-effective in some areas of the aquifer with high levels of contamination. Theeffluent would require treatment by routing through a second air stripping tower in a
series configuration. One possible more cost-effective approach to be evaluated in the
Feasibility Study is polishing the tower effluent by a liquid phase granular activatedcarbon adsorption system. Often, due to lower capital cost, when the contamination inthe groundwater is relatively low, a more cost-effective method of treating groundwater
could be by using liquid phase activated carbon.
2.4.1 Experimental Design
This treatability study evaluated the effectiveness of liquid phase carbon at the
three site areas as a primary treatment technology to remove VOCs from groundwater.
A multicomponent solute model was employed to account for "worst case" scenario usage
of GAC. The carbon characteristics entered into the model were for Calgon Carbons
Filtersorb 400. Two loading rates were used which resulted in empty bed contact times
(EBCT) of approximately 10 and 15 minutes. In addition to the three site areas, a
multicomponent solute model run was also conducted for effluent from an air stripper
(17.5 feet of Tripacks) at the location of monitoring well MW-10 and for the groundwaterpotentially extracted from monitoring well MI-7. The groundwater from MI-7 was
simulated as being treated directly by liquid phase carbon.
2.4.2 Results
The results of these computer simulations are presented in Tables 10 and 11.
Detailed data and computer printouts are enclosed in the GAC computer modeling data
used with this treatability study report. At 10 and 15 minute empty bed contact times,
there was little difference in the carbon usage rates.
The results show that at the site with higher VOC concentration, it is probably more
cost-effective to remove the bulk of VOCs with an air stripper equipped with vapor phase
carbon adsorption. The amount of vapor phase carbon which would be used to treat air
stripper offgas at Site #1 would be approximately 25 to 50 times less than for liquid phase
alone. A cost analysis must consider other variables, however, before a decision is made.
2176-060/HAZ/2926 - 11/9/89 2-18
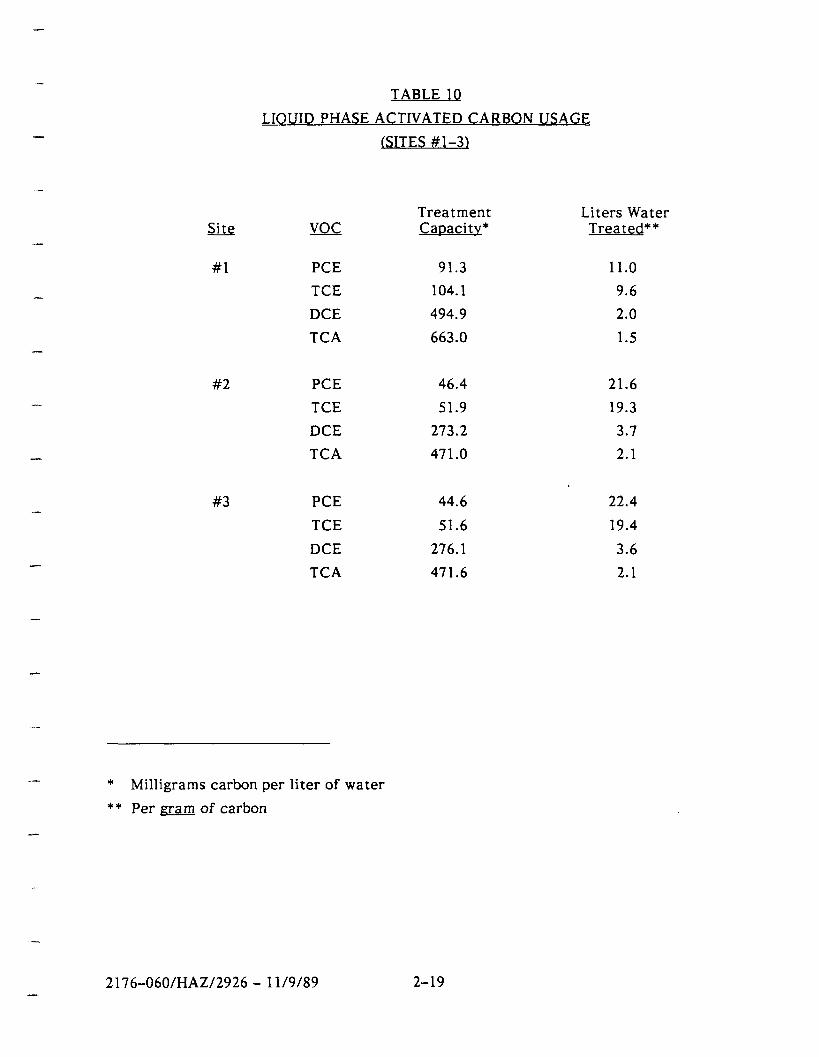
TABLE 10
LIQUID PHASE ACTIVATED CARBON USAGE
(SITES #1-3)
voc
PCE
TCE
DCE
TCA
TreatmentCapacity*
91.3
104.1
494.9
663.0
Liters WaterTreated**
11.0
9.6
2.0
1.5
#2 PCE
TCE
DCE
TCA
46.4
51.9
273.2
471.0
21.6
19.3
3.7
2.1
PCE
TCE
DCE
TCA
44.6
51.6
276.1
471.6
22.4
19.4
3.6
2.1
* Milligrams carbon per liter of water
** Per gram of carbon
2176-060/HAZ/2926 - 11/9/89 2-19
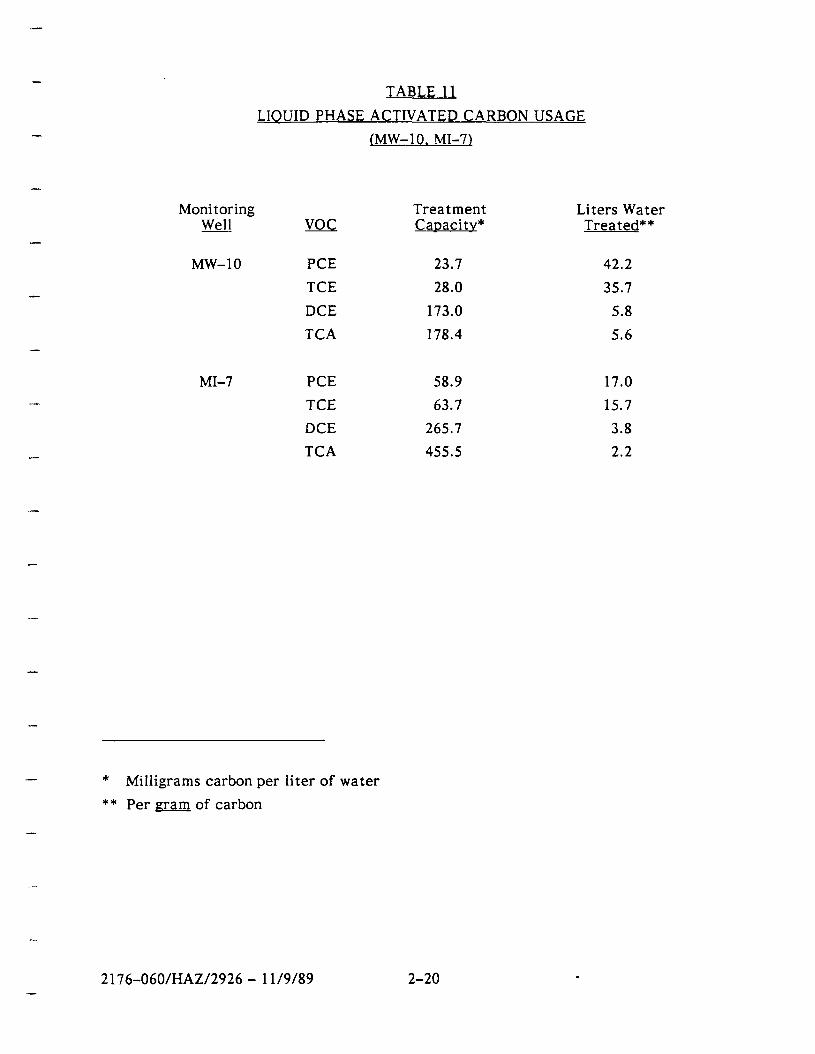
TABLE 11
LIQUID PHASE ACTIVATED CARBON USAGE
(MW-10. MI-7)
MonitoringWell
MW-10
voc
PCE
TCE
DCE
TCA
TreatmentCapacity*
23.7
28.0
173.0
178.4
Liters WaterTreated**
42.2
35.7
5.8
5.6
MI-7 PCE
TCE
DCE
TCA
58.9
63.7
265.7
455.5
17.0
15.7
3.8
2.2
* Milligrams carbon per liter of water
** Per gram of carbon
2176-060/HAZ/2926 - 11/9/89 2-20
At Sites #2 and #3, the rate of liquid phase carbon usage drops to one-half the rate of
that at Site #1. At these two locations, the use of liquid phase carbon may be
competitive with air stripping and vapor phase carbon adsorption.
As the concentrations of VOCs decreases, the rate of GAC usage drops
considerably. The effluent from an air stripper at MW-10 in the vicinity of Site #1 is
treated by liquid phase GAC with a usage rate of almost one-quarter that of liquid phase
GAC alone. This is significant since the effluent is from a tower with only 17.5 feet of
Tripacks for packing material. As discussed previously, a tower to remove VOCs toSDWA levels at this site would need at least 38 feet of packing material with an
associated increase in capital and operation and maintenance costs. Also of significance,
as mentioned previously, an air stripping tower alone at this location would probably not
ensure continued effluent standards which meet SDWA MCLs unless a factor of safety
(larger tower or two towers in series) was designed and implemented. Activated carbon
as a component of the treatment train could reduce the present worth cost of the
remediation and also ensure protection of effluent quality by treating any surges of
volatile organic compound concentrations through the system. This is primarily due to
the fact that GAC adsorption performs as a "total trap" for VOCs passing by, provided
that the GAC is not saturated.
2176-060/HAZ/2926 - 11/9/89 2-21

3.0 CONCLUSIONS
This treatability study has been conducted to identify the appropriate treatmenttechnology for the removal of volatile organic compounds from groundwater at theSavage Well Site. The study indicates that the basic technology used should include acombination of air stripping with liquid phase carbon adsorption to polish the effluent inorder to achieve SDWA MCLs. However, the exact configuration of this process trainwill depend directly on the area of plume and net influent concentration to be treated.
The study suggests that the system should include a tower of modest height (15-20feet of packing material), high-efficiency packing material (2-inch Tripacks) and an airto water ratio of 25-31:1. Effluent from the stripper should be treated by liquid phaseGAC contactors with an empty bed contact time of 10-15 minutes.
2176-060/HAZ/2926 - 11/9/89 3-1
4.0 REFERENCES
1. Activated Carbon for Water Treatment. 2d Ed., Sontheimer, Crittenden, Summers,University of Karlsruhe, FRG, 1988, DVGW-Forschungsstelle.
2. AEEP Computer Software Manual. John C. Crittenden, Department of CivilEngineering, Michigan Technological University, June 1986.
3. "An Evaluation of the Technical Feasibility of the Air Stripping Solvent RecoveryProcess", American Water Works Association Research Report, June 1987, Denver,Colorado.
4. "Draft Savage Well Site Remedial Investigation Report", HMM Associates, Inc.(In-Progress).
5. Groundwater Treatment Technology. Evan K. Nyer, Van Nostrand ReinholdCompany, Inc., New York, 1985.
6. "Optimization and Economic Evaluation of Granular Activated Carbon for OrganicRemoval"; American Water Works Association Research Report, June 1989, Denver,Colorado.
7. Perry's Chemical Engineers Handbook. 6th Ed., Robert H. Perry, Don Green,McGraw-Hill Book Company, New York, 1984.
8. "Treatment Processes for the Control of Synthetic Organic Chemicals", ProceedingsAmerican Water Works Association Conference, June 14, 1987, Kansas City,Missouri.
2176-060/HAZ/2926 - 11/9/89 4-1







