
SL-2002-34 Introduction to Optical Inspection 1
Introduction to Optical Inspection
Helge Jordfald
Sales & Marketing ManagerTordivel AS – Norway
SL-2002-34 Introduction to Optical Inspection 3
Content
• Why Automated Optical Inspection?
• How does it work?

SL-2002-34 Introduction to Optical Inspection 4
Why Automated Optical inspection?
To improve production and reduce cost through:
• Quality Control
• Flaw detection
• Yield Management
• Factory Automation

SL-2002-34 Introduction to Optical Inspection 5
Alternatives
• Manual Control
• Sample Control
• Mechanical Control
• Photo Sensor Control
• No Control
SL-2002-34 Introduction to Optical Inspection 6
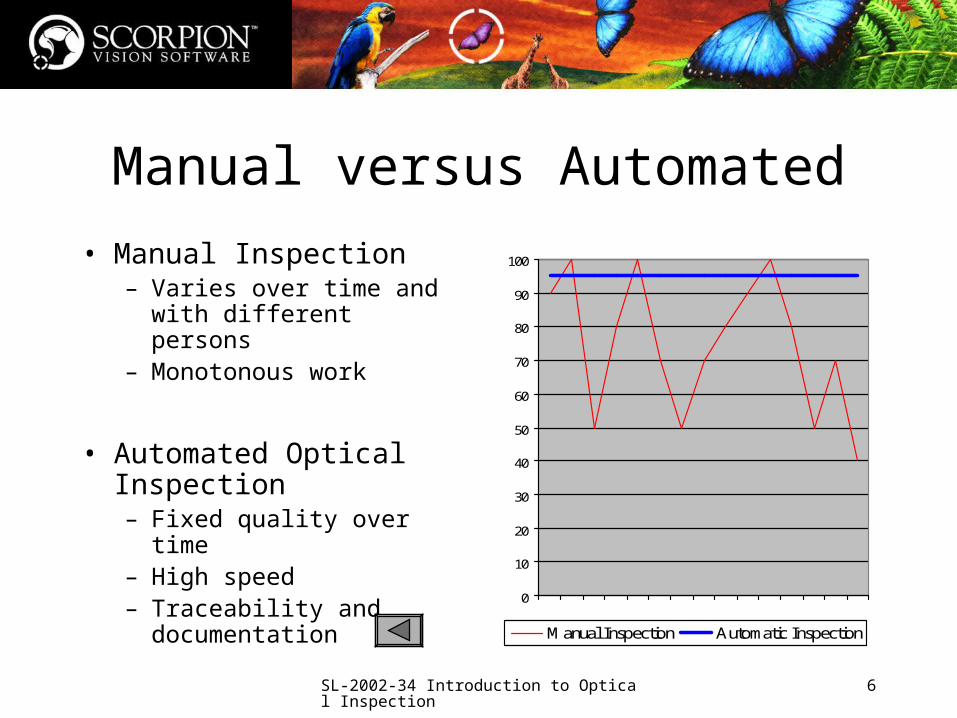
Manual versus Automated
• Manual Inspection– Varies over time and with
different persons– Monotonous work
• Automated Optical Inspection– Fixed quality over time– High speed– Traceability and
documentation0
10
20
30
40
50
60
70
80
90
100
Manual Inspection Automatic Inspection

SL-2002-34 Introduction to Optical Inspection 7
Quality Control
• Zero faults to customers– 100% control instead
of sample control
– Objective and constant quality control
• Use Vision Control as sales argument
SL-2002-34 Introduction to Optical Inspection 8
Flaw Detection
• Reduce added value to defective parts– Identify and remove
products with flaw early in the production line
– Use several inspection station
– Reduce materiel consumption
– Increase your production capacity
SL-2002-34 Introduction to Optical Inspection 9
Yield Management
• Monitor changes in production performance
• Do corrections before the yield is reduced
• Real time statistics and trends

SL-2002-34 Introduction to Optical Inspection 10
Flexible Automation
• Increase production efficiency and flexibility by:– Automatic guiding of
robots for picking and packing products
– Automatic product sorting and program selection
• Reduce inspection costs
• Improve Health, Environment and Safety– Automate heavy and
monotonous manual job functions
SL-2002-34 Introduction to Optical Inspection 11
How does it work?
• System components
• Resolution and tolerances
• Basic image processingtechniques
Magic?
SL-2002-34 Introduction to Optical Inspection 12
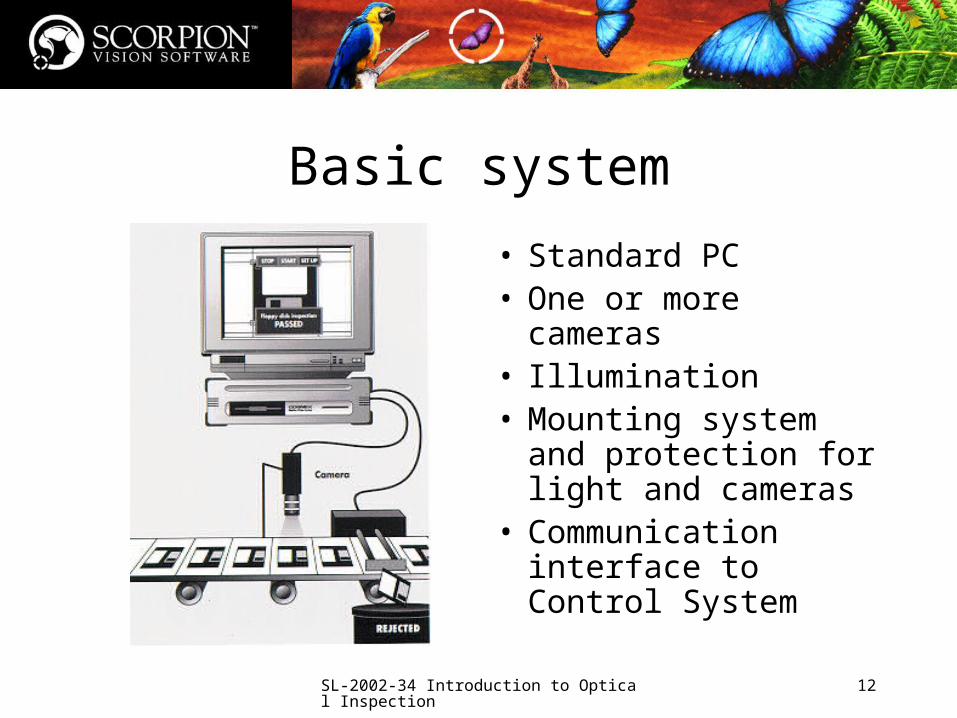
Basic system
• Standard PC• One or more cameras• Illumination• Mounting system and
protection for light and cameras
• Communication interface to Control System
SL-2002-34 Introduction to Optical Inspection 13
The Optical System
• Camera– CCD array, Line camera, Area camera– Analogue or Digital signal transmission
• Lenses– Adapted to the individual applications
• An Optical System– A picture of a physical area (FOV = Field Of View)– With a specified resolution– With a minimum of optical distortion (compromise)

SL-2002-34 Introduction to Optical Inspection 14
Illumination
• The key to a good and reliable Vision system
• An increasing number of specialised lighting sources for different applications– Fiber, LED, Laser– On-Axis, Cloudy Day, Darkfield
• Selection of lighting source – a job for experts

SL-2002-34 Introduction to Optical Inspection 15
Communication with the production line
• Logical– Trigger – Take image– Answer – Result
• Physical - Electrical– 24 volt isolated– RS-232, Ethernet – tcp/ip
• Protocols to robot, PLC and web• TDVCmdProtocol – RS-232 - TCP/IP• OPC – ip – profibus (PLC and PC systems)

SL-2002-34 Introduction to Optical Inspection 16
Graphical User Interface
SL-2002-34 Introduction to Optical Inspection 17
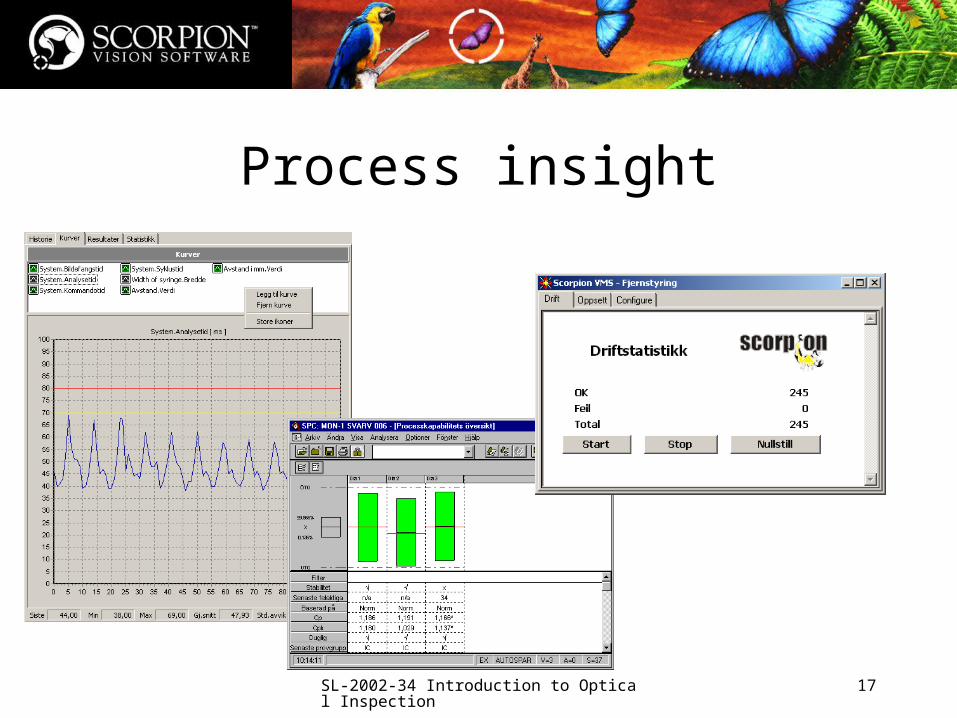
Process insight

SL-2002-34 Introduction to Optical Inspection 18
Documentation
SL-2002-34 Introduction to Optical Inspection 19
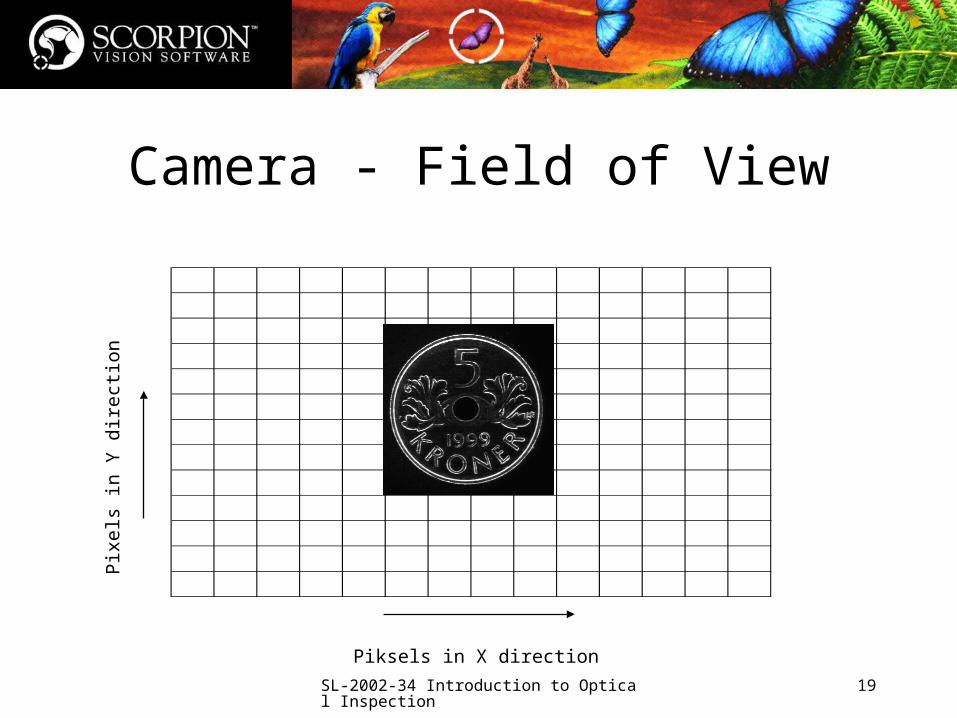
Camera - Field of View
Piksels in X direction
Pix
els
in Y
dire
ctio
n

SL-2002-34 Introduction to Optical Inspection 20
Grey scale pictures
Original
Greyscale
Pixel grid
SL-2002-34 Introduction to Optical Inspection 21
Pixel resolution
• VGA Camera– 640 x 480 pixels
• FOV: 5mm x 5mm– Resolution ca. 0,01mm
• FOV: 50mm x 50 mm– Resolution ca. 0,1mm
• FOV: 500mm x 500mm– Resolution ca. 1 mm
• High Res. Camera– 1024 x 768 pixels
• FOW: 5mm x 5mm– Resolution ca. 0,005mm
• FOW: 50mm x 50 mm– Resolution ca. 0,05mm
• FOW: 500mm x 500mm– Resolution ca. 0,5 mm

SL-2002-34 Introduction to Optical Inspection 22
Example - Pixel Resolution
SL-2002-34 Introduction to Optical Inspection 23
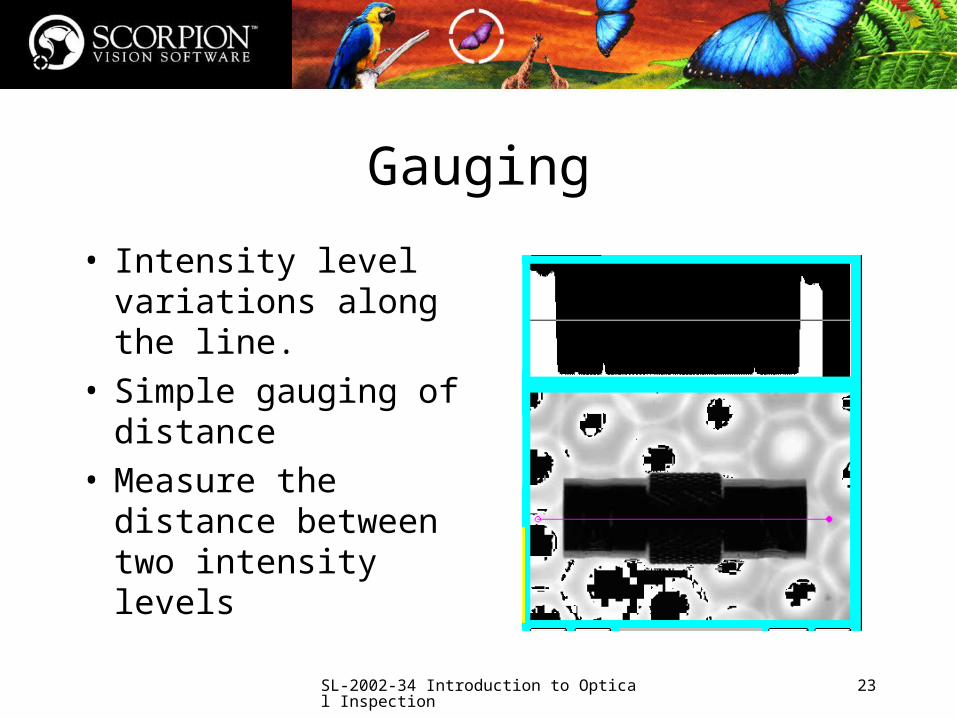
Gauging
• Intensity level variations along the line.
• Simple gauging ofdistance
• Measure the distance between two intensity levels

SL-2002-34 Introduction to Optical Inspection 24
Improving the result
• Filtering
• Using geometry
SL-2002-34 Introduction to Optical Inspection 25
Calibration
• Transforming pixel to a dimensional unit (mm)• Corrections for distortion in the optical system
(camera and lens)• Using GRID• Calibration only related to one measurement plane• Scorpion Vision Software can be calibrated in
many planes
SL-2002-34 Introduction to Optical Inspection 26
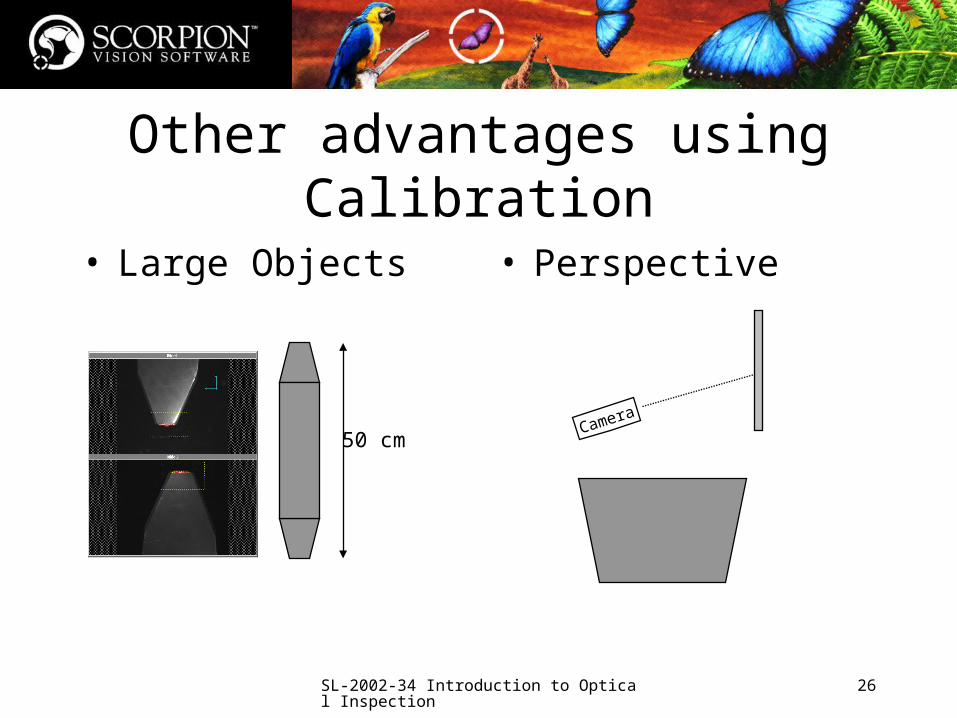
Other advantages using Calibration
• Large Objects • Perspective
50 cmCamera

SL-2002-34 Introduction to Optical Inspection 27
How to build an inspection
• Perform and validate a number of ”simple” measurements– Dimension– Lines– Greyscale values – colour
• A set of these measurements are combined to identify specific Conditions
SL-2002-34 Introduction to Optical Inspection 28
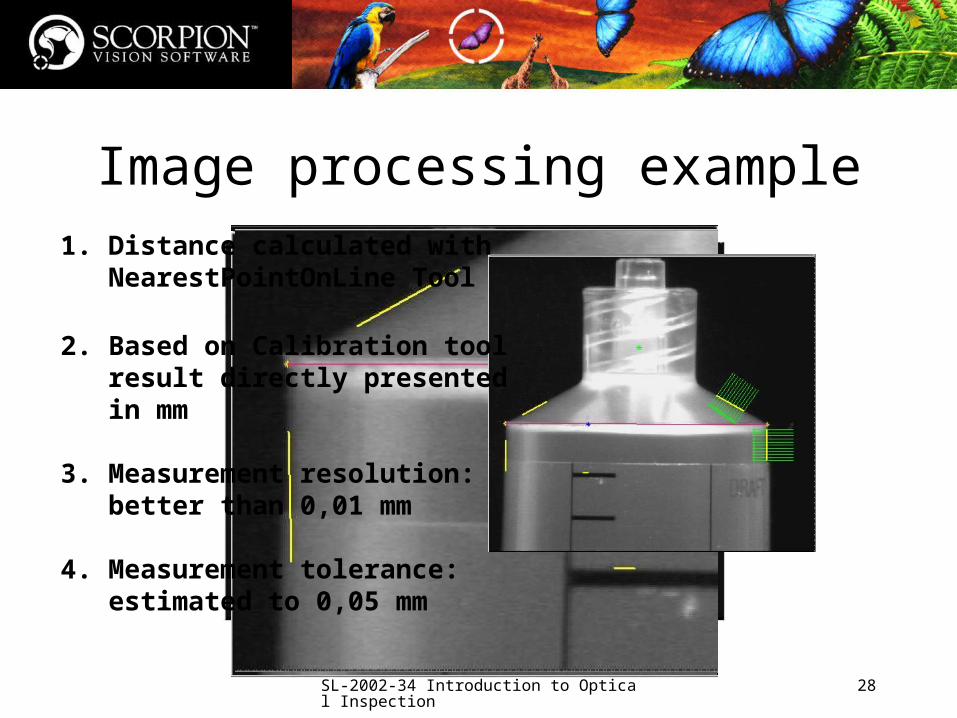
Image processing example1. Distance calculated with
NearestPointOnLine Tool
2. Based on Calibration toolresult directly presented in mm
3. Measurement resolution:better than 0,01 mm
4. Measurement tolerance:estimated to 0,05 mm
SL-2002-34 Introduction to Optical Inspection 29







