
Steam Generator Management Strategies in Korea
Steam Generator Management Strategies in Korea
Seong Sik Hwang, Hong Pyo KimKorea Atomic Energy Research Institute
Consultancy Meeting on Update of IAEA-TECDOC on Ageing Management of Steam Generators
IAEA, Vienna, AustriaJune 15-18, 2009

2
ContentsContents
1. Background (Korean Nuclear Power Plants)
2. SG tube degradation history in Korea
3. SG drain nozzle cracking
4. Implementation of SGMP* in Korea
5. Issues in Korean SG
6. Summary
SGMP: Steam Generator Management Program
3
BackgroundBackground
Nuclear Power Plants in Korea: 20 units
16 PWRs, 4 PHWRs
35.5 % of total power generation in 2009 is from nuclear
Corrosion problem in steam generator tubings
Cracking in Alloy 600 nozzle

4
6th biggest nuclear capacity in the world
Korean Electricity SystemKorean Electricity System
Source: J. Ha(KAERI) “Korean Nuclear Technology Past, Present and Future”, Mar.2009

5
`In operation
20 units(17,716 MW)
`Underconstruction
8 units(9,600 MW)
`Underplanning
10 units(15,400 MW)
Yong-gwang6 units
Kori8 units
Ulchin8 units
Wolsong6 units
In OperationUnder Construction
Nuclear Power Plants in KoreaNuclear Power Plants in Korea
Source: J. Ha(KAERI) “Korean Nuclear Technology Past, Present and Future”, Mar.2009
Site In Operation Under Const. Total
Kori 4 (3,137) 4 (4,800) 8 (7,937)
Wolsong 4 (2,779) 2 (2,000) 6 (4,779)
Yonggwang 6 (5,900) - 6 (5,900)
Ulchin 6 (5,900) 2 (2,800) 8 (8,700)
Total 20 (17,716) 8 (9,600) 28 (27,316)
(As of 30 Jan., 2009, Units: MW)

6
Nuclear power plants under constructionNuclear power plants under construction
http://www.khnp.co.kr/eBook/khnp_ebook_en.pdf

7
Plant K-1K-2,3,4 &
Y-1,2Y-3~6,U-3,4
U-1,2 U-5,6 W-1~4
Manufacture Westinghouse Westinghouse Doosan Frammatome DoosanF & WB & W
Model Delta 60 F CE S-80 51B CE S-80 CANDU
TubeMaterial
Alloy 690TT Alloy 600TT Alloy 600HTMA Alloy 600TT Alloy
690TTAlloy 800
TubeExpansion
Hydraulic Hydraulic ExplosiveHard roll+ Kiss roll
ExplosiveHard rollHydraulic
Status of Korean Nuclear SGs
Source: NETEC in Korea
8
SG tube Degradation History in Korea

9
Stress Corrosion Cracking, SCC Pitting Denting Wastage, Wear Fretting Corrosion Fatigue Loose parts
Types of corrosion in S/GTypes of corrosion in S/G

10
Degradation mechanismsSecondary SidePrimary Side
SCC
A B
A-B
Steam outlet
Primary coolant outlet Primary coolant inlet
Anti-vibrationbars
Tubesupportplate
Tubesheet
SCC
Fretting/Wear
Wall thinning
IGA
IGA
SCC
Pitting
SCC
U-bend
Inside Tubesheet
Top of Tubesheet
by S.S.Hwang of KAERI
Denting
Sludge pile

11
Fig. Schematic view of four intrinsic modes of corrosion[after R.W.Staehle]
Schematic modes of corrosion in S/GSchematic modes of corrosion in S/G

12
73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 00 01 02 03
0
20
40
60
80
100
IGA Impingement Pitting Fatigue Unkown Other Wear Thinning SCC Preventive
IGA Impingement FatiguePitting
Revised by KAERI 10/13/2003, File:E:SG/sginformation/worldplug/worldplug2003.opj (after EPRI progress report)
Other
Wear
SCC
Unknown
Preventive
Thinning
Fig. Worldwide causes of steam generator tube plugging
Perc
ent
Year
Worldwide Causes of tube pluggingWorldwide Causes of tube plugging

13
78 80 82 84 86 88 90 92 94 96 980
20
40
60
80
100 File:D:/sg/sginformation/koreanplug.opj(Jul.2001, SSHwang)
Korean causes of steam generator tube plugging (From KINS/AR-669)
Per
cent
age
Year
Wastage Denting Pitting ODSCC IDSCC Fretting Fatigue Erosion Others
Causes of tube plugging in KoreaCauses of tube plugging in Korea
14
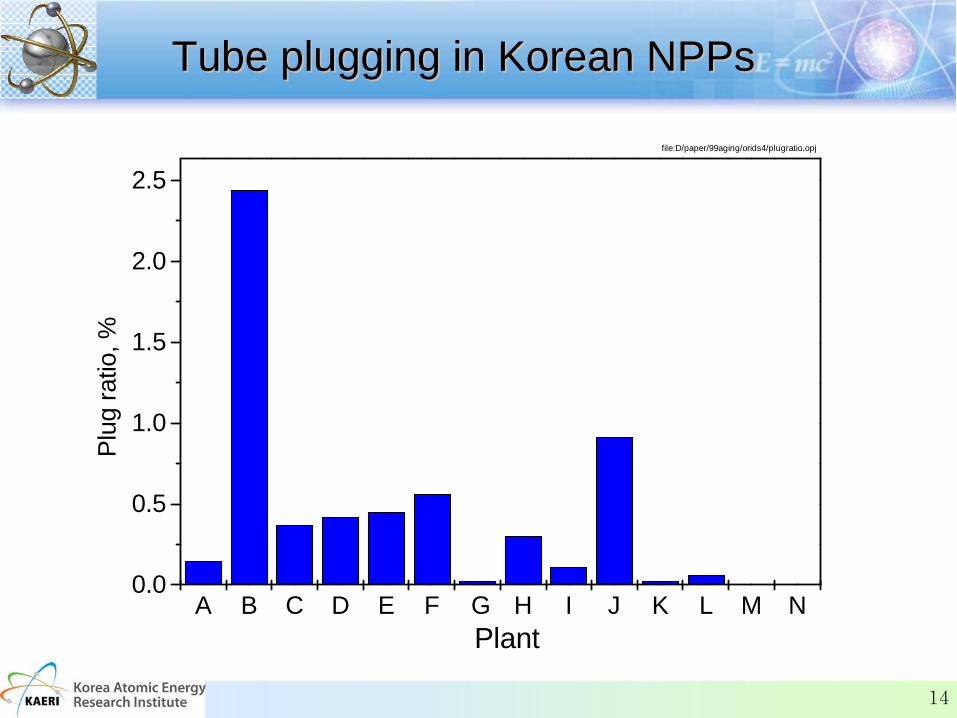
A B C D E F G H I J K L M N0.0
0.5
1.0
1.5
2.0
2.5file:D/paper/99aging/orids4/plugratio.opj
Pl
ug ra
tio, %
Plant
Tube plugging in Korean Tube plugging in Korean NPPsNPPs

15
Corrosion environments in S/GCorrosion environments in S/G
1) Acidic environment- Sea water ingress
MgCl2 + 2H2 O = MgOH + 2HCl- Sulfate ingress
SO42- +H2 O = HSO4- + OH-
HSO4- = SO42- + H+
- Phosphate[Na+]/[PO4
3-] <2.3

16
2) Caustic environment
- Ingress of Na+ , Volatile anion
- Selective evaporation of anion
Na+ concentration in crevices
NaOH environment in the crevices
Corrosion environments in S/GCorrosion environments in S/G

17
Background:April 1989, S/G A, B cold leg, 3 tubes extracted.
Type of corrosion: Pitting (Alloy 600 LTMA)
Pit penetration through the tube wall, 94 %.
Causes: Acidic chloride and sulfate due to condenser leakage. High oxygen level due to condenser leakage Copper from secondary side materials. Concentration of aggressive ions(104~ 105 times of bulk).
Countermeasures: Suppress the ingress of impurities, control of oxygen, Sludge removal, Chemistry guide line, Database of ECT
Pitting Plant APitting Plant A--19891989

18
Pitting at plant APitting at plant A--19891989
S/G B Cold leg R28C53 (Alloy 600 LTMA)

19
Background : May 1990, S/G B hot leg, 2 tubes extracted. Type of corrosion: TGSCC, Pitting (Alloy 600 TT) Pit penetration through the tube wall, 96 %, Crack penetration through the tube wall, 23 %. Causes:
Lead, Denting at TTS
Countermeasures: Sludge removal, Reduction of oxygen,Elimination of lead source, on line monitoring system
Lead SCC Plant BLead SCC Plant B--19901990

20
TransgranularTransgranular SCC at plant BSCC at plant B
S/G B Hot leg R16C61 (Alloy 600 TT)

21
SSRT in solution with lead SSRT in solution with lead
(a)
(b)
Fig. SEM micrographs of fracture surface of Alloy 600 MA (a) 0.01% C, 100 ppm Pb, 1x10-7 sec-1, 340oC, pH 10(IGSCC) (b) 0.04 %C, 5,000 ppm Pb, 1x10-6 sec-1, 340oC, pH 10(TGSCC)

22
Main source of leadMain source of lead
Metallic streaks from lead mallets (Turbine)
Radiation shielding materials
Babbit alloys(Bearing)
Greases and lubricants(Pump)
Seals and gasket (Valve packing)
Preservatives and paints(Liner coating)

23
Background : Nov. 1992, S/G A, B hot leg, 3 tubes extracted. Type of corrosion: PWSCC, Pitting and denting (Alloy 600 LTMA Pit penetration through the tube wall, 44 %, Crack penetration through the tube wall, 56 %. Causes:
Materials, Temperature, Primary water chemistry
Countermeasures : Stress relieving treatment, Shot peening,Primary water temperature reduction
PWSCCPWSCC Plant APlant A--19921992

24
PWSCC at plant APWSCC at plant A
S/G A Hot leg R11C45 (Alloy 600 LTMA)

25
Background : Nov. 1994, S/G C hot leg, 2 tubes extracted. Type of corrosion: PWSCC (Alloy 600 TT) Crack penetration through the tube wall, 99 %. Causes:
Materials, Temperature, Primary water chemistry
Countermeasures : Crack length based plugging criteria,Ni plating, Sleeving, Shot peening, Primary water temperature reduction
PWSCC Plant CPWSCC Plant C--19941994

26
Background : Aug. 1995, S/G A hot leg, 1 tube extracted. Type of corrosion: ODSCC, IGA (Alloy 600 LTMA) Crack penetration through the tube wall, 100 %. Causes:
Caustic environment High copper High oxygen
Countermeasures : Crevice flushing, TiO2 addition, Control of dissolved oxygen, Power reduction to 85%,Na/Cl ratio control.
ODSCC Plant AODSCC Plant A--19951995

27
ODSCC at plant AODSCC at plant A
S/G A Hot leg R27C34
3
2
1
1 2 3
(Alloy 600 LTMA)

28
0 50 100 150 200 2500
10
20
30
40
50
60
70
80
90
100
Area 3 Area 4Area 2Area 1
file:D:/paper/99aging/k1sludge.opj
Oxygen Cr Fe Ni Cu
Con
tent
s, W
t%
Distance from interface between sludge and water, m
Analysis of scale collected from plant AAnalysis of scale collected from plant A
1234
S/G A Hot leg R27C34
Cu

29
PWSCC Plant CPWSCC Plant C--19991999
Background : Jan. 1999, S/G C hot leg, 3 tubes extracted. Type of corrosion: PWSCC (Alloy 600 TT) Crack penetration through the tube wall, 100 %. Causes:
Sensitive material (alloy 600) Countermeasures :
10 liter/hour of Leak permission. Detail inspection on selective area

30
Plant CPlant C-- Schematic of the ‘Kiss roll’
22.22 mm19.68 mm
0.38 mm(FRAMATOME)
22.60 mm
PWSCC
~ 0.12 to 0.16(EdF) =0.15 (TRACTEBEL)
~ 19
mm
(Alloy 600 TT)

31
Plant CPlant C-- S/G C hot leg, R13C34(tube A)
1.66
6.62
2.50
4.98
2.50
4.98
1.67
5.79
2.49
5.71
2.50
5.80
0
1
2
3
4
5
6
7
8
9
10
0 90 180 270 360
결함위치, de g결
함길
이,
mm
D4 D3(D7) D2 D1 D6 D5
#2#7#3#4
2.98mm5.28mm 2.77mm2.59mm
#1 #5#6
4.56mm 4.0mm3.89mm
ECT collected by KPS, analyzed by KAERI
#4#4#5#5 ##
66#1#1
#2#2 #3#3
Max voltageMax voltage 8.028.02 4.934.93 3.953.95 9.349.34 5.705.70 8.528.52
(Alloy 600 TT)

32
Plant DPlant D--2002
Background : May. 2002, S/G B hot leg, 3 tubes extracted. Type of corrosion: PWSCC- tube rupture (Alloy 600 HTMA) Crack penetration through the tube wall, 100 %. Causes:
Bulge during tube installation
Primary water chemistry
Countermeasures :
Improvement of process document of tube expansion
Improvement of pre service inspection on top of tube sheet
Improvement of third part evaluation on non destructive examination

33
Plant D Plant D --2002 (cont.)2002 (cont.)
Steam Generator Tube Rupture

34
Plant EPlant E--2003
Background : Dec. 2003, S/G #2 hot leg, 2 tubes extracted. Type of corrosion: ODSCC (Alloy 600 HTMA) Crack penetration through the tube wall, 100 %. Causes:
Tube dent Countermeasures :
Survey on irregularity of expansion region, Survey on dent signal

35
Remedial measures consideredRemedial measures considered
Plugging
Sleeving
Crevice modification
Surface modification
Chemical cleaning
Chemical mitigation
Reduced ‘hot leg’ temperature

36
PWSCC in SG Drain Nozzle

37
Boric acid precipitation at Boric acid precipitation at Plant Plant --2 SG Drain Nozzle2 SG Drain Nozzle
Inspected on May 27, 2008
38
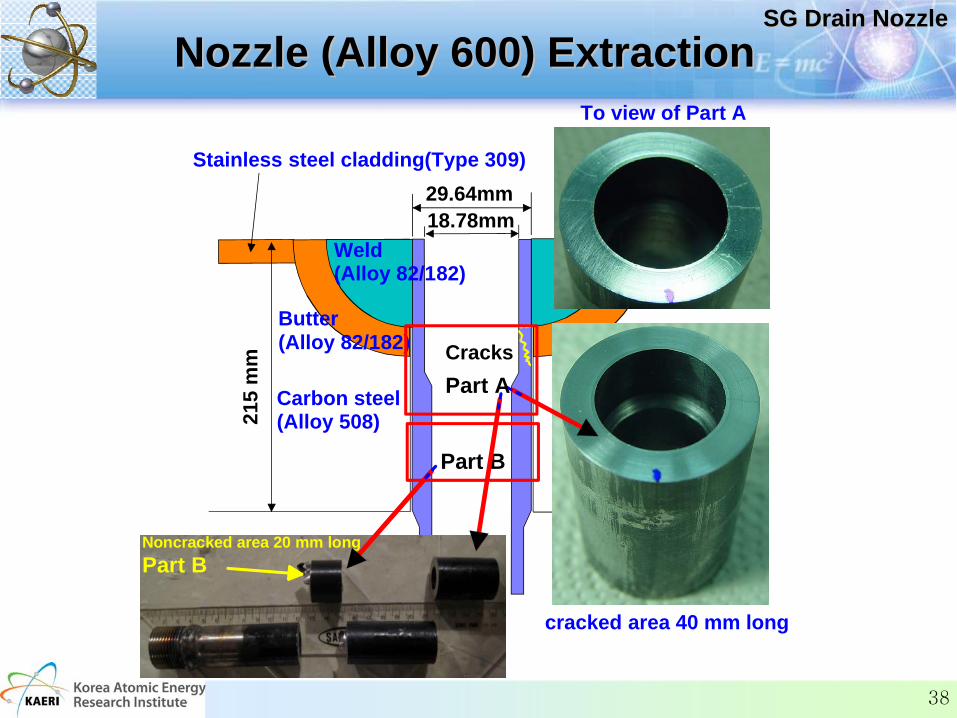
Nozzle (Alloy 600) ExtractionNozzle (Alloy 600) Extraction
215
mm
Carbon steel(Alloy 508)
Stainless steel cladding(Type 309)
18.78mm29.64mm
CracksButter(Alloy 82/182)
Weld(Alloy 82/182)
To view of Part A
cracked area 40 mm long
Part A
Part B
Noncracked area 20 mm longPart B
SG Drain NozzleSG Drain Nozzle

39
#6 #4
270O 90O
180O
A1
A2
#8#3
#6
#11 #10#5#9#4
#7
#13
#12
0O
Crack OpeningCrack Opening
100 % through wall 100 % through wall
SG Drain NozzleSG Drain Nozzle

40
ID crack detailID crack detail--No 3 crackNo 3 crack
Crack No. 3
Ductile ligament->ID initiated Crack
ID initiated 70 % TW Cracking
IDOD
Brittle intergranular SCC fracture-> PWSCC
Ductile ligament
270O 90O
180O
A1
A2
#8#3
#6
#11 #10#5#9#4
#7
#13
#12
0O
No evidence of fatigue on the fracture surfaceNo evidence of fatigue on the fracture surface
SG Drain NozzleSG Drain Nozzle

41
Initiation and PropagationInitiation and Propagation--No 4 crackNo 4 crack
16.0 mm26.7mm
30m
m
22.4
mm
Cracks
18.5
mm
gro
und
out
0O90O
A1
9.72mm
12.89mm
Crack No 4
Top of slope
Bottom of slope
15.00mm
5.3mm
7.0mm
4.1 mm
IDOD
6th Cut
8.5 mm
360O
Gound Out while nozzle pulling
270O
ID surface viewDia 18.49
Dia 16.0
On site ECT
Metallography
12 mm(ECT)
From weld root to up and downFrom inside to outside
SG Drain NozzleSG Drain Nozzle

42
Repair of the drain nozzle with alloy 690
Base metal(Alloy 508 Class 3)
Stainless steel cladding(Type 309L)
Butter(Alloy 82/182)
Weld(Alloy 52M/152
Full depth nozzle repair with alloy 690
Alloy 690
SG Drain NozzleSG Drain Nozzle

43
Two PWSCC incidents in SG drain nozzles(2007, 2008)
Not bad carbon contents, well developed drain boundary carbides (No major reason from material itself)
Axial ID cracks were characterized. (Circum. cracks were ground out during pulling)
No evidence of fatigue fracture
Cracks initiated from weld root, grew upward and downward.
Intergranular fracture surface, ID initiated ->PWSCC
Two cracks penetrated the nozzle wall
No profound Sulfur content in the precipitates
Precise residual stress analysis is needed.
Crack Analysis ResultsSG Drain NozzleSG Drain Nozzle

44
Implementation of SGMP* in Korea
Source: NETEC in Korea
SGMP: Steam Generator Management Program

45
Implementation of SGMP in Korea
Developed Korean SGMP guidelines
An integrated document based on NEI 97-06 guidelines and the accompanying EPRI guidelines
Organizing and training SG program staff
Approved by the Korean regulatory body
Being implemented since 2005
Source: NETEC in Korea
SGMP: Steam Generator Management Program

46
Current SG Sampling and Inspection Requirements
Came from SGTR event of Ulchin unit 4
Required to comply with regulatory bulletin requirements
Preparing SG Sampling and Inspection Plans
Related with EPRI guidelines : Examination and Integrity assessment
Under review by the Korean regulatory body
To be approved by the end of this year(2009)
Plan to apply to all Korean Nuclear Power Plants
Source: NETEC in Korea
Sampling and Inspection Plans for SG TubingSampling and Inspection Plans for SG Tubing

47
Developed at 2005 for implementation of SGMP in Korea
Reviewed in accordance with revised EPRI guidelines
NEI 97-06 rev.2
SG Integrity Assessment Guidelines revision 2
The New Performance Criteria
Important Definition to the Performance Criteria
SG Examination Guidelines revision 7
SG In-Situ Pressure Test Guidelines revision 3
Under review by Korean regulatory body for approval
Revision of Korean SGMP GuidelinesRevision of Korean SGMP Guidelines
Source: NETEC in Korea

48
Issues in Korean SGIssues in Korean SG
Source: NETEC in Korea

49
Flaw Indications with Alloy 600TTFlaw Indications with Alloy 600TT
Reported some circumferential flaw-like indications on W/H Model-F SG with Alloy 600 TT tubing
Kori unit 2, SGB R57C71
Special issues : No dent, No sludge Need to confirm a flaw or not EPRI peer review suggested 4 indications meet flaw criteria
among seven
ODSCC with Alloy 600TT at TTS
Source: NETEC in Korea
TTS: Top of Tube Sheet

50
General Information in Ulchin unit 3 1000MW PWR CE 2-Loop NSSS Explosive full-depth tube sheet expansions Egg crate tube supports plates Commercial operation since 1998(9.18EFPY)
Main degradations AVB Wear SCC at top of tube sheet
Source: NETEC in Korea
Axial ODSCC with Alloy 600 HTMA
Identified Axial ODSCC at Tube support Plates

51
Upper Bundle Hydraulic Cleaning
On Spring, 2007, YG unit-2, 16th refueling outage
Cleaned the upper bundle of quatrefoil-broached TSP
Using KULAN cleaning system
Advanced Scale Conditioning Agents (ASCA)
A full-bundle ASCA maintenance cleaning has been performed at Kori unit 3,4
On Summer, 2007, Kori unit-4 refueling outage
Source: NETEC in Korea
Sludge Removal

52
Chemical Cleaning on OPR1000 SG
Overview of YG unit-3 chemical cleaning
The accumulation of deposit in the secondary side of SG can lead to tube corrosion or operational problems
SCC at TTS is a main degradation of YG unit 3
The tube lancing efficiency of CE SG was low
Narrow distance between tubes
Applied chemical cleaning to remove hard sludge at TTS
During YG unit 3, 11th refueling outage
Applied EPRI SGOG techniques
Partial chemical cleaning process
Source: NETEC in Korea

53
Current Repair Criteria
Source: KINS in Korea
Plant (S/G) Current Repair Criteria Remarks
Kori-1,2,3,4,YG 1,2(WH)
. Defect depth ≥40% of TW
. Plugging all cracked tubes Based on ASME Sec.XI, IWB-3521
UC 1,2(Framatome)
. Defect depth ≥ 40% of TW
. Axial cracks : Lenght ≥ 13㎜
. Circum. cracks : Plugging orsleeving
Axial crack: Framatome Std.
YG3,4,UC 3,4 (KHIC)
. Defect depth ≥ 40% of TW
. Plugging all cracked tubes Based on ASME Sec.XI, IWB-3521
WS 1(FW),WS 2,3,4(KHIC)
. Defect depth ≥ 40% of TW
. Plugging all cracked tubesBased on ASME Sec.XI, IWB-3521

54
Developing of ARC is a matter of concern in KHNP
Indications meeting the required distance within tube sheet may remain in service regardless of its orientation and severity
RPC inspection is not required below the specified distance
AlternativeAlternative Repair Criteria (ARC)
Source: NETEC in Korea

55
Plants SG Characteristics ARC
K-2~4Y-1,2
W/H Model FAlloy 600TT
Hydraulic
H* (TTS-3~9”)B* (TTS-17”)
U-1,2Framatome 51B
Alloy 600TTKiss roll
F* (TTS-2”)
Source: NETEC in Korea
ARC in Korea
AlternativeAlternative Repair Criteria (ARC)

56
SummarySummary
Various types of corrosion in steam generator tubes at Korean NPPs (Pitting, PWSCC, ODSCC, IGA, Denting)
Proper countermeasures to combat the problems (Reduction of Cl-, Oxygen, Temperature reduction of primary side, Molar ratio control, Inhibitor, Water chemistry guideline)
PWSCC in alloy 600 SG drain nozzle
Implementation of SGMP in Korea, and will be revised near future.
SG tubing sampling inspection strategy will be modified according to the SGMP requirements.
ARC within tubesheet, Axial ODSCC at tube support plate, Sludge removal and control are considered.







