Download - U2 p casting processes

Manufacturing Technology II(ME-202)
Overview of Casting
Processes
Dr. Chaitanya Sharma
PhD. IIT Roorkee

Title of slide
Lesson ObjectivesIn this chapter we shall discuss the following:
Learning Activities1. Look up
Keywords2. View Slides; 3. Read Notes, 4. Listen to
lecture
Keywords:

©2007 John Wiley &
Sons, Inc. M P
Groover,
Shell Molding
Casting process in which the mold is a thin shell of sand held together by thermosetting resin binder
Figure 11.5 Steps in shell-molding: (1) a match-plate or cope-and-drag metal pattern is heated and placed over a box containing sand mixed with thermosetting resin.

©2007 John Wiley &
Sons, Inc. M P
Groover,
Shell Molding
Figure 11.5 Steps in shell-molding: (2) box is inverted so that sand and resin fall onto the hot pattern, causing a layer of the mixture to partially cure on the surface to form a hard shell; (3) box is repositioned so that loose uncured particles drop away;

©2007 John Wiley &
Sons, Inc. M P
Groover,
Shell Molding
Figure 11.5 Steps in shell-molding: (4) sand shell is heated in oven for several minutes to complete curing; (5) shell mold is stripped from the pattern;
©2007 John Wiley &
Sons, Inc. M P
Groover,
Shell Molding
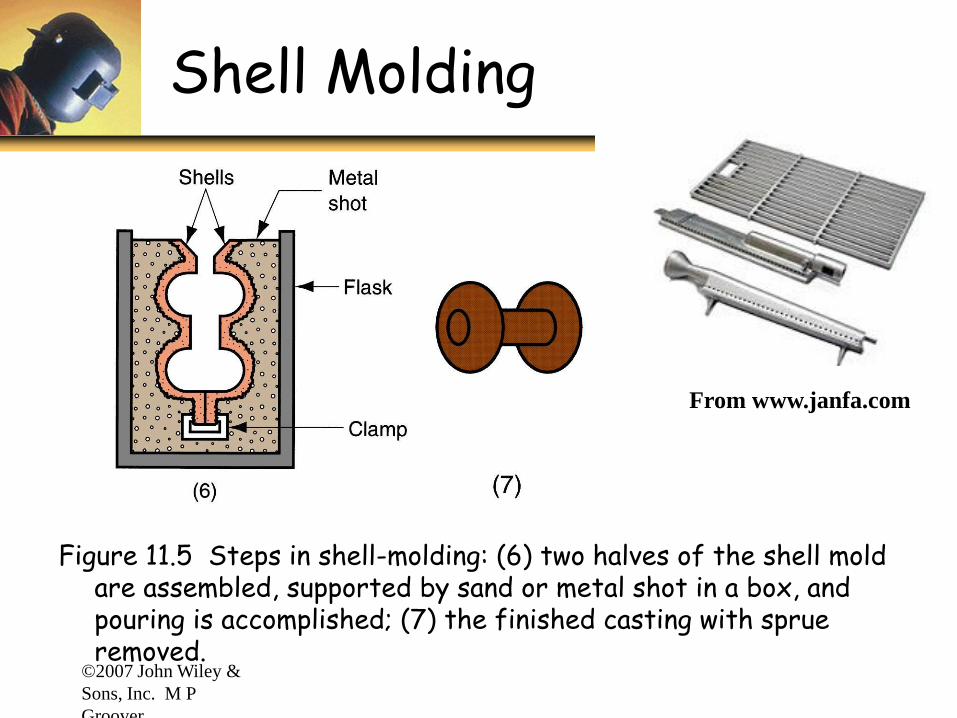
Figure 11.5 Steps in shell-molding: (6) two halves of the shell mold are assembled, supported by sand or metal shot in a box, and pouring is accomplished; (7) the finished casting with sprue removed.
From www.janfa.com
©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Disadvantages• Advantages of shell molding:
– Smoother cavity surface permits easier flow of molten metal and better surface finish
– Good dimensional accuracy - machining often not required
– Mold collapsibility minimizes cracks in casting
– Can be mechanized for mass production
• Disadvantages:– More expensive metal pattern
– Difficult to justify for small quantities
©2007 John Wiley &
Sons, Inc. M P
Groover,
Expanded Polystyrene Process
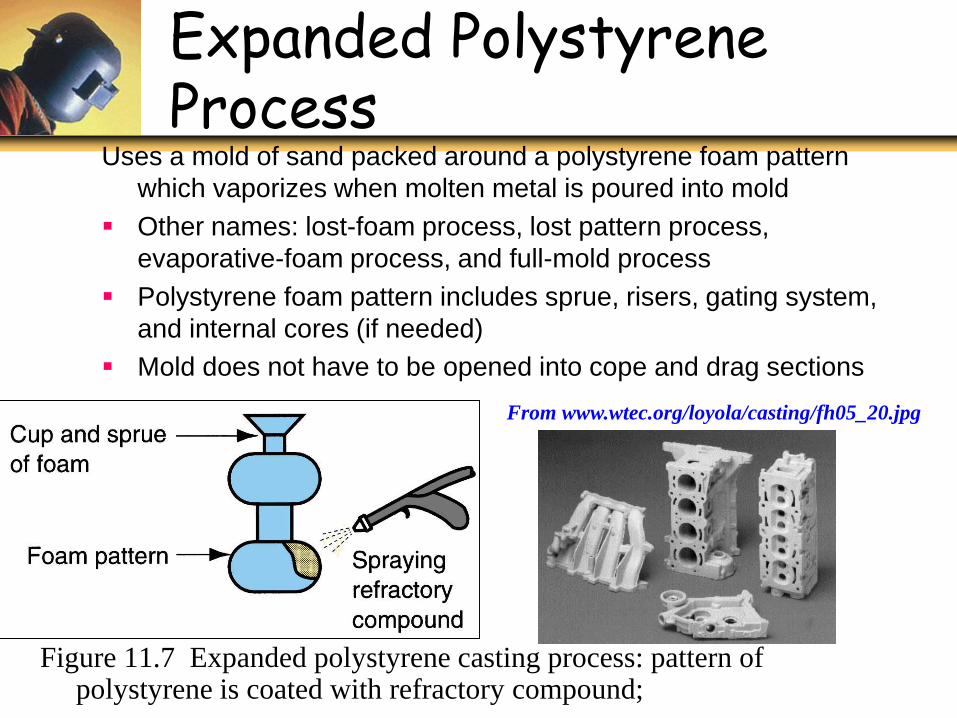
Figure 11.7 Expanded polystyrene casting process: pattern of polystyrene is coated with refractory compound;
Uses a mold of sand packed around a polystyrene foam pattern
which vaporizes when molten metal is poured into mold
Other names: lost-foam process, lost pattern process,
evaporative-foam process, and full-mold process
Polystyrene foam pattern includes sprue, risers, gating system,
and internal cores (if needed)
Mold does not have to be opened into cope and drag sections
From www.wtec.org/loyola/casting/fh05_20.jpg

©2007 John Wiley &
Sons, Inc. M P
Groover,
Expanded Polystyrene Process
Figure 11.7 Expanded polystyrene casting process: (2) foam pattern is placed in mold box, and sand is compacted around the pattern;
Figure 11.7 Expanded polystyrene casting process: (3) molten metal is poured into the portion of the pattern that forms the pouring cup and sprue. As the metal enters the mold, the polystyrene foam is vaporized ahead of the advancing liquid, thus the resulting mold cavity is filled.
©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Disadvantages
• Advantages of expanded polystyrene process:– Pattern need not be removed from the mold
– Simplifies and speeds mold-making, because two mold halves are not required as in a conventional green-sand mold
• Disadvantages:– A new pattern is needed for every casting
– Economic justification of the process is highly dependent on cost of producing patterns
©2007 John Wiley &
Sons, Inc. M P
Groover,
Expanded Polystyrene Process
• Applications:– Mass production of castings for automobile
engines
– Automated and integrated manufacturing systems are used to
1. Mold the polystyrene foam patterns and then
2. Feed them to the downstream casting operation
©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting (Lost Wax Process)
A pattern made of wax is coated with a refractory material to make mold, after which wax is melted away prior to pouring molten metal
• "Investment" comes from a less familiar definition of "invest" - "to cover completely," which refers to coating of refractory material around wax pattern
• It is a precision casting process -capable of producing castings of high accuracy and intricate detail
©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting
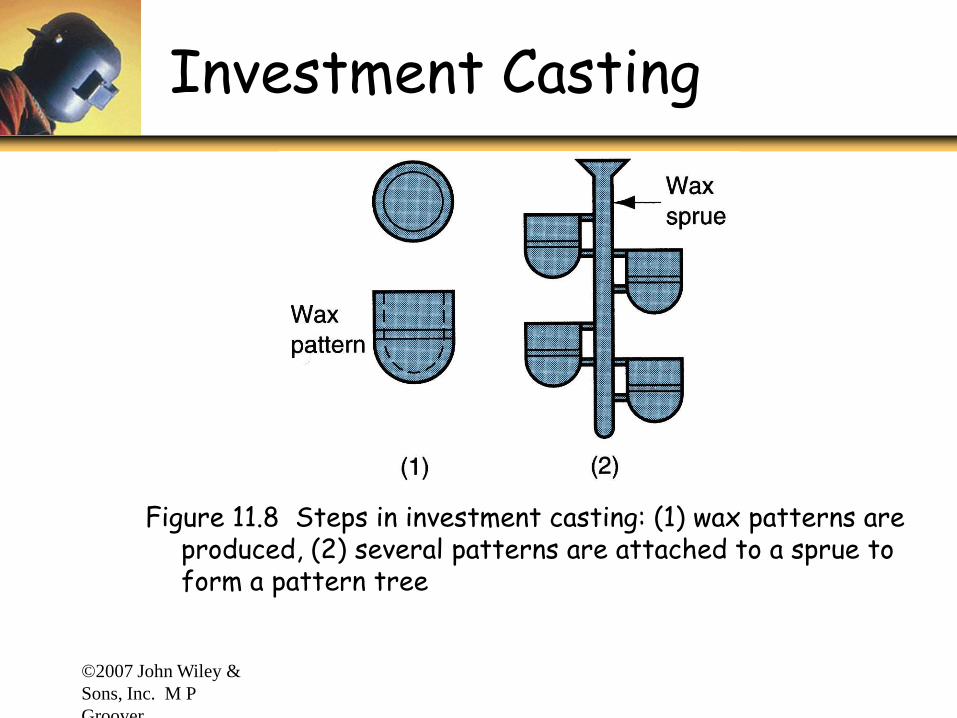
Figure 11.8 Steps in investment casting: (1) wax patterns are produced, (2) several patterns are attached to a sprue to form a pattern tree
©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting
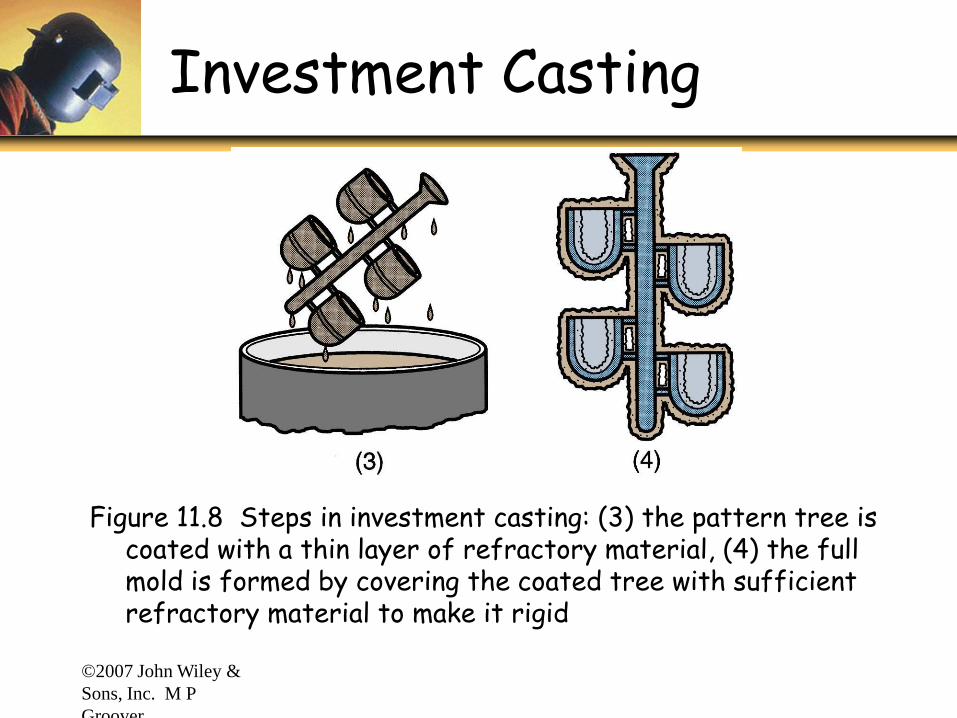
Figure 11.8 Steps in investment casting: (3) the pattern tree is coated with a thin layer of refractory material, (4) the full mold is formed by covering the coated tree with sufficient refractory material to make it rigid
©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting
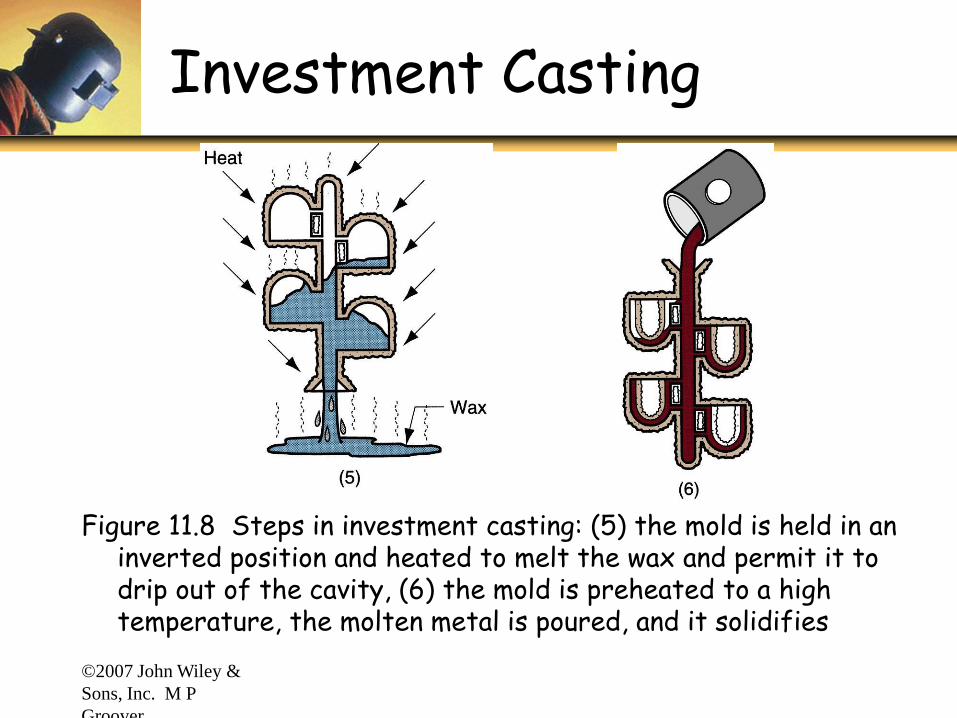
Figure 11.8 Steps in investment casting: (5) the mold is held in an inverted position and heated to melt the wax and permit it to drip out of the cavity, (6) the mold is preheated to a high temperature, the molten metal is poured, and it solidifies
©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting
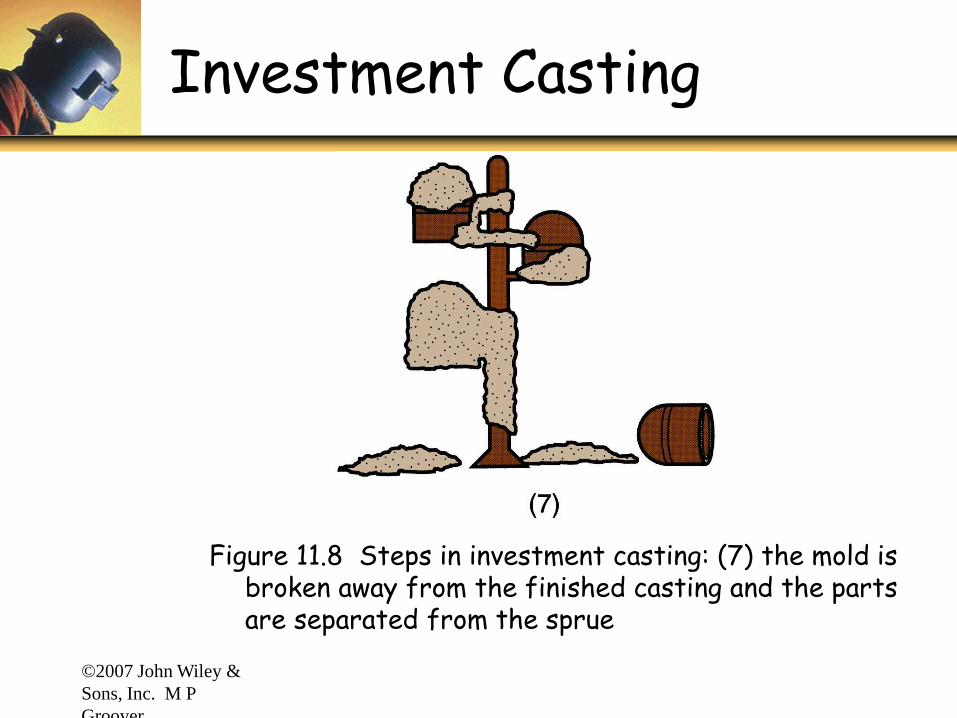
Figure 11.8 Steps in investment casting: (7) the mold is broken away from the finished casting and the parts are separated from the sprue

©2007 John Wiley &
Sons, Inc. M P
Groover,
Investment Casting
Figure 11 9 A one-piece compressor stator with 108 separate airfoils made by investment casting (photo courtesy of Howmet Corp.).
©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Disadvantages
• Advantages of investment casting:– Parts of great complexity and intricacy can be cast– Close dimensional control and good surface finish – Wax can usually be recovered for reuse – Additional machining is not normally required - this
is a net shape process
• Disadvantages– Many processing steps are required– Relatively expensive process
©2007 John Wiley &
Sons, Inc. M P
Groover,
Plaster Mold Casting
Similar to sand casting except mold is made of plaster of Paris (gypsum - CaSO4-2H2O)
• In mold-making, plaster and water mixture is poured over plastic or metal pattern and allowed to set – Wood patterns not generally used due to extended
contact with water
• Plaster mixture readily flows around pattern, capturing its fine details and good surface finish
©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Disadvantages• Advantages of plaster mold
casting:– Good accuracy and surface finish
– Capability to make thin cross-sections
• Disadvantages:– Mold must be baked to remove
moisture, which can cause problems in casting
– Mold strength is lost if over-baked
– Plaster molds cannot stand high temperatures, so limited to lower melting point alloys
©2007 John Wiley &
Sons, Inc. M P
Groover,
Ceramic Mold Casting
Similar to plaster mold casting except that mold is made of refractory ceramic material that can withstand higher temperatures than plaster
• Can be used to cast steels, cast irons, and other high-temperature alloys
• Applications similar to those of plaster mold casting except for the metals cast
• Advantages (good accuracy and finish) also similar
©2007 John Wiley &
Sons, Inc. M P
Groover,
Permanent Mold Casting Processes
• Economic disadvantage of expendable mold casting: a new mold is required for every casting
• In permanent mold casting, the mold is reused many times
• The processes include:– Basic permanent mold casting
– Die casting
– Centrifugal casting

©2007 John Wiley &
Sons, Inc. M P
Groover,
The Basic Permanent Mold Process
Uses a metal mold constructed of two sections designed for easy, precise opening and closing
• Molds used for casting lower melting point alloys are commonly made of steel or cast iron
• Molds used for casting steel must be made of refractory material, due to the very high pouring temperatures
©2007 John Wiley &
Sons, Inc. M P
Groover,
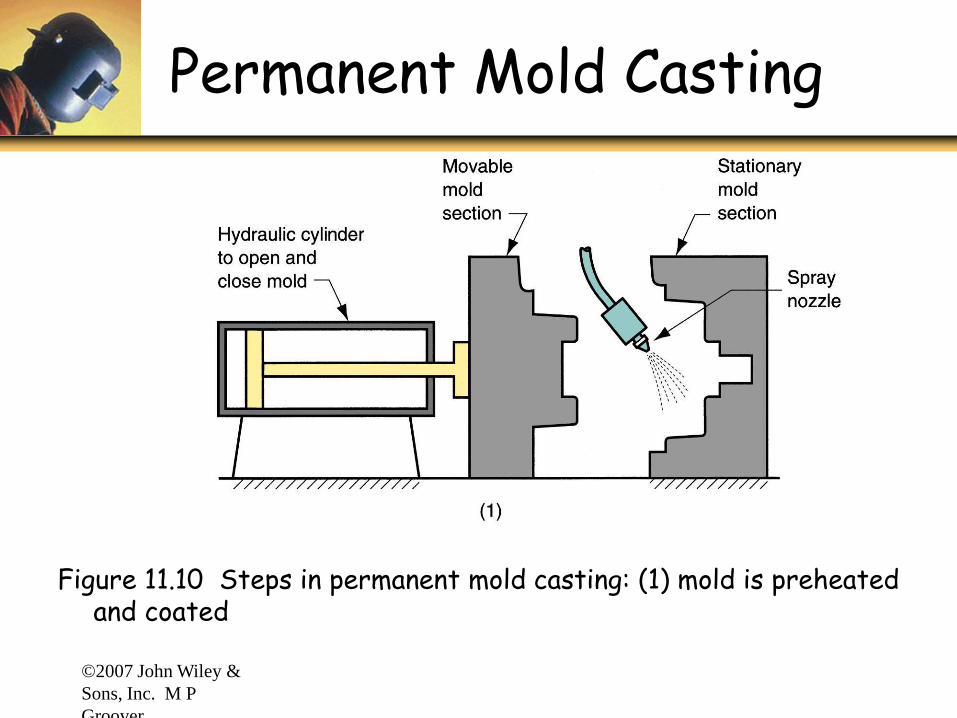
Permanent Mold Casting
Figure 11.10 Steps in permanent mold casting: (1) mold is preheated and coated
©2007 John Wiley &
Sons, Inc. M P
Groover,
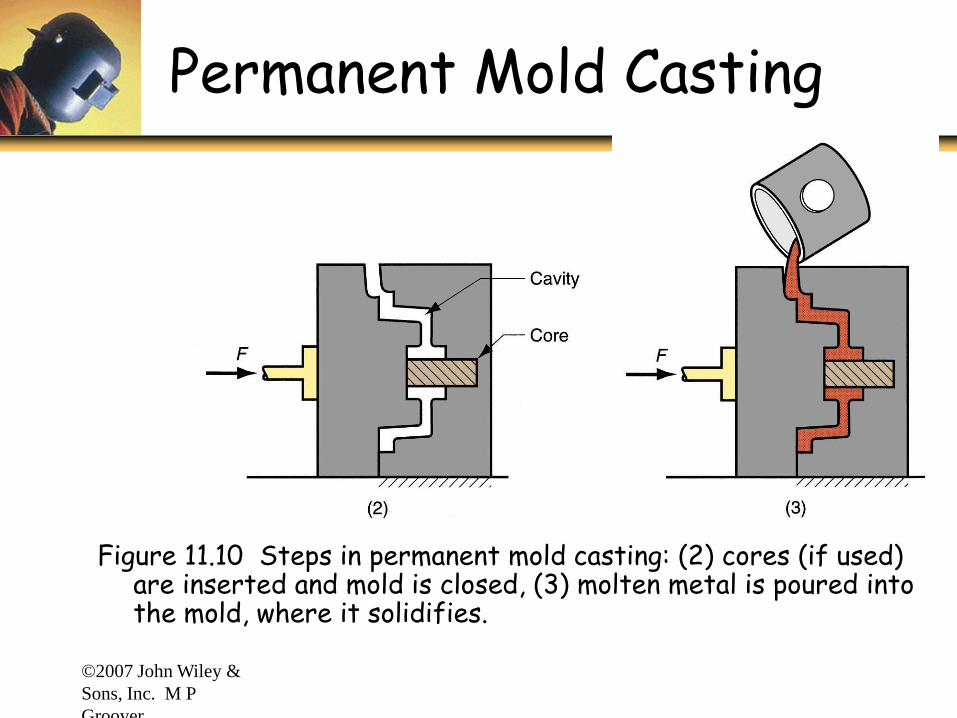
Permanent Mold Casting
Figure 11.10 Steps in permanent mold casting: (2) cores (if used) are inserted and mold is closed, (3) molten metal is poured into the mold, where it solidifies.
©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Limitations• Advantages of permanent mold
casting:– Good dimensional control and surface
finish
– More rapid solidification caused by the cold metal mold results in a finer grain structure, so castings are stronger
• Limitations:– Generally limited to metals of lower
melting point
– Simpler part geometries compared to sand casting because of need to open the mold

©2007 John Wiley &
Sons, Inc. M P
Groover,
Applications of Permanent Mold Casting
• Due to high mold cost, process is best suited to high volume production and can be automated accordingly
• Typical parts: automotive pistons, pump bodies, and certain castings for aircraft and missiles
• Metals commonly cast: aluminum, magnesium, copper-base alloys, and cast iron
©2007 John Wiley &
Sons, Inc. M P
Groover,
Die Casting
A permanent mold casting process in which molten metal is injected into mold cavity under high pressure
• Pressure is maintained during solidification, then mold is opened and part is removed
• Molds in this casting operation are called dies; hence the name die casting
• Use of high pressure to force metal into die cavity is what distinguishes this from other permanent mold processes
©2007 John Wiley &
Sons, Inc. M P
Groover,
Die Casting Machines
• Designed to hold and accurately close two mold halves and keep them closed while liquid metal is forced into cavity
• Two main types: 1. Hot-chamber machine
2. Cold-chamber machine
©2007 John Wiley &
Sons, Inc. M P
Groover,
Hot-Chamber Die Casting
Metal is melted in a container, and a piston injects liquid metal under high pressure into the die
• High production rates - 500 parts per hour not uncommon
• Applications limited to low melting-point metals that do not chemically attack plunger and other mechanical components
• Casting metals: zinc, tin, lead, and magnesium
©2007 John Wiley &
Sons, Inc. M P
Groover,
Hot-Chamber Die Casting
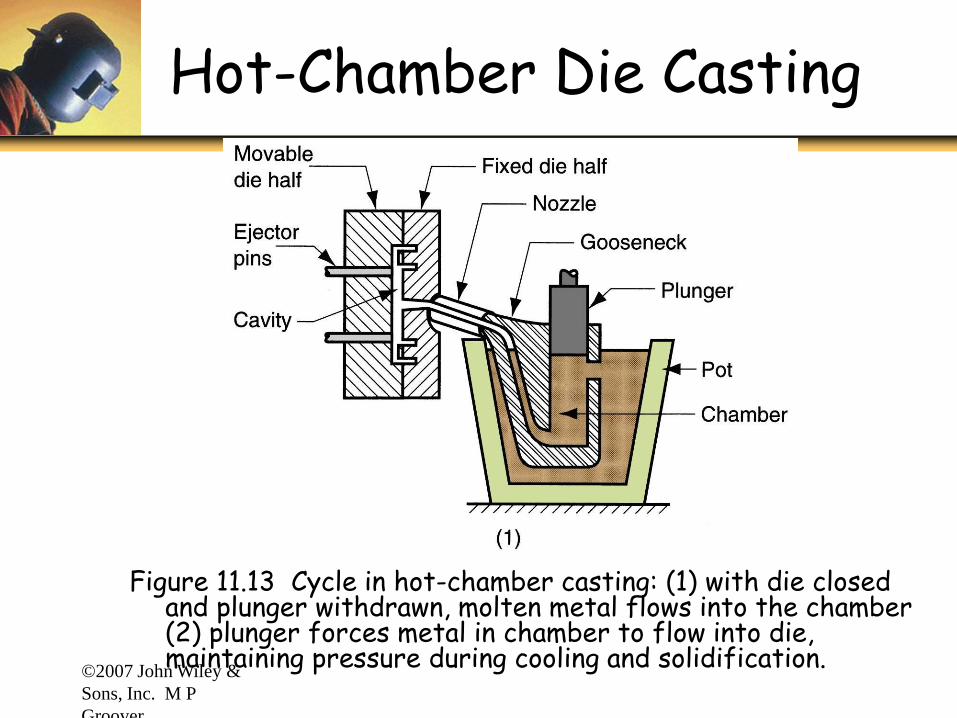
Figure 11.13 Cycle in hot-chamber casting: (1) with die closed and plunger withdrawn, molten metal flows into the chamber (2) plunger forces metal in chamber to flow into die, maintaining pressure during cooling and solidification.
©2007 John Wiley &
Sons, Inc. M P
Groover,
Cold-Chamber Die Casting MachineMolten metal is poured into
unheated chamber from external melting container, and a piston injects metal under high pressure into die cavity
• High production but not usually as fast as hot-chamber machines because of pouring step
• Casting metals: aluminum, brass, and magnesium alloys
• Advantages of hot-chamber
©2007 John Wiley &
Sons, Inc. M P
Groover,
Cold-Chamber Die Casting
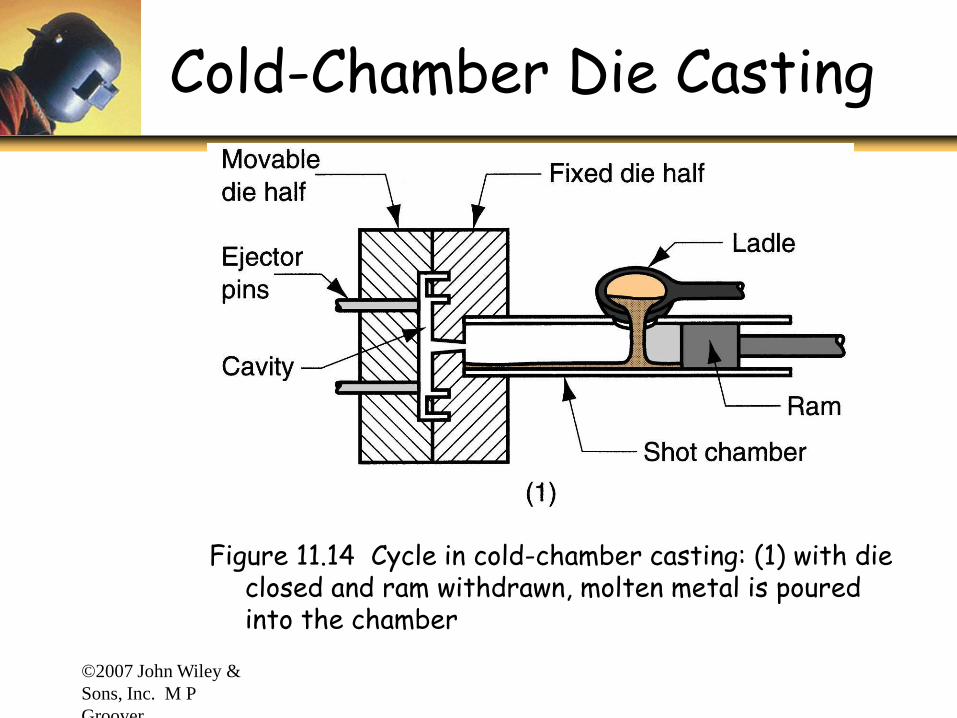
Figure 11.14 Cycle in cold-chamber casting: (1) with die closed and ram withdrawn, molten metal is poured into the chamber

©2007 John Wiley &
Sons, Inc. M P
Groover,
Cold-Chamber Die Casting
Figure 11.14 Cycle in cold-chamber casting: (2) ram forces metal to flow into die, maintaining pressure during cooling and
solidification.
©2007 John Wiley &
Sons, Inc. M P
Groover,
Molds for Die Casting
• Usually made of tool steel, mold steel, or maraging steel
• Tungsten and molybdenum (good refractory qualities) used to die cast steel and cast iron
• Ejector pins required to remove part from die when it opens
• Lubricants must be sprayed into cavities to prevent sticking

©2007 John Wiley &
Sons, Inc. M P
Groover,
Advantages and Limitations• Advantages of die casting:
– Economical for large production quantities
– Good accuracy and surface finish
– Thin sections are possible
– Rapid cooling provides small grain size and good strength to casting
• Disadvantages:– Generally limited to metals with low metal
points
– Part geometry must allow removal from die
©2007 John Wiley &
Sons, Inc. M P
Groover,
Centrifugal Casting
A family of casting processes in which the mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of die cavity
• The group includes: – True centrifugal casting
– Semicentrifugal casting
– Centrifuge casting
©2007 John Wiley &
Sons, Inc. M P
Groover,
True Centrifugal Casting
Molten metal is poured into rotating mold to produce a tubular part
• In some operations, mold rotation commences after pouring rather than before
• Parts: pipes, tubes, bushings, and rings
• Outside shape of casting can be round, octagonal, hexagonal, etc , but inside shape is (theoretically) perfectly round, due to radially symmetric forces

©2007 John Wiley &
Sons, Inc. M P
Groover,
True Centrifugal Casting
Figure 11.15 Setup for true centrifugal casting.

©2007 John Wiley &
Sons, Inc. M P
Groover,
Semicentrifugal Casting
Centrifugal force is used to produce solid castings rather than tubular parts
• Molds are designed with risers at center to supply feed metal
• Density of metal in final casting is greater in outer sections than at center of rotation
• Often used on parts in which center of casting is machined away, thus eliminating the portion where quality is lowest
©2007 John Wiley &
Sons, Inc. M P
Groover,
Centrifuge Casting
Mold is designed with part cavities located away from axis of rotation, so that molten metal poured into mold is distributed to these cavities by centrifugal force
• Used for smaller parts
• Radial symmetry of part is not required as in other centrifugal casting methods
©2007 John Wiley &
Sons, Inc. M P
Groover,
Furnaces for Casting Processes
• Furnaces most commonly used in foundries:– Cupolas
– Direct fuel-fired furnaces
– Crucible furnaces
– Electric-arc furnaces
– Induction furnaces
©2007 John Wiley &
Sons, Inc. M P
Groover,
Cupolas
Vertical cylindrical furnace equipped with tapping spout near base
• Used only for cast irons– Although other furnaces are also used, the largest
tonnage of cast iron is melted in cupolas
• The "charge," consisting of iron, coke, flux, and possible alloying elements, is loaded through a charging door located less than halfway up height of cupola
©2007 John Wiley &
Sons, Inc. M P
Groover,
Direct Fuel-Fired Furnaces
Small open-hearth in which charge is heated by natural gas fuel burners located on side of furnace
• Furnace roof assists heating action by reflecting flame down against charge
• At bottom of hearth is a tap hole to release molten metal
• Generally used for nonferrous metals such as copper-base alloys and aluminum

©2007 John Wiley &
Sons, Inc. M P
Groover,
Crucible Furnaces
Metal is melted without direct contact with burning fuel mixture
• Sometimes called indirect fuel-fired furnaces
• Container (crucible) is made of refractory material or high-temperature steel alloy
• Used for nonferrous metals such as bronze, brass, and alloys of zinc and aluminum
•
©2007 John Wiley &
Sons, Inc. M P
Groover,
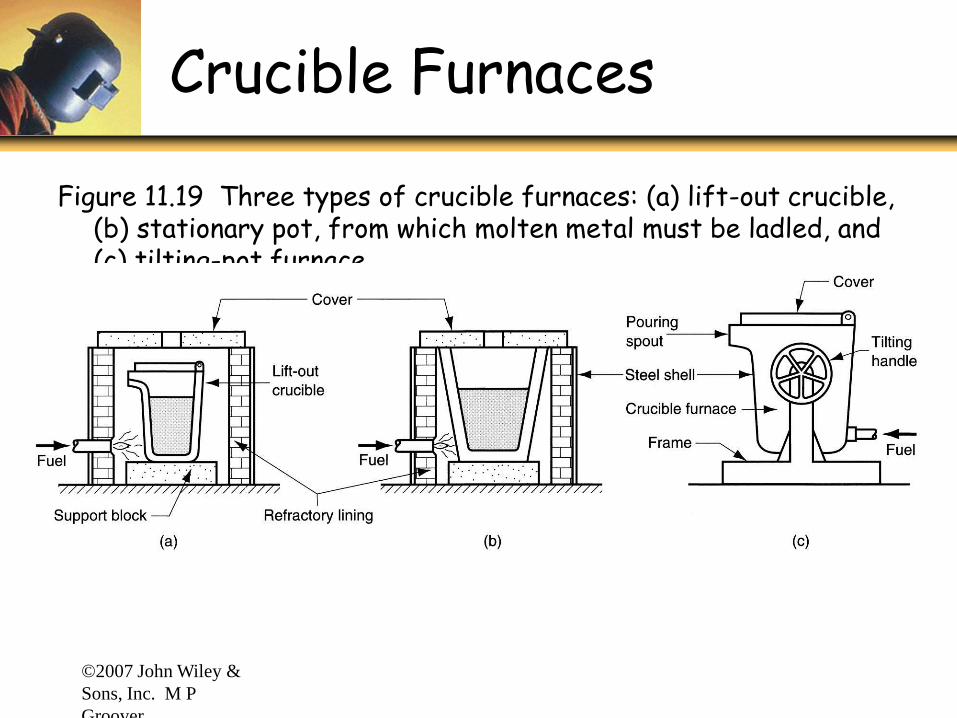
Crucible Furnaces
Figure 11.19 Three types of crucible furnaces: (a) lift-out crucible, (b) stationary pot, from which molten metal must be ladled, and (c) tilting-pot furnace.

©2007 John Wiley &
Sons, Inc. M P
Groover,
Electric-Arc Furnaces
Charge is melted by heat generated from an electric arc
• High power consumption, but electric-arc furnaces can be designed for high melting capacity
• Used primarily for melting steel
©2007 John Wiley &
Sons, Inc. M P
Groover,
Induction Furnaces
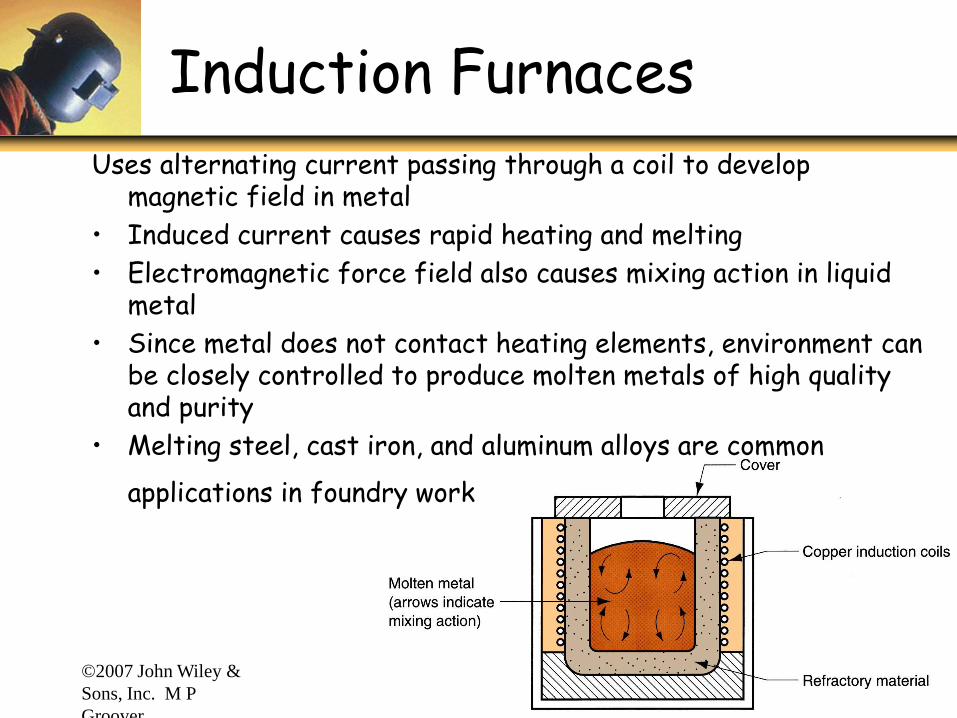
Uses alternating current passing through a coil to develop magnetic field in metal
• Induced current causes rapid heating and melting
• Electromagnetic force field also causes mixing action in liquid metal
• Since metal does not contact heating elements, environment can be closely controlled to produce molten metals of high quality and purity
• Melting steel, cast iron, and aluminum alloys are common
applications in foundry work
©2007 John Wiley &
Sons, Inc. M P
Groover,
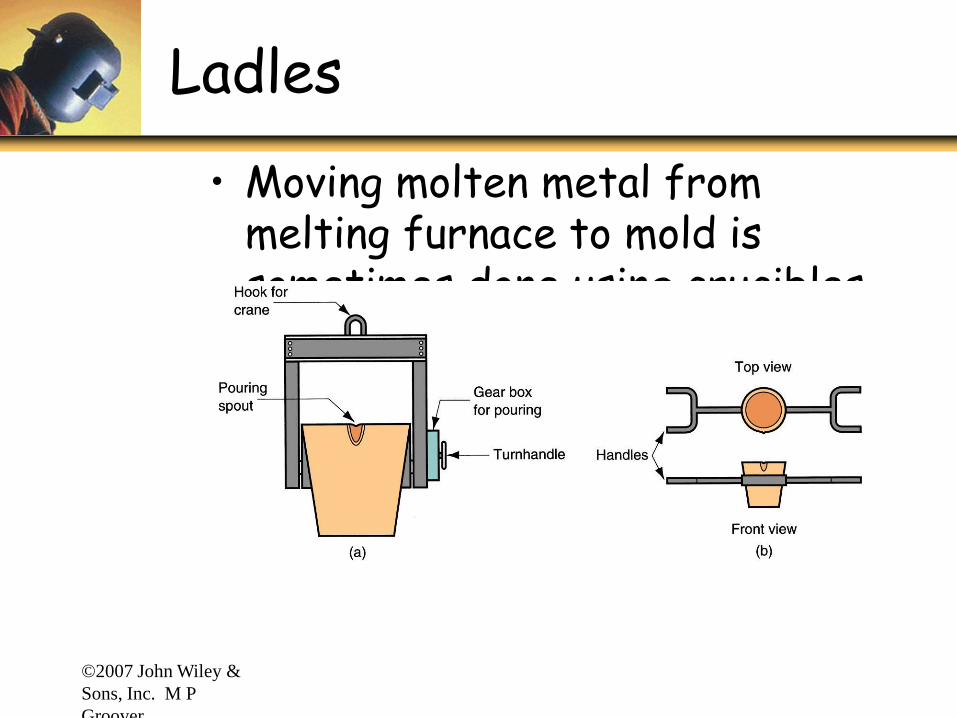
Ladles
• Moving molten metal from melting furnace to mold is sometimes done using crucibles
• More often, transfer is accomplished by ladles
Figure 11.21 Two common types of ladles: (a) crane
Selecting the Right Metal Casting Process
For any Metal Casting Process, selection of right alloy, size,shape, thickness, tolerance, texture, and weight, is very vital.
Special requirements such as, magnetism, corrosion, stressdistribution also influence the choice of the Metal CastingProcess.
Views of the Tooling Designer; Foundry / Machine House needs,customer's exact product requirements, and secondaryoperations like painting, must be taken care of before selectingthe appropriate Metal Casting Process.
Tool cost. Economics of machining versus process costs.Adequate protection / packaging, shipping constraints,
regulations of the final components, weights and shelf life ofprotective coatings also play their part in the Metal Castingprocess.
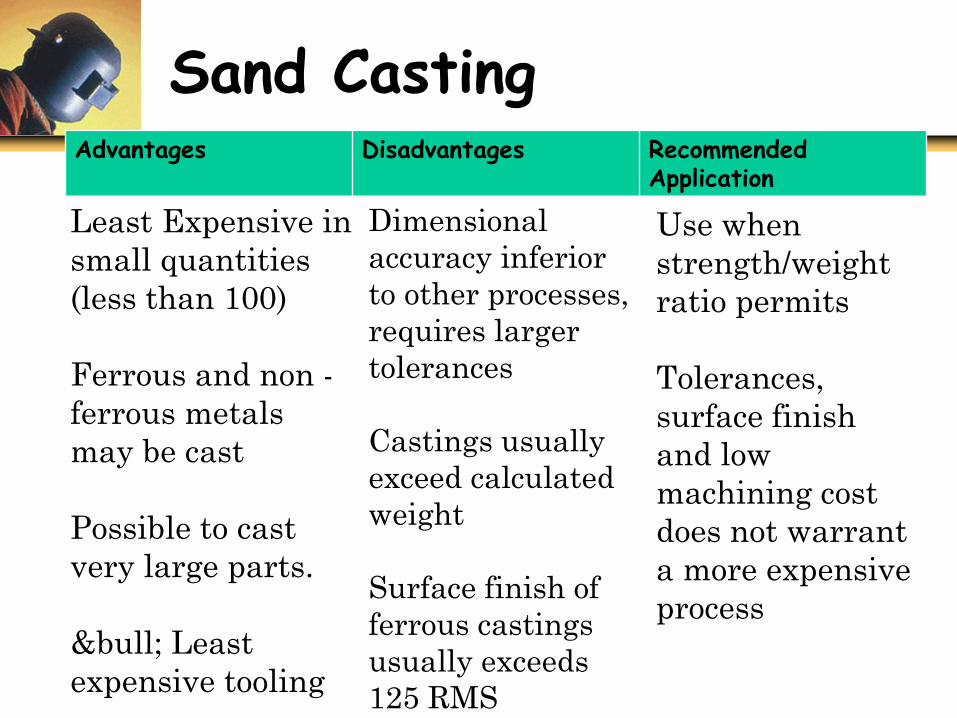
Advantages Disadvantages RecommendedApplication
Least Expensive in
small quantities
(less than 100)
Ferrous and non -
ferrous metals
may be cast
Possible to cast
very large parts.
• Least
expensive tooling
Dimensional
accuracy inferior
to other processes,
requires larger
tolerances
Castings usually
exceed calculated
weight
Surface finish of
ferrous castings
usually exceeds
125 RMS
Use when
strength/weight
ratio permits
Tolerances,
surface finish
and low
machining cost
does not warrant
a more expensive
process
Sand Casting
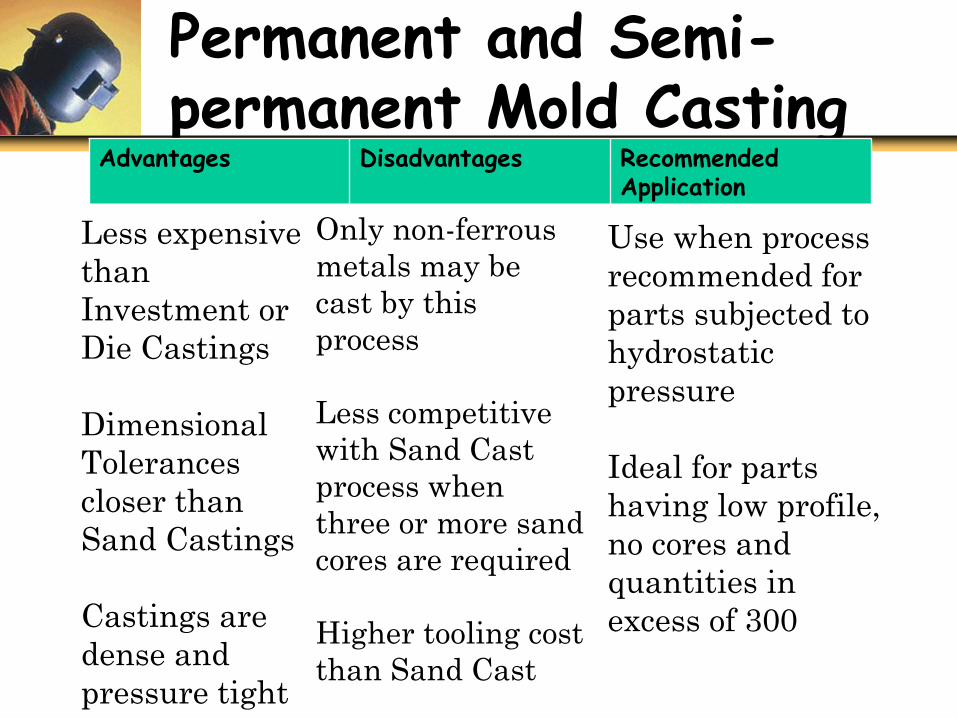
Permanent and Semi-permanent Mold Casting
Advantages Disadvantages RecommendedApplication
Less expensive
than
Investment or
Die Castings
Dimensional
Tolerances
closer than
Sand Castings
Castings are
dense and
pressure tight
Only non-ferrous
metals may be
cast by this
process
Less competitive
with Sand Cast
process when
three or more sand
cores are required
Higher tooling cost
than Sand Cast
Use when process
recommended for
parts subjected to
hydrostatic
pressure
Ideal for parts
having low profile,
no cores and
quantities in
excess of 300
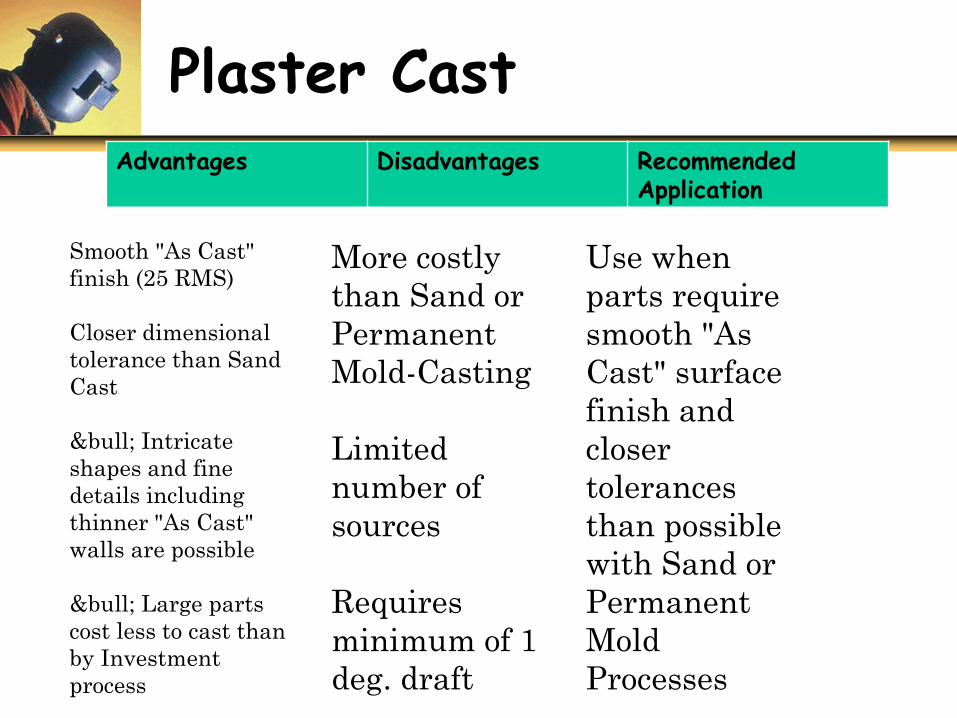
Plaster Cast Advantages Disadvantages Recommended
Application
Smooth "As Cast"
finish (25 RMS)
Closer dimensional
tolerance than Sand
Cast
• Intricate
shapes and fine
details including
thinner "As Cast"
walls are possible
• Large parts
cost less to cast than
by Investment
process
More costly
than Sand or
Permanent
Mold-Casting
Limited
number of
sources
Requires
minimum of 1
deg. draft
Use when
parts require
smooth "As
Cast" surface
finish and
closer
tolerances
than possible
with Sand or
Permanent
Mold
Processes
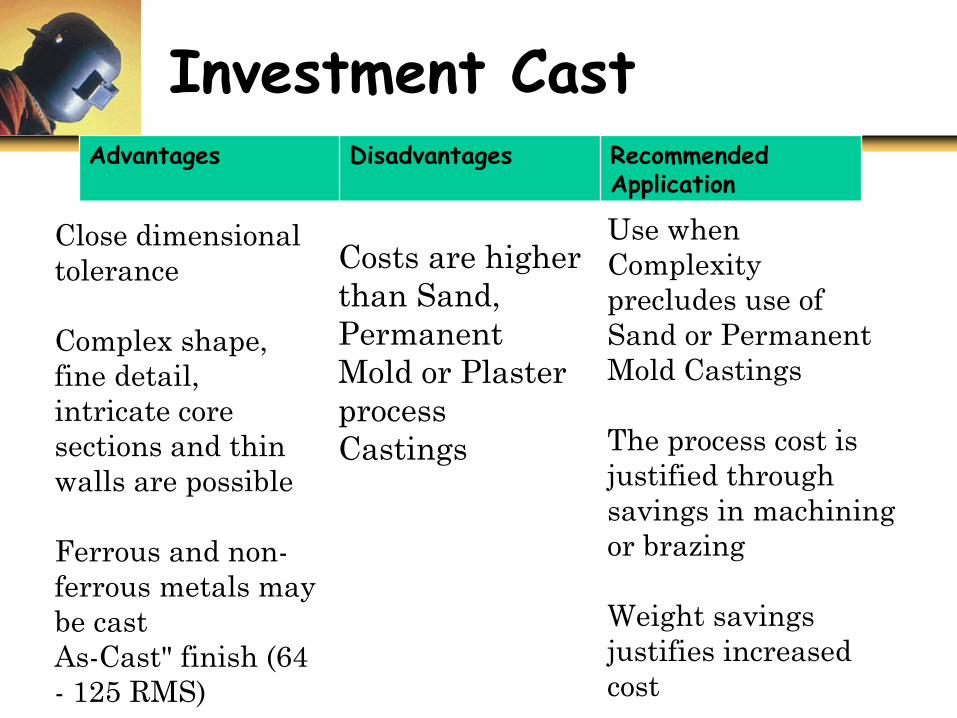
Investment CastAdvantages Disadvantages Recommended
Application
Close dimensional
tolerance
Complex shape,
fine detail,
intricate core
sections and thin
walls are possible
Ferrous and non-
ferrous metals may
be cast
As-Cast" finish (64
- 125 RMS)
Costs are higher
than Sand,
Permanent
Mold or Plaster
process
Castings
Use when
Complexity
precludes use of
Sand or Permanent
Mold Castings
The process cost is
justified through
savings in machining
or brazing
Weight savings
justifies increased
cost

Die CastingAdvantages Disadvantages Recommended
Application
Good
dimensional
tolerances are
possible
Excellent part-
part
dimensional
consistency
Parts require a
minimal post
machining
Economical only in very
large quantities due to
high tool cost
Not recommended for
hydrostatic pressure
applications
For Castings where
penetrant (die) or
radiographic inspection
are not required.
Difficult to guarantee
minimum mechanical
properties
Use when
quantity of
parts justifies
the high tooling
cost
Parts are not
structural and
are subjected to
hydrostatic
pressure

• SAND CASTING

Copyright © The McGraw-Hill Companies, Inc.
Permission required for reproduction or display.
PowerPoint to accompany
WeldingPrinciples and PracticesThird Edition
Sacks and Bohnart
Expandable moldpermanent pattern
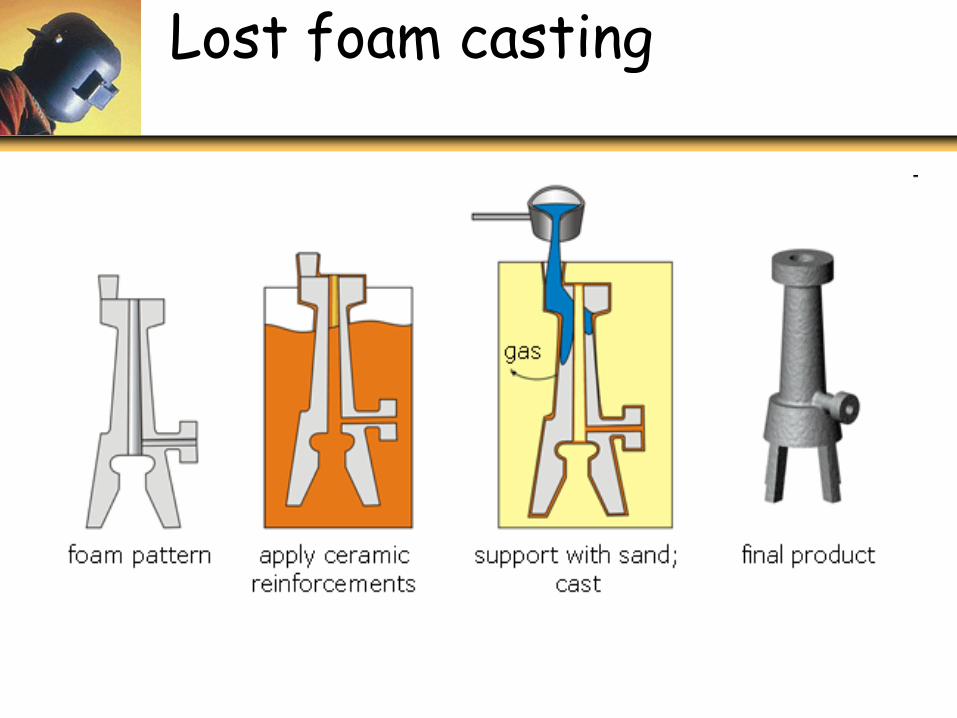
LOST FOAM CASTING
INVESTMENT CASTING Lost foam casting (LFC) is a
type of investment casting
process that uses foam
patterns as a mold. The
method takes advantage of
the properties of foam to
simply and inexpensively
create castings that would
be difficult to achieve using
other casting techniques.
Lost foam casting
• Lost foam, is similar to Investment or Lost wax, in that the medium, or pattern device, is Expendable, they melt or evaporate away, leaving the cast part.
• They both have advantages, for the type of function they were designed. One Process's advantage, could be the other Process's weak area.
• These points are brought up in the text portion of Education Section.
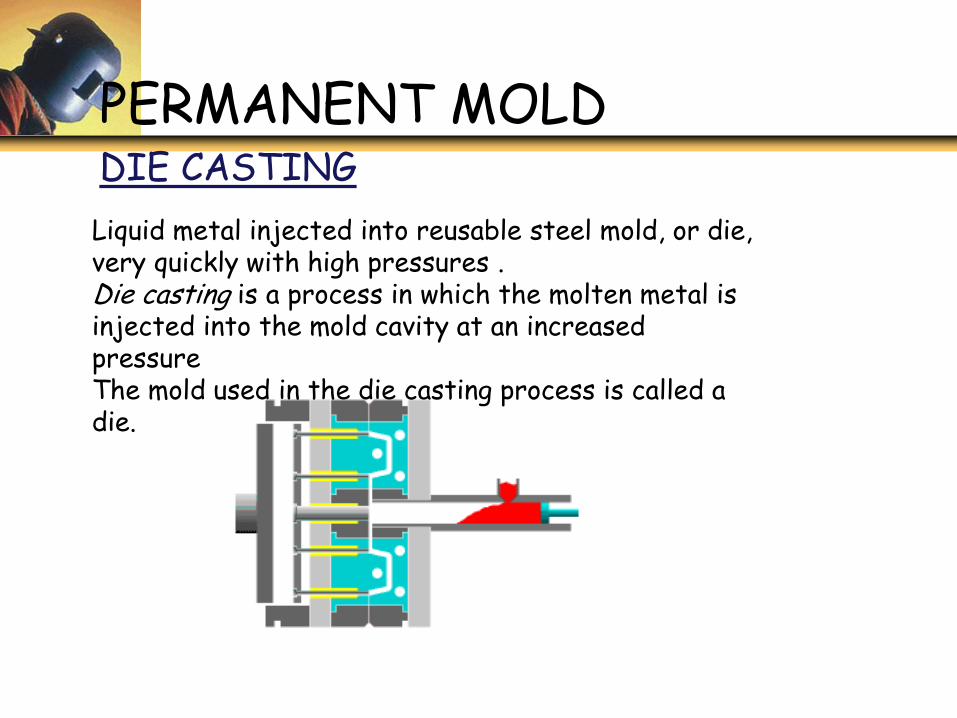
PERMANENT MOLDDIE CASTING
Liquid metal injected into reusable steel mold, or die, very quickly with high pressures .Die casting is a process in which the molten metal is injected into the mold cavity at an increased pressure The mold used in the die casting process is called a die.
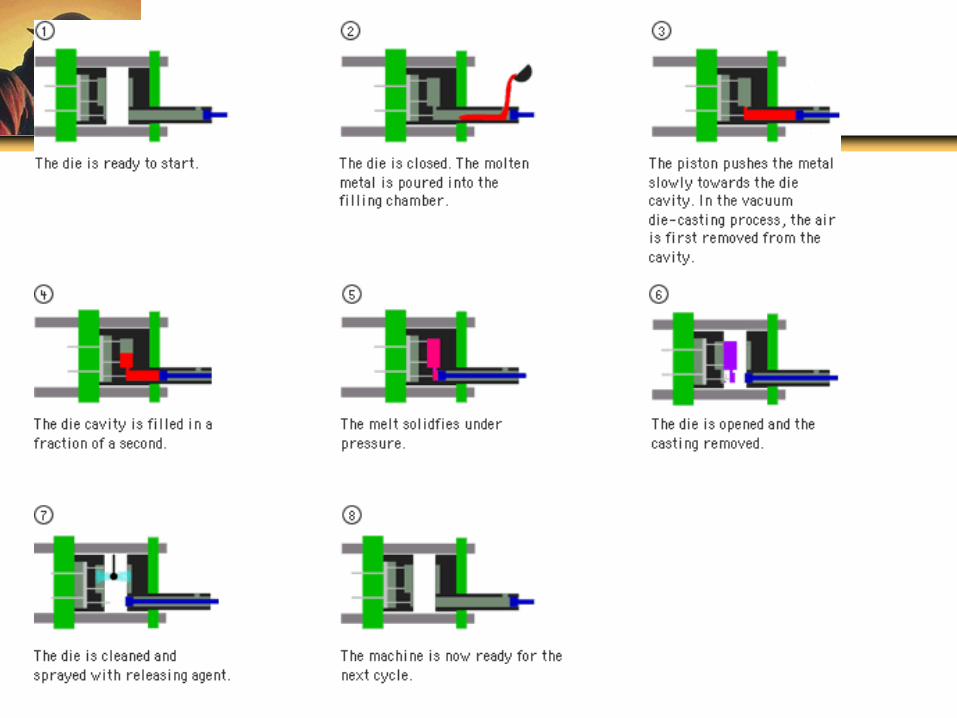
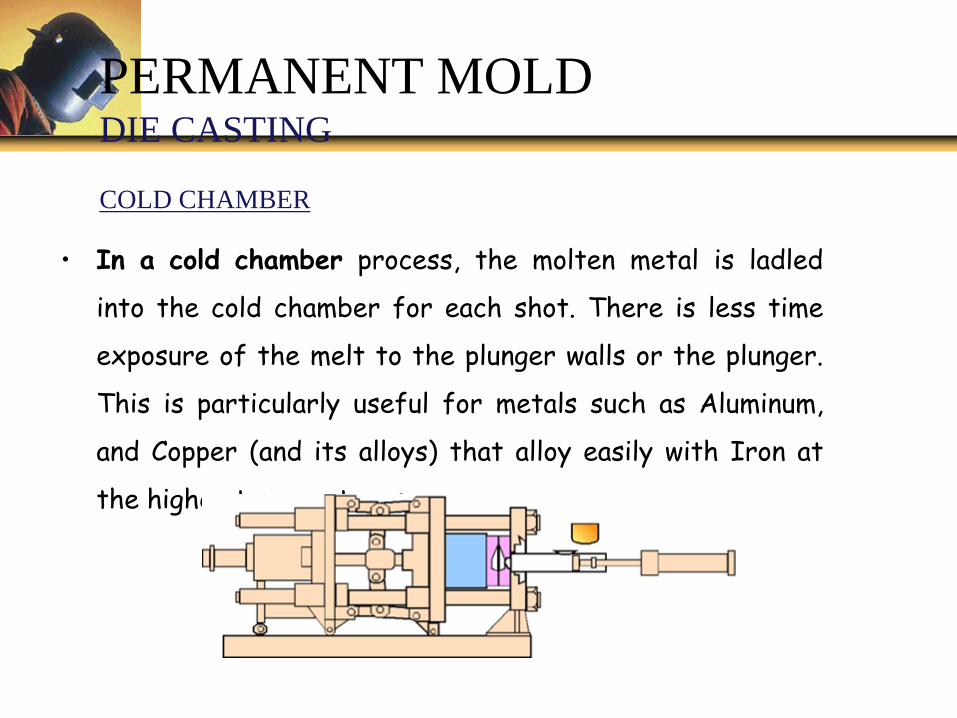
• In a cold chamber process, the molten metal is ladled
into the cold chamber for each shot. There is less time
exposure of the melt to the plunger walls or the plunger.
This is particularly useful for metals such as Aluminum,
and Copper (and its alloys) that alloy easily with Iron at
the higher temperatures.
PERMANENT MOLD DIE CASTING
COLD CHAMBER

• In a hot chamber process the pressure chamber is connected to thedie cavity is immersed permanently in the molten metal. The inlet portof the pressurizing cylinder is uncovered as the plunger moves to theopen (unpressurized) position. This allows a new charge of molten metalto fill the cavity and thus can fill the cavity faster than the coldchamber process. The hot chamber process is used for metals of lowmelting point and high fluidity such as tin, zinc, and lead that tend notto alloy easily with steel at their melt temperatures.
PERMANENT MOLD DIE CASTING
HOT CHAMBER








