Download - Welding vs brazing

BY
ASHUTOSH KUMAR DUBEY


Welding is a materials joining process which produces
coalescence of materials by heating them to suitable temperatures
with or without the application of pressure or by the application
of pressure alone, and with or without the use of filler material.
Welding is used for making permanent joints.
It is used in the manufacture of automobile bodies, aircraft
frames, railway wagons, machine frames, structural
works, tanks, furniture, boilers, general repair work and
ship building.
Plastic Welding or Pressure WeldingThe piece of metal to be joined are heated to a plastic state and forced
together by external pressure
Ex- Resistance welding
Fusion Welding or Non-Pressure WeldingThe material at the joint is heated to a molten state and allowed to solidify
Ex- Gas welding, Arc welding

1.Arc welding Carbon arc Metal arc Metal inert gas Tungsten inert gas Plasma arc Submerged arc Electro-slag
2.Gas Welding Oxy-acetylene Air-acetylene Oxy-hydrogen
3.Resistance Welding Butt Spot Seam Projection Percussion
4.Thermit Welding
5.Solid State Welding
Friction
Ultrasonic
Diffusion
Explosive
6.Newer Welding
Electron-beam
Laser
7.Related Process Oxy-acetylene cutting
Arc cutting
Hard facing
Brazing
Soldering

Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert
gas (MIG) welding is a welding process in which an electric arc forms between a
consumable wire electrode and the work piece metal(s), which heats the work piece
metal(s), causing them to melt, and join. Along with the wire electrode, a shielding gas
feeds through the welding gun, which shields the process from contaminants in the air.
The process can be semi-automatic or automatic. A constant voltage, direct current
power source is most commonly used with GMAW, but constant current systems, as
well as ac, can be used. There are four primary methods of metal transfer in GMAW,
called globular, short-circuiting, spray, and pulsed-spray, each of which has distinct
properties and corresponding advantages and limitations.


Gather all materials like welding machine, electrode holder with lead, ground
clamp with lead, helmet , electrodes, and metal to be welded chipping hammer to
get rid of the slag and a wire brush to clean the welds.
Prepare the area to be welded in and Remove all flammable material and find a
good surface to weld on.
Use the correct electrode and Clean the metal before welding.
Use clamps and vises to ensure that the joint you are welding is precisely and
firmly held together.
Strike a welding arc and Build up a weld pool.
Start moving the weld pool across the metal and allow to cool.
Clean slag. Slag is a residue left from the welding process. During the weld, the
slag protects the hot metal from contaminants. The slag covering does not cool at
the same rate as the weld bead, which can cause the slag to pop off the weld. Use
the chipping hammer to break the slag off the weld.

MERITS1) Easy way of joining 2 metals.2) Flexible in operation i.e. the equipment can be taken of to any location .3) Cheap .4) The strength of the joint is good enough.5) Metal property does not changes.
DEMERITS
1) Aesthetic value of welded joint is poor.2) Post welding operation like chipping and grinding is required.3) Trained labor is required.4) Blow holes in the joint weakens the weld.

Brazing is a metal joining process whereby a filler metal is heated above melting point and distributed between two or more close-fitting parts by capillary action. The filler metal is brought slightly above its melting temperature while protected by a suitable atmosphere, usually a flux. It then flows over the base metal and is then cooled to join the work pieces.
Metal used as filler metal Aluminum-silicon
Copper
Copper-silver
brass
Gold-silver
Nickel alloy
Silver

1.Torch brazing
2.Dip brazing
3.Furnace brazing
4.Induction brazing
5.Salt-bath brazing
6.Infrared brazing
7.Exothermal brazing
8.Resistance brazing
There are three main categories of torch brazing in use: manual, machine, and automatic torch brazing.
MANUAL TORCH BRAZING -Manual torch brazing is a procedure where the heat is
applied using a gas flame placed on or near the joint being brazed The torch can either be hand
held or held in a fixed position depending on whether the operation is completely manual or has
some level of automation. Manual brazing is most commonly used on small production volumes.
MACHINE TORCH BRAZING- It is commonly used where a repetitive braze operation is
being carried out. This method is a mix of both automated and manual operations with an
operator often placing brazes material, flux and jigging parts while the machine mechanism
carries out the actual braze. The advantage of this method is that it reduces the high labor and skill requirement of manual brazing.
AUTOMATIC TORCH BRAZING -It is a method that almost eliminates the need for manual labor in the brazing operation, except for loading and unloading of the machine. The main advantages of this method are: a high production rate, uniform braze quality, and reduced operating cost. The equipment used is essentially the same as that used for Machine torch brazing, with the main difference being that the machinery replaces the operator in the part preparation.
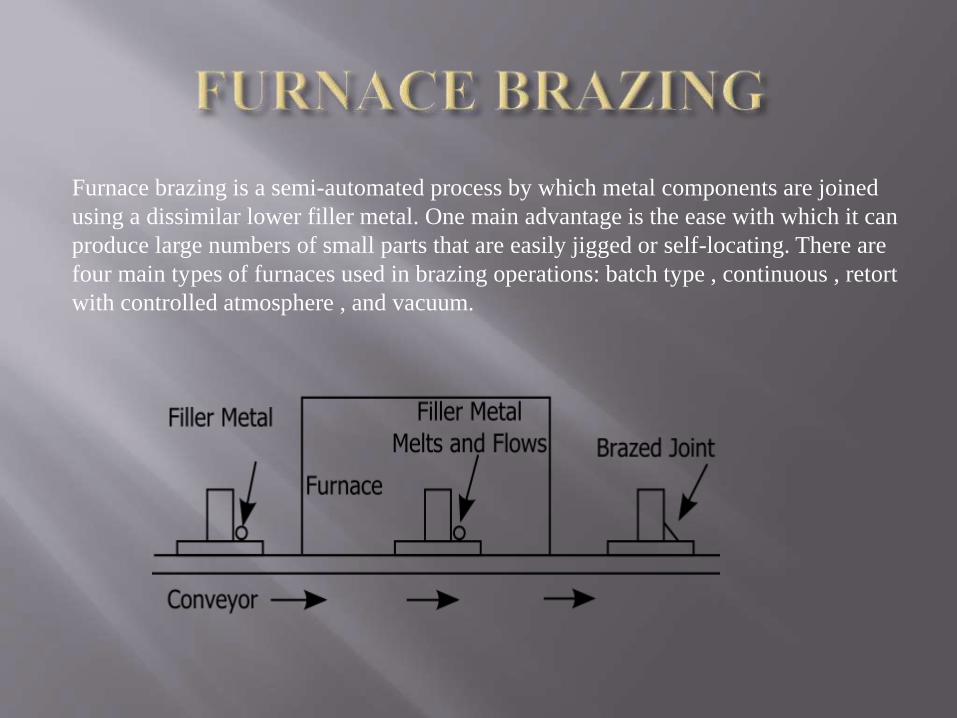
Furnace brazing is a semi-automated process by which metal components are joined
using a dissimilar lower filler metal. One main advantage is the ease with which it can
produce large numbers of small parts that are easily jigged or self-locating. There are
four main types of furnaces used in brazing operations: batch type , continuous , retort
with controlled atmosphere , and vacuum.

MERIT
Dissimilar metals which can not be welded can be joined by brazing. Very thin metals can be joined. Metals with different thickness can be joined easily. In brazing thermal stresses are not produced in the work piece. Hence there is
no distortion. Using this process, carbides tips are brazed on the steel tool holders.
DEMERIT
Brazed joints have lesser strength compared to welding. Joint preparation cost is more. Can be used for thin sheet metal sections.

Select properly braze rod according to base metal.
To do brazing the parts should be free from oil,grece,rust and should be properly clean.
If oxygen and LPG gas is used as fuel then pressure should be properly maintained.
Turn on the torch by pulling the trigger to activate the flame.
Heat the metal, using the flame of torch and focusing the heat on the joint of the two pieces of metal where you need the join. Touch the tip of a brazing rod onto the metal and let the heat of the metal melt the rod, not the heat from the flame.
Use flux to avoid black spot.

Both methods use to produce strong, permanent joints but some difference is there
between them. Some of are given below
1.Welding is usually more suited for joining large assemblies. Brazing applies heat to a
broad area, often the entire assembly. Larger assemblies tend to dissipate heat and can
make it difficult to reach the flow point of the filler metal. Welding's intense localized
heat overcomes this drawback, as does the ability to trace a joint.
2. Brazing typically produces a tiny, neat fillet, versus the irregular bead of a welded
joint.
3.Welding joint gives more strength as compare to brazing.
4.When thickness of base metal is less then brazing is used and when base metal are
thick then either method can be used.
5.Braze method use lower temperature as compare to welding method.
6. In brazing, only the filler material is melted and is allowed to flow in between the
metals to be connected and allowed to cool where as in welding base as well as filler
metal both melted.

THANK YOU







