dust control training program for underground personnel research team members dr. y. p. chugh,...
TRANSCRIPT

Dust Control Training Program for Underground Personnel
Research Team MembersDr. Y. P. Chugh, Harrold Gurley, John Pulliam
Southern Illinois University Carbondale
Illinois Mining Institute August 26, 2015
Project ManagerDr. Joseph Hirschi
Illinois Clean Coal Institute
Training – It Must Be Interesting…..
Dukette and Cornish (2009): • Adults can sustain attention for about 20 minutes. • Short-term response to the stimulus that attracts attention is
only eight seconds.
Conclusion: I only have 8 seconds to get your attention, and if the information being presented takes more than 20 minutes, I’ve lost you.

New Dust Regulations
Effective February 1, 2016 • DOs, ODOs, and Part 90 Miners must be sampled quarterly with a Continuous
Personal Dust Monitor (CPDM) • 15 valid representative samples collected on consecutive normal production shifts
required from each DO and ODO every calendar quarter. ODOs shall be sampled after DOs are completed and, if more than one type of ODO is present on the MMU, each is sampled during separate time periods
• 5 valid representative samples on consecutive work days from each Part 90 miner required each calendar quarter
• District Manager may require additional groups of 15 valid representative samples when information indicates the operator has not followed the approved ventilation plan for an MMU
Effective August 1, 2016 • Respirable coal mine dust standard for underground and surface - 1.5 mg/m3 • For Part 90 Miners and Intake Air - 0.5 mg/m3

MSHA Dust Training Mandates –What miners are required to know?
• MSHA – “Dust Sweep” that began Dec. 7, 2009 placed emphasis on respirable dust control.
• From MSHA – “Respirable Dust Control for Miners and Mine Operators” (Health Hazard Information Sheet 41)
Train miners, at least annually, on: 1) Health hazards of respirable coal mine dust 2) Purpose and importance of effective dust sampling and dust controls 3) Mandatory health standards applicable to their particular operation 4) Health provisions of the Federal Mine Safety and Health Act 5) Dust control portion of the approved ventilation plan 6) Importance of participating in the NIOSH X-ray program

Our Education and Training Approach
• Create curiosity by asking questions and using real-life situations.
• KISMIF “Keep It Simple, Make It Fun”• Develop “Best Practices” based on lab studies validated
by field experience. • Highlight science behind best practices.• Educate mine personnel on best practices and making
them habits. • Include ALL personnel, not just those at the face as dust
in the intake air or from “out-by” sources can be significant and impact the face area.
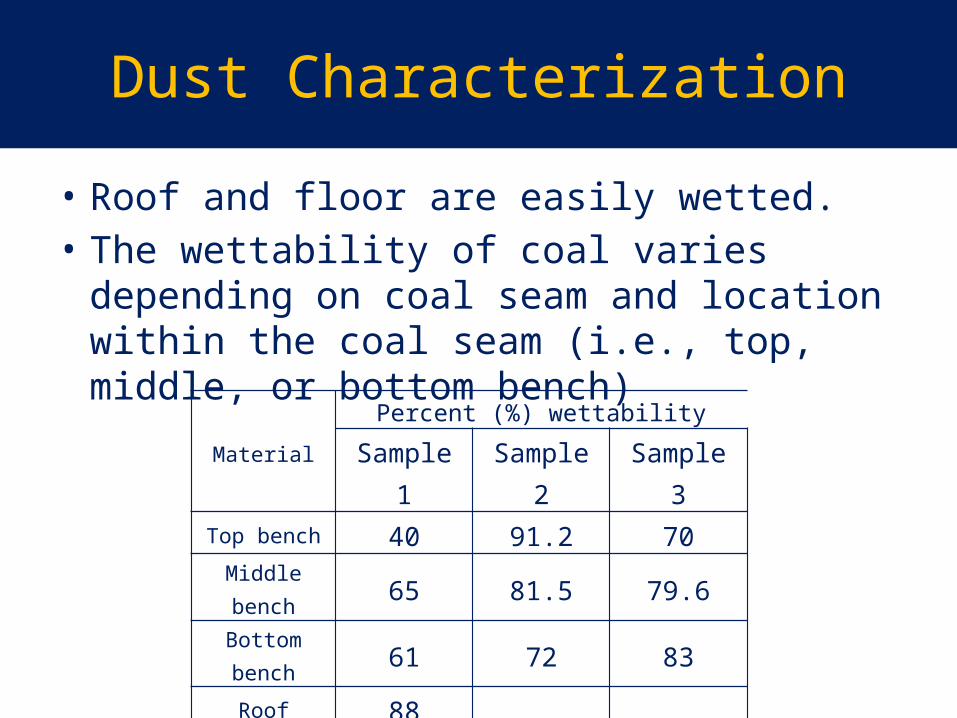
Dust Characterization
• Roof and floor are easily wetted.• The wettability of coal varies depending on
coal seam and location within the coal seam (i.e., top, middle, or bottom bench)
MaterialPercent (%) wettability
Sample 1 Sample 2 Sample 3Top bench 40 91.2 70
Middle bench 65 81.5 79.6Bottom bench 61 72 83
Roof 88 Floor 95
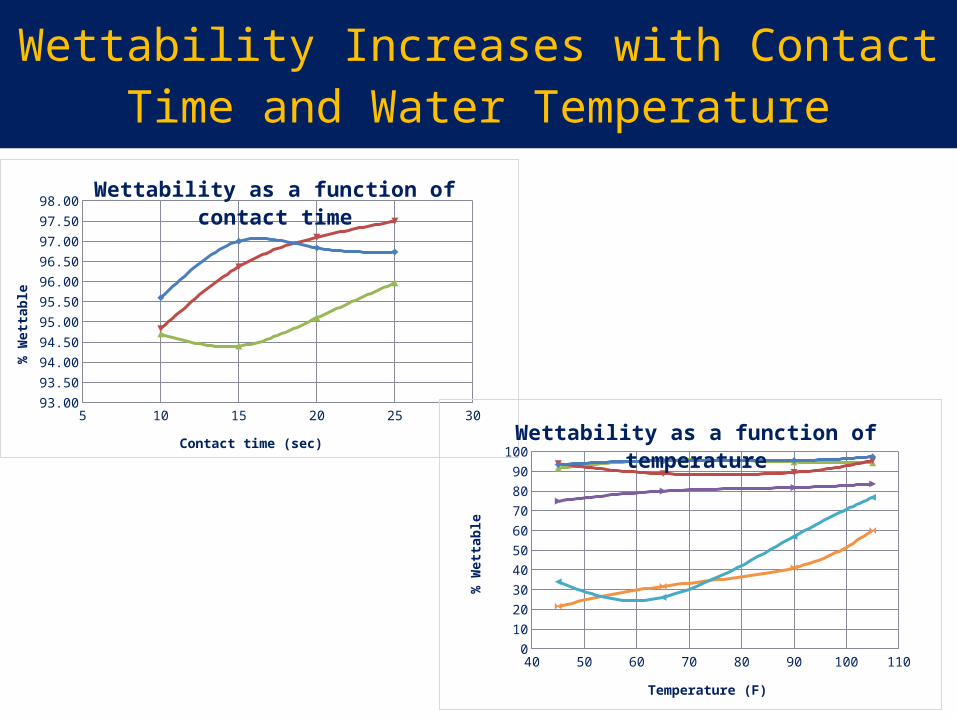
Wettability Increases with Contact Time and Water Temperature
5 10 15 20 25 3093.00
93.50
94.00
94.50
95.00
95.50
96.00
96.50
97.00
97.50
98.00Wettability as a function of contact time
Contact time (sec)
% W
etta
ble
40 50 60 70 80 90 100 1100
10
20
30
40
50
60
70
80
90
100
Wettability as a function of temperature
Temperature (F)
% W
etta
ble
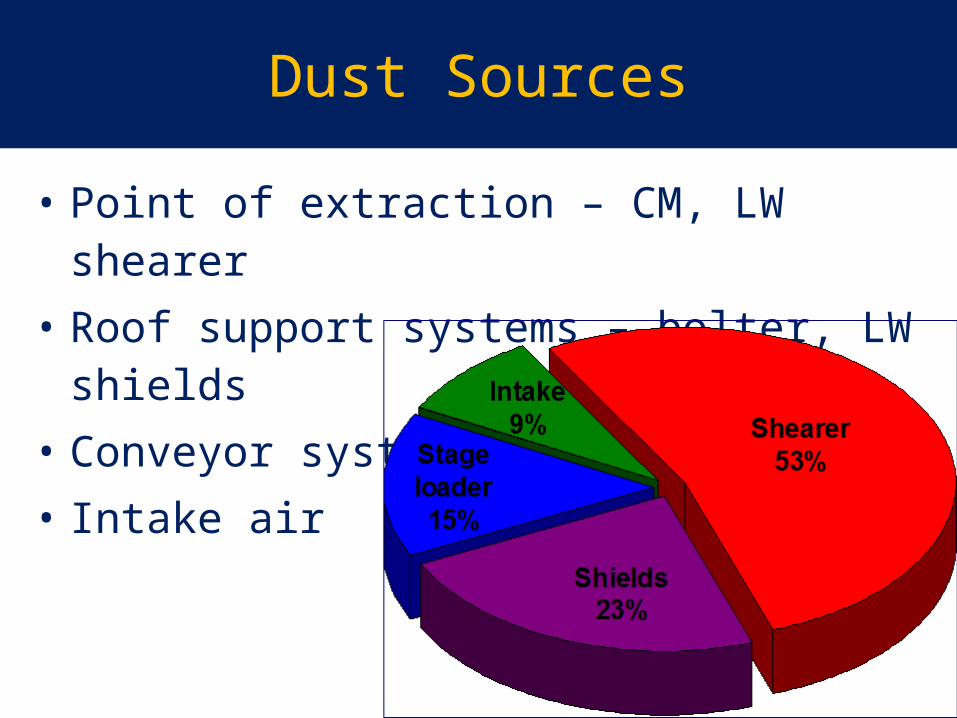
Dust Sources
• Point of extraction – CM, LW shearer• Roof support systems – bolter, LW shields• Conveyor systems• Intake air

Intake Dust – Higher that expected?!
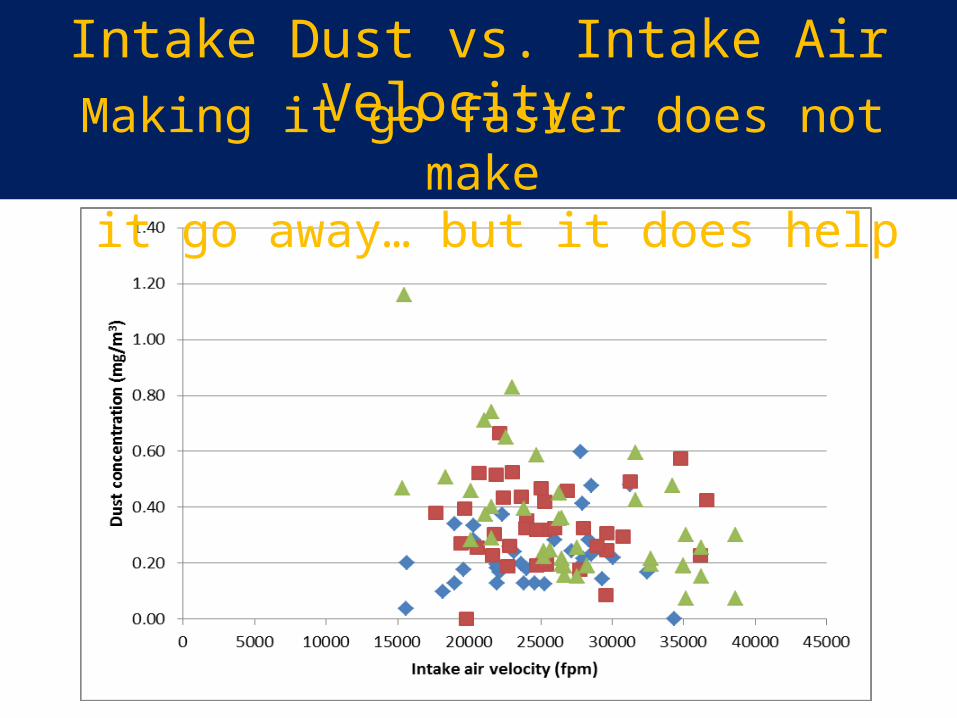
Intake Dust vs. Intake Air Velocity: Making it go faster does not make
it go away… but it does help

One Culprit in Intake Dust – Rock Dust?
About 25% of rock dust is < 10 micron (i.e, respirable range)

Water Sprays
• Maintain sprays - if its broke… fix it. – Partially blocked sprays create a stream or distorted cone,
which can be worse than no spray at all.
• Sprays must operate at the right pressure – Too much pressure may blow dust away – Too little pressure may not contain the dust.
• Research suggests pressure for hollow cone sprays should not exceed 90-100 psi

Ventilation – why it is important!
KEY PARAMETERS• Volume and velocity of air in LOXC.• Volume and velocity of air entering LC (in LOXC)
and exiting LC (at face) LC – should be close.– LC properly installed – no gaps.
• Length of LC – effects volume.• Scrubber air volume/capacity.– Good balance between
scrubber and LC volumes.
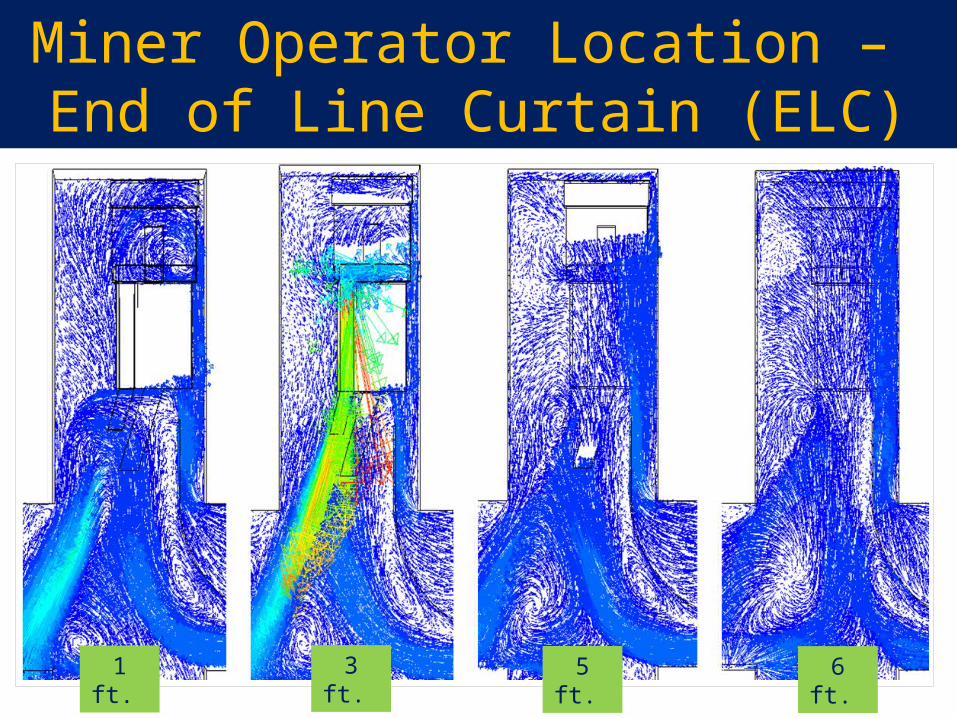
Miner Operator Location – End of Line Curtain (ELC)
1 ft. 5 ft. 3 ft. 6 ft.

Miner Operator Location – End of Line Curtain (ELC)

Difference Between CMO Standing versus Sitting/Kneeling
Line curtain
Higher mg/m3
Lower mg/m3
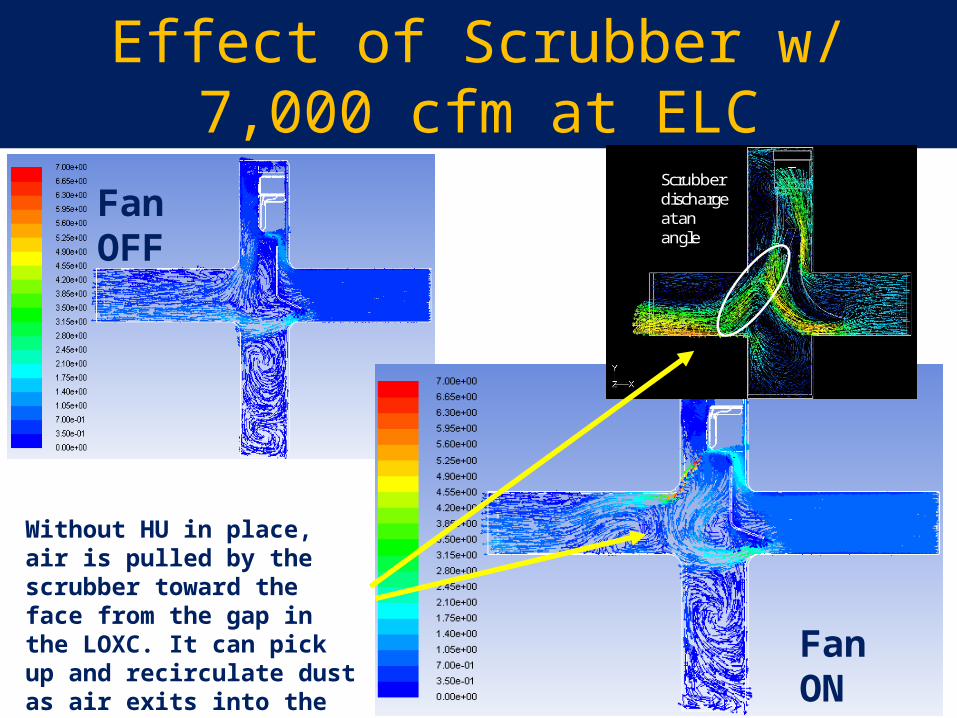
Effect of Scrubber w/ 7,000 cfm at ELC
Without HU in place, air is pulled by the scrubber toward the face from the gap in the LOXC. It can pick up and recirculate dust as air exits into the return XC/entry.
Scrubber discharge at an angle
Fan OFF
Fan ON

Effect of Scrubber on ELC Air Volume
• Length of LC greatly effects air volume reaching the end of the LC when the scrubber is running.
• Data from more than 200 cuts have been used to compare end of LC air volumes with scrubber off and on. Results:– LC <10 ft = 7.5% increase– LC >10 ft but <40 ft = 18.7% increase– LC >40 ft but <75 ft = 29% increase– LC > 90 ft = 80% increase
• These increases typically cause significant recirculation of dust since some of the additional air enters through gaps at the roof, floor, and overlaps that are inby the LOXC.

How long does it take for the scrubber to pull in all the air contained in a 40 foot cut?
• Scrubber intake = 7500cfm• Volume of air 40 feet from the face =
Entry height = 7 feet X Entry width = 19 feet X 40 feet = 5320 cubic feet of air5320/7500 = 42.5 seconds
Allowing the scrubber to run one minute after loading a car will significantly reduce dust in
the face area.

For Ram Car Operator…The Side They Are Located On When Traveling May Make a Difference
High dust concentrations
Lower dust concentration
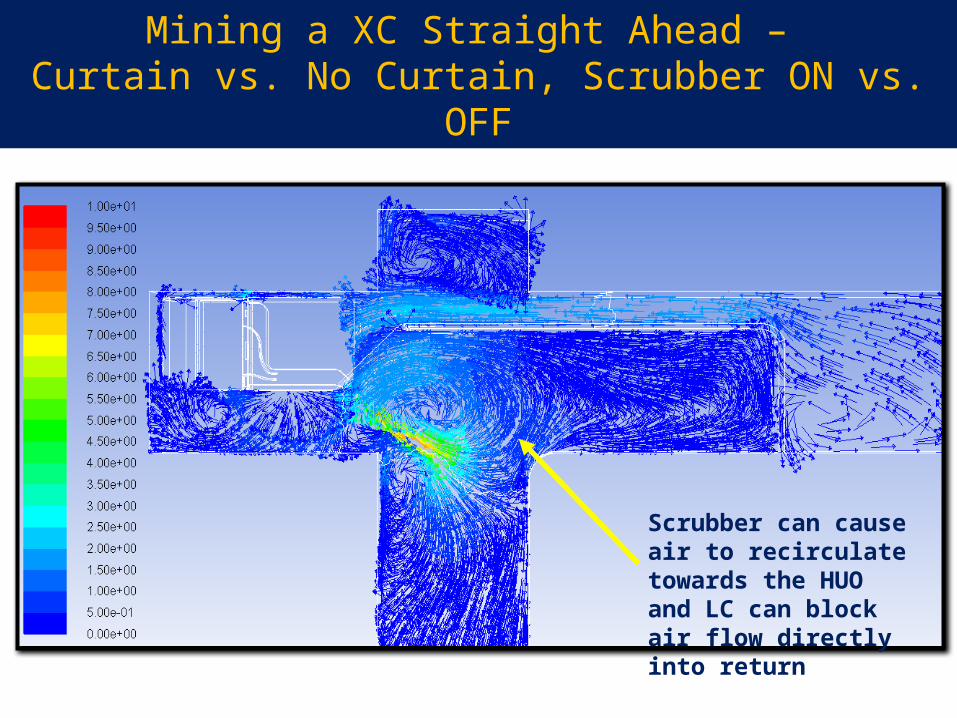
Mining a XC Straight Ahead – Curtain vs. No Curtain, Scrubber ON vs. OFF
Scrubber can cause air to recirculate towards the HUO and LC can block air flow directly into return
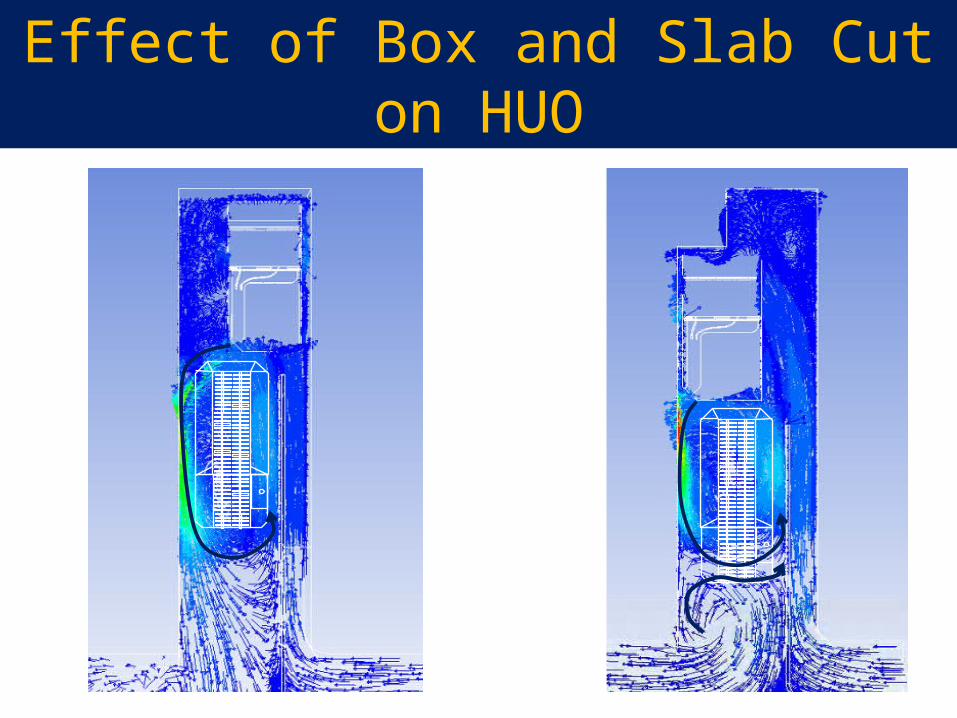
Effect of Box and Slab Cut on HUO
Topics covered during typicalDust Control Training Program
• Dust parameters during production shift:– Replace worn or broken cutting bits– Scrubber – working properly, clean filter screen and screen
cleaning spray/s operating – Adequate air at end of line curtain and CMO positioned
properly– Clean filters on roof bolter and maintain seals of dust collection
boxes – Empty roof bolter dust boxes at face, not in LOXC– Proper placement of dust pump cyclone on person being
sampled– Keep haulage roads damp
QUESTIONS?