economic benefits of compressor analysis
TRANSCRIPT
IntroductionLarge-frame reciprocating compressors have been used
widely in oil and gas applications since the 1920s. As the large number of facilities utilizing this type of equipment has increased, so has the need for maximizing operation-al reliability while minimizing maintenance expenditures. Compressor analysis is a critical tool that provides a health condition assessment, ensures efficient and safe operation, accurately measures machinery performance, and provides a measurable economic benefit for the operator.
This paper investigates excessive fuel consumption of compressor drivers caused by common compressor faults. Pressure versus volume (PV) analysis techniques will iden-tify deficiencies, quantify fault severity, and will be used to estimate the resulting excessive fuel consumption. Empirical fuel measurements of the drivers are analyzed before and after the fault correction and are used to calculate immediate economic savings from repairs. Performance and capacity improvements are also analyzed, providing a complete eco-nomic picture of maintenance and operational payback.
BackgroundReciprocating compressor analysis has been in use for
many years, growing from the oscilloscope-based analyz-ers to modern digital portable and online systems. These tools have allowed analysts to evaluate compressor health, accurately measure performance and provide protection against potential catastrophic failures. However, the eco-nomic benefit of compressor analysis and condition-based maintenance is often difficult to quantify or is not utilized.
The measure of in-cylinder dynamic pressure versus crank angle provides the cornerstone of compressor anal-ysis. Often denoted as pressure versus time (PT), these curves can be converted into a pressure versus swept volume (PV) plot. By comparing actual versus theoretical PV plots, leakage within the compressor cylinder can be identified, including suction/discharge valves, rings, and packing. These leakages are often confirmed and fur-
ther distinguished by vibration, ultrasonic and tempera-ture readings, as well as numeric data derived from the pressure readings, such as flow balance and leak index. Pressure data are used to calculate compressor perfor-mance parameters, such as horsepower consumed, gas throughput, flow and efficiency. Finally, pressure and vi-bration data play a critical role in identifying potential fail-ure modes, including rod overload, lack of rod reversal, and crosshead looseness.
A leak within a compressor cylinder often results in the recirculation of gas. For example, if a discharge valve is leak-ing during the suction event, gas, which has already been compressed to discharge pressure, will leak back into the cylinder while it is at a lower pressure. Recompressing the same gas results in less throughput and additional power re-quirements. The amount of throughput or flow can be accu-rately calculated by thermodynamic analysis of the cylinder PV parameters. The additional cost to recompress the gas can be estimated by examining the ratio of gas moving into the cylinder versus the amount of gas leaving the cylinder (flow balance), and multiplying the percentage of this loss by the horsepower cost for the cylinder to compress gas. The resultant is termed “recirculation loss,” an estimate of the economic value of the cost of the leak, often expressed in $/day or $/year of compressor operation.
While the recirculation loss can provide an estimate of the cost of cylinder leakage, to measure the actual cost, power consumption measurements are necessary. Since many high-speed compressors are driven by natural gas engines, measuring fuel flow and multiplying by fuel cost can calculate power consumption. The result is expressed in $/day. When that number is divided by the actual com-pressed gas flow, the cost per flow or $/MMscfd is deter-mined. By calculating this value for a compressor with a known valve leak and then again after the valve is repaired, the actual fuel savings are the difference.
In addition to excessive fuel requirements, compressor faults often result in loss of throughput. If a compressor is incapable of providing its rated throughput capacity and that capacity is required (to be available for sale or because it lim-its a larger production process), this loss of flow can directly result in significant economic losses. For example, a natural gas producer may be able to sell gas for US$3.50/MMBtu. Assuming a heating value of 1024 Btu/scf (38,153 kJ/m3),
2016 EDITION 201 WWW.CTSSNET.NET CTSS
TECH BRIEF
Economic Benefits Of Compressor Analysis > Improving gas flow through a compressor maximizes
value and revenueBY EDWARD B. FLANAGAN, PE
Edward B. Flanagan, PE, is the general manager at Windrock Inc. His area of expertise is systems analysis and design, analog and digital design, instrumentation and controls, and the application of instrumentation for machinery health and control.
201603CSE305.indd 1 2/5/16 9:47 AM

2016 EDITION 202 WWW.CTSSNET.NET CTSS
that provides potential revenue of US$3580/MMscfd or US$1,308,000/MMscf/yr. If by repairing a known compres-sor fault, the producer is able to flow an extra 1.0 MMscfd (0.028 x 106 sm3/d), the resulting sale of the gas is worth US$1.3 million per year.
The following two examples illustrate use of compressor analysis to identify faulty conditions and determine the eco-nomic benefits of the repairs (Figure 1). Case 1 is based on analysis of the Figure 1 compressor and Case 2b is based on analysis of the Figure 9 compressor.
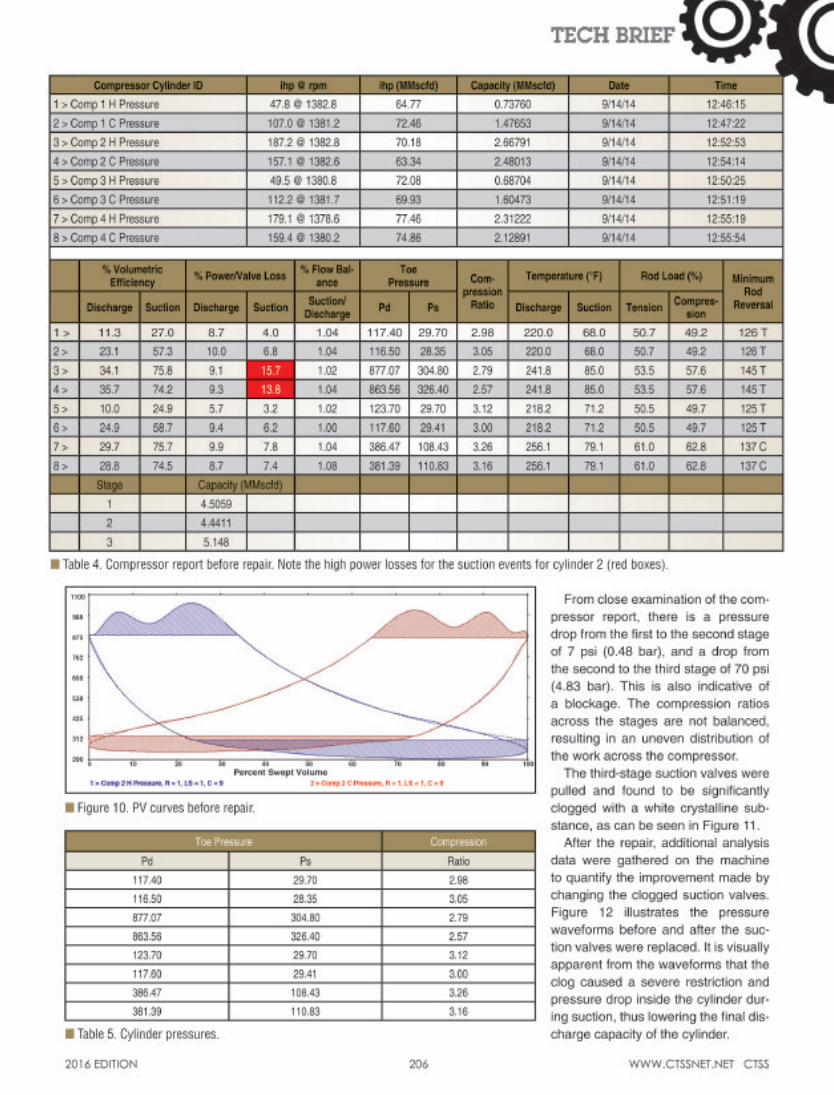
Analysis of the compressor showed significant discharge
valve leak on cylinder 4 (stage 2), illustrated by the PV curves in Figure 2. The head-end pressure trace (solid blue curve) does not follow the theoretical curve (dashed blue line). With the measured pressure coming up to discharge pressure too quickly and back down to suction pressure too slowly, a classic discharge leak pattern is identified. Figure 3 confirms the leak with ultrasonic measurements. As indi-cated, the ultrasonic measurements should be quiet (thin line) during the head-end suction event. The excess noise in this area is indicative of a discharge valve leak. Also note in Figure 2 that the automated Leak Index tool also identi-fies the discharge leak.
The calculated performance parameters also confirm a discharge valve leak with a low flow balance (below 0.95) as shown in Table 1. The low flow balance indicates that more gas is flowing into the cylinder than is leaving the cyl-inder over the course of each stroke.
The leaking discharge valve in the cylinder 4 head end is allowing discharge gas to recirculate back into the cylin-der during the suction stroke. The poor efficiency in stage 2 caused stage 1 cylinders to perform a higher share of the work for compressing the gas. Because of this imbalance, cylinders 1 and 3 are dangerously close to rod overload and have caused a significant vibration knock in the crosshead when the piston changes from tension to compression. The overload can be seen numerically in Table 1 and graphi-
TECH BRIEF
n Figure 1. Case 1: discharge valve leakage. The unit is a Cater-pillar 3608 engine driving an Ariel JGD-4 three-stage compressor with a Windrock 6320/AP compressor analyzer. The application for Case 1 is natural gas gathering.
n Figure 2. Cylinder 4 PV with leaking discharge valve(s)(top).
n Figure 3. Cylinder 4 PT and ultrasonic traces confirming leaking discharge valves (bottom).
201603CSE305.indd 2 2/5/16 9:50 AM