effects of porosity and slag former
TRANSCRIPT

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 1/10
Instructions for use
TitleEffects of Porosity and Slag Former Amount on Rate of Heating-up Reduction of Self-fluxed Pellet
Author(s) Vahdati khaki, Jalil; Kashiwaya, Yoshiaki; Ishii, Kuniyoshi
Citation北 海 道 大 學 工 學 部 研 究 報 告 =Bulletin of the Faculty of Engineering, Hokkaido University, 162: 273-281
Issue Date 1993-01-29
Doc URL http://hdl.handle.net/2115/42331
Right
Type bulletin (article)
AdditionalInformation
Hokkaido University Collection of Scholarly and Academic Papers : HUSCAP

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 2/10
北海道大学工学部研究報岱
第162号(平成4年)
Bulletin of the Factilty of Engineering
I’lokkaido University, No. !62 (1992)
Effects of Porosity aRd Slag Former Amount on Rate of
Heating−up Reduction of Self−fluxed Pellet.
Jalil VAHDATI lg−IAKI, Yoshiaki KAsHlwAyA
and KuniyoshHSHII
(Received September !8, 1992)
Abstract
Six kinds of self−fluxed pellets were used in heatingunup reduction experiments. lt was
fo岨d that the reducibility of pellet increased wlth the increase of porosity, increase of CaO/
SiO2, and decrease of slag former amount. Starting temperature of slag flowing−out
decreased with increase of slag former amount and sintering temperature and increased with
the increase of porosity. If the original characteristics of pellets (porosity, sintering temper−
ature and slag fonner ainount) are known, then starting temperature of siag flowingunottt can
be calculated under certain experimental conditions. lt was also found that the shrinkage
was controlled by the reduction rate at high temperature over !00eOC.
i● 至二簸{⊃rodLucもio簸
In regard with blast furnace operation, the reducibility of iron ore is an important
parameter which influences its efficiency and operating processes. On the other hand, the
reduction of iron ore is affected by a lot of factors related to its chemical composition,
physical properties, and micro structural aspects.
Many investigations have recently been made to reveal the factors influencing the
reduction of iron ore. Some of these factors related to chemical compositioR of iron ore,
which included SiO2 contentirm5), CaO content”3’ 6>, /lVlgO content3一“・ ff>, A120.3 content2・7−8), and
potassium content3’9一’2>. Effects of sulphur content in the reducing gasi3m”4), and particle size
of iron orei5> have also been studied.
In this study, heating−up reduction under load experiments were carried out tising six
kinds of se,lf−fluxed pellets and CO/N2 mixture as reducing gas. The effects of porosity,
sintering temperature, slag former amount (sum of weight percent of CaO, SiO2, A1203, and
MgO), and basicity (CaO/SiO2) on reducibility of pellet and its behaviour in high temperature
region were studied.
2. Method an〔嚢如醗a重eit’ia澄s
A scheine of experimental apparatus used in this study is shown in Fig. 1. The furnace
used was a vertical one equipped with six SiC heating e}einents and an alumina reaction tube
金属工学科 金属工学第工講座

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 3/10
274 ∫alil VAHI)ATI KHAKI, Yoshiakl KASIHWAYA and Kuniyoshi ISHI工
lnfrared Gas 真隠lyS巳r
〈=
}ial Gauge
/
T, C,
Pressure
Tra葺s虹er
seR Co葭Puter
)t13’ss Fie’s” Centrellei
Fig.1 A scheme of experimental apparatus.
pressure transducer, wet gas volumeter,
and infrared gas analysers were sampled
by a micro computer.
Fig.2 shows a scheme of graphite cru−
cible in which six pellets of almost same
size (11.2−!1.5 mm in diameter) were placed
on the top of coke layers supported by two
graphite side plates. A coke plate (20×10
mm) was trimmed off and placed on the top
of pellet column for uniform loading.
Thus, the pellets were surrounded by car−
bonaceous materials. The uniform flow
of reducing gas was also made possible
(42 mm 1. D. and 100e mm L.) and controlled by a SCR power regulator. Taking Xmray
pictures and also recording of video tape of samples’ were made in the course of reduction
experiment using X−ray system. The reducing gas was prepared by mixing each component
gas whose flow rate was precisely controlled by the thermal mass flow controller (]v3[FC).
CO and CO2 contents of the outlet gas were analysed using the respective infrared gas
analysers. The total flow rate of outlet gas was measured by a wet gas volumeter. A
constant load of 1 kgf/cm2 which adjusted by steel balls was applied on the samples in all
experiments. The expansion and shrinkage of the samples was detected by an electrical dial
gauge as the displacement of a silica rod setting to the top of sample bed. The pressure drop
between the inlet and outlet gas was also continuously measured using a pressure transducer.
All data from thermocouples, dial gauge, . te diiatomterT
雛.撫
.懸難轡
Side plate
A−A+ 一e.
ge
A
r
.it ()u;ll−lz i一{.Hl
一.
S..t一
./一一 ?lunslor foi’ i{):id
sgd一一 Coke
繋
繊
難
////11
一’
S3, mpie
Coke
Crucible(Graphite)
O.D.=36mm
互.D.=23㎜
H =?Gmm
}{oider
Themocouple
Fig. 2 Graphite crucible assembly.
7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 4/10
Effects of Porosity and Slag Former Amount on Rate of
Heating−up Reduction of Self”fluxed Pellet. 275
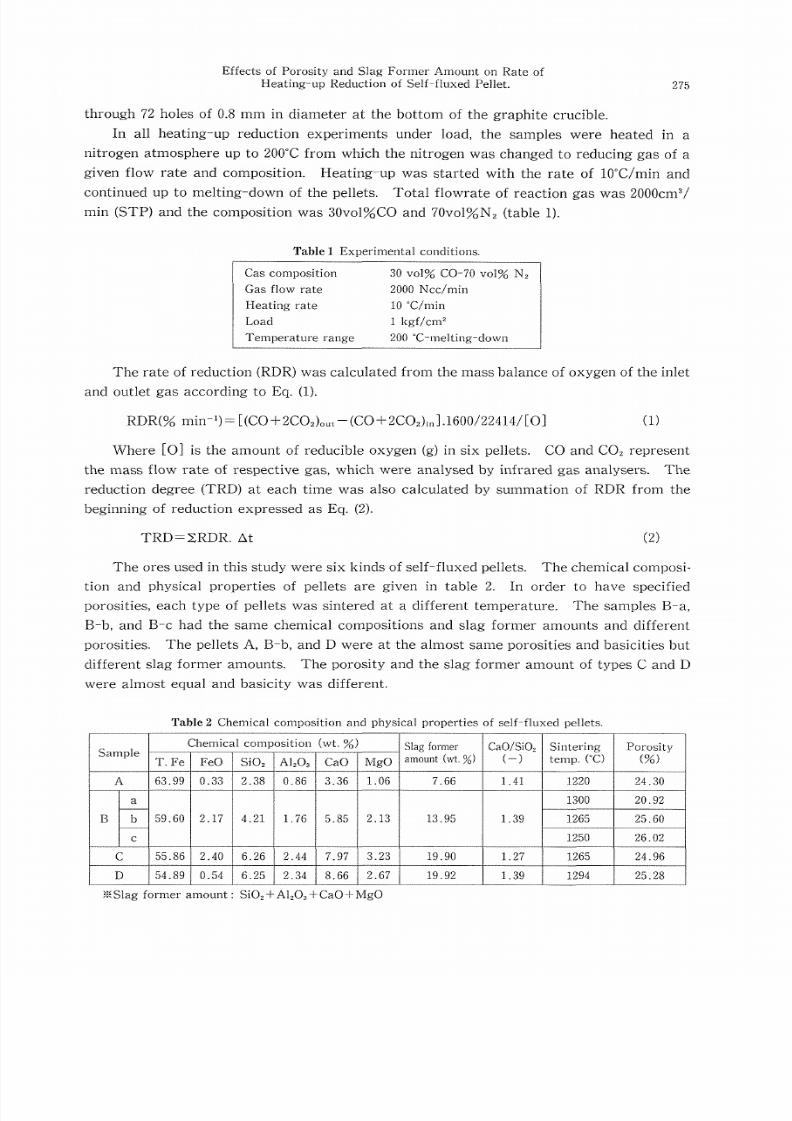
through 72 holes of e.8 mm in diameter at the bottom of the graphite crucible.
In all heatingmtip reduction experiments under load, the samples were heated in a
nitrogen atmosphere up to 20eeC from which the nitrogen was changed to reducing gas of a
given flow rate and compositioR. Heating−up was started with the rate of 10eC/min and
continued up to meltingmdown of the pellets. Total flowrate of reaction gas was 200ecrr}3/
miR (STP) and the composition was 30volO/eCO and 70volO/oN2 (table 1).
Table 1 Experimental conditions,
Cas composition
Gas flow rate
Heating rate
Load
Temperature range
30 volO/. CO−70 vol%o N2
2eOO Ncc/min
lo eC/min
1 1〈gf/cm2
200 OC−meltingrrdown
The rate of reduction (RDR) was calculated from the mass balance of oxygen of the inlet
and outlet gas according to Eq. (1).
RDR(% min−i) =[(CO十2CO,),.,一(CO÷2CO2)i.].160e/22414/[O] (1)
Where [O] is the amount of reducible oxygen (g) in six pellets. CO and CO2 represent
the mass flow rate of respective gas, which were analysed by infrared gas analysers. The
reduction degree (TRD) at each time was also calculated by summation of RDR from the
beginning of reduction expressed as Eq. (2).
TRD==2RDR. At (2)The ores used in this study were six kinds of self−fluxed pellets. The chemical composi−
tion and physical properties of pellets are given in table 2. ln order to have specified
porosities, each type of pellets was sintered at a different temperature. The samples B−a,
B−b, and Brmc had the same chemical compositions and slag fomaer amounts and different
porosities. The pellets A, B−b, and D were at the almost same porosities and basicities but
different slag former amounts. The porosity and the slag former amount ef types C and D
were almost equal and basicity was different.
Table 2 Chemical composition and physical properties of selfrmfluxed pellets.
Chemical composition(wむ%)Sample
T.Fe FeO Sio2 A1203 CaO MgOS}ag fom三er
≠高盾浮獅煤iwt,%)
CaO/Sio,
@ (一)
Sintering
狽?mP.(℃)
Porosity@ (%)
A 63.99 0.33 2.38 0.86 3.36 1.06 7.66 1.41 1220 24.30
a 1300 20.92
B b 59.60 2.17 4.21 1.76 5.85 2.13 !3.95 L39 1265 25.60
C 1250 26.02
C 55.86 2.40 6.26 2.44 7.97 3.23 !9.90 1.27 1265 24.96
D 54.89 0.54 6.25 2.34 8.66 2.67 19.92 1.39 1294 25.28
X・NSIag former amount : SiO2十A1203−YCaOH−MgO

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 5/10
276 JaliユVAHDATI KHAK至, Yoshiaki KAsHIWAYA and Kuniyoshi IsHII
3.聡esu夏ts&翻discscss璽OR
Reduction rate (RDR) of pellet was calculated in the course of heating−up reduction by
oxygen balance based on flow rates of CO and CO2 of inlet and outlet. The reduction degree
(TRD) was also calculated at each time by summation of RDR fronn’the beginning of
reduction. The curves of reduction degree (TRD) of all six kinds of pellets are plotted
agaiiist temperature and shown in Fig. 3. Generally, whole reduction process may roughly
be classified into two regions of
a) gasrmsolid reaction period in low temperatures and
b) gasmsolidrmliquid reaction period in high temperature.
10e
§一 8e
の£
留6008
;3409
8ar 20
A
e20e
一一@B−a
一一一一@B−b
一一@B−c
ee−ee b
D
づ.老≦s
.ノ1
/ /一一t’/’
/ ..≒シ/
,づ”〃八
一ze
L
4eg 6go soo l ooo 12ge 14ee 16soTeraperature (”c}
Fig. 3 Reduction curves of six kinds of pellets.
The region (a) is less than leeOOC and the slope of curve(or the rate of reduction) increases
continuously. Then the region (b) is a part above 100e“C and the slope of TRD curve
gradually decreases, which is caused from the closing of pore by formation of liquid slag
inside the pellet.
In the first region (a), the reducibility of pellets can be compared among different kinds
of pellets. ln comparison with Brma, Brmb, and B−c, which are of the same chemical composi−
tion and different porosity, the reducibility of pellet increases with increasing of porosity.
Sample B−a of the lowest porosity has the lowest reducibility in all studied pellets. Compar−
ing pellets A, Brmb, and D, which are almost of the same porosity and basicity and different
slag former amount, sample A of the lowest slag former amount and the highest hematite
content has the highest reducibility among the all six kinds of pellets. Pellets C and D have
the same slag former amouRt and porosity and different basicity (CaO/SiO2). From TRD
curves of these two kinds of samples, basicity also shows a positive effect on reducibility of
pellet, when the basicity increases frorn 1.27 in pellet C to 1.39 in pellet D.
IR high temperature region 〈b), there is a reduction retardatien period in all cases at the
beginning of the region, which is related to sintering of metallic shell at the surface and

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 6/10
Effects of Porosity and Slag Former Amount on Rate of
Heating−up Reduction of Self−fluxed Pellet. 277
formation of melt inside the pellet. The reduction retardation period is followed by consid−
erable rising of reductioR degree and pressure drop due to start of smelting reductien after
flowingrmout of inolten FeO−slag. lt has been reported that the beginniRg of the cohesive
zoRe iR blast furnace wottld be due to this flowing−out phenomenon.
Starting teniperature of reductioR retardation and srneltiiig reduction and also beginning
of melting−dowll of pellet, which deter面ne its high temperature properties, depend on its
original characteristics and will be discussed later.
一10
0
10
2G 設) 30
ωan 40c5
ML
=Qり
5C
60
79
80
ge
lOO
㎜㎜s㎜㎜T㎜一一一}一丁 一丁一 Fn…T”「一7「一
A
rm’rm@B−a
一一一一一 @B−b
ww@一 B−c
−i−te b
一一一一@D
ヘ セ へ
、態,
慧.・
\\、\
t’K”こ.、、、\
\〉急、
\黙\
800 900 1ooo “ee 1200 1300Temperature {’C)
1400 1500
Fig. 4 Variations of shrinkage of pellets during heating−up.
Fig.4 shows the diagrams of shrinkage of the bed of pellets in the course of heating−up
reduction at a heating rate of 10“C/Riin for all six kinds of pellets. An initial sHght
expansion of samples was observed, which turned to the shrinkage as the heating−up ancl
reduction proceeded. There was an abrupt shrinkage before 1200 eC due to formation of
molten slag within the pellets. ln the other
words, shrinkage was fast during reduction
retardation period. Flowing−out of molten
primary slag from about 1300 “C, at the end of
recluceion retardation period, was ac−
companied by slow shrinking of the samples.
Finally, another abrupt shrinkage was obser−
ved over 1400 OC because of melting−down of
metallic iron. Comparing the shrinkage dia−
grams of samples B−a, B−b, and Bmc, the
temperature at which coRtraction of the bed
starts decreases by increase of porosity. lt
is noticeable that higher porosity of pellet led
to higher reduction degree. lt is also found
from Fig. 3 that higher porosity results in
翼)
ω
㎝
工⊂
£ω
一10
o
10
2e
30
40
so
60
70
80
90
1ee
9
TTrr’rT’un一一一丁 T U.門…1
AX一一・m
@B−a ’ w.
一一L一一曽 a−b
一一@B−c。’唇’。
一一一一一一一一 @D
x
ltNl
N
ヤ、
黙
ll・
}ll
ムい
弐い
ll
・様 \\も
\きミ≧\\・
\.一㌔『一蛍 \
\墨\
\1\・、さ
ご \、’
s
Fig. ro
20 40 6e so looReduct i on degr’ee (Z)
Shrinl〈age vs reduction degree of pellets.

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 7/10
278 Jalil VAHDATI KHAKI, Yoshiaki KAsHlwAYA and Kuniyoshi ISHII
lower shrinkage starting temperature. From these facts, it is considered that the reduction
degree is one of the shrinkage controlling factors at high temperature region. That is more
clear in Fig. 5 in which shrinl〈age of samples is plotted against TRD. ln the first abrupt
shrinkage region, the slope of the curves is almost the same, that is, the ratio of shrinkage
rate to reduction rate is almost same. So in that temperature region, over 100e eC, it is
considered that the shrinkage is controlled by reduction process.
Above mentioned high temperature (over 1000 “C) properties of pellet can be classified
into four characteristic temperatures as follows :
1) temperature at which shrinl〈age starts (expansion changes to shrinkage)
2) temperature at which formation of melt starts
3) startiltg temperature of flowing−out of molten slag
4) starting temperature of melting−down of metallic iron
Siag for国er &皿ounし [%]
ア 11 15 19
i400FA{ F o.Oo a Lo O .o
oco
三
日
竃畿
E一
1350
1300
1250
t200
60 70 eD SO IDO
oo
o
o
oo o
og
Primar.v sEag
melting temp.
oo
35 45 55 65 75
1150
鷲oo
{loc
Oo oO
o
35 4e 45 5g 55
tooo
900
sgo
o
尋
o
o S
Shriiikage start temp.o
e
o
o o
o
o
e
20 22 24 26Porosity [%]
o
o
o o
o
20 24 2g 32 36 f 290 t 23e 1260 f 290 t 320
TRD [X] Sintering temp, [“C]
Fig.6 Effects of slag former amount, sintering temperature, porosity, and TRD on hightemperature properties.
Fig. 6 shows the effects of porosity, slag former amount, sintering temperature, and
reduction degree (TR9) on these high temperature properties of pellet. Based on Fi.cr. 3 and
Fig. 6, the melting temperature of primary slag is affected by reduction degree which is
related to porosity and slag former amount. Samples A and Brma of the highest and lowest
reducibility had the lowest and the highest melting temperature of primary slag, respectively.
The total reduction degrees at this temperature were the highest (52.20/o) and the lowest 〈350/o)
among all six 1〈inds of pellets for A and B−a, respectiveiy. This temperature also increases
by increase of the temperature at which the sample was sintered during preparation process.
The temperature at which flowingmout of slag occurs depends on porosity, slag former

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 8/10
Effects of Porosity and Slag Former Amount on Rate of
Heating”up Reduction of Selfrmfluxed PeHet. 279
amount, sintering temperature and reducibility of pellet. This temperature increases with
the iRcrease of porosity and decreases by increasing of slag former amount aRd sintering
temperature. Because, the pellet of higher porosity has more capacity for holdiRg of molten
slag and larger pores keeps the molten slag from flowing−out at lower temperature.Moreover, the thicker metallic shell at the surface of pellet, in the case of higher reducibility
due to higher porosity, resists against flowing−out of molten slag and causes to an increase
of this temperature. Therefore at a constant heating rate and composition of reducing gas,
starting temperature of slag flowing−out may be considered as a function of porosity, slag
former amount and sintering temperature. The amount of smelting reduction decreases
with increase of starting temperature of slag flowing−out (Tf) and increase of reducibility of
pellet (Fig.3) which is desirable in blast furnace operation. ln pellet A of the highest
reducibility and the highest Tf, only 380/o of reducible oxygen was removed through smelting
reduction. While, in pellet B−a, of the lowest reducibility and the lowest Tf, 660/o of
reducible oxygen was reduced in smelting reduction process.
From these results, it was found that the starting temperature of slag flowing−out Tf is
a function of slag former amouRt SFA, sintering temperature Ts and porosity E. Using a
multip王e regression analysis method, Eq.3was found for calculation of Tf(starting tempera−
ture of slag flowingrmout).
T,==f(SFA, Ts, E)
T, =:i 一!31.3(SFA) 一〇.362(Ts) 十 287.2(E)十 !699.6 (3)
Where:
Variab/es
Tr : starting temperature of slag flow−out (OC)
SFA: slag former amount in pellet (一)
SFA =:: (O/o SiO2 十 %CaO十 O/o A1203 十 O/o ]vlgO)/100
Ts : sintering temperature of pellet (“C)
E : initial porosity of pellet (一)
Conditions
Reducing gas : N2−30volO/oCO
CaO/SiO2 of pellet: !.4 (一)
Heating rate : 10 (OC/min)
Tf is recalculated form Eq. 3 and compared with experimental data in Fig. 7 for all six
kinds of pellet. There is a good agreement betxrvreen calculation and experiment. ln order
to check the accuracy of this model, experimental results of previous studies performed by
other researchers were compared with calculation from present model in table 3. ln those
studies, the experimental conditions and CaO/SiO2 of pellet were the same as present work.

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 9/10
28e Jalil VAI−IDATI 1〈1−IAKI, Yoshiaki KASHIWAYA and Kuniyoshi ls}m
o
旺
mppoE
o
鮎anの
Qり
1350
1330
t31e
12SO
1270
o Exper i ment data
A Calculation
愈
125G
12gO 1230 1260 12SO 1320
Sin七eザing 七emρ. (。C)
Fig. 7 Comparison between experiment data and model caicuiation.
Table 3 Comparison between previous studies and model
caiculation of Tr.
Prev{OUs work Exper{n}elltai data CalCulatlO鳶da之a
KOndo e之aい /308DC 1314.2。C
Takahashi** 1312.C 1302.4’C
* S, Kondo, K. lshii, and Y. Kashiwaya
” lxiT. Takahashi : private communication
4. CO蟄C亘US蓋0互蓋
Reducibility of iron ore and its high temperature behaviour are affected by its original
characteristics and have aR iinportant influence on blast furnace operation. Using six kinds
of self−fluxed pellets, heating−up reduction experiments were performed. The relationships
between reducibility and high temperature properties of pellet were studied. Results
obtained are as follows :
(1) The reducibility of pellet was affected by its original characteristics and increased with
the increase of porosity and the decrease of slag former amouRt. Also in the case of
constant porosity and slag former amount, reducibility increased as the basicity increased
from 1.27 to 1.39.
(2) Starting temperature of slag flowing−out (Tf), which was related to capacity of pellet
for holding the melt, decreased with the increase of slag former amount and increased with
the increase of porosity. This temperature also decreased with increasing of sintering
temperature of pellet.
(3) Melting−down temperature of pellet increased with the increase of porosity.
(4) At high temperatures (over !0eO eC), shrinkage was controlled by reduction reaction.

7/29/2019 Effects of Porosity and Slag Former
http://slidepdf.com/reader/full/effects-of-porosity-and-slag-former 10/10
Effects of 1)orosity and Slag Former Amount on Rate of
I’leating−up Reduction of Se].f−fluxed Pellet. 281
(5) Startkig temperature of slag flowingrmout (Tf> could 1)e considered as a function of
perosity, slag former amotmt, and sintering teinperature. At certain experii:nental condi−
tions, this temperature for different 1〈inds of pellets ceuld be calculated from Eq. 3.
References
1 ) E. T. Turkdogan ancl J. V, Vinters : CANAI)IAN METALLURGICAL QUARTERLY, 1.2 (1973) No. 1, p,
9.
2) N.Shigematsti and 1’1.Iwai :一 Trans, ISIJ, 28 (1988), p. 206.
3) S. Geva, M. Farren, D. 1’1. St. john, and P. C. 1’layes: Metall. Trans. B, 21B Q990), p. 743.
4) N.Shigematsu and H.lwai: Trans. ISIJ, 25 (1985), p. 143.
5) A. A. El−Geassy: Trans. ISIJ, 25 (1985), p. 1036,
6) T. El Kasabgy and W”1〈. Lu: Metall. Trans. B, 11B (1.980), p,409..
7) U. F. Chinje and J, 1’1. E. Jeffes: lronmal〈ing and Steel mal〈ing, 16 (19. 89) Nio. 2, p. 90.
8) U. F. Chinje and J, 1’1. E. Jeffes: lronmaking and Stee} mal〈ing, 17 (1990) No. 5, p. 317.
9) M.Gougeon, B. Dupre, ancl C. Gleitzer: Metall, Trans. 13, 17B (1986), p. 6.57.
10) 」. Roederer, B. Bernard, and C, Gleitzer: Steel research, 58 (1987) NTo. 6, p, 247,
!l) 」. Roederer, F. Jeannot, B. Dttpre, and C. Gleitzer : Steel reseai’ch, 58 (1987) No. 6, p. 252.
12) H., Nakagawa and Y. Ono : Trans. ISIJ, 25 (!9. 85), p. 1021.
13) S. 1’layashi, Y. lguchi ancl 3. 1,lirao: ’i’rans. ISIJ, 26 (1986), p. 528.
14) D. 1’1, St. John, F. Nakiboglu, and P. C, 1’layes: Metall. Trans. B, 17 (1{86, p. 383’. ’
15) A. A, ElumGeassy and V. Rajakumar : Trans. ISIJ, 25 (1985), p. 1202.