end mill & drill series for micro · pdf filew s e 5 2017-7 epoch micro end mill, epoch...
TRANSCRIPT

New Produc t News No.605E-5 2017-7
Epoch Micro End Mill, Epoch Micro DrillOther end mill for micro machining
EMM(-TH), EMD-TH
End Mill & Drill Seriesfor Micro Machining
The diagrams and table data are examples of test results, and are not guaranteed values."Epoch" , “ ” and “ ” are registered trademarks of Mitsubishi Hitachi Tool Engineering, Ltd. in Japan.
2017-7(K)2006-4:FP
Attentions on Safety
2. Cautions regarding mounting(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in the collet chuck, etc.(2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause of the chattering.
4. Cautions regarding regrinding(1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool with one in good condition, or perform regrinding.(2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety cover over the work area and wear safety clothes such as safety
goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When performing regrinding or similar processing, be sure to handle the
processing in accordance with thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
1. Cautions regarding handling(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is dropped. Be particularly careful regarding contact with the tool flutes. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare hands.
3. Cautions during use(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.(2) The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted as
appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material.(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to
workers, fire, or eye damage from such flying pieces, a safety cover should be attached when work is performed and safety equipment such as safety goggles should be worn to create a safe environment for work.
(4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire prevention is necessary.
(5) Do not use the tool for any purpose other than that for which it is intended.
Official Web Site
Database for selection Cutting Tool Products 【TOOL SEARCH】
http://www.mmc-hitachitool.co.jp/e/Head OfficeHulic Ryogoku Bldg. 8F, 4-31-11, Ryogoku, Sumida-ku, Tokyo, Japan 130-0026International Sales Dept. : TEL +81-3-6890-5103 FAX +81-3-6890-5128
MMC Hitachi Tool Engineering Europe GmbHItterpark 12, 40724 Hilden,Germany. Tel +49-(0)2103-24820 Fax +49-(0)2103-248230
MITSUBISHI MATERIALS U.S.A. CORPORATIONDETROIT OFFICE Customer service41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A.Tel +1(248) 308-2620 Fax +1(248) 308-2627CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173 U.S.A. Tel +1(847) 252-6371 Fax +1(248) 308-2627
MMC Hitachi Tool Engineering(Shanghai),Ltd.11F, Chuang Xing Financial Center, 288 Nanjing RD (West) Shanghai, China 200003 Tel +86-(0)21-3366-3058 Fax +86-(0)21-3366-3050
MMC Hardmetal(Thailand)Co.,Ltd. HT-Division399 Interchange 21 Building, 20th Floor, Unit no. 2015, Sukhumvit 21 Asoke Road, Klongtoey Nua, Wattana, Bangkok 10110, Thailand Tel +66-(0)2-611-2520 Fax +66-(0)2-611-2521
Hitachi Metals (India) Pvt. Ltd.Plot No 94 & 95,Sector 8, IMT Manesar ,Gurgaon-122050 , Haryana, India Tel +91-124-4812315 Fax +91-124-2290015
Search Web
DISTRIBUTED BY:
Europe China
America Thailand
India
Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification. Printed in JAPAN
Printed using vegetable oil ink.
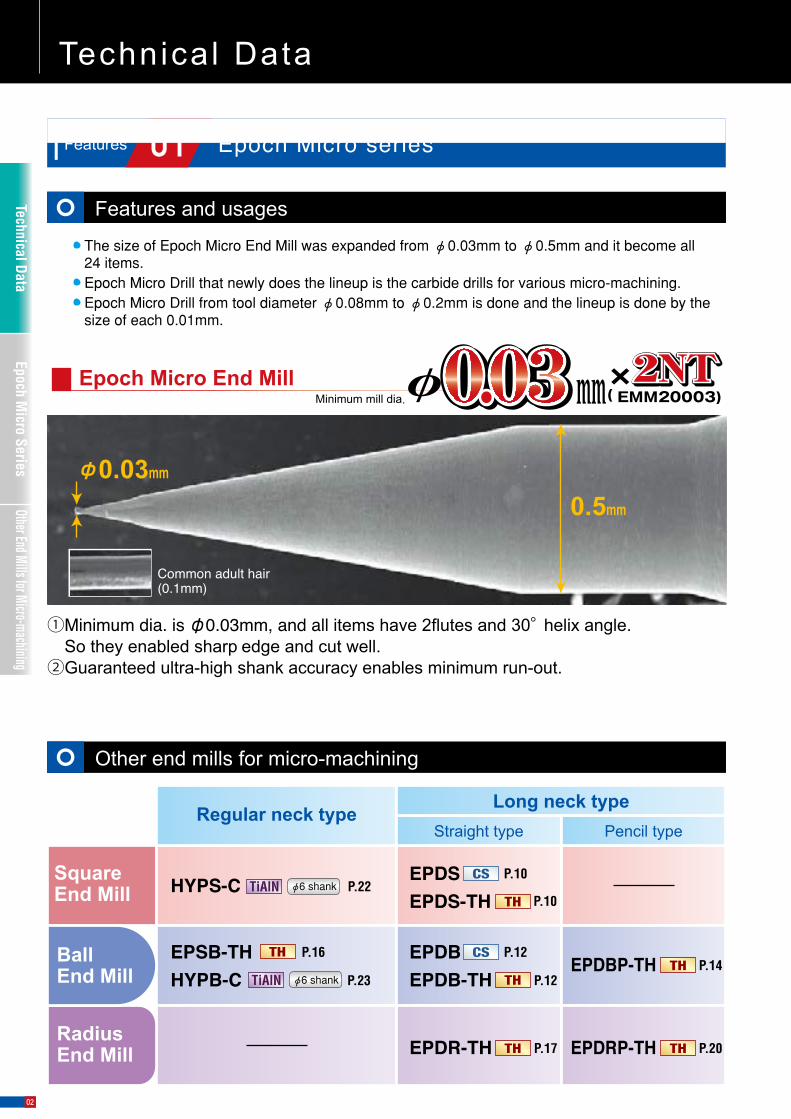
Epoch Micro End Mill
・The size of Epoch Micro End Mill was expanded from φ0.03mm to φ0.5mm and it become all 24 items.・Epoch Micro Drill that newly does the lineup is the carbide drills for various micro-machining.・Epoch Micro Drill from tool diameter φ0.08mm to φ0.2mm is done and the lineup is done by the size of each 0.01mm.
High accuracyshank
It doesn't mark the Shankpart at all.
The Shank edgeside is used.
It is very important to suppress the swinging of the tool for micro-machining.In micro-machining, a little swinging is connected with the damage of the tool. Then, the improvement of the shank accuracy is attempted by adopting the marking method on the shank edge sideas a new method of the display.And we guarantee that the shank roundness is under 0.2μm and the shank cylindrical profile is under 0.5μm.
SquareEnd Mill
BallEnd Mill
RadiusEnd Mill
HYPS-C
EPSB-THHYPB-C
EPDSEPDS-TH TH
CS
EPDBEPDB-TH TH
CS
EPDR-TH TH EPDRP-TH TH
EPDBP-TH THTH
TiAlN φ6 shank
TiAlN
Regular neck typeStraight type Pencil type
Long neck type
P.22
P.16
P.23
P.10
P.10
P.12
P.12P.14
P.20P.17
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0302
01Features Epoch Micro series 02 Micro-TH Coating for high-accuracy cutting
03 High accuracy shank standard
Features and usages
Other end mills for micro-machining
Technical Data
Common adult hair(0.1mm)
①Minimum dia. is φ0.03mm, and all items have 2flutes and 30° helix angle. So they enabled sharp edge and cut well.②Guaranteed ultra-high shank accuracy enables minimum run-out.
φ6 shank
Features
Features
・Micro-TH coating is super-smooth coating developed for micro-tool required higher accuracy.・Micro-TH coating realized higher performance even in micro-tool (under 0.1mm) due to less macro-particle.・The characteristic is the same of conventional TH coating. (Oxidizing temp. : 1100°C Layer hardness : 3600HV)
・ Comparison of coating surface conditions
・ Comparison of coating condition for φ0.03mm tool
Conventional
Conventional

Epoch Micro End Mill
・The size of Epoch Micro End Mill was expanded from φ0.03mm to φ0.5mm and it become all 24 items.・Epoch Micro Drill that newly does the lineup is the carbide drills for various micro-machining.・Epoch Micro Drill from tool diameter φ0.08mm to φ0.2mm is done and the lineup is done by the size of each 0.01mm.
High accuracyshank
It doesn't mark the Shankpart at all.
The Shank edgeside is used.
It is very important to suppress the swinging of the tool for micro-machining.In micro-machining, a little swinging is connected with the damage of the tool. Then, the improvement of the shank accuracy is attempted by adopting the marking method on the shank edge sideas a new method of the display.And we guarantee that the shank roundness is under 0.2μm and the shank cylindrical profile is under 0.5μm.
SquareEnd Mill
BallEnd Mill
RadiusEnd Mill
HYPS-C
EPSB-THHYPB-C
EPDSEPDS-TH TH
CS
EPDBEPDB-TH TH
CS
EPDR-TH TH EPDRP-TH TH
EPDBP-TH THTH
TiAlN φ6 shank
TiAlN
Regular neck typeStraight type Pencil type
Long neck type
P.22
P.16
P.23
P.10
P.10
P.12
P.12P.14
P.20P.17
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0302
01Features Epoch Micro series 02 Micro-TH Coating for high-accuracy cutting
03 High accuracy shank standard
Features and usages
Other end mills for micro-machining
Technical Data
Common adult hair(0.1mm)
①Minimum dia. is φ0.03mm, and all items have 2flutes and 30° helix angle. So they enabled sharp edge and cut well.②Guaranteed ultra-high shank accuracy enables minimum run-out.
φ6 shank
Features
Features
・Micro-TH coating is super-smooth coating developed for micro-tool required higher accuracy.・Micro-TH coating realized higher performance even in micro-tool (under 0.1mm) due to less macro-particle.・The characteristic is the same of conventional TH coating. (Oxidizing temp. : 1100°C Layer hardness : 3600HV)
・ Comparison of coating surface conditions
・ Comparison of coating condition for φ0.03mm tool
Conventional
Conventional

■ Work material:Copper tungsten (Cu-W) , Tool Size:φ0.04×2NT
Cutting conditions Cutting conditions
Cutting conditions
Carving height0.25mm
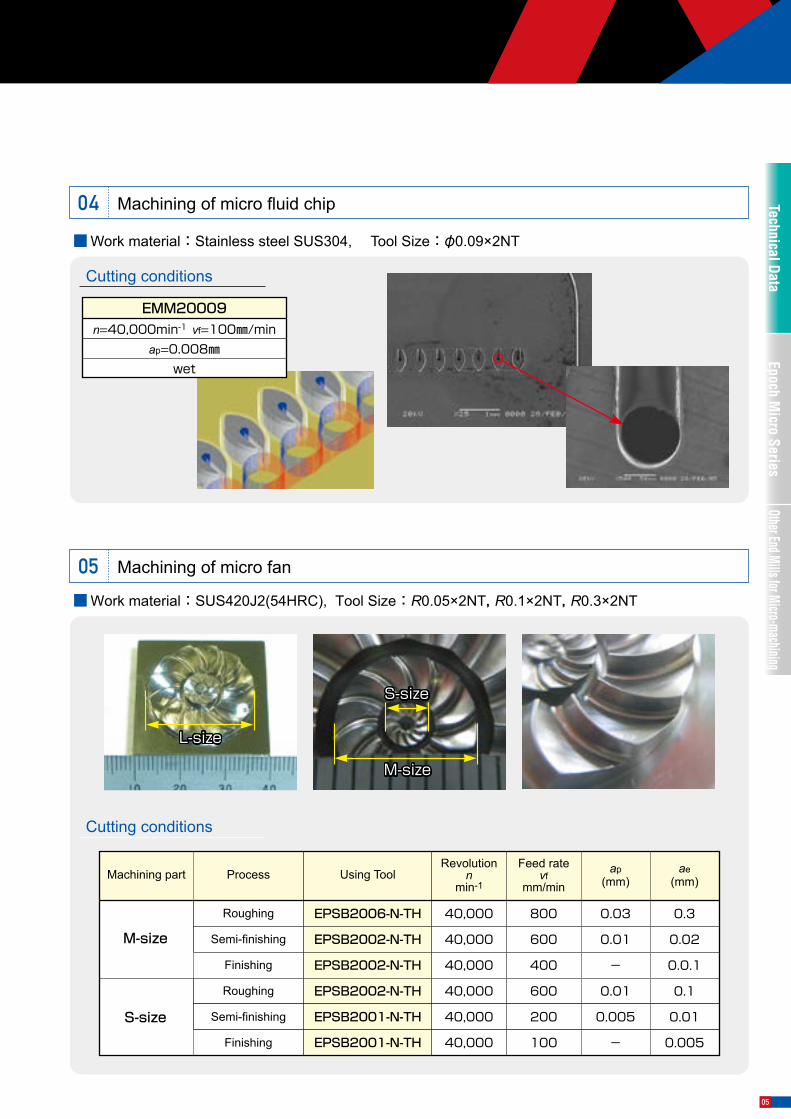
■ Work material:Stainless steel SUS304, Tool Size:φ0.09×2NT
■ Work material:SUS420J2(54HRC), Tool Size:R0.05×2NT, R0.1×2NT, R0.3×2NT
■ Work material:Powder high speed steel HAP72(70HRC) , Tool Size:R0.1×2NT
Cutting conditions
Cutting conditions
ap=0.01㎜ae=0.05㎜
n=40,000min-1, vf=200㎜/min
mist
ap=0.005㎜ae=0.01㎜
■ Work material:Pre-hardened steel (40HRC), Tool Size:R0.05×2NT, Under neck:0.3mm
Epoch Deep Ball Conventional Ball End Mill
EPSB2002-H-TH EPSB2001-H-TH
Roughing Finishing
EMM20004
n=50,000min-1
vf=200㎜/min
ap=0.004㎜
mist
EMM20009
ap=0.008㎜
wet
EPDB2001-0.3-TH
n=40,000min-1
vf=180㎜/min
ae=0.008㎜
wet
ap=0.004㎜
n=40,000min-1 vf=100㎜/min
M-size
S-size
EPSB2006-N-TH
EPSB2002-N-TH
EPSB2002-N-TH
EPSB2002-N-TH
EPSB2001-N-TH
EPSB2001-N-TH
40,000
40,000
40,000
40,000
40,000
40,000
800
600
400
600
200
100
0.03
0.01
-
0.01
0.005
-
0.3
0.02
0.0.1
0.1
0.01
0.005
L-size
M-size
S-sizeS-size
M-size
L-size
Machining part Process
Roughing
Semi-finishing
Finishing
Roughing
Semi-finishing
Finishing
Using ToolRevolution
nmin-1
Feed ratevf
mm/minap
(mm)ae
(mm)
L-sizeL-size
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0504
Field data
Micro carving01 Machining of micro fluid chip04
Machining of micro fan05
Direct machining of Sintered High-speed Tool Steel02
Finishing of micro lens03
Technical Data
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
■ Work material:Copper tungsten (Cu-W) , Tool Size:φ0.04×2NT
Cutting conditions Cutting conditions
Cutting conditions
Carving height0.25mm
■ Work material:Stainless steel SUS304, Tool Size:φ0.09×2NT
■ Work material:SUS420J2(54HRC), Tool Size:R0.05×2NT, R0.1×2NT, R0.3×2NT
■ Work material:Powder high speed steel HAP72(70HRC) , Tool Size:R0.1×2NT
Cutting conditions
Cutting conditions
ap=0.01㎜ae=0.05㎜
n=40,000min-1, vf=200㎜/min
mist
ap=0.005㎜ae=0.01㎜
■ Work material:Pre-hardened steel (40HRC), Tool Size:R0.05×2NT, Under neck:0.3mm
Epoch Deep Ball Conventional Ball End Mill
EPSB2002-H-TH EPSB2001-H-TH
Roughing Finishing
EMM20004
n=50,000min-1
vf=200㎜/min
ap=0.004㎜
mist
EMM20009
ap=0.008㎜
wet
EPDB2001-0.3-TH
n=40,000min-1
vf=180㎜/min
ae=0.008㎜
wet
ap=0.004㎜
n=40,000min-1 vf=100㎜/min
M-size
S-size
EPSB2006-N-TH
EPSB2002-N-TH
EPSB2002-N-TH
EPSB2002-N-TH
EPSB2001-N-TH
EPSB2001-N-TH
40,000
40,000
40,000
40,000
40,000
40,000
800
600
400
600
200
100
0.03
0.01
-
0.01
0.005
-
0.3
0.02
0.0.1
0.1
0.01
0.005
L-size
M-size
S-sizeS-size
M-size
L-size
Machining part Process
Roughing
Semi-finishing
Finishing
Roughing
Semi-finishing
Finishing
Using ToolRevolution
nmin-1
Feed ratevf
mm/minap
(mm)ae
(mm)
L-sizeL-size
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0504
Field data
Micro carving01 Machining of micro fluid chip04
Machining of micro fan05
Direct machining of Sintered High-speed Tool Steel02
Finishing of micro lens03
Technical Data
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
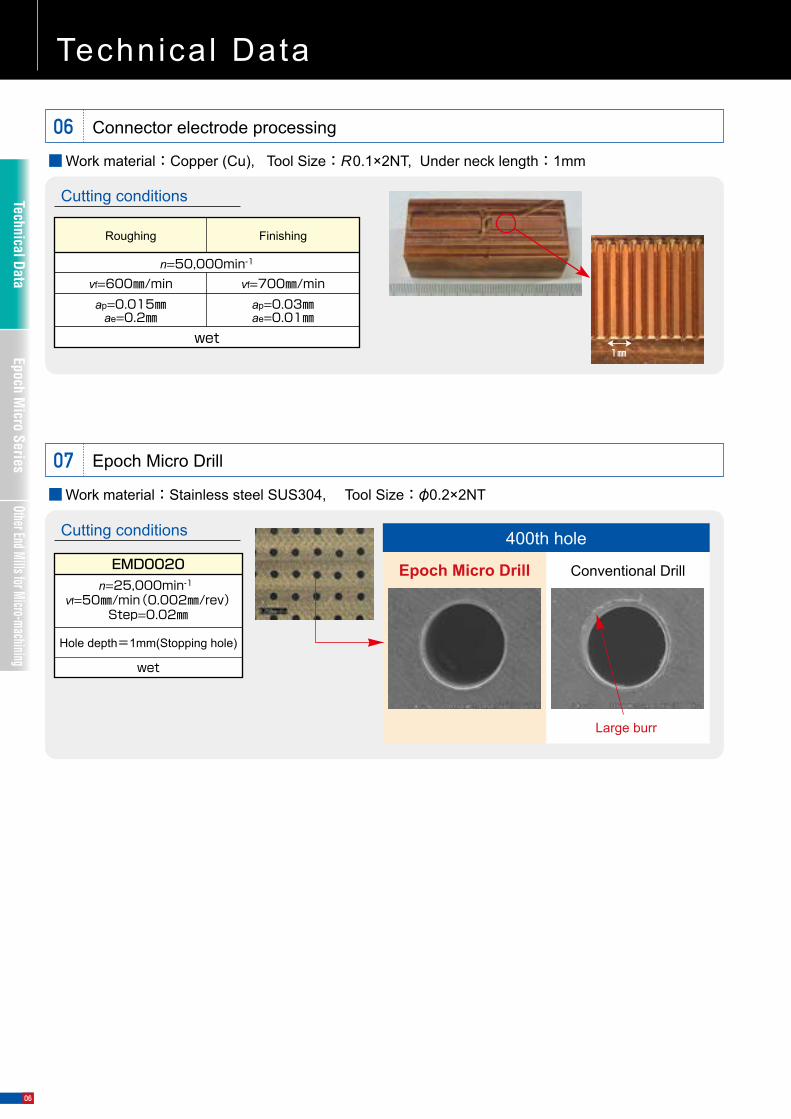
■Work material:Copper (Cu), Tool Size:R0.1×2NT, Under neck length:1mm
Cutting conditions
Cutting conditions
■Work material:Stainless steel SUS304, Tool Size:φ0.2×2NT
Epoch Micro Drill Conventional Drill
ap=0.015㎜ae=0.2㎜
n=50,000min-1
wet
ap=0.03㎜ae=0.01㎜
vf=600㎜/min vf=700㎜/min
Roughing Finishing
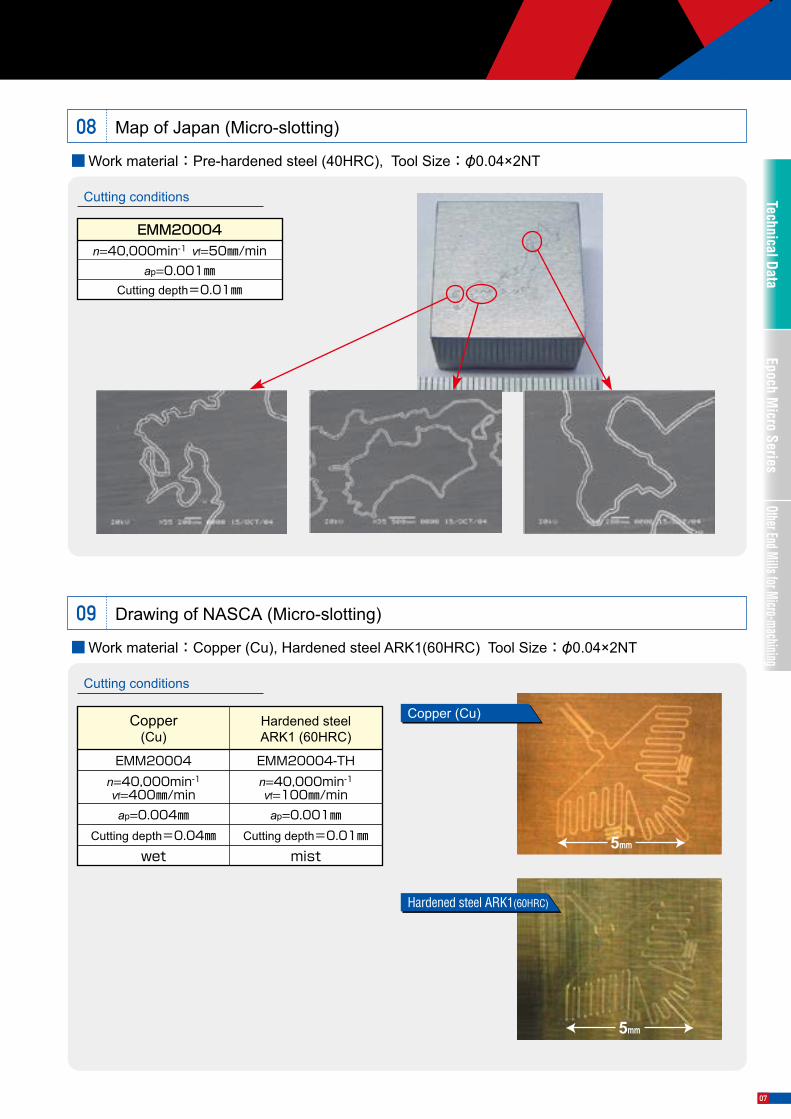
■Work material:Pre-hardened steel (40HRC), Tool Size:φ0.04×2NT
Cutting conditions
Cutting conditions
ap=0.004㎜
wet mist
ap=0.001㎜
n=40,000min-1
vf=400㎜/minn=40,000min-1
vf=100㎜/min
EMM20004 EMM20004-TH
Cutting depth=0.04㎜ Cutting depth=0.01㎜
Copper(Cu)
Hardened steelARK1 (60HRC)
EMM20004
n=40,000min-1 vf=50㎜/min
ap=0.001㎜
Cutting depth=0.01㎜
EMD0020
n=25,000min-1
vf=50㎜/min(0.002㎜/rev)Step=0.02㎜
Hole depth=1mm(Stopping hole)
wet
■Work material:Copper (Cu), Hardened steel ARK1(60HRC) Tool Size:φ0.04×2NT
Copper (Cu)
Hardened steel ARK1(60HRC)
1㎜
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
400th hole
Large burr
0706
Connector electrode processing06 Map of Japan (Micro-slotting)08
Drawing of NASCA (Micro-slotting)09
Epoch Micro Drill07
Technical Data
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
■Work material:Copper (Cu), Tool Size:R0.1×2NT, Under neck length:1mm
Cutting conditions
Cutting conditions
■Work material:Stainless steel SUS304, Tool Size:φ0.2×2NT
Epoch Micro Drill Conventional Drill
ap=0.015㎜ae=0.2㎜
n=50,000min-1
wet
ap=0.03㎜ae=0.01㎜
vf=600㎜/min vf=700㎜/min
Roughing Finishing
■Work material:Pre-hardened steel (40HRC), Tool Size:φ0.04×2NT
Cutting conditions
Cutting conditions
ap=0.004㎜
wet mist
ap=0.001㎜
n=40,000min-1
vf=400㎜/minn=40,000min-1
vf=100㎜/min
EMM20004 EMM20004-TH
Cutting depth=0.04㎜ Cutting depth=0.01㎜
Copper(Cu)
Hardened steelARK1 (60HRC)
EMM20004
n=40,000min-1 vf=50㎜/min
ap=0.001㎜
Cutting depth=0.01㎜
EMD0020
n=25,000min-1
vf=50㎜/min(0.002㎜/rev)Step=0.02㎜
Hole depth=1mm(Stopping hole)
wet
■Work material:Copper (Cu), Hardened steel ARK1(60HRC) Tool Size:φ0.04×2NT
Copper (Cu)
Hardened steel ARK1(60HRC)
1㎜
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
400th hole
Large burr
0706
Connector electrode processing06 Map of Japan (Micro-slotting)08
Drawing of NASCA (Micro-slotting)09
Epoch Micro Drill07
Technical Data
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

EMM200 (-TH) (Total 24 items) 0-0.004
EMD00 -TH (Total 13 items)
Item code NoteStock Tool dia.Dc
Flute lengthR
Overall lengthL
Shank dia.Ds
Size(mm)
EMD0008-THEMD0009-THEMD0010-THEMD0011-THEMD0012-THEMD0013-THEMD0014-THEMD0015-THEMD0016-THEMD0017-THEMD0018-THEMD0019-THEMD0020-TH
□□□□□□□□□□□□□
0.080.090.10.110.120.130.140.150.160.170.180.190.2
0.80.91.01.11.21.31.41.51.61.71.81.92.0
37373737373737373737373737
3333333333333
□:Stocked by specified distributor. Contact with our sales department.
Micro-TH
Micro-TH
ap
Dc
L
φDc φDs
R
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on dia.: 0-0.005
●The cutting rubbish is smoothly exhausted by adopting the Micro-TH coating.●The long-lived machining is possible from the resin, nonferrous metals, and stainless steels to the alloy steel.
D1Tool Dia.
DcDc
Tolerance on Dia.
Tolerance on dia. :Right table
Dc Ds
0908
Square End Mills Carbide Micro Drill
Epoch Micro End Mill Epoch Micro Drill
Recommended cutting conditions EMM EMM-TH
Recommended cutting conditions EMD-THRecommended
range
Workmaterial
Tool Dia. Dc(mm)
Revolution nmin-1
Feed rate v fmm/min
1Aluminum alloys
Non-Ferrous, Resins
2Mild steel material,Staineless Steels
3Pre-Hardened Steels,
Hardened Steels(35HRC~)
Non-Coating TH-Coating
Revolution nmin-1
Feed rate v fmm/min
Revolution nmin-1
Feed rate v fmm/min
Depth of cut ap (mm) ap≦0.1Dc ap≦0.05Dc ap≦0.05Dc
0.03, 0.04 0.05, 0.06 0.07, 0.08 0.09, 0.1
0.2 0.3 0.4 0.5
50,00050,00050,00050,00050,00050,00050,00050,000
3805206608009401,0801,2201,360
50,00050,00050,00050,00050,00050,00050,00050,000
190260330400470540610680
50,00050,00050,00050,00050,00050,00050,00050,000
130170220270310360410450
【Note】1. Use the appropriate coolant for the work material and machining shape.2. These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. 3. If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.4. Please use slotting only. This is not recommended for side milling.
Tool dia.Dc
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Mild Steels, Carbon Steels(~200HB)
SS、SC
Alloy Steels
(~30HRC)SCM
Stainless Steels
SUS
Cast Iron
FC、FCD
0.08 ~0.2
10,000~30,000
0.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc
【Selection of cutting conditions】* These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. * Please select the cutting conditions with a feed rate of 1% of the tool diameter as a general criteria.* These cutting conditions are based on using water-soluble cutting lubricant (diluted 10 to 20 times).* When mounting a tool, use a collet without scratches or stains.* Adjust the conditions as necessary according to the workpiece storage conditions and machine conditions.* If the maximum revolution rate of the machine being used does not reach the rate stated in the standard cutting conditions, use the machine at its maximum revolution rate.
EMM20003EMM20004EMM20005EMM20006EMM20007EMM20008EMM20009EMM20010EMM20020EMM20030EMM20040EMM20050
EMM20003-THEMM20004-THEMM20005-THEMM20006-THEMM20007-THEMM20008-THEMM20009-THEMM20010-THEMM20020-THEMM20030-THEMM20040-THEMM20050-TH
●●●●
●
●●●●●
●●●●
●
●●●●●
0.030.040.050.060.070.080.090.10.20.30.40.5
0.0450.060.0750.090.1050.120.1350.150.30.450.60.75
0.50.50.50.50.50.50.50.50.6250.750.8751
404040404040404040404040
444444444444
Neckdia.D1
Tooldia.Dc
Non coating
Item code Item codeStock
TH coatingShank
dia.Ds
Overalllength
L
FlutelengthR
Size (mm)
●:Stocked Items. No Mark : Manufactured upon request only.
(mm)
Epoch Micro Ser ies
Stock
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

EMM200 (-TH) (Total 24 items) 0-0.004
EMD00 -TH (Total 13 items)
Item code NoteStock Tool dia.Dc
Flute lengthR
Overall lengthL
Shank dia.Ds
Size(mm)
EMD0008-THEMD0009-THEMD0010-THEMD0011-THEMD0012-THEMD0013-THEMD0014-THEMD0015-THEMD0016-THEMD0017-THEMD0018-THEMD0019-THEMD0020-TH
□□□□□□□□□□□□□
0.080.090.10.110.120.130.140.150.160.170.180.190.2
0.80.91.01.11.21.31.41.51.61.71.81.92.0
37373737373737373737373737
3333333333333
□:Stocked by specified distributor. Contact with our sales department.
Micro-TH
Micro-TH
ap
Dc
L
φDc φDs
R
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on dia.: 0-0.005
●The cutting rubbish is smoothly exhausted by adopting the Micro-TH coating.●The long-lived machining is possible from the resin, nonferrous metals, and stainless steels to the alloy steel.
D1Tool Dia.
DcDc
Tolerance on Dia.
Tolerance on dia. :Right table
Dc Ds
0908
Square End Mills Carbide Micro Drill
Epoch Micro End Mill Epoch Micro Drill
Recommended cutting conditions EMM EMM-TH
Recommended cutting conditions EMD-THRecommended
range
Workmaterial
Tool Dia. Dc(mm)
Revolution nmin-1
Feed rate v fmm/min
1Aluminum alloys
Non-Ferrous, Resins
2Mild steel material,Staineless Steels
3Pre-Hardened Steels,
Hardened Steels(35HRC~)
Non-Coating TH-Coating
Revolution nmin-1
Feed rate v fmm/min
Revolution nmin-1
Feed rate v fmm/min
Depth of cut ap (mm) ap≦0.1Dc ap≦0.05Dc ap≦0.05Dc
0.03, 0.04 0.05, 0.06 0.07, 0.08 0.09, 0.1
0.2 0.3 0.4 0.5
50,00050,00050,00050,00050,00050,00050,00050,000
3805206608009401,0801,2201,360
50,00050,00050,00050,00050,00050,00050,00050,000
190260330400470540610680
50,00050,00050,00050,00050,00050,00050,00050,000
130170220270310360410450
【Note】1. Use the appropriate coolant for the work material and machining shape.2. These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. 3. If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.4. Please use slotting only. This is not recommended for side milling.
Tool dia.Dc
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Revolutionn
min-1
Feed ratef
mm/rev
Step
(mm)
Mild Steels, Carbon Steels(~200HB)
SS、SC
Alloy Steels
(~30HRC)SCM
Stainless Steels
SUS
Cast Iron
FC、FCD
0.08 ~0.2
10,000~30,000
0.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc 10,000
~30,0000.0008~0.002 0.1Dc
【Selection of cutting conditions】* These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. * Please select the cutting conditions with a feed rate of 1% of the tool diameter as a general criteria.* These cutting conditions are based on using water-soluble cutting lubricant (diluted 10 to 20 times).* When mounting a tool, use a collet without scratches or stains.* Adjust the conditions as necessary according to the workpiece storage conditions and machine conditions.* If the maximum revolution rate of the machine being used does not reach the rate stated in the standard cutting conditions, use the machine at its maximum revolution rate.
EMM20003EMM20004EMM20005EMM20006EMM20007EMM20008EMM20009EMM20010EMM20020EMM20030EMM20040EMM20050
EMM20003-THEMM20004-THEMM20005-THEMM20006-THEMM20007-THEMM20008-THEMM20009-THEMM20010-THEMM20020-THEMM20030-THEMM20040-THEMM20050-TH
●●●●
●
●●●●●
●●●●
●
●●●●●
0.030.040.050.060.070.080.090.10.20.30.40.5
0.0450.060.0750.090.1050.120.1350.150.30.450.60.75
0.50.50.50.50.50.50.50.50.6250.750.8751
404040404040404040404040
444444444444
Neckdia.D1
Tooldia.Dc
Non coating
Item code Item codeStock
TH coatingShank
dia.Ds
Overalllength
L
FlutelengthR
Size (mm)
●:Stocked Items. No Mark : Manufactured upon request only.
(mm)
Epoch Micro Ser ies
Stock
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

EPDS200 - (-TH) (Total 58 items)
Helix Angle:30°
:
: 0 -0.007
When you want to order TH coated items from us, please add the suffix -TH at the end of the item code.
Square
※ The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
0-0.005
※ For details about the CS series, refer to work groups 1 - 4. For details about the TH series, refer to work groups 4 - 6.
Work material
Recommended range
Ratio to standard depth of cut
2 3 4Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Tool Dia.(mm)
Standarddepth of Cut
(mm)
Underneck
Length(mm)
0.1
0.2
0.3
0.4
0.5
0.30.510.511.511.522.5311.522.533.545611.522.534568
0.0060.0040.0030.020.0140.0080.0210.0210.0120.010.0080.040.0280.0280.0220.0160.0120.010.010.0060.050.050.0350.030.020.020.0130.0130.008
50,00050,00050,00050,00050,00048,60048,00048,00043,20043,20043,20038,40038,40038,40034,56034,56034,56034,56030,72030,72038,40038,40038,40034,56034,56034,56034,56030,72030,720
500500455708708630680680560560560847847847697697697697542542847847847697697697697542464
5Hardened Steels
(55~65HRC)
100% 90% 70% 50%
1Copper
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
50,00050,00050,00045,00045,00040,50040,00040,00036,00036,00036,00032,00032,00032,00028,80028,80028,80028,80025,60025,60032,00032,00032,00028,80028,80028,80028,80025,60025,600
500500455638638525567567467467467706706706581581581581452452706706706581581581581452387
6Hardened Steels
(45~55HRC)
45%
50,00050,00048,60040,50040,50036,45036,00036,00032,40032,40032,40028,80028,80028,80025,92025,92025,92025,92023,04023,04028,80028,80028,80025,92025,92025,92025,92023,04023,040
475475430574574472510510420420420635635635523523523523406406635635635523523523523406348
48,60048,60043,70038,25038,25034,42534,00034,00030,60030,60030,60027,20027,20027,20024,48024,48024,48024,48021,76021,76027,20027,20027,20024,48024,48024,48024,48021,76021,760
346346315403403362358358322322322446446446401401401401260260446446446401401401401260247
42,75042,75038,50033,75033,75030,37530,00030,00027,00027,00027,00024,00024,00024,00021,60021,60021,60021,60019,20019,20024,00024,00024,00021,60021,60021,60021,60019,20019,200
255255232301301271267267241241241333333333299299299299230230333333333299299299299230194
40,05040,05036,05031,50031,50028,35028,00028,00025,20025,20025,20022,40022,40022,40020,16020,16020,16020,16017,92017,92022,40022,40022,40020,16020,16020,16020,16017,92017,920
206206187242242218215215194194194268268268241241241241181181268268268241241241241181147
※
seriesseries
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Item Code Stock
Size(mm) The effective under-neck length for the various draft angles
EPDS2001-0.3EPDS2001-0.5EPDS2001-1EPDS2002-0.5EPDS2002-1EPDS2002-1.5EPDS2003-1EPDS2003-1.5EPDS2003-2EPDS2003-2.5EPDS2003-3EPDS2004-1EPDS2004-1.5EPDS2004-2EPDS2004-2.5EPDS2004-3EPDS2004-3.5EPDS2004-4EPDS2004-5EPDS2004-6EPDS2005-1EPDS2005-1.5EPDS2005-2EPDS2005-2.5EPDS2005-3EPDS2005-4EPDS2005-5EPDS2005-6EPDS2005-8EPDS2 -
Item Code
EPDS2001-0.3-THEPDS2001-0.5-THEPDS2001-1-THEPDS2002-0.5-THEPDS2002-1-THEPDS2002-1.5-THEPDS2003-1-THEPDS2003-1.5-THEPDS2003-2-THEPDS2003-2.5-THEPDS2003-3-THEPDS2004-1-THEPDS2004-1.5-THEPDS2004-2-THEPDS2004-2.5-THEPDS2004-3-THEPDS2004-3.5-THEPDS2004-4-THEPDS2004-5-THEPDS2004-6-THEPDS2005-1-THEPDS2005-1.5-THEPDS2005-2-THEPDS2005-2.5-THEPDS2005-3-THEPDS2005-4-THEPDS2005-5-THEPDS2005-6-THEPDS2005-8-THEPDS2 - -TH
0.1
0.2
0.3
0.4
0.5
※0.6~
0.150.150.150.30.30.30.450.450.450.450.450.60.60.60.60.60.60.60.60.60.750.750.750.750.750.750.750.750.75
0.080.080.080.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.47
0.3 0.5 1 0.5 1 1.5 1 1.5 2 2.5 3 1 1.5 2 2.5 3 3.5 4 5 6 1 1.5 2 2.5 3 4 5 6 8
4545455050505050505050505050505050505050505050505050505050
44444444444444444444444444444
1111010101010101010101010101010101010101010101010101010
0.460.671.201.211.782.341.782.342.893.443.991.782.342.893.443.994.545.086.177.241.782.342.893.443.995.086.177.249.38
0.490.711.251.381.992.591.992.593.183.764.341.992.593.183.764.344.915.486.607.721.992.593.183.764.345.486.607.729.93
0.530.761.331.722.403.052.403.053.694.314.922.403.053.694.314.925.526.127.308.472.403.053.694.314.926.127.308.4710.76
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
Stock
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
11.5811.3510.8111.310.7510.2510.7210.219.759.328.9310.6910.179.79.278.878.518.177.587.0610.6610.139.649.218.818.17.56.986.13
0.5° 1°0.510.741.291.552.202.832.202.833.444.054.642.202.833.444.054.645.235.826.978.122.202.833.444.054.645.826.978.1210.37
1.5° 2° 3°
CS Coating TH Coating
0.580.821.402.062.783.472.783.474.144.795.422.783.474.144.795.426.056.677.899.092.783.474.144.795.426.677.899.0911.45
□:Stocked by specified distributor. Contact with our sales department.
Tooldia.Dc
FlutelengthR
Neckdia.D1
Underneck
lengthR2
Overalllength
L
Shankdia.Ds
NeckR
Interferenceangleθκ(°)
φD
1
φD
c
φD
s
RR2
L
θκ
1110
Epoch Deep Square Recommended cutting conditions EPDS EPDS-TH
1. Use the appropriate coolant for the work material and machining shape.2. These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. 3. If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
Other end mills for micro-machining (under φ0.5)
Tolerance on diameter
Tolerance on shank
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

EPDS200 - (-TH) (Total 58 items)
Helix Angle:30°
:
: 0 -0.007
When you want to order TH coated items from us, please add the suffix -TH at the end of the item code.
Square
※ The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
0-0.005
※ For details about the CS series, refer to work groups 1 - 4. For details about the TH series, refer to work groups 4 - 6.
Work material
Recommended range
Ratio to standard depth of cut
2 3 4Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Tool Dia.(mm)
Standarddepth of Cut
(mm)
Underneck
Length(mm)
0.1
0.2
0.3
0.4
0.5
0.30.510.511.511.522.5311.522.533.545611.522.534568
0.0060.0040.0030.020.0140.0080.0210.0210.0120.010.0080.040.0280.0280.0220.0160.0120.010.010.0060.050.050.0350.030.020.020.0130.0130.008
50,00050,00050,00050,00050,00048,60048,00048,00043,20043,20043,20038,40038,40038,40034,56034,56034,56034,56030,72030,72038,40038,40038,40034,56034,56034,56034,56030,72030,720
500500455708708630680680560560560847847847697697697697542542847847847697697697697542464
5Hardened Steels
(55~65HRC)
100% 90% 70% 50%
1Copper
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
50,00050,00050,00045,00045,00040,50040,00040,00036,00036,00036,00032,00032,00032,00028,80028,80028,80028,80025,60025,60032,00032,00032,00028,80028,80028,80028,80025,60025,600
500500455638638525567567467467467706706706581581581581452452706706706581581581581452387
6Hardened Steels
(45~55HRC)
45%
50,00050,00048,60040,50040,50036,45036,00036,00032,40032,40032,40028,80028,80028,80025,92025,92025,92025,92023,04023,04028,80028,80028,80025,92025,92025,92025,92023,04023,040
475475430574574472510510420420420635635635523523523523406406635635635523523523523406348
48,60048,60043,70038,25038,25034,42534,00034,00030,60030,60030,60027,20027,20027,20024,48024,48024,48024,48021,76021,76027,20027,20027,20024,48024,48024,48024,48021,76021,760
346346315403403362358358322322322446446446401401401401260260446446446401401401401260247
42,75042,75038,50033,75033,75030,37530,00030,00027,00027,00027,00024,00024,00024,00021,60021,60021,60021,60019,20019,20024,00024,00024,00021,60021,60021,60021,60019,20019,200
255255232301301271267267241241241333333333299299299299230230333333333299299299299230194
40,05040,05036,05031,50031,50028,35028,00028,00025,20025,20025,20022,40022,40022,40020,16020,16020,16020,16017,92017,92022,40022,40022,40020,16020,16020,16020,16017,92017,920
206206187242242218215215194194194268268268241241241241181181268268268241241241241181147
※
seriesseries
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Item Code Stock
Size(mm) The effective under-neck length for the various draft angles
EPDS2001-0.3EPDS2001-0.5EPDS2001-1EPDS2002-0.5EPDS2002-1EPDS2002-1.5EPDS2003-1EPDS2003-1.5EPDS2003-2EPDS2003-2.5EPDS2003-3EPDS2004-1EPDS2004-1.5EPDS2004-2EPDS2004-2.5EPDS2004-3EPDS2004-3.5EPDS2004-4EPDS2004-5EPDS2004-6EPDS2005-1EPDS2005-1.5EPDS2005-2EPDS2005-2.5EPDS2005-3EPDS2005-4EPDS2005-5EPDS2005-6EPDS2005-8EPDS2 -
Item Code
EPDS2001-0.3-THEPDS2001-0.5-THEPDS2001-1-THEPDS2002-0.5-THEPDS2002-1-THEPDS2002-1.5-THEPDS2003-1-THEPDS2003-1.5-THEPDS2003-2-THEPDS2003-2.5-THEPDS2003-3-THEPDS2004-1-THEPDS2004-1.5-THEPDS2004-2-THEPDS2004-2.5-THEPDS2004-3-THEPDS2004-3.5-THEPDS2004-4-THEPDS2004-5-THEPDS2004-6-THEPDS2005-1-THEPDS2005-1.5-THEPDS2005-2-THEPDS2005-2.5-THEPDS2005-3-THEPDS2005-4-THEPDS2005-5-THEPDS2005-6-THEPDS2005-8-THEPDS2 - -TH
0.1
0.2
0.3
0.4
0.5
※0.6~
0.150.150.150.30.30.30.450.450.450.450.450.60.60.60.60.60.60.60.60.60.750.750.750.750.750.750.750.750.75
0.080.080.080.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.47
0.3 0.5 1 0.5 1 1.5 1 1.5 2 2.5 3 1 1.5 2 2.5 3 3.5 4 5 6 1 1.5 2 2.5 3 4 5 6 8
4545455050505050505050505050505050505050505050505050505050
44444444444444444444444444444
1111010101010101010101010101010101010101010101010101010
0.460.671.201.211.782.341.782.342.893.443.991.782.342.893.443.994.545.086.177.241.782.342.893.443.995.086.177.249.38
0.490.711.251.381.992.591.992.593.183.764.341.992.593.183.764.344.915.486.607.721.992.593.183.764.345.486.607.729.93
0.530.761.331.722.403.052.403.053.694.314.922.403.053.694.314.925.526.127.308.472.403.053.694.314.926.127.308.4710.76
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
Stock
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
11.5811.3510.8111.310.7510.2510.7210.219.759.328.9310.6910.179.79.278.878.518.177.587.0610.6610.139.649.218.818.17.56.986.13
0.5° 1°0.510.741.291.552.202.832.202.833.444.054.642.202.833.444.054.645.235.826.978.122.202.833.444.054.645.826.978.1210.37
1.5° 2° 3°
CS Coating TH Coating
0.580.821.402.062.783.472.783.474.144.795.422.783.474.144.795.426.056.677.899.092.783.474.144.795.426.677.899.0911.45
□:Stocked by specified distributor. Contact with our sales department.
Tooldia.Dc
FlutelengthR
Neckdia.D1
Underneck
lengthR2
Overalllength
L
Shankdia.Ds
NeckR
Interferenceangleθκ(°)
φD
1
φD
c
φD
s
RR2
L
θκ
1110
Epoch Deep Square Recommended cutting conditions EPDS EPDS-TH
1. Use the appropriate coolant for the work material and machining shape.2. These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. 3. If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
Other end mills for micro-machining (under φ0.5)
Tolerance on diameter
Tolerance on shank
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size.
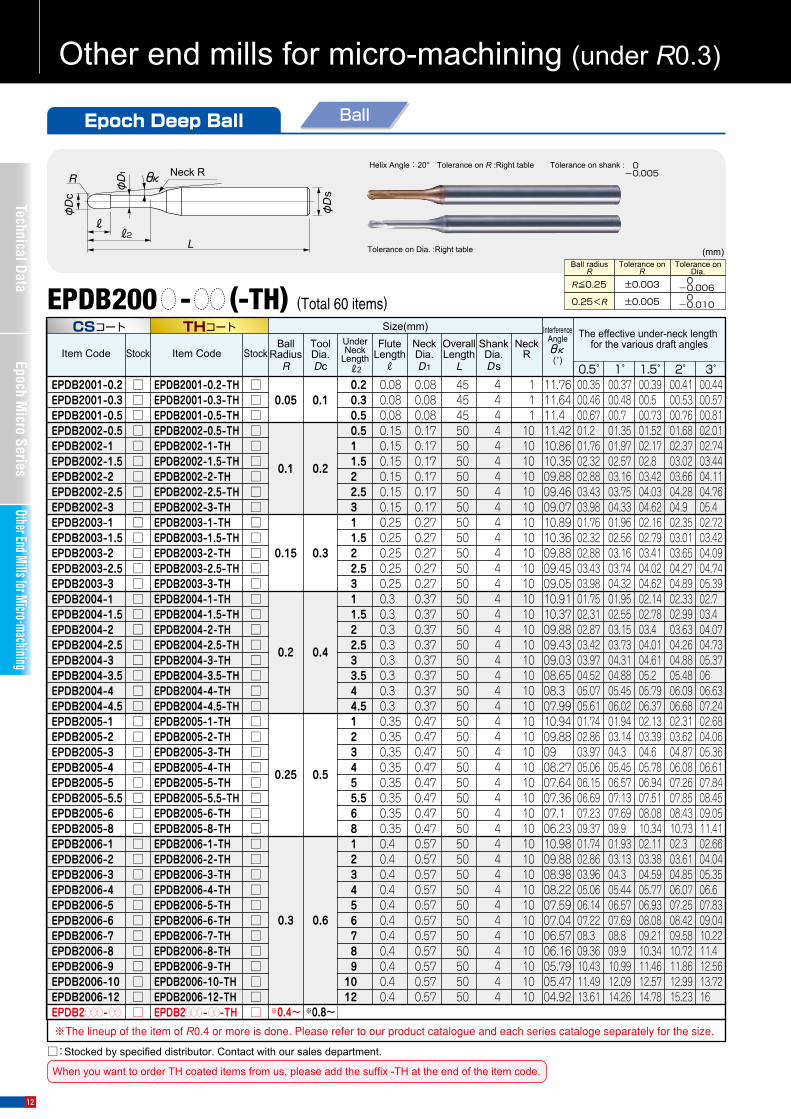
EPDB200 - (-TH) (Total 60 items)
Work material
Recommended range
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Underneck
Length(mm)
0.1
0.2
0.3
0.4
0.5
0.05
0.1
0.15
0.2
0.25
0.20.30.50.511.522.5311.522.5311.522.533.544.5123455.568
0.0080.0060.0040.020.0140.0080.0080.0060.0040.0210.0160.0120.010.0080.040.0340.0280.0220.0160.0120.010.0080.0450.0350.030.020.0180.0150.0130.008
50,00050,00050,00050,00050,00050,00050,00048,00048,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00046,08048,00048,00043,20043,20043,20038,40038,40038,400
300300300420420378378323323600600540540540691691691560560560560470960960778778778653653653
R
(mm)
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
50,00050,00050,00050,00050,00050,00050,00048,00048,00050,00050,00050,00050,00050,00048,00048,00048,00043,20043,20043,20043,20038,40040,00040,00036,00036,00036,00032,00032,00032,000
250250250350350315315269269500500450450450576576576467467467467392800800648648648544544544
6
60%
50,00050,00050,00050,00050,00048,60048,60043,20043,20050,00050,00048,60048,60048,60043,20043,20043,20038,88038,88038,88038,88034,56036,00036,00032,40032,40032,40028,80028,80028,800
250250250350350306306242242500500437437437518518518420420420420353720720583583583490490490
50,00050,00050,00050,00050,00045,90045,90040,80040,80050,00050,00045,90045,90045,90040,80040,80040,80036,72036,72036,72036,72032,64034,00034,00030,60030,60030,60027,20027,20027,200
225225225325325269269212212450450372372372449449449364364364364305612612496496496416416416
50,00050,00050,00045,50045,50040,50040,50036,00036,00045,00045,00040,50040,50040,50036,00036,00036,00032,40032,40032,40032,40028,80030,00030,00027,00027,00027,00024,00024,00024,000
200200200273273219219173173383383310310310360360360292292292292245540540437437437367367367
50,00050,00050,00042,00042,00037,80037,80033,60033,60042,00042,00037,80037,80037,80033,60033,60033,60030,24030,24030,24030,24026,88028,00028,00025,20025,20025,20022,40022,40022,400
188188188210210170170134134336336272272272336336336272272272272228476476386386386324324324
※
seriesseries
0.3 0.6
123456789
1012
0.050.0420.0340.0240.020.0150.0150.0150.0120.0090.007
48,00048,00048,00043,20043,20043,20038,40038,40038,40033,60028,800
1,4401,4401,4401,2311,1661,166
979979979857691
40,00040,00040,00036,00036,00036,00032,00032,00032,00028,00024,000
1,2001,2001,2001,026
972972816816816714576
36,00036,00036,00032,40032,40032,40028,80028,80028,80025,20021,600
1,0801,0801,080
923875875734734734643518
34,00034,00034,00030,60030,60030,60027,20027,20027,20023,80020,400
884884884756716716601601601526424
30,00030,00030,00027,00027,00027,00024,00024,00024,00021,00018,000
720720720616583583490490490428346
28,00028,00028,00025,20025,20025,20022,40022,40022,40019,60016,800
560560560479454454381381381333269
※For details about the CS series, refer to work groups 1 - 4. For details about the TH series, refer to work groups 4 - 6.
※(1) Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.※(2) When performing cutting where cutting chips may cause clogging, such as for rib processing, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.
Cutting depth setting example: When cutting rib groove contours in quenched steel (50HRC) using an EPDB2006-1-TH tool:Cutting depth = 0.05 (standard cutting depth) × 0.65 (cutting depth factor for Group 4 quenched steel) × 0.8 (for closed-area cutting) = 0.026mm
0-0.005
Ball
Tolerance on shank :Helix Angle:20°
Tolerance on Dia. :Right table
Tolerance on R :Right table
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Ball radiusR
R≦0.25
0.25<R
Tolerance onR
±0.003
±0.005
Tolerance onDia.
0-0.006 0-0.010
Item Code Stock Stock
Size(mm)The effective under-neck length
for the various draft angles
EPDB2001-0.2EPDB2001-0.3EPDB2001-0.5EPDB2002-0.5EPDB2002-1EPDB2002-1.5EPDB2002-2EPDB2002-2.5EPDB2002-3EPDB2003-1EPDB2003-1.5EPDB2003-2EPDB2003-2.5EPDB2003-3EPDB2004-1EPDB2004-1.5EPDB2004-2EPDB2004-2.5EPDB2004-3EPDB2004-3.5EPDB2004-4EPDB2004-4.5EPDB2005-1EPDB2005-2EPDB2005-3EPDB2005-4EPDB2005-5EPDB2005-5.5EPDB2005-6EPDB2005-8EPDB2006-1EPDB2006-2EPDB2006-3EPDB2006-4EPDB2006-5EPDB2006-6EPDB2006-7EPDB2006-8EPDB2006-9EPDB2006-10EPDB2006-12EPDB2 -
Item Code
EPDB2001-0.2-THEPDB2001-0.3-THEPDB2001-0.5-THEPDB2002-0.5-THEPDB2002-1-THEPDB2002-1.5-THEPDB2002-2-THEPDB2002-2.5-THEPDB2002-3-THEPDB2003-1-THEPDB2003-1.5-THEPDB2003-2-THEPDB2003-2.5-THEPDB2003-3-THEPDB2004-1-THEPDB2004-1.5-THEPDB2004-2-THEPDB2004-2.5-THEPDB2004-3-THEPDB2004-3.5-THEPDB2004-4-THEPDB2004-4.5-THEPDB2005-1-THEPDB2005-2-THEPDB2005-3-THEPDB2005-4-THEPDB2005-5-THEPDB2005-5.5-THEPDB2005-6-THEPDB2005-8-THEPDB2006-1-THEPDB2006-2-THEPDB2006-3-THEPDB2006-4-THEPDB2006-5-THEPDB2006-6-THEPDB2006-7-THEPDB2006-8-THEPDB2006-9-THEPDB2006-10-THEPDB2006-12-THEPDB2 - -TH
0.05
0.1
0.15
0.2
0.25
0.3
※0.4~
0.1
0.2
0.3
0.4
0.5
0.6
※0.8~
0.080.080.080.150.150.150.150.150.150.250.250.250.250.250.30.30.30.30.30.30.30.30.350.350.350.350.350.350.350.350.40.40.40.40.40.40.40.40.40.40.4
0.080.080.080.170.170.170.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.570.570.570.570.570.570.570.570.570.570.57
0.2 0.3 0.5 0.5 1 1.5 2 2.5 3 1 1.5 2 2.5 3 1 1.5 2 2.5 3 3.5 4 4.5 1 2 3 4 5 5.5 6 8 1 2 3 4 5 6 7 8 9 10 12
4545455050505050505050505050505050505050505050505050505050505050505050505050505050
44444444444444444444444444444444444444444
111
1010101010101010101010101010101010101010101010101010101010101010101010101010
11.7611.6411.411.4210.8610.3509.8809.4609.0710.8910.3609.8809.4509.0510.9110.3709.8809.4309.0308.6508.307.9910.9409.880908.2707.6407.3607.106.2310.9809.8808.9808.2207.5907.0406.5706.1605.7905.4704.92
00.3500.4600.6701.201.7602.3202.8803.4303.9801.7602.3202.8803.4303.9801.7502.3102.8703.4203.9704.5205.0705.6101.7402.8603.9705.0606.1506.6907.2309.3701.7402.8603.9605.0606.1407.2208.309.3610.4311.4913.61
00.3700.4800.701.3501.9702.5703.1603.7504.3301.9602.5603.1603.7404.3201.9502.5503.1503.7304.3104.8805.4506.0201.9403.1404.305.4506.5707.1307.6909.901.9303.1304.305.4406.5707.6908.809.910.9912.0914.26
00.4100.5300.7601.6802.3703.0203.6604.2804.902.3503.0103.6504.2704.8902.3302.9903.6304.2604.8805.4806.0906.6802.3103.6204.8706.0807.2607.8508.4310.7302.303.6104.8506.0707.2508.4209.5810.7211.8612.9915.23
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
0.5° 1° 1.5° 2° 3°
CSコート THコート
00.4400.5700.8102.0102.7403.4404.1104.7605.402.7203.4204.0904.7405.3902.703.404.0704.7305.370606.6307.2402.6804.0605.3606.6107.8408.4509.0511.4102.6604.0405.3506.607.8309.0410.2211.412.5613.7216
00.3900.500.7301.5202.1702.803.4204.0304.6202.1602.7903.4104.0204.6202.1402.7803.404.0104.6105.205.7906.3702.1303.3904.605.7806.9407.5108.0810.3402.1103.3804.5905.7706.9308.0809.2110.3411.4612.5714.78
φD
1
φD
c
φD
s
RR2
L
R θκ Neck R
BallRadius
R
ToolDia.Dc
FluteLength
R
NeckDia.D1
UnderNeck
LengthR2
OverallLength
L
ShankDia.Ds
NeckR
InterferenceAngleθκ(°)
□:Stocked by specified distributor. Contact with our sales department.
1312
Epoch Deep Ball Recommended cutting conditions EPDB EPDB-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
(mm)
Other end mills for micro-machining (under R0.3)
When you want to order TH coated items from us, please add the suffix -TH at the end of the item code.
Standarddepth of Cut
(mm)
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size.
EPDB200 - (-TH) (Total 60 items)
Work material
Recommended range
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Underneck
Length(mm)
0.1
0.2
0.3
0.4
0.5
0.05
0.1
0.15
0.2
0.25
0.20.30.50.511.522.5311.522.5311.522.533.544.5123455.568
0.0080.0060.0040.020.0140.0080.0080.0060.0040.0210.0160.0120.010.0080.040.0340.0280.0220.0160.0120.010.0080.0450.0350.030.020.0180.0150.0130.008
50,00050,00050,00050,00050,00050,00050,00048,00048,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00050,00046,08048,00048,00043,20043,20043,20038,40038,40038,400
300300300420420378378323323600600540540540691691691560560560560470960960778778778653653653
R
(mm)
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
50,00050,00050,00050,00050,00050,00050,00048,00048,00050,00050,00050,00050,00050,00048,00048,00048,00043,20043,20043,20043,20038,40040,00040,00036,00036,00036,00032,00032,00032,000
250250250350350315315269269500500450450450576576576467467467467392800800648648648544544544
6
60%
50,00050,00050,00050,00050,00048,60048,60043,20043,20050,00050,00048,60048,60048,60043,20043,20043,20038,88038,88038,88038,88034,56036,00036,00032,40032,40032,40028,80028,80028,800
250250250350350306306242242500500437437437518518518420420420420353720720583583583490490490
50,00050,00050,00050,00050,00045,90045,90040,80040,80050,00050,00045,90045,90045,90040,80040,80040,80036,72036,72036,72036,72032,64034,00034,00030,60030,60030,60027,20027,20027,200
225225225325325269269212212450450372372372449449449364364364364305612612496496496416416416
50,00050,00050,00045,50045,50040,50040,50036,00036,00045,00045,00040,50040,50040,50036,00036,00036,00032,40032,40032,40032,40028,80030,00030,00027,00027,00027,00024,00024,00024,000
200200200273273219219173173383383310310310360360360292292292292245540540437437437367367367
50,00050,00050,00042,00042,00037,80037,80033,60033,60042,00042,00037,80037,80037,80033,60033,60033,60030,24030,24030,24030,24026,88028,00028,00025,20025,20025,20022,40022,40022,400
188188188210210170170134134336336272272272336336336272272272272228476476386386386324324324
※
seriesseries
0.3 0.6
123456789
1012
0.050.0420.0340.0240.020.0150.0150.0150.0120.0090.007
48,00048,00048,00043,20043,20043,20038,40038,40038,40033,60028,800
1,4401,4401,4401,2311,1661,166
979979979857691
40,00040,00040,00036,00036,00036,00032,00032,00032,00028,00024,000
1,2001,2001,2001,026
972972816816816714576
36,00036,00036,00032,40032,40032,40028,80028,80028,80025,20021,600
1,0801,0801,080
923875875734734734643518
34,00034,00034,00030,60030,60030,60027,20027,20027,20023,80020,400
884884884756716716601601601526424
30,00030,00030,00027,00027,00027,00024,00024,00024,00021,00018,000
720720720616583583490490490428346
28,00028,00028,00025,20025,20025,20022,40022,40022,40019,60016,800
560560560479454454381381381333269
※For details about the CS series, refer to work groups 1 - 4. For details about the TH series, refer to work groups 4 - 6.
※(1) Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.※(2) When performing cutting where cutting chips may cause clogging, such as for rib processing, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.
Cutting depth setting example: When cutting rib groove contours in quenched steel (50HRC) using an EPDB2006-1-TH tool:Cutting depth = 0.05 (standard cutting depth) × 0.65 (cutting depth factor for Group 4 quenched steel) × 0.8 (for closed-area cutting) = 0.026mm
0-0.005
Ball
Tolerance on shank :Helix Angle:20°
Tolerance on Dia. :Right table
Tolerance on R :Right table
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Ball radiusR
R≦0.25
0.25<R
Tolerance onR
±0.003
±0.005
Tolerance onDia.
0-0.006 0-0.010
Item Code Stock Stock
Size(mm)The effective under-neck length
for the various draft angles
EPDB2001-0.2EPDB2001-0.3EPDB2001-0.5EPDB2002-0.5EPDB2002-1EPDB2002-1.5EPDB2002-2EPDB2002-2.5EPDB2002-3EPDB2003-1EPDB2003-1.5EPDB2003-2EPDB2003-2.5EPDB2003-3EPDB2004-1EPDB2004-1.5EPDB2004-2EPDB2004-2.5EPDB2004-3EPDB2004-3.5EPDB2004-4EPDB2004-4.5EPDB2005-1EPDB2005-2EPDB2005-3EPDB2005-4EPDB2005-5EPDB2005-5.5EPDB2005-6EPDB2005-8EPDB2006-1EPDB2006-2EPDB2006-3EPDB2006-4EPDB2006-5EPDB2006-6EPDB2006-7EPDB2006-8EPDB2006-9EPDB2006-10EPDB2006-12EPDB2 -
Item Code
EPDB2001-0.2-THEPDB2001-0.3-THEPDB2001-0.5-THEPDB2002-0.5-THEPDB2002-1-THEPDB2002-1.5-THEPDB2002-2-THEPDB2002-2.5-THEPDB2002-3-THEPDB2003-1-THEPDB2003-1.5-THEPDB2003-2-THEPDB2003-2.5-THEPDB2003-3-THEPDB2004-1-THEPDB2004-1.5-THEPDB2004-2-THEPDB2004-2.5-THEPDB2004-3-THEPDB2004-3.5-THEPDB2004-4-THEPDB2004-4.5-THEPDB2005-1-THEPDB2005-2-THEPDB2005-3-THEPDB2005-4-THEPDB2005-5-THEPDB2005-5.5-THEPDB2005-6-THEPDB2005-8-THEPDB2006-1-THEPDB2006-2-THEPDB2006-3-THEPDB2006-4-THEPDB2006-5-THEPDB2006-6-THEPDB2006-7-THEPDB2006-8-THEPDB2006-9-THEPDB2006-10-THEPDB2006-12-THEPDB2 - -TH
0.05
0.1
0.15
0.2
0.25
0.3
※0.4~
0.1
0.2
0.3
0.4
0.5
0.6
※0.8~
0.080.080.080.150.150.150.150.150.150.250.250.250.250.250.30.30.30.30.30.30.30.30.350.350.350.350.350.350.350.350.40.40.40.40.40.40.40.40.40.40.4
0.080.080.080.170.170.170.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.570.570.570.570.570.570.570.570.570.570.57
0.2 0.3 0.5 0.5 1 1.5 2 2.5 3 1 1.5 2 2.5 3 1 1.5 2 2.5 3 3.5 4 4.5 1 2 3 4 5 5.5 6 8 1 2 3 4 5 6 7 8 9 10 12
4545455050505050505050505050505050505050505050505050505050505050505050505050505050
44444444444444444444444444444444444444444
111
1010101010101010101010101010101010101010101010101010101010101010101010101010
11.7611.6411.411.4210.8610.3509.8809.4609.0710.8910.3609.8809.4509.0510.9110.3709.8809.4309.0308.6508.307.9910.9409.880908.2707.6407.3607.106.2310.9809.8808.9808.2207.5907.0406.5706.1605.7905.4704.92
00.3500.4600.6701.201.7602.3202.8803.4303.9801.7602.3202.8803.4303.9801.7502.3102.8703.4203.9704.5205.0705.6101.7402.8603.9705.0606.1506.6907.2309.3701.7402.8603.9605.0606.1407.2208.309.3610.4311.4913.61
00.3700.4800.701.3501.9702.5703.1603.7504.3301.9602.5603.1603.7404.3201.9502.5503.1503.7304.3104.8805.4506.0201.9403.1404.305.4506.5707.1307.6909.901.9303.1304.305.4406.5707.6908.809.910.9912.0914.26
00.4100.5300.7601.6802.3703.0203.6604.2804.902.3503.0103.6504.2704.8902.3302.9903.6304.2604.8805.4806.0906.6802.3103.6204.8706.0807.2607.8508.4310.7302.303.6104.8506.0707.2508.4209.5810.7211.8612.9915.23
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□
0.5° 1° 1.5° 2° 3°
CSコート THコート
00.4400.5700.8102.0102.7403.4404.1104.7605.402.7203.4204.0904.7405.3902.703.404.0704.7305.370606.6307.2402.6804.0605.3606.6107.8408.4509.0511.4102.6604.0405.3506.607.8309.0410.2211.412.5613.7216
00.3900.500.7301.5202.1702.803.4204.0304.6202.1602.7903.4104.0204.6202.1402.7803.404.0104.6105.205.7906.3702.1303.3904.605.7806.9407.5108.0810.3402.1103.3804.5905.7706.9308.0809.2110.3411.4612.5714.78
φD
1
φD
c
φD
s
RR2
L
R θκ Neck R
BallRadius
R
ToolDia.Dc
FluteLength
R
NeckDia.D1
UnderNeck
LengthR2
OverallLength
L
ShankDia.Ds
NeckR
InterferenceAngleθκ(°)
□:Stocked by specified distributor. Contact with our sales department.
1312
Epoch Deep Ball Recommended cutting conditions EPDB EPDB-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
(mm)
Other end mills for micro-machining (under R0.3)
When you want to order TH coated items from us, please add the suffix -TH at the end of the item code.
Standarddepth of Cut
(mm)
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Recommended cutting conditions EPDBP-TH
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
EPDBP200 - - -TH (Total 16 items)
Under neck lengthR2
R’
1514
Epoch Pencil Deep Ball
※(1) Standard cutting depth is shown as the criteria for Group 1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.※(2) When performing cutting where cutting chips may cause clogging, such as for rib processing, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.
Cutting depth setting example: When cutting rib groove contours in quenched steel (50HRC) using an EPDBP2006-2-04-TH tool:Cutting depth = 0.055 (standard cutting depth) × 0.65 (cutting depth factor for Group 4 quenched steel) × 0.8 (for closed-area cutting) = 0.028mm
Ball
Helix Angle:30°
Back taper on peripheral edge:3~5°
Neck R
Item Code Stock
Size(mm)
EPDBP2002-1-04-THEPDBP2002-1.5-04-THEPDBP2002-2-09-THEPDBP2002-2.5-09-THEPDBP2003-2-04-THEPDBP2003-3-09-THEPDBP2003-4-09-THEPDBP2004-2-04-THEPDBP2004-3-04-THEPDBP2004-4-04-THEPDBP2004-4-09-THEPDBP2004-5-04-THEPDBP2004-5-09-THEPDBP2005-4-04-THEPDBP2005-8-09-THEPDBP2005-12-09-THEPDBP20054-2-04-THEPDBP20054-4-04-THEPDBP20054-5-04-THEPDBP20054-6-04-THEPDBP20054-6.5-04-THEPDBP20054-7-04-THEPDBP2006-2-04-THEPDBP2006-4-04-THEPDBP2006-6-04-THEPDBP2006-6-09-THEPDBP2006-8-09-THEPDBP2006-10-04-THEPDBP2006-10-09-THEPDBP2006-12-09-THEPDBP2006-15-04-THEPDBP2006-15-09-THEPDBP2 - - -TH
0.1
0.15
0.2
0.25
0.27
0.3
※0.4~
0.2
0.3
0.4
0.5
0.54
0.6
※0.8~
0.40.40.90.90.40.90.90.40.40.40.90.40.90.40.90.90.40.40.40.40.40.40.40.40.40.90.90.40.90.90.40.9
1 1.5 2 2.5 2 3 4 2 3 4 4 5 5 4 8 12 2 4 5 6 6.5 7 2 4 6 6 8 10 10 12 15 15
0.150.150.150.150.250.250.250.30.30.30.30.30.30.350.350.350.370.370.370.370.370.370.40.40.40.40.40.40.40.40.40.4
0.170.170.170.170.270.270.270.370.370.370.370.370.370.470.470.470.520.520.520.520.520.520.570.570.570.570.570.570.570.570.570.57
5050505050505050505050505050505050505050505050505050505050555555
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
44444444444444444444444444444444
77101071010771010101071010477101010471010101010101010
1.552.06--
2.57--
2.573.64.76-
5.78-
4.62--
2.364.555.576.737.247.762.424.626.8--
10.89--
15.99-
1.722.282.813.322.833.854.872.823.925.244.876.335.95.008.9613.052.554.966.047.377.918.452.5957.416.928.9611.7011.0113.0517.0116.1
2.032.643.424.013.234.585.733.234.45.935.727.16.855.5510.1814.552.835.526.668.218.789.352.855.548.237.9610.1812.7312.3714.5418.2417.78
2.312.973.924.543.595.156.353.574.86.516.347.717.535.9910.9915.493.065.977.158.879.4610.053.085.988.888.6810.9813.5213.2515.4919.2718.81
0.1820.1890.2280.2440.2940.3560.3880.3940.4080.4220.4860.4360.5180.5210.7100.8360.5430.5710.5850.5990.6060.6130.5920.6200.6480.7460.8090.7040.8720.9340.7741.029
The effective under-neck length for the various draft angles.
0.5° 1° 2° 3°
1.882.473.143.73.034.255.353.034.185.615.356.746.445.39.6713.942.75.266.387.828.388.942.735.297.857.529.6712.2711.8113.9417.6917.11
10.8910.3910.019.69.949.218.539.939.18.398.497.787.898.356.455.219.958.357.727.196.946.729.938.317.147.266.385.575.705.144.374.49
1.351.771.11.12.191.21.22.22.442.441.252.441.252.491.31.31.81.81.81.81.81.82.172.542.541.351.352.541.351.352.541.35
1.5°
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on Dia. :Right table
Tolerance on R :Right table
Ball radiusR
R≦0.25
0.25<R
Tolerance onR
±0.003
±0.005
Tolerance onDia.
0-0.006 0-0.010
0-0.005
Tolerance on shank:
●:Stocked Items.
Work material
Ratio to standard depth of cutToolDia.
(mm)
Standarddepthof Cut
(mm)
Underneck
Length(mm)
BallRadius
R(mm)
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
100% 90% 80% 65% 60%
1 2 3 4 5
0.2
0.3
0.4
0.5
0.54
0.6
0.1
0.15
0.2
0.25
0.27
0.3
0101.50202.50203040203040405050408120204050606.50702040606081010121515
NeckAngle
(°)
0.40.40.90.90.40.90.90.40.40.40.90.40.90.40.90.90.40.40.40.40.40.40.40.40.40.90.90.40.90.90.40.9
0.0170.0090.0070.0040.0250.0130.0100.0350.0200.0070.0090.0060.0070.0400.0100.0050.0500.0370.0310.0250.0200.0150.0550.0350.0180.0200.0200.0130.0150.0100.0050.006
40,00040,00032,00026,00040,00032,00026,00040,00040,00032,00032,00026,00026,00040,00026,00022,40040,00040,00040,00026,00026,00026,00040,00040,00032,00032,00026,00026,00026,00026,00022,40022,400
8008004613331,2006914991,6001,6009229226666662,0007286272,1602,1601,5121,2441,0118992,4002,4001,3821,382998874874874753753
34,00034,00027,20022,10034,00027,20022,10034,00034,00027,20027,20022,10022,10034,00022,10019,04034,00034,00034,00022,10022,10022,10034,00034,00027,20027,20022,10022,10022,10022,10019,04019,040
6806803922831,0205884241,3601,3607837835665661,7006195331,8361,8361,4281,0588598122,0402,0401,1751,175849743743743640640
28,00028,00022,40018,20028,00022,40018,20028,00028,00022,40022,40018,20018,20028,00018,20015,68028,00028,00028,00018,20018,20018,20028,00028,00022,40022,40018,20018,20018,20018,20015,68015,680
5045043232047564843061,0081,0086456454084081,2604463841,3611,3611,1768716195851,5121,512968968612535535535461461
26,00026,00020,80016,90026,00020,80016,90026,00026,00020,80020,80016,90016,90026,00016,90014,56026,00026,00026,00016,90016,90016,90026,00026,00020,80020,80016,90016,90016,90016,90014,56014,560
4164162661896243992848328325325323793791,0404143571,1231,1231,0406765755431,2481,248799799568497497497367367
26,00026,00020,80016,90026,00020,80016,90026,00026,00020,80020,80016,90016,90026,00016,90014,56026,00026,00026,00016,90016,90016,90026,00026,00020,80020,80016,90016,90016,90016,90014,56014,560
3643642331625463492437287284664663243249103553069839838326294934651,0921,092699699487426426426367367
【Note】 ※:R2 or higher does not have backdraft shape.
Ballradius
R
Tooldia.
Dc
Neckangle
θn
Underneck
lengthR2
Flutelength
R
Neckdia.1
D1
Underneckdia.dn
Overalllength
L
Shankdia.
Ds
NeckR
Approxneck
lengthR'
InterferenceAngleθκ(°)
R
φDc
D1
dn φDs
θn
R R2
L
θκ
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(mm)
Other end mills for micro-machining (under R0.3)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Hardened Steels(45~55HRC)
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Recommended cutting conditions EPDBP-TH
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
EPDBP200 - - -TH (Total 16 items)
Under neck lengthR2
R’
1514
Epoch Pencil Deep Ball
※(1) Standard cutting depth is shown as the criteria for Group 1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.※(2) When performing cutting where cutting chips may cause clogging, such as for rib processing, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.
Cutting depth setting example: When cutting rib groove contours in quenched steel (50HRC) using an EPDBP2006-2-04-TH tool:Cutting depth = 0.055 (standard cutting depth) × 0.65 (cutting depth factor for Group 4 quenched steel) × 0.8 (for closed-area cutting) = 0.028mm
Ball
Helix Angle:30°
Back taper on peripheral edge:3~5°
Neck R
Item Code Stock
Size(mm)
EPDBP2002-1-04-THEPDBP2002-1.5-04-THEPDBP2002-2-09-THEPDBP2002-2.5-09-THEPDBP2003-2-04-THEPDBP2003-3-09-THEPDBP2003-4-09-THEPDBP2004-2-04-THEPDBP2004-3-04-THEPDBP2004-4-04-THEPDBP2004-4-09-THEPDBP2004-5-04-THEPDBP2004-5-09-THEPDBP2005-4-04-THEPDBP2005-8-09-THEPDBP2005-12-09-THEPDBP20054-2-04-THEPDBP20054-4-04-THEPDBP20054-5-04-THEPDBP20054-6-04-THEPDBP20054-6.5-04-THEPDBP20054-7-04-THEPDBP2006-2-04-THEPDBP2006-4-04-THEPDBP2006-6-04-THEPDBP2006-6-09-THEPDBP2006-8-09-THEPDBP2006-10-04-THEPDBP2006-10-09-THEPDBP2006-12-09-THEPDBP2006-15-04-THEPDBP2006-15-09-THEPDBP2 - - -TH
0.1
0.15
0.2
0.25
0.27
0.3
※0.4~
0.2
0.3
0.4
0.5
0.54
0.6
※0.8~
0.40.40.90.90.40.90.90.40.40.40.90.40.90.40.90.90.40.40.40.40.40.40.40.40.40.90.90.40.90.90.40.9
1 1.5 2 2.5 2 3 4 2 3 4 4 5 5 4 8 12 2 4 5 6 6.5 7 2 4 6 6 8 10 10 12 15 15
0.150.150.150.150.250.250.250.30.30.30.30.30.30.350.350.350.370.370.370.370.370.370.40.40.40.40.40.40.40.40.40.4
0.170.170.170.170.270.270.270.370.370.370.370.370.370.470.470.470.520.520.520.520.520.520.570.570.570.570.570.570.570.570.570.57
5050505050505050505050505050505050505050505050505050505050555555
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
44444444444444444444444444444444
77101071010771010101071010477101010471010101010101010
1.552.06--
2.57--
2.573.64.76-
5.78-
4.62--
2.364.555.576.737.247.762.424.626.8--
10.89--
15.99-
1.722.282.813.322.833.854.872.823.925.244.876.335.95.008.9613.052.554.966.047.377.918.452.5957.416.928.9611.7011.0113.0517.0116.1
2.032.643.424.013.234.585.733.234.45.935.727.16.855.5510.1814.552.835.526.668.218.789.352.855.548.237.9610.1812.7312.3714.5418.2417.78
2.312.973.924.543.595.156.353.574.86.516.347.717.535.9910.9915.493.065.977.158.879.4610.053.085.988.888.6810.9813.5213.2515.4919.2718.81
0.1820.1890.2280.2440.2940.3560.3880.3940.4080.4220.4860.4360.5180.5210.7100.8360.5430.5710.5850.5990.6060.6130.5920.6200.6480.7460.8090.7040.8720.9340.7741.029
The effective under-neck length for the various draft angles.
0.5° 1° 2° 3°
1.882.473.143.73.034.255.353.034.185.615.356.746.445.39.6713.942.75.266.387.828.388.942.735.297.857.529.6712.2711.8113.9417.6917.11
10.8910.3910.019.69.949.218.539.939.18.398.497.787.898.356.455.219.958.357.727.196.946.729.938.317.147.266.385.575.705.144.374.49
1.351.771.11.12.191.21.22.22.442.441.252.441.252.491.31.31.81.81.81.81.81.82.172.542.541.351.352.541.351.352.541.35
1.5°
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on Dia. :Right table
Tolerance on R :Right table
Ball radiusR
R≦0.25
0.25<R
Tolerance onR
±0.003
±0.005
Tolerance onDia.
0-0.006 0-0.010
0-0.005
Tolerance on shank:
●:Stocked Items.
Work material
Ratio to standard depth of cutToolDia.
(mm)
Standarddepthof Cut
(mm)
Underneck
Length(mm)
BallRadius
R(mm)
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
100% 90% 80% 65% 60%
1 2 3 4 5
0.2
0.3
0.4
0.5
0.54
0.6
0.1
0.15
0.2
0.25
0.27
0.3
0101.50202.50203040203040405050408120204050606.50702040606081010121515
NeckAngle
(°)
0.40.40.90.90.40.90.90.40.40.40.90.40.90.40.90.90.40.40.40.40.40.40.40.40.40.90.90.40.90.90.40.9
0.0170.0090.0070.0040.0250.0130.0100.0350.0200.0070.0090.0060.0070.0400.0100.0050.0500.0370.0310.0250.0200.0150.0550.0350.0180.0200.0200.0130.0150.0100.0050.006
40,00040,00032,00026,00040,00032,00026,00040,00040,00032,00032,00026,00026,00040,00026,00022,40040,00040,00040,00026,00026,00026,00040,00040,00032,00032,00026,00026,00026,00026,00022,40022,400
8008004613331,2006914991,6001,6009229226666662,0007286272,1602,1601,5121,2441,0118992,4002,4001,3821,382998874874874753753
34,00034,00027,20022,10034,00027,20022,10034,00034,00027,20027,20022,10022,10034,00022,10019,04034,00034,00034,00022,10022,10022,10034,00034,00027,20027,20022,10022,10022,10022,10019,04019,040
6806803922831,0205884241,3601,3607837835665661,7006195331,8361,8361,4281,0588598122,0402,0401,1751,175849743743743640640
28,00028,00022,40018,20028,00022,40018,20028,00028,00022,40022,40018,20018,20028,00018,20015,68028,00028,00028,00018,20018,20018,20028,00028,00022,40022,40018,20018,20018,20018,20015,68015,680
5045043232047564843061,0081,0086456454084081,2604463841,3611,3611,1768716195851,5121,512968968612535535535461461
26,00026,00020,80016,90026,00020,80016,90026,00026,00020,80020,80016,90016,90026,00016,90014,56026,00026,00026,00016,90016,90016,90026,00026,00020,80020,80016,90016,90016,90016,90014,56014,560
4164162661896243992848328325325323793791,0404143571,1231,1231,0406765755431,2481,248799799568497497497367367
26,00026,00020,80016,90026,00020,80016,90026,00026,00020,80020,80016,90016,90026,00016,90014,56026,00026,00026,00016,90016,90016,90026,00026,00020,80020,80016,90016,90016,90016,90014,56014,560
3643642331625463492437287284664663243249103553069839838326294934651,0921,092699699487426426426367367
【Note】 ※:R2 or higher does not have backdraft shape.
Ballradius
R
Tooldia.
Dc
Neckangle
θn
Underneck
lengthR2
Flutelength
R
Neckdia.1
D1
Underneckdia.dn
Overalllength
L
Shankdia.
Ds
NeckR
Approxneck
lengthR'
InterferenceAngleθκ(°)
R
φDc
D1
dn φDs
θn
R R2
L
θκ
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(mm)
Other end mills for micro-machining (under R0.3)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Hardened Steels(45~55HRC)
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

EPSB200 - -TH (Total 12 items)
●:Stocked Items.
Item CodeSize(mm)
EPSB2001-H-THEPSB2002-H-THEPSB2003-H-THEPSB2004-H-THEPSB2005-H-THEPSB2006-H-THEPSB2 -H-TH
0.050.10.150.20.250.3
※0.4~
0.10.20.30.40.50.6
※0.8~
0.080.150.250.30.350.4
------
454545454545
444444
112224
●●●●●●●
11.8711.7411.6111.4711.3311.18
Withoutneck
escape
EPSB2001-N-THEPSB2002-N-THEPSB2003-N-THEPSB2004-N-THEPSB2005-N-THEPSB2006-N-THEPSB2 -N-TH
0.080.150.250.300.350.40
The effectiveunder-neck
length for thevarious draft
angles3° or less
High-accuracyrating product
Standardrating product
EPSB200 - . -N-TH (Total 6 items)
High-accuracy rating product :−0.005mm≦R accuracy≦+0.001mm Standard rating product :−0.007mm≦R accuracy≦+0.003mm
R accuracy
0.0030.0080.0120.0160.020.03
0.10.20.30.40.50.6
0.050.10.150.20.250.3
0.0090.0240.0360.0480.060.09
50,00050,00050,00050,00050,00048,000
1,2001,8001,8002,4002,4002,880
50,00050,00050,00050,00050,00044,800
1,0501,5751,5752,1002,1002,352
50,00050,00050,00050,00050,00041,600
9001,3501,3501,8001,8001,872
50,00050,00050,00050,00045,80038,200
7501,1251,1251,5001,3741,433
Work material Hardened Steels(45~55HRC)SKD61,SKT4
Hardened Steels(55~65HRC)
SKD11,SKH51
Hardened Steels(65~68HRC)
SKH, Welded HSS
Hardened Steels(68~72HRC)
HAP, Powdered HSS
1 2 3 4
Revolutionn
min-1
Tool dia.(mm)
R(mm) ap ae
※
Ratio to depth of cut 100% 90% 70% 60%Standard depth of cut (mm)
※The figures in Basic Cutting Depth column indicate only a rule of thumb for work group 1. For the other groups, see the figures in Cutting Ratio column and adjust your tools accordingly.
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
※The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
EPDR200 - . - -TH (Total 18 items)
Item code Stock
Size(mm)
EPDR2002-0.5-005-THEPDR2002-1-005-THEPDR2002-1.5-005-THEPDR2002-2-005-THEPDR2003-1-005-THEPDR2003-1.5-005-THEPDR2003-2-005-THEPDR2003-2.5-005-THEPDR2003-3-005-THEPDR2004-1-005-THEPDR2004-1.5-005-THEPDR2004-2-005-THEPDR2004-2.5-005-THEPDR2004-3-005-THEPDR2004-3.5-005-THEPDR2004-4-005-THEPDR2004-2-01-THEPDR2004-3-01-THEPDR2004-4-01-THEPDR2005-1-005-THEPDR2005-2-005-THEPDR2005-3-005-THEPDR2005-4-005-THEPDR2005-5-005-THEPDR2005-6-005-THEPDR2005-1-01-THEPDR2005-2-01-THEPDR2005-3-01-THEPDR2005-4-01-THEPDR2005-5-01-THEPDR2005-6-01-THEPDR2 - - -TH
0.2
0.3
0.4
0.5
※0.6~
0.05
0.05
0.05
0.1
0.05
0.1
0.511.5211.522.5311.522.533.54234123456123456
0.150.150.150.150.250.250.250.250.250.30.30.30.30.30.30.30.30.30.30.350.350.350.350.350.350.350.350.350.350.350.35
0.170.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.470.470.470.47
50505050505050505050505050505050505050505050505050505050505050
4444444444444444444444444444444
11.3610.8110.39.8410.7810.269.799.368.9710.7510.229.749.318.918.548.219.798.958.2410.719.698.848.137.53710.779.748.888.177.557.03
0.921.632.182.891.462.182.733.273.991.462.002.733.273.814.355.082.723.815.071.462.543.814.896.167.241.462.533.814.896.167.24
1.001.792.383.171.572.382.953.524.331.572.132.953.524.094.655.472.944.085.471.572.694.095.206.607.711.562.694.085.206.597.71
1.152.092.723.671.772.723.343.944.911.772.373.343.944.545.136.113.334.536.101.772.954.545.717.308.461.762.954.535.707.298.45
1.292.373.044.121.953.043.684.315.411.952.573.684.314.925.536.663.674.916.651.953.184.926.137.889.081.933.174.916.127.879.07
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
Actual effective length in incline angles
477104777104477771077104477101044771010
0.5° 1° 2° 3°
1.071.952.563.431.672.563.153.744.631.672.263.153.744.324.905.813.144.325.801.672.834.325.476.978.111.662.824.325.466.968.10
1.5°
Tolerance on shank :
Tolerance on Corner r:±0.005 Helix Angle:30°
Tolerance on Dia. : 0−0.015
0−0.005
Ball Radius
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0-0.004
●:Stocked Items.
Inclineangleθκ(°)
Tooldia.
Dc
Ballradius
R
Flutelength
R
Neckdia.
D1
Underneck
lengthR2
Overalllength
L
ShankDia.
Ds
NeckR
D1Neck R
φD
c
φD
s
RR2 L
R
φD
1
φDc
φD
s
RR2
L
Neck Rr θκ
Back taper on peripheral edge:1.5~6°
Cornerradius
r
Tooldia.
Dc
Underneck
lengthR2
Flutelength
R
NeckR
Neckdia.
D1
Overalllength
L
Shankdia.
Ds
Interferenceangleθκ(°)
1716
Epoch Super Hard Ball Epoch Deep Radius
Recommended cutting conditions EPSB-TH
Tooldia.
Dc
Ballradius
R
Flutelength
R
Neckdia.
D1
Item Code Stock
Size(mm)
EPSB2001-0.3-N-THEPSB2002-0.6-N-THEPSB2003-0.9-N-THEPSB2004-1.2-N-THEPSB2005-1.5-N-THEPSB2006-1.8-N-THEPSB2 - . -N-TH
0.050.10.150.20.250.3
※0.4~
0.10.20.30.40.50.6
※0.8~
0.080.150.250.30.350.4
0.080.170.270.370.470.57
0.30.60.91.21.51.8
454545454545
444444
112224
●●●●●●
11.6411.3011.0010.6910.3910.08
0.460.801.211.521.832.30
0.480.831.271.591.912.44
0.530.881.371.712.052.68
0.570.931.471.822.172.88
Underneck
lengthR2
Overalllength
L
ShankDia.
Ds
NeckR
Inclineangleθκ(°)
The effective under-neck lengt for the various draft angles
0.5° 1° 2° 3°
①Use the appropriate coolant for the work material and machining shape.②These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under R0.3) Other end mills for micro-machining (under φ0.5)
Under neck length 1.5Dc typeUnder neck length 1.5Dc type
Under neck length 3Dc typeUnder neck length 3Dc type
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
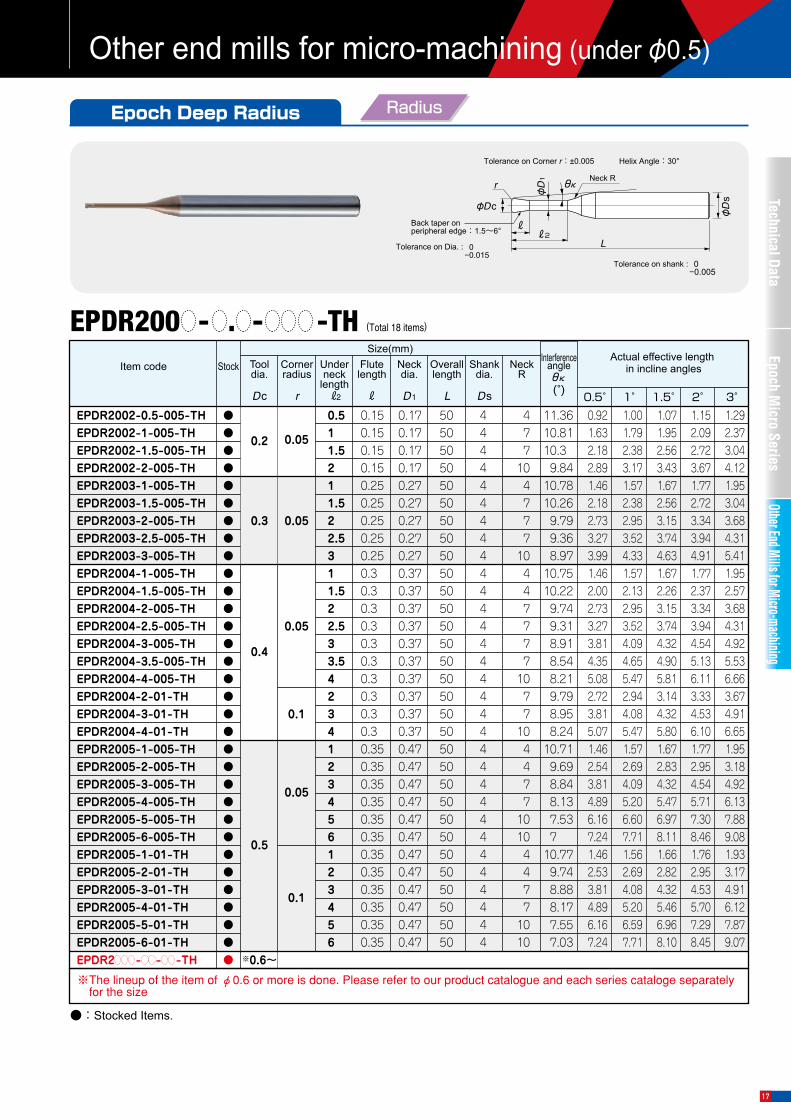
EPSB200 - -TH (Total 12 items)
●:Stocked Items.
Item CodeSize(mm)
EPSB2001-H-THEPSB2002-H-THEPSB2003-H-THEPSB2004-H-THEPSB2005-H-THEPSB2006-H-THEPSB2 -H-TH
0.050.10.150.20.250.3
※0.4~
0.10.20.30.40.50.6
※0.8~
0.080.150.250.30.350.4
------
454545454545
444444
112224
●●●●●●●
11.8711.7411.6111.4711.3311.18
Withoutneck
escape
EPSB2001-N-THEPSB2002-N-THEPSB2003-N-THEPSB2004-N-THEPSB2005-N-THEPSB2006-N-THEPSB2 -N-TH
0.080.150.250.300.350.40
The effectiveunder-neck
length for thevarious draft
angles3° or less
High-accuracyrating product
Standardrating product
EPSB200 - . -N-TH (Total 6 items)
High-accuracy rating product :−0.005mm≦R accuracy≦+0.001mm Standard rating product :−0.007mm≦R accuracy≦+0.003mm
R accuracy
0.0030.0080.0120.0160.020.03
0.10.20.30.40.50.6
0.050.10.150.20.250.3
0.0090.0240.0360.0480.060.09
50,00050,00050,00050,00050,00048,000
1,2001,8001,8002,4002,4002,880
50,00050,00050,00050,00050,00044,800
1,0501,5751,5752,1002,1002,352
50,00050,00050,00050,00050,00041,600
9001,3501,3501,8001,8001,872
50,00050,00050,00050,00045,80038,200
7501,1251,1251,5001,3741,433
Work material Hardened Steels(45~55HRC)SKD61,SKT4
Hardened Steels(55~65HRC)
SKD11,SKH51
Hardened Steels(65~68HRC)
SKH, Welded HSS
Hardened Steels(68~72HRC)
HAP, Powdered HSS
1 2 3 4
Revolutionn
min-1
Tool dia.(mm)
R(mm) ap ae
※
Ratio to depth of cut 100% 90% 70% 60%Standard depth of cut (mm)
※The figures in Basic Cutting Depth column indicate only a rule of thumb for work group 1. For the other groups, see the figures in Cutting Ratio column and adjust your tools accordingly.
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
※The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
EPDR200 - . - -TH (Total 18 items)
Item code Stock
Size(mm)
EPDR2002-0.5-005-THEPDR2002-1-005-THEPDR2002-1.5-005-THEPDR2002-2-005-THEPDR2003-1-005-THEPDR2003-1.5-005-THEPDR2003-2-005-THEPDR2003-2.5-005-THEPDR2003-3-005-THEPDR2004-1-005-THEPDR2004-1.5-005-THEPDR2004-2-005-THEPDR2004-2.5-005-THEPDR2004-3-005-THEPDR2004-3.5-005-THEPDR2004-4-005-THEPDR2004-2-01-THEPDR2004-3-01-THEPDR2004-4-01-THEPDR2005-1-005-THEPDR2005-2-005-THEPDR2005-3-005-THEPDR2005-4-005-THEPDR2005-5-005-THEPDR2005-6-005-THEPDR2005-1-01-THEPDR2005-2-01-THEPDR2005-3-01-THEPDR2005-4-01-THEPDR2005-5-01-THEPDR2005-6-01-THEPDR2 - - -TH
0.2
0.3
0.4
0.5
※0.6~
0.05
0.05
0.05
0.1
0.05
0.1
0.511.5211.522.5311.522.533.54234123456123456
0.150.150.150.150.250.250.250.250.250.30.30.30.30.30.30.30.30.30.30.350.350.350.350.350.350.350.350.350.350.350.35
0.170.170.170.170.270.270.270.270.270.370.370.370.370.370.370.370.370.370.370.470.470.470.470.470.470.470.470.470.470.470.47
50505050505050505050505050505050505050505050505050505050505050
4444444444444444444444444444444
11.3610.8110.39.8410.7810.269.799.368.9710.7510.229.749.318.918.548.219.798.958.2410.719.698.848.137.53710.779.748.888.177.557.03
0.921.632.182.891.462.182.733.273.991.462.002.733.273.814.355.082.723.815.071.462.543.814.896.167.241.462.533.814.896.167.24
1.001.792.383.171.572.382.953.524.331.572.132.953.524.094.655.472.944.085.471.572.694.095.206.607.711.562.694.085.206.597.71
1.152.092.723.671.772.723.343.944.911.772.373.343.944.545.136.113.334.536.101.772.954.545.717.308.461.762.954.535.707.298.45
1.292.373.044.121.953.043.684.315.411.952.573.684.314.925.536.663.674.916.651.953.184.926.137.889.081.933.174.916.127.879.07
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
Actual effective length in incline angles
477104777104477771077104477101044771010
0.5° 1° 2° 3°
1.071.952.563.431.672.563.153.744.631.672.263.153.744.324.905.813.144.325.801.672.834.325.476.978.111.662.824.325.466.968.10
1.5°
Tolerance on shank :
Tolerance on Corner r:±0.005 Helix Angle:30°
Tolerance on Dia. : 0−0.015
0−0.005
Ball Radius
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
0-0.004
●:Stocked Items.
Inclineangleθκ(°)
Tooldia.
Dc
Ballradius
R
Flutelength
R
Neckdia.
D1
Underneck
lengthR2
Overalllength
L
ShankDia.
Ds
NeckR
D1Neck R
φD
c
φD
s
RR2 L
R
φD
1
φDc
φD
s
RR2
L
Neck Rr θκ
Back taper on peripheral edge:1.5~6°
Cornerradius
r
Tooldia.
Dc
Underneck
lengthR2
Flutelength
R
NeckR
Neckdia.
D1
Overalllength
L
Shankdia.
Ds
Interferenceangleθκ(°)
1716
Epoch Super Hard Ball Epoch Deep Radius
Recommended cutting conditions EPSB-TH
Tooldia.
Dc
Ballradius
R
Flutelength
R
Neckdia.
D1
Item Code Stock
Size(mm)
EPSB2001-0.3-N-THEPSB2002-0.6-N-THEPSB2003-0.9-N-THEPSB2004-1.2-N-THEPSB2005-1.5-N-THEPSB2006-1.8-N-THEPSB2 - . -N-TH
0.050.10.150.20.250.3
※0.4~
0.10.20.30.40.50.6
※0.8~
0.080.150.250.30.350.4
0.080.170.270.370.470.57
0.30.60.91.21.51.8
454545454545
444444
112224
●●●●●●
11.6411.3011.0010.6910.3910.08
0.460.801.211.521.832.30
0.480.831.271.591.912.44
0.530.881.371.712.052.68
0.570.931.471.822.172.88
Underneck
lengthR2
Overalllength
L
ShankDia.
Ds
NeckR
Inclineangleθκ(°)
The effective under-neck lengt for the various draft angles
0.5° 1° 2° 3°
①Use the appropriate coolant for the work material and machining shape.②These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under R0.3) Other end mills for micro-machining (under φ0.5)
Under neck length 1.5Dc typeUnder neck length 1.5Dc type
Under neck length 3Dc typeUnder neck length 3Dc type
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
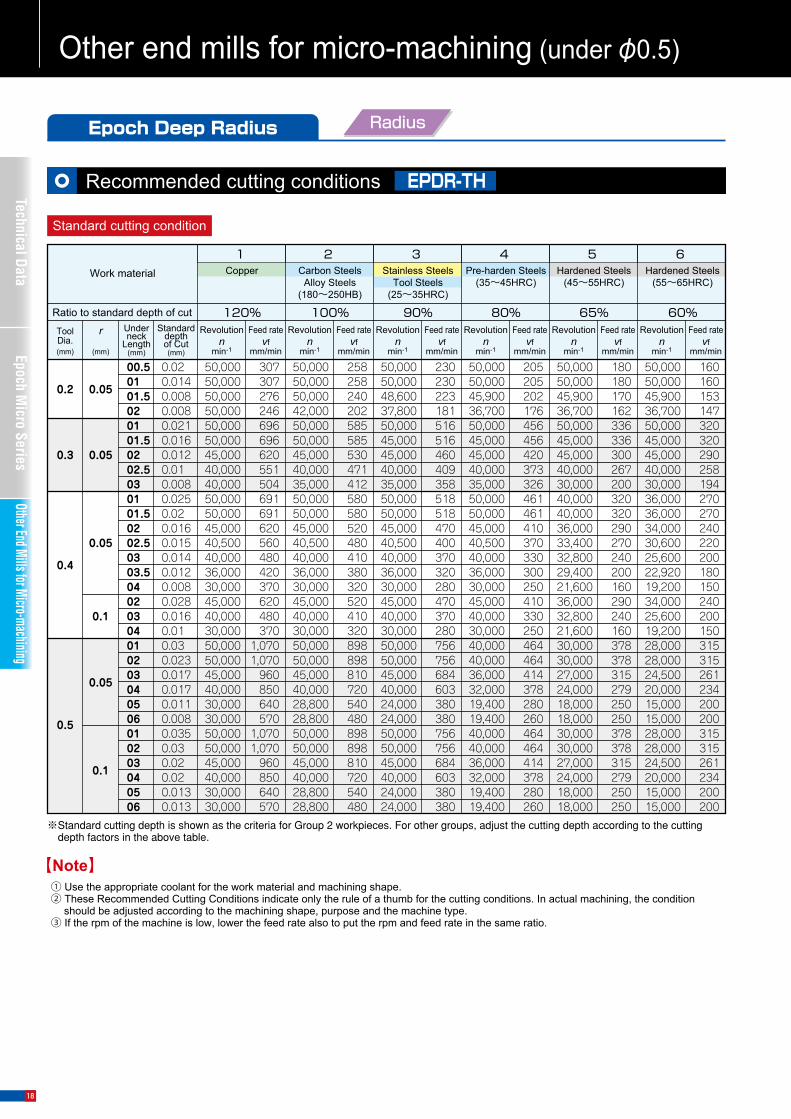
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
0.2
0.3
0.4
0.5
00.50101.5020101.50202.5030101.50202.50303.504020304010203040506010203040506
r
(mm)
0.05
0.05
0.05
0.1
0.05
0.1
0.020.0140.0080.0080.0210.0160.0120.010.0080.0250.020.0160.0150.0140.0120.0080.0280.0160.010.030.0230.0170.0170.0110.0080.0350.030.020.020.0130.013
50,00050,00050,00042,00050,00050,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00028,80028,80050,00050,00045,00040,00028,80028,800
258258240202585585530471412580580520480410380320520410320898898810720540480898898810720540480
230230223181516516460409358518518470400370320280470370280756756684603380380756756684603380380
205205202176456456420373326461461410370330300250410330250464464414378280260464464414378280260
180180170162336336300267200320320290270240200160290240160378378315279250250378378315279250250
50,00050,00048,60037,80050,00045,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00024,00024,00050,00050,00045,00040,00024,00024,000
50,00050,00045,90036,70050,00045,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00040,00040,00036,00032,00019,40019,40040,00040,00036,00032,00019,40019,400
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
50,00050,00050,00050,00050,00050,00045,00040,00040,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00030,00030,00050,00050,00045,00040,00030,00030,000
3073072762466966966205515046916916205604804203706204803701,0701,0709608506405701,0701,070960850640570
120%
50,00050,00045,90036,70050,00045,00045,00040,00030,00040,00040,00036,00033,40032,80029,40021,60036,00032,80021,60030,00030,00027,00024,00018,00018,00030,00030,00027,00024,00018,00018,000
160160153147320320290258194270270240220200180150240200150315315261234200200315315261234200200
6
60%
50,00050,00045,90036,70050,00045,00045,00040,00030,00036,00036,00034,00030,60025,60022,92019,20034,00025,60019,20028,00028,00024,50020,00015,00015,00028,00028,00024,50020,00015,00015,000
Standard cutting condition High efficiency cutting condition
0.2
0.3
0.4
0.5
00.50101.5020101.50202.5030101.50202.50303.504020304010203040506010203040506
0.05
0.05
0.05
0.1
0.05
0.1
0.020.0140.0080.0080.0210.0160.0120.010.0080.0250.020.0160.0150.0140.0120.0080.0280.0160.010.030.0230.0170.0170.0110.0080.0350.030.020.020.0130.013
50,00050,00047,00042,00048,00045,60038,88038,88036,93638,30038,30038,30036,00029,32527,54024,15040,00030,60025,20038,30038,30031,10427,64824,19221,50438,30038,30031,10427,64824,19221,504
9229228667741,1611,1038608607601,0321,0329298856496095359836775571,0321,0329178157135551,0321,032917815713555
8298297887461,045993774774684929929836796585548481885609502929929826734642499929929826734642499
705705670635733697594594525793793714677499518411752575474793793634563493320793793634563493320
553553525498547520443443392620620557531390406321590451372620620473420368282620620473420368282
45,00045,00042,75040,50043,20041,04034,99234,99233,24234,56034,56034,56032,40026,43724,78621,77236,00027,54022,68034,56034,56027,99424,88321,77319,35434,56034,56027,99424,88321,77319,354
42,50042,50040,37538,25040,80038,76033,04833,04831,39632,25632,25632,25630,60024,67523,40920,32034,00026,01021,42032,25632,25626,43823,50120,56318,27832,25632,25626,43823,50120,56318,278
50,00050,00050,00050,00050,00047,50045,00045,00042,75046,08046,08046,08043,20035,25033,04829,02948,00036,72030,24046,08046,08037,32533,17829,03025,80546,08046,08037,32533,17829,03025,805
9229229229221,2081,1479989988811,2391,2391,1151,0627807316421,1808126691,2391,2391,1019788566661,2391,2391,101978856666
37,50037,50035,62533,75036,00034,20029,16029,16027,70228,80028,80028,80027,00022,03120,65518,14330,00022,95018,90028,80028,80023,32820,73618,14416,12828,80028,80023,32820,73618,14416,128
452452429406441419357357316508508457434320332263482368303508508381339297222508508381339297222
35,00035,00033,25031,50033,60031,92027,21627,21625,85526,72626,72626,72625,20020,44519,27816,83728,00021,42017,64026,72626,72621,77319,35416,93415,05326,72626,72621,77319,35416,93415,053
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
1918
RadiusEpoch Deep Radius
Recommended cutting conditions EPDR-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under φ0.5)
【Note】
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
6
60%
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
0.2
0.3
0.4
0.5
00.50101.5020101.50202.5030101.50202.50303.504020304010203040506010203040506
r
(mm)
0.05
0.05
0.05
0.1
0.05
0.1
0.020.0140.0080.0080.0210.0160.0120.010.0080.0250.020.0160.0150.0140.0120.0080.0280.0160.010.030.0230.0170.0170.0110.0080.0350.030.020.020.0130.013
50,00050,00050,00042,00050,00050,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00028,80028,80050,00050,00045,00040,00028,80028,800
258258240202585585530471412580580520480410380320520410320898898810720540480898898810720540480
230230223181516516460409358518518470400370320280470370280756756684603380380756756684603380380
205205202176456456420373326461461410370330300250410330250464464414378280260464464414378280260
180180170162336336300267200320320290270240200160290240160378378315279250250378378315279250250
50,00050,00048,60037,80050,00045,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00024,00024,00050,00050,00045,00040,00024,00024,000
50,00050,00045,90036,70050,00045,00045,00040,00035,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00040,00040,00036,00032,00019,40019,40040,00040,00036,00032,00019,40019,400
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
50,00050,00050,00050,00050,00050,00045,00040,00040,00050,00050,00045,00040,50040,00036,00030,00045,00040,00030,00050,00050,00045,00040,00030,00030,00050,00050,00045,00040,00030,00030,000
3073072762466966966205515046916916205604804203706204803701,0701,0709608506405701,0701,070960850640570
120%
50,00050,00045,90036,70050,00045,00045,00040,00030,00040,00040,00036,00033,40032,80029,40021,60036,00032,80021,60030,00030,00027,00024,00018,00018,00030,00030,00027,00024,00018,00018,000
160160153147320320290258194270270240220200180150240200150315315261234200200315315261234200200
6
60%
50,00050,00045,90036,70050,00045,00045,00040,00030,00036,00036,00034,00030,60025,60022,92019,20034,00025,60019,20028,00028,00024,50020,00015,00015,00028,00028,00024,50020,00015,00015,000
Standard cutting condition High efficiency cutting condition
0.2
0.3
0.4
0.5
00.50101.5020101.50202.5030101.50202.50303.504020304010203040506010203040506
0.05
0.05
0.05
0.1
0.05
0.1
0.020.0140.0080.0080.0210.0160.0120.010.0080.0250.020.0160.0150.0140.0120.0080.0280.0160.010.030.0230.0170.0170.0110.0080.0350.030.020.020.0130.013
50,00050,00047,00042,00048,00045,60038,88038,88036,93638,30038,30038,30036,00029,32527,54024,15040,00030,60025,20038,30038,30031,10427,64824,19221,50438,30038,30031,10427,64824,19221,504
9229228667741,1611,1038608607601,0321,0329298856496095359836775571,0321,0329178157135551,0321,032917815713555
8298297887461,045993774774684929929836796585548481885609502929929826734642499929929826734642499
705705670635733697594594525793793714677499518411752575474793793634563493320793793634563493320
553553525498547520443443392620620557531390406321590451372620620473420368282620620473420368282
45,00045,00042,75040,50043,20041,04034,99234,99233,24234,56034,56034,56032,40026,43724,78621,77236,00027,54022,68034,56034,56027,99424,88321,77319,35434,56034,56027,99424,88321,77319,354
42,50042,50040,37538,25040,80038,76033,04833,04831,39632,25632,25632,25630,60024,67523,40920,32034,00026,01021,42032,25632,25626,43823,50120,56318,27832,25632,25626,43823,50120,56318,278
50,00050,00050,00050,00050,00047,50045,00045,00042,75046,08046,08046,08043,20035,25033,04829,02948,00036,72030,24046,08046,08037,32533,17829,03025,80546,08046,08037,32533,17829,03025,805
9229229229221,2081,1479989988811,2391,2391,1151,0627807316421,1808126691,2391,2391,1019788566661,2391,2391,101978856666
37,50037,50035,62533,75036,00034,20029,16029,16027,70228,80028,80028,80027,00022,03120,65518,14330,00022,95018,90028,80028,80023,32820,73618,14416,12828,80028,80023,32820,73618,14416,128
452452429406441419357357316508508457434320332263482368303508508381339297222508508381339297222
35,00035,00033,25031,50033,60031,92027,21627,21625,85526,72626,72626,72625,20020,44519,27816,83728,00021,42017,64026,72626,72621,77319,35416,93415,05326,72626,72621,77319,35416,93415,053
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
1918
RadiusEpoch Deep Radius
Recommended cutting conditions EPDR-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under φ0.5)
【Note】
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
6
60%
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
EPDRP200 - - -TH (Total 8 items)
Item code Stock
Size(mm)
EPDRP2002-2-09005-THEPDRP2004-4-09005-THEPDRP2004-5-09005-THEPDRP2004-4-0901-THEPDRP2004-5-0901-THEPDRP2005-5-0901-THEPDRP2005-8-0901-THEPDRP2005-10-0901-THEPDRP20 - - -TH
0.2
0.4
0.5
※0.6~
0.05
0.05
0.1
0.1
0.90.90.90.90.90.90.90.9
0.150.30.30.30.30.350.350.35
0.170.370.370.370.370.470.470.47
5050505050505055
44444444
- - - - - - - -
2.824.915.934.905.925.939.00
11.04
3.445.766.885.746.876.88
10.2112.40
3.936.387.566.377.557.55
11.0213.28
●●●●●●●●●
Actual Effective Length in Incline Angles
1010101010101010
2454558
10
0.2280.4860.5180.4860.5180.6160.7100.773
0.5° 1° 2° 3°
9.968.397.808.427.837.756.395.72
1.11.251.251.251.251.31.31.3
3.155.386.475.376.466.479.70
11.84
1.5°
●:Stocked Items.
Tolerance on Corner r:±0.005 Helix Angle:30°
Back taper on peripheral edge:1.5~6°
Tolerance on Dia.: 0−0.015
Neck R Under neck lengthR2
R'
※The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Work material
Ratio to standard depth of cut
2 3 4
0.2
0.4
0.5
2
4
5
4
5
5
8
10
0.05
0.05
0.1
0.1
0.007
0.009
0.007
0.009
0.007
0.013
0.008
0.007
39,600
30,096
26,752
31,680
28,160
30,413
24,330
18,248
887
899
710
946
747
1,090
678
509
798
809
639
851
673
981
610
458
754
764
528
804
556
753
468
351
591
599
466
631
490
562
350
262
35,640
27,086
24,077
28,512
25,344
27,372
21,897
16,423
33,660
25,582
22,739
26,928
23,936
25,851
20,681
15,511
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
40,000
36,115
32,102
38,016
33,792
36,495
29,196
21,897
896
1,078
852
1,135
897
1,308
814
610
120%
29,700
22,572
20,064
23,760
21,120
22,810
18,248
13,686
483
489
373
515
392
453
282
211
6
60%
27,720
21,067
18,726
22,176
19,712
21,289
17,031
12,773
0.2
0.4
0.5
2
4
5
4
5
5
8
10
0.05
0.05
0.1
0.1
0.007
0.009
0.007
0.009
0.007
0.013
0.008
0.007
49,500
37,620
33,440
39,600
35,200
38,016
30,413
22,810
1,232
1,248
986
1,314
1,038
1,514
942
706
1,109
1,123
888
1,182
934
1,362
848
636
1,047
1,061
733
1,117
772
1,045
650
488
821
832
647
876
681
780
486
364
44,550
33,858
30,096
35,640
31,680
34,214
27,372
20,529
42,075
31,977
28,424
33,660
29,920
32,314
25,851
19,388
50,000
45,144
40,128
47,520
42,240
45,619
36,495
27,372
1,244
1,498
1,183
1,577
1,246
1,816
1,130
848
37,125
28,215
25,080
29,700
26,400
28,512
22,810
17,107
671
680
518
715
545
629
391
294
34,650
26,334
23,408
27,720
24,640
26,611
21,289
15,967
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on shank: 0−0.005
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
r
φDc
D1
dn φDs
θnθκ
RR2
L
Tooldia.
Dc
Cornerradius
r
NeckAngle
θn
Flutelength
R
Underneck
lengthR2
NeckR
Neckdia.
D1
Underneckdia.dn
Overalllength
L
Shankdia.
Ds
Approxneck
lengthR'
Interferenceangleθκ(°)
2120
RadiusEpoch Pencil Deep Radius Recommended cutting conditions EPDRP-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under φ0.5)
Standard cutting condition
High efficiency cutting condition
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4 5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
6
60%ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
EPDRP200 - - -TH (Total 8 items)
Item code Stock
Size(mm)
EPDRP2002-2-09005-THEPDRP2004-4-09005-THEPDRP2004-5-09005-THEPDRP2004-4-0901-THEPDRP2004-5-0901-THEPDRP2005-5-0901-THEPDRP2005-8-0901-THEPDRP2005-10-0901-THEPDRP20 - - -TH
0.2
0.4
0.5
※0.6~
0.05
0.05
0.1
0.1
0.90.90.90.90.90.90.90.9
0.150.30.30.30.30.350.350.35
0.170.370.370.370.370.470.470.47
5050505050505055
44444444
- - - - - - - -
2.824.915.934.905.925.939.00
11.04
3.445.766.885.746.876.88
10.2112.40
3.936.387.566.377.557.55
11.0213.28
●●●●●●●●●
Actual Effective Length in Incline Angles
1010101010101010
2454558
10
0.2280.4860.5180.4860.5180.6160.7100.773
0.5° 1° 2° 3°
9.968.397.808.427.837.756.395.72
1.11.251.251.251.251.31.31.3
3.155.386.475.376.466.479.70
11.84
1.5°
●:Stocked Items.
Tolerance on Corner r:±0.005 Helix Angle:30°
Back taper on peripheral edge:1.5~6°
Tolerance on Dia.: 0−0.015
Neck R Under neck lengthR2
R'
※The lineup of the item of φ0.6 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Work material
Ratio to standard depth of cut
2 3 4
0.2
0.4
0.5
2
4
5
4
5
5
8
10
0.05
0.05
0.1
0.1
0.007
0.009
0.007
0.009
0.007
0.013
0.008
0.007
39,600
30,096
26,752
31,680
28,160
30,413
24,330
18,248
887
899
710
946
747
1,090
678
509
798
809
639
851
673
981
610
458
754
764
528
804
556
753
468
351
591
599
466
631
490
562
350
262
35,640
27,086
24,077
28,512
25,344
27,372
21,897
16,423
33,660
25,582
22,739
26,928
23,936
25,851
20,681
15,511
5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
40,000
36,115
32,102
38,016
33,792
36,495
29,196
21,897
896
1,078
852
1,135
897
1,308
814
610
120%
29,700
22,572
20,064
23,760
21,120
22,810
18,248
13,686
483
489
373
515
392
453
282
211
6
60%
27,720
21,067
18,726
22,176
19,712
21,289
17,031
12,773
0.2
0.4
0.5
2
4
5
4
5
5
8
10
0.05
0.05
0.1
0.1
0.007
0.009
0.007
0.009
0.007
0.013
0.008
0.007
49,500
37,620
33,440
39,600
35,200
38,016
30,413
22,810
1,232
1,248
986
1,314
1,038
1,514
942
706
1,109
1,123
888
1,182
934
1,362
848
636
1,047
1,061
733
1,117
772
1,045
650
488
821
832
647
876
681
780
486
364
44,550
33,858
30,096
35,640
31,680
34,214
27,372
20,529
42,075
31,977
28,424
33,660
29,920
32,314
25,851
19,388
50,000
45,144
40,128
47,520
42,240
45,619
36,495
27,372
1,244
1,498
1,183
1,577
1,246
1,816
1,130
848
37,125
28,215
25,080
29,700
26,400
28,512
22,810
17,107
671
680
518
715
545
629
391
294
34,650
26,334
23,408
27,720
24,640
26,611
21,289
15,967
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
Tolerance on shank: 0−0.005
※Standard cutting depth is shown as the criteria for Group 2 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.
r
φDc
D1
dn φDs
θnθκ
RR2
L
Tooldia.
Dc
Cornerradius
r
NeckAngle
θn
Flutelength
R
Underneck
lengthR2
NeckR
Neckdia.
D1
Underneckdia.dn
Overalllength
L
Shankdia.
Ds
Approxneck
lengthR'
Interferenceangleθκ(°)
2120
RadiusEpoch Pencil Deep Radius Recommended cutting conditions EPDRP-TH
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Other end mills for micro-machining (under φ0.5)
Standard cutting condition
High efficiency cutting condition
ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Hardened Steels(55~65HRC)
Copper Hardened Steels(45~55HRC)
Work material
Ratio to standard depth of cut
2 3 4 5
100% 90% 80% 65%
1
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
120%
6
60%ToolDia.(mm)
Standarddepthof Cut(mm)
Underneck
Length(mm)
r
(mm)
【Note】
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Copper
Item code Stock Tooldia.
Ballradius
Flutelength
Neckdia.
Underneck
length
Overalllength
Size(mm)
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Copper
Item Code Stock Tooldia.
FluteLength
NeckDia.
Underneck
length
OverallLength
Size(mm)
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ6 φ6
HYPS200 -C (Total 4 items) Regular neck Long neck
2 Flutes
Side Angle:15°
●:Stocked Items.
HPSLN200 -C (Total 1 item)
●:Stocked Items.
2 Flutes
0.2 0.3 0.4 0.5
50,00048,00038,40038,400
0.020.0250.040.05
708680847847
45,00040,00032,00032,000
638567706706
40,50036,00028,80028,800
574510635635
38,25034,00027,20027,200
403358446446
Work material
1 2 3 4
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Tool Dia.(mm)
※Standard depthof cut (mm)
※ Standarddepth of cut
(mm)
Ratio to depth of cut 120% 100% 90% 80%
0.20.30.40.50.6
0.10.150.20.250.3
50,00050,00050,00048,00048,000
0.020.0250.040.0450.05
420600691960
1,440
50,00050,00048,00040,00040,000
350500576800
1,200
50,00050,00043,20036,00036,000
350500518720
1,080
50,00050,00040,80034,00034,000
325450449612884
Work material
1 2 3 4
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
Tool Dia.(mm)
R(mm)
Ratio to depth of cut 120% 100% 90% 80%
HYPB2 -C (Total 5 items) Regular neck
●:Stocked Items.
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ62 Flutes
Tolerance on R:±0.007
HPBLN2 -C (Total 2 items) Long neck
●:Stocked Items.
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ62 Flutes
Tolerance on R:±0.007
Square Ball
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
2322
Epoch Precision Miniature End Mill Epoch Precision Miniature End Mill
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Recommended cutting conditions HYPS-C HPSLN-C Recommended cutting conditions HYPB-C HPBLN-C
Other end mills for micro-machining (under φ0.5)
Side Angle:15°
Item Code Stock Tooldia.
FluteLength
NeckDia.
Underneck
length
OverallLength
Size(mm)
HYPS2002-CHYPS2003-CHYPS2004-CHYPS2005-CHYPS200 -C
●●●●●
0.20.30.40.5
※0.6~
0.30.40.50.6
- - -0.45 1.6
50505050
HPSLN2005-CHPSLN200 -C
●●
0.5※0.6~
0.6 0.45 2.5 60
※The lineup of the item of φ0.06 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
※The lineup of the item of φ0.06 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Withoutneck
escape
【Note】
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
Other end mills for micro-machining (under R0.3)
Side Angle:15° Side Angle:15°
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Item code Stock Tooldia.
Ballradius
Flutelength
Neckdia.
Underneck
length
Overalllength
Size(mm)
HYPB2002-CHYPB2003-CHYPB2004-CHYPB2005-CHYPB2006-CHYPB200 -C
●●●●●●
0.20.30.40.50.6
※0.8~
0.10.150.20.250.3
※0.4~
0.30.40.50.60.7
- - -0.450.55
5050505050
1.61.7
HPBLN2005-CHPBLN2006-CHPBLN200 -C
●●●
0.50.6
※0.8~
0.250.3
※0.4~
0.60.7
0.450.55
2.53
6060
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Copper
Item code Stock Tooldia.
Ballradius
Flutelength
Neckdia.
Underneck
length
Overalllength
Size(mm)
Carbon SteelsAlloy Steels
(180~250HB)
Stainless SteelsTool Steels
(25~35HRC)
Pre-harden Steels(35~45HRC)
Copper
Item Code Stock Tooldia.
FluteLength
NeckDia.
Underneck
length
OverallLength
Size(mm)
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ6 φ6
HYPS200 -C (Total 4 items) Regular neck Long neck
2 Flutes
Side Angle:15°
●:Stocked Items.
HPSLN200 -C (Total 1 item)
●:Stocked Items.
2 Flutes
0.2 0.3 0.4 0.5
50,00048,00038,40038,400
0.020.0250.040.05
708680847847
45,00040,00032,00032,000
638567706706
40,50036,00028,80028,800
574510635635
38,25034,00027,20027,200
403358446446
Work material
1 2 3 4
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Revolutionn
min-1
Feed ratevf
mm/min
Tool Dia.(mm)
※Standard depthof cut (mm)
※ Standarddepth of cut
(mm)
Ratio to depth of cut 120% 100% 90% 80%
0.20.30.40.50.6
0.10.150.20.250.3
50,00050,00050,00048,00048,000
0.020.0250.040.0450.05
420600691960
1,440
50,00050,00048,00040,00040,000
350500576800
1,200
50,00050,00043,20036,00036,000
350500518720
1,080
50,00050,00040,80034,00034,000
325450449612884
Work material
1 2 3 4
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
回転数nmin-1
送り速度vfmm/min
Tool Dia.(mm)
R(mm)
Ratio to depth of cut 120% 100% 90% 80%
HYPB2 -C (Total 5 items) Regular neck
●:Stocked Items.
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ62 Flutes
Tolerance on R:±0.007
HPBLN2 -C (Total 2 items) Long neck
●:Stocked Items.
Helix Angle:30°
Tolerance on Dia.: Tolerance on shank: 0−0.015
0−0.005
φ62 Flutes
Tolerance on R:±0.007
Square Ball
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining
2322
Epoch Precision Miniature End Mill Epoch Precision Miniature End Mill
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
Recommended cutting conditions HYPS-C HPSLN-C Recommended cutting conditions HYPB-C HPBLN-C
Other end mills for micro-machining (under φ0.5)
Side Angle:15°
Item Code Stock Tooldia.
FluteLength
NeckDia.
Underneck
length
OverallLength
Size(mm)
HYPS2002-CHYPS2003-CHYPS2004-CHYPS2005-CHYPS200 -C
●●●●●
0.20.30.40.5
※0.6~
0.30.40.50.6
- - -0.45 1.6
50505050
HPSLN2005-CHPSLN200 -C
●●
0.5※0.6~
0.6 0.45 2.5 60
※The lineup of the item of φ0.06 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
※The lineup of the item of φ0.06 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Withoutneck
escape
【Note】
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
【Note】
Other end mills for micro-machining (under R0.3)
Side Angle:15° Side Angle:15°
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Item code Stock Tooldia.
Ballradius
Flutelength
Neckdia.
Underneck
length
Overalllength
Size(mm)
HYPB2002-CHYPB2003-CHYPB2004-CHYPB2005-CHYPB2006-CHYPB200 -C
●●●●●●
0.20.30.40.50.6
※0.8~
0.10.150.20.250.3
※0.4~
0.30.40.50.60.7
- - -0.450.55
5050505050
1.61.7
HPBLN2005-CHPBLN2006-CHPBLN200 -C
●●●
0.50.6
※0.8~
0.250.3
※0.4~
0.60.7
0.450.55
2.53
6060
※The lineup of the item of R0.4 or more is done. Please refer to our product catalogue and each series cataloge separately for the size
Technical Data
Epoch Micro Series
Other End Mills for Micro-machining

New Produc t News No.605E-5 2017-7
Epoch Micro End Mill, Epoch Micro DrillOther end mill for micro machining
EMM(-TH), EMD-TH
End Mill & Drill Seriesfor Micro Machining
The diagrams and table data are examples of test results, and are not guaranteed values."Epoch" , “ ” and “ ” are registered trademarks of Mitsubishi Hitachi Tool Engineering, Ltd. in Japan.
2017-7(K)2006-4:FP
Attentions on Safety
2. Cautions regarding mounting(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in the collet chuck, etc.(2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause of the chattering.
4. Cautions regarding regrinding(1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool with one in good condition, or perform regrinding.(2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety cover over the work area and wear safety clothes such as safety
goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When performing regrinding or similar processing, be sure to handle the
processing in accordance with thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
1. Cautions regarding handling(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is dropped. Be particularly careful regarding contact with the tool flutes. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare hands.
3. Cautions during use(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.(2) The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted as
appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material.(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to
workers, fire, or eye damage from such flying pieces, a safety cover should be attached when work is performed and safety equipment such as safety goggles should be worn to create a safe environment for work.
(4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire prevention is necessary.
(5) Do not use the tool for any purpose other than that for which it is intended.
Official Web Site
Database for selection Cutting Tool Products 【TOOL SEARCH】
http://www.mmc-hitachitool.co.jp/e/Head OfficeHulic Ryogoku Bldg. 8F, 4-31-11, Ryogoku, Sumida-ku, Tokyo, Japan 130-0026International Sales Dept. : TEL +81-3-6890-5103 FAX +81-3-6890-5128
MMC Hitachi Tool Engineering Europe GmbHItterpark 12, 40724 Hilden,Germany. Tel +49-(0)2103-24820 Fax +49-(0)2103-248230
MITSUBISHI MATERIALS U.S.A. CORPORATIONDETROIT OFFICE Customer service41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A.Tel +1(248) 308-2620 Fax +1(248) 308-2627CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173 U.S.A. Tel +1(847) 252-6371 Fax +1(248) 308-2627
MMC Hitachi Tool Engineering(Shanghai),Ltd.11F, Chuang Xing Financial Center, 288 Nanjing RD (West) Shanghai, China 200003 Tel +86-(0)21-3366-3058 Fax +86-(0)21-3366-3050
MMC Hardmetal(Thailand)Co.,Ltd. HT-Division399 Interchange 21 Building, 20th Floor, Unit no. 2015, Sukhumvit 21 Asoke Road, Klongtoey Nua, Wattana, Bangkok 10110, Thailand Tel +66-(0)2-611-2520 Fax +66-(0)2-611-2521
Hitachi Metals (India) Pvt. Ltd.Plot No 94 & 95,Sector 8, IMT Manesar ,Gurgaon-122050 , Haryana, India Tel +91-124-4812315 Fax +91-124-2290015
Search Web
DISTRIBUTED BY:
Europe China
America Thailand
India
Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification. Printed in JAPAN
Printed using vegetable oil ink.