energy and operating efficiencies in dry-mill ethanol production governors’ ethanol coalition...
TRANSCRIPT

Energy and Operating Efficiencies In Dry-Mill Ethanol Production
Governors’ Ethanol Coalition February, 2007
Greg Krissek, Governmental Affairs Director

Modern Era of Dry Mill Ethanol Production has Multiple Focuses
● Ethanol historically has been a value-added product Distilleries and food-
grade markets 1980s
• Last time for extender market
1990s• Oxygenate
• Octane enhancer
• Education needed at the pump

2000s Era of Commodity Production and Fuel Extender

0
1
2
3
4
5
6
7
8
9
80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 00 01 02 03 04 05 06 07
bil
lio
ns
of
gal
lon
sWill Only Continue with Projected Ethanol Production Growth in the U.S.
2006 = 18% US Corn Crop
Can replace ~4% gasoline
Average growth = 75 million gal/yr
Average growth = 720 million gal/yr
End of 2007 expect 8.2 Billion gallons capacity = 30% US corn crop
US Fuel Ethanol Capacity

CO2Alpha-Amylase and Glucoamylase
Fermenter
“Liquefaction”
Grain Kernels
Grind Grain
Distillation
DDGSOnly C6 Sugars
Ethanol
Grain Fermentation Today
● Well developed process● Over 25 years of history● High efficiency today, refined over time● Fermentation natural and easy C6 sugars

Historical Energy Usage
0
20000
40000
60000
80000
100000
120000
1975 1985 1995 2001 2002 2004
0
0.5
1
1.5
2
2.5
3
Energy Use perGallon Dry-Mill
Gallons/bu.
Dry-Mill Thermal Energy Use per Gallon of Ethanol and Ethanol Yield per Bushel
Source: Clean Fuels Development Coalition
Dry-Mill Ethanol Plants
● Reuse of energy within plant Heat exchangers are now common Heat tolerant yeast
• Less energy loss to cooling tower; this energy makes it to beer column
Improved fermentation by control of lactic/acetic acid, methanator cushion
Fewer upsets – increased time efficiency Routing dryer particulate to thermal oxidizer
led to energy gain Increased number of plants equates to
increased learning opportunities
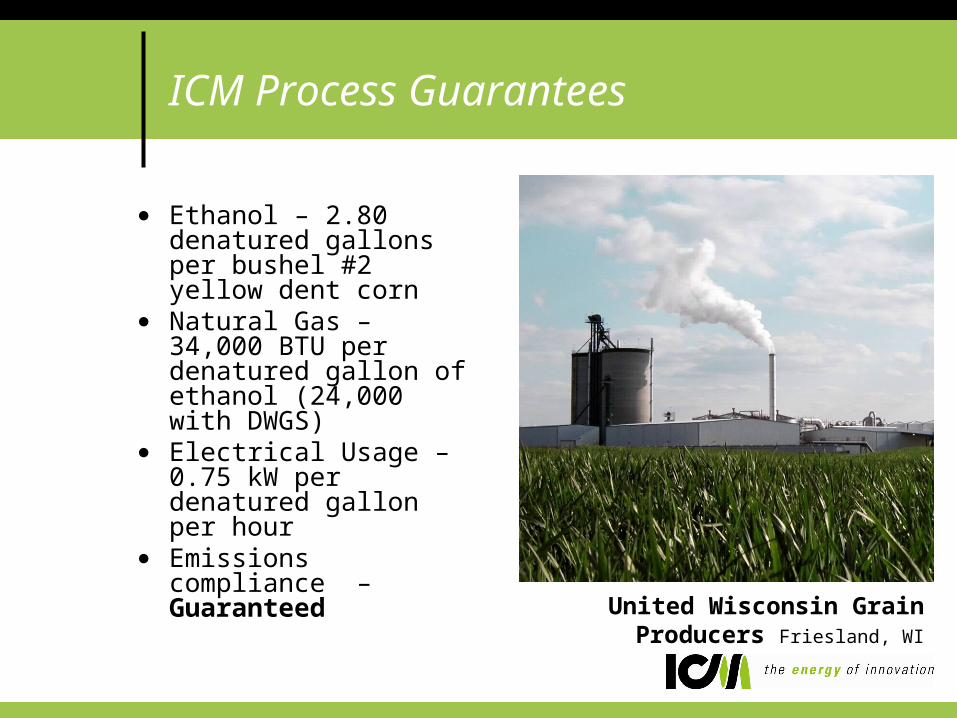
ICM Process Guarantees
● Ethanol – 2.80 denatured gallons per bushel #2 yellow dent corn
● Natural Gas – 34,000 BTU per denatured gallon of ethanol (24,000 with DWGS)
● Electrical Usage – 0.75 kW per denatured gallon per hour
● Emissions compliance – Guaranteed
United Wisconsin Grain Producers Friesland, WI

Efficiencies Gained
● Overall design and piping in the plant● Heat capture and recycling in equipment
Air-to-air heat exchanger● Water treatment and capture of methane as energy
source● Emissions containment and energy center
integration● Enzymes tolerate higher pH, reducing acid needs● Molecular sieves replaced:
Grit columns Azeotropic systems
• Eliminate benzene & isopropyl ether
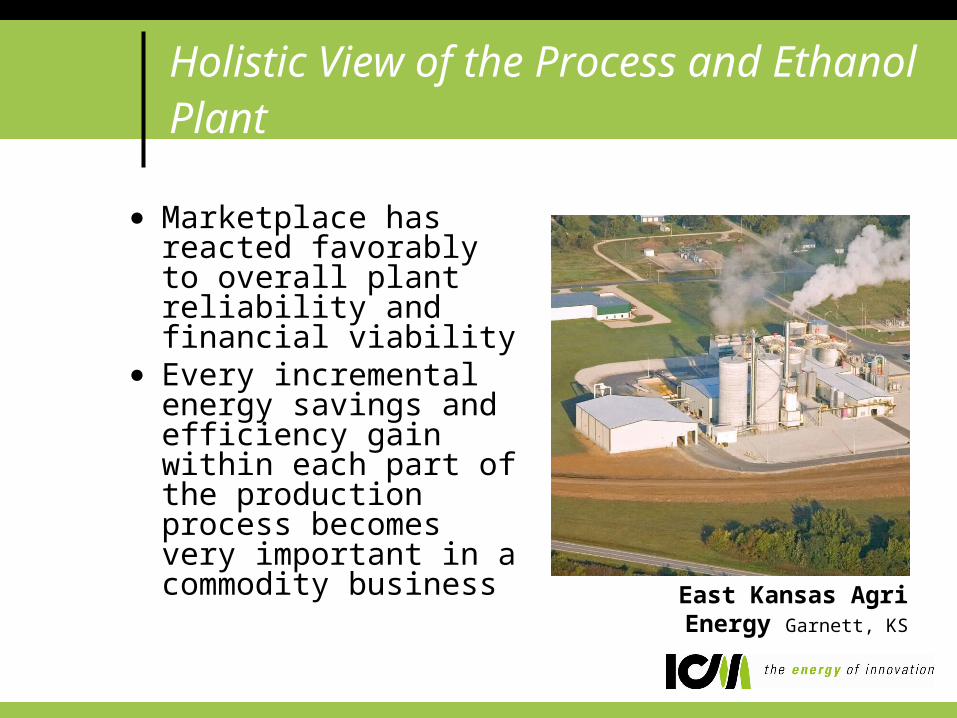
Holistic View of the Process and Ethanol Plant
● Marketplace has reacted favorably to overall plant reliability and financial viability
● Every incremental energy savings and efficiency gain within each part of the production process becomes very important in a commodity business East Kansas Agri Energy
Garnett, KS

Energy Prices Lead Plant Designers to Evaluate Alternative Energy Sources
● Natural Gas● Coal● Biomass
Ag Residue Solid waste Wood chips
● Waste steam
… but reliability, consistent availability, conversion technology and cost are crucial

Energy Prices Lead Plant Owners and Operators to Optimize Use
● 30,000 BTU per gallon of ethanol achievable with good management

New Technologies for Energy are Coming Forward
● Integrating technologies in the process but understanding impacts Steam tube dryers
• Co-product needs Turbines
• Supply up to one-third electricity needs if generating needs and cost analysis (capital and operating) make sense
Gasifiers Corn fractionation Ultra-filtration of thin stillage/oil separation Reuse of local effluent water & RO/cooling tower blow
down
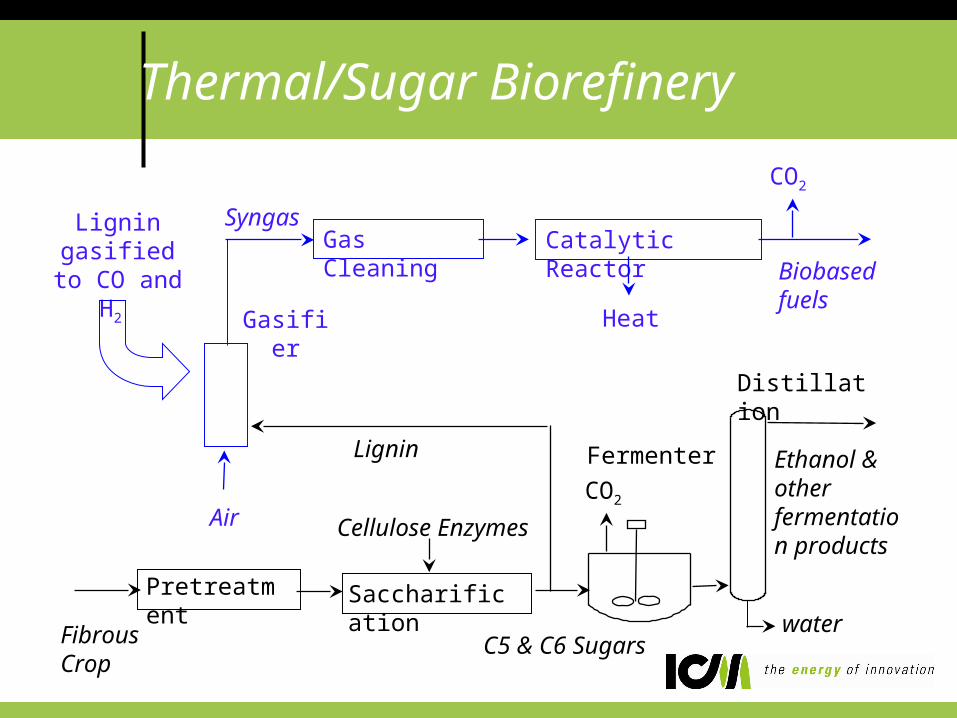
CO2
Cellulose Enzymes
Fermenter
Saccharification
Fibrous Crop
Pretreatment
Distillation
water
Lignin
C5 & C6 Sugars
Ethanol & other fermentation products
Thermal/Sugar Biorefinery
Gasifier
SyngasGas Cleaning Catalytic Reactor
Biobased fuels
Air
CO2
Lignin gasified to CO and H2
Heat

Financial Health of the Industry Attracts After-Market Services
● Banks today view little technology risk (vs. 1980s)
● Automation and optimization vendors
● Plant and company scale-up brings internal support and engineering resources
● Attractive to technology graduates
● Creates interest for applied research in academia

Creating optimism for the future!
Western Plains Energy Oakley, KS

For More InformationContact
Greg KrissekDirector of Governmental AffairsPhone: 316-977-6549
E-mail: [email protected]
icminc.com