energy consumption in copper sulphide smelting - xps · 6 university of toronto some features of...
TRANSCRIPT

1
University of TorontoUniversity of Toronto
Energy Consumption in Copper Sulphide Smelting
Pascal Coursol, Phillip Mackey (Consultants-Extractive Metallurgy, Xstrata Process Support)
andCarlos Diaz
(Consultant and Adjunct Professor, University of Toronto)
Presented at the Copper 2010 ConferenceJune 7th, Hamburg, Germany

2
University of TorontoUniversity of Toronto
Presentation Outline
• Trend in energy consumption – Discussion of previous similar studies
• Methodology and assumptions • Description of the case studies
– Outokumpu-Kennecott – Isasmelt – Mitsubishi– Noranda-Teniente Bath Smelting
• Results and discussion • Suggestions for further energy reduction in copper
sulphide smelting

3
University of Toronto
Energy Consumption in Cu Smelting Trend over the Last Four Centuries (as MJ/t Cu - feed to metal)
•Energy consumption steadily decreasing
•Since 1900 energy consumption has dropped by a factor of about 30 times
•Energy at present time ~ 12,000-15 000 MJ/t Cu
The present study focuses on energy in sulphide smelting

4
University of Toronto
Previous Studies on Energy Consumption in Sulphide Smelting
• Studies selected for comparison • Kellogg and Henderson (1976), Cochilco
(2009), Piret (2009) and Marsden (2008)• Results from Kellogg and Henderson
(similar to our approach)
Processing Route Electric Energy
(MJ/tonne anode)
Fossil Fuel
(MJ/tonne anode)
Total
(MJ/tonne anode)
Hot Calcine Reverb [Kellogg76] 2,173 15,935 18,108
KH-Outokumpu Flash [Kellogg76] 7,477 6,760 14,237
KH-Mitsubishi [Kellogg76] 6,904 9,306 16,210
KH-Noranda [Kellogg76] 9,045 5,220 14,265

5
University of Toronto
Methodology Used in this Study
• Adopted basic approach of Kellogg and Henderson
• Selection of four “modern” flowsheets to compare energy consumption and CO2emissions • Developed four new METSIM models for heat
and mass balance• Compared energy results amongst the modern
and older technologies

6
University of Toronto
Some Features of the METSIM Models
• Proper definition of concentrate and flux mineralogies • Proper thermodynamic properties for molten slag and
matte • Some thermodynamic data imported from the
FactSage software into METSIM• Solubility of FeS in Slag
– Important for heat balance in smelting vessel • Fe3O4 solubility in slag and Matte
– Important for heat balance in smelting and converting• Key recycle streams included
• Slag concentrate, dust and reverts are important for heat balance of the smelting and converting units
7
University of Toronto
Some Key Assumptions Used for the Case Studies
• Standard concentrate and flux used • Double absorption acid plant adopted• Annual concentrate throughputs used:
• Outokumpu/Flash convert: 1.2Mt/year – 161 tph @ 85% Online time
• Isasmelt/PS converters: 1.2Mt/year – 161 tph @ 85 % Online time
• Mitsubish-S, C and CL furnaces: 0.75Mt/year– 111 tph @ 85% Online time
• Noranda/Teniente/PS Converters: 0.85Mt/year – 126 tph @ 85% Online time
• Waste heat recovery on smelting vessels, PS converters but not on anode furnaces
8
University of TorontoUniversity of Toronto
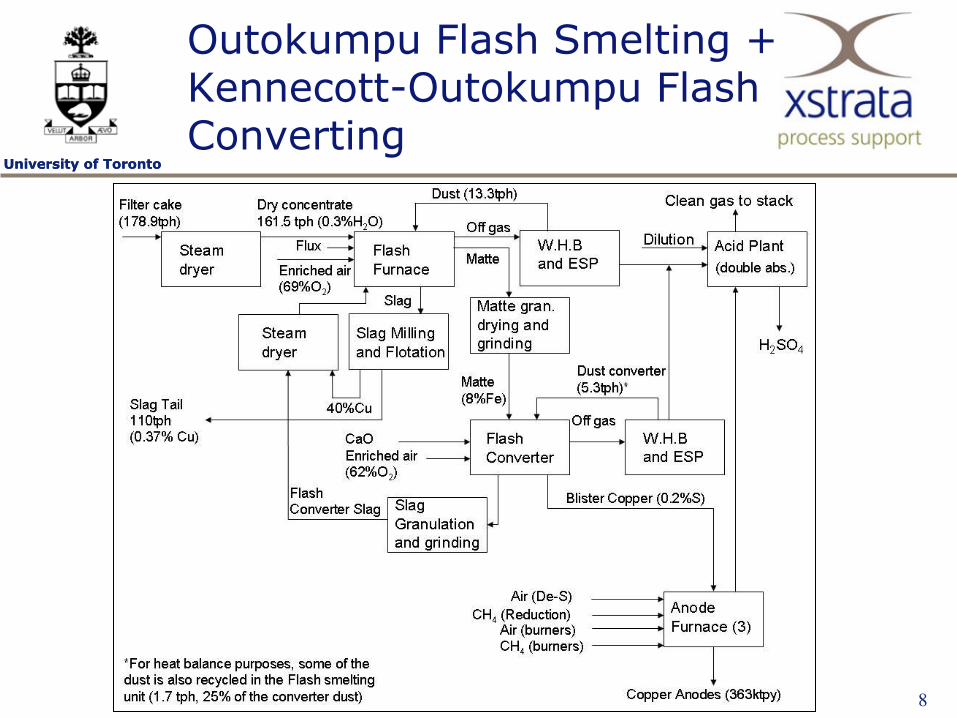
Outokumpu Flash Smelting + Kennecott-Outokumpu Flash Converting

9
University of TorontoUniversity of Toronto
Isasmelt Smelting + Pierce-Smith Converting

10
University of TorontoUniversity of Toronto
Mitsubishi Continuous Smelting Process

11
University of TorontoUniversity of Toronto
Noranda/Teniente Continuous Bath Smelting + Pierce-Smith Converting

12
University of Toronto
Main Aspects Considered in Energy Balance
• Fossil Fuel • Natural gas and coke for heat balance or process
requirements (local reduction)• Electricity
• Acid Plant, oxygen production, matte and slag grinding, blowers, secondary gas handling, auxiliary equipments,…
• The power plant efficiency was assumed to be 38%. This factor was applied to convert the electrical energy to thermal energy in the energy balance.
• Steam credits were applied when excess steam was produced
13
University of Toronto
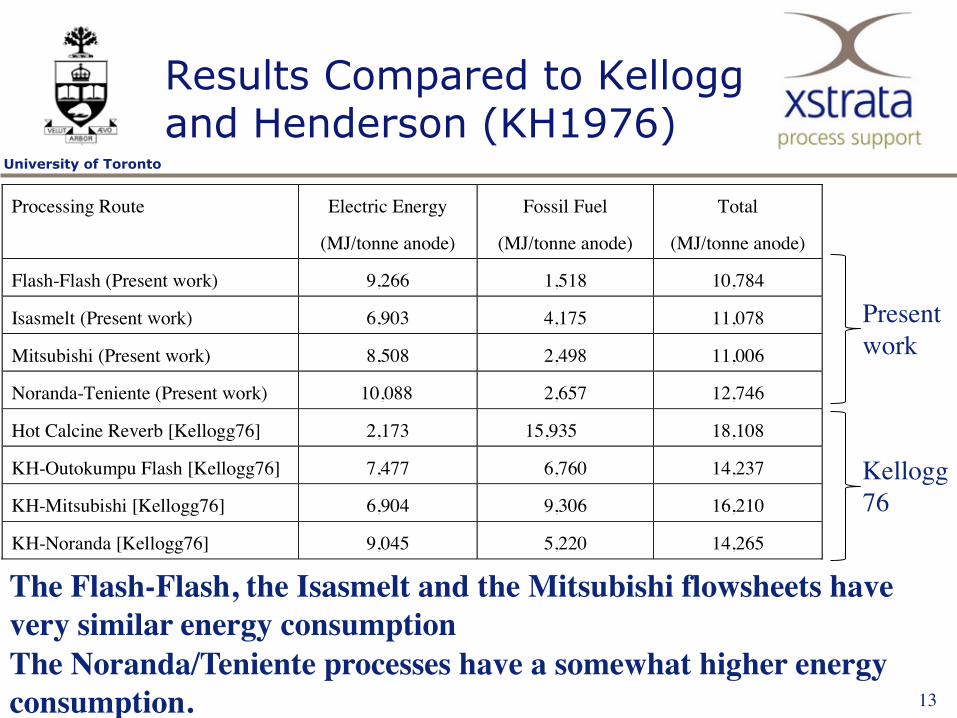
Results Compared to Kellogg and Henderson (KH1976)
Processing Route Electric Energy
(MJ/tonne anode)
Fossil Fuel
(MJ/tonne anode)
Total
(MJ/tonne anode)
Flash-Flash (Present work) 9,266 1,518 10,784
Isasmelt (Present work) 6,903 4,175 11,078
Mitsubishi (Present work) 8,508 2,498 11,006
Noranda-Teniente (Present work) 10,088 2,657 12,746
Hot Calcine Reverb [Kellogg76] 2,173 15,935 18,108
KH-Outokumpu Flash [Kellogg76] 7,477 6,760 14,237
KH-Mitsubishi [Kellogg76] 6,904 9,306 16,210
KH-Noranda [Kellogg76] 9,045 5,220 14,265
Kellogg 76
Presentwork
The Flash-Flash, the Isasmelt and the Mitsubishi flowsheets have very similar energy consumption The Noranda/Teniente processes have a somewhat higher energy consumption.

14
University of Toronto
Difference Between this Study and the Data from Chilean Smelters
The difference in energy consumption represents many millions $US per site !!
Opportunity ?

15
University of Toronto
Difference Between the Ideal Condition and Data from Chilean Smelters
• Our calculations do not account for all “real life” aspects in the energy balance, hence our estimates may be slightly low.
• A part of the difference is due to “ideal conditions” used in our calculations (high throughput, steam drying, benchmark oxygen and acid plants,…)
• It is considered that an important part of the difference may be due to plant inefficiencies• An energy audit can help in identifying the best
opportunities to lower energy consumption
16
University of Toronto
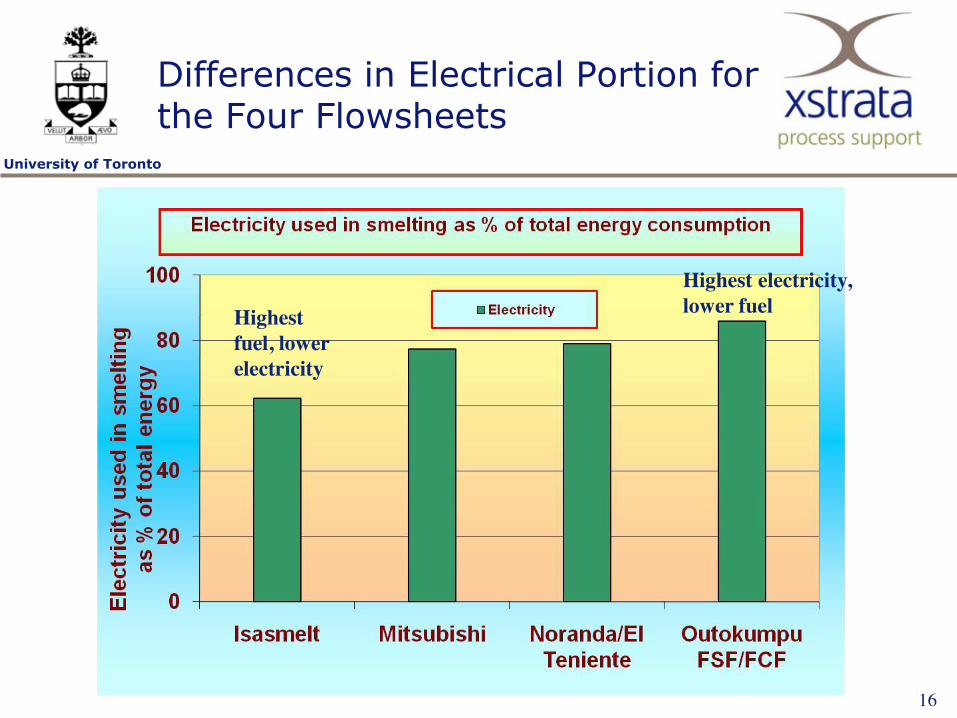
Differences in Electrical Portion for the Four Flowsheets
Highest fuel, lower electricity
Highest electricity, lower fuel
17
University of Toronto
Main Assumptions to Calculate the Total CO2 Emissions for Each Flowsheet
• Different countries have different ways to produce electricity (hydro, coal, natural gas, fuel oil,…), leading to different CO2 emissions per MWh.
• In our analysis (next slide), we assumed two different scenario• The “Chilean” scenario
– 0.54t CO2 per MWh (Average for the two main energy grids in Chile employing different energy mixes)
• The “100% Coal” scenario
– 0.96t CO2 per MWh (all power from coal)

18
University of Toronto
Calculated CO2 emissions for copper smelting according to type of fuel employed at the power plant

19
University of Toronto
Conclusions
• The Flash-Flash, the Isasmelt and the Mitsubishi flowsheets have similar low energy consumption compared to the Noranda/Teniente flowsheet
• Our work appear consistent with the study from Kellogg and Henderson published in 1976• Today, higher oxygen enrichment are used and
more heat recovery was assumed in our cases• This type of modeling can be used to prepare
energy audits at smelter sites and identify the opportunities for improvements
• Fuel and electricity cost will significantly impact the optimal technology selection for a greenfield project

20
University of Toronto
Discussion
• Better copper recoveries were obtained in flowsheets including slag slow cooling and flotation.
• Our models can be modified to mix converting, slag cleaning and recycling options to obtain the best configuration for a given site.

21
University of Toronto
Suggestions for Further Improvements in Energy Efficiency
for Copper Sulfide Smelting
• Build smelters at optimal size to minimize energy consumption
• Lower the energy consumption for acid and oxygen production
• Develop good use for excess steam from waste heat boilers
• Utilization of higher oxygen enrichment• Tuyere/lance/concentrate burner design • Keep lowering the energy required for oxygen production
• Waste heat recovery from anode furnaces and converters • Reduce infiltration and improve waste heat boiler design to allow
higher efficiency and low maintenance