eni slurry technology and biorefinery: two different ... · pdf fileeni slurry technology and...
TRANSCRIPT

Eni slurry technology and biorefinery: two different refining paradigms
Giacomo Rispoli, Executive Vice President of Research, Technological
Development & Projects, eni Refining & Marketing Division

2
The crisis of EU Refining System 1
Focus eni’s new technology initiatives 3
The role of Innovation 2
Conclusions 4
Highlights

3
The “Panta rei” of EU refinery
For many years the European Refinery has been a solid source of profit, but starting from 2008 the scenario has changed dramatically towards lower profits or losses.
Panta rei os potamos (the whole flows as a river)
Heraclitus Since the scenario changes now appear to be structural, the refinery system can not remain (be) as it was to mantain profitability. Therefore it is important to understand if this industrial sector can evolve in some way to become again economically attractive.

4
The scenario
North America Region: Positive refinery margin. The discovery and production of shale-gas has reduced the cost of energy.
East and Far East: Positive refinery margin driven by the growing demand and by the large size of the new refineries
Europe: Low or negative refinery margin due to: • decrease of the demand and unbalanced offer • high energy cost • environmental constraints • old refining system constituted by many
medium-small size refineries

About 100 Mln ton overcapacity in Europe driven by volume drop
EU refined products drop and margins under pressure
decrease of the demand and unbalanced offer
Fuel economy increased by nearly 60% from 1980 to 2006 and continuous improving
Source: MIT Study, Jan. 2012
0
20
40
60
80
100
120
1993 1996 1999 2002 2005 2008 2011-I
Oil Price Escalation Crude oil prices trend ($/bl)
Dubai
Ural CIF Med
Brent Dated
Source: Platts 2011
* Passenger light-duty vehicles
environmental constraints Climate and energy package:
renewable energy to reach 10% share of transport energy demand in 2020
CO2 emission standards for PLDV* by 2020 (95g CO2/km)
ETS to include aviation from 2012
Source: IEA-WEO 2011 Scenario
5
Lower crude quality with higher quality fuel request
Source: Woodmackenzie
Mbl/d
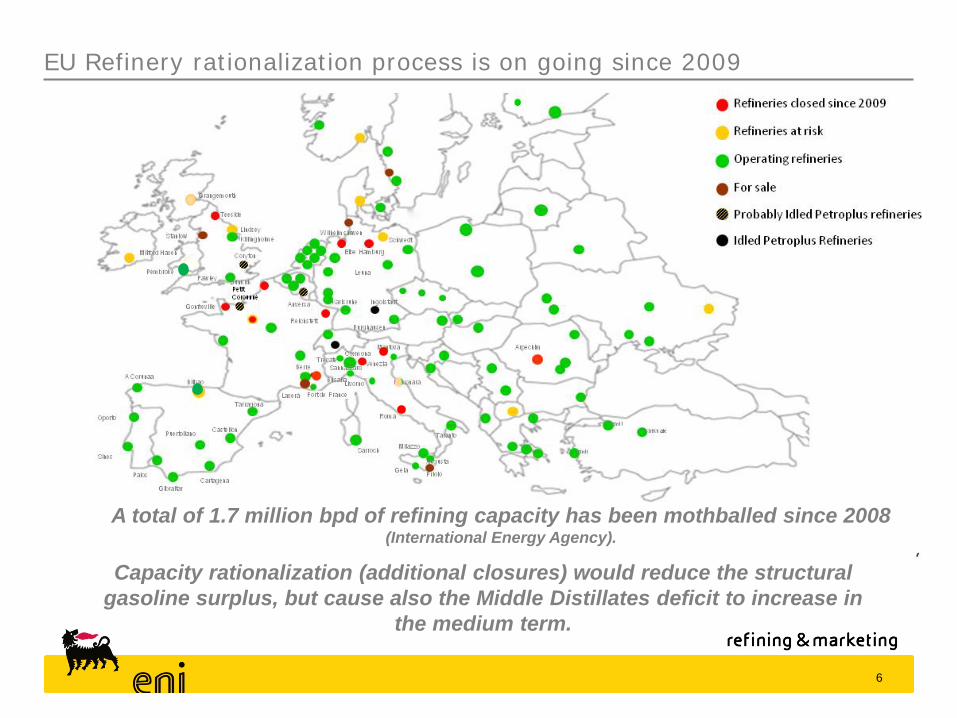
EU Refinery rationalization process is on going since 2009
6
More than 9 Refineries already closed (about 1Mb/d) and further 11 at risk
A total of 1.7 million bpd of refining capacity has been mothballed since 2008 (International Energy Agency).
Capacity rationalization (additional closures) would reduce the structural gasoline surplus, but cause also the Middle Distillates deficit to increase in
the medium term.

7
The crisis of EU Refining System 1
Focus eni’s new technology initiatives 3
The role of Innovation 2
Conclusions 4
Highlights
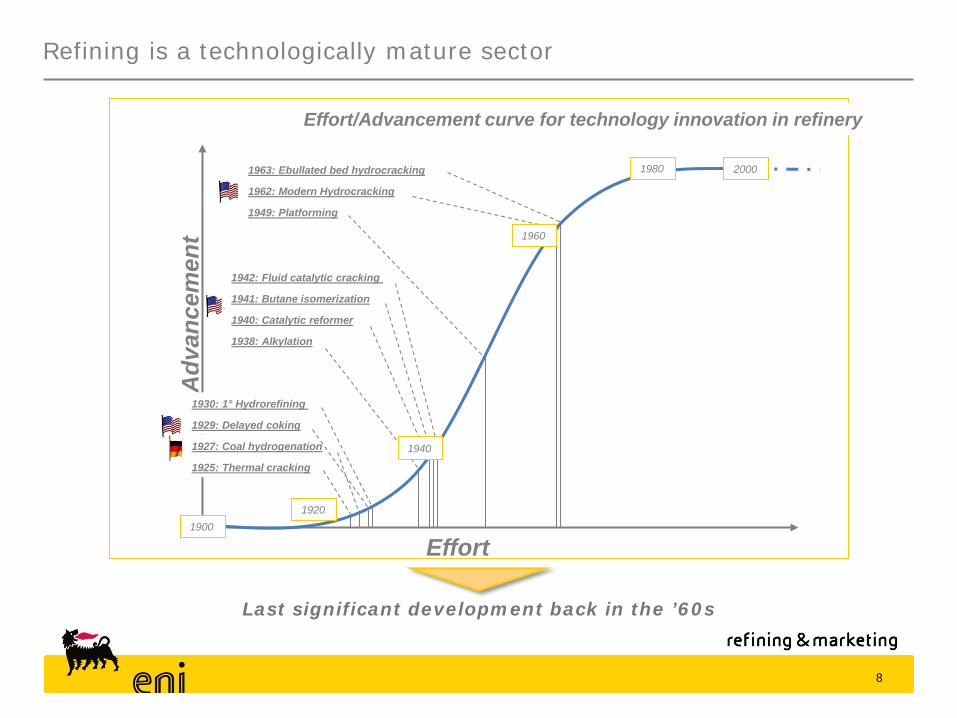
Refining is a technologically mature sector
Effort
Adv
ance
men
t
1900 1920
1980 2000
1925: Thermal cracking
1927: Coal hydrogenation
1929: Delayed coking
1930: 1° Hydrorefining
1938: Alkylation
1940: Catalytic reformer
1941: Butane isomerization
1942: Fluid catalytic cracking
1940
1949: Platforming
1962: Modern Hydrocracking
1963: Ebullated bed hydrocracking
1960
Effort/Advancement curve for technology innovation in refinery
Last significant development back in the ’60s
8

Europe must be “re-industrialized” in a different way to survive non-EU competition
In our view, technology innovation will be the breakthrough for the future of the EU Refining System, enabling a current technology curve shift
A paradigmatic change is
required towards new
breakthrough technologies
Effort
Adv
ance
men
t in
te
chno
logy
2010
1900 1920 1940
1960
2000 1980
9
The high energy cost and environmental constraints call for new technologies to support competitivity of EU refining system
The search for a discontinuity

The eni approach
The answer: Eni Slurry Technology
The answer: Green Refinery
project
10
Problems: Low or negative refinery margin due to: • decrease of the demand and unbalanced offer • high energy cost • old refining system constituted by many
medium-small size refineries • environmental constraints
• old refining system constituted by many medium-small size refineries
• environmental constraints

11
The crisis of EU Refining System 1
Focus eni’s new technology initiatives 3
The role of Innovation 2
Conclusions 4
Highlights
: EST

12
EST is a hydrocracking process based on two unique features: 1. Nanodispersed (slurry) non ageing catalyst
2. Homogeneous & isothermal slurry bubble column reactor
The recycle of unconverted heavy ends
allows the total conversion of the bottom of the barrel to good
quality middle distillates (feedstock conversion >97%)
H2
Refined products
(SCO)
Gas
Slu
rry
Rea
ctor
Feed
Purge
Frac
tion
atio
n
Sys
tem
Cat prec
Catalyst & Residue Recycle
H2 Rec.
Reaction Products
EST can: easily handle very heavy feedstock; lower energy costs; balance diesel vs gasoline.
EST: What and Why

13
Construction and running of a
0.3 bpd Pilot Plant
Completion and start-up
of a 1200 bpd demo
plant
Early 90’s Start up of the R&D activity
13
Eni Slurry Technology (EST) Development Phases
Start-up of a 23000 bpd industrial
plant
At the end of 2008 after more than 10 years of Research & Development, eni decided to build the first industrial unit in its refinery of Sannazzaro dè Burgundi in Pavia province, about 60 Km west of Milan.

14
Schedule of the main EST Project steps Engineering (Front End)
started Jan 2009. Detailed engineering 9 months later Site Activities (earth
movement and civil works) started in Nov 2010 Steam Reforming unit and
relevant utilities started-up in Jan 2013 Pre-commissioning of EST
started in Apr 2013 Commissioning of EST
started in Jul 2013 Oil in: Oct 14th, 2013
15
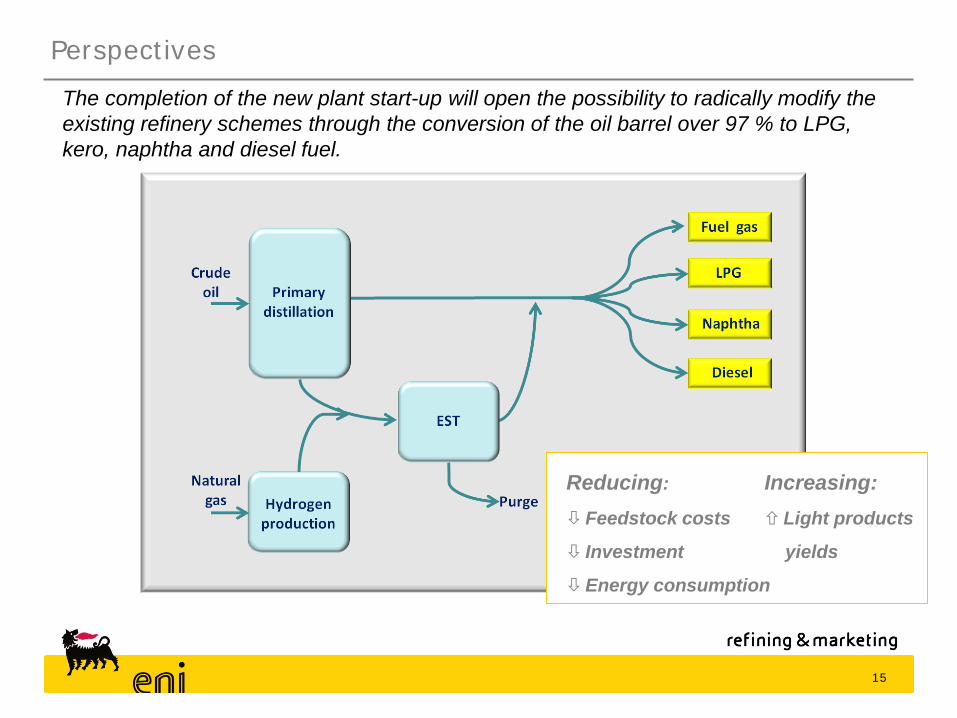
Perspectives
The completion of the new plant start-up will open the possibility to radically modify the existing refinery schemes through the conversion of the oil barrel over 97 % to LPG, kero, naphtha and diesel fuel.
Reducing:
Feedstock costs
Investment
Energy consumption
Increasing: Light products
yields
16
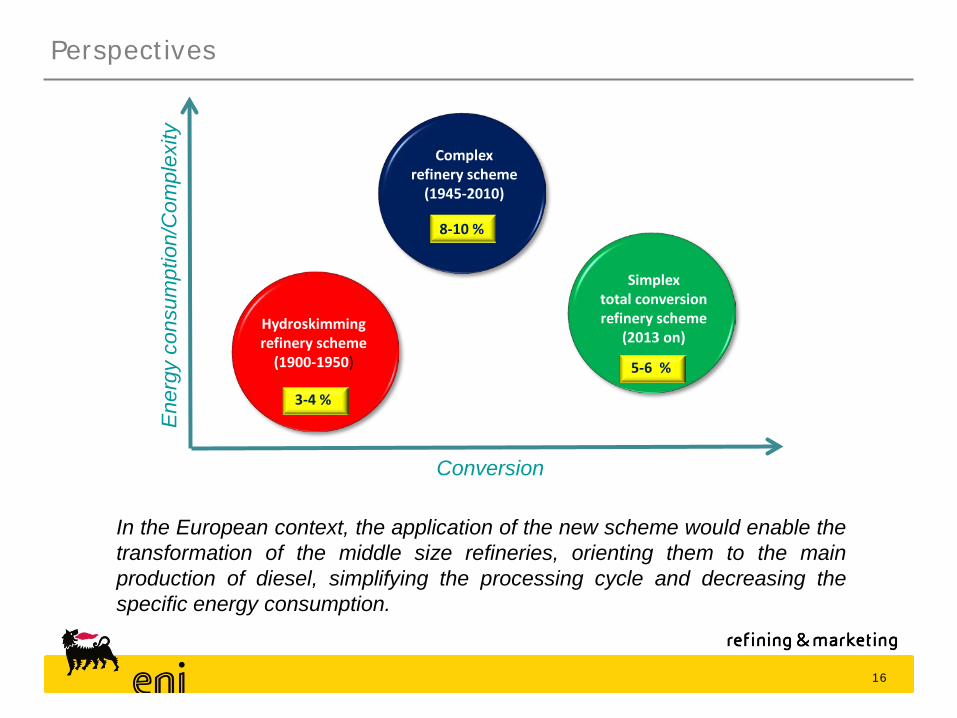
In the European context, the application of the new scheme would enable the transformation of the middle size refineries, orienting them to the main production of diesel, simplifying the processing cycle and decreasing the specific energy consumption.
Hydroskimming refinery scheme
(1900-1950)
3-4 %
Simplex total conversion refinery scheme
(2013 on)
5-6 %
Complex refinery scheme
(1945-2010)
8-10 %
Ene
rgy
cons
umpt
ion/
Com
plex
ity
Conversion
Perspectives

17
The crisis of EU Refining System 1
Focus eni’s new technology initiatives 3
The role of Innovation 2
Conclusions 4
Highlights
: Green Refinery

From Venice conventional Refinery to Biorefinery Overcapacity: use existing facilities for doing new business
Livorno
Porto Marghera
Milazzo
Gela
Taranto
Wholly owned In partnership
Sannazzaro
Green Refinery project at Venice refinery
The use of existing facilities allows an important reduction of capital costs
18
Substitute FAME with in-house produced HVO
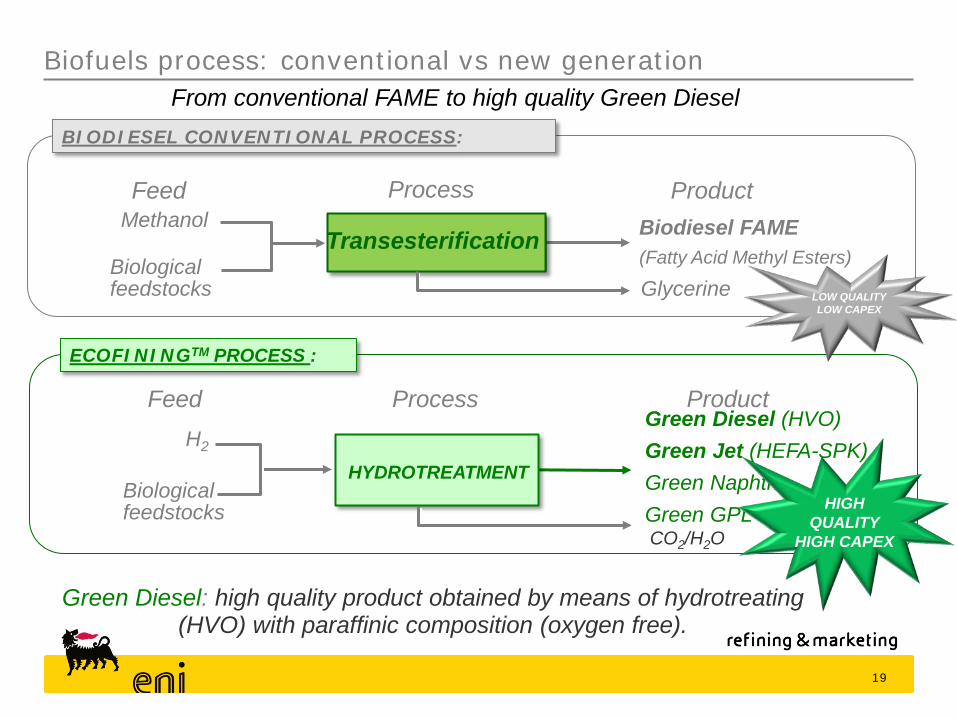
Biofuels process: conventional vs new generation
Green Diesel: high quality product obtained by means of hydrotreating (HVO) with paraffinic composition (oxygen free).
Feed Process Product Biodiesel FAME (Fatty Acid Methyl Esters)
Glycerine
Biodiesel Methanol
Transesterification
Green Diesel (HVO) Green Jet (HEFA-SPK) Green Naphtha Green GPL
Biological feedstocks
H2
HYDROTREATMENT
CO2/H2O
Biological feedstocks
Feed Process Product
BIODIESEL CONVENTIONAL PROCESS:
ECOFININGTM PROCESS :
LOW QUALITY LOW CAPEX
HIGH QUALITY
HIGH CAPEX
19
From conventional FAME to high quality Green Diesel

20
In first phase of the project the EcofiningTM unit will operate in balance with the hydrogen provided by the existing catalytic reforming unit.
Venice project
The final configuration of the Green Refinery will be achieved after the completion of the new Steam Reforming unit for H2 production, by end of 2016: bio-fuels production will reach 560 kt/y .
2Q 2014 start up 1Q 2016

Green Refinery scheme
The Green Refinery project is the first example on world basis of conversion of an existing petroleum refinery into a Biorefinery. In a difficult time for refining margin in Europe, eni considered to reuse existing equipment, facilities, utilities, offsite and ancillaries, commonly installed in a petroleum refinery, to convert them into an innovative Biorefinery, utilizing the eni/Honeywell UOP proprietary EcofiningTM technology.
21

22
Perspectives
Venice Biorefinery, originally forecast to close, will be maintained in operation thanks to the Green Refinery Project. Instead of grass root investment for a new EcofiningTM plant, the Green Refinery project requires minor CAPEX, thanks to the integration with existing facilities (patent filed MI2012A001465).
The Green Refinery will produce Green diesel and also some high value by-products which will used as new green fuels, such as Green Naphtha, Green LPG and Green Jet.

23
The crisis of EU Refining System 1
Focus eni’s new technology initiatives 3
The role of Innovation 2
Conclusions 4
Highlights

24
Conclusions
Only a strong innovation resulting from frontier research can create the conditions for the maintenance and development of industrial activities in this field in Europe. The EU should make the utmost effort to support and promote innovation in this field, as a prerequisite for the maintenance of employment and growth.
The crisis in European refining has become a structural feature that will not allow a return to the condition existing before 2008.
To avoid this industry disappearing from Europe it is necessary to identify the pathways that constitute an evolutionary breakthrough practices compared to the previous knowledge.

25
“It must be remembered that there is nothing more difficult to plan, more doubtful to happen, or more dangerous to manage than the creation of a new system. To him who proposes it that produces the enmity of those who have profit to preserve the ancient and only lukewarm supporters in those who would benefit from the new “ Niccolo Machiavelli (1469 – 1527)