ensuring safety during manpower changes - epsc.beepsc.be/prism/_/gort.pdf · • research program...
TRANSCRIPT

Novem ber, 13th 2003J.G ort, M Sc M oSH E 1
TNO W ork and Em ploym ent
Ensuring safetyduring m anpower changes

Novem ber, 13th 2003Ensuring safety during m anpower changes 2
Program
• Introduction
• Research program safe m anpower planning
• Argum ents for and resistance against
• Stepwise change
• Results
• Sum m ary.

Novem ber, 13th 2003Ensuring safety during m anpower changes 3
Introduction:TNO W ork & Em ploym ent
Optimal employment of people

Novem ber, 13th 2003Ensuring safety during m anpower changes 4
Safety & health m anagem ent is ourbusiness
Technology
Process
People(Workers)
Organisation

Novem ber, 13th 2003Ensuring safety during m anpower changes 5
Research program :Safe m anpower planning
• Cost reduction in (petro)chem ical process plants and
increasing autom ation leads to m anpower reduction
• Em ployees give rise to feelings of uncertainty
• Objective of program :
develop objective criteria for an optim al m anpower and
support chem ical com panies with a ‘tool for change’.

Novem ber, 13th 2003Ensuring safety during m anpower changes 6
Participating com panies
• Du Pont du Nem ours, Dordrecht:
•W anted to split up a control room
• Akzo Nobel, Head office:
•W anted to have a validated tool for future changes
• M ethanor, Delfzijl:
•Had a m anpower reduction target
• Nerefco (Netherlands refining com pany), Europoort:
•W anted to have a tool for im proving perform ance.

Novem ber, 13th 2003Ensuring safety during m anpower changes 7
Argum ents for & resistance against:
Argum ents for change:
• Global com petition requires cost reduction
• Benchm arking within industry
• Too m uch hierarchical levels spread responsibility.
Resistance against:
• Experienced em ployees are first to m ove out
• Positions for career developm ent are dim inished
• Com petence of hum ans are not considered valuable
• Operators feel they are disposable.

Novem ber, 13th 2003Ensuring safety during m anpower changes 8
Safe m anpower m ethod
Consists of:
• Optim al m anpower m odel
• M ethod for creating an optim al m anpower
step by step
• A questionnaire and a m anual for use
• Guide for acceptance of changes in m anpower.
Novem ber, 13th 2003Ensuring safety during m anpower changes 9
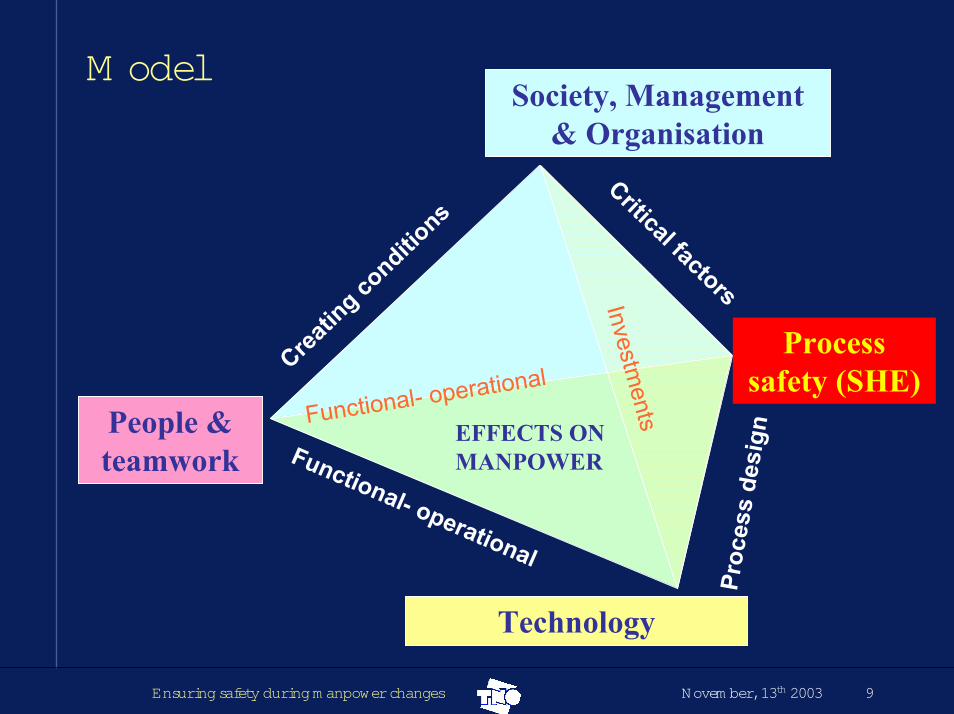
M odel
People &teamwork
Processsafety (SHE)
Technology
Society, Management& Organisation
Functional- operational
Functional- operational
Proc
ess
desi
gn
Critical factors
Creatin
g conditio
ns
Investments
EFFECTS ONMANPOWER

Novem ber, 13th 2003Ensuring safety during m anpower changes 10
Stepwise change
• Intake (checklist)
2. Meeting with stake holders
3. Multidisciplinary workgroup
4. Use of questionnaire
6. Evaluation
5. Implementation of solutions

Novem ber, 13th 2003Ensuring safety during m anpower changes 11
Intake
• W hat is the situation of the business?
• W ere form er changes successful? W hy?
• W hat is the need for change?
• Is this need realised throughout the organisation?
• W hat is the desired state? W hy is this?

Novem ber, 13th 2003Ensuring safety during m anpower changes 12
Stake holders
• To realise change by plant m anagem ent involve
relevant stake holders:• Employee committee
• Unions
• Engineers
• Operators
• M aintenance workers.
• Define what to com m unicate and position to take!

Novem ber, 13th 2003Ensuring safety during m anpower changes 13
M ultidisciplinary workgroup
• Go for com m itm ent for change in the operational
team s
• Create a com m on goal
• Pinpoint ‘pains’ and points of resistance
• Shape the desired future.

Novem ber, 13th 2003Ensuring safety during m anpower changes 14
Q uestionnaire
• Fills in the m odel:
Questions about facts and feelings of present situation
• Result:Knowledge of necessary changes concerning theoperators and participation of operators with intendedchange
• Im portant succesfactor: process of survey!
Novem ber, 13th 2003Ensuring safety during m anpower changes 15
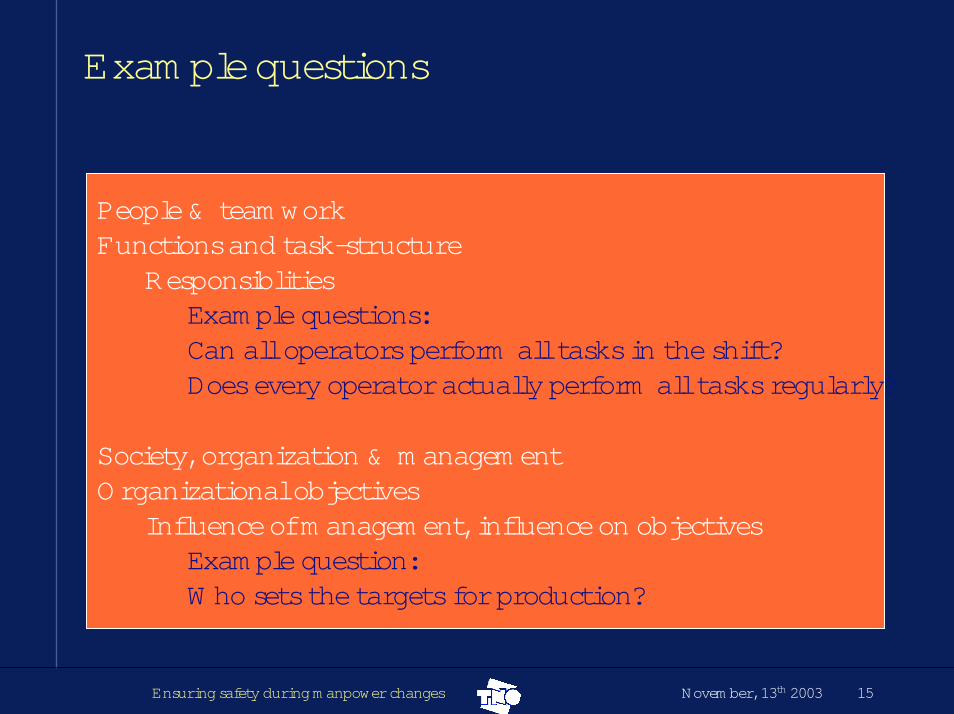
Exam ple questions
People & team workFunctions and task-structure
ResponsiblitiesExam ple questions:Can all operators perform all tasks in the shift?Does every operator actually perform all tasks regularly?
Society, organization & m anagem entOrganizational objectives
Influence of m anagem ent, influence on objectivesExam ple question:W ho sets the targets for production?
Novem ber, 13th 2003Ensuring safety during m anpower changes 16
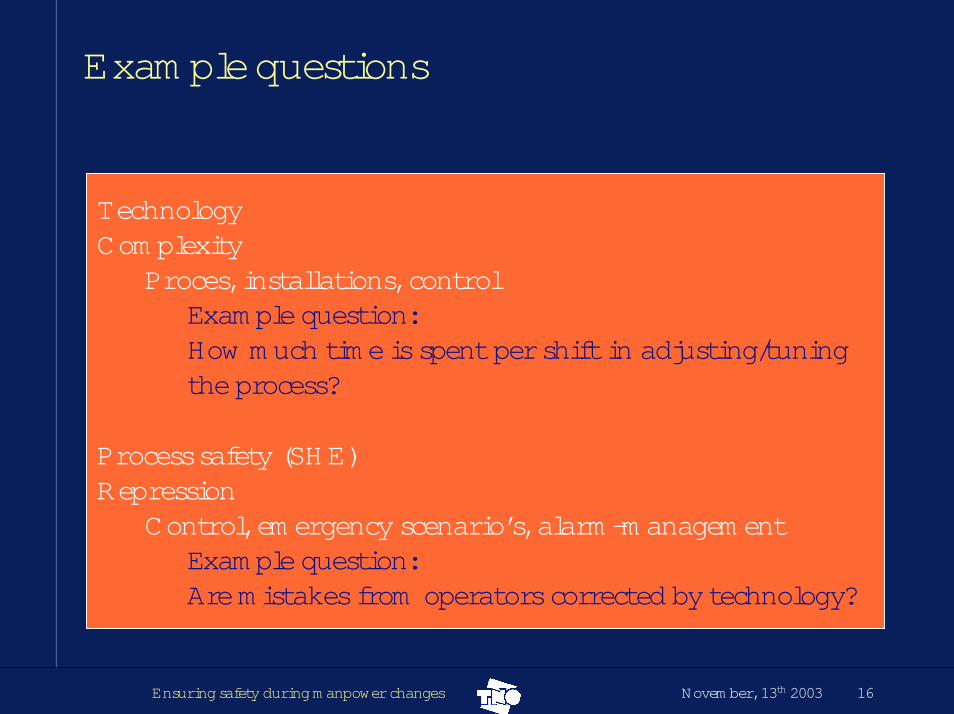
Exam ple questions
TechnologyCom plexity
Proces, installations, controlExam ple question:How m uch tim e is spent per shift in adjusting/tuning the process?
Process safety (SHE)Repression
Control, em ergency scenario’s, alarm -m anagem entExam ple question:Are m istakes from operators corrected by technology?
Novem ber, 13th 2003Ensuring safety during m anpower changes 17
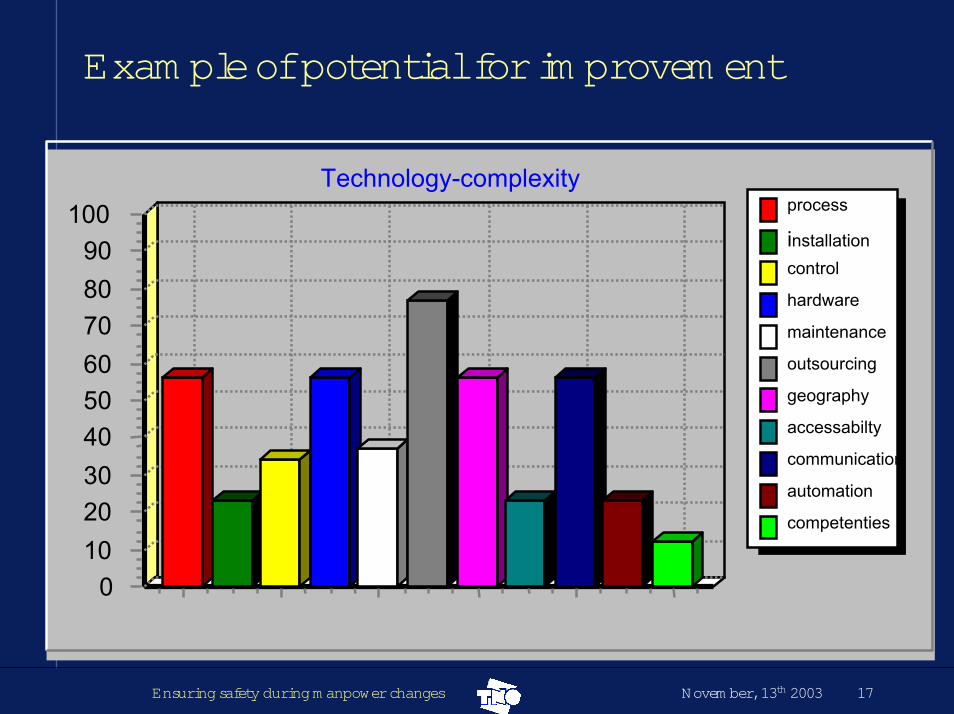
Exam ple of potential for im provem ent
process
installationcontrol
hardware
maintenance
outsourcing
geography
accessabilty
communication
automation
competenties
Technology-complexity100
908070605040302010
0

Novem ber, 13th 2003Ensuring safety during m anpower changes 18
Analysis of results
• Results are ordened in:
• Relative strengths (>70% score on question)
• Relative weaknesses (<30 score on question).
• Together with com pany team :
• top 10 of weaknesses and
• areas of improvement determined.
• Action / project plan constructed.
Novem ber, 13th 2003Ensuring safety during m anpower changes 19
Im plem entation of solutions
M anagers and operators have different opinions onwhen to stop or slow production for safety reasons=> W orkshop to solve this problem
Operators get too m any alarm s in case of em ergency=> Hierarchy in alarm s im plem ented
The sam e error occurs over and over again=> Near m iss system im plem ented with involvem ent of operators to search for basic risk factors

Novem ber, 13th 2003Ensuring safety during m anpower changes 20
Results
• 2 Original com panies use the m ethod during change
• Application of the m ethod with three new com panies:
GE Plastics, Bergen op Zoom :• Has integrated 3 control room s to one
Shell Nederland Raffinaderij & Shell Nederland Chem ie,Rotterdam :• Has integrated control room s and optim ise working processes.
DSM ACN, Geleen:• W ants to have a second opinion on their m anpower planning
m ethod and understand why there is resistance against change.

Novem ber, 13th 2003Ensuring safety during m anpower changes 21
Further developm ent
• Validation of m ethod through statistically analysis of
responses on questionnaire & describing casestudies
• Specifying questionnaire for types of chem ical processes
• Integration of som e user friendly software applications
• Developing the m ethod as a national norm in contact with
Labour Inspectorate (?)

Novem ber, 13th 2003Ensuring safety during m anpower changes 22
Statem ents
• M anpower changes has to be based on qualitative
argum ents.
• Involvem ent of stakeholders is essential for acceptance of
change.
• There are no other m ethods for safe m anpower changes
which specifies the qualitative assum ptions within a
com pany.

Novem ber, 13th 2003Ensuring safety during m anpower changes 23
Contact
J. GortTNO W ork & Em ploym ent (TNO Arbeid)
Polarisavenue 151Postbox 7182130 AS Hoofddorp
The Netherlands
T +31235549566
F +31235549303E-m ail: j.gort@ arbeid.tno.nlW eb site: www.tno.nl