environment, health and safety progress report 2002 · environmental management systems in every...
TRANSCRIPT

Progress
Environment, Health and Safety
Report
2002

1 To Our StakeholdersA Message from the Chief Executive Officer
2 About This ReportFor More Information
3 Executive Summary2001 Highlights
4 Company Profile
5 Policy, Goals and Strategy Integrating Environment, Health and Safety into Xerox Business
10 Waste-Free Products Sustainable Design
18 Waste-Free Goals in PracticeProduct Showcase
20 Waste-Free FacilitiesAn Ongoing Commitment
26 Environmental RemediationCompliance Penalties
27 Accessible ProductsDesigning for Universal Use
28 Employee Well-BeingHealth and Safety at Xerox
32 September 11, 2001 Xerox’s Response
Xerox gives new life to old products throughits equipment remanufacture and partsreuse/recycle operations.
Contents
Corporate Environment, Health and Safety Policy
• Protection of the environment and the health and safety of Xerox employees, customers and neighbors from unacceptable risks takes priority over economic considerations and will not be compromised.
• Xerox operations must be conducted in a manner that safeguards health, protects the environment, conserves valuable materials and resources, and minimizes the risk of asset losses.
• Xerox is committed to designing, manufacturing, distributing and marketing products and processes to optimize resource utilization and minimize environmental impact.
• All Xerox operations and products are, at a minimum, in full compliance with applicable governmental requirements and Xerox standards.
• Xerox is dedicated to continuous improvement of its performance in environment, health and safety.
Xerox Corporation is committed to the protection of the environment and the health and safety of its employees, customers andneighbors. This commitment is applied worldwide. The following principles shall govern all business practices in the design,manufacture, procurement, marketing, distribution, maintenance, reuse/recycling and disposal of products and related services:

To Our StakeholdersA Message from the Chief Executive Officer
1
In today’s economy, businesses and organizations of all sizes face the challenge ofimproving their performance or being over-taken by the tide of change. For Xerox, thelast two years have not only been the mostchallenging in our history, they have beenabout survival. We have taken dramatic stepsto return to operational profitability. We havesold non-core assets to raise over two billiondollars and improve our liquidity. We havetaken over one billion dollars out of our costbase to improve our competitiveness. And we have strengthened our operations, investedin our core business and charted a course forfuture growth. None of this has been easy.Through it all we have maintained a firmcommitment to our company’s values,regarding them not as burdens but as keys to success. These core beliefs, articulatedover 40 years ago by our first ChiefExecutive Officer, Joseph C. Wilson, areguideposts for doing business in these turbulent times:
• We succeed through satisfied customers.
• We value and empower our employees.
• We aspire to deliver quality and excellence in all we do.
• We provide superior returns to our shareholders.
• We use technology to develop market leadership.
• We behave responsibly as a corporate citizen.
Building on these values, Xerox adopted acorporate environment, health and safety policy long before it was popular to do so.The policy commits our business to the protection of the environment and the healthand safety of our employees. It states that wewill not take unacceptable risks with theenvironment or people’s health and safety inpursuit of economic gain. This principle iscentral to the way Xerox does business inevery nation around the globe.
A comprehensive set of worldwide programsthat focus on environmental and safety man-agement systems form the backbone of ourefforts to put this policy into practice. Fiveyears ago, we set a goal of implementingenvironmental management systems in everymanufacturing operation around the world —driving responsibility for environmental per-formance to the operational level where it ismost effective. This year, we met that goalwhen we registered our last manufacturingoperations to the ISO 14001 environmentalmanagement system standard.
Xerox operations are guided by an environ-mental goal that can be articulated in a fewwords: making Waste-Free Products inWaste-Free Factories, to help our customersattain Waste-Free Workplaces. The environ-mental progress detailed in this report is thedirect result of ongoing efforts to reach thisgoal. Key results from 2001:
• Our pioneering efforts in remanufacturingand parts reuse diverted 167 million poundsof waste from landfills.
• Through the reuse of parts and the sale ofENERGY STAR® products, we enabled energysavings of more than 49 million therms(nearly 1.5 million megawatt hours).
• Xerox factories worldwide recycled 90 percent of their non-hazardous solid waste.
The importance of protecting our employeesfrom hazards in the workplace is deeplyembedded in our company values. Our ZeroInjury program, begun in 1997, has yieldedgood results by two industry measures.Between 1996 and 2001, our TotalRecordable Incident rate dropped 47 percentand the Day Away From Work case rate wascut 46 percent. While our rate of improve-ment has slowed over the last two years,we will not be satisfied until we reach benchmark levels of employee protection.
The year 2001 brought profound changes to our world — most notably, the events ofSeptember 11. We deeply feel the loss of two employees — Sean Booker and RobertChin — who perished in the tragedy. Thespirit of Xerox people was most evident during and after the events of that day. You will find a brief summary of their contributions in this report.
The pace of change is accelerating.Regulatory schemes are more complicated.Customer expectations have grown. Pressingenvironmental problems of the 21st century,such as global climate change and prolifer-ating electronic waste, pose a sense ofurgency. In response, we are strengtheningenvironment, health and safety requirementsfor our suppliers, investing in technology toreduce the environmental impacts of ourproducts, and designing products and solutions that are usable by a greater base ofpotential customers, including those with disabilities. Every business must do its part in striving toward a sustainable world.I pledge that Xerox will.
Sincerely,
Anne M. MulcahyChief Executive Officer

2
Xerox’s 2002 Environment, Health and SafetyProgress Report is the eighth in a series ofannual reports documenting our progresstoward goals for protecting the environmentand the health and safety of Xerox employees,customers and neighbors.
This report reviews worldwide performanceduring the 2001 calendar year. It also includesdiscussion of 2002 goals and activities. Safety performance data cover all Xeroxoperations and its wholly-owned subsidiariesduring the 2001 time period. Environmentalresults show full-year performance of Xerox manufacturing, research and development,and equipment recovery/recycle operations,including facilities sold in late 2001.
This report supports our continued efforts tomaintain an open dialogue with audiencesinterested in Xerox’s environment, health andsafety initiatives, including employees,customers, investors, government agenciesand non-governmental organizations. Each year, Xerox strives to enhance the valueof this report, incorporating best practices ininternational reporting and feedback fromreaders. Please send your comments and suggestions to:
Xerox Customer Environment,Health and Safety SupportXerox Corporation 800 Phillips Road, Bldg. 205-99FWebster, New York 14580 U.S.A.Telephone: (800) 828-6571TTY: (866) 375-4134E-mail: [email protected]
Xerox Europe Environment,Health and SafetyBessemer RoadWelwyn Garden CityHertfordshire AL7 1HEEnglandTelephone: 44 1707 353434E-mail: [email protected]
The following environment, health and safety materials are available from the Xeroxcontacts listed above or on the Internet:www.xerox.com/environment.html.
• Xerox Environment, Health and Safety Progress Reports, 1994-2001
• Material Safety Data Sheets
• Product Safety Data Sheets
• Protecting our Planet is a Group Project: Join In
• Because We Can’t Remanufacture the Earth
• Business Guide to Waste Reduction and Recycling
• Facts About the Safety of Xerox Products
• Facts About Ozone
The 2002 Xerox annual report and infor-mation about corporate commitments tosocial responsibility and diversity are available from www.xerox.com.
About This Report
For More Information
Xerox beneficially manages99 percent of the hazardouswaste generated in our manufacturing facilities,largely through on- and off-site treatment and recycling.

3
Executive Summary2001 Highlights
Per
100
Em
ploy
ees
4
3
2
1
01996 1997 1998 1999 2000 2001 2002
Target
Total Recordable Incidents Day Away From Work Cases
Workplace Injury Rates
2.40
1.92 1.851.56 1.30
1.05.73
.81.69 .62
1.28
.57
1.15
.51
Xerox demonstrated continued progress toward key environment, health and safety goals in 2001, improving the performanceof Xerox products and facilities for the benefit of our customers, employees and neighbors. The following paragraphs summarize this progress, linking our accomplishments to the goals they support.
1991 1997 1998 1999 2000 2001
32
Energy Savings From Parts Reuse and ENERGY STAR Product Features
Ann
ual E
nerg
y Sa
ving
s(M
illio
ns o
f T
herm
s)
Avo
ided
CO
2E
mis
sion
s(T
hous
ands
of
Tons
)
1,000
800
600
400
200
0
50
40
30
20
10
0
45
8
26
40
49
55
253
381
565
733
Use (ENERGY STAR) CO2 EmissionsManufacture (Parts Reuse)
//
Goal: Waste-Free Products• Prevented 167 million pounds of material from entering landfills through
the reuse and recycling of Xerox equipment and supplies.
• Enabled energy savings of more than 49 million therms (nearly 1.5 million megawatt hours) through the reuse of parts and the sale of ENERGY STAR products.
• Increased the number of Xerox products meeting the stringent requirements of the international ENERGY STAR, Canada’s EnvironmentalChoice and Germany’s Blue Angel ecolabels.
• Expanded our line of recycled-content supplies to include colored papersand several new premium products for digital color printing applications.
Goal: Waste-Free Facilities• Beneficially managed 99 percent of hazardous waste through treatment,
recycling or fuels blending.
• Recycled 90 percent of non-hazardous solid waste generated in all Xeroxfacilities. Xerox’s worldwide equipment recovery/recycle operationsachieved a 94 percent recycle rate.
• Registered Xerox manufacturing facilities in Dundalk, Ireland, to theISO 14001 standard for environmental management. With the certification in 2002 of our plant in Wilsonville, Oregon, and a suppliesmanufacturing operation in Webster, New York, we have completed a multi-year effort to register all Xerox manufacturing operations to ISO 14001.
Goal: Safe Workplace and Healthy Workforce• Maintained injury levels well below industry averages. Further improved
our safety record with a two percent reduction in the rate of TotalRecordable Incidents and an eight percent decline in the Day Away fromWork case rate.
• Reduced the number of musculoskeletal injuries among Xerox employees in our U.S. manufacturing operations by 65 percent from a 1992 baseline.
2001 Hazardous Waste Management
856
16%TreatedOff-Site
6% Fuels Blended
1% Disposed
69%TreatedOn-Site
8% Recycled

Product PortfolioXerox provides offices and productionprinting environments with a wide array of offerings. Our product portfolio includesprinting and publishing systems, presses,multifunction systems, copiers, printers andfax machines. Our line of supplies includestoners, inks, copy/print cartridges and printing materials. Xerox software, solutionsand services — including operation of in-house production centers — help customers streamline processes for managingdocuments and information.
Scope of Business OperationsXerox sales and service operations supportcommercial and government customers in theUnited States, Canada, Europe, and more than120 countries in Africa, Central and SouthAmerica, Eurasia and the Middle East. Ourproducts are sold via direct sales, telebusinessand the Internet, as well as independentresellers, agents and concessionaires.
Xerox has research and manufacturing sites in ten countries around the world.Manufacturing operations build productionprinting systems as well as imaging supplies such as toners, inks, photoreceptorsand copy/print cartridges. They also remanufacture and recycle machines and supplies returned to Xerox by customers at end-of-life.
Xerox changed the scope of its manufacturingoperations significantly in 2001, outsourcingthe production of office equipment toFlextronics International Limited, a globalelectronics manufacturing services company.This arrangement involved the transfer ofmanufacturing operations in eight facilities inBrazil, Canada, Mexico, Malaysia, theNetherlands, the United Kingdom and the
4
Company Profile
Tho
usan
ds o
f E
mpl
oyee
s
100
75
50
25
01997 1998 1999 2000 2001
Worldwide U.S.Employees
91.5 92.7 94.6 92.5
78.9
50.2 52.0 53.250.0 46.6
Revenues
20
15
10
5
0U.S
. Dol
lars
(B
illio
ns)
1997 1998 1999 2000 2001
OtherAreasEurope
U.S.
17.4 18.8 19.0 18.8
2.0
5.0
-167 -273 -71
1997 1998 1999 2000 2001
1,000
500
0
-500
Net Income
U.S
. Dol
lars
(M
illio
ns) 893 844
17.0
Founded1906, as The Haloid Company1961, renamed Xerox Corporation
Corporate Headquarters800 Long Ridge RoadP.O. Box 1600Stamford, Connecticut 06904 U.S.A.
Chief Executive OfficerAnne M. Mulcahy
Vice President Environment, Health and SafetyJack C. Azar
Stock InformationXerox is publicly traded on the New York Stock Exchange; symbol XRX.
Xerox announced theworld’s first automatic plain paper copier in 1959.Since then, the companyhas transformed itself into a digital, color and document solutions andservices company.
United States. These operations representapproximately two-thirds of Xerox’s worldwide manufacturing capacity. Becausethe transfer to Flextronics began in late 2001,these facilities’ performance data are includedin this report.
10.0

5
Policy, Goals and StrategyIntegrating Environment, Health and Safety into Xerox Business
Environment, Health and SafetyVision and GoalsThe value of responsible corporate citizen-ship has been firmly embedded in Xerox culture since the company’s inception. Weconsider protection of the environment andthe health and safety of our people to be fundamental components of our commitmentto good corporate citizenship.
Xerox’s environment, health and safety policy,established in 1991, provides a solid founda-tion for the development of goals applicableto our global operations. Today, Xerox’sstrategic environment, health and safety goals are organized into five categories:Safe Workplace and Healthy Workforce,Waste-Free Facilities, Safe Products,Accessible Products, and Waste-FreeProducts. While there is still work to bedone, we have made significant advancestoward these goals over the last decade, asshown below.
Xerox’s environment,
health and safety vision
and strategic goals have
led to significant progress
in many areas.
Provide Value to Customers
Safe Products
Accessible Products
Waste-Free Products
Vision Goals Performance
Provide Value to Employees and Society
Safe Workplace & Healthy Workforce
Waste-Free Facilities
Results of the Zero Injury program, initiated in 1997:• 47% reduction in Total Recordable Injury rate.• 46% reduction in Day Away From Work case rate.
89% reduction in air emissions from supplies manufacturing operations since 1991.
Improvement in non-hazardous solid waste recycling rate from 56% to 90%since 1991.
94% or more of hazardous waste managed beneficially since 1999 throughtreatment, recycling or fuels blending.
8% reduction in water use since 1999.
5% increase in energy consumption since 1999.
Environment, Health and Safety Vision and Goals: A Decade of Accomplishments
ı Energy consumption of the Xerox Document Center 535 Digital Copier compared to the Xerox 5034, introduced in 1990. Customer use patterns affect energy consumption.
Design requirements for materials safety, mechanical and electrical safety and ergonomics are integrated into the Xerox product development process. No product is launched until these criteria are satisfied.
Products are designed to be usable by a wide range of persons, including those with disabilities. Starting in 2002, all new product designs includerequirements consistent with the U.S. Government’s Section 508 accessibility standards.
More than 1.2 billion pounds of waste diverted from landfills since 1991through equipment end-of-life strategies.
Up to 80% reduction in product energy consumption since 1990.ı
Product features such as duplex copying/printing help customers make efficientuse of paper. 86% of products introduced in 2001 offer duplex capability.
• 81% reduction in product dust emissions since 1990.• 56% reduction in product ozone emissions since 1990.

6
Xerox’s vision of environment, health andsafety leadership is constantly evolving as we strive to maximize value to our customers, employees and society whilemaintaining relevance and consistency withchanging business strategies and productlines. The integration of environment,health and safety considerations into thecompany’s strategic planning process helpskeep our goals current. As part of this annualprocess, we develop a three-year outlook ofregulatory developments, customer require-ments and competitive trends in areas such as product energy efficiency, materials use and product end-of-life management.These trends are considered in product planning initiatives.
Policy DeploymentThe Environment, Health and Safety organization is charged with ensuring company-wide adherence to Xerox’s environment, health and safety policy. Thegovernance model we employ to accomplishthis task is illustrated below. Its central elements include clearly-defined goals, a
single set of worldwide standards,and an audit process that ensures conformance to these requirements.
Effective policy deployment dependsnot only on the integrity of our governance model, but on a corporateculture that supports managers andemployees when the inevitable day-to-day conflicts with competing businessobjectives arise. The company CEObuilds employees’ awareness of theirresponsibility to our corporate environ-ment, health and safety commitmentthrough an annual ethics letter. Eachemployee must confirm his/her under-standing of this commitment through aformal acknowledgment process.Xerox’s Business Ethics and ComplianceOffice, established in 2001, manages anethics helpline and is developing a code ofconduct and employee training for 2003.
An evolving product portfolio and a diversebase of suppliers, coupled with the decen-tralized nature of Xerox operations, present
Policy, Goals and Strategy
Environmental Plank of Xerox’s Ethics Policy
“Xerox is committed to protect the environment and the health and safety of itsemployees, customers and the communitieswhere it does business. Xerox will operatein a manner that conserves naturalresources, and will comply with all lawsregulating these matters.”
Board of Directors
Xerox ManagementAudit Committee
Chief Executive Officer
Document Systems &Solutions Group
Business Ethics &Compliance Office
Environment, Health & Safety Organization
Xerox Environment, Health and Safety Governance Model
EH&S Strategic Goals
Xerox Business Divisions & Operations
Zero InjuryProgram
ISO 14001 EnvironmentalManagement
EH&S Integration intoProduct Development Process
Supply ChainManagement
Safe Workplace & Healthy Workforce
Waste-FreeFacilities
SafeProducts
AccessibleProducts
Waste-FreeProducts
EH&S Corporate Policy
EH&S Standards
EH&S Audit Program
Corporate Reporting Relationships
significant challenges to effective policydeployment. We are countering these challenges by ensuring that environment,health and safety goals are fully integratedinto ongoing business practices. Essentialdeployment mechanisms are described in thefollowing pages.

7
Policy, Goals and Strategy
• ISO 14001 Environmental Management SystemAll company manufacturing operationsemploy ISO 14001 conforming environmental management systems toensure compliance with regulations andXerox standards, identify environmentalimpacts and set reduction targets. The ISO 14001 system requires the integration of environmental planningand program management with day-to-day business activities. Thisapproach helps to better integrate environmental considerations into overalloperational activities. All of our major manufacturing operations have been registered to ISO 14001 since 1997. In2002, we completed the registration of allmanufacturing operations to the standard.
• Product Development ProcessXerox integrates environment, health andsafety criteria into the earliest stages ofXerox product design and development.Adherence to safety standards, ecolabel criteria, accessibility requirements and end-of-life strategies are reviewed at eachmajor phase of the development process.Failure to meet these requirements candelay product launch.
• Supply Chain EH&S ManagementStarting in 1998, we began distributing toour material and component suppliers a setof environment, health and safety requirements. In 1999, requirements were extended to chemical and raw material vendors that support our supplies manufacturing business. Suppliers areasked to meet five specific requirements inorder to do business with Xerox. Suppliersare also expected to develop an ISO 14001-conformant environmental managementsystem. These requirements are integratedinto our supplier assessment program.Evaluations consider conformance to theexpanded set of Xerox requirements andform the basis for competitive comparisonsamong suppliers.
• StandardsEnvironment, health and safety standards areour primary tool for ensuring compliancewith corporate policies and goals.Applicable to all operations worldwide,these standards establish specific require-ments for product safety, materials use,packaging, environmental management andreporting, workplace safety, emergencyresponse and asset protection. Xeroxemployees access these standards via the company’s internal web site.
• Zero Injury ProgramThe Zero Injury program is designed toensure the safety of Xerox employeesaround the world. Launched in 1997, itrequires Xerox operations to report workplace injuries and illnesses each monthto the Environment, Health and Safetyorganization. Xerox trains managers in safety management and holds themaccountable for their organizations’ safetyperformance. The Environment, Health andSafety organization provides guidance asneeded to correct deficiencies and ensureprogress toward our ultimate goal of benchmark safety performance.
Xerox’s Supplier EH&SRequirements
• Comply with applicable government environment, health and safety regulations.
• Eliminate ozone-depleting substancesfrom all parts/materials supplied to Xerox.
• Eliminate toxic heavy metals includingcadmium, lead, mercury and hexavalentchromium.
• Work with Xerox to achieve environmentalleadership-driven goals for product design. These specifications encompass prohibited/restricted materials, packagingmaterials, recycled content, recyclabilityand hazardous materials minimization.
• Mark plastic parts with recycling codes,as defined by ISO standards.
Xerox research, manufacturing and serviceoperations undergo comprehensive environment, health and safety audits atleast once every three years.
Audit ProgramA well-established audit program measuresour success in implementing environment,health and safety goals and targets. Research,manufacturing and service operations undergoaudits at least once every three years. Xeroxaudit teams evaluate operations against Xeroxstandards, applicable government regulationsand industry guidelines, identifying environment, health and safety risks andpotential areas of non-compliance. Localmanagers, with the assistance of audit teams,develop action plans to correct deficiencies.Situations that pose a high risk of environmental damage, serious injury toemployees, or regulatory non-compliancereceive special attention from senior management and are tracked for immediateresolution. This program has proven to be animportant mechanism for identifying andcorrecting performance gaps. At the sametime, it offers a valuable opportunity to sharebest practices among facilities.

8
Employee InvolvementWe recognize that it is Xerox people, fromall facets of our global operations, that formthe backbone of our day-to-day efforts toachieve corporate goals for environmentaland social responsibility. Working in Xeroxfacilities and surrounding communities,our employees use their knowledge,experience and talent to implement corporate environmental initiatives and make progresstoward sustainable growth.
We established the Xerox Earth Award program in 1990 to recognize employeesworldwide for outstanding achievements
in resource conservation, waste reduction,recycling and community involvement. The Earth Award program is an important communications vehicle, increasing employeeawareness of Xerox’s environmental goalsand initiatives and inspiring new effortsthroughout the company. Our thirteen 2002Earth Award-winning teams involved morethan 120 Xerox people from North America,Europe, India and Australia. These teamsidentified savings of over $11 million,proving once again that what is good for theenvironment can also be good for business.
Policy, Goals and Strategy
The Xerox Earth Award program recognizesemployees’ contributions to environmentalprotection.
This team of Xerox Earth Award winners from Webster, New York,simplified the design of a Xerox photoreceptor assembly, elimi-nating several components used to dampen noise. The redesignedassembly demonstrated equivalent noise performance without theadditional parts. This innovation has conserved valuable resourceswhile streamlining the manufacturing process.
Community OutreachCommunity outreach is part of the normal business routine at Xerox’s “SUMEX” facility inNogales, Mexico. SUMEX’s efforts to promote environmental stewardship among localbusinesses, private organizations and government groups have been recognized over the lastseveral years by the Arizona-Mexico International Green Organization (AMIGO), a jointeffort of the states of Arizona and Sonora. In 2001, SUMEX received its third AMIGOaward for a variety of outreach programs, including support to companies interested in ISO14001 registration, and work with the University of Arizona and Institute of Technology inNogales to improve air and soil quality.
Al Dugan, Executive Vice President, Corporate Business Ethics and Compliance(left) and John Laing, Senior Vice President, Supplies Delivery Unit (right) presenta 2002 Earth Award to Xerox employees Ali Uthman, David Maty and CarlWisniewski. The team evaluated the reuse potential of more than 2,000 samples of trigonal selenium, a material used to manufacture Xerox photoreceptors. By qualifying more than 850 pounds of the material for reuse, the team eliminatedhazardous waste and related disposal costs.
The governors of Arizona and Sonora presentthe AMIGO Award to Xerox's SUMEX plant. From left to right: John Swanson and DanteTalavera, Xerox; Jane Dee Hull, ArizonaGovernor; Armando Lopez Nogales, SonoraGovernor; Alfonso Mendoza, Xerox.

and suppliers of Xerox paper. At the sametime, we have continued careful monitoring of those suppliers who provide electronic recycling and waste disposal services.
• Outsourcing of ManufacturingOperationsIn October 2001, we outsourced the manufacture of our office equipment toFlextronics International Limited, a globalelectronics manufacturing services company.The Flextronics agreement involved thetransfer of approximately two-thirds of ourglobal manufacturing capability, including a portion of our remanufacturing operations,to this new supplier. Even as we movedequipment production outside our own factory walls, we wanted to ensure a continued focus on reducing the environmental impacts of these operations.Flextronics has an environmental management system that conforms to theinternationally-recognized ISO 14001 standard. Additionally, Xerox requiresFlextronics to adhere to our high standardsfor product safety. Any modifications to theproduct manufacturing process, includingparts substitutions that have a potentialhealth or safety impact, must be approvedby Xerox Environment, Health and Safetypersonnel prior to implementation.
• Paper SourcingIn the past several years, Xerox and keystakeholders have sharpened their focus onresponsible forestry management. As one of the largest resellers of cut-sheet paper inthe world, Xerox recognizes its obligationto ensure that the practices of its paper suppliers are consistent with its ownenvironmental commitments.
Xerox has always based its paper purchasingdecisions on a careful review of suppliers’abilities to meet stringent technical and quality standards. In 2000, Xerox initiatedefforts to add an environmental dimension
to this review process with the developmentof a corporate position on paper sourcing. This year, we are designing supplierrequirements to support this position. The requirements, which take into consider-ation key environmental aspects of forestrymanagement and paper production, will beincluded in our existing qualificationprocess for paper suppliers.Vendors will beexpected to meet these requirements, orshow progress toward these goals, in orderto continue doing business with Xerox.
• Electronic Equipment WasteWith an extensive collection program forend-of-life equipment, Xerox manages asignificant volume of electronic equipmentwaste each year. In 2001, our efforts toremanufacture equipment and supplies andreuse and recycle parts prevented more than167 million pounds of waste from entering landfills. Material that can not be reused isshipped to recyclers for processing.
Recognizing the importance of proper recycling and disposal practices, Xerox hashad an audit process in place for electronicrecycling and waste vendors for manyyears. This process helps us ensure that vendors’ practices are safe, environmentallysound and compliant with all regulations.Additionally, Xerox requires its recyclers to document the final disposition of the electronic scrap sent to their facilities.
9
Xerox’s Position on Paper Sourcing
Xerox sources its paper from companiesthat are committed to sound environmentalpractice and sustainable forest manage-ment. This commitment is designed toprotect forest ecosystems, biodiversity,water resources and soils, and to maintainsustainable yields. Companies must be infull compliance with environmental regulatory requirements in the countrieswhere they operate.
Policy, Goals and Strategy
Working to Become a Sustainable CompanyFor more than a decade, our deployment ofthe Waste-Free concept has resulted in dramatic improvements in the environmentalperformance of our factories and products.Along the way, we have maintained an unwavering commitment to our environment,health and safety policy even when changingbusiness strategies and external pressuresposed significant challenges.
Today, as we continue to change our businessand become more aware of environmentalimpacts throughout the product life cycle,we are strengthening our focus on supplychain management. Xerox first introduced an environment, health and safety supply chain management process for suppliers of parts andraw materials in 1998. More recently, we haveincreased our involvement with our newprovider of finished Xerox office equipment
As one of the largest resellersof cut-sheet paper in theworld, Xerox recognizes itsobligation to ensure that thepractices of its paper suppliers are consistent withits own environmental commitments.

10
Waste-Free Products
The efforts of Xeroxengineering teams toincorporate increasinglychallenging targets forenergy efficiency,reuse/recycling andminimized use of hazardous materialsinto future productdesigns will ensurecontinued advances in these areas. Thedeployment in 2002 ofa revised, more stringent environment,health and safety standard for Xeroxpackaging will driveprogress in this area as well.
One measure of the success of our Waste-Free focus is the number of Xeroxproducts that meet the world’s most widelyrecognized certifications for product environ-mental performance — the international
Each new generation of Xerox
products offers increasing
functionality while conserving
energy and materials and
requiring fewer hazardous
substances throughout the
product life cycle.
Cum
ulat
ive
Num
ber
of P
rodu
cts 200
175
150
125
100
75
50
25
0
Xerox Products with Ecolabel Certifications
1995 1997 1998 1999 2000 2001
189 0
65
52
8
10082
13
128112
14
176
160
18
194
178
20
ENERGY STAR Canada’s Environmental Choice EcoLogo
Germany’s Blue Angel
//
Sustainable Design
• Equipment remanufacture and parts reuse/recycle
• Supplies return and recycle programs
• Energy-efficient design• Efficient use of paper• Recycled content in equipment,
supplies and packaging
• Design to Xerox worldwide product environmental performance standards
Sustainable ProductDesign Initiatives
Waste-FreeProduct Goals
Xerox Waste-Free Product Goals and Initiatives
Note: Cumulative totals include certified products that are no longer marketed today.
Efficient use of materials and
energy
Minimal use of hazardous substances
Low emissions and noise
Xerox’s commitment to becoming a Waste-Free company spans more than a decade. An ambitious set of Waste-Free goals andsupporting programs established in the early1990s have helped us put this commitmentinto practice. As a result, each new generation of Xerox products offers increasing functionality while conservingenergy and materials and requiring fewer hazardous substances throughout the product life cycle.
Xerox continued to make good progresstoward our Waste-Free Product goals in 2001:
• Xerox equipment remanufacture and supplies reuse/recycle programs diverted167 million pounds of material from landfills.
• Energy-efficient product features enabledenergy savings of 33 million therms (nearlyone million megawatt hours). The reuse ofparts saved an additional 16 million therms(500,000 megawatt hours) of energy.
• Emissions of ozone and dust from Xerox equipment were reduced by 56 percent and 81 percent, respectively, from a 1990 baseline.
ENERGY STAR, Canada’s EnvironmentalChoice EcoLogo and Germany’s Blue Angel.Today, more than 90 percent of Xerox’s eligible product offerings are ENERGY STAR-and Environmental Choice-certified, whilemore than 45 percent comply with BlueAngel criteria.

11
Waste-Free Products
Integrating Waste-Free Goals into Product DesignXerox recognized early in our drive forWaste-Free Products that the best results —both environmental and financial — areachieved when products are designed fromthe outset with Waste-Free goals in mind.
Customer feedback, combined with a forward-looking view of global trends intechnology, regulations, and ecolabels suchas ENERGY STAR, has shaped the developmentof a comprehensive set of Xerox productenvironment, health and safety performancestandards. The standards incorporate Waste-Free goals as well as requirementsencompassing electrical and mechanical safety, ergonomic design, electromagneticemissions, fire resistance and materials safety.
Products under development undergo a careful review by Xerox business teams andthe Environment, Health and Safety organization at each stage of Xerox’s Time toMarket product development process. Theseongoing reviews ensure that environment,health and safety requirements are fully satisfied by all Xerox products, whether theyare designed by Xerox or suppliers. Failureto fully meet environment, health and safetystandards can delay the introduction of a new product.
The following pages describe the sustainableproduct design practices that have been mostsignificant in moving Xerox toward itsWaste-Free Product goals. The graphic at thebeginning of each section links the initiativeto the Waste-Free Product goal it supports.
Xerox test facilities ensure that products comply with the strictest safety regulations.Our anechoic chamber in Webster, New York,measures product emissions of, and immunity to, electromagnetic radiation.
The Xerox Time to Market product development process is the mechanism we useto deploy environment, health and safety product performance standards. Xeroxengineers consider environment, health and safety requirements in the earliestphases of product design. Regular assessments of developing products ensure thatthese criteria are fully implemented.
2001 Customer Environment, Health and Safety Inquiries
Material Safety Data Sheets
Disposal/Return Programs
Materials
Product Emissions
Environmental
Electrical/Energy/Heat
Product Safety
0% 10% 20% 30% 40% 50%Percentage of Inquiries
(n = 10,800)
1%
1%
2%
4%
4%
39%
48%
Xerox’s Time to Market Product Development Process
StrategicPlanning
TechnologyAssessment
ProductDefinition and Design
ProductLaunch
ProductDelivery
• Market Research
• CompetitiveTrends
• RegulatoryTrends
• EH&STechnology Needs
• EH&S DesignStandards
• ProductAccessibilityRequirements
• Product Safety• Materials Safety• Environmental
Requirements• Ergonomic
Design• Remanufacture/
Recycle• Product
Accessibility
• EnvironmentalMarketing
• CustomerCommunications
• Customer/SalesSupport
• CustomerSatisfaction Surveysand Feedback
Environment, Health and Safety support teams worldwideresponded to nearly 11,000 customer inquiries in 2001.This feedback, coupled with the results of customer satisfaction surveys, plays a role in shaping Xerox standards for product environmental performance. Our goal is to ensure that each generation of productsmeets growing customer expectations.

12
Waste-Free Products
Xerox Equipment Remanufactureand Parts Reuse The practice of converting end-of-life officeequipment into new products and parts is onethat Xerox pioneered. We developed a com-prehensive process for taking back end-of-lifeequipment from customers in the early 1990s,establishing a remanufacture and parts reuseprogram that forms the foundation of ourWaste-Free initiatives. Today, one hundredpercent of Xerox-designed equipment isdeveloped with remanufacturing in mind.
Our approach to managing products at end-of-life translates into significant environ-mental and financial benefits. Equipmentremanufacture and the reuse and recycling ofparts prevents millions of pounds of wastefrom entering landfills each year — 149 million pounds in 2001 alone. The practice ofreusing parts reduces the amount of rawmaterial and energy needed to manufacturebrand new parts, generating several hundredmillion dollars in cost savings annually. Weestimate that in 2001, energy savings fromparts reuse totaled 16 million therms(500,000 megawatt hours) — enough energy to light more than 380,000 U.S.homes for a year.
Since its inception in theearly 1990s, Xerox’s equipment remanufactureand parts reuse/recycle program has reduced ouruse of raw materials andkept more than 1.2 billionpounds of waste out oflandfills — enough materialto fill New York’s EmpireState Building three times.
Waste-Free Product Goal:Efficient use of materials and energy
Xerox Equipment Recovery and Parts Reuse/Recycle Process
Raw Materials
Fabricate New Parts
Build Product
Process Parts for Reuse(equipment remanufacture
or conversion)
Deliver
Customer Use
Return to Xerox
Dismantle
DisposalGoal: Zero to Landfill
Alternative Uses
Recycle Materials(third party)
Recycle Parts
Designing for ReuseXerox has been able to maximize the end-of-life potential of products and components byincorporating reuse considerations into thedesign process. Machines are designed foreasy disassembly and contain fewer parts.Parts are designed for durability over multipleproduct life cycles. Parts are also easy toreuse or recycle, and coded with dispositioninstructions. As a result, equipment returned to Xerox at end-of-life can beremanufactured — rebuilt — reusing 70 to 90percent by weight of machine components,while meeting performance specifications forequipment with all new parts.
Xerox has further extended its ability toreuse parts by designing product familiesaround modular product architectures and a common set of core components. Theseadvances offer Xerox multiple options forgiving new life to old equipment. A returnedmachine can be rebuilt as the same modelthrough remanufacture, converted to a newmodel within the same product family,or used as a source of parts for next-generation models.
Improved processes for forecasting equip-ment returns from customers have allowedXerox to increasingly rely on previous generations of equipment as a source of components for products in development.Xerox products whose designs are based onprevious models may have 60 percent of theirparts in common with previous equipment,with no compromise in performance. As thepace of technological innovation has shortened product life cycles, our ability toreuse parts across product generations hasbecome increasingly important.
Sort/Inspect

13
Ensuring Product QualityXerox has developed unique processes andtechnologies to ensure that all Xerox products,regardless of their reused/recycled part content, meet the same stringent specifications for performance, appearance,quality and reliability. Signature Analysis is one such technology. It enables Xeroxengineers to determine the life expectancy of motors and other electromechanical components. Using this technology, we testnew parts to determine a “signature” — an acceptable range for the noise, heat or vibration that electromechanical parts producewhile in use. We then test the same characteristics in parts from returned equipment. Only those parts whose signaturesare consistent with those of newly built partsare approved and processed for reuse.
Xerox has been using Signature Analysistechnology in its equipment disassembly andremanufacture operations since 1994. Prior to its introduction, the reuse potential ofreturned parts was determined on the basis ofaverage life expectancy data. Some partswere consistently scrapped, while others wereconsistently approved for reuse. Today,Signature Analysis assesses the reuse potential of each individual part. As a result,Xerox identifies unacceptable parts that might otherwise have been approved forreuse, improving equipment reliability and
customer satisfaction. Xerox also identifiesmany useful parts that would otherwise havebeen scrapped, reducing unnecessary wasteand eliminating costs associated with the purchase of new parts.
The full integration of equipment remanufacture and parts reuse with traditional manufacturing processes is another criticalelement of Xerox’s strategy for ensuring consistent quality for all products. Machineswith reused/recycled parts are built on thesame manufacturing lines as newly manufactured equipment, and they undergothe same rigorous quality assurance tests. As a result, products with reused/recycledparts carry the same Xerox guarantees,warranties and service agreements as Xeroxequipment made from all new parts.
Meeting Customer RequirementsCustomer acceptance remains a challenge forXerox’s program. Despite a decade of proof,there remains a misperception among somecustomers that products with recycled partsare inferior to those built from all-new parts.Xerox will continue to educate customersabout the quality and reliability of remanufactured equipment and reused parts.At the same time, we will promote purchasingpolicies and practices that eliminate barriers to remanufacture and reuse by focusing on the quality and performance ofproducts regardless of recycled content.
Waste-Free Products
Products Designed forRemanufacture
100%
80%
60%
40%
20%
0%Perc
enta
ge o
f X
erox
Prod
uct M
odel
s
1998 1999 2000 2001
90% 90% 90%100%
150
100
50
01992 1997 1998 1999 2000 2001
49
145 148 142135
Waste Diverted from Landfillsthrough Parts Reuse/Recycle
Mill
ions
of
Poun
ds 149
Parts Recycled
PartsReused
Xerox uses Signature Analysis technologyto test the usable life of parts fromreturned equipment.
1991 1997 1998 1999 2000 2001
8
22 22
17 16
22
Reductions in Energy1 and CO2Emissions from Parts Reuse
Ann
ual E
nerg
y Sa
ving
s(M
illio
ns o
f T
herm
s)
Ann
ual C
O2
Em
issi
ons
Avo
ided
(Tho
usan
ds o
f To
ns)300
200
100
0
30
20
10
055
151 151121 113
//
CO2Therms
//
Note: Percentages are the proportion of Xerox-designed product models marketed eachyear that are designed for remanufacture. Thismetric first developed in 1998.
105
44
ı Energy savings are calculated using material life cycle data from Franklin Associates, Ltd. Energy savings are converted into avoided emissions of carbon dioxideusing a U.S. energy profile and emissions factors calculated by the U.S. Environmental Protection Agency and Department of Energy.
Note: Xerox experienced a temporary declinein parts reuse in 2000 and 2001 as a result ofour recent shift from light-lens to digital product technology.
151

14
Waste-Free Products
Return Programs for Xerox Supplies: The Green World AllianceLike our equipment remanufacture and partsreuse program, Xerox return programs forsupplies are a central element of our strategyto achieve Waste-Free Product goals for efficient use of materials and energy.Partnerships with Xerox customers havemade these programs a success. In 2001,our supplies return initiatives prevented nearly 18 million pounds of waste fromentering landfills.
Xerox has well-established methods for collecting and reprocessing spent copy/printcartridges, toner containers and waste tonerfrom Xerox copying and printing systems.Prepaid postage labels and the packaging fromnew supplies allow customers to return thesematerials to Xerox for reuse and recycling.
Returned products are cleaned, inspected,and then remanufactured or recycled.Remanufactured cartridges, containing an average of 90 percent reused/recycledparts, are built and tested to the same per-formance specifications as new products.Similarly, waste toners qualified for reusemay account for 25 percent of the weight of new toner, without any compromise intoner functionality.
In 2001, Xerox made a focused effort tostreamline existing return processes for various supplies by introducing one simplified program — the Green WorldAlliance. Using this new program, customersworldwide returned more than seven million cartridges and toner containers to Xerox.More than 90 percent by weight of thesereturned materials were remanufactured orrecycled. Customers also returned nearly twomillion pounds of waste toner to Xerox in2001. Xerox processed 100 percent of thereturned toner for reuse. The plastic bottlesused to ship waste toner to Xerox — morethan 260,000 in number — were recycled.
Xerox has also continued its efforts toexpand the scope of our waste toner returnprogram from high-speed productionmachines to office equipment. In 2000 and2001, Xerox completed the rigorous researchand testing required to qualify a reuseprocess for waste toner from two families ofoffice copiers and multifunction systems.Remanufacture of this newly qualified wastetoner began in 2001, expanding by 14 percent the volume of waste toner remanu-factured from the previous year.
In 2002, we will continue to qualify new cartridges and waste toner for remanufactureand recycling. At the same time, we are changing our strategy for managing plastictoner bottles, shifting from a return andreuse/recycle approach to one that encourageslocal recycling by our customers. This newapproach will reduce the significant environ-mental and financial impact associated withtransporting these bottles back to Xerox.Going forward, Xerox will design toner bottles for recycling and continue our commitment to the use of post-consumerrecycled content.
Xerox return programs for suppliesprovide significant environmental benefits. In 2001, these initiativesdiverted nearly 18 million pounds ofmaterial from landfills worldwide.
Waste-Free Product Goal:Efficient use of materials and energy
Xerox Green World Alliance: Waste Diverted from Landfills
20
15
10
5
0
Mill
ions
of
Poun
ds
1998 1999 2000 2001
17.8Toner Containers
Waste Toner
Cartridges
9.4
14.816.3
17.8
2.0
2.1
13.7
Xerox Green World Alliance

15
Waste-Free Products
Energy Efficiency Xerox has followed a comprehensiveapproach to reducing product energy consumption over the past decade, achieving significant reductions in several phases of theproduct life cycle. First, the company’sremanufacture and parts reuse program,described in the preceding pages of thisreport, has reduced the amount of energyrequired to build equipment. This is becauseit takes much more energy to build a newpart from raw materials than it does toprocess a part for reuse. Second, productdesign features such as automatic power-saver modes have substantially lowered theenergy consumed by products during the customer use phase of the life cycle.Together, these initiatives have dramaticallyreduced the energy needs of Xerox products,generating cost savings for Xerox and its customers and notable benefits for theenvironment.
In 2001 alone, Xerox ENERGY STAR
equipment in customer locations around the world — several million machines — enabledenergy savings of 33 million therms (nearlyone million megawatt hours). These energysavings translate into an avoidance of743,000 tons of carbon dioxide emissions.By remanufacturing equipment with reusedparts in 2001, Xerox saved an additional 16million therms of energy (500,000 megawatthours) and prevented 113,000 tons of carbondioxide emissions from entering the atmos-phere. In total, the energy saved in 2001through ENERGY STAR product features andequipment remanufacturing is enough tolight more than one million U.S. homes for a year. It is also more energy than our world-wide research and manufacturing plants consumed during the year.
In 2001, Xerox enabled energy savings of 49 million therms — more energy than our worldwideresearch and manufacturing facilities consumed in the same time period — by reusing parts toremanufacture equipment and incorporating ENERGY STAR features into Xerox products.
1991 1997 1998 1999 2000 2001
32
Environmental Benefits of Product Energy Efficiency Programs
Ann
ual E
nerg
y Sa
ving
s(M
illio
ns o
f T
herm
s)
Avo
ided
CO
2E
mis
sion
s(T
hous
ands
of
Tons
)
1,000
800
600
400
200
0
50
40
30
20
10
0
45
8
26
40
49
55
253
381
565
733
Reducing Product EnergyConsumption During UseSince the early 1990s, Xerox equipment hasbeen designed to enter a “power saver” modeafter a specified period of non-use. Becauseoffice equipment is often inactive for portions of a workday and may be left onovernight, this power saver feature has thepotential to substantially reduce energy use.
Xerox formalized its commitment to energy-efficient product design in 1993, joining the U.S. Environmental Protection Agency’sENERGY STAR Office Equipment program as a Charter Partner. Since then, we’ve introduced nearly 200 ENERGY STAR-quali-fied copier, printer, fax and multifunctionproducts. Each of these has been carefully designed with energy-saving features that bring value, efficiency and
flexibility to our customers’ work environ-ments. Ninety-five percent of eligible Xerox products introduced in 2001 metENERGY STAR criteria.
Advances in fusing technology and new electronics architectures have made today’sXerox office equipment significantly moreenergy efficient than comparable 1990 models, even while offering customersenhanced features and functionality. Forexample, the annual energy consumption of the ENERGY STAR-qualified XeroxDocument Centre 535 Digital Copier is up to80 percentı less than that of the Xerox 5034,a comparable model introduced in 1990.
Use (ENERGY STAR) CO2 EmissionsManufacture (Parts Reuse)
//
ıThis calculation assumes that customers do not manually power off equipment at the end of each workday.
Waste-Free Product Goal:Efficient use of materials and energy
Note: Energy savings from parts reuse represent the difference in energy required to build new and reusedparts, assuming an average machine composition of 60 percent plastic and 40 percent steel. Material lifecycle data was obtained from Franklin Associates, Ltd. Annual energy savings from ENERGY STAR featuresare calculated by comparing the annual energy consumption of Xerox ENERGY STAR-qualified product typesto non-ENERGY STAR counterparts. Savings are aggregated across the estimated number of Xerox ENERGY
STAR-qualified machines in customer locations. Energy reductions are translated into avoided CO2emissions using U.S. Environmental Protection Agency and Department of Energy conversion factors.
856

16
Waste-Free Products
Xerox multifunction systems further reducethe amount of energy required to provide customers with copy, print, fax and scancapabilities by combining the functions ofmultiple products into one machine. Theannual energy consumption of a XeroxDocument Centre multifunction system is 25percent less than the combined annual energyconsumption of the individual ENERGY STAR-qualified copier, fax and printers it replaces.Energy savings increase to 60 percent if amultifunction system replaces individualproducts that are not ENERGY STAR-qualified.
Product energy efficiency is becoming anincreasingly important customer considera-tion. Accordingly, Xerox continues to investin breakthrough technologies required toachieve further reductions in product energyconsumption. Current research is focused onfurther reducing fusing energy, developinglower-melting toners and designing ultra-lowpower electronics.
Xerox expanded its line of recycled suppliesin 2001 to include colored papers and severalnew premium products for digital color printing applications. Xerox also increasedthe number of its papers manufactured using elemental chlorine-free (ECF) or totally chlorine-free (TCF) bleaching or de-inkingprocesses. In Europe, Xerox introducedPlanet Light, a 70 gram per square meter(g/m2) paper that achieves the same charac-teristics of a heavier-weight 80 g/m2 sheetusing less fiber. Planet Light also requiresfewer energy and chemical resources dur-ing production than traditional papers.
Xerox’s expanding portfolio of softwareproducts such as KnowledgeShare,DocuShare and DigiPath allow customers toreplace paper-based document managementwith electronic processes. By facilitatingprint-on-demand and distribute-then-printworkflows, these software solutions helpreduce paper use and minimize the environ-mental impacts of delivering documents by air or ground transportation.
➡
Xerox Multifunction Systems: Inherent Environmental Benefits
25% reductionAnnual energy consumption of an
office copier, two printers and a faxmachine: 1070 kWh
Annual energy consumption of a multifunction system: 800 kWh
Digital Color Graphics(30% recycled content)
Multipurpose Recycled Paper (30% recycled content)
Planet+ (TCF)
Planet Light
By combining the functions of multiple products, Xerox multifunction systems can reduce annual energyconsumption by 25 percent compared to the standalonecopiers, fax machines and printers they replace.
PaperThe U.S. Environmental Protection Agencyestimates that manufacturing a piece of paperrequires ten times more energy than makinga copy. As a result, Xerox products aredesigned with reliable two-sided (duplex)capability and other features that allow customers to use paper efficiently.
Xerox recycled papers, containing up to 100 percent post-consumer recycled content,use post-consumer waste in place of newpulp to help conserve natural resources.These products are designed for optimal performance in our equipment and arerequired to meet the same performance specifications as non-recycled paper.

17
Waste-Free Products
To reduce the use of chemicals consideredharmful to human health or the environment,Xerox has established a set of requirementsthat govern product design and materialsselections. Xerox design engineers and ourcomponent and materials suppliers followthese guidelines.
In 2001, Xerox’s efforts to eliminate chemicals of concern from our product linecontinued to focus on mercury and lead. We are working to phase out the mercury-containing lamps that scan images and back-light user displays in some of our products. Working with our suppliers, we arealso investigating lead-free alternatives to thelead-containing solders, glass, and wire insulation in our equipment.
Recognizing the importance of contributingto a safe and pleasant work environment forour customers, Xerox designs its products tostrictly control emissions of chemicals andnoise, going well beyond regulatory require-ments. Since 1990, Xerox engineers havedecreased emissions of ozone and dust fromoffice and production copying and printingequipment by 56 percent and 81 percent,respectively.
Sophisticated noise prediction models devel-oped by Xerox experts have made it possibleto identify potential noise sources in the earliest stages of product design — evenbefore prototypes are available for testing.This modeling capability, coupled with a
Toward the Future Maintaining leadership in sustainable productdesign requires an ongoing effort. Xerox iscommitted in the near-term to implementinga new set of challenging environmental performance goals. Going beyond existingXerox product design standards, these goalsset stretch targets for future products. A particular focus has been placed on product energy efficiency, the elimination of hazardous materials, and designing equipment, supplies and packaging for reuseor recycling.
As Xerox continues to expand its focus fromcopiers and printers to integrated documentmanagement solutions, we are able to combine Xerox systems, software and services to enable customers to share documents — and the information they contain — in ways that further minimizematerial and energy resources. And as Xeroxscientists continue to develop innovative technologies, we are committed to maximizing their capability to transform theway society works, ultimately helping Xeroxcustomers do more with less.
Xerox’s noise chamberand precision instruments evaluateproduct noise emissions to ensureconformance withXerox standards.
Waste-Free Product Goal:Minimal use of hazardous substances
Waste-Free Product Goal:Low emissions and noise
focus on low-noise design, has helped Xeroxproducts achieve noise levels consistent withthe requirements of the world’s strictest ecolabels. The Xerox DocuColor iGen3Digital Production Press, launched in 2002,incorporates Xerox’s latest low-noise innova-tions. This color press exhibits noise levelsduring operation that are 25 percent lowerthan those of black-and-white productionequipment of the same speed introduced in1988. The DocuColor iGen3’s noise levelsare 80 percent lower than those of a tradi-tional offset press.
1990 2001 1990 2001
Reduction in Product Chemical Emissions Since 1990
Ozone Dust
56% 81%
Incorporating state-of-the-art technologies into Xerox office and production equipment has significantlyreduced ozone and dust emissions.

18
Waste-Free Goals in PracticeProduct Showcase
Digital Color Press TechnologyInnovative design features coupled with digital technology make Xerox’s newDocuColor iGen3 Digital Production Pressan environmentally-preferable choice for thecommercial printing industry.
Compared to traditional offset printing presses, the DocuColor iGen3 creates littlewaste, emits 80 percent less noise, and neither generates hazardous waste nor useshazardous consumables.
• Up to 97 percent of the parts in this threeton machine and 80 percent by weight ofthe waste it generates can be reused orrecycled. This 80 percent figure includesthe machine itself, empty toner bottles,waste developer and packaging.
• The dry inks are non-toxic and have atransfer efficiency rate of nearly 100 percent, reducing the potential for waste.
• Emissions of chemicals such as ozone anddust are strictly controlled to the same levels achieved by Xerox office machines,and well below regulatory requirements.
• Digital print-on-demand technologyreduces paper use and excess inventory bymaking it economical to print books andbrochures “just in time” as they areordered.
• Every part that is lifted, pushed or pulledduring machine assembly, operation or service has been ergonomically-designedand evaluated to minimize risk of injury toXerox employees and customers.
Emulsion Aggregation Toner In July 2001, the Xerox Research Centre ofCanada announced emulsion aggregation(EA) technology, a breakthrough process forproducing color toner. Developed over eightyears and protected by more than 100patents, the EA method chemically buildstoner particles to any desired shape or size.Traditional toner manufacture involvesmechanical grinding of large particles ofsolid colored plastic into smaller ones,followed by a classification process whichsorts out toner particles of the desired size.Compared to this conventional method,the more precise EA technology conserves energy and nearly eliminates out-of-specification toner waste.
EA toner also reduces the amount of energyand waste associated with printing. Measuringabout five microns in diameter, EA toner particles are much smaller than conventionaltoner. This extremely small size, coupled witha uniformly round shape, means EA tonerscan be more uniformly charged and trans-ferred efficiently and uniformly to receivingpaper. The result is sharper color images andfine lines, less toner per printed page, and a
Microscopic views show the “rough” edges ofconventional toner (at left) and the smooth shapeof chemically-grown EA toner particles.
Under the direction of Dr. Hadi Mahabadi(pictured above), materials scientists atthe Xerox Research Centre of Canada haveperfected new EA toner technology.
Xerox introduced a number of products and supplies in 2001 and 2002 whose environmental features demonstrate our latestadvances toward Waste-Free Product goals.
significant reduction in toner waste. By eliminating fuser oil, EA technology conserves resources while eliminating potential service calls for oil streaks. Finally,EA toner exhibits image fixing capability atlow temperatures, reducing per-page productenergy consumption.
The Xerox DocuColor 1632 and 2240 color copier/printers are the first products to feature EA toner.
▲
▲
DocuColor iGen3 Digital Production Press

19
Solid Ink Color PrintersSolid ink printers use ColorStix® ink — solidblocks of ink at room temperature. Duringthe printing process, these sticks are meltedand jetted through piezoelectric printheads.Images are printed onto a rotating drum andoffset onto paper in a single pass of the printengine, achieving nearly 100 percent inktransfer efficiency.
By eliminating print cartridgesand minimizing the number ofother consumable items thatmust be replaced throughout thelife of the machine, solid inkprinting conserves valuable materialresources and the energy required tomake them. Solid ink printing also reduceswaste, generating 95 percent less waste during use than a typical color laser product.Fewer consumables translate into lower operating costs, increased reliability andease-of-use. The Phaser 8200 is the newestXerox product featuring solid ink.
SmartPaper™: Reusable Electronic PaperSmartPaper, a recent Xerox invention, has significant resource-conserving potential. Liketraditional paper, it is thin, lightweight andflexible. Unlike conventional paper, however,it is electrically writable and erasable and canbe reused thousands of times.
Gyricon Media, Inc., a Xerox spin-off company, is charged with bringingSmartPaper to market. Gyricon’s first application of this technology isMaestroSign™ Systems, a retail solution that synchronizes SmartPaper pricing displays with point-of-sale databases. Thiswireless system reduces the waste and laborassociated with daily management of tradi-tional cardboard signage, giving retailers theability to instantly change display pricingfrom one central location. In 2001 and 2002,Gyricon is conducting pilot tests of theMaestroSign solution with several majorretailers in the United States.
Waste-Free Goals in Practice
Digital Multifunction SystemsXerox multifunction systems offer inherentenvironmental benefits. By combining thefunctions of multiple products into one system, Xerox has significantly reduced theraw materials and energy required to providecustomers with copying, printing, faxing andscanning capabilities.
The Document Centre 500 Series is ournewest generation of black-and-white multi-function systems for the office. Its modulardesign allows customers to buy only thosefeatures they need, conserving resources.Scan to file and scan to e-mail capabilitieseliminate the need to fax or mail hardcopydocuments, helping customers reduce paperinventory and minimize the negative environmental impacts of delivering documents via air or ground transportation.
The DocuColor 1632 and 2240 color multi-function systems represent state-of-the-artenergy-efficient design. Advances in systemsintegration and fuser technology result inultra-low power levels and fast recoveryfrom low power modes, going well beyondENERGY STAR criteria.
Document Centre 555Multifunction System (left) and DocuColor 2240
SmartPaper contains millions of smalltwo-color beads sealed in a thin layer oftransparent plastic. When voltage isapplied to the surface, the beads rotate toshow one color or the other, producing an image.
▲
Phaser 8200 and ColorStix
▲
▲

20
Waste-Free FacilitiesAn Ongoing Commitment
Since the early 1990s, Xerox has managed environmental performance in its manufacturing operations to an internal benchmarkknown as Waste-Free Factory. Our commitment to the goals of this initiative, along with global implementation of an ISO 14001compliant environmental management system, has driven environmental performance improvements over the last decade.
Note: Figures presented are based on total quantities for manufacturing, research and development, and equipment recovery/recycle operations.Unless otherwise noted, all numbers represent worldwide figures. Data are normalized using the standard hours worked in each of the reporting facilities. Where multi-year worldwide data are available, normalized trends are shown.
Air EmissionsXerox facilities released 185 tons of airemissions in 2001, a seven percent decreasefrom 2000 and a 29 percent decline since1999. The reduction is due primarily todeclines in production levels.
Operations that manufacture Xerox supplies — toners, inks and photoreceptors— are our most chemically-intensive operations. With a firm commitment to ourWaste-Free Factory goals, these facilitieshave made tremendous progress in reducingair emissions over the last decade.Reduction, reuse and recycling strategieshave enabled an 89 percent decrease in airemissions since 1991.
The single largest contributor to air emissions is dichloromethane (methylene chloride), a necessary solvent for the manufacture of organic photoreceptors. By improving the efficiencyof manufacturing processesand installing state-of-the-artemission control technologies, Xerox hasreduced dichloromethaneemissions to air by 95 percent since 1991.
Whereas a third of the dichloromethanewaste generated was released to the air in1991, only three percent is released today.The remainder is captured and collected for on-site reuse or off-site recycling.
We continue to enhance our ability to reclaim and reuse dichloromethane. In 2001,process improvements enabled the capture ofan additional 137 tons of dichloromethane,reducing our requirements for raw materialsand reducing the generation of hazardouswaste. To date, we have not been able toidentify another chemical as a suitablereplacement, but the reduction ofdichloromethane emissions to the airremains a priority.
Dichloromethane Management:U.S. Facilities
Perc
enta
ge o
f W
aste
Gen
erat
ed
1991 2001
100%
75%
50%
25%
0%Released to Air Reused or Recycled
33%
3%
67%
97%
The installation of state-of-the-art emissioncontrols has improved our management of dichloromethane. Today, only three percent of dichloromethane waste isreleased to air.
Tons
800
600
400
200
01991 1997 1998 1999 2000 2001
Supplies Operations All Xerox Facilities
Air Emissions
701
110 118 114
260
76
198
78
185
//
Xerox facilities worldwide have reduced air emissions by 29 percent since 1999. Xerox’ssupplies manufacturing operations have achievedan 89 percent reduction since 1991.
2001 Air Emissions
The majority of the 185 tons of airemissions released in 2001 werevolatile organic compounds, withdichloromethane (methylene chloride)as the single largest contributor.
<1% Other Regulated Pollutants
54%Other VolatileOrganic Compounds17%
Dichloromethane
29%Particulates
21
Waste-Free Facilities
U.S. Toxics Release InventoryAs part of Xerox’s commitment to environ-mental responsibility and Waste-Free goals,we work to continually reduce our releasesto the environment. One measure of ourprogress is the quantity of releases reportableunder the U.S. Environmental ProtectionAgency’s Toxics Release Inventory (TRI).
Xerox TRI reports, submitted annually to theEnvironmental Protection Agency and rele-vant U.S. state agencies, summarize releasesof certain toxic chemicals to air, water andland. Off-site shipments of these chemicalsare also reported. The EnvironmentalProtection Agency makes this informationpublicly available so local communitiesknow the types and quantities of toxic chemicals that are released by nearby companies. Companies are required to reportonly certain listed chemicals used above athreshold quantity. Three Xerox U.S. facilities met this reporting requirement forat least one chemical in 2001.
Total releases of TRI-reportable chemicalsdeclined 16 percent between 2000 and 2001.Ninety-seven percent of waste generatedfrom TRI-listed chemicals was beneficiallymanaged in 2001 and only three percent wasreleased to the environment.
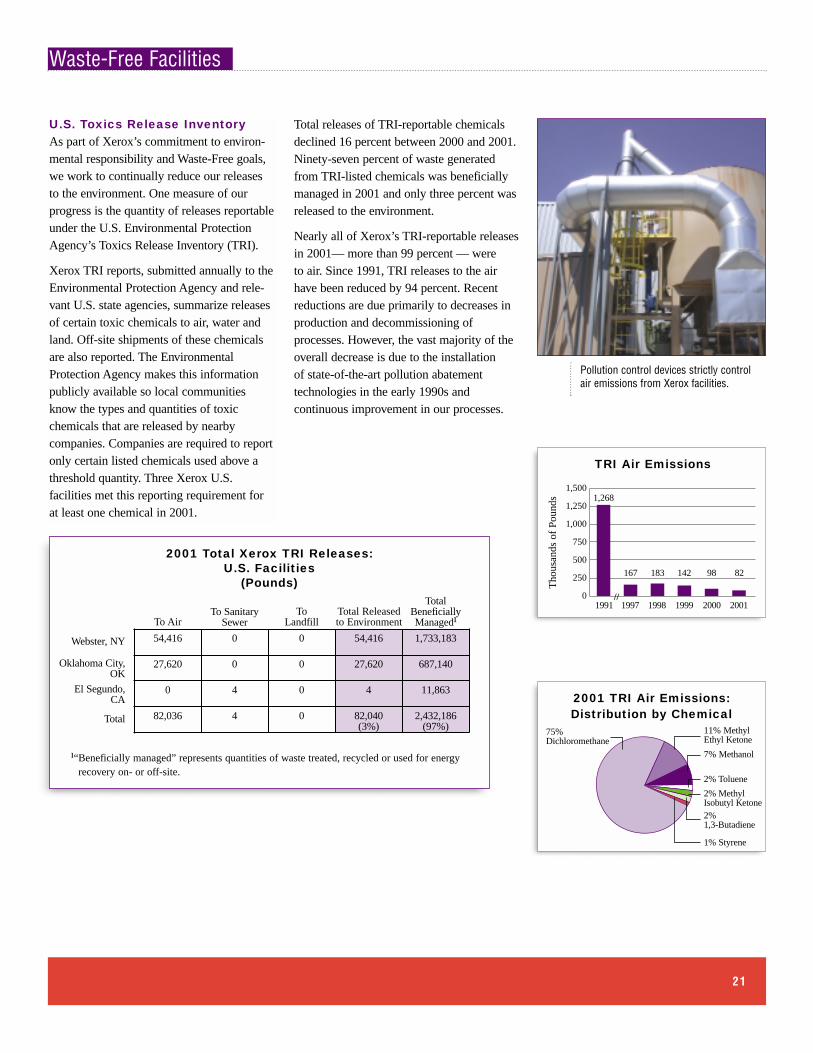
Nearly all of Xerox’s TRI-reportable releasesin 2001— more than 99 percent — were to air. Since 1991, TRI releases to the airhave been reduced by 94 percent. Recentreductions are due primarily to decreases inproduction and decommissioning of processes. However, the vast majority of theoverall decrease is due to the installation of state-of-the-art pollution abatement technologies in the early 1990s and continuous improvement in our processes.
Pollution control devices strictly controlair emissions from Xerox facilities.
2001 Total Xerox TRI Releases: U.S. Facilities
(Pounds)
54,416
27,620
0
82,036
0
0
4
4
0
0
0
0
54,416
27,620
4
82,040 (3%)
1,733,183
687,140
11,863
2,432,186 (97%)
ı“Beneficially managed” represents quantities of waste treated, recycled or used for energyrecovery on- or off-site.
Webster, NY
Oklahoma City,OK
El Segundo,CA
Total
To AirTo Sanitary
SewerTo
LandfillTotal Releasedto Environment
TotalBeneficiallyManagedı
2001 TRI Air Emissions:Distribution by Chemical
11% MethylEthyl Ketone
7% Methanol
2% Toluene
2% MethylIsobutyl Ketone2% 1,3-Butadiene
1% Styrene
75%Dichloromethane
1991 1997 1998 1999 2000 2001
TRI Air Emissions
Tho
usan
ds o
f Po
unds
1,500
1,250
1,000
750
500
250
0
1,268
183 142 98167 82
//
22
Waste-Free Facilities
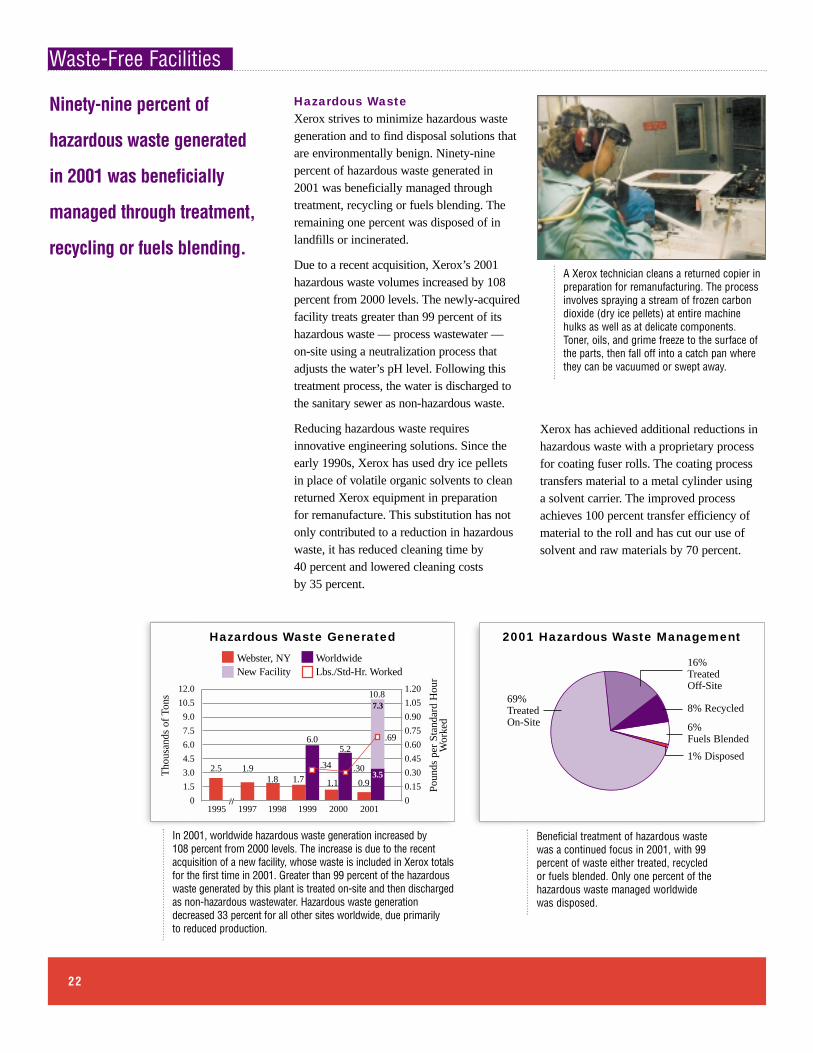
Hazardous WasteXerox strives to minimize hazardous wastegeneration and to find disposal solutions thatare environmentally benign. Ninety-nine percent of hazardous waste generated in2001 was beneficially managed throughtreatment, recycling or fuels blending. Theremaining one percent was disposed of inlandfills or incinerated.
Due to a recent acquisition, Xerox’s 2001hazardous waste volumes increased by 108percent from 2000 levels. The newly-acquiredfacility treats greater than 99 percent of itshazardous waste — process wastewater —on-site using a neutralization process thatadjusts the water’s pH level. Following thistreatment process, the water is discharged tothe sanitary sewer as non-hazardous waste.
Reducing hazardous waste requires innovative engineering solutions. Since theearly 1990s, Xerox has used dry ice pelletsin place of volatile organic solvents to cleanreturned Xerox equipment in preparation for remanufacture. This substitution has not only contributed to a reduction in hazardouswaste, it has reduced cleaning time by 40 percent and lowered cleaning costs by 35 percent.
A Xerox technician cleans a returned copier inpreparation for remanufacturing. The processinvolves spraying a stream of frozen carbondioxide (dry ice pellets) at entire machinehulks as well as at delicate components.Toner, oils, and grime freeze to the surface ofthe parts, then fall off into a catch pan wherethey can be vacuumed or swept away.
Ninety-nine percent of
hazardous waste generated
in 2001 was beneficially
managed through treatment,
recycling or fuels blending.
Xerox has achieved additional reductions inhazardous waste with a proprietary processfor coating fuser rolls. The coating processtransfers material to a metal cylinder using a solvent carrier. The improved processachieves 100 percent transfer efficiency ofmaterial to the roll and has cut our use ofsolvent and raw materials by 70 percent.
Tho
usan
ds o
f To
ns
Poun
ds p
er S
tand
ard
Hou
rW
orke
d
12.0
10.5
9.0
7.5
6.0
4.5
3.0
1.5
0
1.20
1.05
0.90
0.75
0.60
0.45
0.30
0.15
01995 1997 1998 1999 2000 2001
Webster, NY Worldwide New Facility Lbs./Std-Hr. Worked
Hazardous Waste Generated
1.91.8
6.0
1.7 1.1
2.5
0.9
.34 .30
//
.695.2
10.8
2001 Hazardous Waste Management
16%TreatedOff-Site
6% Fuels Blended
1% Disposed
69%TreatedOn-Site
8% Recycled7.3
In 2001, worldwide hazardous waste generation increased by 108 percent from 2000 levels. The increase is due to the recent acquisition of a new facility, whose waste is included in Xerox totalsfor the first time in 2001. Greater than 99 percent of the hazardouswaste generated by this plant is treated on-site and then dischargedas non-hazardous wastewater. Hazardous waste generationdecreased 33 percent for all other sites worldwide, due primarily to reduced production.
3.5
Beneficial treatment of hazardous wastewas a continued focus in 2001, with 99percent of waste either treated, recycledor fuels blended. Only one percent of thehazardous waste managed worldwidewas disposed.

23
Waste-Free Facilities
• Equipment WasteEquipment that has reached theend of its useful life with a customer is returned to Xeroxequipment recovery/recycle facilities. To maximize environmental and financialbenefits, Xerox first evaluatesreturned equipment for its reusepotential. Products suitable forreuse undergo the rigorousequipment remanufactureprocesses described on pages12 and 13 of this report.Xerox’s equipment remanufacture programhas given new life to many thousands ofcopiers, printers and multifunction systemswhile diverting hundreds of millions ofpounds of potential waste from landfills.
Returned products that can not be remanufactured are designated as equipment waste. Xerox equipment recovery/recycle operations disassemblethese machines, removing parts that can beprocessed for reuse, according to stringentstandards for quality and performance. The remaining components are recycled or disposed. In 2001, Xerox operationsmanaging equipment waste reused or recycled 94 percent of this material.
Non-Hazardous Solid WasteXerox’s Waste-Free Factory initiative hasfocused our efforts on reducing the amountof non-hazardous solid waste generated inXerox operations, and responsibly managingwaste that can not be eliminated. In 2001,Xerox facilities worldwide collectively recycled 90 percent of their non-hazardoussolid waste.
In addition to the typical solid waste generated from manufacturing processes and construction and maintenance projects,Xerox manages thousands of end-of-lifemachines that Xerox customers return eachyear to Xerox equipment recovery/recyclefacilities. The portion of this returned equipment that can not be reused throughequipment remanufacture represents nearly50 percent of the waste Xerox operationsmanage. We classify this material as “equipment waste.” Because of the uniquechallenges of managing electronic waste, thefollowing sections present separate solidwaste management results for Xerox equipment recovery/recycle operations thathandle equipment waste, and manufacturingoperations that manage process waste.
2001 Non-Hazardous Solid WasteManagement
46% EquipmentWaste –Reused orRecycled
3%EquipmentWaste –Disposed
44%ProcessWaste –Reused orRecycled
7%ProcessWaste –Disposed
100%
80%
60%
40%
20%
0%1995 1997 1998 1999 2000 2001
78% 80%85%
Non-Hazardous Solid WasteRecycle Rate: All Facilities
Perc
enta
ge R
ecyc
led
//
87%87% 90%
Tho
usan
ds o
f To
ns
60
40
20
01995 1997 1998 1999 2000 2001
Reused or Recycled Landfilled
Equipment Waste:Equipment Recovery/Recycle Operations
21
5 3 4 4 2
37
5045
36
26
3//
Xerox manages thousands of end-of-life machines that customers return each year to our equipment recovery/recycle facilities.
Xerox facilities worldwide collectivelyrecycled 90 percent of manufacturingprocess waste and equipment waste in 2001.
In 2001, nearly half of the non-hazardoussolid waste Xerox managed was associatedwith returned end-of-life equipment thatwas not suitable for remanufacture. Theother half was process and project wastegenerated by manufacturing, research anddevelopment operations.
In 2001, Xerox’s equipment recovery/recycle operations reused or recycled 94 percent of thewaste resulting from equipment returns not suitable for remanufacturing.

24
Waste-Free Facilities
The Webster site was awarded the New York Water EnvironmentAssociation’s 2001 SilverCompliance Recognition Award.Xerox earned the award bydemonstrating greater than 99 percent compliance with all permitted wastewater dischargerequirements, based on the results of more than 1,700 water samples.
Water ConsumptionWorldwide water consumption remained flatbetween 2000 and 2001. Xerox’s largestmanufacturing facility in Webster, New York,reduced its water consumption by two percent between 2000 and 2001 and by 40 percent since 1993. These reductionswere due to both process improvements andproduction decreases.
Mill
ions
of
Gal
lons
1,000
800
600
400
200
01993 1997 1998 1999 2000 2001
Webster, NY Worldwide
Water Consumption
898831 828
461 450
570 561
750
533
//
• Process WasteXerox manufacturing operations generated56,000 tons of non-hazardous solid wastein 2001. Eighty-six percent of this wastewas reused or recycled.
Toner represents a significant portion of our solid waste stream. During conventional toner manufacture, toner particle size must be strictly controlled toensure quality and performance. A by-product of the manufacturing process istoner “fines” that must be excluded fromthe final product. Several years ago, Xeroxachieved a major reduction inthe generation of solid waste bydeveloping a method to recyclethese fines back into the manufacturing process. In2001, the reuse of toner finesprevented the disposal of over3,900 tons of solid waste.
For some product families,post-consumer waste tonerarrives at Xerox in returned customer-replaceable suppliessuch as print/copy cartridges.Previously, a large percentage ofthis toner was treated as wasteand disposed of in landfills or
burned for energy recovery. In 2001, Xeroximplemented a process for reusing theresidual toner from two product families inthe manufacture of new toner, eliminating100 tons of solid waste.
Despite these advances, not all toner canbe reused, and to date, only limited recycling outlets have been identified.Meanwhile, several of our North Americanplants are sending this waste toner to beburned to produce energy. Our goal is toreduce to zero the amount of waste tonersent to landfills.
Xerox manufacturing operations reused or recycled86 percent of process wastegenerated in 2001.
Poun
ds p
er S
tand
ard
Hou
r W
orke
d
In 2001, a 24 percent decrease in solid waste generated perstandard hour work was reported in our manufacturingoperations compared to 2000. These operations reused orrecycled 86 percent of waste generated.
Tho
usan
ds o
f To
ns
80
60
40
20
0
6
4.5
3
1.5
01995 1997 1998 1999 2000 2001
Process Waste:Manufacturing, Research and
Development Operations
44
14
Reused or Recycled Disposed Lbs./Std-Hr. Worked
10 10 12
22
5962
50
8
4.1
5.44.7
//
57
48
4.6

25
Waste-Free Facilities
Energy ConsumptionWorldwide energy consumption decreased by two percent between2000 and 2001. Because thegeneration and use of energyproduces emissions of carbon dioxide — a gas thatcontributes to global climatechange — Xerox also tracksenergy consumption in termsof equivalent carbon dioxideemissions. Our reduction inenergy consumption from2000 translated into an eightpercent decrease in carbondioxide emissions.
The implementation of ISO14001-conforming environmental management systems in our worldwidemanufacturing operations has helped maintain a focus on energy conservation.Our largest manufacturing complex,located in Webster, New York, reduced energy consumption by 32 percent between1996 and 2001. This result was achieved inpart through “free cooling.” In wintermonths, the Webster facility cools processwater by running it through pipes outdoorsinstead of using energy-consuming chillers(industrial air conditioners).
In Dundalk, Ireland, a team of Xerox engineers and operators evaluated energy usepatterns in our electronics manufacturing
operations. By eliminating unneeded lighting, reducing energy used by equipmentin stand-by, and powering down equipmentwhen not in use, the team cut energy consumption by 29 percent between 2000and 2001. Using a similar strategy, ourRampur, India, plant reduced energy consumption in copier manufacturing operations by 46 percent compared to 2000 levels.
Energy-efficient features of Xerox officesinclude high-efficiency lighting, motiondetectors that turn lights off when rooms areunoccupied, extra insulation, and solar filmon windows.
Ene
rgy
Con
sum
ptio
n (M
illio
ns o
f T
herm
s)
70
60
50
40
30
20
10
0
20
CO
2E
mis
sion
s (T
hous
ands
of T
ons)
525
450
375
300
225
150
75
01996 1997 1998 1999 2000 2001
Webster, NY Worldwide CO2 Emissions
Energy Consumption and Equivalent Carbon Dioxide (CO2) Emissions
17 18 1522 19
464543
468432
In Webster, New York, Xerox conservesenergy through “free cooling.” Duringwinter months, manufacturing operations cool process water in outdoor pipes instead of using energy-consuming chillers.
The implementation of
ISO 14001-conforming
environmental management
systems in our worldwide
manufacturing operations has
helped maintain a focus on
energy conservation.
2001 Energy Use:Distribution by Type
52%Electricity
47%NaturalGas
1%Fuel Oil
2001 Energy Consumption in Equivalent
Carbon Dioxide (CO2) Emissions
69%CO2 fromElectricity
30%CO2 fromNaturalGas
1%CO2 from Fuel Oil
403
Xerox’s worldwide energy consumption decreased bytwo percent between 2000 and 2001. This decrease inenergy use translates into an eight percent reduction in equivalent carbon dioxide emissions. Xerox’s largest facility in Webster, New York, lowered its energy consumption by 17 percent, largely due to production decreases.
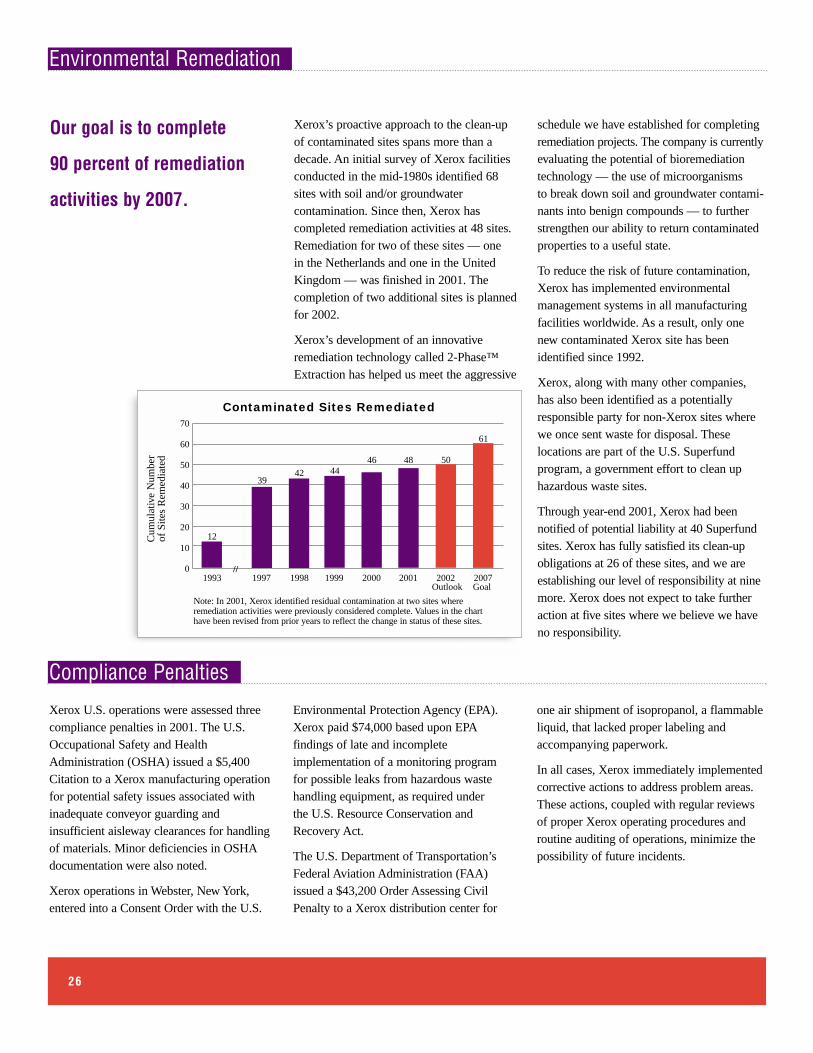
26
Xerox’s proactive approach to the clean-up of contaminated sites spans more than adecade. An initial survey of Xerox facilitiesconducted in the mid-1980s identified 68sites with soil and/or groundwater contamination. Since then, Xerox has completed remediation activities at 48 sites.Remediation for two of these sites — one in the Netherlands and one in the UnitedKingdom — was finished in 2001. The completion of two additional sites is plannedfor 2002.
Xerox’s development of an innovative remediation technology called 2-Phase™Extraction has helped us meet the aggressive
schedule we have established for completingremediation projects. The company is currentlyevaluating the potential of bioremediationtechnology — the use of microorganisms to break down soil and groundwater contami-nants into benign compounds — to furtherstrengthen our ability to return contaminatedproperties to a useful state.
To reduce the risk of future contamination,Xerox has implemented environmental management systems in all manufacturingfacilities worldwide. As a result, only onenew contaminated Xerox site has been identified since 1992.
Xerox, along with many other companies,has also been identified as a potentiallyresponsible party for non-Xerox sites wherewe once sent waste for disposal. These locations are part of the U.S. Superfund program, a government effort to clean uphazardous waste sites.
Through year-end 2001, Xerox had been notified of potential liability at 40 Superfundsites. Xerox has fully satisfied its clean-upobligations at 26 of these sites, and we areestablishing our level of responsibility at ninemore. Xerox does not expect to take furtheraction at five sites where we believe we haveno responsibility.
Environmental Remediation
Xerox U.S. operations were assessed threecompliance penalties in 2001. The U.S.Occupational Safety and HealthAdministration (OSHA) issued a $5,400Citation to a Xerox manufacturing operationfor potential safety issues associated withinadequate conveyor guarding and insufficient aisleway clearances for handlingof materials. Minor deficiencies in OSHA documentation were also noted.
Xerox operations in Webster, New York,entered into a Consent Order with the U.S.
Environmental Protection Agency (EPA).Xerox paid $74,000 based upon EPA findings of late and incomplete implementation of a monitoring program for possible leaks from hazardous waste handling equipment, as required under the U.S. Resource Conservation andRecovery Act.
The U.S. Department of Transportation’sFederal Aviation Administration (FAA)issued a $43,200 Order Assessing CivilPenalty to a Xerox distribution center for
one air shipment of isopropanol, a flammable liquid, that lacked proper labeling andaccompanying paperwork.
In all cases, Xerox immediately implementedcorrective actions to address problem areas.These actions, coupled with regular reviewsof proper Xerox operating procedures androutine auditing of operations, minimize thepossibility of future incidents.
Compliance Penalties
Our goal is to complete
90 percent of remediation
activities by 2007.
Cum
ulat
ive
Num
ber
of S
ites
Rem
edia
ted
70
60
50
40
30
20
10
0
12
3942 44
46 48 50
61
Contaminated Sites Remediated
Outlook Goal
Note: In 2001, Xerox identified residual contamination at two sites where remediation activities were previously considered complete. Values in the chart have been revised from prior years to reflect the change in status of these sites.
1993 1997 1998 1999 2000 2001 2002 2007//

27
Accessible Products Designing for Universal Use
From the earliest design
stages, product engineering
teams incorporate features
that make Xerox products
easy to use and operate.
Accessibility: Xerox’s Product Assessment In 2001, a team of Xerox engineers developed a rigorous process for assessing our products’ compliance to the U.S. Section 508 standards.ı Working with the U.S.Government Access Board, Xerox defined guidelines for applying each Section 508specification to Xerox products. In parallel with this activity, Xerox defined the specifictasks performed by the general user of each Xerox product. Every individual productassessment consists of an evaluation of each general user task against the applicableguidelines. Using this thorough task-based approach, nearly 700 tests may be performedin the assessment of a single product. Xerox makes the results of these assessments available through the company web site. Refer to www.xerox.com/section508.
ı In 2001, amendments to the U.S. Rehabilitation Act of 1973 became effective requiring that electronic and information technology developed, procured, maintained,or used by the U.S. federal government be accessible to all persons including those with disabilities. The U.S. Government Access Board developed Section 508 accessibility standards in support of this amendment.
Xerox has been an industry leader in accessible product design for more than threedecades. From the earliest design stages,product engineering teams incorporate features that make Xerox products easy touse and operate. We design our products tominimize the force required to push buttons, lift document covers and opendoors, and we place controls within easyreach for a wide range of persons, includingwheelchair users. User interfaces are developed for reading clarity under a varietyof environmental conditions, and buttons are
Xerox is developing alternatives to the touchscreen interface, making iteasier for a greater base of users to operate Xerox products.
easy to identify, reach and activate. Over the years, we have developed dozens ofaccessories such as angled consoles,Braille console labels, and “start print”footswitches to help customers with disabilities gain productivity using our officedocument solutions. We are proud of theseefforts. However, we recognize that a segment of our potential customer base —people with certain disabilities and age-related disorders — may have troubleusing our products.
Closing the Gaps In 2001, Xerox began a thorough assessmentof all of our products, including hardwareand software, with respect to accessibility.Products were evaluated against the newlyavailable U.S. Government’s Section 508accessibility standards.ı We found that ourproducts already met or exceeded many ofthe requirements of this standard. However,the assessments revealed some gaps in ourproducts, including compatibility with
assistive technology such as screen readers.Beginning in 2002, we are making the necessary changes to our software and webinterfaces to enhance their compatibility with assistive technology.
One of the most difficult problems we haveencountered centers on the touchscreen technology that allows users to program copy,scan and fax jobs on Xerox multifunctionsystems. Our products lack an alternative tothe touchscreen interface, making them difficult to use by customers with certain disabilities such as visual impairments. Weare working on solutions to this problem.
Xerox has incorporated product accessibilitydesign requirements into our Time To Marketproduct development process to ensure thatfuture product designs are usable by thegreatest number of potential Xerox customers. We expect that all productslaunched in 2003 will meet these new designrequirements.
Document Centre 555Multifunction System

28
Employee Well-BeingHealth and Safety at Xerox
The Zero Injury program
has helped Xerox achieve
a 47 percent reduction
in our Total Recordable
Incident rate and a
46 percent decline in our
Day Away From Work
case rate since 1996.
two percent and our DAFW rate dropped by eight percent. There were two workplacefatalities associated with the World TradeCenter attack in New York City onSeptember 11.
Working toward benchmark safety levels hasbeen an ongoing challenge for Xerox, witheach successive reduction in employeeinjuries more difficult to achieve. To date, wehave instituted procedures for identifying andeliminating hazards that can be addressedthrough engineering controls and processchanges. Instilling a corporate culture thatreinforces the valueof safe work practices and is pervasive throughout the company is alonger-term effort,but one that is critical to achievingfuture injury reduc-tions. It requires alloperations managersto establish higher
expectations for safe behaviors and to strictlyenforce safety protocols. It also requiresemployees, with the support of their supervisors, to learn and adhere to safe work procedures at all times.
In 2002, Xerox is conducting training tostrengthen supervisors’ commitment to theirleadership role in promoting safety. We arealso better integrating safety goals into existing management processes. Xerox will continue to strive toward industry benchmarks in safety and has established a 10 percent improvement target for 2002.
Protecting employee safety, health and well-being is a fundamental element ofresponsible corporate citizenship. It is alsocritical to building the kind of world-classwork environment that motivates employeesto do their best. A comprehensive array ofprograms encompassing workplace safety,ergonomics, occupational medicine,emergency response and employee wellnessintegrate this commitment into all facets ofXerox’s global operations.
Reducing Employee InjuriesXerox has established high expectations forsafety performance with its Zero Injury program. Introduced in 1997, the program’sgoal is to reduce injuries to the lowest possible levels among Xerox’s variedemployee populations — manufacturing personnel, office workers, and technicianswho operate and service equipment at customer sites. The Zero Injury program hashelped Xerox achieve a 47 percent reductionin our Total Recordable Incident (TRI) rateand a 46 percent decline in our Day AwayFrom Work (DAFW) case rate since 1996.
Despite this long-term improvement inXerox’s safety performance, Xerox fell shortof its 20 percent year-over-year reduction target in 2001. Our TRI rate decreased by
Per
100
Em
ploy
ees
4
3
2
1
01996 1997 1998 1999 2000 2001 2002
Target
Total Recordable Incidents Day Away From Work Cases
Xerox Workplace Injury Rates
2.40
1.92 1.85
1.561.30
1.05
.73.81
.69 .62
1.28
.57
1.15
.51
2000 U.S. 2000 U.S. 2001 Xerox 2001Industry Office Machine IndustryAverage Manufacturers Benchmark
Average
7
6
5
4
3
2
1
0
Workplace Safety ComparisonsTotal Recordable Incidents
Per
100
Em
ploy
ees
6.1
1.28
3.6
0.85
Note: Industry comparison figures are rates of injuries and illnesses reportable underthe U.S. Occupational Safety and Health Act (OSHA). Data is the most current available at time of publication.

29
ErgonomicsMusculoskeletal disorders represent morethan 50 percent of our work-related injuriesand illnesses. As a result, the application ofergonomic principles is an important compo-nent of our injury reduction program.
Workers’ compensation claims attributable to musculoskeletal disorders peaked in 1992.Since then, Xerox has taken significant stepsto reduce these injuries, and has experienceda steady decline in the number of ergonomiccases and related costs as a result. For example, U.S. manufacturing operationsachieved a 65 percent reduction in the number of musculoskeletal injuries between 1992 and 2001.
The ergonomics programs that have contributed to reductions in musculoskeletaldisorders span a broad range of Xerox operations.
• Manufacturing: Nearly every workstation in our U.S. facilities has been evaluated for ergonomic hazards.Ergonomically-designed tools and assistdevices such as tilt tables, lifts and hoistsmake it easier for employees to maneuverparts and equipment during assembly.
• Office: Online ergonomic tools and assistance, including a workstation self-evaluation program, are available to officeworkers worldwide. Office furniture standards include ergonomic designrequirements, including adjustable chairsand keyboard trays.
• Service: Periodic reviews ensure that service technicians’ tools are ergonomicallydesigned. Tools posing an unacceptablesafety risk are replaced.
Ergonomic Product DesignIn addition to correcting problems in existingjobs, Xerox is addressing ergonomic issues inthe design of new products and related manu-facturing processes. The aim is to identifyand eliminate potential safety hazards toXerox employees who will assemble andservice our equipment.
The Xerox DocuColor iGen3 DigitalProduction Press, launching in 2002, is ashowcase for ergonomic design. Every parthandled by Xerox assembly and service per-sonnel or customers has been engineered andevaluated to minimize risk of injury. Thereare no sharp edges or mechanical or electricalhazards. Parts that a machine operator or service technician might lift, push or pull aredesigned for easy accessibility. For example,a heavy paper drawer was built on a “snakyrail” system that allows technicians toremove the drawer with minimal force andeasily access inner machine components during maintenance.
Employee Well-Being
Xerox manufacturing employees useergonomic lift devices to reduce the riskof back injuries.
Num
ber
of C
ases
500
400
300
200
100
01992 1997 1998 1999 2000 2001
Musculoskeletal InjuriesU.S. Manufacturing Operations
430
272 238
168 150
240
//
Note: Numbers have been adjusted from previous years to account for recent changes to the organizationalstructure of our manufacturing operations.
Between 1992 and 2001, Xerox reducedthe number of musculoskeletal injuries by 65 percent among employees in U.S.manufacturing operations.

30
Monitoring Workplace ExposuresXerox’s exposure assessment program isanother key element of Xerox’s workplacesafety initiative. Designed to protect employeesfrom unsafe exposures to chemicals andphysical agents such as noise and radiationin the workplace, the program defines strictexposure limits for worldwide manufacturing,research and service operations. Limitsreflect the most stringent regulatory require-ments or industry standards, such as those ofthe American Conference of GovernmentalIndustrial Hygienists (ACGIH). For somematerials — including toners, solvents and
metals — Xerox establishes limits that gobeyond regulations and standards to provideadditional employee protection.
A centrally managed program ensures that allXerox locations follow well-designed plansfor monitoring employee exposures andmaintain exposure levels within Xerox limits.When sampling data shows that an exposureexceeds an action level — typically 50 percent of the Xerox limit — steps are takenimmediately to reduce the exposure through engineering controls or adherence to safejob procedures.
Employee Well-Being
Xerox Limit
Dutch Limit
U.S. Limit
0 5 10 15Milligrams per Cubic Meter
Respirable Dust Total Dust
Workplace Exposure Limits
0.42.5
510
515
Xerox workplace exposure limitsfor dust are six times lower thanU.S. government limits and fourtimes lower than Dutch limits.
Health Studies: Establishing the Safety of TonerAs one of the world’s largest manufacturersand distributors of toners, Xerox has longrecognized its responsibility to establish thesafety of these materials for employees andcustomers. Toners — fine powders composedof plastics, colorants and small quantities offunctional additives — have been the focusof three major health studies Xerox initiatednearly 20 years ago to examine toner’s potential long-term health effects.
The first of these studies, completed in 1989,was a comprehensive laboratory analysis.Results indicated some health effects at veryhigh levels of dust exposure, levels unlikely tobe experienced by workers in Xerox plants.Nonetheless, to ensure worker safety, Xeroxlowered toner dust levels in our factories atthat time. Additionally, Xerox strengthenedefforts to strictly control dust emissions fromXerox products to protect customers. Today’smachine emission limits are not only muchlower than regulatory workplace exposurelimits, they go beyond the requirements of thestrictest ecolabels.
The other two health studies focus on Xeroxemployees who manufacture toner and service our equipment. One is an evaluationof more than 32,000 employees who workedat Xerox between 1960 and 1982. This studyuses standardized techniques to compare thecauses of death for Xerox employees to causes of death for the overall U.S. population in order to determine if there areany work-related mortality patterns. Theother study evaluates the potential effects oftoner on the respiratory systems of currentXerox employees exposed to toner. Neitherof these studies shows evidence of chronichealth effects due to toner exposure.
Xerox will continue to evaluate the healtheffects of conventional toner, as well as new toner and ink technologies, through itsongoing studies.
A Xerox safety engineer evaluatesair quality in a manufacturing“clean room” operation.

31
Preparing for Emergencies Xerox maintains a comprehensive emergencypreparedness and response program to protect the safety of Xerox employees andcompany assets worldwide. A Xerox stan-dard on emergency preparedness, revised inJuly 2000, requires all operations to havedocumented emergency action plans. Theseplans outline actions to be taken in the eventof fires, chemical releases, natural disasters,medical emergencies and other potential incidents. Through training, Xerox makessure that employees are aware of the plansand understand safe evacuation proceduresand rescue and response methods. Routinelyscheduled management reviews, drills andcorporate audits confirm that plans complywith Xerox standards and regulations.
Medical ServicesXerox offers a broad spectrum ofemployee health and medical services.Medical evaluations targeted to specificpopulations of Xerox employees aredesigned to ensure fitness for work,promote good health and provide earlydiagnosis and prompt medical inter-vention for potential health issues.
All major Xerox locations are staffedwith Xerox teams trained to respond tomedical emergencies. At our largestmanufacturing complex, located inWebster, New York, Xerox also maintains an on-site health clinic and emergency medical services unit, including an ambulance brigade certified by the New York State Department of Health.
Employee Well-Being
Occupational health professionals at Xerox’sWebster, New York, facility review x-rays as partof an employee’s medical evaluation.
Promoting Employee WellnessXerox encourages healthy behaviors and aproper balance between work and personallife in a number of ways. Tips on nutrition,fitness, self-care and other aspects of healthyliving are shared with employees throughnewsletters, bulletin board displays andmonthly e-mail communications. Our larger U.S. facilities feature on-site fitnesscenters. Each Xerox site tailors additionalofferings such as health screenings, fitnessclasses, lunchtime seminars, instructionalprograms and recreation leagues to meetlocal employees’ needs and preferences.
Work-Life BalanceXerox is committed to helping employeesbalance the demands of their professionaland personal lives. Xerox offers alternativework arrangements including flexible hours,job sharing and telecommuting. The companyalso provides a wide range of benefits including help for first-time home buyers,child-care subsidies and adoption assistance.Professional counseling and referral servicesare available to help employees address parenting and elder-care issues and other personal concerns.Xerox employees make use of
the on-site fitness center at our Webster, New York, campus.

32
September 11, 2001
On September 11, 2001, almost seventy-fiveemployees of Xerox Business Services wereworking in the World Trade Center when thefirst plane hit the North Tower. Their dailyjob: providing document management services in the offices of our clients locatedthere. Another seventy-five Xerox peoplewere at work in the area immediately surrounding what came to be known asGround Zero.
The events of September 11 claimed thelives of two of our Xerox colleagues — 35-year-old Sean Booker and 33-year-oldRobert Chin. Xerox retirees, former employees and interns, and family membersof our employees were also lost.
In the face of this tragedy, however,Xerox people responded with true characterand heroism.
• Avel Villanueva, a Xerox employeeassigned to Sun Microsystems, led theevacuation of his client’s offices in theSouth Tower, just three minutes before the impact of the second hijacked plane.
• Harry Millwater, working three levelsbeneath the World Trade Center in aXerox-run document center, facilitated anevacuation and then made a last sweep,finding an isolated employee unaware ofimpending disaster.
• Eric Autz, a Xerox manager and para-medic, rushed from our offices in midtownto St. Vincent’s Hospital, the trauma center nearest the World Trade Center, and then toGround Zero where he helped establish thetriage area and searched for victims forfour days.
Xerox’s Response
Note to the Reader: Our annual Environment, Health and Safety Progress Report usually includes a review of the community outreach programs of the globalXerox family. This year, we have chosen to focus on a single effort — the role of Xerox and its people in the events of September 11, 2001. We believe our response to this tragedy best demonstrates the sense of community shared by Xerox people around the world.
Avel Villanueva (right), a Xeroxemployee assigned to SunMicrosystems, led the evacuation ofhis client’s offices in the South Tower,just three minutes before the impactof the second hijacked plane.
The Xerox ambulance and crewfrom upstate New York providedmedical care for rescue workersat Ground Zero.
Other Xerox employees contributed to emergency response efforts in the days and months following September 11.
• Xerox provided critically-needed documentprocessing equipment and supplies to NewYork fire and police departments and otheragencies. Some equipment was customizedon the spot to print building maps urgentlyneeded by Ground Zero rescuers.
• The Xerox ambulance and its crew traveledfrom our manufacturing plant in upstate New York to provide medical care for rescue workers at Ground Zero.
• A business recovery team aided customerswhose businesses were devastated by theWorld Trade Center attack. Operatingaround the clock, they loaned equipment,suspended billing, provided backup printing services, and helped customersdeal with power and telephone outages andimpossible delivery conditions on cloggedNew York streets.
• With the support of the Xerox Environ-ment, Health and Safety organization, ourservice technicians conducted structuralassessments of buildings around GroundZero to protect the safety of employeesentering them and ensured the safe handling and restoration of equipmentexposed to hazardous materials.
• In Washington, Xerox acted quickly to help the Department of Defense reestablishoffice operations destroyed at the Pentagon.By September 18, Xerox had installed dozens of pieces of sophisticated equipment — all on a “handshake” — in the new facilities.

September 11, 2001
Xerox also took care of its survivors. Thecompany found a position for every singleemployee whose job was affected by theSeptember 11 disasters, despite the most difficult business circumstances in the company’s history.
In October, Xerox faced a new threat to the health and safety of our employees —anthrax spores in the U.S. postal system. The risk to Xerox was significant, for notonly does the company manage internal mailrooms, our Xerox Business Servicesdivision operates hundreds of mailrooms for clients, and our service technicians work every day in U.S. post offices and mail-handling facilities.
We quickly formed a mail safety team, withrepresentatives from across the company, thatmet by audio conference as often as threetimes a day. The team recommended an
ambitious program to equip every eligibleXerox employee in the United States withprotective gloves and half-mask respirators.Despite the enormous cost of “fit-testing”thousands of employees on an emergencybasis, senior management immediately acti-vated the program. Ultimately, not a singleXerox employee became ill or was affectedby the anthrax scare.
The days of Fall 2001 were filled with chal-lenges unlike those of any other time in ourhistory. Throughout those days, Xerox peopleworked hard, Xerox values were upheld andour employees were kept safe.
• In Norfolk, Virginia, a Xerox team supporting the U.S. Navy met “impossible”deadlines to install dozens of complex machines, under wartime security restrictions, when the USS Theodore Roosevelt and its battle group weresuddenly ordered to sea. They did the samefor two other battle groups.
• Xerox Corporation made a significant donation to the American Red Cross and supported an employee group that providedexcess office furniture, printers and copiersto devastated schools and small businessesin the Ground Zero area. Xerox also gave$1 million to a fund for children of slainfirefighters and policemen.
• Xerox people gave blood, donated money and supported local charities dealing with the tragedy. Members of the Xerox family raised $120,000 to support the families of Xerox victims Sean Booker and Robert Chin. Finally, in December, twoemployees carried the Olympic flame inmemory of their Xerox colleagues during the Torch Relay for the Salt LakeCity Games.
33
Xerox employees worldwide helped raise fundsto support the families of Xerox September 11victims Sean Booker and Robert Chin.

For more information about Xerox’s environment, health and safety programs,please contact:
Xerox Customer Environment, Healthand Safety SupportXerox Corporation 800 Phillips Road, Bldg. 205-99FWebster, New York 14580 U.S.A.Telephone: (800) 828-6571TTY: (866) 375-4134E-mail: [email protected]
Xerox Europe Environment, Health and SafetyBessemer RoadWelwyn Garden CityHertfordshire AL7 1HEEnglandTelephone: 44 1707 353434E-mail: [email protected]
This report and other Xerox environment,health and safety materials are available on the Internet:
www.xerox.com/environment.html
©2002 Xerox Corporation. Xerox®, The Document Company®, the digital X®, and all Xerox product names and numbers mentioned herein are trademarks of XEROX CORPORATION. The ENERGY STAR® name and logo are registered U.S. marks. As an ENERGY STAR® Partner, Xerox has determined that these products meet the ENERGY STAR® guidelines for energy efficiency. All rights reserved. 11/02 610P629200