environmental effects report - epa.tas.gov.au · this eer has been written in accordance with the...
TRANSCRIPT
Petuna Pty Ltd
Extension of Existing Fish Processing
Factory
Environmental Effects Report
Revision v2 Thursday, 30 September 2010 Incorporates Additional Information Requested by EPA on 07 September 2010
Petuna Pty Ltd ABN 49 009 496 495 134 Tarleton Street East Devonport Tasmania 7310 Ph (03) 6427 9033 Fax (03) 6427 9743 www.petuna.com
Postal Address: P.O. Box 146 East Devonport Tasmania 7307
Petuna Fish Processing Factory Extension Page 2 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
Table of Contents 0.0 Forward 3 1.0 Part A - Company Introduction 4
1.1 Project Proponent 5 2.0 Part B – Project Description 6
2.1 Project Summary 6 2.2 Project Area 7 2.3 Location Map 8 2.4 Licenses and Approvals 9 2.5 Factory Process Description 10 2.6 Development Sequence / Timetable 16
3.0 Part C – Potential Environmental Effects. 17
3.1 Flora and Fauna 17 3.2 Rivers, Creeks, Wet Lands and Estuaries 17 3.3 Significant Areas 17 3.4 Coastal Zone 17 3.5 Marine Areas 17 3.6 Air Emissions 18 3.7 Liquid Effluent 19 3.8 Solid Wastes 22 3.9 Noise Emissions 24 3.10 Transport Impacts 24 3.11 Bio-security 24 3.12 Other Off-site Impacts 25 3.13 Dangerous Substances and Chemicals 25 3.14 Site Contamination 25 3.15 Sustainability and Climate Change 25 3.16 Cultural Heritage 26 3.17 Sites of Public Interest 26 3.18 Rehabilitation 26
4.0 Part D – Management Commitments 27 5.0 Part E – Public Consultation 29 6.0 Acronyms 30 7.0 Attachments 32
7.1 EER Guidelines 32 7.2 Petuna Licenses and Permits 32 7.3 Petuna Standard Documents and Procedures 32 7.4 Petuna Factory MSDS’s 32 7.5 Petuna Operation Records 32 7.6 Environmental Noise Assessment 33 7.7 Traffic Impact Assessment 33 7.8 Proposed Development – Drawing Set 33

Petuna Fish Processing Factory Extension Page 3 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
0.0 Forward
This Environmental Effects Report (EER) is provided in support of the Development Application for the redevelopment of the fish processing facility by Petuna Pty Ltd. A Development Application for the proposed activity has been submitted along with this EER and will enable assessment by the Devonport Council and the Board of the Environment Protection Authority (the Board of the EPA) as a class 2A assessment under the Environmental Management and Pollution Control Act 1994. The EER provides the necessary information regarding this proposal for the consideration of the public and other key stakeholders. This EER has been written in accordance with the EER Project-Specific Guidelines for Petuna Pty Ltd for the Preparation of Environmental Effects Report provided by the EPA.

Petuna Fish Processing Factory Extension Page 4 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
1.0 Part A - Company Introduction Petuna Pty Ltd (Petuna) is based in Devonport Tasmania and is Tasmania's largest multi-species
seafood company operating from one of the most perfect pristine ocean waters of the world.
Founded as a family business by Peter and Una Rockliff, from where the company’s name originates,
Petuna has been involved in Tasmania's fishing industry since 1950.
Producing fine seafood is our pride.
Petuna control all major elements of the production chain ensuring a quality of product and continuity
of supply unmatched by other seafood suppliers.
Petuna operates its own deep-sea fishing vessels and raise Ocean Trout, Atlantic Salmon and
Saltwater Charr at our own and contracted aquaculture sea farms.
Petuna also operate an extensive wholesale and retail seafood network servicing local, national and
international markets.
Devonport
Petuna Fish Processing Factory Extension Page 5 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
1.1 Project Proponent
Petuna Pty Ltd ABN: 49 009 496 495 P.O. Box 146 134 Tarleton Street East Devonport Tasmania 7310 phone: 03 6427-9033 fax: 03 6427-9743
Representative: Kevin Chilman
(Freshwater Operations and Infrastructure Manager) mobile: 0418-142-423 email: [email protected]
EER Prepared by: Rodney Brett
(Petuna Pty Ltd – Quality Manager) mobile: 0418-534-342 email: [email protected]

Petuna Fish Processing Factory Extension Page 6 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
2.0 Part B – Project Description
2.1 Project Summary The Petuna fish processing factory in East Devonport has been operating continuously since 1986. It receives a variety of species of fish from both aquaculture growing programs and from wild fisheries, which are delivered from across the state. The fish are processed through a variety of stages to provide a range of different cuts and products that are distributed locally, nationally, and internationally for sale. The proposal is to increase factory annual production capacity to 16,000 tonnes of received fish. The increased production will be achieved through:
- installation of new production line equipment; - installation of new freezers and chillers; - an expansion of the existing building envelope to accommodate the new
equipment installations and new dispatch holding area; - simplifying fish movements through the expanded factory layout; - improved staff amenities; and, - new truck loading and unloading facilities to simplify vehicle on-site, entry and
departure movements.

Petuna Fish Processing Factory Extension Page 7 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
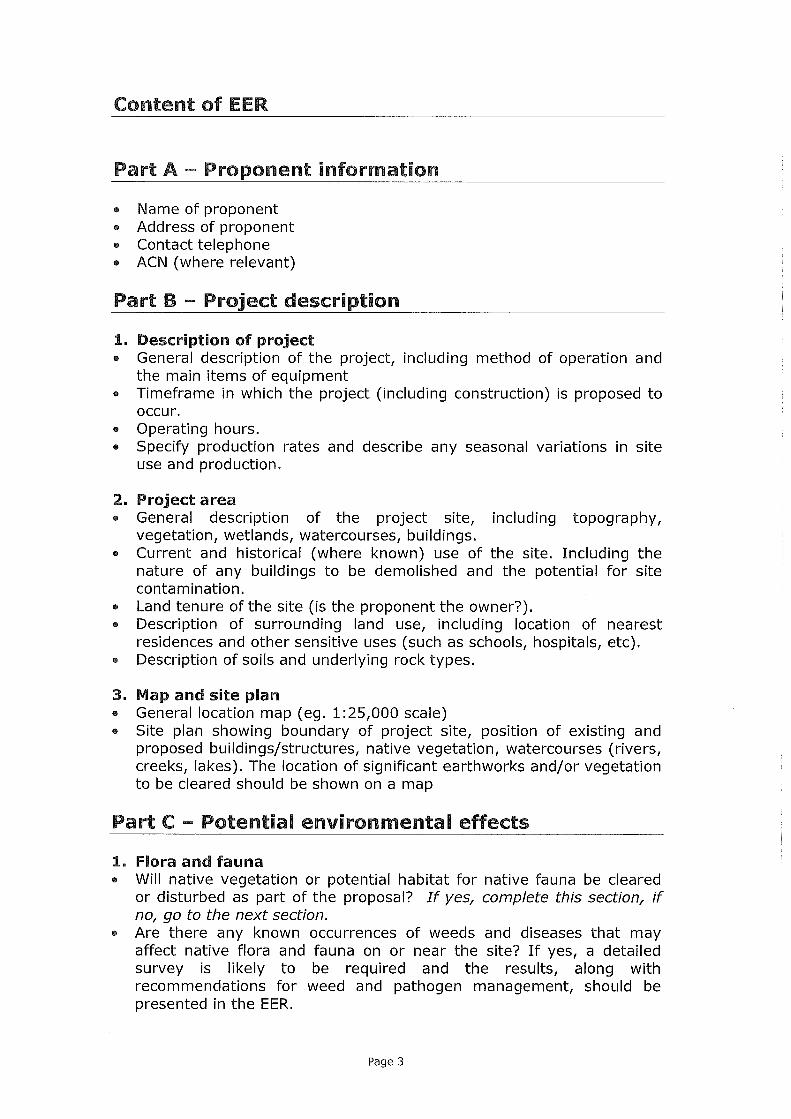
2.2 Project Area Location: The processing facility and the company main office occupy a site which is currently spread across nine separate, adjacent land title allotments. The company main office has historically been the given address for all activities across site. The office address is: 134 Tarleton Street, East Devonport 7310 The titles are being re-organised (independent of this process) through a current subdivision/adhesion process. This will result in the processing facility being located on a single land title, separate and distinct from the office. The processing factory address is: 15 John Street, East Devonport 7310 Surrounds: The processing plant is classified as Light Industry use in the Devonport and Environs Planning Scheme 1984, and is located in an area zoned as Light Industrial Zone under the Scheme. The properties adjacent to and surrounding the processing plant site are light industry or similar ancillary uses. The area is an established industrial neighbourhood which contains a range of manufacturing, assembly, processing and support businesses. It is immediately adjacent the wharf and port facilities located along the Mersey River to the west, and from which the factory’s produce is shipped to mainland and international customers. There is a residential area, located upon the next block further east, on the eastern side of Tarleton Street. This is separated from the processing facility not only by the properties along the west side of Tarleton Street, but also by the street itself, which is the major north-south thoroughfare serving East Devonport.

Petuna Fish Processing Factory Extension Page 8 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
2.3 Location Map
Site Boundary

Petuna Fish Processing Factory Extension Page 9 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
2.4 Licenses and Approvals The site operates subject to a number of statutory licenses and permits:
Legislation Permit Authority Environmental Management and Pollution Control Act 1994
License to Operate Schedule Premises No 2972 Subsequent Environmental Protection Notices (to update various operating conditions) Environmental Management Plan accepted by the Environment Division in August 2007
Environment Protection Authority and Department of Primary Industries, Parks, Water and Environment
Environmental Management and Pollution Control (Controlled Waste Tracking) Regulations 2010
Registration as Controlled Waste Handler – Producer
Department of Primary Industries, Parks, Water and Environment
Fisheries Management Act 1991 Fish Receiver Permit No. 2436 Australian Fisheries Management Authority
Living Marine Resources Management Act 1995
Fish Processing License T140098 Department of Primary Industries, Parks, Water and Environment
Food Act 2003 Certificate of Registration of a Food Business
Devonport City Council
Export Control Act 1982 Certificate of Registration of an Export Registered Establishment – Registration No. 2249
Australian Quarantine Inspection Service Department of Agriculture, Fisheries and Forestry
Factory operations are conducted using procedures and systems designed to minimise risk of food safety hazards, and ensure control of the quality of the product. These systems are certified by independent, third party assessment. Management System Certification Certifying Authority HACCP Certified Food Management System
Compliance with: Codex Alimentarius Alinorm:97/13A Receival of Wild Caught and Harvested Fish and Oysters Processing, Packing, Storage, and Distribution of Seafood
NCS International Pty Ltd ACN 078 659 211

Petuna Fish Processing Factory Extension Page 10 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
2.5 Factory Process Description Fish Supply The factory processes both marine farmed (aquaculture) and wild fish. The factory was established to service the wild fish industry, however the focus has progressively shifted and the majority of fish processed are now from aquaculture. This is expected to continue in the near and long term future. Wild fish may be either fished by Petuna or purchased from other operators. Aquaculture fish may be either from Petuna owned marine farms, or provided under arrangements with other contracted marine farm operators. Annual Processing Cycle Processing volume through the factory varies significantly throughout the year, depending upon seasonal (consumer) demands. The typical pattern is that: 33% of annual volume is processed July to December; 67% of annual volume to processed January to June. The busiest processing months are February, March and April. The quietest processing months are July and August. The busiest months process between 250% - 290% of the quietest months. Processing Volume Production tonnage is determined through a combination of consumer demand; available wild fish species quota tonnages; and marine farm tonnage. Future wild fish production volumes are expected to remain relatively constant. There is ongoing consumer demand for significantly more aquaculture fish product, and marine farm capacity is increasing to satisfy that demand. 2005-06 Average Production Tonnes per Annum Av. Aquaculture Species Input. 4,591 91.3%Av. Wild Fish Input. 435 8.7%Av. Total Green weight (Gwt) Input. 5,026 100%
2010 Predicted Production (Existing) Tonnes per Annum Aquaculture – Atlantic Salmon 5,910 75.7%Aquaculture – Ocean Trout 1,470 18.8%Wild Fish Input. 425 5.5%Total Green weight (Gwt) Input. 7,805 100%
2015 Predicted Production (after Expansion) Tonnes per Annum Aquaculture Species Input. 15,600 97.3%Wild Fish Input. 430 2.7%Total Green weight (Gwt) Input. 16,030 100%
Petuna Fish Processing Factory Extension Page 11 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
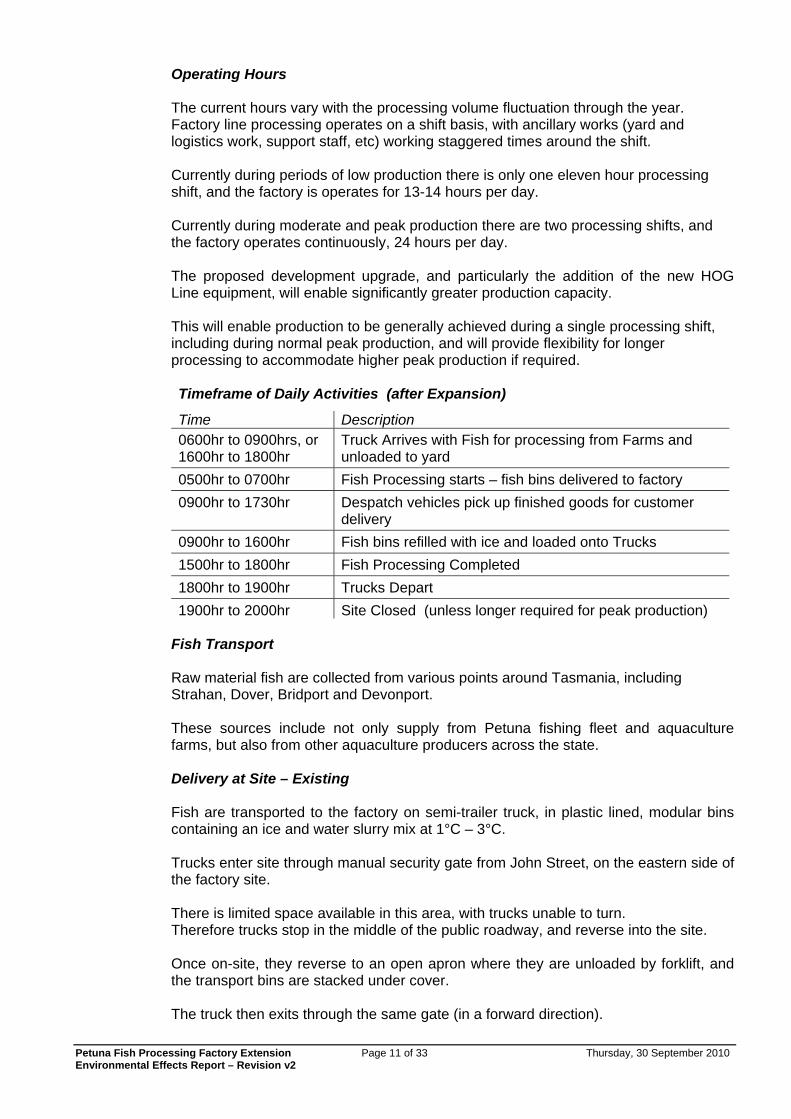
Operating Hours The current hours vary with the processing volume fluctuation through the year. Factory line processing operates on a shift basis, with ancillary works (yard and logistics work, support staff, etc) working staggered times around the shift. Currently during periods of low production there is only one eleven hour processing shift, and the factory is operates for 13-14 hours per day. Currently during moderate and peak production there are two processing shifts, and the factory operates continuously, 24 hours per day. The proposed development upgrade, and particularly the addition of the new HOG Line equipment, will enable significantly greater production capacity. This will enable production to be generally achieved during a single processing shift, including during normal peak production, and will provide flexibility for longer processing to accommodate higher peak production if required. Timeframe of Daily Activities (after Expansion)
Time Description 0600hr to 0900hrs, or 1600hr to 1800hr
Truck Arrives with Fish for processing from Farms and unloaded to yard
0500hr to 0700hr Fish Processing starts – fish bins delivered to factory 0900hr to 1730hr Despatch vehicles pick up finished goods for customer
delivery 0900hr to 1600hr Fish bins refilled with ice and loaded onto Trucks 1500hr to 1800hr Fish Processing Completed 1800hr to 1900hr Trucks Depart 1900hr to 2000hr Site Closed (unless longer required for peak production)
Fish Transport Raw material fish are collected from various points around Tasmania, including Strahan, Dover, Bridport and Devonport. These sources include not only supply from Petuna fishing fleet and aquaculture farms, but also from other aquaculture producers across the state. Delivery at Site – Existing Fish are transported to the factory on semi-trailer truck, in plastic lined, modular bins containing an ice and water slurry mix at 1°C – 3°C. Trucks enter site through manual security gate from John Street, on the eastern side of the factory site. There is limited space available in this area, with trucks unable to turn. Therefore trucks stop in the middle of the public roadway, and reverse into the site. Once on-site, they reverse to an open apron where they are unloaded by forklift, and the transport bins are stacked under cover. The truck then exits through the same gate (in a forward direction).

Petuna Fish Processing Factory Extension Page 12 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
Delivery at Site – Proposed Initially, fish will continue to be transported to the factory in plastic modular bins. After completion of the expansion, transport will be by a ‘fishtainer’ tanker, where the fish and ice slurry mix is held within a single large (semi-trailer) tanker. Trucks will enter site through automatic security gate from John Street, on the western side of the factory site, in a forwards direction. They will travel to a new receival area where the bins will be unloaded by forklift. This new location enables safer operation, with greater area for forklift access and movement. The truck will then exit through a new gate to the west of site onto Wright Street. The relocation of fish delivery to the western side of the factory site places the delivery location much closer to the new processing HOG Line equipment This enables the move to transport fish by a ‘fishtainer’ tanker, where the fish will be unloaded by pumping direct from the tanker into the processing line. This new transport system is currently being developed, and will provide a number of benefits, including to:
- reduce forklift movements at the factory; - reduce or eliminate the use of transport bins which require washing; - reduce or eliminate the use of plastic bin liners which become solid waste; and - reduce the transfer of blood water from bleed out during transport.
Processing – Gutting (HOG Line) All fish go through the HOG Line, for gutting, as the first stage of processing. The fish are transferred over a grated screen, allowing the ice slurry to fall through the grate, while the fish enter the HOG Line. Plastic bin liners are removed and collected as solid waste, and the bins washed out. The HOG Line removes the fish guts, with the head remaining on. It is the primary, and most important, processing operation in the factory. The gut removed from: Atlantic Salmon is approx: 11% of the fish Gwt mass. Ocean Trout is approx: 13% of the fish Gwt mass. HOG Line – Existing The existing HOG line is a partly automated, partly manual process. The machinery is now out-dated, and no longer best practise. Currently some of the gut wastes fall to the floor beneath the line, where they are washed to floor drain system and collected by a basket at the internal sump. This results in a wet floor through the operations (a less safe working environment). It also requires significant water use, and that wash water is directed to the waste stream and therefore increases the volume of effluent waste from the factory.

Petuna Fish Processing Factory Extension Page 13 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
HOG Line – Proposed A new, modern, fully automated HOG line is proposed. It will comprise a combination of worlds-best processing equipment and technology:
Baader Food Processing Machinery Gutting Machine Germany Vacuum Waste System
Marel Food Systems Grader Iceland Weigh Scales Labelling Control System and Data Logging
Tasmanian Manufacturers Conveying Systems The new HOG line will provide greater production capacity. It will also be much more efficient in water use and waste operations. The proposed new HOG line will capture gut wastes using a sealed vacuum system. This keeps the wastes off the floor and eliminates the need for a continuous wash down into the floor drains. The new HOG line will therefore significantly reduce both potable water use, and the volumetric discharge of the effluent waste. Sale of HOG Fish The majority of fish have no further processing after the HOG line. They are sold as Head On, Gutted (HOG) to various wholesalers, fishmongers, and large (supermarket) retailers throughout Australia. The fish are packed in insulated poly boxes; then consolidated, pallet wrapped for transport; and dispatched as a chilled product by refrigerated semi-trailer. Approximately 80% of all fish are sold Head On Gutted, after HOG line processing. This percentage will be maintained through the increase in production which the proposed development will deliver. Therefore the development will enabling a doubling of HOG fish production. Processing – VAL Cutlets Approximately 20% of fish are further processed after going through the HOG line. A very small number go straight from the HOG line to a portioning machine, which cuts the fish to produce cutlets (with bones in). The head and the remaining frame are sent to waste recovery. Cutlets are not a major demand product, and comprise only a very small proportion of the value added processing. The amount of fish cutlets production is expected to remain at current levels or to reduce in the future.

Petuna Fish Processing Factory Extension Page 14 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
Processing – Value Adding Lines The vast majority of value adding processing involves the HOG fish being filleting, to provide a range of cuts for sale: These fish do not go direct from the HOG line to the VAL machines. After the HOG line, the fish are placed in ice in storage bins, and then held in a refrigerated chiller for two days. A bio-agent is added to the bins at the chiller storage to prevent the potential growth of bacteria during this time. This additional storage/holding period is necessary to enable the easy removal of the bones during the filleting process. After chilling, the fish enter the VAL, where they are filleted. The fillets may then be skinned or cut to various portion sizes, to suit the required finished product types, which include: - fillets with skin on;
- fillets with skin off; - portions; and - smoked fish.
The head and frame are retained for waste recovery. The fillets and portions are packed in insulated poly boxes; then consolidated, palleted and wrapped for transport; and dispatched as a chilled product by refrigerated semi-trailer. The amount of VAL fish processed will grow with the increase in overall production. The proposed development will enable a doubling of VAL production. Processing – Smoke House The smoke house has been operating on-site since 2002. It is a batch process, with each batch requiring a 12 hour block (including loading and unloading) depending upon the type of smoked product required. The smokehouse can operate a maximum capacity of 13 smoking operations and one twelve hour clean-down across a 7 day cycle. An average of ten smoking operations are performed per weekly cycle during typical production, with the full thirteen cycle capacity provided during peak production, when required to meet consumer demand. The system includes an electric furnace to heat timber chips, which releases volatile oils from the wood to provide the flavour of the smoking process. Smoked portions are placed in sale display packages which are placed in insulated poly boxes; then consolidated, pallet wrapped for transport; then dispatched as a chilled product by refrigerated semi-trailer. The proposed development does not modify or change any elements of the existing smokehouse operations. The smokehouse operating hours, production levels, and product range will all remain per the existing, current operations.
Petuna Fish Processing Factory Extension Page 15 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
Waste Recovery – Head and Frame Following filleting through the VAL equipment, the head and frame of the fish is secondary processed to provide additional saleable by-product. Tails and frames are pressed to remove remnant meat. The recovered meat is high quality, and consolidated to produce products for consumption (eg. fish patties). Some of the fish heads are minced for pet meat. After these steps, the only remaining components are the skeleton and skin. These are transported to Triabunna for use in fish meal plant (dependent upon demand), or collected in full box skips and disposed of by licensed controlled waste contractor.

Petuna Fish Processing Factory Extension Page 16 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
2.6 Development Sequence / Timetable Stage Start Completion 1 Oct 2010 Dec 2010 Yard Improvements
(New Awning, Drainage Upgrade)
2a Nov 2010 June 2011 Demolish Existing Dispatch Construct New Factory Extension (Buildings for new HOG Line)
2b May 2011 June 2011 Install and Commission new HOG Line
3 July 2011 Dec 2011 Construct New Dispatch Chiller Construct New Blast Freezer
4 Sept 2011 N/A Commence transport by ‘fishtainer’ tanker.
5 July 2012 Sept 2012 Upgrade Staff Amenities (Redevelop change rooms and toilets)
Petuna Fish Processing Factory Extension Page 17 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.0 Part C – Potential Environmental Effects.
3.1 Flora and Fauna Apart from a number of ornamental trees planted along the John Street nature strip the site is completely cleared of any other remnant vegetation. As the proposed works and activities are to be conducted exclusively on the current footprint of the site it is anticipated that the redevelopment will not pose a problem to any native flora in the surrounding area. The site is situated well within the light industrial precinct which is surrounded by residential buildings and is not a natural habitat for native fauna. Given that the existing operation occurs in the area already without any concern to the activity of native fauna it is considered that the development will not pose any problems.
3.2 Rivers, Creeks, Wet Lands and Estuaries The site does not contain any natural water courses or wetlands. The site is situated approximately 600 meters to the east of the Mersey River, and is separated from the river bank by public roads and wharf hardstand infrastructure. The topography of the surrounds, including the proposed expansion of the processing facility, is generally flat. Storm water from the site is currently captured and discharged to the Council’s stormwater reticulation network. The buildings of the proposed development are over existing hardstand pavement, and the area of impervious surface is not altered by the proposal. The proposed development will not alter the existing flow to the stormwater network. Stormwater for discharge to the network will not come in contact with the process. There will be no adverse impact upon the river due to the either the proposed construction activities or ongoing operations conducted on the site.
3.3 Significant Areas The site is not bounded by or located adjacent to any reserved areas.
3.4 Coastal Zone The site lies more than 300 meters from any coastal zone.
3.5 Marine Areas There are no likely impacts on the nearby marine environment.

Petuna Fish Processing Factory Extension Page 18 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.6 Air Emissions The proposed development will not introduce any new processing procedures which might give rise to air emissions. Particulates There is an existing smoke house, which has been operating since 2002, and which is unaffected by the proposed development. Stack emissions from the smoking process were measured and modelled by Langlois Environmental Consultants Pty Ltd for previous permit arrangements and the Petuna EMP which was accepted by the Department of Environment in August 2007. Those stack emissions are unchanged by this proposal. This proposed development will not change or modify the smoke house operations and systems, nor will it increase the amount or level of smoke house production. Odour In both the existing and proposed operations there is a potential for odour emissions arising from deterioration of fish wastes (viscera, frames, skins, etc). The proposed development increases the amount of fish processed, and therefore increases the volume of fish wastes generated. The potential odour from the fish wastes will continue to be managed through the collection and careful dispatch of the waste from the site (management of solid waste discussed in section 3.8). Processing wastes are collected and removed from site daily, to reduce the ‘hold’ time and minimise potential of odour generation. Other measures include the enclosed design of the process facility, the proper operation of the plant, and the separation distance between the plant and possible receptors. Historic Performance The proposed development will continue to operate the existing, appropriate Good Manufacturing Procedures (GMP), which have helped ensure that there have been no emissions related complaints (either odour or particulate) made to Petuna, nor to the local Council, nor to the Department of Environment, for the 24 years that the site has been in operation. The factory will continue to be appropriately and responsibly managed.
Petuna Fish Processing Factory Extension Page 19 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.7 Liquid Effluent The factory operations use and require significant amounts of water. It is used to help cool the fish (as ice), as a means of keeping fish clean during processing, and to clean the processing plant to maintain hygiene standards. During operations the water will become contaminated. Liquid effluent is therefore generated from this water, and from various processing sources:
• contaminated melt water from ice used in the transport delivery of fresh fish; • water used within processing line operation; • wash-down water used to clean floors; and • some bodily fluids from fish.
Volume of Liquid Effluent In the 12 month period ending March 2010, the site used 51,400 kL of water. The volume of effluent discharge is approximately this amount, but slightly less due to potable water usage in amenities, showers, etc. The proposed development will double the amount of fish processed. However the proposed new HOG line equipment is considerably more efficient in its use of water, and particularly reduces the amount of water required for process area wash down. It is anticipated that effluent discharge volume from the proposed development will be approximately: 70,000kL per annum. Wastewater Controls – Existing In the existing operations, waste water is created from the following sources: • Melt water of the ice slurry which arrives with fish from farm. • Manual Gutting, which requires a significant amount of water and results in some
fish waste falling to floor, which is then washed to collection baskets which trap larger sized solid waste.
• Factory processing – filleting and portioning, results in some fish waste falling to floor, which is then washed to collection baskets which trap larger sized waste.
There are a number of measures in place to contain and control these wastes. • Processing operations are indoors, contained within sealed buildings, which
prevents contamination of stormwater systems. • Solid wastes are collected via chutes onto a waste conveyor system, and not
dropped directly to the floor. • Liquid effluent including all washdown is collected in grated floor drains.
Grates and baskets capture solid waste which does fall from the chutes and conveyors to the floor, and separate it from the liquid effluent stream.
• Solid wastes are then kept in waste skips separate from waste water, and removed by a licensed contractor.

Petuna Fish Processing Factory Extension Page 20 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
• Liquid wastes discharge to the local sewage network, under an existing Trade Waste Agreement with Cradle Mountain Water.
The existing Trade Waste Agreement imposes limits on a number of criteria for the effluent. Criteria / Measurement Current Limit BOD 2,000 mg/l Suspended Solids (NFR) 1,500 mg/l Oil & grease 100 mg/l pH range 6.0 – 10.0
Waste water discharge is regularly measured and tested against these criteria. The results of these tests are attached in the appendices. The existing controls have enabled good compliance with the current limits.
Date: Oil & Grease mg/l NFR mg/l B OD mg/lApr 2009 24 610 1,026 May 2009 89 267 483 Jun 2009 30 938 455 Jul 2009 34 780 524 Aug 2009 89 170 507 Sep 2009 122 296 566 Oct 2009 34 389 168 Nov 2009 20 298 343 Dec 2009 247 605 985 Jan 2010 100 110 1,005 Feb 2010 103 368 236 Mar 2010 29 80 361
Wastewater Controls – Proposed Cradle Mountain Water has indicated that a more strict set of limits to the Trade Waste discharge will be applied following the proposed development. Criteria Proposed Limit BOD 600 mg/l Suspended Solids (NFR) 600 mg/l Oil & grease 50 mg/l pH not less than 6.5
The existing controls mean that the current operations already generally meet some of these proposed limits, particularly for BOD and NFR. The proposed development will incorporate a number of changes to the existing operations and controls, which will mitigate against the increased production levels. They will help ensure that the factory meets the proposed limits, without the need for additional waste water treatment. A number of factors will help ensure this:
• The new, automated HOG lines vacuum captures the gutting waste guts and removes it directly in a vacuum contained system.
Petuna Fish Processing Factory Extension Page 21 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
This keeps all the solid waste off the floor and out of the liquid effluent system, and eliminates the large volumes of water needed to wash the floor
• A new, fully enclosed vacuum transport system to transfer waste from HOG line to solid waste storage area. This further reduces wastes solids on the floor and need for washdown water.
• Automated packing off the HOG line. Eliminate the need for water to be used as a medium for transport of HOG from grading to packing lines.
• Upgraded fillet and portion packing stations. New packing area layout reduces the need for water to wash waste from operating stations and eliminates waste from falling to the floor.
• Implementation of ‘fishtainer’ tankers to transport fish from farm to factory. This reduces the quantity of blood delivered to the factory in harvest bins.
The most important aspect is that the equipment upgrades will ensure that the current practise of solid wastes falling to the factory floor is eliminated. This significantly reduces the amount of wash down water required, and therefore reduces the volume of liquid effluent. It also improves the quality of the effluent, as there is little of the existing ‘contamination’ by solid wastes during the wash down activities. The effect of these measures will be to improve the existing effluent quality. Effluent levels following the development are predicted to be at, or below, the proposed Trade Waste limits indicated by Cradle Mountain Water. Future Possible Treatment Although it is not required to meet the new discharge limits, Petuna intends to establish some on-site waste treatment in the future. This voluntary step forms part of the overall corporate environmental governance and improvement programmes. The current proposal – which will meet the indicated effluent limits – retains sufficient space on the site to enable the implementation of an appropriate treatment system in the future. That future treatment system will be subject to a separate application, environmental assessment and approval process when it is proposed.

Petuna Fish Processing Factory Extension Page 22 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.8 Solid Wastes The various factory processes remove elements of the fish from the final product, and use a variety of packaging materials. Solid waste generated as part of the process will include:
• Biological waste, and, • Packaging waste
Biological Waste. Much of the biological waste volume is recovered and sold as a by-product. Remnant meat is pressed off the frames and is used to produce MDM mince. Many of the heads and the bones from the frames are also minced to go into pet mince blocks. The heads and bones which are not minced for pet food, are sent to waste. Biological solid waste therefore comprises fish viscera/guts, head, frames and skins. These are a controlled waste, code K100 Animal Effluent and Residues. The factory is registered as a Controlled Waste Handler – Producer. Solid wastes are collected from the processing lines via chutes to waste conveyor system, and deposited in sealed (waterproof) full box skips. Bins are stored adjacent the factory building, with their lids kept closed, and they are emptied daily. If any waste is kept overnight, it is placed in securely sealed container and stored in chiller overnight to eliminate outdoors access and retard degredation. The bins are collected by a registered Controlled Waste Handler – Transporter (currently Veolia, under contract) and are transported to the Dulverton Landfill Composting operation. At Dulverton the fish waste is mixed with organic waste to convert to compost for use as a soil conditioner. The following table is a summary of current waste generation volumes and an estimate of future waste volumes based on the anticipated increase in production over the next 5 year period noting the volumes sent for reuse as either mince or pet food.
Process/Waste Description 2010 Predicted (tonnes/year)
2015 Predicted (tonnes/year)
Gutting 892 1,832 Filleting (heads, frames & skin) 1,338 2,748 Total Generated 2,230 4,580 Less Reuse Volumes 480 870 Final Waste Volume for Composting 1,750 3,710
Petuna Fish Processing Factory Extension Page 23 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
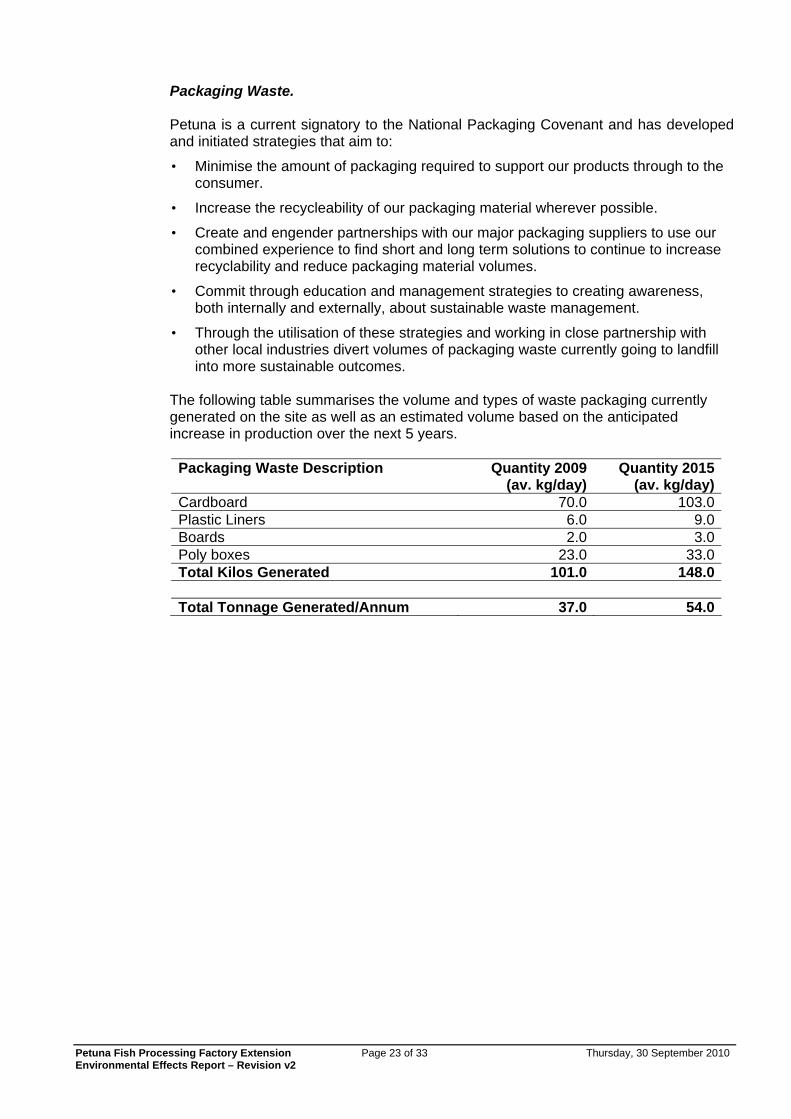
Packaging Waste. Petuna is a current signatory to the National Packaging Covenant and has developed and initiated strategies that aim to:
• Minimise the amount of packaging required to support our products through to the consumer.
• Increase the recycleability of our packaging material wherever possible.
• Create and engender partnerships with our major packaging suppliers to use our combined experience to find short and long term solutions to continue to increase recyclability and reduce packaging material volumes.
• Commit through education and management strategies to creating awareness, both internally and externally, about sustainable waste management.
• Through the utilisation of these strategies and working in close partnership with other local industries divert volumes of packaging waste currently going to landfill into more sustainable outcomes.
The following table summarises the volume and types of waste packaging currently generated on the site as well as an estimated volume based on the anticipated increase in production over the next 5 years.
Packaging Waste Description Quantity 2009 (av. kg/day)
Quantity 2015(av. kg/day)
Cardboard 70.0 103.0Plastic Liners 6.0 9.0Boards 2.0 3.0Poly boxes 23.0 33.0Total Kilos Generated 101.0 148.0 Total Tonnage Generated/Annum 37.0 54.0
Petuna Fish Processing Factory Extension Page 24 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.9 Noise Emissions The site generates noise from a variety of sources, most particularly from the range of plant and equipment motors, and from vehicle movements. An independent environmental noise assessment has been undertaken, involving the preparation of a noise model predicting both the existing and proposed operations, for both day time and night time operations. The noise model was calibrated using field noise measurements taken on and around the site. The EER guidelines for the proposed development issued by the EPA provided a set of criteria for the noise survey and model, and indicated noise emission limits. The survey and model were undertaken in accordance with those criteria, and the results from the model indicate that for the proposed facility, both day time and night time operations will comply with the EER requirements. Refer attached Report 40-2026 by Heggies Pty Ltd for details.
3.10 Transport Impacts The factory is served by a range of vehicles, including a variety of trucks for raw fish delivery and product dispatch and for packaging deliveries, and light vehicles (cars and bikes) for staff. The proposed development will increase the existing traffic volume, and will alter the ingress and egress arrangements of some vehicles to the site. The factory is located in a defined industrial zone, with the surrounding road network and pavement providing excellent transport links. A separate Traffic Impact Assessment has been prepared for the proposed development which finds that:
• the existing road network has sufficient capacity to absorb the additional traffic created by the development;
• there is sufficient allowance for car parking on site; and • the revised access arrangements will help improve the existing levels of safety
and amenity in the surrounding road network. Refer attached Traffic Impact Assessment 7770-w-006 by Tasmanian Consulting Service Pty Ltd for details.
3.11 Bio-security The existing factory receives and processes fish which are supplied from a range of geographic locations. This presents a number of processing risks, including the spread of marine pests and the possibility of disease translocation from one fish population to another. Existing operations are subject to a risk management approach, where individual processes and tasks are analysed for the associated hazards, and an assessment made based upon the risk and severity of an occurrence.
Petuna Fish Processing Factory Extension Page 25 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
A range of Standard Operating Procedures (SOP’s) which address bio-security hazards are applied to the existing processing operations. Risk assessment has identified the potential for disease translocation arises through harvest bins from one growing region being transferred to another. A specific SOP for “Harvest Bin Storage, Wash and Clean Bin Separation” addresses this issue. It is strictly adhered to, and is attached to this EER for reference. The proposed development will change the fish transport to site by the introduction of ‘fishtainer’ tankers, to replace use of plastic lined modular bins. This will eliminate the use of bins from some harvest regions, and allow an easier clean-down of transport equipment, thereby reducing potential and risk of disease translocation. The proposed development will not alter any other of the basic processes on-site.
3.12 Other Off-site Impacts None identified.
3.13 Dangerous Substances and Chemicals The proposed development will not introduce any new activities or procedures which require or use any new dangerous goods or chemicals. The proposed development will continue existing processing operations. Existing operations require a small number of substances which are held on site:
• cleaning chemicals; and • refrigerant gas.
The chemicals are kept in dedicated store, and there is a specific Spill Management Plan for the site. The chemicals are stored, handled and maintained in accordance with their individual MSDS under the existing site management plans and SOPs. The proposed development does not alter these existing items or operations.
3.14 Site Contamination There is no known site contamination.
3.15 Sustainability and Climate Change The proposed development includes the replacement of existing processing equipment with new machinery that combines a greater production capacity with lower water requirement, enabling a lower rate of water use. The proposed development will also allow the ability to replace and upgrade existing refrigeration plant and equipment with newer, more energy efficient units. The proposed development reduces waste discharge to the floor and subsequently provides a better quality of liquid effluent for each unit of fish production, which lowers the burden on the Cradle Mountain Water system and reduces the energy input required from the public authority.

Petuna Fish Processing Factory Extension Page 26 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
3.16 Cultural Heritage The site is an existing industrial hardstand pavement, and the development extends existing processing use. It is not known to be a site of significance to local aboriginal communities. There are no known instances of finding of relics or artefacts upon site. The site is not a place listed in the local Planning Scheme or upon the Tasmanian Heritage Register. There are no known impacts upon cultural heritage from the development.
3.17 Sites of Public Interest The site is within the middle of an established industrial precinct. It has no elements of public interest.
3.18 Rehabilitation The site is an existing industrial hardstand pavement, and will not disrupt or alter any existing flora, fauna or ecosystem. There are no intentions for the plant to close. If the operations did cease, it is reasonable to expect that the site would be assumed by another industrial use, particularly given it’s zoning, infrastructure, and prime location to transport links and the Spirit of Tasmania ferry terminal.

Petuna Fish Processing Factory Extension Page 27 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
4.0 Part D – Management Commitments The site operates under an existing Environmental Management Plan which was accepted and approved by the Environment Protection Authority in August 2007. The proposed development does not change the basic site operations. The environmental commitments below reflect the existing operations, and the changes related to the increase in production volume from the proposed development. It is proposed that they form the basis of the environmental conditions for an Environment Protection Notice issued by the EPA. The commitments listed below are not intended to relieve or exempt the need for all site activities to be conducted in accordance with the requirements of EMPCA, the various Regulations thereunder, and the requirements of any relevant State Policies. General Conditions 1) The total annual amount of fish processed shall be approximately 16,000 tonnes per annum. 2) A copy of this EER, permit conditions and any associated documents referred to in the conditions will be held in a location, which is known and accessible to the responsible person(s). 3) If there is an incident such as a spill of waste or chemicals, Petuna will take every effort to minimise the emission of a pollutant and the threat of serious or material environmental harm. Petuna also undertake to advise the appropriate authorities such as the EPA, Cradle Mountain Water and the Devonport City Council of such an incident. Waste water Management 5) The discharge of solid matter and pollutants in liquid waste will be prevented by all practical means such as: equipment selection; equipment maintenance and operation; good housekeeping; provision of adequate containers to avoid loss to the floor; the control of spillages by sweeping, brooming, shovelling, and vacuum cleaning; and the maintenance of catch baskets in all floor drains. Storm water Management 7) Storm water will be managed by a piped storm water system, separate to waste water, discharging to the Devonport City Council storm water network. Solid Waste Management 8) All solid waste shall be removed from both the processing floor and loading areas. All wash down water from the processing floors will discharge to the sewer system via grated drains to screen and remove solids. 9) All solid wastes handled within the premises shall be contained as far as practicable to prevent spillage. All solid wastes shall be transferred to leak proof containers, clearly marked “waste container”, and removed from site on a nominally daily basis, and at least within 48 hours.
Petuna Fish Processing Factory Extension Page 28 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
If held on-site overnight, or for a longer period of time, the skips will be closed with a weather proof and animal resistant cover. 10) All solid waste (removed for a fee) will be removed from the premises only by contractors which are registered Controlled Waste Handler – Transporter. 11) All solid waste (removed for a fee) will be removed to a refuse disposal site or rendering plant licensed and approved in accordance with the Act. It is intended that all solid waste will be removed from premises on a daily basis, and at least within 48 hours. Hazardous Waste Management 12) All chemicals, pesticides and poisons will be stored separately and handled under strict supervision of QC Officer/Manager. All chemicals will be suitably labelled with warnings of toxicity, and directions for use. 13) Any bunding requirements will be in accordance with the Dangerous Goods Regulations 1998 (Part 7, Section 44), AS 1940 (1993), and AS 3780 (1994). 14) If there is a release off site of any hazardous material then the Manager will advise both the EPA and the Devonport City Council. Containment in accordance with the Material Safety Data Sheets will be followed so as to prevent any adverse impacts to the community surrounding the plant. Air and Noise Emissions 15) Petuna will manage any odours so that an environmental nuisance will not be detected to any significant degree at places in other ownership. Petuna will endeavour to detect and check any nuisance odours from fugitive sources on a daily basis. 16) Petuna will manage noise emissions through equipment selection, location and screening so that an environmental nuisance will not be detected to any significant degree at places in other ownership. Monitoring 17) Wastewater monitoring for quality and quantity will occur as part of a Trade Waste Agreement with Cradle Mountain Water. Compliance with water quality objectives of the sewage discharge is expected to be met. Parameters to be analysed will be: � Rate of Discharge
� Temperature � Biological Oxygen Demand � Total Suspended Solids � Floatable Oils and Grease � pH
18) A noise audit will be undertaken 6 months after completion of the proposed development, to assess actual operations against noise model predictions and confirm compliance with permit noise conditions. 19) Petuna will review the site Environmental Management Plan at an interval of between 3 and 5 years. Reviews will include a comparison of the actual operation versus any predictions with respect to solid waste, liquid effluent, noise, odours, and hygiene.
Petuna Fish Processing Factory Extension Page 29 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
5.0 Part E – Public Consultation During Preparation of Development Proposal A number of the properties located immediately adjacent to the development site are owned and occupied by different parts of the Petuna Group (such as the head office, retail shop, and maintenance workshops). The proposed development has been generated with consideration of:
- the factory site and operations requirements; - the impacts on the adjacent Petuna Group properties; and - the impacts on the other adjacent neighbours and the wider community.
Detailed discussions have been held with various statutory stakeholders:
Environment Protection Authority: Clare Lond-Caulk Environmental Officer Devonport City Council: Shane Warren Senior Town Planner Bruce Harpley Senior Environmental Health Officer Cradle Mountain Water: Cameron Parker Coordinator, Development Assessment
During Assessment of Development Proposal A community meeting will be conducted by Petuna at the end of the first week the period for public notification and representation. Formal invitations will be extended to each of the neighbours located adjacent to the factory site, and the meeting held in the early evening, after normal office hours, to enable working neighbours to attend. The purpose of the meeting will be to explain the proposed development, including providing the information contained within this EER. The timing of the meeting during the first week of the public advertising period allows the consideration by neighbours of the proposal and ability to make a formal representation to the development application if desired.

Petuna Fish Processing Factory Extension Page 30 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
6.0 Acronyms
Meaning Explanation
BOD Biological Oxygen Demand A chemical procedure for determining the amount of dissolved oxygen needed by aerobic biological organisms in a body of water to break down organic material present in a given water sample at certain temperature over a specific time period. It is not a precise quantitative test, although it is widely used as an indication of the organic quality of water, and is accepted as a robust surrogate of the degree of organic pollution of water. It is most commonly expressed in milligrams of oxygen consumed per litre of sample during 5 days of incubation at 20°C.
EER Environmental Effects Report An EER is a document to provide information about the environmental effects of proposed developments which require assessment by the EPA Board under the EMPCA. It is intended for projects which have relatively minor environmental impacts and are unlikely to generate significant public interest (ie Class 2A assessments).The Board of the EPA issues Guidelines for the Preparation of an Environmental Effects Report to the proponent which are specific to the project and the site.
EMP Environmental Management Plan A document which details the measures to avoid or reduce potential adverse environmental effects of operations, and identify opportunities for protection and enhancement of the environment.
EMPCA Environmental Management and Pollution Control Act 1994
EPA Environment Protection Authority The Board of the EPA is a statutory body established under section 13 of EMPCA which part of the Tasmanian resource management and planning system. Legislation to establish an Environment Protection Authority (EPA) for Tasmania was passed by Parliament in November 2007 and commenced on 1 July 2008. The EPA has a number of defined responsibilities under the environment legislation, and the functions of the EPA include:
- Environmental Assessments - Environmental Agreements - Mandatory Environmental Audits - Environmental Improvement Programs
GMP Good Manufacturing Practice Part of a quality system covering the manufacture and testing of food products. GMPs are guidelines that outline the aspects of production and testing that can impact the quality of the product, and provide a series of general principles that must be observed during manufacturing.
HACCP Hazard Analysis Critical Control Point
A risk management methodology used by the food and related industries for the control of food safety hazards to acceptable risk levels.
HOG Head On, Gutted The main processing stage at the Petuna factory. It is used to describe both the process line which removes the fish gut, and the condition of the fish once gutted.

Petuna Fish Processing Factory Extension Page 31 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
Meaning Explanation
MDM Mechanically De-boned Meat The factory uses a press to recover remnant meat off frames, which is then formed into a qualityfish mince.
MSDS Material Safety Data Sheet A form with data regarding the properties of a particular substance. It is intended to provide workers and emergency personnel with procedures for handling or working with that substance in a safe manner, and includes information such as physical data (melting point, boiling point, flash point, etc.), toxicity, health effects, first aid, reactivity, storage, disposal, protective equipment, and spill-handling procedures.
NFR Non Filterable Residue Also known as TSS (Total Suspended Solids). It refers to the dry-weight of particles trapped by a filter, typically of a specified pore size.
SOP Standard Operating Procedures A set of instructions covering those features of operations which lend themselves to a definite or standardized procedure without loss of effectiveness.
TIA Traffic Impact Assessment A document to define and assess the impacts of development on the transport network and identify reasonable solutions, applicable to the Tasmanian experience, which address these impacts.
Petuna Fish Processing Factory Extension Page 32 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
7.0 Attachments
7.1 EER Guidelines Document: Environmental Effect Report Guidelines for Expansion of fish
processing facility, East Devonport – Petuna Seafood Prepared by: EPA Tasmania Dated: 11 June 2010 (received date)
7.2 Petuna Licenses and Permits Document: Fish Receiver Permit
Fish Processing License T140098 AQIS Export Registration Certificate Certification of HACCP Food Management System
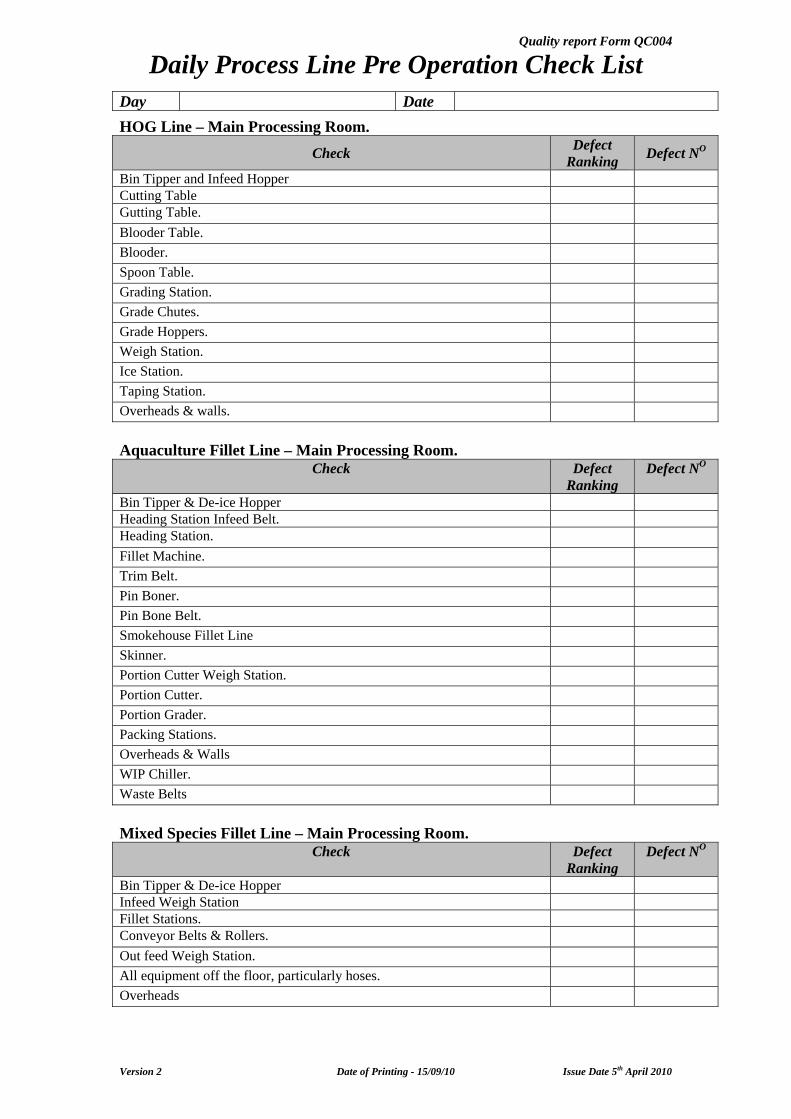
7.3 Petuna Standard Documents and Procedures Document: Daily Pre-Operation Check List
Daily Operational Defect Record Weekly GMP Checklist Weekly GMP Defect Record Cleaning and Sanitation Procedure Harvest Bin Wash and Storage SOP Waste Control Procedure Waste Storage and Handling SOP Spill Management Plan Environmental Complaints and Incidents Procedure
7.4 Petuna Factory MSDS’s Product Name: Use: Supplier: Alcohol 70% Thickened Skin Cleaner Ecolab Avoid Heavy Duty Cleaner Ecolab Citric Acid 50% Alkalinity Neutraliser Sopura Australia Gemsal Skin Cleaner Ecolab Microdet 750B Sanitiser Ecolab NoDour Air Freshener Ecolab S.A. 1184 Bleach and Sanitiser Sopura Australia Sanimaxx Sanitiser Ecolab Sen-Ola Disinfectant / detergent Hunters Products Soot-Away Cleaner and Degreaser Chemsearch Australia Topax 615 Cleaning product Ecolab
7.5 Petuna Operation Records Trade Waste Test Results; September 2002 – April 2010
Petuna Fish Processing Factory Extension Page 33 of 33 Thursday, 30 September 2010 Environmental Effects Report – Revision v2
7.6 Environmental Noise Assessment Report No: 40-2026 Revision 1 Prepared by: Heggies Pty Ltd Dated: 14 September 2010
7.7 Traffic Impact Assessment Report No: 7770-w-006 Prepared by: Tasmanian Consulting Service Pty Ltd Dated: 17 August 2010
7.8 Proposed Development – Drawing Set Drawing List: 7770-A001 P4 Prepared by: Tasmanian Consulting Service Pty Ltd Dated: 30 September 2010









Quality report Form QC004
Version 2 Date of Printing - 15/09/10 Issue Date 5th April 2010
Daily Process Line Pre Operation Check List
Day Date
HOG Line – Main Processing Room. Check Defect
Ranking Defect NO
Bin Tipper and Infeed Hopper Cutting Table Gutting Table. Blooder Table. Blooder. Spoon Table. Grading Station. Grade Chutes. Grade Hoppers. Weigh Station. Ice Station. Taping Station. Overheads & walls. Aquaculture Fillet Line – Main Processing Room.
Check Defect Ranking
Defect NO
Bin Tipper & De-ice Hopper Heading Station Infeed Belt. Heading Station. Fillet Machine. Trim Belt. Pin Boner. Pin Bone Belt. Smokehouse Fillet Line Skinner. Portion Cutter Weigh Station. Portion Cutter. Portion Grader. Packing Stations. Overheads & Walls WIP Chiller. Waste Belts Mixed Species Fillet Line – Main Processing Room.
Check Defect Ranking
Defect NO
Bin Tipper & De-ice Hopper Infeed Weigh Station Fillet Stations. Conveyor Belts & Rollers. Out feed Weigh Station. All equipment off the floor, particularly hoses. Overheads

Quality report Form QC004
Version 2 Date of Printing - 15/09/10 Issue Date 5th April 2010
Mixed Process Lines – Main Processing Room. Check Defect
Ranking Defect NO
Mincer Bone Separator Hand Fillet Table Plate Freezer Walls & Overheads Trolleys & Stillages MAP Room Blast Freezers Storage Room
Waste Management. Check Defect
Ranking Defect NO
Waste collection bins clean and sound Overnight bins covered or tipped first Waste chutes intact and operational External hardstand areas clean Checked by:
Production Supervisor / Manager:
Quality Report Form QC002
Version 1 Date of Printing – 16/07/02 Issue Date 8th March 2002
`Daily Operational Defect Record. Checker
Date Defect NO Defect Action taken/Person informed Time completed Sign
Quality report Form QC003
Version 4 Date of Printing – 15-Sep-10 Issue Date 01 September 2009
Weekly GMP Check List
Day Date
Equipment – Main Processing Room. Check Yes No Defect NO
Equipment, belts, and tables visually clean. No fish left in bins. Bins and containers clean. Hand-wash facility operating correctly. Foot Baths & Foam Generators Operational. Raw Product stored separate to Ready to eat Product. Cutting boards and conveyor belts clean and smooth. Knives and steels clean. No equipment with rust or flaking paint. No surplus grease left on grease nipples/ no oil leaks. No loose/ damaged fittings on/near equipment. All equipment off the floor, particularly hoses. No pooling of water on conveyor beds and other flat surfaces.
Premises – Main Processing Room. Check Yes No Defect NO
Walls clean, smooth, and impervious. No damaged or missing sections of walls or ceilings. Walls/ceilings free from flaking rust/ flaking paint/ excessive rust staining.
No fish waste left in drains/ sumps, clean, no smell. Lighting going, no broken covers, glass covers on temperature gauges intact.
No evidence of vermin. No condensation in processing area. No leaking taps or hoses. No rusted fittings (bolts, braces, struts etc). No wooden pallets stored in the process area. No mildew or leaks from walls or ceiling. Floors free of pooled water, oil, flaking rust, flaking paint.
Freezers & Chillers Check Yes No Defect NO
Storage location of crustaceans – must be “bottom stored”. Walls clean, smooth, and impervious. No damaged or missing sections of walls or ceilings. Walls/ceilings free from flaking rust/ flaking paint/ excessive rust staining.
No fish waste left in chiller drains/ sumps, clean, no smell. Lighting going, no broken covers. No evidence of vermin. No condensation in chillers. No leaking taps or hoses. No rusted fittings (bolts, braces, struts). No mildew or leaks from chiller walls or ceiling. Chiller floors free of pooled water, oil, flaking rust, flaking paint. No damaged packaging/exposed product in freezers. Product stored in a neat and tidy fashion. No excessive build up of ice on walls or floors.
Quality report Form QC003
Version 4 Date of Printing – 15-Sep-10 Issue Date 01 September 2009
Weekly GMP Check List Amenities
Check Yes No Defect NO
Clean and tidy. Street clothes stored correctly. Protective clothing stored in hygienic manner. No evidence of vermin in toilets or showers. No food scraps on floor of lunchroom. No rubbish (cigarette butts, paper) on floor of amenities. No rust or flaking paint. Toilet/ hand basin operational. Waste bins emptied and cleaned regularly. Ledges and lockers free from dust/cobwebs Packaging Stores
Check Yes No Defect NO
No signs of dampness in packaging store. No rust/ flaking paint No sign of damaged or contaminated packaging. Packaging stored of the floor, secure and covered. Clean and tidy; no evidence of vermin. Main door kept closed when not in use. Made up cartons/boxes inverted. Environment – Yard Area, Ice Maker & Chemical Store.
Check Yes No Defect NO
No signs of water pooling on paved surfaces. Exterior walls intact, clean and tidy. No evidence of vermin around waste storage areas. Wet waste area walls, conveyors and paved areas clean and tidy.
Waste bins clean, in good order and labelled. No sign of waste spillage Dry waste area clean and tidy – bins lidded, waste contained in bins.
Chemicals stored safely. Chemical drums properly labelled. No signs of spillages. Ice maker plant room clean and tidy Ice stored correctly – no sign of contamination. Ice shovels stored correctly.

Quality report Form QC003
Version 4 Date of Printing – 15-Sep-10 Issue Date 01 September 2009
Weekly GMP Check List Personnel
Check Yes No Defect NO
Aprons left on hangers in clean state. Soap and towel dispensers full. No obvious signs of ill employees working. All street clothing covered. Hair restrained/ hairnets and worn correctly. Coats clean. Aprons/ gloves stored correctly at breaks. Waterproof clothing washed at each break. Coats changed daily. No eating, drinking, or spitting in the processing area. Hand-wash being used by all personnel at appropriate times. First aid dressings covered. Detergent and hand drying facilities are available in employee amenities room and used in accordance with procedures.
No glass equipment, utensils, containers or test tubes in chillers, handling areas or processing areas. Glass thermometers, containers or jars are not to be used in these areas.
Dropped product or any product that has come into contact with any unsanitised or contaminated surface immediately consigned to waste and personnel follow correct hand cleaning procedures.
Jewellery as per company policy. No activity involving contact between raw product and ready to eat product.
Sanitation
Check Yes No Defect NO
Sanitation occurring as per cleaning plan. Soap/ hand sanitisers full; paper towels available. Dry and wet waste bins emptied regularly. Excessive soiling during processing cleaned promptly. All processors aware of hygiene/ food safety requirements.
Checked by:
Production Supervisor / Manager:
Quality Report Form, QC006
Quality Report Version 1 Date of Printing – 29/09/10 Issue Date 1st September 2009
Weekly GMP Defect Record.
Checker
Date Defect NO Defect Minor Major Critical Action taken/Person informed Time
completed Sign
Defect Classifications: MINOR (m) Is no direct threat to product.
MAJOR (mj) Will be a threat to product if not rectified. CRITICAL (c) Is affecting product.

Cleaning and Sanitation Procedure Objective: To ensure effective cleaning and sanitation procedures are in place to enable the hygienic production of fish and fish products and to ensure that food safety is not compromised by the misuse of cleaning chemicals. Scope: All food handling areas, storage areas and amenities including all equipment, utensils and food storage containers. Definitions: MSDS – Material Safety Data Sheet. Responsibility: The Production Manager and Production supervisors will ensure that:
• The establishment is supplied only with cleaning chemicals from Approved Suppliers (See Approved Supplier List - Inputs).
• Current copies of all MSDS’s are available for all chemicals used. • Sufficient chemicals are supplied to maintain the cleanliness of the
establishment. • The Production Supervisor and Staff are trained in the safe handling of cleaning
chemicals. • The following procedures are complied with:
Procedure:
The Production Supervisor will ensure that: • All fish processing areas, storage areas, equipment, utensils and amenities are
cleaned in accordance with the Cleaning Schedule. • All new staff are trained and competent in the correct use and storage of cleaning
chemicals. • All cleaning chemicals are stored in accordance with the requirements for Storing
and Handling of Hazardous Substances. • The Production Supervisors are aware of their responsibilities to monitor staff
compliance with cleaning procedures during processing and cleaning operations, to inspect the processing area for cleanliness prior to operations and the requirement to document and report any non-compliance.
The general cleaning procedure is as follows:
1. All product is removed from processing areas and stored as per SOP for Storage. 2. All unused packaging is inspected for cleanliness and stored as per procedure for
Storage of Packaging and Ingredients to avoid becoming wet or contaminated with cleaning chemicals.
3. All wet waste is cleared from floors and surfaces and disposed of as per the procedure for Waste Control.
4. All surfaces and utensils are hosed with potable water to remove loose waste. 5. Cleaning chemicals are removed from storage area and used in accordance with the
manufacturers instructions and the Cleaning Schedule. 6. All surfaces are scrubbed with detergent, rinsed and inspected for cleanliness. 7. Equipment is cleaned as specified in the Cleaning Schedule. 8. Surfaces and utensils are fogged with sanitizer solution.

9. Gloves, boots and aprons are cleaned and hung up to dry. 10. Bins and utensils are left to dry.
Prior to commencing processing:
The process area and equipment will be inspected by the Quality Assurance Supervisor for cleanliness.
The benches in the process area are rinsed with potable water. Cleaning during processing operations: Cleaning chemicals are not to be used during food processing operations – if cleaning is required – i.e. in the event of contaminated product or materials being identified, all products will be inspected to ensure it has not been contaminated and removed to appropriate storage before cleaning is carried out as per the General Cleaning Procedure. Cleaning following processing operations
• Cleaning chemicals are to be removed from storage and used and diluted according to the Cleaning Schedule.
• Buckets used for diluting cleaning chemicals must be thoroughly rinsed after use and are clearly identified by colour.
• Do not mix cleaning chemicals together. • Do not use chemicals from unlabelled containers.
Additional cleaning requirements: Cleaning procedures for high risk areas are detailed in the Cleaning Manual for these areas. Monitoring: The Quality Assurance Supervisor will inspect equipment and processing areas prior to processing each day to ensure that cleaning activities have been carried out correctly – this will include checking to ensure that food handling areas and equipment “look clean, feel clean, smell clean”, that cleaning chemicals have been stored correctly and are not being stored in unlabeled containers. See Storage of Hazardous Substances. Overhead structures above product will also be inspected to ensure that they do not have the potential to contaminate edible product or contact surfaces by being a source of falling contamination. Corrective Action: Any areas, equipment or utensils found to be unclean during pre-operational inspections will be cleaned as specified prior to processing In the event that cleaning procedures are not followed, the Production Supervisor will:
• Determine if any product has been affected and document as per the Corrective Action Procedure (Part 1).
• Re-train the staff members – with reference to the Cleaning Procedure. • Investigate the cause of the non-compliance and if required, review the Staff
Training Procedure and Cleaning Procedure. Records: The Quality Assurance Supervisor will document the monitoring of the cleaning procedures on a daily basis on the Pre-Operational Checklist.

Where cleaning procedures are scheduled to occur on a less frequent basis, e.g. weekly or monthly, these are inspected by the Quality Assurance Supervisor on completion and are recorded on the cleaning record for that area or item. Verification: The Production Manager and Quality Assurance Supervisor will review Pre-Operational Checklists and observe cleaning procedures as part of Internal Audit – GMP / SOP. Results of routine environmental swabs are to be reviewed to ensure that cleaning practices are affective. Product will be tested in accordance with Product Testing Requirements to verify that cleaning procedures are effective and that the product is not being contaminated or adversely affected by poor cleaning practices.
2.5.1 Cleaning Schedule For the purposes of designing the most appropriate cleaning and hygiene schedules, the factory operation is divided into various areas for cleaning purposes. Those areas that are the most critical to the end product quality are those in which the product is handled or processed in an exposed manner. These areas (or zones) are given the highest priority for hygiene and sanitation. Those areas in which product is stored or handled whilst covered are ranked according to perceived quality risk to product. Areas are thus ranked critical, standard or external. Critical Hygiene Zones These zones are defined as all immediate and near process surfaces. All of these surfaces must be cleaned to remove the possibility of bacterial, chemical, or physical contamination. This process will include thorough cleaning, sanitation and rinsing of the area:
• At the completion of processing on the line during the day, or • At the end of processing for the day.
It will also include provision for proper cleaning, sanitation and rinsing of all equipment used during the day eg. Knives, cutting boards, bins, mincers, slicer’s etc. The effectiveness of the cleaning program for this hygiene zone will be checked:
• At the completion of the cleaning program. • Prior to processing recommencing. • Through microbiological examination on a routine basis with swabs samples taken
randomly from the process area.
The supervision of the cleaning of this zone will rest with suitably supervised and nominated personnel. Critical Hygiene Zone Cleaning Aim To clean and sanitise all process surfaces to eliminate the possibility of bacterial, chemical and physical contamination. Method 1. Check and ensure all detergents and sanitisers are being applied at the recommended
dilution rates. It is recommended to change detergent and sanitisers on a six monthly basis to prevent the opportunity for bacteria to build up a resistance to one particular type of chemical.
2. All hoses should be set to low-pressure high volume so as to prevent the production of aerosols and the potential to spread any bacteria from one area to another.
3. All process surfaces should be inspected for condition, rough and pitted surfaces should be made smooth or replaced. Any surfaces that allow for pooling of water must be repaired or replaced.
4. Dry-clean the area - Remove all bins for washing and sanitising. Packaging and product
should be removed from the area and stored appropriately. 5. Fully disassemble all lines and equipment to allow for thorough rinsing and cleaning
paying particular attention to any laminated surfaces that may harbour fish waste. For complete instructions on disassembly of particular machinery refer to the SOP for that machine to ensure that the machine is disassembled and cleaned appropriately.
6. Where necessary instruct the maintenance team to expose any of these normally hidden
or laminated surfaces for cleaning. Also pay attention to any obscure surfaces that are obstructed during normal clean down disassembly especially around any electrical equipment.
7. Remove all conveyor belts and place into sanitiser bins. 8. Rough down the area - Commence hosing all fish waste and debris onto the floor. Start
hosing from the top of the equipment working down to the floor. Avoid hosing waste or debris onto previously cleaned surfaces.
9. Remove gross waste from the floor to the wet waste disposal conveyor or wet waste
bins.
10. Remove all wet waste bins (see point 20 for cleaning instructions for these bins), disassemble waste conveyors.
11. Detergent application - Thoroughly coat all surfaces with detergent foam paying attention
to any exposed surfaces. Apply the foam starting from the top of the equipment or walls, working gradually down to the floor level. Ensure all hidden (underneath) surfaces are coated with foam.
12. Manual Clean - Scrub all surfaces with clean scourers and scrubbing brushes to remove
stubborn build up (bio film). 13. Allow 5 minutes contact time prior to rinsing off detergent. 14. Rinse off all surfaces until all visible signs of detergent has been removed. 15. Apply foam sanitiser to all surfaces. 16. Do not rinse of the sanitiser. 17. All equipment that is manually scrubbed should be rinsed clean of all fish waste residue,
sanitised and stored in a clean dry place. 18. All cutting boards should be rinsed clean to remove fish waste. Scrubbed with detergent,
rinsed and left to soak overnight in a sanitiser bath. Prior to use the next day they should be rinsed with process water and placed onto the line.
19. All aprons and reusable gloves should be rinsed at each break. They must be rinsed and
scrubbed with detergent at the end of each day. This detergent should then be thoroughly rinsed of prior to hanging aprons and gloves in a clean dry place.
20. All wet waste bins must be emptied, rinsed to remove any solid particles and then steam
cleaned and sanitised prior to returning to the production area for use the next day.
21. Knives should be rinsed, scrubbed in detergent, rinsed clean, sanitised and finally rinsed at the end of each day. Knives must then be stored in a clean dry place.
22. Room sanitation fogger machines must be inspected for proper function, filled with the appropriately diluted sanitiser and switched on.
23. Ensure that all equipment is left disassembled to allow for thorough drying prior to
reassembly and use the next day. 24. Prior to processing commencing the next morning all process surfaces must be sanitised
again and rinsed thoroughly. End of Program

SOP Harvest Bin Storage, Wash and Clean Bin Separation Date of Printing 25/08/10
Q/ M:\Rod\DPIWE\Factory Redevelopment\Site Redevelopment\SOP Harvest Bin Washing.docx Date of Issue: 24th September 2009 Page 1 of 1
Petuna Seafoods Process: SOP - Harvest Bin Wash and Storage Procedures.
Step No Potential Hazard Control Process Monitoring Records 1.
Receival and storage of full harvest bins prior to processing.
Micro. Potential for bin to bin cross contamination.
Storage in chilled conditions. What: How: Where: When: Who:
Chiller/Product temperatures. Probe the core of the fish, log chiller temps Main chiller. Daily for chilled. Quality control personnel
Chiller temperature logs
2.
Process fish.
Micro. Potential for bin to bin cross contamination.
Process Area Cleaning Program. What: How: Where: When: Who:
Cleaning and Sanitation Program. Physical and chemical cleaning process. Entire process area.. Daily – at main breaks and end of shift. Cleaning Team
Daily Pre Op and Operational
Check Sheets
3.
Cleaning Harvest Bins
Micro. Potential for bin to bin cross contamination.
Bin Cleaning Program. What: How: Where: When: Who:
Cleaning and Sanitation Program. High pressure (250psi), hot water (70OC) steam cleaner with chlorine based chemical injection set at 2ppm concentration. Bin Wash area. Each harvest bin. Bin Cleaner
Visual (Not Recorded)
4.
Bin Storage
Micro. Potential for bin to bin cross contamination.
Bin separation during storage. What: How: Where: When: Who:
Physical separation of each harvest sites bins during storage. Bins separated by location and distance (100 meters separation) Main yard. Each harvest sites bins. Yard Fork Drivers
Visual (Not Recorded)
Waste Control Procedure Objective: To ensure waste and products not fit for human consumption does not contaminate fish and fish products or attract pests. Scope: All rubbish, product waste and products not fit for human consumption. References: Schedule 3, Clauses 17.1 – 17.2, Schedule 4, Clause 2.1. Responsibility: The Production Manager will ensure that:
• All waste produced and held by the establishment is identified, handled, segregated and stored in such a way as to not contaminate product.
• All waste is removed from the site in a timely fashion and is disposed of appropriately.
• All wet waste is removed daily by wet waste truck or waste bins. • A contracted waste removal firm using the skip provided removes all wet waste
daily and dry waste weekly. • The following procedures must be complied with:
Procedure: The Production Supervisor will ensure that:
• All waste is placed into waste bins that are clearly identified by a single red band around the bin or the words “Waste Container” are printed on the side of the bulk bins.
• All waste is removed from the processing area daily and stored in the bulk waste skip or the dry waste skip bin.
• All bins used to hold waste in the processing area are to be cleaned as per the Cleaning Procedure.
• All staff is aware of the requirement to wash their hands immediately after handling any waste materials or contaminated surfaces.
• All waste storage areas are kept tidy and waste bin lids kept closed at all times to avoid attracting pests
• The QAS will monitor staff compliance with requirements for handling and removal of waste from the processing area, the correct storage of waste and the requirement to document and report any non-compliance.
Monitoring: The QAS will inspect the process area and waste storage areas prior to commencing processing and during processing operations to ensure that the area is clean and all waste has been correctly removed and stored until removal from the site. Corrective Action: Any waste found will be removed, stored appropriately and the area thoroughly cleaned as required by the Cleaning Procedure. In the event that correct waste disposal procedures are not followed, the Production Supervisor will:
• Determine if any product has been affected and document as per the Corrective Action Procedure (Part 1).
• Re-train the staff members – with reference to the Waste Control Procedure.

• Investigate the cause of the non-compliance and if required, review the Waste Control Procedure.
Records: The QAS will document the monitoring of the Waste Disposal Procedure on a daily basis on the Pre-Operational Checklist. Verification: The QM and QMS will review Pre-Operational Checklists and observe waste disposal procedures and storage as part of Internal Audit – GMP / SOP.
PETUNA SEAFOODS
PAGE-1
Standard Operating Procedure (SOP), Fish Waste Storage and Handling. The following Standard Operating Procedure has been developed to provide clear instruction to staff on the operating requirements for the storage and handling of fish waste to ensure that control measures and the monitoring of control measures are correctly undertaken. Objective: To ensure that fish waste is stored and handled to avoid creation of odours, spillage and to describe control procedures. Scope: All fish waste generated and stored at the site. Responsibility: It is the responsibility of the Factory Manager, Production and Yard Supervisor to ensure that the following procedures are complied with. Monitoring: The Quality Assurance Supervisor will monitor day-to-day compliance with the SOP – and report any issues on the factory Pre-operational and Operational reports. All spills are to be reported and recorded on the Spill Incident Report. Information recorded on these reports will assist in demonstrating that required inspections and procedures have been carried out and where necessary appropriate corrective actions have been taken. Corrective Action: In the event that procedures are not followed or monitoring indicates that requirements are not being met, the appropriate Supervisor will:
• Investigate the cause of the non-compliance. • Determine if the spill has escaped into waterways or other sensitive environ and
initiate action as per the Spill Management Plan and procedure for the control of spills.
• Instruct personnel to comply with the corrective actions defined in this SOP. • If required - re-train staff members – with reference to the SOP and have the staff
member re-sign their Staff Training Record.
Records: Pre-Operational and Operational Reports and Spill Incident Reports.
Verification: The Factory Manager will review all reports and observe staff compliance with this SOP.
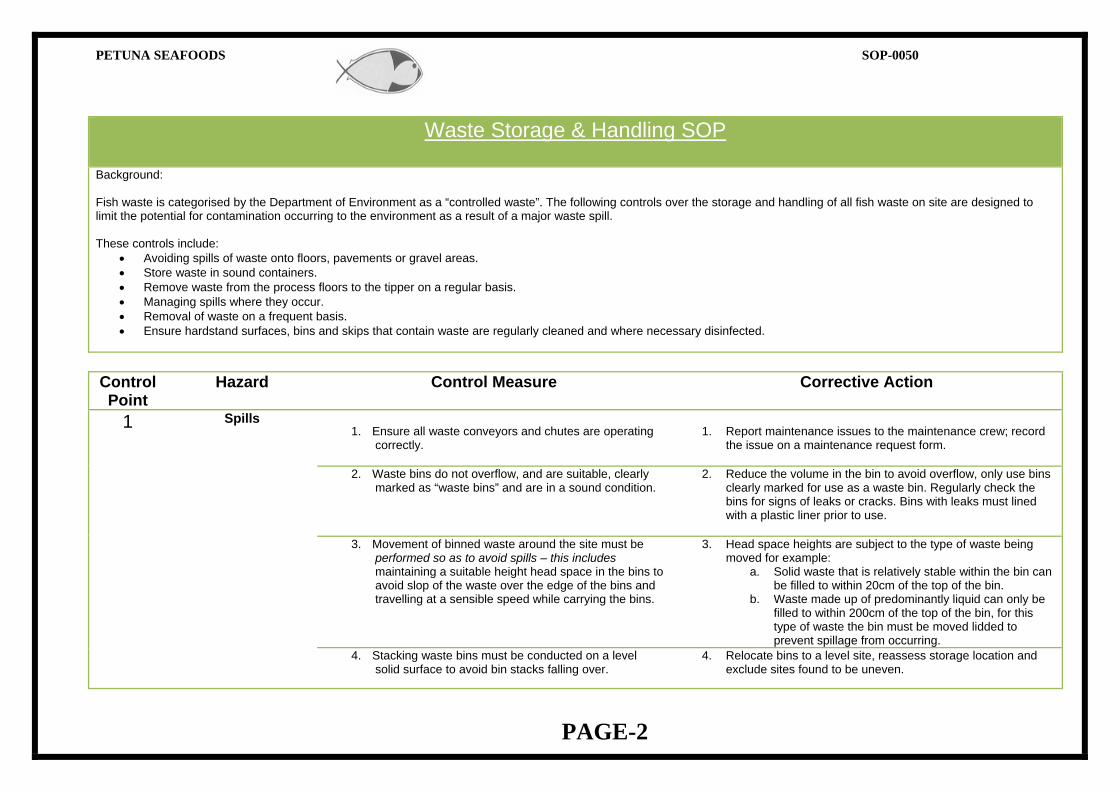
PETUNA SEAFOODS SOP-0050
PAGE-2
Waste Storage & Handling SOP
Background: Fish waste is categorised by the Department of Environment as a “controlled waste”. The following controls over the storage and handling of all fish waste on site are designed to limit the potential for contamination occurring to the environment as a result of a major waste spill. These controls include:
• Avoiding spills of waste onto floors, pavements or gravel areas. • Store waste in sound containers. • Remove waste from the process floors to the tipper on a regular basis. • Managing spills where they occur. • Removal of waste on a frequent basis. • Ensure hardstand surfaces, bins and skips that contain waste are regularly cleaned and where necessary disinfected.
Control Point
Hazard Control Measure Corrective Action
1 Spills 1. Ensure all waste conveyors and chutes are operating
correctly.
1. Report maintenance issues to the maintenance crew; record
the issue on a maintenance request form.
2. Waste bins do not overflow, and are suitable, clearly marked as “waste bins” and are in a sound condition.
2. Reduce the volume in the bin to avoid overflow, only use bins clearly marked for use as a waste bin. Regularly check the bins for signs of leaks or cracks. Bins with leaks must lined with a plastic liner prior to use.
3. Movement of binned waste around the site must be
performed so as to avoid spills – this includes maintaining a suitable height head space in the bins to avoid slop of the waste over the edge of the bins and travelling at a sensible speed while carrying the bins.
3. Head space heights are subject to the type of waste being moved for example:
a. Solid waste that is relatively stable within the bin can be filled to within 20cm of the top of the bin.
b. Waste made up of predominantly liquid can only be filled to within 200cm of the top of the bin, for this type of waste the bin must be moved lidded to prevent spillage from occurring.
4. Stacking waste bins must be conducted on a level solid surface to avoid bin stacks falling over.
4. Relocate bins to a level site, reassess storage location and exclude sites found to be uneven.

PETUNA SEAFOODS SOP-0050
PAGE-3
Control Point
Hazard Control Measure Corrective Action
5. Spill management measures are defined in the site specific Spill Management Plan (SMP)
5. A summary of the hierarchy of events that are contained in this SMP in the event of a spill occurring are:
• Assess the spill site safety for both the public and staff. • Stop the source of the spill. • Contain and controlling the flow. • Report to the relevant authorities. • Clean up the spill. • Record the incident. • Review spill incidents to improve operational planning.
2 Odour Management 1. Waste collection bins and the bulk storage skip must be kept secure and maintained to avoid leakage or structural failure.
1. Report maintenance issues to the maintenance crew; record the issue on a maintenance request form.
a. Maintenance inspections on all waste bins must be performed and recorded as per the Maintenance Schedule or where exceptional issues are reported.
b. Damaged waste collections bins must be removed from service until they are repaired.
2. Waste collection bins must be constructed to contain the waste without spillage or leakage.
3. Waste collection bins must be constructed; a. Out of impervious material that can be affectively
cleaned and that will resist discolouration. b. To contain the waste material while the being
moved, stored or rotated into the collection skip.
3. The bulk storage skip must be located on a hardstand area that can be cleaned down daily
3. Ensure the bulk storage skip is located on the hardstand area immediately adjacent to the load out docks. This area must be hosed down daily and waste spills must be cleaned up as they occur.
4. Rotation and removal of waste must have regard to
the rules of “First In First Out” (FIFO) to avoid the potential for build up of odour.
a. The bulk storage skip must be emptied at least on a daily basis or more frequently where waste volumes demand.
b. Any remnant waste collected in bins after the skip has been picked up for disposal must be
4. Production Supervisors to instruct personnel to:
a. Empty part or full waste collection bins into the bulk storage skip daily. Where there is a persistent issue reported then the Supervisor must retrain staff and get them to resign their commitment to this SOP.
b. The Yard Supervisor must instruct fork drivers to ensure the FIFO rule is applied and any overnight

PETUNA SEAFOODS SOP-0050
PAGE-4
Control Point
Hazard Control Measure Corrective Action
securely lidded and stored in the main chiller overnight. These “overnight” bins must be tipped first the following day.
bins are rotated first into the bulk storage skip. Where there is a persistent issue reported then the Yard Supervisor must retrain staff and get them to resign their commitment to this SOP.
5. House Keeping and Cleaning Procedures. Disposal of fish waste from all process lines is a continuous process whereby waste is directed onto the waste conveyor system located under each process line by a series of chutes. This waste is then conveyed to the waste collection bins located at various points in the main process area. Any incidental spills are cleaned up at each major break in the process and cleaned up entirely at the completion of the production day.
5. A summary of the cleaning procedures and checks performed on the waste removal system is as follows. The automated collection and disposal of waste and associated housekeeping activities form an integral part of the hygiene and sanitation programs implemented at Petuna.
a. Disposal of wet waste and dry rubbish shall be only into designated waste collection bins.
b. Any spillages no matter where they occur will be cleaned up immediately according to the procedures contained in the Spill Management SOP
c. Cleaning and sanitation procedures are implemented to define the minimum standards required to ensure that the factory and its environs are safely cleaned and sanitised to a consistent standard.
d. An integral part of the Petuna Quality Management System is the implementation of standardised hygiene monitoring programs. These programs cover the operational condition of the premises, conduct of personnel, cleaning and sanitation of equipment and all ancillary areas and surrounds. This program details the frequency and responsibility for areas that are checked to ensure that they meet the required program and any applicable regulatory standards, ensuring that the results are recorded on Pre-operational and Operational check lists and appropriate corrective action recorded and taken to remedy the defect.
END OF THIS PROCESS

Spill Management Plan Page 1 of 8 Created on Monday, 5 October 2009
Petuna Pty Ltd
Fish Waste
Spill Management Plan
Petuna Pty Ltd ABN 49 009 496 495 134 Tarleton Street East Devonport Tasmania 7310 Ph (03) 6427 9033 Fax (03) 6427 9743 www.petuna.com
Postal Address: P.O. Box 146 East Devonport Tasmania 7307
Spill Management Plan Page 2 of 8 Created on Monday, 5 October 2009
Table of Contents 1.0 Executive Summary ..................................................................................................... 3 2.0 Company Introduction ................................................................................................. 4 3.0 Dealing with Minor Spills ............................................................................................. 5 4.0 Dealing with Major Spills ............................................................................................. 6 5.0 Spill Incident Report .................................................................................................... 8
Spill Management Plan Page 3 of 8 Created on Monday, 5 October 2009
1.0 Executive Summary Petuna is a prominent producer of a range of seafood products to both the Australian and international markets. It is recognised that an integral part of the process operations involves the generation of fish waste. This waste is classified as a “controlled waste” by the Environment Protection Authority (EPM) and is comprised of flesh fragments, frames, skin and gut. Petuna recognises the importance of controlled waste handling practices in ensuring compliance with both mandated regulatory requirements and as part of our own obligations defined in our companies own Good Manufacturing Practices (GMP). Waste spills of this type of material have the potential to cause harm to the environment that although may be localised still pose a risk to the public and have the potential to harm the standing of the company in the community. Whilst GMPs are in place to actively work to avoid spills of controlled waste it is recognised that contingencies must exist to ensure that in the event of a spill appropriate plans are in place that:
• are part of the sites overall risk management plans, • are comprehensive and capable of being enacted to reduce or eliminate the risks,
and, • form part of Spill Management Training for management and staff.
The hierarchy of events that are contained in this Spill Management Plan (SMP) are:
• Assessment of the spill site safety for both the public and staff. • Stopping the source of the spill. • Containing and controlling the flow. • Reporting to the relevant authorities. • Cleaning up the spill. • Recording the incident. • Reviewing spill incidents to improve operational planning.
Spill Management Plan Page 4 of 8 Created on Monday, 5 October 2009
2.0 Company Introduction Petuna Pty Ltd (Petuna) is based in Devonport Tasmania and is Tasmania's largest multi-
species seafood company operating from one of the most perfect pristine ocean waters of
the world.
Founded by Peter and Una Rockliff, from where the company’s name originates, Petuna is a
family owned business and has been involved in Tasmania's fishing industry since 1950.
Producing fine seafood is our pride.
We control all major elements of our production chain ensuring a quality of product and
continuity of supply unmatched by other seafood suppliers. Petuna operates its own deep-
sea fishing vessels and raise Ocean Trout, Atlantic Salmon and Saltwater Charr at our own
and contracted aquaculture sea farms.
Petuna also operate an extensive wholesale and retail seafood network servicing local,
national and international markets.
Devonport
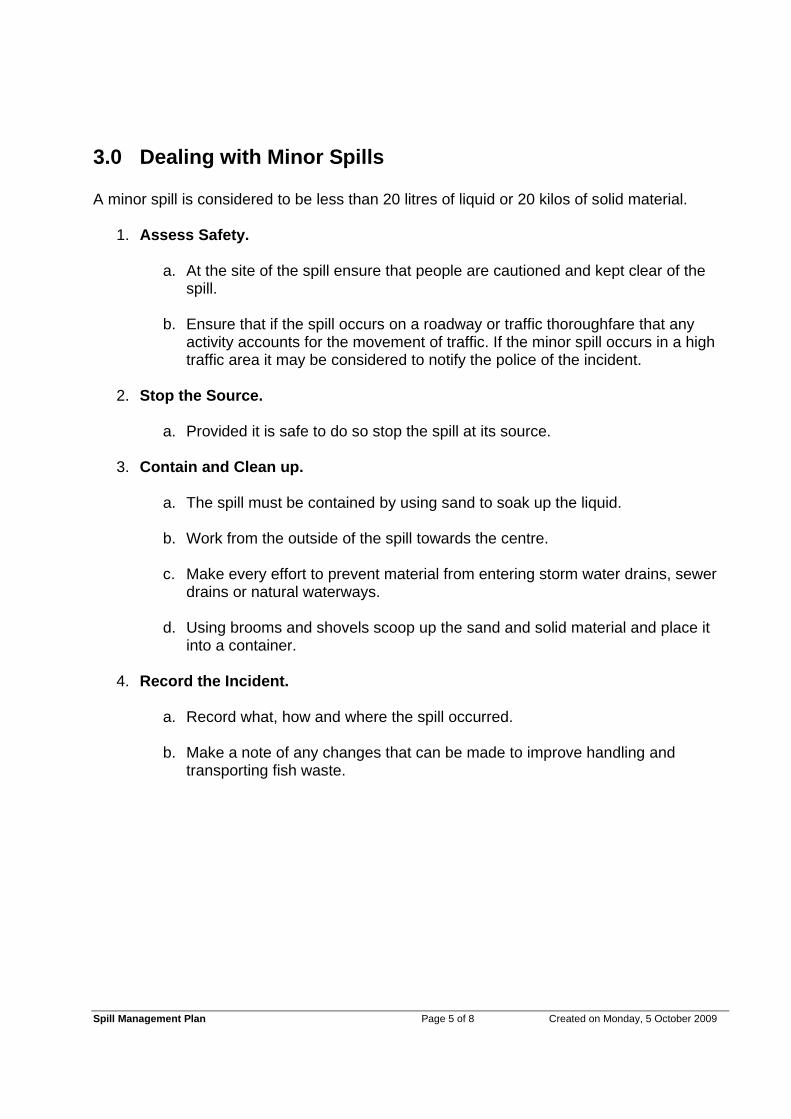
Spill Management Plan Page 5 of 8 Created on Monday, 5 October 2009
3.0 Dealing with Minor Spills A minor spill is considered to be less than 20 litres of liquid or 20 kilos of solid material.
1. Assess Safety.
a. At the site of the spill ensure that people are cautioned and kept clear of the spill.
b. Ensure that if the spill occurs on a roadway or traffic thoroughfare that any activity accounts for the movement of traffic. If the minor spill occurs in a high traffic area it may be considered to notify the police of the incident.
2. Stop the Source.
a. Provided it is safe to do so stop the spill at its source.
3. Contain and Clean up.
a. The spill must be contained by using sand to soak up the liquid.
b. Work from the outside of the spill towards the centre.
c. Make every effort to prevent material from entering storm water drains, sewer drains or natural waterways.
d. Using brooms and shovels scoop up the sand and solid material and place it
into a container.
4. Record the Incident.
a. Record what, how and where the spill occurred.
b. Make a note of any changes that can be made to improve handling and transporting fish waste.
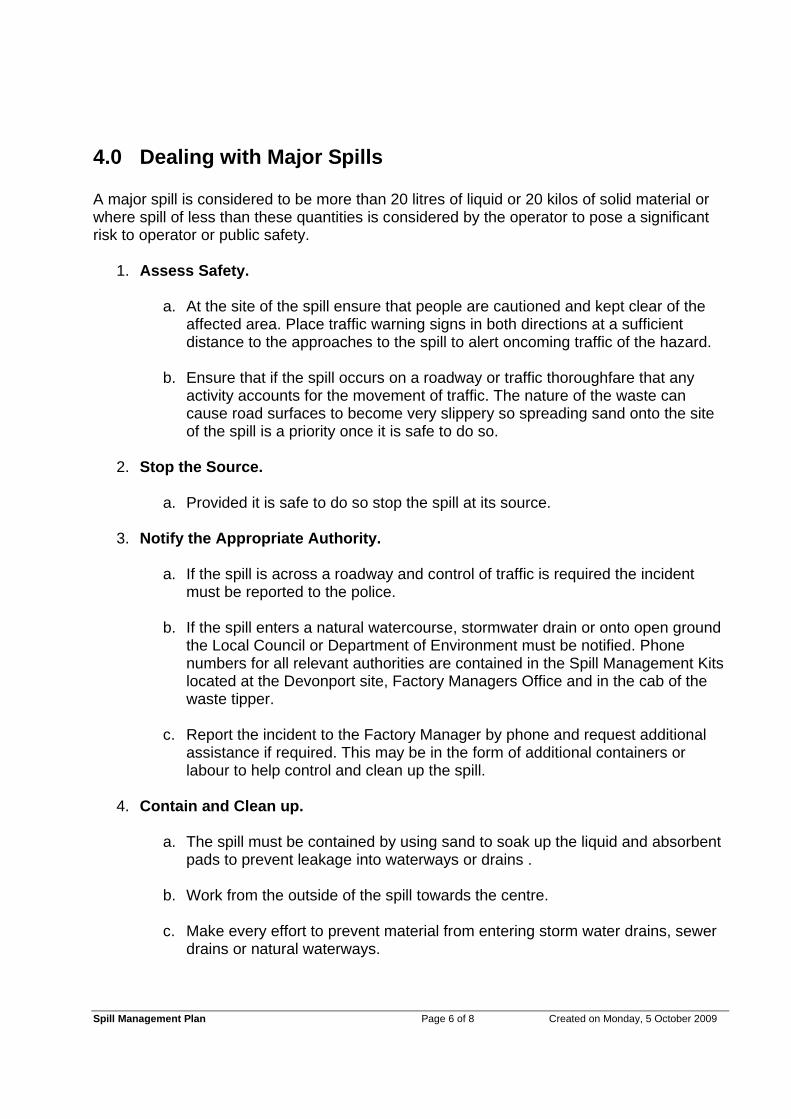
Spill Management Plan Page 6 of 8 Created on Monday, 5 October 2009
4.0 Dealing with Major Spills A major spill is considered to be more than 20 litres of liquid or 20 kilos of solid material or where spill of less than these quantities is considered by the operator to pose a significant risk to operator or public safety.
1. Assess Safety.
a. At the site of the spill ensure that people are cautioned and kept clear of the affected area. Place traffic warning signs in both directions at a sufficient distance to the approaches to the spill to alert oncoming traffic of the hazard.
b. Ensure that if the spill occurs on a roadway or traffic thoroughfare that any activity accounts for the movement of traffic. The nature of the waste can cause road surfaces to become very slippery so spreading sand onto the site of the spill is a priority once it is safe to do so.
2. Stop the Source.
a. Provided it is safe to do so stop the spill at its source.
3. Notify the Appropriate Authority.
a. If the spill is across a roadway and control of traffic is required the incident must be reported to the police.
b. If the spill enters a natural watercourse, stormwater drain or onto open ground the Local Council or Department of Environment must be notified. Phone numbers for all relevant authorities are contained in the Spill Management Kits located at the Devonport site, Factory Managers Office and in the cab of the waste tipper.
c. Report the incident to the Factory Manager by phone and request additional
assistance if required. This may be in the form of additional containers or labour to help control and clean up the spill.
4. Contain and Clean up.
a. The spill must be contained by using sand to soak up the liquid and absorbent
pads to prevent leakage into waterways or drains .
b. Work from the outside of the spill towards the centre.
c. Make every effort to prevent material from entering storm water drains, sewer drains or natural waterways.

Spill Management Plan Page 7 of 8 Created on Monday, 5 October 2009
d. Using the spill kit broom and shovel scoop up the sand and solid material and place it into a bucket. Where the volume of material is too large to be contained in the bucket further containers must be taken to the site.
5. Record the Incident.
a. Record what, how and where the spill occurred.
b. Make a note of any changes that can be made to improve handling and
transporting fish waste.

Spill Management Plan Page 8 of 8 Created on Monday, 5 October 2009
5.0 Spill Incident Report Spill Incident Report. Date of the spill Spill Location What Occurred How it Occurred Recommendations
Report Completed by…………………………………….. Report Endorsed by………………………………………….

Environmental Complaints, Incidents and Notification Objective: To ensure complaints relating to environmental issues are promptly addressed, recorded and where necessary reported to the appropriate authority. Scope: All complaints relating to environmental issues that emanate from the Devonport Operations including:
• Noise • Odour • Waste management • Traffic
Responsibility: The Quality Manager will ensure that:
• All incidents will be properly recorded, followed up and resolved. • Where necessary contact the relevant authorities to report the incident.
Procedure: Any complaints received from neighbouring residents or other members of the general public will be recorded in the incidents register. This register will include details such as:
• Date and time of the complaint • Time the reported incident occurred • Name and contact details of the complainant (if given) • Details of the complaint • Were the relevant authorities contacted • Person nominated within the business to address the complaint • What investigations were undertaken • How the complaint was resolved (what remedial activities were undertaken) • Close out date
Monitoring: The Quality Manager will review the complaints register on a monthly basis to ensure that any follow up activities have been carried out and that any mitigation measure have been affective. Where necessary close communication with the complainant will be maintained to inform them of the current status of their complaint. Records: Complaints Register. Verification: The Quality Manager will review the complaints register and observe any remedial activities.

Environmental Incident Record
Record Item Details Date and time of the complaint
Time the reported incident occurred
Name and contact details of the complainant (if given)
Details of the complaint
Were the relevant authorities contacted
Person nominated within the business to address the complaint
What investigations were undertaken
How the complaint was resolved (what remedial activities were undertaken)
Effectiveness of the remedial activity verified
Close out date
Verified by: __________________________________ Date: __________________________________