essei{tiat 0f pragtigat gott[|i{
TRANSCRIPT

PRAGTIGAT GOTT[|I{ SPI]{]{IESSEI{TIAT CAICULATIOilS 0f
1{G
THIRD EDITION
T. K. PATTABHIRAML.T.M. (Hons) (Bombay); A.M.l.E.T. (L,:ndon);
D.l.F.M. (Managemenr); F.T.A. 0ndia).and
T. P. SAIPRAI}HA(M.Sc.)

CONTENTS
," , llheoretical method gf, prcparing taperings and, tail'j". .'cods-',Counts of c4rd:olotting-slow grioding-Fast1. : griodingn .r ,!;l,CONVENTIONAL CARDI'NG ENGINE IO',' 1:''
,,CoNVENTIoNAL DRAWIN,G. FRA,ME (Twcedales &,ssalley) Rolier settiogs in gcni:ial ' 14
CONVENTIONAL DRAWFRAIvIE (Platts) 17:
WHITIN Ivl7B DRAWFRAME 19
Wbitin' .9t.y frame recommendations-Settings-Calculltioos'
M M C' Whitin Drawframe Model M7B5
COGNE IMOLA DRAWFRAME
PLATTS A 12 DRAWFRAME
M D F 5 HIGH SPEED DRAWFRAMERecommeoded roller settings (3 over 3)-Recomm-ended trumpet hole size-Roller Wcighting arrange-
, Dent.
24
27
29
34
GLOBE DRAWFRAME 38
LAXMI-Reiter DOlz Drawframe 42
CONVENTIONAL SLTVER LAP MACHINE 48
HOWA Sliver lap machir,e 5l
TWO OVER TWO COMBER DRAW BOX 54
SACO-LOWELL COMBER 56
CONVENTIONAL SPEED FRAME 58
PLATTS HIGH DRAFI TNTERMEDIATE FRAME 6I
3B TYPE TEXTOOL INTERMEDIATE FRAME 63
Twist coostant table-Tcosioo coustent tablc-coilsper incb constaDt table.
IT

WHITIN IyIODEL P ROVING WITH UNITROI'DRAFTING . :-. 67.
LAXMI-RIETER SPEEDFRAME TYPE GS 7A.;,
RING SPINNING FRAME tt . . : 73
EIOB RING FRAME DRAFTING SYSTEM 77
N M M M2 MODEL RING FRAME 79
TEXMACO OLD IUODEL RING FRAME 80
TEXMACO ZTNSER RING FRAME
LAXMI-RIETER RING FRAME
O M S HIGH DRAFTING SYSTEM
N G M HIGH DRAFTING SYSTEM
S K F TOP AR]VI 94
HANK INDICATORS 95
TWEEDALES & SMALLEY DOUBI,ING MACHINE 97
GENERAL CALCULATIONS IO3
To find tbe weight of a given length of lap.-Tofind draft in a card.-To find tl"e card mechanical
draft.-To fiud the total draft on a drawframe.-To 6nd tbe production of e conventional draw-
frame.-To find hank sliver fed to sliver lap macbine.,
-To find the total draft on conveotional 0y frame.
-To find the production and efficiency of franres'-To fiod the count from tbe bank weight.-To fiod t'he
corrected count.-To find tbe total draft.-To find
the correct change pinion.-To find tbe 3'111, prodrr'
ction.-To fiod the count lrom lea weight.-To find
out the hank or count.
CALCULATIONS IN YARN It4"
systems io counting yarn-English counting-Frenchcounting-Decimal system-Metric counts (Nm)-The Deoicr-Tbe Tex Unit-Other systems'-YarnNumbering Systems-Conversion factors'
82
85
90
92

RESULTANT COUNTTo find unknown thread count.-To 6nd the resu-lant couot (different fibres yarns.)-To find theeqt ivalent counrs.rTo find iun.y yarns resuttantcounts.-Takc up in folded and fancy yarns.i'.,
MORE EXAMPLESSimplified yarn calculations.-Beam count.
SOME FANCY OR NOVELTY YAR}.iS' Spiral yarn-Cimp yarn-Knop yarn or spot yaro-
Snarl yarn-Nep yarn-Flake yarn-Loop or curlyarn-Grandelle yarn-Marl yarn-Nub yarn-Chenil!eyarn-Cloud yarn-Bump yarn.
RELLING MACHINE
USEFUL FORMULAEDiameter of fibre-Diameters of Different'fypes ofYarns-Fibres per cross section ot' yarn (T)-FibreMaturity -spinning Limir-Neps-spinning varue ofcotton-Another Formuta to predict spinotng vatuefrom fibre properties-Standard Fibre Fineness
-Suggested Spinning limits for cotron ),arn-N.p Count-Cleauing efficiency % at blow-room-cleaning erficiency % at card-card Doflerspeed-Diameter of sriver trumpet bore-..comberfracrionation index-yarn diameter and threads perinch- D!ameters of Differen t rypes o I yarns-.Nu m berof Threads (Placed side by side) per inch-Ring framefront draft-Twist relations-Doubling-To find thediameter of a giveo count of yarn-Hank aod .EngrishSystem-Produqion (Lbs in g hours)-carding quatity'Index-Yarn strength Index-yarn Breaking Strength-Carding iodex-Pressley index-pressley Ratio_conversion of uster to Fielden-conversion of cv &u-Yarn Testin g ou t I ines-count correction-ya rnstrength Prediction-observed strengrh correction tostandard streogth-Srrengrh correction for regain-Expected least PMD-Degree o[ perfection-MetricSystem-Tex count-Lea Test-Metric Turns per meter-
t20
128
139
r36
t4l
xl

French Count-Conventional System to l,fetric System
Convcrsion-Pressely Strength Cooversion-Tex YarnCounts-Hours ofoperativc per t00kg. of production-Pitch of Gear Whecls-Fibre Quality Index-Fibres per
cross-section of Yarn-Correlation bctween singlc
thread and C.S.P.-S.I. Units.
USEFUL DATAImportant characteristics of different fibres-Averagcdenier of different cottons-Average diameter ofdifferent fibres-Different counts from same cotton.Average Eep count-Sigoificant inter-cotton diflercncein test values-Norms for cottons-Norrns for warp.mixing-Cleaning efficiency-Norms of eleaning andwaste-Staple length and lea test-Uniformity ratio.Fibre fineness rating-Maturity rating-Fibre strengthratiog-Staple length and spinnable count-Effect ofshort fibre-Twist multiple for max. Strength metallicfillcts particulars-Ivletallic card settings-Nep grada-tion-MMC High Production Card-Comber needlingarrangements-Fractiooating efficiency index-Reco-mmended O M S drafts-Fly liberation rvith higherdraft-Effect of twist on yarn strength. Yarn con-traction-Relationship between ring and bobbin size
-Guages at winding machines-Permissible moistureregain. Relative humidity and regain-Barber Col-man automatic spooler-Effect of sizing on count-Quick metbod to check spinniog breaks-Limits forwrapping averages-Rationalisation and spindieallocation-About V-Belts.
USEFUL IVTEASURES IN LABOUR AND PRODU-CIlvlTY COIVIPARISIONS
Hok-Productivity index-Machine Productivity.
SOME USEFUL TABLES
OTIIER TABLES
xii
163
215
269
201
SOMB STATISTICAL ELEMENTS AND WHATTHEY MEAN 206

LIST CIF DI.TGRAMS .I
Open set Sllet
Flexiblc fillet parts
Method of preparing taperings and tail ends
Tail ends cutting manner
A practical method followed in millsConventional carding engine
Whitin card with Varga crosrolCooventional Drawframe (Tweedales & Smallel,)Conventional Drarvframes (Platts)
Whitin la?g Drawflrame
IU M C Whitin Drawframe Model M7B5Cogne Imola DrawframePlatts A I? guide to roller sertings
M D F5 Drau,frameGlobe Drawframe type 740
Laxmi.Rieter DO'2 DrawframeConventional sliver lap rnachine
Howa sliver lap machineTrvo over two combcr draw boxComber tirning and setting chartSaco-Lowell comber
Conventional speed framePlatts high Draft Intermediate frame38 Type Textool Intermcdiate irametilhitin Model P Roving with unitrol draftiogLaxmi-Rieter speed frame Type GS
Ring spinniog frameCasa A 500 systeno
Twist calculation
E l0B Ring frame drafting slstcrDN MM M2 Ring frame drafting system
I)2
3
4
5
81 7
l0l3l4t7l924
27
34
36
40
45
48
5l54
56a
56b
58
6t61
67
70
73
75
76
77
79
xur

'Texmaco old modcl ring frame'Tcx-maco zinser Ring frame
Laxoi-Ricter riog frame
H & B CasablaDca bigh drafting system
'Casa A 500 rollcr weighting arrangement' O M S bigh drafting system
N G M hieb draftiog systam
Tweedales & Smalley doubling machinc
Howa drawiug framc-'Y-Belt scctioo
a
IIY
90
.8082
85
87
8E
&9293
97
99
2N

ABOUT CARD FILLETS
Arrangement
f)iagranrs show the
of Wire Poiots in a fillet
crowns at the back of the fillet
NOGG
RI 8 SE T FILLE T
Rib Set Fillet :
Crowns exteod across the width of the 6llet. Normally
there are four crowns to an inch. Noggs run length-wise of
filletan.dvaryfroml0to23toaDinch.onenoggconsistsof u grorp oi three crowns (or six points). Cylinder fillct'has
8 Ribs ancl Doffer fillet' has 6 ribs'
Points per square foot can be easily ascertained'[For example
l0 Noggs/inch:34560 points per sq' ft' and
l5 I'ioggs/inch-51840 points per sq' ft'
P-l

NOGrr
TTYILL :EL FILLE?
Twill Set t'illct :
The crowns ext:nd lengthwise of theto an inch. Noggs arc counted across, In6 crorvns (or 12 poinrs). This type tillet isper square foot can be easily calculated.
strips and are foureach nogg there areused frrr flats. Points
For example :
5 Noggs per inch:34560 poinrs per sq.8 Noggs per inch:55296 poinrs per sq.
[r.
ft.aud
OFEN SET FILI E I
-Open Set Fillet :
This is seldom used now. In errly stages this washad to be discarded due to some set-backs.
used Lrut

POIHIS
FCUNDATION CROIVN
S TA PLE
PARTS OF FLEXIELE FILLET
Flexible Fillet Parrs
Nogg is the ourmber of crowns set into the foundation inone repeat of tlre lerrgthwise pat(ern. Thc closeness of thepoints is expressed in 'noggs pcr inch' whiclr l'orms rlre unitr-ll' meusure.
Al'[er Iot ol'experienee the foilou,ing rvire angles were foundhest suired for corton carding. For cylin<Jer 0,.,,1 doffe r filletthe staples are insertetl into rhe lirundari<ln at an anglc of75o and the knees are lrent at an angle o[ 76o on .rii.O..irnd at an angle of i3'on coller. In rhc case of flat 1<ips.75'anglc is maintained.
A 'fheoretical Merhod of preparrng raperings And rail EndsPreparing tail ends lnd taperings requirr.s utnro.st skill and
carc. Indicaicd (in diagranr) nreasrrrements are meant for brandnel cylinder and dotTcr i. e. exact diamerer of 50, and 27,respectivciy. Even irere tlre measurements are to be consideredrvith thc streteh it is going to be subjectccl to rvhilc actualntounting. Closing or linishing tarl-enrl is jusr in rhe sannc rnannerbut with thc opposits sidd points. In pracrice Iinishing tail endis best done by experienced persons by a judgement bascd onthe outcr side flushins.
Circumference oI a 50" eylincler -:]r.50=157 inches
Circumlerence of 2i" doffer :?*27=85 inctres

T
Ia
13
I
tto
+t2
+12
+,II
OF PREPASING TAPER.i{GS AND TAIL ENDS
T,t
6I*f
t8"
+,t
re
+,t
r8
-J.
A THEORETICAL METHC.D
,jf(,
trl,LT
3G.tr,
g

l^,Uz
.tdt!6J trt(trrf
5rJgL.,
I
,
I
IIo
trlU7\r,o.t!tlf
Dvs
tl,vzlrjcr
HfL'(ro
trJ
{l)I
trur fJ rr<.i o-iI
IottrJ
-uZ1r,(rIJtr lrJr
<=^tg
IIJ3lt
TAIL ENOS CUTIING t{ANNER

A prrctical method followed in mills
s5 67
lll
RIB| 231
RIBS| 23156 7 C '-ffT'
.'il{tH+i I
*, 1..+* I(\.1 |.tl q
.+1, ; -i i TEI lEI ltrt
--+ +*-lY Itt\ lz
-l-
31 l;ri ?!J+"i"lrtI$l B(\l --r J
=**" Boa- lrl
1+8BF.J
rI
fiJoo(\|
I
II
3r
IN
leln
fEl,clz,F
a?q'5;Eop1 F
,3IJItr+
I
8r
B
I
Il"DEEND
+
.ls
.FlNI
.tl'trr I
-+..I'Nl*tl'o'I(a
.r. I'trr I*l'(\t I
TIlitI lto.l\tlc?
l.rl
l$l
l'.t
t,2,3 I LtrilScrowil
4II!r^3ttDrel[r?rAC"r.D I
I tlratf.rlrActtD
I
zoE(.,
G.Fxtr,ozioe,ulrotd)Fot,zToIo
aJJ
=Zotr,!oJJoEooIFtrJzJC)
trC)
Go.
J
Io.
F{
&.,r1slr I Ltfif3ot crouNt)
OUTSIDETAIL E
YLINDER FILLETWITH O RIBS I
t

o
ar',@
;
l-,lzt;lzl=l.oI=+,"lzIEl3aU16pZJO
R?l-t3lt
**a@
olnOr
Lar1@Joo(Y
-Tt'- tct I+l- elrt
;*=Tl-rl-JL
R IBSt 2 3 150c_
DOFFER CTRCUMFERENCE = 85..FILLET FOR ONE ROJND = 77*STRETCH tN FTLLET 7[' '
Itn(D
E
-l6.t AnqNJ
R
+oco
fiI
I
I
I_**o(D
ooN
I-lor
Ornl
.T.+.
-tll
.-ri-.!(-l.
-r-lrl+-1i-+-1.,I
-l(rtC\o{
I.-l'-r.a I
.-+ |-.1.. I+l'-n I
I
--r J.:c
RIBS

$,IffilJfft5"t' I circumrerencc:( I38 + re)'
Tension as per Gra[ recommcndation is 380 to 400lbs forcylinder Tension mainrained during mouoting is also shownio the diagram.
Counts of Card Clothing :
By the word count of clothing we mean rhe density ofthe wires or rhe number of poinrs in a given area of the cloth-ing. 80s count indicates thcre are 80 noggs or repeats of theplain pattern in 4' white r00s count indicares 100 repeats in'4'.The count of any clothing can be determined by taking intcraccount the count of the number of crowns per inch in atraDsverse row, count of the number of crowns per nogg,vertically as well as horizontalty and thc count of the numberof noggl or repears of partern in one inch longitudinally. Itwill make greater sense if the count is expressed along withthe type of set for example : "100s count 3 rih se[,' etc. countmultiplied by 5 gives the points per square inch and muttiply-ing by 720 will give the poinrs per square foor.
SIow Grinding :
Assume cylinder diame:er 50'
doffer diameter 27'
and grinding roller dia. 'l'Normal cylinder rpm is 6.6
doffer rpm is about l0and grinding roiler rpm about 760
Then surface speed of cylind.r:50x.lx6'6- = g6.4ft. permin.t2
,, doffer : 27 x:.2 x Io = 7l ft. per min.t2
,, ,, grinder :1#9:1393 ft. per min.
8

Compared with the surface specd of rhe grinding roller rlrewire points of cylinder and doffer fille{s are moving at anegligibly slow speed. Practically all the grinding work is doneby the grinding roller. In oriier words the effective rubbingvclocity of a polnt is :
86.4 + 1390= 1476,4 fr. pcr. rnin. in rhe ease of cylindcr.
7l + 1390-1461.0 ft. per. min. in the case of doffer.Both doffer and cylinder are nearly same.
Fast Grinding :
Doller speed 2& trprrr
C1'linder spcerl =W= 150 rprnl8
Crinding roller 5pced:760 rpnr
of cloffer ' =
---n-_: I59t{ [t' pcr min'
,, " cvlinder:-t+flq: 1965 [r. per nrin.
', " grindcr -?!# l39o ti. Pcr nrin.
In this case the grinding roller is rubtring against the rrircpoints at a velocity of 1390 fr. per rninurc rvhi!e rhe u,irepoints, nroving in thc opposite clirection are rubbing againstthe grinding roller ar a speect of r965 fr. pcr minurc in rhecase of cylinder and at a speed o{'1598 [r:e1 p., mirrure in rhecase of doffer. Thc effcctive rubbing verocity becornes :
I390+ I965:-1355 fr. per minute f,r *,linder wire
1390+1598:298S t't. per minute tor dollcr wire
This high velociry of rubbinB, .o doubt sharpens pointsquickl-v but rhere are greater risks of wircs gerring burnt, burrsbeing formed an:l llre raking placc due to heavy sparks besideschances of workers' accidenrs. This high speed grinding istherefore prohibited by rhe Facrory Act.
170>: l6-...---.-=ll

CONVENTIONAL CARDING ENGINE
coNvENT ionau cAR DING ENGINE
Coltrylgi-r.a lrt ,^ Col Follcr
u v li-cot- nottcr
Con Plotc
A Cylinder off end PulleY 19'
B Licker-in driven PutleY 7'C Licker-in off end PulteY 7'D Slorv motion PulleY l0t'E Slow motioo stud wheel 321-
F Compound carricr whecl I 12 TG Barrow wheel
r0

H Doffer wheel l B0 TP Carrier wheel
a Carrier wheelR Calender roll block wfreel 2g TS S' Pair for both calender roltersT Drive wheel ro upright shaft 20 TU Upripht shaft mid bevel wheet 20 TV lJpright shaft top hevel rvheel 20 TW Coiler calender roller wheel 20 TI Doffer off end bevel wheel 24 TJ Cross shaft bevel whecl ?4 TK Change pinionL Plare uheel lz} TXX' Coiler calender rolter pair rvheel 20 TY Calender end wheel 32 TZ Short shafr wheel 15 TM Feed roller rvheel 17 TN Carrier wheelO Lap roller wheel 48 TDraft consrant Zlg4Diameler of :
Cylinder 50'Laker.in 9'Fced roller 2tr"Lap roller 6'Doffer 27"Calender roller 4'Coiler Calender Rdll 2'
CalculrtioDs :
Web Tension drafr:[ * Calender roll dia.
Total draft (From lap rollerOxLXJXHXYXTXv
X
For f)raft Constant:Omitget tlris.
Sliver tenrion -)
DoIIer dir.
to coiler calender roll)Coiler -calender rolt dia.
Lap roll dia.
K in the bove calculation to
t l'. L,'"LJ"lv'' C,riler calender roll dia.:Calender roll dia.
lt

Note :(l) Altering change pinion K changes the amount of lap fed
per unit time and this consequently changes the weight pet
yard of sliver rjelivered thus affecting rnachinc production.
(2) Slackness or tightness of web bctween tfte doffcr and
calerrder rollers is regulated by adjusting the calender rollerblock wheel R.
(3) Cnange of barrow rvheel increases or reduces the doffer
speed and llso the amount of feed per unit time. Snraller
Barrow wheel reduces doffcr speeil but improves carding
quality and vice versa As doffer speed increases, production
also incrcases.(1) Change of bevel rvheel V helps to give the desired amount
of tension in the sliver tietween calender rollers and the
coiler calender rollers.
3#,1',,, == #* T* ii' f-e ,. ]l* t. # *26:2te4
Dra[t constant ;change pinitln: lotal
Dtlffer spesd rpm - cylincler rpm x f;Card production pcr hour lbs:(DofIer rpnt X DolIer circumferctrce' x 60 x Draft between
doffer antl cnrler calender)+ (:6x 810 x llank of sliver )
Card Total DraftExperiences and expcriments show that an abnormal draft
in card has detrimental effect on carded quality. For effective
carding tlre hank lap being fed and hank sliver delivered should
be finer lor liner and longer libres and vice versa.
The following table is a guide :
Count Range SliverHank
lr{ax. drafi
draft in carcl
CEG\1 .-\1 --\1 -/\ [)/\ F" H
upto 2()s
2l s-30s3 ls-40s4ls-60s6ls and above
.125
.12
.15
.t6
.t8
9095
100105
r 15
t2

i s "i*r tt-Ii'ffi-\I
ILr
I
IrllrlI -- r.*,
WHIIIN CARO Y/IIH VARGA CROSROT
l3

CONVEN
Singlt Prevcnting Roller
Roller
Roll e r
Seeond Rolle r
R olle r
Colen der Roller
Colendcr Roller
CONVENTIONAL DRAWFRAME (TWEEDAI.ES & SMALLEY)
A Front roller Pinion 25 TB Crown wheel 100 TC Change PinionD Back roller wheel 80 TE Back roller Pinion 30 TF Carrier wheel
G Third roller rvheel 24 TH Back rolter mid Pioion 49 TI Carrier wheet
J Single preventing roller wheel 48 TK Carrier wheel
L Second roller wheel 19 TM Front roller Pinion 19 Tl.l ComPound carrier 49 TO ComPound carrier 32 T
t4

P Carrier wheel
a Calendcr roller end wbeel 3l IR,S Pair calender roller wheels 3l r
Diameters of :
Front rollerSecood rollerThird rollerBack rollerSingle preventing rollerCalender rollers
Calculations :
r3 t,I riIt"r3 t,I I-6r3 ,,lrer3 ,,rrtr3"
Frorit Zone draf t (Bctwecn front and second): *-€**, ffi*i*trfuIid Zone drafr (Berween second ancl rhird)
:Fxfx+;;:##H:llreak draft (Between third ancl back)
- E .. Third roll dia.:- xG Back roll dra.
liack tension draft (between back antJJ -. Back roll dia.
single prrventing rollcr):;;X -:=--i-"_H " Single prevenriog roil ,Jir-
F-ront tension draft.(Betu.een front and caleocJer).-S*Sx #:*--Drafr constant:ornit (change pinion) c in totar crraft formuta
and cllculate.draft (berween single preventing orr,J calender)Total
J:Hx E.i^ff*3*;ffiE.i^ff*3*;iffi dia.
Note :(l) change pinion arterarion aflects front z,rrr.rc tJraft.(2) smalter clranee pinion increases draft, m*kes tire lrank
finer but reduces the machine production and viceversa.
l5

Productionper hour
Brcak draft
Draft constant
Front roll rPm X Front:
-,_-':>--:--:-
roll circumference' x 6O
lO.i g+o X Slrver hank
(3) For grearer accuracy this should be muhiplied by the
drafi bctween calender and front rollers'
I. D B Front rall dia.Front Zone draft : ff * C' n ^ S..uotr ,ott ,ti,..
- 12 .-qg , !llg, I*s49"C 25 I
Ivlid Zone draft : 3'*- #'HH-24 _.49 ., I
-\(..-_-30"19"l+rE ]'hird roll dia._- aI
--G '- Back roll dia.
30., I: 24 I
M O Caleuder roll dia'Front tension draft== N
,, o
* r.r*, 'orr
d,*19323V
-Y
.*.:6^51 ^m' I D B lvf O -Calenderroll dia'
== -E*e *AxN *O^ffi:#*3**.#"*.*: 1;. ?. *. H "*t,r1o1-
Total draft
Roller settings in general on drawframe slubbing. Ioter and
Boving :
The rollor settiogs on rnost of lhe conven'
tional machines with ordinary roller systems
are entirely based on the staple length of cottoos
to be worked'
Usually they are in the following order :
Front-zone Mid'zone Back'zone
Forcarded S+*' S+*' S+t'Forcombetl S+$' S+ l' S+$'
l6

CONVEN IONAT, DRAWFRAME (PLATTS)
PLATTS CONVENTTONAL DRAWFNAF{E
Single Preyenjilq Roller_-{5
E Bcck Flollcr
J;C\-,
J Second Roller
{leo
Thfrd Floller
Front Rollcr
Co I cnde r
A Front roller pinion 20 TB Croun wheel 100 TD Change pinionC Back Rollcr wheel (r0 TE Back Roller pinion 22 TF Third Roller wheel 22 TG 3OTH 36 T ComPound carrier wheel
i Second roller'wheel 32 TK Front roller off end pinion 18 TM 38 T ComPound carrier whecl
L 27 TN Front roller middle Pinion 13 TP Carrier wheel
a Calender roller rvheel 34 TR Pinion to single prl'cnting roll 49 TS Single preveoting roller wheel 50 TT Carrier wheel
P-2
t7

Diameter of :
Front rollerSecond rollerThird rollcrBack rollerCalender rollerSinglc preventing roller
Calculations :
Front zone draft :
Irliddle zone draft :
Total draft
Note :
rl/rE.rt:=l: t+,
: tl.tt8a.,Jrl,,rg'
Front roll. diameter
s0 60 100 13 3
-49^I"20"34"l+Whenever change pinion is altered thc nriddlezone draft is changed rvhile other draftsrcrnain undisturbed.
Second roll. diametero
E: z'sts
B" i. f," ISecond roll. dia.\./
--^ Third roll. dia.
22 30- 60 I00^ 18 27:i3*n*D* 20x38'(DxBa,,-k zone drart .= B* F" ffi,h*i#
22 36:fr*-i: t.2
Front tensiou drart - f,x nc*##L'-9tl13 3l{ I
-;4x 5-": I.02 approx.
Back tension drart: i *#*itr".-f,*3"*.t
.s,;#H##*kDraft Constant :[n the total draft formula omit change pinion
D and calculate to get the draft conslant.
JMLxKx
I?, H,FCE* EX
I
iE
l8

e.a,
=o(l
Wf{l tlN i\.I78 DRAWFRAME
}YHITIN M7 B
DRAW FRAM-E
Singlt Prrventrng
tcl-g5
:oEd
lrEBocfq Roller
BocL ZoneFourth Rottrn
IH ILThrrd Roller n
J\IFr on{ I cne I
I H1',
f I -eqrend'r Rorr''' if,
AB
CDEFG
Front roller pinron 23 T, 34 -1
Crown whecl 100 TChange pinionBack roller wheel 70 T, or lCO TBack roller mrd pinion -s0 TCarricr whr:el 35
Single preventing roller rvheel 49 T
I9
Roller
' -a' i-)(:) F- l'
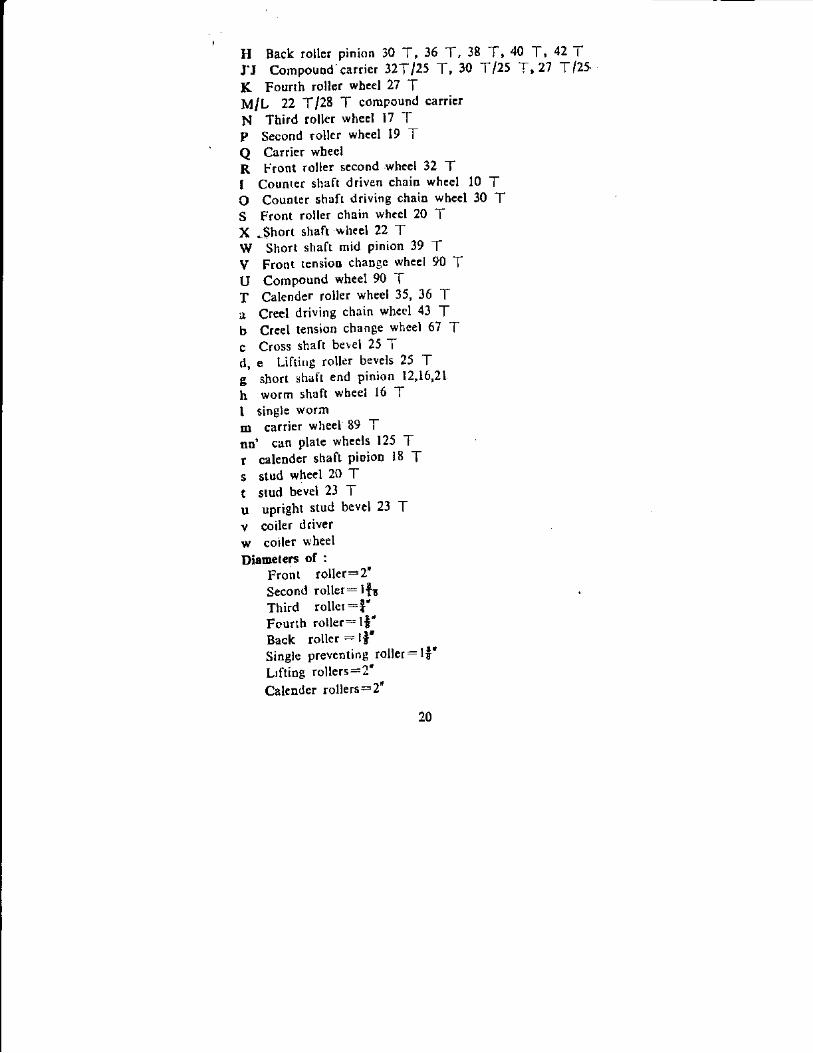
H Back roller pinion 30 T, 35 T, 38 T' 40 T, 42 TJ'J Compouod'carrier 32T 125 T, 30 T 125 T,27 T lZ5'
K Fourth roller wbeel 27 TM/L 22 T l2S T compound carrier
N Third roller wheel 17 TP Second roller wheel 19 Ta Carrier whecl
R F'ront roller second wheel 32 TI Counter shaft driven chain wheel l0 TO Couoter shaft driving chaio wheel 30 TS Front rotler chain wheel 20 TX ".$hort shalt wheel 22 TW Short shaft mid Pinion 39 TV Front tension change wheel 90 TU Compound wheel 90 TT Calencler roller wheel 35' 36 Ta Creel driving chain whecl 43 Tb Creel tension change wheel 67 Tc Cross shaft bevel 25 Td, c Liftirrg roller bevels 25 Tg short shaft end Pinion 12,L6,21
h wotm shaft wbeel 16 TI single wormm carrier wheel 89 Tnn' can Plate wheels 125 Tr calender shaft Pioion 18 Ts stud wheel 20 Tt stud bevel 23 Tu upright stud bevcl 23 Tv coiler driverw coiler wheel
Diameters of :
Front roller:2'Secontl roller: ltrThird roller:l'Fourth roller: lt'Back roller : lt'Single Preventing roller: lt'Lrfting rollers:2'Calender rollers:2'
20

lYhitin drawframe recommendations :
,Drafts : For best results the total slivcr weight in the i:..riozone should be from 300 to 350 grains.
'Quality Passage Ends up Total draft Bre;rk oraft
Carded First 6
8
t0
5to 7
8rol0l0 to 12
I.5I.5 to 21
Second 6
8
5to 7
8tol0l. I to 1.35
1 35 to I.5
Combed & FirstSynthetics
6
8
5ro 7
7lo 9
I.03 to 1.3
1.3 to I.5
Second 6 5 to 7 1.03 to l.l8 ends up is not reconrmended because olthe pos-sibility of stretching of thc sliver from the largecans behind tlie finisher head.
Settings
The closest roller setting in the'm;rin dr:r[t zone gives asetting !'rom bite to bite l8z' and in the back l1*". In thefront it is usually ir' to +' under longest staple in cotionand in the back the setting is +- $' lor 6 ends upto |' lor Iends up. Suitable gauges are used between rhe bearing blocksfor quick setting.
Calculations :
Tension draft at lilting rollers
Back tension draft
Break draft orBack zone draft(between backand fourtlr)
bac:k roll. rlia.single prevcnting roll. dia.
single preventing roll. dia.lrfting roller dia.
Fourth roll. dia.Back roll. dra.
db:..X -XeaGEX
tIxJ
J'K,I
2t

One commoo top roller rests on Tnird and Fourch flutedrollers arrd their surface specds are exactly same and there isno draft between these two rollers. Both these and the toproller are carried by one slide bearing block. Similarly onctop roller rests on F'ront and Second bottom fluted rollerswhiclr tlrercfore have same surface speeds rvith absolutely nodraft between them. There is one more top rolter resting onthe front rollcr. All these.frrur rolters, two bottom and twcrtop arc carried by one slide bearing block. ln all there arethrec blocks with ooly two settings ro be made (according tostaple lengths) betweerr thesc thrce bearing blocks.
Main draft orFront zooe draft (betweeri Second and Third)
N -.L ,. J D.. B ., R ., Second roll. dia.:M* J* H x7x l{ x p xffimri:a. -Front teosion drafr
- S ,.., W.. U., Calender roll. dia.
(betweeo front and-f ^f ^T^ Fromdracaleoder)
To get the total draft the calculation shourd be rigrrt fromlifting roller end to c;.rlender roller.
.'. rotar drart:3i i* 3* 3. i,. fl* H, H* Cll.oa.r rqtt. aia..
Litiing roll. dia.Draft constaot:omir C in total draft formula and catcutate.
Note :(l) As explained earlier roller setting is done between
second and rhird rollers and between Fourtlr and llackrollers.
(2) J J' compound gear is supplied by makers for differentbreak drafts ranging from 1.03 ro r.99 with compoundgears of 32125, 3Ai25 and 27125 and back roll gears30, 36, 38, 40 aod 42.
(3) Back rension is regulared by changing the sprocket b.(4) changing rhe change pinion [cJ arrers the fronr zone
drafr and thus hank .[ sliver is altered. This alsoaffects the machine production.
22

(5) Back roller wheels 70 and 100 have opposite directionhelical teeth and as such the change pinions are intwo sels, one to match with 70 wheel and the otherto rnatch with 100 rvheel.
Exampie
Tension dralt at litting rollers :';" fl, TBacl< tension dra.ft :12. lt
-so^Tr-
Main drart or rront zone draf,: H "#*h.€, #
,;f"5,F*rnr tension <Jrafr :#* #,
9f" i
rorar drart ,=il* fixffi"E. *q2039902x ux so* Txz
(Wlreels not rnentioncd above are change places and mustbe found out tiom tlte lnacliine)

MMC WHITIN DRAWFRPMF MODEI- N'I?85
CREEL SHAFIWHITIN ORAVI'FRAME }TOOEL M
IrH'. ,
tlFilxc notL lb ld
,*,*o ^.ora lli'
sEcoNo RotuY
FRONT ROIT
StlroLE IIERH
24
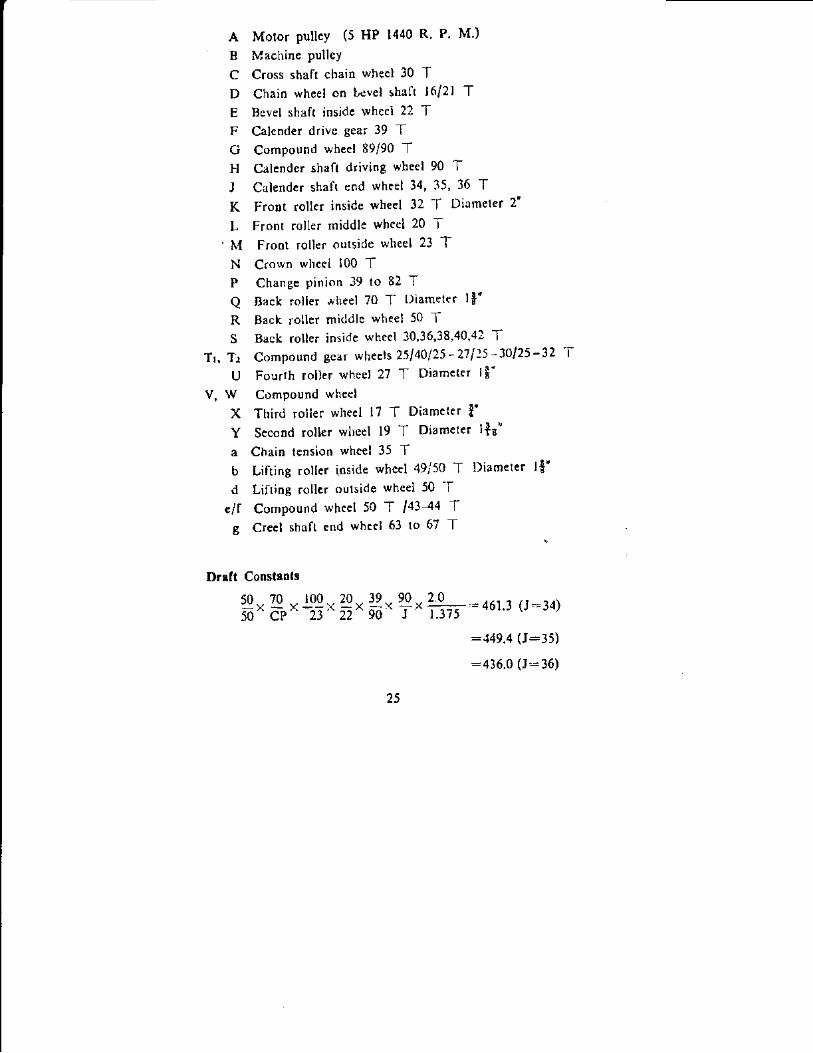
A Motor pulleY (5 HP 1440 R. P' M')' B Machine pulleY
C Cross shaft chain wheel 30 TD Chain wheel on bevel shaft 1612l TE Bevel shaft inside wheel 22 TF Calender drive gear 39 TG Compound wheel 89/90 TH Calender shaft driving wheel 90 TJ Calender shaft end wheel 34, 35, 36 TK Front roller inside wheel 32 1' Diamerer 2'
L Front roller middle wheel 20 T' M Froot roller outside wheel 23 TN Crorvn wheel 100 TP Change pinion 39 to 82 Ta Back rotler wheel 70 T l)iamete r I t'R Back roller micldle wheel 50 TS Back roller inside wheel 30,36,38'40,42 T
Tr, Tr Compound gear wheels 25140125-27125-30125-32 -r
U Fourth roller wheel 27 T Diameter lB'
V, W Compound whecl
X Third roller wheel l7 T Diameter |'Y Second roller wlrcel 19 T Diameter I*e"
a Chain tension wheel 35 Tb Lifting rolter ioside wheel 49i50 T Diameter l*',C Liliing rollcr outside wheel 50 -f
elt Compound wheel 50 T 143-44 Tg Creel shaft end wheel 63 to 67 T
+
Dralt Constants
!09 . 2o,. 3j,23" 22" 90'' T. i:r "= 46t 3 (r :34)
:149.4 (J:35)
:436.0 (J:36)
25
50., 70 ,50^ cp^

Draft between lcuith and third'rotlers
:?r^2;" Hfu == r.r (Fixedi
Draft between second aod first rollers
:H* #Sr, : l.o (Fixed)
Draft (Tension) between front and Catender rollers
20. 2 A 39 20 1.042
n x gttgg$^ rq,rsJe- * m* t.0241.054
Break draft between fifth aod
=[ i"B.i# ](Ranges liom t.03 to 1.99 with
fourth rollers
various Combinations)
HTCal. Roll. dia.Lifting Roll. dia.
COGNE IMOLA DRAWFRAME
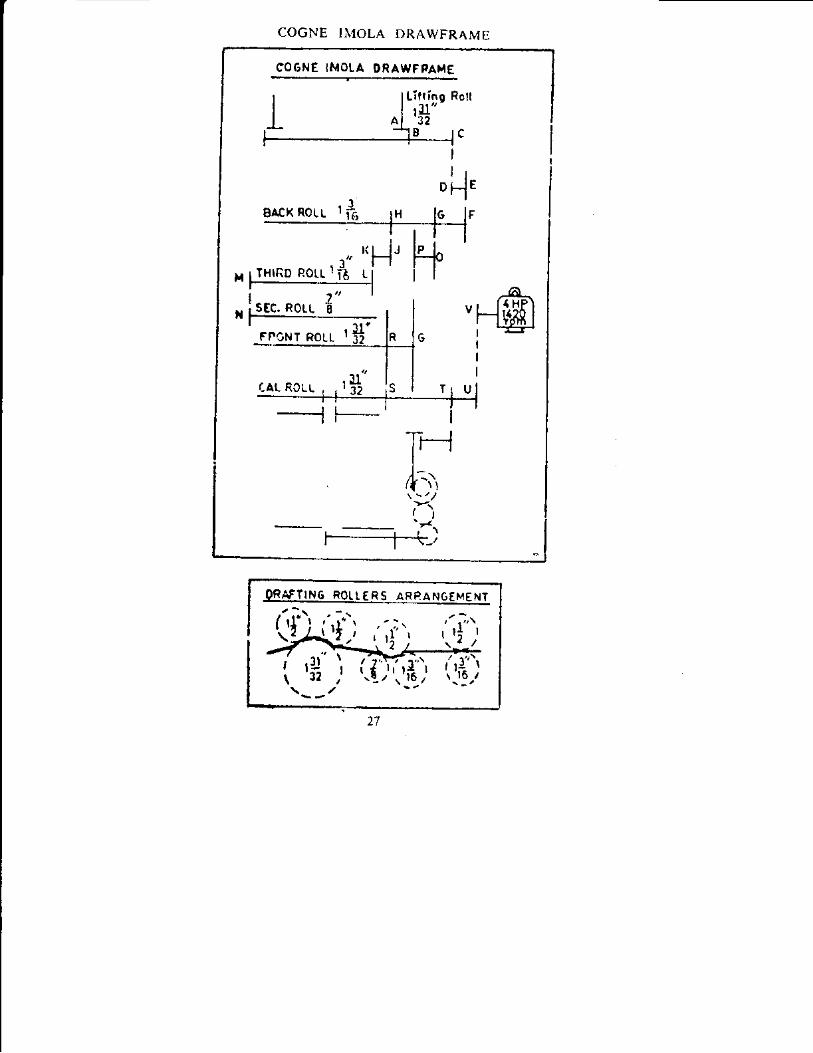
Cogne Imola Drawframe is ao high speed Italian make nrachine
having two deliveries. The macltioe is sturdy and precision builtcapable of running upto a speed of 985 feet per minute. Creel
has provision for either 6,8 or l0 ends up and caos rangingfrom 16" to 20" in diameter and 36" to 42' in height can beused. Fluted rollers ooce set can be securely locked and t.he
coiling diameter in cans can be adjusted by a mere pinion
change in the turn table mechanism.
The drafting mechanism cornprises o[ four bottom rollersand lour top rollers in the arrangement of two over one, one
over lwo and ooe over one. This combination forms twodrafting zones. The bottom rollers from front to back have
diameters l3'l', -l-", lfs' and lf6" respectively while the fourtop rollers have diameters of li'with a top roller weigbtiogof 20 kg., 30 kg., 56 kg. and 4Q kg. respectively.
26
rorar drart : * * 3, t* t" E-x
x
COGNE IMOLA DRAWFRAME
EO GNE ITI.iOTA ORAWF PA},IE
Litting Roltr31"'32
I
IH4=1,
i-)t*a
-f-r
I
l-l E
F
6
'l{ffiil
-l F_
1 r... R.LL i-r-FcNT RoLL r !|'
CAL RCLL
's
227307
t05 T4sTe0T
507
ABCDEFGHJ,KLMNoP
aRS
TUv
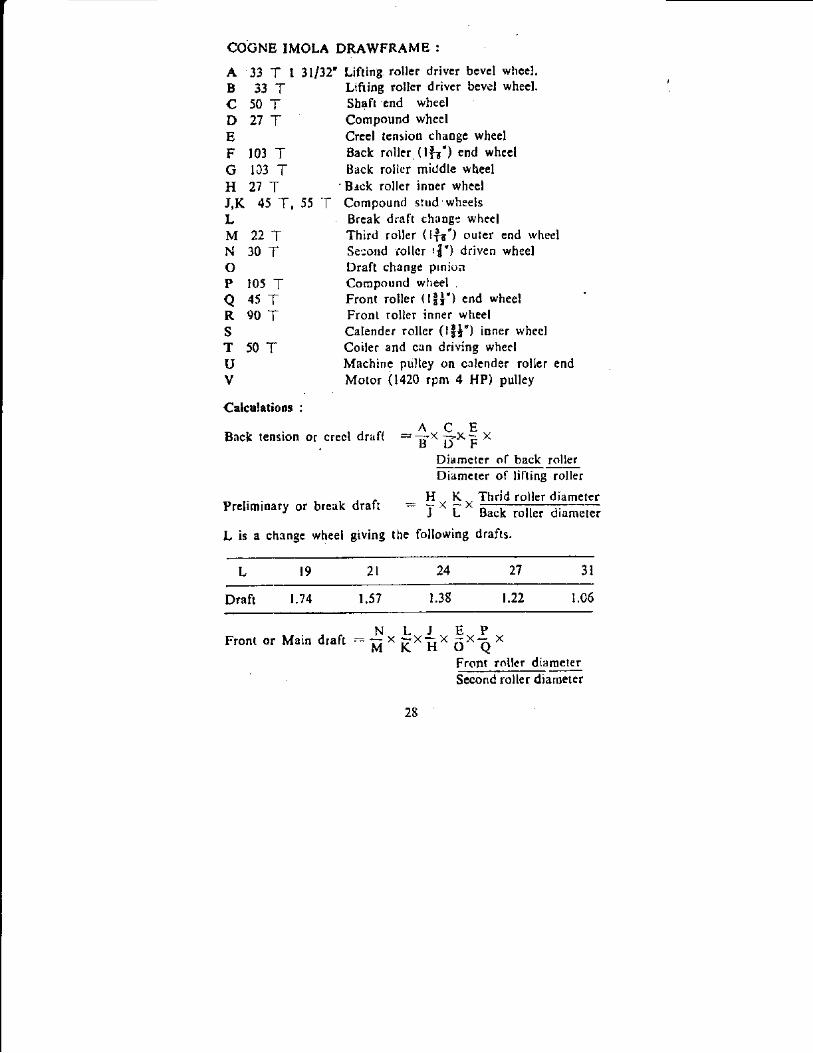
COGNB IMOLA DRAWFRAME :
Lifting. roller driver bevel wheel.
Lifiing roller driver bevel wheel.
Sbaft end wheel
Compound wheel
Creel tension change wheel
Back roller. ( lft') end wheel
Back rollcr middle wheel'Brck roller inner wheel
Cornpound stud wheels
Break draft chang: wheel
Third roller ( lfu') outer end wheel
Se:ond roller r{') driven wheelDraft change pinionCompound wlreelFront roller (181") cnd wheelFront roller inner wheel
Calender roller (t8l') inner wheelCoiler and c:rn driving wheel
Machine pultey on calender roller end
Motor (1420 rpm 4 HP) pulley
crecl drafl : f,* 3" F .Diameter of back roller
33 T | 3t132',337
s0T277
t03 Tlc3 T277
45 'T', 55 'r
Calculations :
Back tension or
Prelimioary or break draft
L is a chenge wheel giving
Thrid roller diameterB"r'k r"ller d**.rcr
drafts.
HK: Txu*the following
3I27242lr9
Draft t-7 4 1,57 t.38 1.22 r.06
Front or Main draft : EP5*Q *Front rollcr diameterSffi
NLlM
* R*E*
28

Fronr rension draft -* * Q]-e3!er roJ-qt diant-el-el.e'r S . Front roller diameter
rotar draft :fi* E. F* 3 * e, t.
Calender roller diameterL,ft,rg r"il., di"r.r*
Draft coostant : Omit O in the total formula.
Note .' There is no dral'r bctween second and third rollers andone common top roller rests on thesc two. There aretwo top rollers on front roller. The macbine pulley isrnounted oo thc calcnder roller shaft.Chaoge pinion alters the front or main draft.
Example :
Back tension or crcel Urufr:# x
Break draft : {r*
Front Main draft -:3f^
Froot tension draft = P "
Draft constant : #" #, fr,PTATTS A 12 DRAWFRAME :
Platts A l2 drawframe is a delivery machine built oDthe principle of pressure bar system rvith three lines of draft-ing rollers and is suitable for the full range of cotton staplesand for man-made fibres upto 3-$'. In the pressure bardraftiog system, a stalionary bar is located at a fixed distancefrom rhe surface of the back top roller of rhe mlin zoneexerting a pressure on the fibres durrng drafting to restrainthe movement of the sbort fibres. The bar causes the fibres to
5-9r. E .,, li=27" t03" lB+
ss., t+eL ^ rT;
*"H.8* H"r31l3ri:t1ITr
lqt x frl. ro * ffi
r3lr3 5'7:u
29
be defl:cted within t[e dra[ting zone. Ttre degrce of {ibre
Control exercised by the Dressure bar iS suclt that no changes
in setting arc required for quite a wide range of staple lengths.
Whcn changes are required in t}e main drafting zolle, it is
nccessary only to alter the relative positiotls of the pressure
bar and top rJrafring rollers.
The special 'helical flutiog ol' the ['ront lrottorn rollers isdesigned to grip the slivers effcctively tvithout causing anyroller slip. The number o[ ends creeled depends on thc appli-cation r:f the drawfranre. It is standard practicc to run witha 6 end creel for combed qualities and flor short staple cardedqunlities. An 8 end creel is often prcf:rable f<rr long staplccariJed qualities and for pre-comber drawing.
Iloller setlings must be carefully done to obtain bcstrcsults without sliver irregularit.v di.:e to drafting waves. Thesettings are mainly four and each covers a wide range ofstaples. The pressure bar is automatically set to its corrcctposirion by the adjustmcnt of the second line top roller whichshould be sct accurately to the front lirie top roller by leafgaugcs. For short staples the pressurc bar is set forward andthe front top roller at zero so that the fibres leaving the barhave direct cntry ioto the front roller nip. When processiogvery short staple material it may be lound advantageous tomove the front top roller upto llu" backrvard of the zeropoint.'For long sraples the bar is set back and the front toprollcr forward to increase the length of the drafting zone, toreduce tbe bar pressure and again ensure direct fibre entryinto the front roller nip. Provision for direct entry into thcnip of the front pair of drafting rollers is a rnajor factorcontributing to sliver regularity. If the fibres are first disturbedby contact with the roller surface before they are positivclygripped they could be moved forlvard out of turo and thusamplify the drafting wave.
Top roller weighting is by means of spring cartridgescarried by arms. Tne pressure exerted by the spring dependsupon rhe amount of compression and the hight of the pluogers
should be checked and if oecessary the spring box unitsIowercd, to compeosate for the lorver position of the roller ends.
30

It has bee n lound neccssury to rtprply heavy loatls to toprollers o[ the pressure bar draliing s-'-srem. The fluring of thebottom rollers is desig.ncd ro grip the sJivcrs c[Iecrively and thedraft distribution rvithin rhe sysrem is arrangcd to preclude rhepossibility of tlre lrrp roller slip. L,arge tliameter top s1;llirss andIrclnt roilers are used to rcduee an), tcndency lbr rolJcr,'l;rpsto occur at Irigh spectls and a further sa[cty factor against thiseventullity is provirled by the hclical fluting on Ihe fron{ linebotlt-rnt roller. I{clicul llrrting also ensurcs srnooth running antlreduced top roller \vetr at verv high speeds.
3l

PLATTS AI2 DRAWFRAME
DRAW F RAME
z"Boclt Roll
z" rront Rat | 'lR lo la fI
32

Total draft fromPN:-X --Xo.ru
Calculations :
Back tension dra[t between electric roll. and back roll.
:!*N KLx -9-3ck roll. diameler
o^M^6^-ffi.tetBreak draft or draft between back roll. and middle roll.
G . H . K .. lvliddle roll. diameter: t- x Tx r- x g*Ltaf-al"m.t.r
Front draft or main draft between middle roll. and front roll.L J F D B Frontroll.diameter:tx6'xE-*E*Axffi
Front tension draft or u'cb draft betwcen front roller ancl
calender rollcr.R 2\' Caiender roll.:-zr-S " Front roll. diameter
electric rollcr to ?\' calender roller
I) B R 2\' Calender roll.A*i^sxfiffiDraft constant : In the total draft formula omit C, (the
change pioiou) and the result is draft constaot'
Note : The back tension draft ranges from 0.985 to 1.1
and the front tensiorr draft raoges from 1.0 to 1.025 according
to matcrials and hank sliver.
The break draft usually is 1.7 for first passagc carded
sliver and 1"04 for second p3ssagc carded slivcr and for allpassages of comber sliver.
While rollers settings are beiog made the key principle
should be borne in mind, namely fibres can be withdrawn
from a moving surface but should not be delivered on to tbe
moving surface. Thcy should be delivered into the nip of the
front pair of rollers as otherwise sliver evenness gets adversely
affected. Both front top rollers aod Sectlnd top rollcrs should
be adjusted.
P-3 JJ

PLATTS AI2 GUIDE TO ROLLER SETTINGS
ROI.TER T.TINGS
3' l' l!'
l1 $,[,'.t'iJ-,;J-'rf STAPLE LENGTH
!"t{
l, +*' l,#l ri: tz$ rrir.r' .rnu'rH
t
TH
il-l6Ll',
LENGTH
\I,,
r6I
tt
-l-'
I\\
^7 t'
tis
r'
IEN
I\
ilIr6LE
!!r6
,'la;
,l' :'I r,\l
nlr11 I
t6ELE
i't6
Itllr
+i,
l-'
I
E
,
tlIt,\i(t)
LI
3"G
Ir:u;II
:lAPt
I
J,l\F.'tI
LE
(
,-t\1.t.
ro'
,,
Ir-)
I
D
6PI
fr
\ll'
./.riI.sr,
,6''16
AP
'iS
I
\I,
2
n
a
,a
,
Ll\-t'4.\
;at
ST
t-r0
,llJ
,I
'tg1
t"l6
lrt'
{rI
I
II
t,\:
l\II\
I
MDF5HIGHSPEED
Recommended speeds for
DRA1Y FRAME
various cottons :
Production speed io feet/min.Cotton
Carded Combcd
Indian
American
Egyptian
300
330
270
250
250
34

rRecomntended roller settings ( 3 over 3 )
Effcctive length.(inches)
Hank sliver First passage carded
Front zone Back zone
,upto l'
'lf'-t'-I|,;"
0.08-0.12
0. t2-0. I 6
EL-l-l'EL-i-ir'
EL+ 3'EL+i,
EL+*,ELI- ?"
0.08-0. r2 EL+l'o. t 2-0.16 EL*ir'
Effective length(inches)
(2over3)[Iank slivcr Second & Third prssage
carded & all passages combed
Front zone Back zone
'1.5tT6
l' & *a'
0 08-0.1 2
0.12-0.16
0.08-0.12
0.1 2-0. t 6
0.08-0.I2
0. r6-0.2
EL**r'EL*i,,EL+h,
EL* l r'
EL* 3r'
Fixcd centres
., t,
rl,,rT
ll"
Recommended Trumpet hole Size :
Sliver Weight grams/yard Trumpet }Iole Size-Dia in i.'
20-30
30-40
40-50s0-6060-70
70-80
5
6
7
8
9
l0
35

MDF5DRAWFRAME
ORAW FRAME
I'F--t. I
7' lx ll.egckRor'..E,fK l, lrl,
," l'lt t-lrid Rott E lru I
i
Ccn Ptote
A }fachine driving pullcy on motor.B lvlachine driver pullcy on front roller end.C Front roller pinion.D Crown wheel.
E Changc pinion,
F SIud offend rvbeel.
ft^
HTI
r-$I
HI
22793 l-
e5T
36
Etec Rotl
Front Rolt l"
/--{'t')'lr Tubo \--'.whcet/

G Stud middle wheel.X Electric roller driving wheel.Z Electric roller.J Back roller eud wheel.K Back roller inner wheel.L, M. Compound wher.ls.
N Middle roller driven rvlreel.
Fr Calender roller end wheel.Dr Calender roller driving wheel.Jr Calender roller rniddle wheel.I-r Kr Compound rvheels.
Gr Wheel on 212' back calcnder roller.Hr Whecl on 3" front calendcr roller.
Calculations :
48
48
207247
TT
When calculatirrg the draft of clrrrving frame it is normalpractice to deal only rvith tlrc dnrft in drarving rollers. Thereis a slipht draft between thc elecrric rollerand the backrolter,and between tlre front rollc'r lintl cllen,.ler roller, thcse draftsbeing approximately l.0l and 1.015 respecrively.
Back tcnsion draft : ** ?*
Total draft
To finJ draft constant,calculate.
Blck roll. dilmeter[:lcctric roll. diamcter
Back Cal. rollcr diameterFroot rollcr diameter
Back Cal. roller diameterElecttic roller diametcr
omit E in the total dra[t t'orrnula and
DraftK
between back and rnidtllu- rollcrs
X \{ X f)iarneter o[ nrirJtlle rollerX It{ X Diameter of llack rollcr
between middle and front rollers
X LXJXFXDX Dianreterof front rollcrDraft
NY. K rca,rf m,d,ll" rollerM
:Front tension drafi - ?I-*hr
ZFDf)r:X*E,. 6.^ E*
17

Boller weighting arrsngement :
MDF 5 Pre comb (3 cver
Spring pressure on each topfor first line
for second line
for third line
MDF 5 post comb (2 over
Spring pressure on each topfor first line
for second line
Example :
Draft between middle and front
:
Back tension draft : #"?.Back zone draft : f , X" -$
3 system ) :
roller end
3 system ) :
roller end
50 lbs-
30 lbs.
20 lbs.
50 lbs.
30 lbs,
Elecrrrc roll. dia.
. T "e;" -1.
Front teosiondraft: t- +
rotar drarr :fte.'J "e;. H. ,i.6#ira*.
GLOBE DRA1Y FRAME :
Globe draw frame is built on the pressure bar priociple for'an optimum speed of about 830 feet per minute.
For good results lhe synthetic cot on the top rollers must
be maintained in first class condition by pgular cleaning,.
bu6ng and grioding. The two lines of top rollers are oot
intcrchargeable owing to difference in bottom roller diameters"
rollers
NL J
Mxr*as
38
Light bufling every 600 hours is dcsirable. Creel tension draftis based on individual circunrstances and the optimum conditionscan only be found by r>pcrution of thc machine. Usually thisis I.0 or 1.02.
The b'rck Zops draft recom;rended for first passage cardedsliver is 1.7. For second passaqe cartled and all prssages combedthe back zone dralr should be {'rom l.02 to 1.05.
The front wcb dralt must be adjusted by actual runningof the machine. The tension in the rveb is dependent toa large degrce upon the drawing sneed, As a general rule, anincrease in tlre dra"ving speed rvill necessitate a slightly higherweb clrafi to a nraximunr of L06.
It is very important to see that the slivers passingthrough rhe drafting zone are evcnly spaced and that theyshould rrot exceed a width of 4l' when they emerge frrrmthe front rollcrs.
39

A Motor Pulley
B Wcb draft change wheel 68, 69, 70
C Tube wbeel change gear 'l -D,E Tube wheel coostant gear ] Based on
GLOBE DRAW FRAME TYPE 740
cao sizes,
40
GLOBE DRAW FRAHE TYP€ 7IO
I lH:liT;I ,1 tl"r-I I JN
,.oul otacBockRolr tt' ,J ,4,
, l^ lrr second Ro, ,t' *f-i* uE3-l-CIc I t" secon<, Rill l{r. t
te.rr; r ,r"-
.-lv
&B
l'{'t1 2A
lsi*
90 36 9C
122
fir.rlLoI36

--F,G Can bottom gearH r.Draft change pinion
J,K Back dratt change gear 24 ot 2833 or 47
L Assisting roller change gear 4l or 42? Stud middlc vrheel 36M Creel assisting roller 30 or 3lFlute.l rollers with helical fiutes.
Calculations :
Back tensron draft
Bre;rk draft - jK
I:ro,r ,r Main drarr ,-I* 5" F r; * *"Front roll. diarneterS;i';r,l ;'l t.; i.;A t.r
Froat rension or web dartt:lr"*"ffiTotll ilr*ft:Pro,Juct o[ Brck tension draft, Break drafi,
Front or llain draft, and front tension draft.
: # "F* i.+, [ "f;";ffiXT##;'ff)raft constant:ln rhe above total draft formula omit change
Piniprr and calculate.
!"&* B-est-re!! diameter*T*O*ffiaiffiercr
Second roll. diameterts^cffi
Present draft wheel x Present hank sliver
x
MN
x*Y'
Required changeI r\rru..r vTaral vwtt,
plnlOnE -T--:.;-1.1Requircd hank sliver
Hank d rawi n g :l9ggllI h i1,L-9-1r9_:ll:9lNumbcr of ends fed
wed drafr or front tension draft -T *#
Change gear Tension draft
687697707
r.03r.0141.0
4t

Back tension draft:f
Change gear T'ension draft
4t
42
r.025
t.05
Break draft
K Brcak draft
24
28
47
33
1.0:,1
1.7
Note : Draft change pinion wh:n changed alters the front or'main draft.
Roller weighting is done by spring loading slstem. On"'each neck the prcssure is 50 lbs.
Back tension draft:Jf * ir"f-. iiBreak draft :f,,
?f .+i
Front or main draft:$* F. ii,. H "H" iiFront tension or web draft :fo"
# " ?
rotar drart:}[. h. # "X"*.-f "ii(Ihc change places exact wheels must be obtained lrom the'
machine for 6nal calculation)
LAXMT-RIETER DOI? DRAW FRAIIIE
Laxmi-Rieter DO 12 draw frame is well designed machineritU Z delivcries anC built on the principte of polar drafting
42

system comprising of five bottonr helical fluted rollers andthree sturdy synthetic rubber covered top rollers. It has anoprimum speed of 250 merers per rninure (825 teet per nrinutc),and an optimum doublings of 8 in the crcel an.l rhe draftrange of 3.5 to 13.42 inch long eirher 14", l6' or 18" canscan be employed. The fire bortonr rtrllers ol'I3', fl',ll', lIr' and lIr' diarnetc.r respec.rivrly are {o lrrrangedwith three tf*'(40 mm) top rollers rhrr trvo rJr:rfr zones irrcforrned as shown in the diagrarn. onc top roilcr rests on rheIirs'. tno bottom rollers, rlre sccond top roller resrs on thcthird and fourth bottom rollcrs rvhile rhe last top roller sirsoD tbe back bottom roller,
The top roller's cots should be rep!aced when theirdiarr:eter falls below 35 mm afrer successivc bu{lings. A rviderange o[ staples can be comtbrtably rvorke.J on thrs nraclrinewith minirnum anc! quick ad.iustrnents. The top rollslr areloaded witlr pneumatic prc'ssure arrangement of I I.75 to iq.7P. S. I. The machinc has a built in srrction clearing unitwhich is driven rtirh a 3.5 H. P. I4l5 rpm moror. Alr therunoing parts are well conceuled and the maclrine is equippeclwith required electric stgp motiorrs rogether witlr intlication ,
lanrps.
so far polar dra[ring rollers serrings for different fibrcsare concerned thc makers have recomrlendcd same settings ingeneral. Finer adjustments have to be made lookrng to thesituations. The main draft zone ties between lhe delivery trioand the middle rrio. The break drrft or preliminary draft isbetween the back pair and middle rrio rolters. For cottonsthe preliminary draft zone is set *5 mm. over main draftzone setting in thc cuse of first passage and*l-3 mrn. overmain draft zone setring in rhe case of second passage.. TIremain'dratt zone has to be carelully decided wirh z ro 3%over staple length. Similarly for working man-nrade fibres maindraft zooe is determined on rhe basis of cur length*5 ro 109,iand thcn preliminary zonc is set rvith*5 mm. over main draftzoni for both the passages. It is also poinred out that toooarrow roller settings might result in low breaking strengttraod widc count varirrion in the yarn althouglr usrer figure is.tow. For quick serring a smitable scate is also fitred.
43

As per choice of amount of break draft'no defiuite rules. are laid down but 1.7 preliminary draft is considered to bebest suited for all materials and passagcs and with highertotal draft. For smaller total draflts, for combed both passages
and for carded second passage a break draft of !.3 is usuallyrecommended. Care has been taken in the constructionaldetails to see that the preliminary draft can only be changedif the setting device of the drafting arrangement is locked.Most of the gears have becn precisely and meticulously designedfor ncise-free and frietion-free runninu of the maclrine. Eventhe can fiUing in relation to the can diarneter can be regulatedby shiftins the ean plate lo rhe right or lefq. Suitable sropsare provided oo the ctrrresponding levers to restrict the mininrumnip to nip main draft zone setring to 32 mm. and the minimumpreliminary draftlo 34 mm. Tlrus there is a gap of about 1.2to 1.3 nrm. betwecn the second urrd tlrird rollers arrd about I.7to 2 mm. between the fourth and back rollers.
The pneumatie system of top rotler pressure device isequippsd'with a pressure reducing valve. Whicir is set for aworking pressure range of 0.8 to 1.0 at Ba (11.7-11.7) psi.0.8 at ga (11.7 psi) gives approx 65 kg. (143 lbs.) loading pertop roller ; 0,9 at ga (13.2 p. s.i.) gives approximately 80 kg.(176 lbs.) loading per top roller. An atJjustable rlpe ofpressure switch is provided to prevent tlre nrachine beingstarted without sufEcient top roller pressure and also to shutdo',vn tire machine i:t ttre event of a drop in pressure.
44

LAXMI RTETER DOlz DRAW TRANTE
14 T L,ifting rollm driven u'heel14 T Lifting, rollc'r driving whccl
Slral't enrl rvheel ( sarne as C )
35 T Compound wheel
AI}Cl)
4_s
inl'
LAXHr RTETER oo/z DRAw FRAHE
"fr-l'
MT=iU-I
Eock Roll 28 rnm
II
F
o,l t lH 3o.roo
;1-lKl l.r
r ls
Fourth Roll 28 rn m
Third Roll 2Omm

;E 98 to l0l compound wheel
F 134, 138, I44 or 148 T Big compound wheel
G Back rotler middle whecl
H Back rollcr end wheel(Draft change Pinion)
J 42 T stud outer wheel
K 143 Loose wheel compounded with F
.L 18 T Fourth roller encl wheel
M 28 T Fourth roller middle whebl
N 20 T Third roller end u'heel
P 25 T Second roller end rvlteel
a 35 T Front roller middle wlreel
R 47 T Catender roller middle rvheel
S l3l -f Main driven machirre wheel
Driveo by 33 motor wheel
U W 84 T Broad wheel
Y 33 Front roller end wheel
Motor 3 HP l4l5 R.P.M.
Calculation :
Creel tensioo draft'=*. B*3 * ffi,Back or preliminarY draft :$* F"*ffiThird and fourth roilers have same surface speed and one top
roller rests on both the rollcrs.
Main drart-$ *k. E* f * *- Y- $Second roll. dia.
" Third roll. diameter
'Front and second rollers have the same surface spced aod ooc
,toP roller rests on botb the rollers'
,Front reosion drart:I x Y * "'l:11:"i?I' r1t#l'jfr^ R^ Fronl roll. drameter
46

Break draft combination wheels :
.G
FBreak draft
20
148
t.07
24
141
1.32
30
t38
1.73
34
134
20
Both G aod F' must be ciranged to l\{aintain G*F:168.
rorar o,art:* * 3 * :lt Px i - F,}',.'t'Hi:'h:1"
Draft constant=--ln the total draft formula omit H and catculate.
Example :
.cicel tension draft:ff^ i. 3 .'#)a 18 F. H. t3r 8.{Ir{ain draft-fr * *x G x ,* ,.* ;,
35 2s-\./ -25" 20
For different machine speeds the following size motor pulleysare required wbile the machine pulley has fixed diaoreter of165 mrn :-
N{otcr pulley Front roller speed
il0r30
r55
185
205
230
25s
100
t20I45
170
r95
220
240
Note ; (l) When the change pinion is changed the preliminarydraft or draft be tween fourth roller and back rollcr isaltered. Unlikc in the Conventional drawfiame, inthis machine bigger the chaoge pinion more is lhedraft and the sliver hank becomes finer and viccversa. Heoce, to rnakc haok sliver light put abigger change pinion
(2) G and F arc combination wheels with fix centrcg
47

and the sum total of borh wheels equal to 168.
If F bas 14& teeth G must have 20 teeth aod
If F has 144 teeth G must have 24 teeth and
If F bas 138 tceth G must have 30 teeth and
If F has 134 teeth C ruust have 34 teeth
The above four combinations give break clrafts to
1.07, I .32, L73 and 2.0 respectively.
CONVENTIONAL SLIVER LAP MACHII'{E
CONVENTIONAL SLIVER . LAP MACHINE
t.
J +{GIF
E
Colender RollerII Cqlcndcr Roller D
m:lI.
t Lop Roller
Lifting Rollers -t/ \lIln{s4e
Bock Rollc r
It Third Rotler
Second Rotier
Front Rollcr
48

A lvlotor wlreel 2lB I\{achine wheel 80
C Calender driving rvheel 29
D Calender wheel 72
E Off end rvheel 2ltt Second calcnder wheel 2lG Offcnd wheel 50
H 26 compountl carrierI 4l c<lmpound carrierL Front roller wheel 22
K Change pinionIvt Carrier whcelN Back roller wheel 28() tsack roller pinion 29
P Cross shaft rvhecl 44
a 35 Lifting roller gear
R35S Ilack roller pinion off end
T Third roller pinion 24
U Tirird roller pinion 26
V Secood rollerW Cross shaft inner wheel 12
X Lap roller end wlteel 72
26
Diameters of :
Lap roller 12'
Calender roller 5n
Front drafting rollerSecond drafting rollerThird drafting rollerBack drafting roller.Lifting roller
Calculations :
r 8,IE
2'
Back roller dia.
Liftirg roller dia.Back tension draft-t ^&*Total draft of nrain draftiog rollers:
P-4
Nrx Front roller dia.Back rollcr dia.
49

Tcnsion draft between front and calender rollcrs
:Lr1*J '' C " Froot roll. ciia. o
Icnsion draft betweeo calender and lap rollers
:q,. w* EP-tg!!-{ia'C '" X " Calender roll. dia.
Note .' Changing the change pinion K affects the draft bet-weeo the front and second rollers. This also affects thcmachine production.
Example :
Back teosion araft:H " X, T
Total draft of - 28., l+
main draft rotlers - K ^ iTTcnsion draft betrveen front and calender rollers
_22,, 26 ,, 5- aT^ 30^ ETension draft between calender and lap rollers
72.. 12.. t2:R*n*5
Calender roll. dia-
50
FRCho"nge18-30 K
HOWA SLIVER LAP IIIACHINE
HOWA SLIVER LAP MACHINE
lzr o
t,
?2P
nFo c"t1"rr lerr
G l26l4t Cor Rolt 5 ) z,i-l*T-tu @ .tq"t nolr r1,
28M
29
S
120
'rzs
,! leslee r.r
It''15
30Met Roll
l"t2t,
21 Fee d Col Roll
35Y
iTIsI FecdI nott
l,r"
5l
IVlso

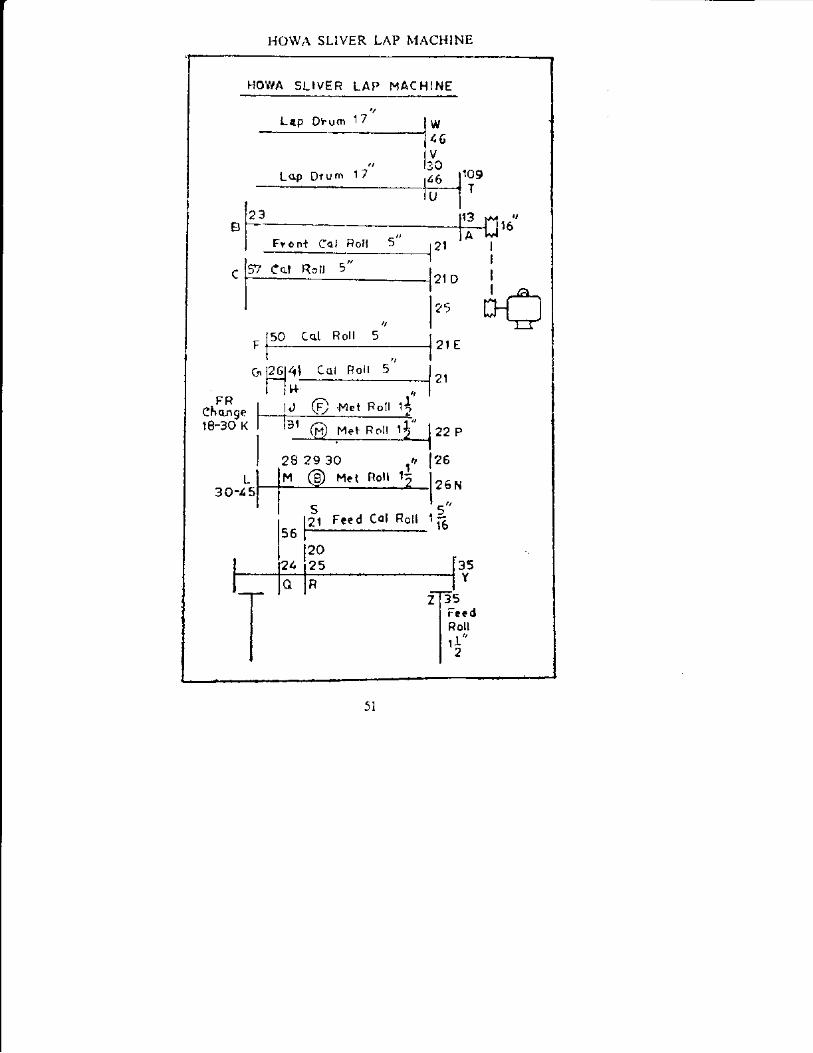
Howa Sliver Lap Machine
Howa Stiver'lap machine is a sturdily built machine used'for preparing sliver laps for feeding combing machines. lt hasa long V.creel for accommodating 20 big size cans. Three lines,metallic roller drafting system is provided for drafting thesheet of slivers. Two pairs of heavy calender rollers coroliressthe delivered sheet before it is wound into a lap form. Allthcse pairs of roller.s. (drafting rollers as well as calenderrollers) arc loaded 'with ldjustable springs. Machlne l:rs a
draft range from 1.056 to 2.83.
Caleulations :
Break draft in thc drafting rollers or draft betrveen (M) and (BiN (M) Met. roll. diameter
=E Y -.'- - =--P -' (B) met. roll. diameter
Main draft in the drafting rollers or draft between (F) and (M)_- P ., L ., (F) Me.t. roll. diameter--N'a K^ (M) rnter. ;oll.-aGm.r.r
-
Total draft in drafting rollcrs
- - L r. (F) Met. roller diameter--K'\(ilTmiffiBack tension draft or creel tension
Z - O (B) Met roll. diameter:--X*X*Y - - M' ' Feed roll. diameter
Front tension dratt *gx*xB-^r^mLap drum diameter
Total Draft in the Machioe
'!,?.S*k**"F-. SxFx+. Lao drum diameter
^
Draft constant : In the machine total draft formula omitchange pinion K and calculate.
Note.. chaage of change pinion alters the main draft in
lhe drafting rollers.
52

The macbine is supplied rvith following wheels for backiension change and maiu draft change.
Front roller chaoge wheels are from 18 to 30
Feed roller cbange rvheels are from 28 to 30
Back roller change rvheels are frorn 30 to 45
Example :
Draft between (M) Met. roll and (B) Met. roll^i
r ILto ., 11
: _ 11, _..
22 l*Draft between (F) Met. roll ahd (i\I) Met. roll
-4x L "
l.L26 - K '- li
Total draft in drafting rollcrsL1+:r*,ri-
Back tensioo or crcel t.,isioa draft3s 35 ll: i5* tr * rri-drslt
il,1#x\-fotal draft in thc machine
:I..U," L ., 3t __26.-2t.- 57._ 13 .-47- 35*M* r* +r x sx z-Tx rJ* *" lI
Front tension
5,

TWO OVER TWO COTUBER DRAWBOX
A Bevel rvheel on cylinder shaftB Bevel wheel on cross shaftC Cross shaft pinionD Carrier wheel
E (Stud wheel) change pinionh' Stud mid pinionG Carrier wheelH Front roller wheelJ Cross shaft off end pinionK Back roller whe.'lL Stud end pinionilt Calender roller wheelN Short Shaft wheelP Bevel rvhcel
a LJpright shaft m:d beveluheelR Upright shaft top bevcl wbeel
S Coiler crlender roller uh:elT Pinion to gear the other
calender rollcr wheel T'
Diameters of :
Back roller ll'Front roller I |'Calender roller 2|'Presser roller 2'
25
25
66
95
88
4041
t6303S
-?3
62
l8202t)
IE
20
Calculation
Draft betwcen Front and Back rollersK C F .Front roll.diameterv_v_\-/
-
- J'l\ E " H" BaCk roll. diamerer
54
Cylinde r Shoft
I lD ,S rT CoilerrI
lc I -,t I Pressurerotltrsl,!, l*rH l-oF-lP | -Upriqht coiterN lr treoo :hoft

Tension draft betweenHL:T
'it[*Tension dr;rli between
MF:-X -XLN
calender and front rollersCalender roll. diameter-Frort ilifitam.ter ,
calcnder and presser rollrrsP R Presser roll. dia.
-aI--v--Q" S ^Calenderroll.dia.
T,rtal draft Presser roll. dia.Back roll. dia.
Draft constant : In the fotal draft formula omit (change
pinion) E and calculate.
Note .' To adjust wrapping whenever (change pinion) E ischanged the front roller speed is altcred and tlris affcctsthe draft between front and back rollers This inciden-tally allers the harrks production du'ing the same
interval of time. Fincr the hank sliver more are thelranks indicated and vise versa. Tbe qua ,tity of sliverby rvei3ht remains unehanged so long as the waste %,
nips per minute and Sliver lap are const:nt. In otherwords the changg pirrion does not afle;t t ,e productionby u'eight as is nornrally noticed in the case of othermachines.
Drlft betwcen front and back rollers30 66 88 r+:E*
Exi;xl+=
Tension draft between calender and front rollers41 38 ?+: tE* g, "fi-
Tcnsion draft bctween calender and presser rollers38 88 18 20 2-J8*Ax ^
* jT''fT-
KC F P R-T*E xNx6x1;<
rorar drarr:#" g, *- *x +*55
ll

SACO . LC IIELL Cf, MBER
(Motor and Moter Putley are not shown in diagram)
Cylinder shaft sPeed
ORNips per minute
i rush Shaft sPeed
Motor rrullev: Motor rpm XMacttine puliey
Drive Shaftinner end wheel-, 42 ,,29
'- * -nd,^FlVlotor rrulleY: Motor rPm ' Mu"t.,i;. p,rlley
Brush Jack shaft32 inner end wheel
Y--
20 " Brush shalt end wheel
Table calender roller sPeed =motor Putley ., 32
Motor rPm X liffi;pm^ 70
Brush Jack shaftinner end wheel v
^ Brush shatl end wbeel
?-R 24 Stud end wheelxe* fi x s-[-t,',, ttr,r *[ili
Fourth roller3l . . off end wheg!- u 72 u 20\1 - "-Ga^Tfr^m-^ F-o*thJoller " S[d' eornPcr
- gear wheel wheel
Table cal. roll.wheet,#*#
Std. comPoundwheel/\ Fourth roller
off end wheel
Brush shaftouterend wheel
Fourth roller dia.
Cal. roll. dia.
56

COMBBR TIMING & SETTTNG CHART
TYPICAL TTMTNG AND SETTINO CHART
'( {nsmrrtr J,omaeF ll5
7
Nippcr cushionplato in relalionwith cylindcrnrcdlcr.
l-- B rNDEx wHEEL
l4---- O\/-.n"
Io-l
At any indcx lctthe gnduated qur.clran! :gs iacr ti:mark. Sct nip:rcrpivot with bow! 6brsr grugcr
roBrtwrnlodcrcr00t0,iming ol clodr0 th, f..lolpprl lo rogvlrrr amgunlol frGd.
$2t.-(,/,",
€z oz s\
,,_x(ll,l
9At indcrrr 1,24,23lming of thr optnln!ol thc locd nipoon
ilUT,IBERS ON EACH 8OX INDICAT€ ? HE SEHIAL ORDER OF?HE YAEIOUS AOJUSTMENTS.EACH TII{E THE I{ACHINE IS ROTATEO 8Y HANO IO BRINGII{E REOUIFED I}IDEX NUMBEF UNDER THE FTXED POINTER,
Timing ol rrccldaeching rollcrr6tation. Adiurt',ntnte.t indcx 39
ri wrll rl at 24.
DtG!2;tztt.t'
@
fecd nipper lowcrjaw lront odgc lrsct prrallel and.
7i8" awey lrom mcln
nipper (rs per
:laplc length)
Loosen lhe crsnkrtud and onsurctho deod ccntrcrnd lastcn egain
Set ths lower iawof the nipperparallel and awaY
from back det.
roller by reqd,
step gaugo.
AD\,n

t\r\tI-
@\,
l\tCfLn
'l33HA1 3Bnl
J)oGJU
I rrou HlunoJ I
-H
IJVHS XNVU) I
------J-
NOIfO!'l aOfS lcv
-l-lOU INOUJ
rrr l-: E-,YStrJ -FozZ LLt<o
E(J
EE
irola,l()lurl
jHlOrE=it 8t
;l ElPI UI
+Iitl#
i: tHlvt I rurlf, I tr)lE *l E3t -tl CE
tr,
?Flr
J-nxa:)s
l
oJ't-t\t I
JTolrrlJl*<lt..t l{-!-c"Jlotrtl epl a
l!
I,VI12JZU)
i\t isslsrltil,.r, I(L(^lo-o I;FL
3rtru^Bfl6IlrJt_/a-vo-C
=EP
_l
lN I
Ts..J-
-[R | ;+ (o Nl
EE 'J' HI-f-s s [lrTT;I
:l ;i aiel el Elullol c0\
El El "
F EI sl \tlao--U1 vt(\
[3VrOl[
d ;tr rtrl<1t a dI.EI ?ll.o lrtltun6lor
-
-E r! r(\l
-ls.ffs-Er; Er IEcro =ooF5tr- F=6
ffittr)l
EI-l-rlt^l I>lgt
slt-r I
f;l
zt.',tiB rr?<vla
tr,9o6c
trJ I(DF
B8uoBgB3:Hc)-zI
-,EUPG<
Nir:l
._1
FEzuJu.r11lEj.-L)JFFoo<cEG
I
\oUJaaaoGu
I
lrrGrUt>E3
- sl- iB-.l r^16 tD
tr*3;i
Jt tr,Jld'tl E
;3
rr)t\
1-rou ourH I
N
g,DC,o.

Draft between the fronr 1""'"'l':i:ll*t ..t S;l:f""dand the fourth roller x Std*rd "tr*l
95X :-:: X'\ 39 '\ [;ourth roller whcel
Front roll. dia.^ I'ourth roll. dia.
Front roller wheel 23 .. 98Front Tension draft : b;r. ;ffi;;6, s.- * U
Bottorn cal. roll. dialiv^ I=ro',t roll. dia.
SIiver tension clraft betrveen -
Rottom cal. roll. cnd wheel 68
CP
cal. roll. and coiler cal. roll.
sliver tension. Teosion draft.
Note; (l) Change of C. P. alters the draft between theI'ront and second rollers only while other remainundistur bed.
(2) Change in eal. roll. 19n5ir)o gear rcgulates tlrcdraft betrreen tlre front and bottom cal. rollers.
57
47
20 16 Coiler cal. roll. dia.*'70'* l6x Eotto* .ul. -il.----Tolal draft in the conrber Totaldraft x Draft rollersciraft
including tabte tension and - X Front tension dra[t X Sliver

CONVENTIONAL SPEED FR.{ME
CONVENTIONAL SPEED FNEI"TE
l,
58

Slub Platts H. D. Rovi' T&S InterInter lnter ng Slub
A Spindle driving wheel
B Carrier wlteetC Spindle shsf{-r'nr.l rv}:eel
D Sl(erv bevclE, Spindle bcvel
F Twist wlreel
G Carricr wheel
H Top eone centre uhcelJ Top cone end wheel
K Frottt roller wlrcelL Front roller pinionM Crorvn wheclN Change pinionP Back rol)er u'lrecl
a Back roller pinionR Carrier wheel
S i\lid<ile roller rvlreel
Front roller diantcterMiddle rollcr diltntcterBack roller dilnreterTwist constant
33
J-'
60
ii42
55
30
it42 425i 5i
::132 10
4li 18
130 110
20 20BO SO
52 60
28 ?1
lfi 2()
I l' tlr' ll'l" l'
13" Ii." li'42 S 5E.r{2 61.?
40 40
42 4?.
-s5 5i30 30
40
48
r302080
54
24
;;l+' li*"l' l"
rl', tl il. J ITU
35.18 -.6 6
48
18
130
2080
26
30
40
I30:090
56
23
l8t't'l"
88.7
oo
64
l l420
80
55
27
Calculations :
Twist constant :
T. P.I.
Draft constant ,=
Total draft
Brcak draft
PxMXFront roll. dia. OR Draft cons.!:n$Change pintoo
AXDX}IXKCXE XJ x r X Front rt-rller dia'
: Twist constant * Twist rvheel
Front roll. diir.
Back roll. dia.
;t *'h.t
Pi.}r-x
NxLxBack roll. oia.
O x Middle roll. dif,.:-Sx gack roll. dia.
59

Note .' -
(l) Twist wheel, being the driver, has dircct iof,ueace onthe front roller speed. Bigger twist whcel rahes thefront rolier speed and reduccs thc lures pcr iocti.
(2) Bieger twist wheel also increases lhc machioe ?ioduc-tion.
(4) Smaller chan3e
anj reduces the
Production perFront roller
1bs
or: .Q x 8guoL,36 x 840
or:HHti#JH##HanksThe twist factors usuall-v ernployed frrr diffcrent speed framcsare based on the type of cottons as shown belorv.
Cotton Slui:bing Inter Rovine
Sea IslandEgyptianAmerican I{iSh gradesAmerican Low grldesIndian
0.7509I.01.0r.3
0.8 0,850.95 0.98r.0 r.ll.l t.2r.3 1.4
These are only guide figures and adjustments lrave to be
made depending upoo humidity and temperature conditions,machine conditions arrd fibre properties as explained uoder theChepter 'fwist' in the book "Ess:orial Elenrents of Practical
-Cottoo Spinaing".
60
(3) Snaller change pinion increascs thc front zdoi dtaftand tlte hank beconres finer.
'Front roller speed rprn : HXKspindle per shift (8 hours)rprn X frnnt foller circttmference' 60 X 8
36 x 8{0 x H:rrrk roving
Frorrt roller tpm x Front roll. circrrnrference'
pinion reduces the back roller speed
production of the machine.

PI.ATTS FIIGH DRAFT TNTER FRAME
ll Bsck Rctterr-- r{
PLATTS HIGH DRAFT INTERMEDIATE FRAME
A Front rofler whecl I30B ,! ,, pinion 20
C Front Crown whecl 80
D Front zone changc pinionE Third toller wheel 54
F ,t ,, prnion , 29
G Baek crowa whecl 100
H Back Jr)nc change pini<tn
I Back roller rvheel 26
K Carrier whccl 41
L Second rollcr wheel 25
Front zone draft :
Calculations :
Back zonc drar, : iffi. - If'*.ij#*ffi1,f-LXE)<C.,
-V
FXDXB^Froot roll. diameterffi
6l

Middle teosion draft
Total draftJ xG x E x C..
-X
Second roll. diameteri hird ,oii. diarneF
F:r,Front roll. diameter
H x F x D x B" tsack roll. diamcter
Dra.ft Constant : Omit change pinion D in total draftfrlrrnula and calculate.
,(l) While considering second roller diameter twice the apronthickness must be added to the actual fluted rof ler diameter.Thc apron lhickness is taken as I mm. usually'
(2\ Product of Back, Ivliddle and front drafts is tbe sarne as
total draft.Back zone drafc x Middte tension draft X Front zone draft: Total draft.
'(3) When change pinion D is'altered the froot zone draft isaffected, and if H is altered o?ly back zone drafg isaffected. Iu either case the middle lension draft remainsunchanged.
Example :
tsack zone drart : '#. Bq. liFront zone draft -:1;. # . 13 "?7
Middle rension draft :X"?g
Total draft :4t. lffi 54 80 28:F* n*D*rO*rB{The apron thickness is taken as I mm. and all diameters arcshown in mm. units).
62

3 B TYPE 'TE,XTOOL INTERMEDIATE FRAME
.ll E,--tti Rollen ;M'
ttf!:ie Rotter fLr':besrry
ole l--
leK
i+
lH
G
t@l:-tB.l
1,,,l,T
3048
62
ABCD,E
Motor pulley 5
Frame pulley 7
Counter shaft rvheelCarrier whecl
Jack shaft cnd wheel
A' Spindle driving wheel 48
B' Spindle driven whecl 33
C' Spindle skew wheel 3lD' Spindle driven rvbcel 26
E' Bob. Sh. drivicg n'heel 50
6l

4242
34t2))30tr)
6262
402465
2080
F Twist wheel . '
H Carrier whecl :
Irr,I Top cone end wheelK Top cone mid, rvheel
L Front roller wheilM Front roller pinionN Crown wheelO Change pinionP Carrier wheel
a Third roller wheelRW Third roller pinionX Double'carrier wheel
Y Secood roller piniooS Second crown wheelT Pinion for back braftU Back roller pinion .
V Electric roll. wheelWR
Calculations :
F' Bob. Sh, driven rvlteelG' Bob. Sh. skerv rvheel
H' Rob. driven wheelJ' Electric roll. drivenK' Electric roll. rvlrecl
L' Electric roll carrierM' Electric roll. wheel
80
80
29
43
27
r00-75-5029
26
l029
Twist constant: LXJXA'XC'K x B' x D'x aX Front roller diameter.
65x-1!lx48x_lt x7x r624x33x26x22x l7
= 56.26
Back draft constant UxS.- Third roll. dia.(Between 3rd and back):,.R ^ E;mit- dl;
: r2L!9029
:89.6
Note.' S can be 100, 75 or 50
Front draft con Y x ox N " Front roll' dia'staDt : -E IM- " s..oud *ll. d"d-
: 27x80{80x Ux?5.29x20x 16><27
:293
64

Middlc tension draft :gx *#+ rotl. dia.srsrr -Y " Third roll. dia.
29x27x16:-27 x25x 17
: I.09
Note .. Apron roll. 2nd roll. dia. is taken as 27 mm. with tmm. apron thickness.
J' Back roll. dia.Back tension draft : V, Et... ,ott. dia.
t2174: id'G* t: 1.02
Total draflt
Spindle speed
J'xUxSxQxN -:vm^ Front roll. dia.Elec. roll. dia.
AXCXA'XCBXEXB'XD'
:ffii*#*f:8eoapprox'(motor speed is 1440 rpm)
Nole :
(l) When change pinion O is altered the front zone draft is
affected and if T is altered the back zoDe draft is affected.
The other drafts remain the saure.
(2) Second crown wheel S has separate brackets for 100 teeth,
75 teeth and 50 teeth wheels. .\long with the wbeel thc
bracket also has to be changed.
(3) The middle tensiorr draft is fixed and tftc wheels W, X, Y,have fix centres in one brucket. Any attempt to alter this
involves change of all tfte tltrec wheels. For instabce ifW is to be made bigger by one tooth X must be increased
by one tooth.
Whitiu Model 'P' Roving :
This is a well designed sturdily built machise capablc
spindle speed upto 1200 rpm without any vibrations aud
P-5
ofit
65

produces l4n x7' packages with a net weight of about 100ounccs per bobbin. It is provided with a large uumber ofantifriction bearing and the gears are made noiseless andinterchangeable. Iq is equipped wirh eirher whirin unirrol draft-ting system or 'Long Drafr' two apron sysrem ro produce ahaok from 0.5 to 1.5. There are several automatic etectricalstop and safery devices ioctuding rhe Adam srop morion forindividual end breakage. wirh we[ balanced speciar type ofhigh speed flyers that are free from crrokes, loading un,l
',ugg-
ing there are no run over defects and the production is alrnostdouble together witrr improved quality of itre roving.
Draft constant table :
Back rollerwheel
Draftconstant
Range 44 to 136
Max. Drafr Min. Draft4075
lr0
20.4382.556t
4.638.69
t2.75
I.52.8t4.t25
Twist constant table :
Main shafttwistsprocket
TwistcoostaDt
Twist whecl raDge 17 to 56
}{ax. TPI Min. TPI2034
0.2890.017
1.6t90.952
0.49t70.299
Tension Constant trble :
Tension constant-=-___ : IeUSrOn geafVHank
Tcnsion andchangc geargear)
Iay constant(ceotre lift
Tension Tension change gearconstaut range 20 to 40
Max. Hank Min. Hank3725
2332.4
I.3I.5
0.350.65
66

.Coils per inch constant table :
Tensioa and lay constaDt Coils perchange gear centre lift inchgear constant
Range by gear 20 to 40
Iv{ax.
coils/inMin.
coils/in
37,5
0. 178 7 .120.263 t0.5
3,56
5.25
Lay formulr : Lay geor-,=Lay constant ).: { Hank
Lay constant Laychange gear coustant
37
25
l"tax. Hankroving
NIin. Hank roving
39
3.1
1.05
1.5
0.30.35
Note .' Constants are established using a 1.2 TM fronr 0.25hank to 1.5 henk with l|3' cardcd cotton.
_f
WHITIN IvIODEL P IIOVINC WITH UNITROL DRAFTING
f-_wHtrt+t H0DEL p ffpvlnG wrtH uurRoct gPrql1fuc
.l >Isrc- .{-T:=--rlrl
r]:]
67

Cdculrtions :
A Twist constant sprocket 2AB Twist change sprocketC Top coue centre wheel 6lD Front roller wheel 85E Front rollcr pinion 30F Crown wheel 136G Change pinionH Back roller wheel 40J Back roller pinion 25K Middle roller wheel 23M Spindle drive sprocket 30N Spindle shaft sprocket 30O Spindle gear wheel 44P Spindle rvheel 30L Top cone bevel gear 25
Twist constant: M=*x
Total draft
Front roller dia. :l*'Middle roller dia. : l' +
twice apron thicknessBack roller dia. : l'twist constant :0.029'Draft constant :204
A x C xTtx Front roll. dia. in inches
opx D
T.P.I:Twist constant XTwist wheel
_ MxOxB>lpNx PX AX CxnXFront roll. dia. in inches
Break draft -L yK Back roller diameter
Front or main draft
- __Front roller diameterMiootJ'rott.i ai.r*er (*itt, t;ic. "pr6r-
_ H., F., Front roller diameter-d'^\E^nffiDraft constaot:omit change pinion G in total draft andcalculate.
Notc :(l) Unlikc io the conventional speed frames thc TPI is
obtaincd by multiplying the twist wheel and twist coosrant.
68
-K.. E.. f .,J ,. G,. 8,.

'{2) Bigger twist wheel reduces roller speed and hencc increases
the twist in the material and vicc versa.
(3) Alteration of chaoge pinion affects front zoue main draft.
(41 Bigger twist wheel or smaller change pinion reduccs lbemacbine productioo.
Example :
rwist constaot : i3* lfi *H. h "h"\j\ Zi mm
Break draft:3 x #. :'1,5 z) mm
Front or main draft :';.8. i#. mrotal draft:8>< H. i#Note .' For calculating twist constant the front roller diameter
must be io "inch" units. So far draft calculatioo isconcerned the diamsters can be taken either in inchunits or mm units but care must be taken to see thatsame units are considered in the numerator as well as
in the denominator i.e. both rollers diameters must bc.in the same units.
69

LAXMI RIETER SPEED FRAM TYPE CS
LAXMI RIETER SPEED FRAt"lE TYPf:GS
l5-r, goll
t^s*lic CREELilsJ-r-RoLLEr5
,e frslfl- RoLLERSz; ci f--{zsC T' 'g, JtghgHr^tt'
cl3iJ22B
lo i^ BACK ROLLERS 27mm
AP80N ROLL 27mm
50 f,ACK SHAFTr02ro
70

18 T3sT95
'r247
LAXIUI-RIETER SPEED FRAT{E
A Back roller wheel
B,C Ccrmpound wheels
D,E Compound wheels
F,G.Y Stud wheels
H Charrge pinionJ Crown wheel u0T
ti1 T+07267g2T207
102 T80736 -r
3378t T587367387
4l:saie[-gs.Baek roll. dia.
Front roll. dia.Apron roll. dia.
))71, I
45,69,
K Front roiler rvheelL Front roller pinionM Top cone centre wheel
N Top cone end wbeelO Componnd uheelP Twist change wheel
a Jack shaft end wheel
X Spindle driving shaft end rvheelW Skew bevel wheelV Spindle trevel wheel
R Bobbin shaft driving wheel
S Bobbin shaft end rvheel
T Skew bevel wheelU Bobbin bevel rvheel
Cslculation :
Back Dra[t :
Front or Main draft :
Back tension draft:
J
*x
$^*" 3 ^ F, fi* *,.
xA.CExFx
&- ** b.
7.;ZGvx fr*
Ix Back roll. dia.Creel roll. dia. n
Total draft : Front roll. dia.Crcel roll. dia.
Draft constant:ln total draft formula omir change pinion Hand calculate.
To 6nd the changc pinion divide the draft constant by thedesired draft.
7t

Spiodte speed for I revolurion of Jack shaft :* " F
In:hes d-.livercC for I revolutior of Jack shaftroller dia.:$ * $.. * "?x EI"nl
:*.+,t* 5.h "*" Front roll. dia.T.P.I
Total draft
Twist constant
Twist constant:rl"U,1.,l,L.l form:h omit twist wheet p
To fiod thc T.P.l. rnultiply twist consrant by the twist wheel.
Example :
Back draft :#. H. H "2;"2*Front main draft : To* # * +i"';Back teosion drart :';. i: x *, 'ri " ,!?
:X.iixh,H,ff.H"*: H.i3,.#*ffi*'f'"*r"#
72

RING SPINNING FRAME
R IN G SPINNiN G FRAME
Middte Rotter
Tin RstI er
lrI
F
AB
CDEF.G
Tin roller wheclTwist whcel carricr"Twist wheclIntermediare carricrFroot roller wbeelFront roller pinionCrown wheel
ConveotiooalPlatts ringFrame
6lr60
r60100l5
Ir4
73
Rotter
Rotler

H Change pinionJ Back roller wbeelK Back roller PinionL Carrier wheelN Middle rollcr whcelTio roller diameterSpindle wharvc diameterFrout roller diamererBack roller diameter
Calculations :
Twist coostant:Tin roll. dia. in inchesXBxE:-A x tt x Front roll. dii. in iocUes
T.P.I.
60
10"
l"+'*'
:Twist constant*Twist_Tin roll. dia. in inches
wheel
xBxE
Draft constanr:J-igIE9{ roll' dian x Buck-roll. dia.-
Total draft :Draft constantxchange pinion
:l=* 9I Front roll. dit.HxFxBackroll.dia.K x Middle roll. dia.Bfeak dfaft -:t-r\-
rvlruulc roll.. (
N X Back roll. dia.
Note :
change of change pioion alters main draft between frontroller and middle ioller. Also affecrs the count of yarn pro-duced, and the production".by weight.
change in break draft alters tbe front main draft but totaldraft 'remains constant. For a given total draft if breakdraft is changed the change pinion need uot be changed.
Example :
Twist constanr:#. # "hx YDraft consranr:$. # "?
AY.CxnxFronr roll. dia.
74
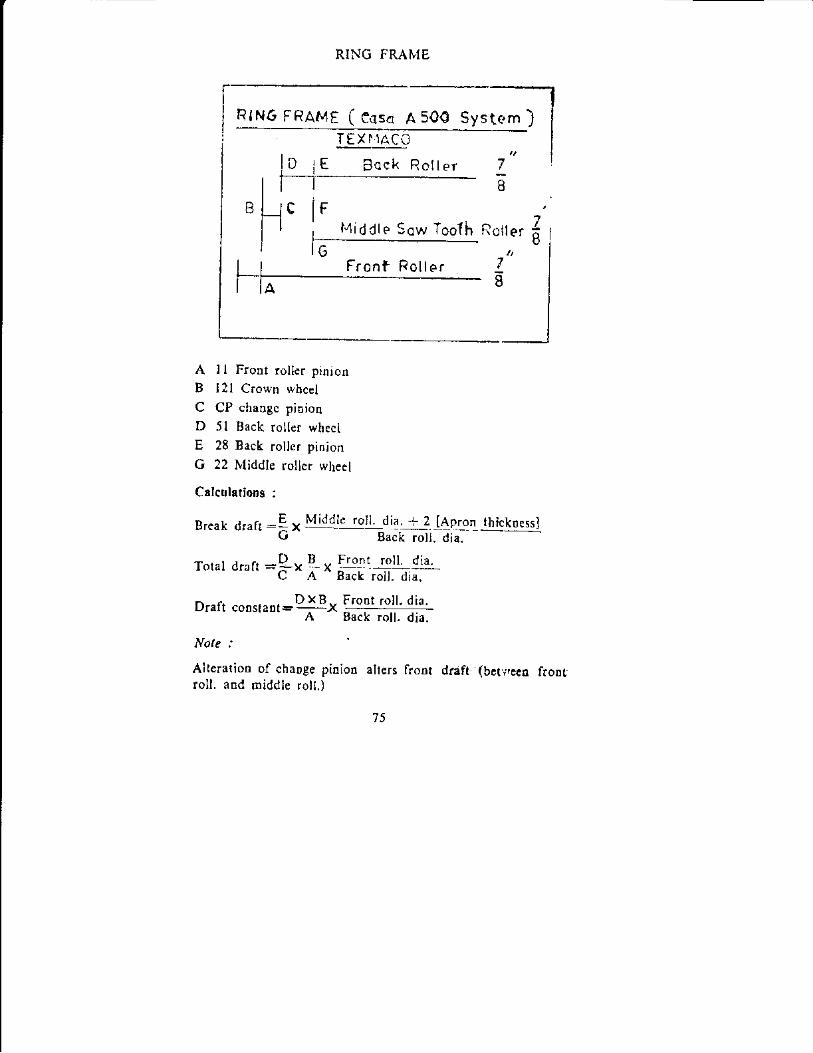
I
B
RING FRATVIE
RING FRAME ( eqse A 50O Sys(c,rn
II_XraeE Bcek Roller
lrSow Tooth
A I I Front roller pinionB l2l Crown wheel
C CP change pinionD 5l Back roller wheel
E 28 Back roller pinionG 22 lvliddle roller wheel
Calculations :
Break draft :^E * Mqg" J9lL--db + 2 -[e-p-r-gtl!.1*De!!1u Back roll. dia.
Total draft :"L, | *
Draft consrant:qQ"
Front roll. dia.guc[-roll. di."
fl!ry!.qs,-Back roll. dia.
Note :
Alteration of change pinion alters front draft :(bet,r,een frootroll. and middle roll.)
75
t'4id dte
Front Roller

- T;tst crlulrtlons :t+€-'-# #ri!r| ,Drlfilt q F \'-*i
-,i \, ', rj;') ,.--.(;ri ,'-,,"'\;\*-'*:ii: ' 1
n'';-:Iij{\}**' t '?\? o--l*,,.'
\ rrffiolterr i,
'ri'TWO VIEWS OF
THE GEARING fcfB
..A 24 Tin roller whecl
B 80 Tin rollcr carricr wheel. C 80 Middle carrier whecl
D 66 Twist carricr whcel
E Twist cbaoge whecl
F' I 16 Arm carrier wheel
MM' 97 Front roller wheel
' OO' I t Front roller PinionRR' l2l Crown wheel
'Tin rollcr diameter l0': Spiodle wbarve diameter l'
Tin Rott.r-fl+A\-'--;z -
76

Twist constant:862
Tin roller dia. in inches X D X MTwist constant :
Spindle wharve dia. x Axn x Dia. offront roller in inches
Twistconstant l0..DxM-3-VTwist wheel l "AxExaXfront roll. dia.
An allowance of about 3% has to b: made for slippage ofspindle tapes.
E IO B RING FRAME DRAF'TINGS SYSTEM
T.P. I. :
Note :
Cdculations :
Total draft
Draft constant
H F D B Frontroll.=,^. =,^ :/\
-A :--:--------
diameter:G^ E^ C^ A-^ B".k roll. diameter
thc above:Omit change pinion C incalculation.
77
E LO B SYSTEM
IG
Third Roller
Second Roltrr
Front Rotter

Break draft
Middle zone draft
Chaoge in change
Froot zonc draft :f 't d- ^ A ^ s.cond roll.?iametcr
Change in break draft alters the total draft. Hence for a given
total draft if brcak draft is changed by F or G the cbangc piniou
must bc readjusted.
H F J ^. Third roll. diameter;s-)(=X=X---G " E" K " Back roll. diamcter
K L . Second roll. diameter:-Y
-{
--
J " M" Third roll. diametcr
pinion alters front zone draft.
M .. D ., B ., Front rotl. diameterf 't d- ^ a ^ s.cono ron diamet,
7t

NN{M M2 MODEL RING FRAJ\IE DRAFTING SYSTEI\,I
Crlculatlotrs :
Toral craft :J x 9x L x E "S tsll'=tii'lEtttrH ^ t'4 .['^Effioll. diomit.t
Front roll. diameterMiddle roll. diametcr f 2 apron thickness
Draft Coustant:Omit change pinion C in the above calculation
GxFxJXluiddle roll. diameter *2Back drart : H x E#[r]#*Ti-a,,,**Front zone draft
KDB:F XCXAX
Note :
Change in chauge pinion alters front zone clraft. Change inbreak draft alters total draft. Hence if break draft is to be
.changed, the change pioion must also be readjusted to maio-.tain,the samc total draft.
79
NMM M2 RING FRAME HuJHDIF IE !
4 Ap ron Rollerq
B
AFron t
Roller

TEXMACO OLD MODEL RING FRAME

A Tin roller wheel 307B Carricr u'heel 80-fC Carrier rvhcel 807D Twist carrier wheel 80-l-E Twist change whcelF l;ront roller carrier I 16TC Front roller carrier I 16TL Front roller wheel 807M Front rolhr wheel 807lt Front roller pinion I I TO Front roller pinion I lTa Crown wheel l2l TU Tin roller l0' diameterT Draft change pinion
Calculations :
To find draft wirh any given gears:
Draft
Draft
T.P.I.
Twist
S xQ !< Front roller diameterTX N X Back roller diarneter
constant =: Omit T in the above formula and calculate.
Required change pinion": ffiHj#Tin roller dia. XUX DX L
Spindle wharve dia.X A X E Xl X Front roll. dia.constant:Omit E in T.P.[. formula and calculate.
To find twist whecl for any given T. p. t.:T*it-lccgslantr. P. t.Note.' About 5% isallowed in the abo'e calculation for slippagc
of tapes etc.
_ Machine *.1\,:: r.."lr:lllr,i:r ent counrs.
Cotton Counts Hank used Draft Feed
Indian tt
Low American i6American 26
1.0 ro 1.4 8 to llI.6 ro 2.0 l0 ro t2 Single2.16 to 2.7 5 12 to 13.5 Roving
to 14
t<t 24to 36
AmericaaEgyptian
26 to 5040 to 70
5.0 to 6.0 14 to 16.6 Double5.0 to 7.5 16 to t8.0 Roving
P-681

A 65 T Front roller wheelB 59 T Carrier wheelC 100 & 67 Twist carrier wheelD 20 to B0 T Twist change rvheelE 73 T Top carrier wheelF 64 T Middle carrier wheelG 49 T Carrier wheelI 59 T Carrier wheelI 23 to I00 T Lifter chaoge wheel
82
TEXMACO-ZINSER RING FRAME
TEXMAC O .ZI NSER RI N6 FRAME
,t-A- \ -T\\t, ,----
/
Sllr:Dj/(t €)"=
\"' -"
-\t- --/\
II
\\
\a,.-,
II/
\--.4r.tt\
lu I't- y'L.,\Hr- --/
/(r\

.Calculations :
Front roller rpm: Drunr pullev rprn .,H.,D., T'*f "c ^ Aininute ]r X Front roll. dia.
Front
TurnsA:-B
Front
roller surface speed I inches pcr
: Pun-qlll ,Ptx F*k*per inch or T.P.l.
"3"*.ffix;x-roller surface specC inches per ntinute is
Froot roll. dia.'
also obtained by
_ Spindle speed rpmTuSns Per inclt
Frorn turos per inch lorntulr omit tn'ist rvheel D and the
calculated rcsult is thc trvist constant.
100% Hanks prorJuction per spindle per shift of 8 ltours
_ Front roller speed ir:ches per minitue X -60 Y 8
36 x 810
t3

Draft calculation :
Break drart -** $ x ffiffitr-*rFront drart -B * ft x ft-x h - F. mff*tr*ffirotar drart -f,**. S.ff#nffiNote .' Middle rollcr diameter should be considererl 'rvith
twice the apron thickness added to it.change piniou H is one for both the sides of the macbine.omit H from Total draft formula to find out draft constanr.Break draft change alters the front zone draft but the-totsl draft for a given cbaoge pioioo remains same.
E{
TEXMACO-ZINSER DRAFT GEARING
T EXt"ACO -Zl N SE R DRAFT GEARING( BoTH S|DES )Front Rotler
'DraflChongeWheel
Bock Rotter
Front Rollcr
27lO Middle Rolter
flc60 lL I I Bock Rolter
solI
Middle

LAXMI.RIETER RING FRAME
tAXr'llRlETER RINGFRAME
Tin I I
Rotte, I--lA
I
A Tirr rollcr wheel
t) Trvist earrier wheEl
C Twist rvheel
D,E Compotrnd carricr v/heel
F Front roller rvliecl
G Front roller pinionl't Crown rvheel
K Change pinionL Back roller rvhecl
M Back roller pinionN Nliddle roller ir'heel
S5

Calculations :
Break drart - $. H#fri#i#lJtj4l'"0Fronr draft : H. k- $ " i
Toral draft == L * E * Front roller i'ia'K" G" llack rolier dia.
Dralt constant': Omit K in total dra[r fornrula and cslculate:
r.Pr. --$J#+,,,i* di,,:-r**f "22 X Fronr rollsr di*.
Trvist Constant:Omit twist wheel C inTPI formula and Calculate.
8s

H&B CASABLANCAS HICH DRAFTING SYSTENT
87

CASA A 5OO ROLLER WEIGHTING ARRANGEMENT
CASA A5OO ROLLER WEIGH?ING SYST.EM
So.ddle
Front Top CleorerRert \
We.ight Hook \r\ Fr.rn ge /
Rests on mo rbour
dle AgoinctTopAtbour
Auto Lever SpringBox
xfnge
Loodifig onduntogdin gv er t leollever
Hole s to be oligngedlor correct looding
Hexsgcnol Fixedsho{t
BeorsFrontRotler
Adlusting Screw
Tbis is considered to be foremost in sprirrg rveightingsystems for drafting systems. Hinged to tlre nriddle of thesaddle is a vertical (loading and unloading) lever the lowerend of which engages a pin fixed firmly to A. Upward pullon this pin releases the weightiog on the rollers while a
dowoward thrust applies the pressure to both the front andmiddlc top roller arbours.
88

The amount o[ pressure depends upon the spring used
in the autolever box. Formerly 55 lbs. pressure springs wereprovided. Now, after the improvements in sltore hardoess oftop roller cots 75 lbs springs or even 80 lbs spriogs are beingtried. Even with the eristing 55 lbs springs slight pressure
increase is possiblc by putting a standard thickness rvasher
or disc. in thc spring box.
Note :
( I ) Ttre spring heeomes e{lective n'hen tlie two hole,-s are
aligned. An adjustiug scrcrv is lrrrlviJcd lrrr iltis puti)r)sc.
Tlrt: alignmept has ts hc clrecked irp at rc'ilttlar inlervalsbeeause of tlre vreat and tear at (iie bearilg surlaecs of the
sacldls and lc'r'er.
L) lJse tlf heavier sprirtgs shculd ba avoided il'the bottomflated roiler rreefi.s and hcad stoek gaarin3 cannot take up
-the total itteraase in load. OLherrvise foequent breakdorvns-will oceur invoiving repairing erpensls and productionlosses.
89

OMS HIGH DRAFTING SYSTENI
O M S HI6H ORAFT SYSTEH
Ihird Rotter 0,875
I I pock Rotrer 0.875lpr lru
I lqP
| ,l* I l_ Founn Rdrer o,98i"
n roI
lI rJltFr-J ,,
a.,.\
EJTrlr Second Roller
-
Front Roller 0.875
,,0.98s
t1Y,
A Front roller rvbeelB Fronr roller pinionC Compound rvheelD Compound rvheelE Componnd whcel or crownF Change pinionG Third roller wheelH Third roller mid-pinirrnI Compound wheelJ Compound wheelK Compound wheelL Compound wheellvl Back roller wheelN Baek roller pinion
6s25
82
20wheel 85
1)
48
23
65
27
26
90

O Cr)rDporrod wheelP Cornpound carricr
a Fourth roller wheelR Third rollcr pinionS Compound wheel
T Conlpourtd earrierU Second roll-r
Diameter of
Front rollerSecond rollerTlrird rc'rllcr
Fourth roller. Buck roller
3fl823
36
48
0.8 75'0.98i' with apron0 875"
0.985' rviilr apron0.875'
Counts 20
132
Wheel F 38
Wheel G 44Wlreel M 37
30 40
Slit.r *r.rr/y*dDrati front to tlrird 16,57
Draft lhird to back 8.41Total dra[t
13
t8.058E9
156
4q57
39
40
22.858.66
t9236,
59
38
Calcul:rtions :
Front main draft (be,trveen front and legond)UxSXGxEXCX l:ront roll. clia.:Trffi
Back main d<aft (betrveen third and fourth)QxOxlvlXKxlX Third roll. dia.:Fmfx
.
Total draft (between front and back)tv|XKXIXCxEXCX Front roll. dia.
:_%
LxJxHXFXDXBX Back roll. dia.
Draft constant :Omit [F] change pinion in the total drafrand calculate.
9l

OM lYPE ST,}PER TIIGH DRAFTFRAME
RINC SI'INNING
ez

N6M HICH DRAFTING SYSTEM
DRAFT SYST E M
ffi B
A FronI roller pinionB Qvervo wheelC Compound rvith crorvn wheelDD' Carrier rvheels on disc.E Internal wheel ( stationany )
F Change pinionG Back roller wheelH Back roller pinionJ Carrier rvheelK Middle roller wheel
2o
l2{)
36
2t78
75
The above dra[ting systenr slro*,s a typicar rerjuction,gear. In normal dralting s)4itcnrs thc cro\r,n rvheel and changcpinion are carried by one stud as conlpound rvlreels. A furthertrain ol wheels CDt-)'E are arrangetl bctrve en these two ulrcels(crorvn rvhcel and ehange pinion) to form a rcduction gearunit. Tltis reduction gear unit inereascs tlre dral'ting capaeityof the system. D aod D' are carricr wheels ltrosel! on t\\ostuds fixed to th: face ol a dise. This disc ancl change pinionare carried by a common stud. Internal teeth wheel E gearswith DD' but remains starionary on rhe bracket. c rvhichis compounded with , B gears rvith carricr wheels D and D'.As the motion is imparted by A, C drives D. As E isstatiouary D runs on thc teeth of internal wheels which means
93
Midd I fipron Rott er
Front Rolte r

tlui the dis: rsvrlves a'rJ th'rt mlkes rh:transmit motion to back roller. From tlrcepicvclinic gear the reduction ratio comes to
(lgffi):1.166 this rvhen taken into final
dral't constant :H X 1# X 75: 1425
Draft constlnt - chan;:e pinion : total Craft
cirr:rgs pinionprinciples of
calculation the
SKF TOP ARI\T
Dlo.lel PK 2ll E
Features :
Front top roller) Loosc boss arbour LP l3 Diameter 28 mrnMid top apron roller ) SotiO shells Diamerer 25 mmBeck gop roller - [:ixed boss arbour Fpl3-Diamerer 28 mmrvith sirort top apron cradle oHl I t or oHll2 for maxinrumstaple length of 45 nlm conon (l.t')40mm (l+') ntan-made.with rngdium top apron cradl: for maximum staple lengtrr oI50 mm (2')
Weighting per prir of top rollers
Front lv{iCdle22 lbs. 14.3 lbs.l0 kg. 6.5 kg.
Back16.5 lbs.7.5 kg.
Setting
Front zone setting fixed at 43 mm.Back zone setting variable from 3l mm. to 67 mm in jumpsof 3 rnm
Nole .'
( I ) For efiecrive weighting and drafring the front or back toproller diameter should not go below 25 mm. usually anerv top roll:r diameter is 28 mm. After successive buffingswhen it falls below 25 mm. the top rolrer should be rem-ounted with a new cot of 83o shore hardness preferably.(J490 of accotex type). Io setting the break drafrfield, it is
94

I
essential to ensure a 2 mnr rear over hang oi the top aprooroller fronr its lrottom roller to pleyide the most satis[act.ory running conditions lbr tlre aprons.
( 2 ) Unlike the old le'er-and-dead-u,cighring systems here thetop arm renlains prrallel to tlre rollers plane, arrd as suchirrespectivc of the rollers ioclination [ull prcssure is exert-ed on the materi:rl.
Hank lndicators
)'Iachinc Gear rvheeis Frontarrange ment roller
dia.
Calcula- lnrli- Conr- I{emarkstcd cated ractionhan ks iran k s Pro vi-
sionhanks
Drawframe
Slubbingframe
Interfrarne
H.DIoter
Rovingframe
Ringframe
22xl 5xl0xl0"l0zl0
40x23xI0xl0xl0
39x25x I 0zl0x l0.t l0
36x24x I 0rl0x l0
39x25X10:cI0xl0xl0
40x28xl 0xI0x 16
r*.t"
107.,9 100.0 2,9 lndiearesdecimalhanks also
101,6 I00
I0t.3 r 00
t0 r 100
r0r.3 t00
I0 I .8 100
r.6
r,3
I.0, l',g
l' I.i
r.8
Indicatesdecirnalhanks also
Indieatesdecimalhanks also
!_,,8
Iinding out calculared harks :
Consider drawframe
22x l5x rqxl0x l0x t0840
Consider slubbing
40x23Xloxl0xl0
nT* ?
36 :102,9 hanks
10t.6840 X36 ^T*tf,x
95
Note.'
(l) It will be seen in each case that the front roller delivery
is slightly more than what is actually indicated. Certain
amount of length contraction takes place by the time the
mateiial is put into a package forrn. In other words if' the length from the package is unwound and measured
carcfully thc result will nearly tally with the indicatcdtotal hanks.
(2) All indicates havc wheel provision to indicate decimalpart hanks.
(3) [n practice after the dial reading has come to 99.9 furtherrevolutions will aher to 000 dial reading which meaps 100
is complcted. Again it starts from 0(ll, 002 anrJ so on
riil 99.9.
Hanks Decimal000
(3) Whenever machines are dismantled and reassembled orwhenever nerv indicators are being ordered the correspon'ding roller diameter should be taken into consideration.Every indicator is constructed for a particular diameter ofroller. Normally the gear rvheels and corresponding rollerdia. are marked oo the indicators for ready check up.
96
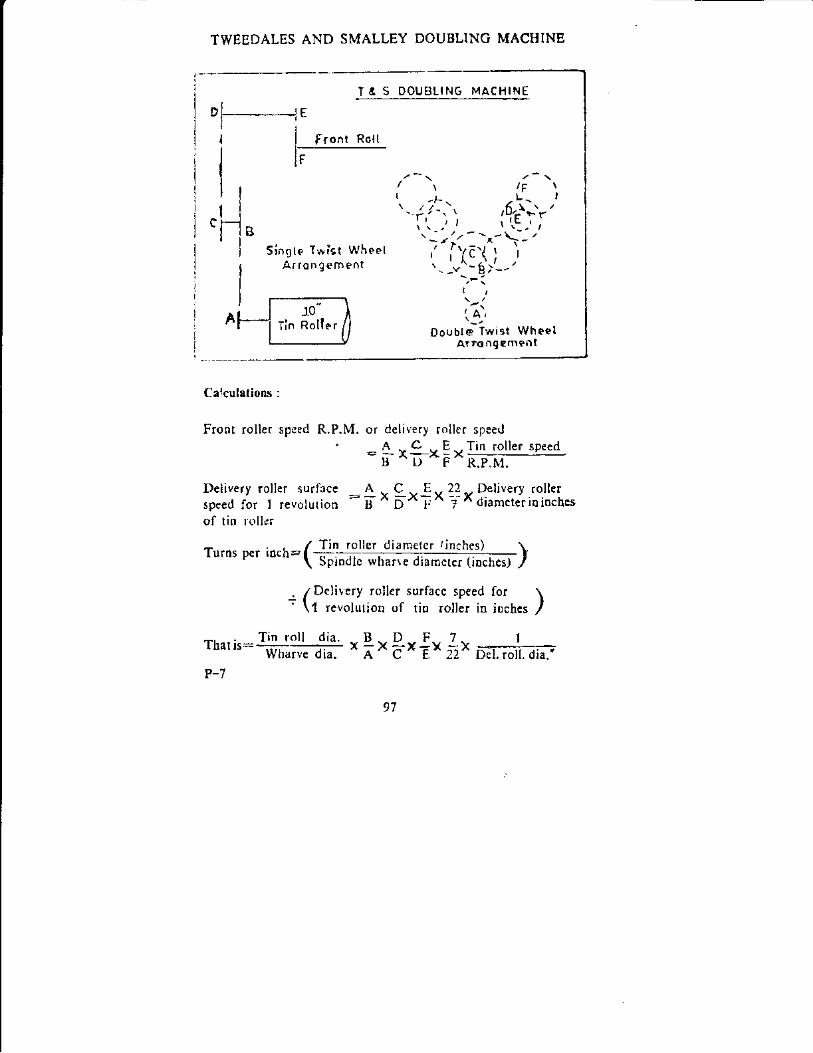
e
,ttl
TWEEDALES AND SMALLEY DOUBLING MACHINE
T E, S DOUBLING MACHINE
Front Roll
Singte Twist WheelArron g em ent
Double Twist WheetArrqngemenl
ttrli-]
I
Ir/F\
l.ii:. ,E;i.,'I ',. -,' I t ',.: ,' ;t-''r1----r\-'
(_ !I!;*,;--;\,,'
t,
\/zt
li!'
B
Calculations :
Front roller spced R.P.M. or delivery roller speedn
-{t9*!*Tin roller speed
B 'D F R.P.I\I.
Delivery roller surface A .. C ., E., 22 -,Delivery rollerspeed for I revolution - ts ^ t^TX TXdiameterioinchesof tin roller
rurnsper inch=(## ). TDelivery roller surface speed for \' \f revolution of rin roller in ioches ,/
tr, -^. Tin roll dia. -- B -. D _- F-. 7 - |rharrs- wl*rr. dr.. ' o x c xEx 22x 5.1, roii. dia: a
P-',l
97

I
Twist constant:Omit twist wheel C in thc abovc100% production in ounces per spindle in g hour
Delivery roll. surface: speea f6r I revolution x Tio rollet xof tin roller in ioche s sPeed rpm.
60x8x l636 x 840 x R-esulr-aDr count
calculatiooshift.
This machine is provided rvithtwo diffcreot yaros on both the
two twist wheels for workiogsides simultaneously.
98
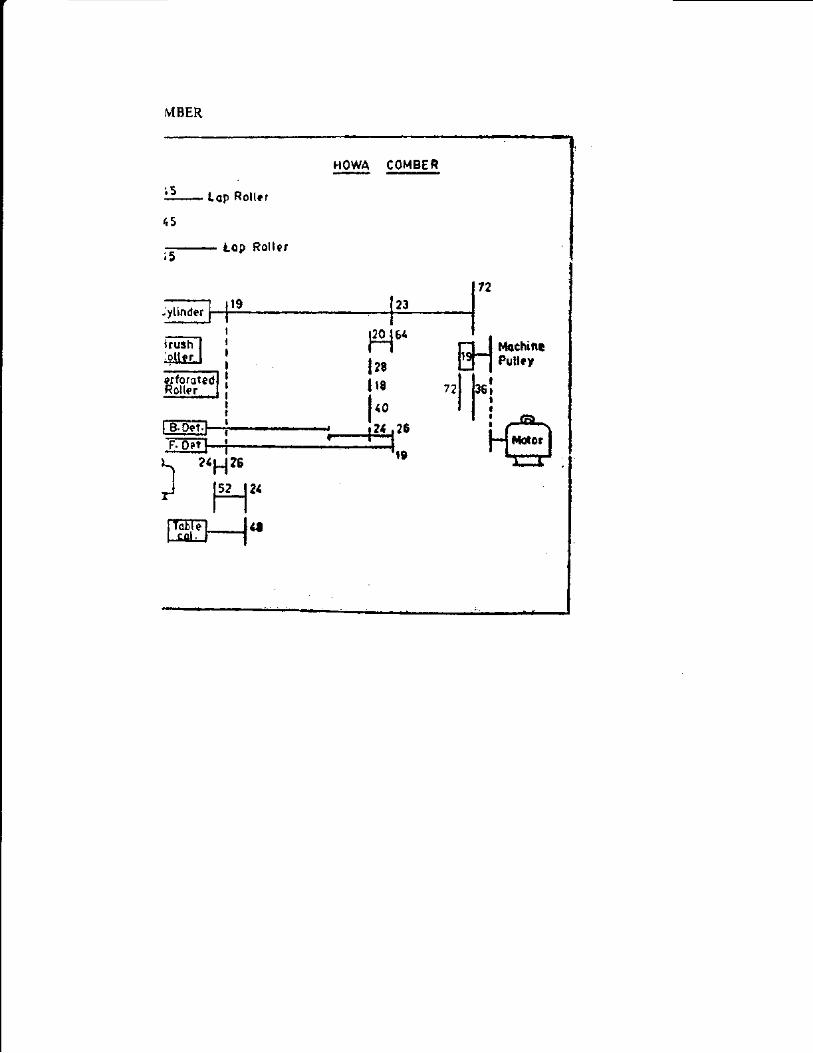
MBER
',-5- -lqpRolter
45
COMBE RTOJfll
Roller
EJffiY'll,'!'Lf*l
t'hchintPullry
rE-{ 0rloSor
\Er
7?
I
i?Fh-l I
lolter I I.,:-- I
"ji'lrffiifil IRolter I :,-...rGa III
r20 I SlnlzsIre
l'o( .20
r9-) 24H26J I"1H

HOWA SIMP,

HOWA DRAWING FRAME
KJ
a.
I&
L,z
&o
l.
(<
\U
It{
I
JE
99

General Calculations

To find the weight of a given length of lap :
Exomple :
what is rhe weight of 12 yards of lap of hank-rapo.wt27.
Weight in lbs - Length in Y-ards84d x Hank
-.'. Weight of lZ yds. lap.:Sa0#^0012
-' ' 9 lbs.
Example :
lc00 yards length of card sli'er of 0.15 hank is packedinto a box. What is the net weight of sliver ?
Weight in lbs. : J9og== : 7.937840 x 0.t5
Example :
A blowroom rap weighing net 45 rbs. has 14 ounces peryard. Find rhe lengrh of rap and how long does it t.rt'oo
"card whose 2|' feed roller rpm is 1.25.
Length of lap :Q#6: 5t.43 yards
Length of lap fed to card per minure
22 9 t.2s: T' 4 * 36 Yards
r03

Timc of one
51.43
:3i
Example :
Iap running on the card
- (+" i * #) minutes
hours (approx).
Find the actual draft and mechanical draft of a finisherscutcbcr which is usiog breaker laps weighing 15 ouoces peryard and produces 14 ounces per yard. The droppingsbeneath the beater is 1.2/o.
(Note : Four breaker laps are doubled on the finisher scutchermachinc)
Actual draft:Y:0.r,
Mecbanical draft : Hi;,L39 :0.r,
Example :
The bottom caleoder roller of 7' diameter makes 7.8
revolutioos per minute while producing a lap of 0.0014 hank.Find the production per shifi of 8 hours if tbc efficiency ofthe machine is 90%.
l00%o per shift production22 7 7.8x60x8..:7 * go t s4o,...ooT4
tos'
Actual production22 7 7.8x60x8.90
:-v-vv-
7 " 36 " 840 >( .0014 " 100: l75l lbs.
Example ':
Find the total lengthwith I05 draft when fed35 lbs. net weight. If rhe
of the sliver.
of sliver produced by a card workingwith a 40 yard leogth of laP and
ioss is 5% fiod the weight Per Yard
r04

Length of slivcr prdduced 40 x I05: 4200 yards
Weight fed : 35 lbs.
Weight delivered :'j#-lbs.
Weigbt per Yard of sliver
35..91 -_l *490:-- X-I toox-4200^ I gralns
: 55.4 grains
To find draft in a card :
Actual drafr in the card is detertnined by
Yge!!.-pg-rrc-ftq--Weight per yard delivered
Example :
If a card is fed with a 14 ozs. per yard lap and if the
weight per yard of delivered sliver is 55 grains then the
actual draft.
:i*r ry-ur4Wheo the lap weight per yard and actual draft are given
then rhe weieht per yard sliver is obtained tlrus :
Lap weight-Rer yil in grains-sliver weight per
,tctuat d.uft Yard in grains'
To find the card mechanical draft :
In the above example the actual draft does not take into
account waste being nrade. Fgn mechanical draft, fronr the
rveight per yard of lap fed the loss or was(e is deducted and
then it is divided by the stiver weight per yatd in the same
units. This is less {han the aatual drafr.
Example :.The actual draft of e card produeing 30 grain sliver
with 7% waste is 120, Find the mechanical dreft.Weigbt of I Yard IaP = 50 x l2o grains
or * 13.71 ounces
105

Allowing 7lo waste
Weight of I yard lap : #U. i# ouoces.
that is 12.75 ounces or 5578 grains
.'. Mccbanical draft:#: I I I.56
To find the total draft on a drawframe :
Example :
A conventional drawframe breaker head produces o"l4hank sliver. Find tbe total draft if the card sliver hank is0. t38.
conveutional drawframe has 6 ends up at the feed end.
.'. Totar draft :ffi{ x Ends up
:t#, x 6:6.0e (approx)
ExamBle :A high speed drawframe has 8 ends up at feed end and
delivers 0.145 hank sliver, while the creel sliver hank is 0.13g.Fiod tbe total draft.
Total draft:fii# X 8:8.4
Note .' The total draft includes creel rension drafr, rollerdrafts and tension drafr, and is equal to rhe productof all these drafts.
To find the production of a conventional drawframe :
Example :
A conventional drawframe wirh I ]' diameter frontroller and running at 400 rpm suffers 201 stoppages whiledelivering 0.14 hank stiver. Find the machioe actual producrionper delivcry per shift of g hours.Sur[ace speed of front roller
_z x Dia. x a00.,.r-36
- Yos. per mlnute
r06

9 400 275-Y -8"36 't
Total yds. delivered by each delivery in 8 hours witb 20%stops
:U!,.60x8x807 r00
Actual per delivery per shift production
_27 s.. 6qf_8_I_ q9
7 " I00 x 840 :< 0.14: I28.2 lbs.
Example :
A drawframe having ll' froot roller diameter makes280 revolutions while producing sliver of 0.15 hank. Find theproduction in hanks as well as io lbs. per delivery per shiftof 8 hours given that the toral time lost is 40 minutes.
llo% production in hank, :4t i * T " 1#Actual production in hank t :|, * * '# >< ii|
: 16 (approx).
Actual production in tbs. : ur****,: 106.6
To find hank sliver fed to sliver lap machine :
what hank sliver is ro be led ro a sliver lap machine with20 ends up and 2.0 roral draft to prepare sliver laps o[ 600grains per y'ard ?
Sliver weight per yard in the sliver lap600: -:i : 30 grains20
Machine dral't :2Creel sliver weight per yarcl : 30 X 2 : 60 grains
.'. Creel sliver hank:t# -0.139
22:7*
r07

To finil the total draft on conventional FIy frame :
Example :
Find the totat draft o[ an ioterm:diate frame which pro-duces 2.2 hank roving from the creel slupbing bobbin having0.8 hank roving.
On all fly frames (lntermediate, Roving and Jack) twoends are fed to each spindle. This is not so with slubbing andcan fed Inters.
Total draftHank delivered x 2
Hank fed2.2x2
0.9 r'J
To find the production and efficicncy of frames :
E.rample :
A high specd drawframe running at 720 feet per minuteproduces 85 metric hanks in a shifr of 8 hours. Find the produc-tion pcr delivery pcr shilt aod efE:iency if the hank sliver is0. r45.
I Ir{etric hank - 1000 meters
1000 x l.l : It00 1'ardsTotal yards in 85 metric hanks == 93500
.'. per delivery per shift actual production
inrbs.:#ffiSCalculated (100% efficiency) production in lbs.
720 60r 8:?, SIffij - er5.8
I'Iachine efiiciency : ffi. # : 81. l51r;
Example :
An intermediate frame rvith 130 spindles records 5.8 hanksin the hank indicator in a shilt of 8 hours. If the TPI andspindle speed are 1.9 and 800 respectively find the frameproduction per 8 hours shift and the mrchine efficiency. Thebank roviog is 2.0.
108

Actual production per shift per spindle
@:5J:)orhcHank roving 2.0 ''' 'vr'
.'. Frame production per shilt : 2,9 X 130 : 377
Calculated (100%) production in hanks per shift
_ Spindle spl{ v 60 x 8
^ rozr g*100% proCuction in lbs. per machine.
_$0 60x8x 130
,.ox:rffi=434.'. Efficier)cyrffi * loo : s6,8/,
To find the count fronr thc hank weight
Example :
If a hank o[ cotton yarn weighs 350 grains what is tlreactual count ?
One lb. equivalent is
H = 2o hanks
To find the corrected count at standard (humidity)regain from count at prevailing regain :
If a I20 yard cotton lca weighs 50 grains at a regains of5?1 what is the corrccted count at a stanclard regain of 6l%.
Formula of corrected countActual corrnt(l@
=r__-
Acrual count: # :2os(7leas=lhank)
.'. correctecl co 20( I + .oi,)- = l9.7zsunt:f1 fi65 I
7000 grains
per lb., that is the count is 20s.
r09

To find the total draft from hank roving fed andcount spun :
Exomple :
If a 25s carded warp yarn is spun from a single creelInter hank roving of t.25 rvhat is the toral drafr.
Toral ctraft : tlunl tPl! : .?-: 20hank fcd l,Zs
Example :
when a 50s count yarn is spun from clouble creel rovingbobbio o[ hank roving 4.0 then total draft
: .50 x 2:r<4.0 'J
Note .' IVlechanicar draft from gear wheets will be slightlymore because of rhe contraction taking place when twist isintroduced. In other words, tlre count at the front roller nipis finer than the count measured from the yarn on the bobbin.Thus there is a difference between the mechanical draft ahdthe actual draft. From these two drafrs percentage contrac-tion is determined thrrs :
(Mechanical draft-Aouat drafr)
Percentage contraction can also be catculated from the countat the roller nip and count on the bobbin.
(Count at rolter nip:-couTj on.rhe bobbin).x 100count at rhe roller oip
To find the correct change pinion when the exactcount and percentage contraction are given :
Example :If 22s card *_"rp is spun from 1.35 hank roving and if
the contraction is 7*% what is the correct change pioion.Actual draft : ;* : t6.3
Count at rollem ip : #s:23.78Mechanical draft : #: n.6l
x 100
il0

99
LY FRAME
SIMPI,EX FLY

HO\l
[]
LHL
- r,yIl
r3ol.-
r07 96 I
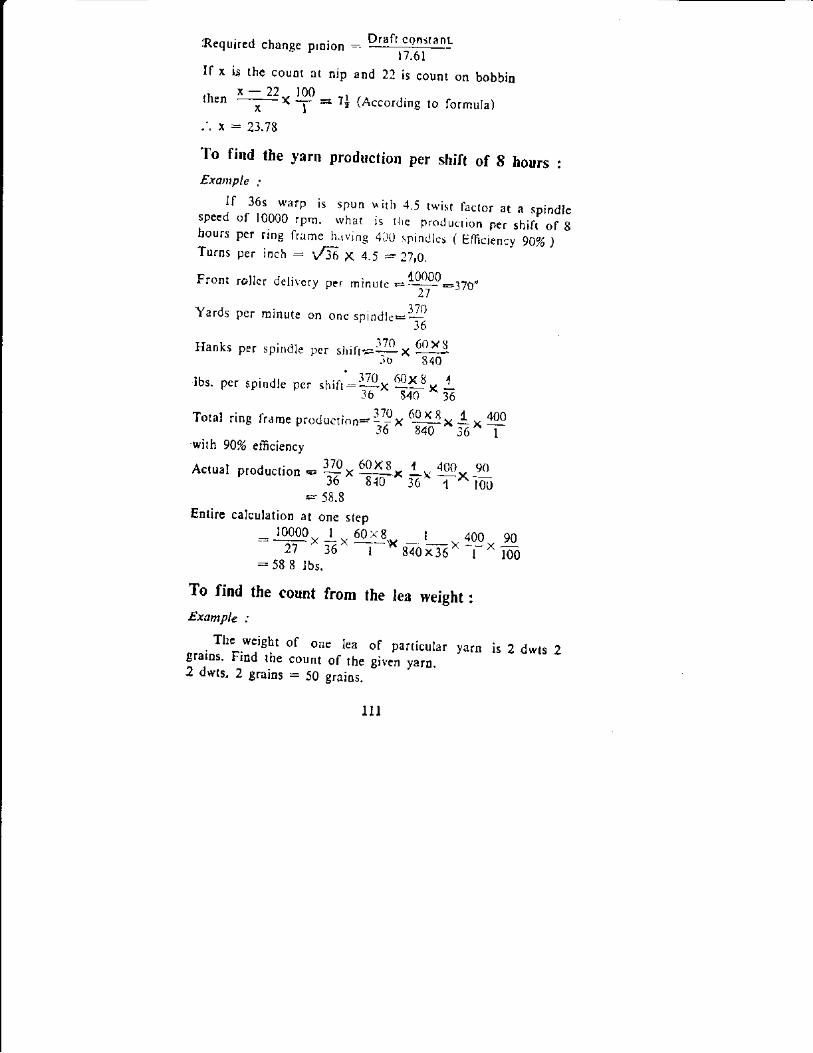
,Required change pinion
If x is the count at nip
rhen **ry -71
Draft censtanLI 7.61
aod 22 is counr on bobbin
(According to formula)
.'. x : 23.78
To find the yarn production per shift of g hours :
Exanrple ;Il 36s warp is spun uitrr 4.5 twist facror at a spindre
speed of 10000 rpm. rvhar is trre production per shifr of ghours per ring frame huvinq 4J0 spindlcs ( El-ficiency gO% )Turns per inch : {16 X 4.5 : 27,0.
Front roller delivery per minutc: !ff-370,
Yards per minute on one spindle-3J)
Hanks per spindle per ,1,;1:p.- *#lbs. per spindle pcr shitt:ff.* Trf " *Total ring frame proctucri.n-- 1r'#
" ,#f
" $ . #with 90,06 efficiency
Actual producti 370 6ox 8 'on= 36* glo-*:58.8
Entire calculation at one step
_- Ioooo * J ,. 6q$o. _ I ., 4oo . .27-^:o^J-*g40x36" t *: 58 8 lbs.
To find the count from the lea weight :Example :
. The weight of one lea of parricurar yarn is 2 dwts 2grains. Find the counr of the given yarn.2 dwts. 2 grains : 50 graios.
4 .400 90i6" l-x m0
90
t00
ul

Number of teas in a lb. : H.'. Number of banks in a lb. : #
:20s count of yarn
To find out the hank or count rvith the help of oneyard constant 8.33 :
This constant of 8.33 can be very convenienrly used indetermining the hank or count of any stage material, namely,lap, sliver, roving or yarn. The conslant 8.3J is the weightin grains of one yard of ls counr
I pound : 7000 grainsI hank : 840 yards
I yard ru.ight :7#aJ=8.33
Example :
- A 30 yard length lap rveighs (afrer deducting the lap.rod weight) 26.25 lUs. Firrd rhe trank lap.
One yard of lap weighs :Xt lbs. : 14 ozs
Converring ozs to grains== l{ x 7000
.'. Hank lap - 8.33 : (ii " Tooo)
= 0.00136
Method :
8.33Desired haokwright in grains o[ I yard of the material
Example :
5 yards lcngth o[ draw frame sliver weighs 12 dwt.graios. Finds hank sliver.
Ooe yard sliver weighl:l9lgrains
.'. Hank sliver: 8.33 + ry-0.135
2A
il2

Example :
Average *,eighr of l5 yard lengrhs of slubbing material isl0 dwt. I'ind the hank roving of the slubbing marerial.
One yard of slubbing roving = 15111 grrin,
({ dwt =24 grain)
Hank roving =: 8.23 + lojl2'l '=ofr'' &r' I 5
Example :
120 yards of a sample coarse yaro w€ights 5 dwr. 5 grains.Determine the couot of the yanr.
Weight of onc )&rn =-ffi eroi,.,.
of yarn : 8.33 ; E .= S,
If the average u'eight of r:oe yard lap is l2 ounces, whatis the hank lap ?
t)12 ounceS =--3 X 7000 =5250 grainsl6Weight of { yard length of ls counr _. E.33 grains
Co'. Hank lrp - .;
"'. Count
Example :
nstarrt 8.33Weight in grains of I
-+* =r o'ool,e
Example :
The weight of 5 yards sriver is 12 penoy rveight ddwts).What is the hank sliver ?
12 dwts - 12 x 24 grains
Weight of I yard sliver : l?xzq
-S gralDs
Hank sli 8'33 x 5ver - ar1; :0. 1446
P-8
yard
lll-

Example :
Weight of 15 yards of inrer roving is 4Hank roviog.
4 dwts :4x 24 grains
Weight of I yard roving :O# grains
.'. Haok roving : 8'il'I]5 == 1.3
4 x24
Example :
The weigth of 30 yards of yarn isis tbe count of yarn.
Weight of I yard ir .ilgrains
-'. count ol yarn : -q+19-:5s.
dwts. Fiod thc
50 grains what
CALCULATIONS IN YARNS
Systems in Counting Yarns
There are several systems for countiog yarns, dependiogupon tbe nature of material; namely cotton, wool, worsted, silk,linen, man-mades aod a host of other fibres. The terminologyand the units are also different. Briefly the terms 'couot' 'lea','ruo','skeins', 'cuts', 'spindlc', etc. literalty represeot a certainlength of yarn for a fixed weigbt or vice versa. Fortunatelytoday efforts to introduce a universal counting system aresuccessful with the advent of metric measures. The change overwill bc gradual as a radical change often entails severat prac-tical problems.
English Counting
For dctermining the 'couot' or the strengtb of a giveoyaro, the usual procedure is to prepare first of alt specific
ll4

Eengb hanks on a measuring wrap reel, which is designed todndieate the length wrapped.
The basis o[ numbering, in this sysrem, is oo tbe bank of840 yards preparcd on a 54 ioeh reel as follows 1
1 Revolution of re€l:54 ins. lI yds. == { thread80 {hreads of 54 ins. .= 4 20 yds. : rap or lea
7 yaps or leas :840 Yds.:i_hank and the number of'such haoks whieh weights 1 lb. denotes the couors of cottonyarn in this system.
,Frencb Counting
The ccntincntal or Freoch s/stem of nunrbering 1,arns isbased upon tire nurnber of unit lengrhs ol" {000 nlel.ers whichweighs *. kg.
Example iDetermine the French count of 480 meters of cotton yaro
.whose rveight is 20 grdms.
{60 meters : (480 + 1000) kilometres
20 grams : (480 + 1000) ltilomerres
s00 ,, =ffix#: l2s French count.
Thc conversiun of English to Freuch is done in the foilow-ing manner ;
1s french o.r continenHl eotton count: 1000 meters : I09.1 yds.
i kg. : l. 1025 lbs.
per rb. - ]0,1:, : 9e2 yds.1.1025
According to English 840 yds. is I lb. for Is count.
Thus ls Freneh - ffi: [.18s English count
Hence French count X I.i8 - English couDt
In thc case of worsted.
Circumference of recl is 36 ios. - I tbread
Il5

80 threads or revolutions of reel : 80 yds. : Rap or [ea'
7 Raps or Leas : 560 yds. - I Hank
The number of such hanks of 560 yds. which weighs I lb.denotes the worsted couot.
The factor or multiple for converting the English count to'French is determined in the following mauner :
ls French or continental worsted count
-1094 vds (per 1000 melers)
2.205 lbs. (per kg)
= 496 yds. per lb.
Hence the conversion factor it *?S: 0.885
.'. Contiuental rvorsted X 0.885-Engl[sh worsted
Count: [s the relation betwcen length and weight.
The relation can be in two waYs :
Length per tixed or standard rveighf#ffit= count
weight per fixed or stanclnrd tength ffi#i:count
A. Under thc former, i.e. ffii there are i
Decimal System :
For general information there is a decimal systern oI ytrrn
counting but it is not being used. This decimal system is based
on tbe number of hanks of 1000 yards s'hich wcigh tL tU.
Example :
A certain yarn of length 20000 yards wcigtrt I pound.
Find the count in decimal sYstcnr.
Lengh in I lb. := 20000 Yardsand Length in t lb.,= (20000X2) ycrds.
.'. Decimal count20000x 2
*.@+
1000
= 40s
rt6

Metric counts (Nm) represent the number of 1000 meterlengths per kilogram.
a, Lengths of Km pieces-*=mEnglish counts (Ne) rcpresent the nurnber of
-ths per lb.
Ne : LenglJ?s,o1Q1o Y:ls' Piegel o, L:lelhffio'w.ifrFrench couttts (llf I represcnt the number
length per hall kilograrn.
Nr : lslslhl_ql Kr-flgg'rlr Weight in j kg.
ln
840 yds. leng-
Metersin grams
of 1000 meter
B. under the IEtter, thar ir ,\"*9,1!- lhere are:Lefigt h
Thc Denier (Td) unit represent the vreight in grams per9000 meters of length.
Tr{ - y":g!, t', g*. X 9009.Iu-:-_-' u Length in ruetcrs
Tlrc tcx Lttlit (tex) rspresunts the weight in granrs per 100
;rrcters of lengtlt
_ Weiqht in gm.lgx ::-*--
Lcngth iu knr.
For converting onc syster:t irrto another tlre frctors are :
In Al-Nm:l.6934Xlleor Ne - Q.5905 X Nnr
and Nm == 2.000s X Nfor Nf- 0.5000 X i.jm
InBl-Nm -{000 * tcx
or lex s 4000 :- Nnr
and Nm - 9C00 + Td
cr Td = 9000 ; Nrn
u7

Referring to difrerent fibre yarns count of :-cotton and .spun si/k is rhe number of 840 yds. lengrhs per lb.
woollen (Yorkshire/ is rhe numher of 1600 1ds. Irngrhs per lb,
I'Yoollen Rrn is the number of l6C0 yds. Icngths per lb.
ll/oollen crrt is the number of 300 yds. le ngrhs per lb.Worsted is the number of 560 yds. per lb.
Linen is the number of hanks of 300 yds. per lb.
Silk and man-made is the weiglrt in grams of 9000 merers.
One Denier : 0.0532 gm.
Cot,ton count X denier count F 5315
To convert worsted ro woollen muttiply by 2.lg7s and forwoolleu to worstccl multiply by 0.4571.
Olher Systems :
For general information various other systems perta-tning to other fibres arc brieliy explained below. For example,in woolleD yaros there are :
(A) yorkshire system.' which has a length unit of 1536 yards-and the correspouding weighr unit is 6 lbs. That is, the numberof 1536 yard length pieccs (this is rermed as a skein) whichweigh 6 lbs. is the count. For calcularion purpose tlris is redu-
ccd as qL : 256 yards per lb.6
(B) American Run system.' Here tlrc counr (of the woollenyarn) is the number of lengths (known as runs) of 100 yards.that weigh 1 ounce.
(c) American cut system.' This is also in the woollen yarn,trarje which means that count (American cut) is the oumber.of lengths of 300 yards (known as cur) rhat weigh ,r pound.
such count measures are also laid for yarns made fromasbestos fibre, glass, ctc.
For asbeslor .' In British Sysrem the count is the number oIhaks of 50 yds. which weigh I Ib. In the American system,the athstos count is the number of lengrhs of 100 yards.
I r8

which weigh I Ib. The fibre glass counr measure is the sameas asbestos in American System.
For jute, hemp ancl fa.u .. Count is the oumber tengths of14400 yards (known as 'spyodle') tfiar weigh ,t lb.
Yarn Numbeing Systems
coun, : ffi( fi:::::il :1J';:t::::'#iff ffi l:[)Leneth in KmMetrie (Nm) Counts :
English (Ne) Counts :
French (Nf) Counts :
Denicr (Td)
Tex unit :
Conversion Factors
To convert Nm to NeTo convert Ne to NmTo convert Nl to Nrn
To convert Nm to NfTo convert Nm to Tex
To convert Tex to Nm
To convert Td to Nm
To convert Nm to Td
weight in Kg
Length in 840 yds.
weight in pounds
Length in KmWeis,ht in Half Kg
weight in grarns X 9000Lengh in meters.
weight in grams
Lengrh in Km
Multiply by 0.5905
Mulriply by I.6934. t{ultiply by 2.0
Mulliply by 0.5
Divide I000 by NrnDivide 1000 by Tex
Divide 9000 Td
Divide 9000 Nrn
l19
,. RESULTANT COUNT
r,4esultrot couot : usually refers to a twisted or l'oltled yarn.when two or more threads are folded or twisted into asingle strand form, the resultant thread is designated as 'twis-ted' or 'folded'. 'cabted'yarns are formed rvheo two or moreof tbese already twistcd yarns are again folded. yarns such asfish net yarns, cords, harness cords. special sewing threadsshoe threads erc. are cabted for giving special strength andsolid effccts.
.'-,t(terage coun(s : do not necessarily reler to twistecl yarns.
For instance yarns lie side by side in a piece of clorh. Fromthe known proportion and counts of component yarns in thecloth by a simple calculation svalngs count can bc determined.Hence when resultant counts are required, the threads aresupposed to be twisted together. whereas when average countsarc required, it is assumed -that the threatjs are contiguous inthe woven cloth and rcrain their respective individualities.
when two cotton threads, say one of 20s and the other of40s, are twisted together (on a doubling machine) the resultanr
. 1 20x40count:f1- :ffi=13*sn- 40
Another method is b-v calcularing the weights of equallengths o[ each of the rhreads (ignoring the contracrions rhattake place :ts a result of twisting)
{0 hanks of 40s weight ,l lb.and 40 hanks of 20s weigh 2 lbs..'. 40 hanks of rwisted weight 3 lbs.per lb. '$ hanks denotrs rhe resultant count,
fo 6ns -lhe resultant count when number(cotton) count tr.. "rts are twisted together
that is t3i
of difrerent
120

Exantple
One end of 20s; Two eods of 30s; and Three ends of 40s
Resultant" count : Reciprocat of ** ** fr.= s.zr
To find rhe unknown threads count of a doubled yarn giventhe rernnining threrds count, and resultant count
E-rample ;A "5s doubled yarn has 30s single yarn combined rvith
anc*hcr single yarn whose counF is not known. To find rhe
unknorvn single yarn count = \*l:f5 ZO6To find the resultant count when yarns of different fibres aretrvisted together :
Example :
80s cotton 40s worsted and 200 denier rayon yards aretrvisted together.
Before aetual calculation ol resullant (cotton) count,worsted and denier yarn counts havc to bc converted intocolton counts.
40s worsted :'*#-g = 26.7 corton counr
Zoc Denier -;#il#l#r-: 26J cotton count (approx)
For example if a lengtlr o[ yarn of 26880 yards weighs 3ibs. the count in differen"t fibrrs is
corron = *%u: lclr
Worsred =- J89L : t6sJX)60
woolleo : =il8sL :35s3 x 256
,Linen = =16889^:29ils3x300 -
l2r

To find the equivalent couuts Denier sitk yarns in cottor.rorsted rnd linen
Determine the consrant numbers which when diviced bythe respective counts express rhe equivalcnt denier count and.vicc versa.
Yards per lb. for ls denier: yds per haok in silkX Deniers per ounce
X ounces per lb.
.'. Constant numb.r:i4* !6:0L>: { * J- : 5ZBZforcotton I J I U.tU
Consrant for norsred =- ?, {q9.constant fr 520 1600 16 Irr linen --= Tx
-i x T,. m: 14791
Note towing to the differences in international value of the Denicr,
5314 is suggested as a constant number for conversion of rayonioto cotton counts and vice versa.
when number of threads of any material is twisted into asingle length piece the final resuhant counr caD be obtainedin the following. ways.
wheo thrce threads of 60s counr are twisted togerherresultant count is obrained by dividing the counr by rhethreads, that is,
3,'6os : S : 2os (approx.)
ll/hen, soy, three threads of dffirent counts are twirted toge-ther the resultant count is the reciprocal of the sum of recipro-cal of counts. For example if the rhree tlrreads are 20s, 30s
aod 60s tbe calcutation is :
:(Note .' For grcater accuracy
taken into account.)
t5 I..--\1I "560 :7924
I* I-.!-20' 30 ' 60
l0s (Approx.)
twist coDtracticns have to be.
122

ll/hen two thrcads, sol I0.r anrt 5; are twisted together the'
resurtaot count' lox 5 5o-'rrs: lo+5:i5:rIThis is a short method used rvhen there are only two counts
twisted together.
Resulr count of mixed denominations is calculated by
reducing all to anv one of the given denominations.
Example :
Suppose a 3-fold t*'isted thread is made out of 24s wors-'ted l6s worsted and 32s spun silk.
g+# = 4Ss is worsred counr
Then resulrant count of the 3'folcl threadI:r-,- , J
: Es worsted
24' 16 ' 48
Exomple :
Similarly if a linen thread of 70s count and a worsted:
thread of 50s are trvisted together the resultant count is:
70s linen - 70 x-300 -- 37s (approx) worsredi60 J
I 3? I-1-:- -Zls (approx) worsted
-!_J :
-r7 -F 50 &rr \er
37' 50
When the resultant cotittit ond the cou.ttt o{ one of the componenl'
threads of a double 1'arn are giren, the othcr count is deter-mined by substractiorr process.
Example :
If a 20s doubled yarn has 4-is as one of the lhreads.count of the other ,I.it
't45-20:Jos
Example :
To find out the worsted component yarn wheo a 40s lea,yarn gives, afrer doubling, a resulrant count of 28s linen.
t23

40x 28 280 .: -r- lea
#:,0,4A-28280 V3'\ worsted
Excmple :
In the case of three threads :
I Thread of 36s rvorsredI Thread of 40s spun silk
and I Thread of unknown worsre<J
with l5s worsted as resulrant counr rhe unknorvn rvorstedcount is fbund out rhus :
40s spun silk - {q-I-'40 :60s rvorsr.d560
-,60 x36 45ano 6fr1_16-: T worsred *221
unknorvn tlrrcad *-221 ><-1,I : 27i-i :45s wcrrsted
In the case of fancy yarns rvhere rhe lengths of conrponent thre-ads vary the resultant count can still bc calcutated :
Exumple :
A fancy spiral 1'arn is nraclc up .l' "{as worstctl and 7sworsted and tlre ratio ol' the ftrrnrcr ro laner is l0 : 7 (orl0 yds. to 7 yds). -frren
rhe rcsurtar)r counr is carcutated thus;fr worstcd yarn - l8s rvorsted :2g hanks per lb.The rario of !6s tcl 7s is l0 : 7 u,rrich rncans + of Bas
extra tength rhat isSq-# : l2 tranks exlra
ln all 3r hanks:28 + lZ:40: l+ lbs and Zg trankof 7s worsred : 4 lbs.
Resultant worsretl counr 3l : s l' 5i '19
. E.romple :
To find the unknown yarn count frorn a given resultant.count fancy yaro : A 7s worsted counts fancy yarn has I6s
t]4

mohair and ao unknown count worsted thread. I I inches o[uDknown and l5 inches of mohair from I0 inches laocy
yarn.
l5 inches of l6; nlohair to l0 inches o[ rusultant
J!*I-.IL:? hanks per lb.15 3
Unknorvn count33 x 7
3
-G=
-- -\L- I
T# Hanks per lb. ol lhe required count
,OT
required to contain 50f wool andl2s worsted then the respective
ate
- 24s worstcd
- l6s cotton
possible with 3 or more fold yarn.
t0 inches of th: firncy thr:ad rvh'.'ll cxtcnded to its <-,riginal
length I I inches
ffx j* : 22l count
When two distinctly separale material yarns are twistedtogether, tb: resultant yarns are known as Union Twist yarns-usually cotton and wool, cotton and libre. Suppose a twist yarnis made of 24s rvorsted and 2{s cotton than the percentage
of wool and cottr)n content are calculated tltus24 x 100 :' 40% cotl onz4+(rlx24)
Another exomple :
Suppose a twist Yarn is50% cotton to be equal toyarn counts to be emploYed
12 x 100
50
andl?xgt\ x s0
Similar calculations are
Example :
A 3-fold yarn is composed of I0s, 20s, and 30s countsthen the percentage of each yaro is calculated thus :
Weigbt of I lea of 3 fold yarn
t25

]!gq r r 000 _L 1000l0-r 20 -r JO : tE3.3 grainr
aod resulti 1000rnt counl = lgJ;,^ : 5.46
percentage of los count :=: 100 x 5'46;
-tb-
* 54'6%o
2os ,, ljq n 5'46 :27.3%
3os ,, fq9+_14_ r= 18.2?1,
Take up in folded and fancy ) arns
Just as there is yarn cJnrraction during rhe manufactureof single yarns on ring frames there is also a contractionwhile preparing doubting or fancy yarns. 'l his conrracrion ofdiflerent components is different depeoding upon the counts,the neturc of doubling, and rarios of compouents, rhe directioosof twists and rhe rype of forrled or fancy yarn to be made.The contraction in these yarn is termed as'take up'. whilecalculating the resultant counts in rhe case of all such yarnsdue attention has to be given to the degree of take up.
Example :
A corkscrew yarn is composed of 20 inches of lOs greyand l0 inches of 2/40s coloured yarn in l0 inches of the resul-taDt yarn. What is the resultant count ?
consider 20 hanks of grey instead of 20 inches
and l0 hanks af coloured instead of I0 ioches
and l0 hanks of resultant instead of lC inches
weight of 20 hanks of IOs : 2 lbs.
wcigbt ol l0 hanks of Zl4As: 0.5 lb..'. weight of t0 hanks of resultant : 2.5 lbs.
.'. Resultant count : l0r3
:4S
Exomple :A folded yarn comprises of two threads, IOs and 25s.
126
The

'ratio ol rhe lengrhs is 1.6 : I aod rhe resultant is 5s. Howouch o[ each count yarn is in 50 lbs. of the folded yarn ?
Lengrh of 50 lbs. of resultant yarn : 50 X 5
:250 hanks.Length of IOs - 250 X I.6 hanks )
and Lengrh of 2is - 250 h.;;; j in 50 lbs'
250 k 1.6:%
l0
127
Wcight of l0s : 40 lbs.
lbs.and weight of 25s : *: ,O
Even in universal or direct (i. e. Tex) sl,stem counts in'ol-'ving take up can be calculaled.
Example :
A certain fancy ,r'arn is composed of one thread of 16 texand rhe other of I00 rcx in the liner proportion of I :2.,Find the resultant count.
Consider I Kilonretcr of rhe resuttant \arn.This contains r Krn. of 16 tex with *,eight: 16 grams.and 2 Km. of I00 rex with u.eight:200grams.
I Km. resultant yarn -216 grarr.or Resultaot counl -216 tex.
Exantple :
A 9l tex loop yarn is nratle up of two threads one ofwhich is l0 tex. Find' the count of the orher thread if ir hasa take up of 50% considering rhar l0 tex thread has no signi-'ficant take.up during doubling.
Resultant yarn t km. weJght:91 grams.Known cornponent I km. weight - l0 grams.
The weight of I.5 knr. (+ s\%l of the other thread :9l - l0 : gl grams.
.'. Count of the orher thread * .= 54 tex

and
aod
MORE EXAMPLES
Simplified Yarn Calcutatrons :
By definition one's cou'r nlean a bundre of g40 yds. whichweighs o'e pound. simit.rty I0s counr nrean l0 bundls (eachof 840 yds, lengrlr) in a pound. It should be borne in mindthat : .
I pound = 7000 grainsI penny wcight (dwt.) * Zl grain.;I lea : 120 yards7 leas or 840 yards: I haok
From the above a rea of rs count rveight is 1000 grains.
If 1000 grains is trre rea weight the count is rsand if 50 r! i, ,, ,r ,r ,, .,--!!9q :30s
so on.
Thus the constant of 1000 becomcs very useful for findingout yarn counts by obtaining the lea rveighrs.
Note : lf two or three leas u'eight is given. to find counteirher find out ons lea weiglrt and divide 1000 by onelea weghr: or murripry 1000 by the given number ofleas and rhen divid: rhe resulr by tbe total given teasweighr.
Given the weight of 5 leas equal to 100 grains lind ttreyarn couDt.
By first metbod weight of one lea =: l9g -= 20 grains
and t000i count == --io. : 50s
128

lly second rncthod 1000 X 5 lcas : 5000
500r)and coun, : "ioo
- 50s
The sam3 can be conveniently u*d evcn to find the count ofa given length of yarn shorte r than a lea.
lf a 24 yards lengtfr yarn piccc w,ci-uhts
4 grains what rs rhe count ?
24 yards rveight is .l grains
.'. l2o ,, *.!-'4 =zo grains"'r2A
Count ,- q#: 5os
Conversely, if count is given the ler *,cight crn be quicklydetermined bv divlding tbe consranr 1000 b1' rhe given count.
What is the lea rv:ight o[ 30s yarn ?
qP= 331 grains
[,ven short lengths weiglrt can be ealculated if the countis knowrr.
Example :
What is the r+'cight o[ 15 yards of '10s yarn']
Weight of I lea (120 yards) : ry :25 gains,l 40
l5 Yards rveiglrt : '?IZ#[ :Itr sains
The applisation o[ the 1000 grain; constant cao be exten-ded to all types'ot folded or doubling yarns where componentthreads are either oI same couors or different counts.
E.rantple:
Find the resultant caunt of a doubled yarn having oncthrcad of 20r and the other of 511s.
P-9
t29

Ignoring the contraction duc to twist, assume onc lca of eacbcount for the resultant one lea doubled yarn.
.'. oDc lea wcight of 20s : +f : 50 grains
and One lea weight of 50s : H : 20 grains
Total doubled lea weight : 70 grains
Hence resultant counr : qf : l4?;
In thc same manoer resultant count o[ three or more threadsdoubled together can also bc calculated.
Example :Find the resultant count of a three-fold yaru baviog 40s,60s aud 80s twisted together.
one lea weight of 40s ._ 1000: ?5 srei40 : t) grarDs
Ooe lea weight of 60s : 4p : l6i grainsU\,
and One lea weight of 80s _ 1000 t?* prainsg0-.4,3 Sraru)
.'. Resultant one lea weight - 54* grains
Hence resultaut count :#:lgls
It is also easicr to find our the couut of any of tbcunkuown component threads ir the counts of the other compo-nent threads along with the resultant couDt are known.
Example :
A three.fold tOs yarn has two of the componeot threads30s and 40s. Find the count of the tbird rhread.
l*t wcight of resultant yaro _ # : 100 grains
Lea weight of 30s : # : 33 grains
r30

Lea weight of 4os : # : 25 grains
Total of the rwo :. 58+ grains
By subtracting the totar rveiglrt of two threads from theresultant yarn weight, the rveight oI one lea of tbird (breadis 100 - 581 : 41fr grains
Hence third component thread couot : ry : Z4s4t3
.Beam Count
Tlris method ol calculation can be exrended to determinethe b-'am counts in weaving preparatory also.
E-rample :
A wilrper's bcam corrtairring 420 ends anci a rengrh of200c yards rveighs (net) 2() pounds. Find the beam couot.Total continuous leogth of 420 ends : (2000 x 420) yds
(20x7000x120)(2000 x 420) graios
20 grains
Hence bea looomcount:fra:50s
Note :
As beam counts are a useful check on the spinning;orrect wrappings' eve{y care has to be taken at the warpingstage to see rhat
(l) ttre beam tare ra'eight is correct.(2) thc total ends io creel are correct and Bo extra.(3) the length on beam ioitially is also accounted belore
thc yardagc dial is reset.
(1) ttre beam weigtrment sealc is accurate.
One lea o[ yarn is rvrapped from eacb of four bobbinsand the total wrappiogs are found to weigh 4 dwt. 8 grs. Fiodthe count of yarn.
.'. One lea (120 yds.) rveight ::
r3l

Wcight of 4 leas in grains : 104
.'. Yarn count : 4 x 1000 * lM : 38.4s
Example :
If the diameter of 60s thread is rlr in,, find the diameterof 30s.
{m : 7.74
V iO : 5.47
Ends pcr inch of 30s == 'Y#L:142,75
.'. Diamerer of 30s = ##Exantple :
A bundle o[ 264 yards ol' lt ccrlain varn rvciglrs I drtt.-3l grs. find thc couot.
Bundte weight - 2711 grains.
271, grains is the weight of 264 1ds.
.'.7ooo r, ,. ,, ,, .. qffifrQ
ro..
Hence coun 264 x Tooo - Eost - s4dTJTl-
Example :
A set of 7 beams contain 23 cuh of 40 yils. cach and
each beanr has 2400 ends. If the total yarn rveight is
920 lbs. determine the average couDt,
Total ends on 7 beams - 24A0 X T
Total cuts ,,
Total length ..
Length per !b.
,, #2400 X 7 X 23
,, =* eiOO X t x ?3 )r .lo2400 X ? x2-a x40
]'cs.
y'ds.
'. A'erage count - ?100-t*Ii:-x 49 = 20s.
920x 8{0
t32

Example :
Four different yarns are spun from cotton, flax, spun silkand worsted. 60 yds. of eactr weigh 16 grains. What is thecount of cach in respective systems ?
In cotton system 840 yds. of Is count : I lb.In flax system 300 yds of ls count:1Ib.In spun silk system 840 yds. of Is count : j_ lb.In worsted systenr 560 yds. yrls of ls count: I lb..'. 60 ycls. of cotton yarn rvith 16 grains rveight has a
^ 60 x 7000count ot T'a.6*ffi-: 3lts
Similarly 60 yds. oI t'lax count : ffi : 87]s
Similarty 60 yits. spun silk coun,:### :3llsSimilarly 60 yds. ol'worsted count :
(6'1.:. '!9?', : 46 8s(s60 x l6)
E.rample :
\Vhat is the resultanI count o[ I0s, 30s irrd .10s if thesethere are trvisted tcrgether ?
Lca rveight of 40s =- +F =tlllgrains
,, 3os : Ht:331 grains
..'rotor',,'; ::: : ffi :2s grains
Exomple :
A sample of grandrellc thread of 20 hanks per lb. ismanufactured fronr three colour yarns, namcly u.bite, red andblue. If the counts ot'rvhire and rcd are 60s and 50s respect-'ivcly find the counts of blue.
IJJ

One lea weight of whire 60s : *q : 16.66 grains'
One lea weight of rcd 50s : qP :20.00 grairrs
One lea weight of combined 60s and 50s : 36.66 grains
One lea weight of grandrelte thread - ry: 50 grains
.'. One lea weight of blue yarn:50 - 36.66 : 13.34 grains.
Hence count of blue llrn: iffi : 75s
Example :
Given thc diameter of a 70s )arn as 1|6 of an inch find'
the counts of tlre yarn whose diameter is -r,1, th of ao inch.
Square root of 70s (ffi1 : 8.36
Diameter of yarn vary as the square root of the counts.
Hence square root o[ counts of yarn whose diameter is #8.36 x 308: = ll.2230
.'. Counts of yarn : 11.21 : l25s
Example :
A 3-fold thread comprisss of l6s. 24s, and 36s cottonyarns. Find the resultanc counts ol the twisted thread and,also determine the quantity ol' each count yarn preseDt in,240 lbs. of the folded yarn.
One lea rveight of I Es : ?+q-
One lea rveight of 2-ls = #one lea rveight of 36s : qP
I34
: 55.55 grains
- 41.66 grains
= 27.7i gains

One lea weight of fold )arn - 124.98 grains
Resurtant counr or 3'ford thread : #$, : gs
In 240 lbs. of {he 3-fold thread there are 240 x I = l92Ohanks.
.'. Weight of f920 hanksof l8s = 1920 * tg : 106.65 lbs,
Weight of 1920 hanks of 24s:1920 + 21:79.99 lbs.
Weight of 1920 hanks of 36s - 1920 + 36: 53.33 lbs.
Example :
Deterrnine the length of yarn expected in 3 lbs. of 40scotton yarn.
Length in hanks .: 3x40-- 120
Length in yards =- I20 X 840: 100800
Example :
A package contains {.050 leas of differcnt coloured yarns.Find rhe wcight of ttre material io the package if the countis 30s.
Hanks per pound of 30s = 30
Leas per pound of 30s :30 x 7
weight ot {o5o teas - *Th - 5 lbs.
Example :
In the cotton yarn trade usually the word 'hundle' denotesa pacl;oge of l0 lhs. From the weighr the counts can becalculate d
If 3 'bundles' of a certain count contain 540 hanks whatin the count of yarn ?
3 bundles: 30 lbs
.'. count = i$ =- l8s3U
t35
Fancy yarns are produced in several ways. They canbe made cither by blending differently cotoured fibres andspinning them as one yarn; by printing or dyeiDg a pattern onto a sliver or yarn or by adding to thc initial material smallneps of coloured fibres or short length pre-dyed fine yarnpieces etc. A great variety of fancy yarns are also made bytwisting together two or more threads which are different inthickness, colour and softness. Special effects and varietiesare produced with the help of special nrechanisms rhat canbe set to regulate tlre feed of diff'erent threads in differentproportions to give ultimately the desired fancy yarn. Someyarns are formed by one thread snarling up, or having lumps,thick and thin spaces, loops or knops. N{ost of tlre fancyyarns are produced on a fancy doubler equipped wirh differentmechanisms. It can be used as an ordinary doubler too if nofancy yarn is to be produced. Fancy yarns are to a greatextent used as weft, for, many of them have either distortedappearance or cause lot of trouble when emplol,ed as warptlrreads due to movernent of healds and reeds. Fancy yarnsare more expensive to produce. Fabrics produced fronr fancyyarns combined with straight yarn are used for all purposessuch as dress, upholstery curtains, etc. Some of the widely uscdfaocy yaros are as described below.
Spiral yarn :
Spiral yarn is made from a Z.ply thread which is twistedwith a thick soft twisted thread. While twisting rbe rare offeed of soft thick thread is usually more than rbe other.
Gimp yarn :
A Spiral yarn when subjected to a second doubling pro-cess in the reverse direction along with another finer threada wavy or chain like fancy yarn called gimp yarn is develcped.It has, thercfore, two fine threads twisting in opposite direc-tions aod holding in positioo a third,taick thread which formstbe loop or wavc.
136

Knop yarn or Spot )'orn :
During the process of dr;ubling oI two threads which areindividually controlled, one thread is made to stop momenta-rily while the other thread is continuously fed. In this processthe second continuous thread coils round the other thread inlhe form of a hard spot, knop or lump. By suitable mechani-eal adjustments these krrops can be nrade at reguler intervalsor at ranelom ifite,rvals.
Snqrl yorn
Snarl y:rrn is prnduccd hvi t-v.iisting'three threads in sucha way lhat one is entr{rrq^e a siaek ttrread and hard twisrcdso that it t*ists up and produces snarls. Thc other twosuppcrting threads wlren trvisred hold the Snarls in pusitionand prdvent from being disturbed.
(,"
Ne.p yarn :
/ Nep yarn is usually rnade flrorn two threads twisted[ogether and small pieces of plain or coloured roving isintroduced at inrervals to forrn flceks or ncps which liemore on the surfaee o[the yarn [o give the novelty appearance.
Another kind of Dfp yarn is produced by adding preparcd'neps in the final stage of carding.
-F[ake yarn
This fancy yarn is made in a simple way by using acoloured grounJ thread, whieh has large patches or flakes ofcoloured roving well rwisted in.
.Loop or curl yam ;
unlike in the snarl yarn rhe loop lormiog thread eivesprominent loops or circular ring shapes along the lenth ofthe yarn. It his a fine foundation thread and a sofr spunthick thread, which forms loops at regutar intervals by beingrapidly given in during rhc twisting operarion. The toops archeld in position by a fine binder rhread.
137

Grandelle tarn :
Grandelle yarn is very common in many of the textile.mills. This is prepared by twistiog rogether rwo or moreditferenrly coloured threpds usually contrasting colours are.sclected for greater prorqinence of rhe grandelle effect.
Mar( yarn :
Marl yarn is similae to grandeile yarn except that two.differently coloured rovings are employed while spioning theyaro itself on the spinning frame.
Generally two rovin6gs of diff;rent cotours, are arranged in,the rnanner of double roving feed sryle.
Nub yarn :
Large neps or coloured nubs are mixed up rvith the.material itself io the back s,age before rhe roring bobbinsare made and yarn is rben spun on the spinning ltame. This islike knop yanr.
Chenille yorn ;
For preparing chenille yarn a central core of threacs areused to hcld fibresprojecting all arountl. It looks like fur on theyarn body.
Cloud yarn :
This type of fancy yarn is ,or so widely usgd tike orherpopular varieties. This is produced by twisting rogether rwofine threads and portions of thick soti roving are introducetlat intervals during the twisting operarion. The ]-arn delivery.speeds are so regulated that the twrr threads aFe entereJrapidly rvhen roving is being introduced so as to give less.twisting at that portion.
There are still innumerable other varieties of fancy yarns.Lurex is also considered to be a type of fancy varn. very thin,sheets o[ alumioium are coated on both sides wirh a non-taroi-shing thermoplasric resin of desired colour and rhen cut intsfilaments
138

Bump yarn i
Bump yarn is a very coarse yarn spun from wastes andit comes under waste yarn spinoing which is a separate.branch. Bump yaros are usually used for the manufacture ofheavy goods such as carpets crc.
The system of determining the bump yarn counts is somewhat different. Tlrul burnp cotton counr is the nurnber o[yards weighing one ounee.
Exanrple; If 192 yards of bunrp yarn weight 5 lbs. find thecount of tlre same.
Count -Length in yards
Wcight tn ouoces
_" 122 _4 X 16
3s
Nole .' Methods of threading and running the rollers toproduce diflerent types of [ancy yarns are explainedby illustratioos in the book "Esseotial Facts of Practi-cal Cotton Spinning".
Reeling lltachine :
In the lield ol yarn trade reeling maehine is quite popular.Yarn is sold in the form of eirher bobbins, eones, or hanks.For bobbins and cones enipry bobbin or cone is rcquired forwinding llre yarns upon. In other words they have cither a
woodgn or paper contaiher. No sueh eonra[ner is required inthe case of reeled hanks. The hanks are prepared on acollapsible reeling frame whieh ctlmprises of 6 long 5tavessupported by spiders suitably mounted on a tin roller. Thccircunrference of the reel is l] yards and is driven by handor by a srnall nrotor. In front t-rf this fiame is arranged a pegboard to earry the feed bobbins. To the peg board is alsofitted a yarn clcaring brush strip and indiridual rhrcad guidesteel strip. The peg board has the seven-srep sliding devicefor making separarc 7 leas in each of the lranks. Both straightreeling hanks an.j cross reeled hanks ean be prapared as perrequirement.
139

Knock off devise is provided to stop rhe machine whcnthe exact hank of 840 yards is reeled. Before doffiog the reeterpasses a colour idenrifyiog thrcad through alternate leas of
'each hank and couples the start and finisbing ends into acommon knot. Thus every separate hank is tied up. Thenext job the reeler does is, he ctoses the frame, groups everyl0 hanks into one place and ties inro a bunch of hanks knownas a 'knot'. such several predeternrined number of knots arepacked into bundle of eirher of r0 rbs. or 5 lbs. usuallybelorv, 60s counrs thc bundles are of l0 lbs. and above 60scounts are of 5 lbs.
. Marketing ol'yarn is done in unirs of l0lbs. bundles andtlre count is known by tlre nunrber of knors io a bun<Jle.
lo metric system a hank woulct be I000 metresrvirheitherI0 leas of 1000 merres or 8 leas of ll5 metres. This involvesproblem, as fraction <lf a knot has to be put in a bundlein certain counts it bundles of eirher 5 kgs.or 2,kgs. are marketed. Secondly.as in Englislr systern the nunrberof knots in a bundle cannot be c.xpressed in terms of counts.The count is rn:ntioned in Tex system and the relarionshipbetween English count und Tex is given by the formuta :
590 + cotton count : Tex
Follorving brief table shows the equivalents :
Cotlon Count Tex
l0s20s
30s
40s
44s
50s
60s
l00s
5929.5
t9.7t 4.8
t3.4r r.89.85.9
140

USEFUL FORNTULAE
Diometer of fibre :
(l) Dimeter of fibre in nricronsr- X ---:2oooV
*eoOO--Where f,:= Fibre denier
t: Fibre speci(ic gravitY
Denier is the mass in granls of 9 kilonretrcs o[ the material"
Also.I Denier -0.05315 gr:rins and
l)cnier : 5315 ; cottoll count
(t r)
Fibre rlianeter in rnierons = 20tffifrffiffit
Fibres
fe
per cross section of Yurn (T)
s3.1 5 x sum of (% of each clenier
each denier
Fibre nuturit Y 3
Fibre maturitY ratio
Ir{aturity cocmcient
where N = Normal
yarn count to be sPun
(Norrnal-Dead) r n r== --.--;o0- -s u.,
N + 0.7sT+0.4sD100
fibres
T :Thin walled or hall' nlature fihre'
Spitming limi; :
53t5SpinningLimit:D ;,
per crogs section
l4l

This ratio should be about 3200 for fine counrs and about-for 3000 for coarse counts.
Neps
Neps per 100 square _ l.S3l - tog(34-X)
wbere x is the number of celts conraining ncps (shirleyTemplatc merbod) and 34 is the rotal number of cells.
Spinning yalue of cottott :
The formula given by Indian Ccntral cotton committee.isc- 78,2X2-79.2\-24.8
'where C:Highest staudard warp count.Xr: Mean fibrc lcngth in inchesXr:Mean fibre weight per inch
( lOG oz)
Another formuta to predict spinning talue fronrfibre properties is i
Xr : 7 | .6Xz-70.8Xa-20.8Xr * I 7.9Xs-
+0.037Xe{-4.4Xr-tr'twhere Xr:Highest standard warp count
Xz:Fibre lengrh (inches)
Xs:Fibre weigbt per inch (10-G oz.)Xr:Ribbon widrh (t0-s inch)Xs:Fibre strengrh (ozs.)
Xe:Fibre convolutionsand Xz:Fibre rigidity (oz/inchzx l0-G)
Standard fibre fineness :
:Standard fibre fineness : Measured finenessMaturiry rario
t42

Suggested spinoing limits for cotton yerns
Staple (inches) warp counts weft counts
Carded Yarns
aupto I "------ upto 30s ----- upto 36s
l' to l+'---:- 30s to 36s - 36s to 45s
l$' to l+" --- 36s to 50s ----- 45s to 60s
l*' to I*' ----- 50s ro 70s - 60s to 80s
r ItlE'
I i-"
It'
l't+'
t1',
to
to
to
Conrbed yarDs
- upto 30s ------ 30s to 60s
- 60s to 70s
upto 40s
.{0s to 70s
70s to l00s
N
N
Nep
Ncpinch,aca
Nepcour
o
'LO
Coesorrd ,
C
ts
rrd
nc
t:
rilarin,
)unl
)unllfc40
)
defioed as the oumber of neps per 100 squareweb forming a standard bank sliver of 0.12 on
he, wide.
N X hank sliver card uidth in inches0. l2
2l X N,X hanl(
xsliver X card rvidth in inches
nt 40
,Cleaning eficiency % q blowroonr
Trash in mixing - Trash in lap , 100:-- nz-Cleaning eficiency % at card :
: *!qTrasb ii lap I
100
N ": neps 100 square inches of web
143

Card doffer speed :
An earlier suggested formula forCylinder diameter" X
Card doffcrspeed - ?iffiStaple lcngth
Dionrcter of slirer tnonpet bore :
Diameter :0.22 rrfdir-
Comber froctionation index :
_ Short tibre % i! cornb,er sliver v '100
Short hbre % in sliver lap 't LLower this value bctter is the combing.
Notc .' By combing the effective length is hardly improved.However, the Mean length increascs as the short fibrecontent is reduced. Thc fractionation index thus enablesthe determination of the reduction of short fibreconlent. j., .
:
Yrrn diameter and threads per inch :
Cotton and spun silk yarn.t
Diameter of yarn in inch
I
Threads per inch
llarsted larns
Diameter of yarn
Threads per ioch
in inch : 0.9 1C. pcr XI
v5Er. d, iE" -1oo/o
141
yards

=-o.e v@"-;lF.€ 21.3 r/6rntt
Yorkshire Slleins
Diameter of yarn in ioch =: 0.84
:ffiThreads per inch -ffi16o,'o:ogarffi
- l3.4avGnF
Ttrere are several f ormulae for detcrnting the yarn
rliameter. For gcneral purpose aty ot' tltem can be used-
(i) Yarn diamr:tcr in inches a ---l --*K \{ar per tb.
Whcrc thc value ol K is given as
0.92 for ctrtton, 0.90 for u'orslcd and
0.ti5 for ri'oollcn
(ii) Yarn diamctcr
(iii) Yarn diatneter(in tex systern)
Diameters of Dif,erutt Type.s rt.f Yarttt
For the purpose 9t' .special yarns manufacturc and [or
fabric structurcs tlte yarns diamcters are found very useful
factors for deternrining Prop€r proesssing parameters. Yarn
diameters vary according to Ilte librc characteristics, and
amount of turns per inclr for tlrc samc count. Hence suita-
ble geoeral lactors are givcn for dffferent materials as given in
the following formutae :-For Cotton or Silk Yar.ns
Yarn o,rr.i:': l: i:i ',/Eror p;t Pound
For Worsted YarnsYarn disms1s1"- | { 21.3 /C"*rr-
-
aor- I ,! 0.9 VYrrdr rr F"utd
P-10
- -0.-o?5t (in inclrrs){ count
. 0,375'466- x \'6-t'"
,r/ffitt
I15
Count X25o

Number of Threads (placed side by side) per Inch.
Worsted
Diams.Counts per Counts
Inch
Cotton
Diams. Diams. Diams.per Counts per Counts perInch Inch Inch
| 2r.32303374 42.7548652756860964
l0 67
lt 7lt2 7413 77t4 8015 8316 85t7 8818 9019 93
20 9s
r00104
109
il3tt7
32 120
34 12436 t2838 t3l40 r35
90
r38l4lt45148
l5l
154
t57r50t63r65
179
l9l
202
2t3100
t 26.22 36.53 45.34 52.35 58.5661769874979
l0 83
ll 87t2 90.513 94.314 9815 IOIl6 104.5t7 r08I8 lll19 tt420 il8
32 I4834 15236 t5738 t6240 16542 t7044 t7346 t7748 I8ls0 185
s2 t8854 t9256 196
s8 19960 20270 21980 23490 248
I00 26tr r0 274120 285I30 297140 309r50 320160 33t
4Z
4446
48
50
5254
5658
60
70
80
))24
26
2830
22
24262830
t23128
r33I38I43
To know the diamcter of one thread
Divide 1.00 by the corresponding diameters per inch.
146

Ring frame front drofi :
The suggesteC formula for ring frame front draft
-{rotut draft x @2
Twist relations :
(l) Cotton Yarn coDtractiondue to twist
* Q.67TM-4.93)%
TM:Twist factor or Twist ncultiplier
,(2) Twist for maxirnunr sfrength : l{U'l'l!L)rameter
r 230 - 98 x sf aPle"l,:l , sr-- |L rft"'f I(3) Count before and after twisting
l00NNr : lo5 -l.oin'l
WlrercN:twistedyarnNr : un$visted yarn
{4) TPI for maximum tsrreogth q.25 + v@T(aoother formrrla)
.
(5) TPI : V6uot X Twist factor
Doubling :
Twist formaximum : Tp : Ts ; l,/ I :0.7 Tslustre
: l6rf- X Resultant count
whcre Tp = Doubling TPI
Ts : singles TPI
M == Twist multiple in singles
t47

To find the diamercr of a given count o.l' )'arn :The diameter of a yarn can be found out by extracting
the square root of the total yards in a pound of the given
couot and then subtracting l0 per cent from the result. Theyarn diameter in inch is the reciprocal.
For Example : Find the diameter of a 46s ylrn.Yards in a pound (840 x 46)
Square root 166.6
Less l0To 177.0
Hcnce tbe diameter fr in.r,
In other words, if 177 threads arc laid side by side they occupy
one inch.
I)iameter ofl yarns vary as the squre root of the counts.
Thus the diameter of 36s is $ in.lt
and l6s
This calculation of yarn diameters is very useful parti'
cularly in weaving for deterrnining the optimum ends and picks
per inch. lntersections of warp ends for weft and weft tbreads
io, ,"rrp have to be carefully considercd.'This is also useful for
finding ends and picks rvhile changing trom one count to
another; for findini tt. counts in chauging from one numbir ofthreads per inch to another number of thrclds per inch; aod
for finding ends and picks per incb in use and in cbanging
from one Pattern to another-
Following table sbows the oumber of threads which could bc
laid side by side in one inch as calculatcd from Ashenhurst's
formula, that is.
inch : t0%
:0.9@:26.1 t/6unG
148
.tIST6a rncn
(Cotton) Diameters Per&,
(3fi1')

Counts f)iametersPer inch
Counts DiametersPer inch
I)3
4
5
6
7
8
9
l0llt213
t4l5r617
l8l920
22
24
26
28
30
26.2
3(r.5
45.3
52.3
58.56469
74
79
83
87
9().5
9-1.3
98
l0r10,{.5
108
lllt1{I I8123
128
133
r38l.l3
32
34
36
384042
44464850
52
54
56
58
60
70
8090
100
r10r20130
I10ls0160
148
152
ts7162
165
170
173177
lsl185
188
t92196
r99202219
23424826t274285
29730932033r
,Hank ond English Systern
English count n'teans,(each bundlc of 810 yards'Countt and 'Hattk' mean
for all the materials thatslivers and laps.
'(l) Count Ne
tt,. nrmbcr of bunclles of materiallength) that wciglr exactly one pound.the same.. In gcneral 'Hank' is used
precede the yarn, namely rovings,
r49
@840
,-\ r. Yards eonstant rveight in grains olls count.'.2) HanK:Acrlil

(3) :8.33 (*.ieht in
orgrains of one yard of Is count)
Actual weight in grains of one yard of material
(4)
(5)
Hank X grains
Hank of lap :
or
per yard : 8.33
I52.5 x ozs. per yard
(6) Hank sliver :6 yards weight
(7) Haok slub of roving - 15 yards weight in Crains
(8) Hank Roving of Jack-3
Cotton hank : 840 yards
Woollen hank : 256 yards
Worsted hank - 560 yards
Linen hank : 300 yards
Production (Lbs in I hours) :
Blorvroom , / LaP roller rPm \laps per :;l x Lap roll circumference" X efficien.y l,machine t'\
-= /
Card : 1.484 x Doffer rpm x Efficiency
Sliverlap
Hank sliver
Lap drum rpm x Drum circumflereninches x Effici
Hank lap
50
in grains
t25
:*. I
ce rn-Ircncv I
-..--J,
Drawframeperdelivery
r l- F.R. rpm x F.R. circumferencet,:*xl in inches x Efficiency I
|itr I
--
r!:: rvJ L Hank sliver J
150

Speedframeper spindleandRing frameper spindle
Reelingper peg
Carding Quallg index : .
From the various indices, namely cleaning efficiency indexo[ the card (c) nep index (N) Length index (L) and evennessiodex (E) one composite index knorvn as Carding Qualiry lndex(CQI) is determined by thc fcllorving equarion :
CQI: C+N+L+E
(C) Cleaning efiiciency index of tl:e card is determioed inthe following rnaoner. Different mills have different cottons indifferent proportions for spinning the same count. In theusual manner the cleaning efficie;rcy of the card for eachof these mixings is calculated by deterrnining the trashcontent in both rhe lap und 5liver. A norm for the cleaningeflficiency is chosen as that Value abore rvhich only l0%of the different mixings give a higher cleaning efficiency.The range between the lorvest cleaning efficiency and thenorm is made into 100 parts and used as a scalc for expressingthe cleaning index of individual mixings. From this it is
evident tbat cleaning index for mixings above the norm willbc beyond I00 and a mixing u'ith a cleaning eflrciency of say
50 (rvhich is the lowest) is said to have a cleaoing index of
_ _!_* f-S_pitdle lpeed rpmxEfficiencyl63 " L TPI X Hank or counr J
l:f*[
zeto.
(N) Nep Indexthe help of
Neps tgr grain in_LNeps per grain in lap
For each of the different mill mixings (spinniog same
the above values are first calculated [rom' the above
is also calculated in a similar manner withthe lormula
count)given
l5l
Rpm o[ swift X Efficiencyeount

ratio. A norm for all these is chosen as that whicb is exceeded
by only fi% of the mixings. The range between the lowestvalue and tbe norm is divided into 100 parts and theo thenep index for each mixing is expressed from this scale.
,
(L) Length index is similarly determined by taking thcratio of mean length of the card sliver to the mean lengthof lap cotton and then fixing the norm.
(E) Evenness index. Here the norm for the U% of thecard sliver is the value below which only I0% of the mixingsfall. Then the range between the maxinrum U% and tbe norm isdivided ioto 100 parts. The value of evenness index is expressedfrom the scale where zero is for maximum U% and 100 isfor tbe norm.
Yarn Strength Index :
The yarn qurlity difference in different mills is due totbe differences io cotton mixings and processing equipmentemployed between the card and the riog frame. Card sliversfrom given mixing are spun using a standard sequence ofmachioes. Also yarns are spun on tbe Shirley Miniature spi-nning plant from the lap cottons of the respective mixingswith the same particulars of twists, speeds etc.
Then
r.,^r Corrected standard sequence yarn CLSP: --Corrected Shirlcy Miniature Spg. CLSP
YSI -_ Yarn streogth index
CLSP: Couat lea strength product
Yarn Breaking Strcngth :
For carded yarn : 1600 (t * O.lla * 0.01b)
Where a : Difference of staple in i.' above or below l'{- sign when staple is more than l'- sign when staple is below I'
b : Difference in count above'or below 28s
* sign wheo it is above 28s
sign when it is below 28s
152

For combed yarn - 1750 (l * 0.lla t 0.01b)
The above result are at 70" RH
Carding Index :
Carding index k:g,Vg
Whese n =cylinder rpm
f : Surface area of cylinder in meters
V - Taker-in speed in meters per minute
g : Weigltt of one meter o[ Iap in gramrnes
.Pressley Index :
Bundle strength in lbs.PrcssleY index ---":-'---
-' :-'[]undle iveight in milligrams
(with zcro gauge)
,Estimated tensile strength from pressley index(10.81l6 PI-0.12) in thousaods of lbs. per
square inch(with zero gauge)
Classification according tocommcrcial value
Belorv 70 Poor
70 74 Tolerable
75 80 }vtedium
81 86 Strong
87 92 VerY Strong
93 upu ards Coarse
Pressley Ratio :
A new method o[ calculating fibre strength is based on thcuse of a + inch gauge length as it appears to have a
good dcat of merit. Thus pressley ratio for * inch gaugc
Strength in lbs.:TMr53

ULIF
Note :
Conversion of Uster to Fielden :
Slivcrs ULI : 0,42F + 285: l.l7FSample length 250 feet andspeed of testing 20 ypM
Roving ULI : 0.57F + 2.8 : 0.86Fsample lengrh 500 feet andtesting speed 100 Yptvt
Yarns ULI : 1.04F+ l.l: l.l2FSample length 1000 feet andtesring speed 20 YPM
: Uster Linear integrator '
: Fielden Walker
There is also a quodratic iotegrator which.helps in measuriog cv of rnass per unit length.
The irregularity o[ a pure random arra.ngement of fibres suchas cotton is given by the formula
U - }L"A!rwhere u is th: arithmetic mean of all deviations from.
tbe average rhickness and F is the average number of Iibresper cross-section. The formula represeors the irregularity of apure random arrangement of fibres.
Conversion of cv and U :
Cv=
orU=
Yarn testing outlines :
uoevenness is tested on uster Tester with quodra:ic inte-grator which measures cv of mass per unir length (A linearitrtegrator measures mean deviations lJ%. As most milts arqcquipped wirh linear integrators conversion formula can be.used. Testing is dooe at 25 ypM and 50 readings, 5 frooocach bobbin arc collected.
fu4
3tu
!54

For cv of lea count 3 leas from each o[ I0 bobbins aretaken. Marcel Delraine model is used with a traverse o[ l2'per minute. (Unlike in the Good Brand lea tester where thehooks are rigid, Marcel Defraine has freely rotatable spoolsaud, therefore, the result are significantly higher than GoodBrand).
Single thread streogth and Elongation is tested on UsterDynamometer with a specimen length of 50 cms. and with aconstant rate of loading to get roughly a time to break o[l0 seconds. 200 tests, that is, 20 per bobbin are recorded.Count and strength of sample are corrected to standard byICCC fornrula. Bundle strength is carried out oo srelometer.Thc grams psr tex at 0 length and +' length are recorded.Trash content is deterrnined on the Shirley Analyser.
Maturity test is done by thc usual caustic soda method.
Counl correctiort i
For cotton, u'orsted )woollen and liner, l=-B999I9.!-ffUfll!9:Actual count)
Corrected counr J -1001 Srardard=r.grn-_--
For sitk, rayon l. - R.corded count (100 * Standard regain)
Corrected count J -
Recorded count: Count as found out
corrected count - Equivalent count ar standard condition
Actual regain : Regain in sample ^as fountl
standard regain : Regain equivalent to standrrci condition
Yarn Strength Predicrion :
ngth predietion of s
o
Stfr
cc
Yarnof another
S
ren:our
=[
nt from same cott
CrSr -(C: - Cr)
C1 is known countSr is known strengthCr is new couotSr is new strength
155
ed count whEn strengthknown.
Cu
pecifinis-]
Where

Kisa
- sigo
* sigo
constant the value of which is :
35*0.7 (2a - Cz)
when Cz 7 24
wben Cz 1 24
obserred strength correction to standard strength Fornwla :
5r:QI-St --Q- cr) KCr
Following are the values of Coostant K
Count K Value Count K Value
IO
l2
l4I6
l8
20
22
24
26
30
34
41.8
43.8
4?
4C.7
39.2
37.8
36.4
35
33.6
30.8
28
35
40
42
50
60
70
80
85
90
r00
2s.2
23.9
22.4
r 6.8
9.8
28
1.2
7.7
n.2
18.?
Strength correctiort for regain :
: Recorded Strength x 100 .# (X * Sta!-dard regain)100 + (X x a*uat regfrn)
Where X is a constaot representing percentagestrength for each l% added regain. ThisX varies wirhyarns and fabrics.
Expected leau PII{D :
E : 0.656 (count X fibre fineness)
gain indifferent
156

Degree of perJection :
Exl00-# Actual PM D
Where E - Expected least PIV{D
il{etric System :
Metric count Nm^== (colton count X 1.694)
or Metric count Nm X 0.6 - Engllsh couot Nc
Tex cottnt i
- -811!-_-Cotton count
Tex is thc weight in grammes of 1000 meters length.
Tex is a universal count.
Lea test i
ln English system leas of 160 thrcads or I0 rounds oi llryards each are prepared on the rvarp reel. In Mctric system
'skeins' of 200 threads or 100 rounds of I meter cach are
prepared and testcd to obtairr the strength in Srams per
kilometre.
English count Nc:= No. ol' 840 yards hanks io a pound
Metric count Nm = No. of 1000 mcters hanks in a kg.
French count Nf = No. of 1000 k meters hanks in i kg.
Metric lurrts Per meler iTrvist multiple (Frcnch) = 42.8 X Twist lrlultiple (Eoelish)
French Count :
French count N[: (0.6167 X English count Ne)
Corrected CSP (French) -Actual CSP (Frcnch)-10.5 (F:-Fr)
Fr : Actual French count.
Fr - Nominal French count.
r57

Conventional System to Metric System Conversion :
Property
Fibre length InchFibre fineness Micrograms
per irrchFibre strength Thousand pounds Grams per tex 0.463
per sq. inchLea count Eoglish NeLea strenglh Pounds (of
Englisb lea)Lea CSP Ne x lbsTwist Turns per
inchTwist factor TPI + /GCloth Reed/piCk Ends and picks
per inchLea wrap reel I| yardscircumferenceThreads per lea 80Lea length 120 ydsHank 840 yds
'Calculation : OId uoirs X conversion factor : New uoits
Pressley Strengfi Conversion :
At 0 inch gauge grams per tex - 5.308 x plo
Ar *" gauge grams per tcx : 6.759 x pl+
PI : pressley index
Grams pcr rex : lbs P.er lgg3g inch2t6l
Tex Yarrt Cowtts :
To convert from present system to Tex-In Denier : Divide the relevant denier by
To cbangeOld uuit into New
Il{ulliply byUnit couversion
factor
Millimetre 25.4Millitex 39,37
Frencb (Nf) 0.85kg. of metric 0.61lea
Nf x kg. 0.5Turns per meter 39,37
TPM+ 16iT- 42.8
Ends aod picks 3.94per dcm.I meter
r00100 meters1000 meters
r58

In worsted
In woollen
In cottonIn metric
Divide 8E5.8 by tbe relevant worstcd countDivide 1938 by tbe relevant woollen count
Divide 590.5 by the relevant cottoo count
Divide 1000 by the relevant metric count
In the tex system tbe fineness of yarn is assessed by theweigbt in grams of 1000 meters of yarn.
The lower the Tex number, the finer is the yarD.
HOK : (Hours of operative per 10J kg. of production) HOKis ao index for measuring labour productivity in any sectioD.
If X is total number of u,orkers in a given section, n is thenumber of working hours per mooth, and y the toralproduc-tion of yaro in kg. per monrh then HOK for that section
_ Xn 100
v
Pitch of Gear lYheels ;
If a wheel has, say, fifteeo teeth, and fifteen equal spacesbetween them, a tooth and adjoining space must occupy one-fifteenth of rhe circumference of the pitch circle. Thisamount is called the circular 'pitch' of the teetb, thatis, the distance measured along the circumference of tbepitch circle from a point on oDe tooth across the interveningspace to the corresponding point on the next tooth, or thelength ol the circumference of the pitch circle occupied byonc tooth aod one space.
If a wheel of diameter d iocbes has n tceth circular pitchin ioches -:p
: ^ D _ Circumference of pitch circlel.e. r :
nd
n
or number of teethndn:F
Diametral pitcb is a lengrh wbich'the diameter of tbe pitch circle as thecircumference.
is the same fraction ofcircular pitcb is of thc
r59

i.e. Diametral pitch- Diameter of pitch circle
Circular pitch : Diametral
Fibre Quality Index :
D
pitch x zr
Fibrp Quality Index FQI:ryWhere | - Fibre 25% span length in nrm.
[J : Uniformity Ratio %S : Bundle strength of/tex at 3 mm guage.
M - Maturity coefficient.p : Fibre fineness micrograms per inch.
There is also another formula.
EL (i1r' units) X (Press by bundle strength)
Fot : at ';l'', (g/rex unit!)
-+^ \<' -- Standard Fibre rveighr/Clvl (tO-r g unrrs)
Lea C.S.P.
Lea C. S. p. - (310- Counr) /FAIFor combed quality l% more C.S.P. is expccted for ever!lo/o nail extraction
R.K.i\{.
RKM- Singlc thread varn strength(s)Tex number of Yarn
I 7 x Lea C S P (Ne) J:{w}Fibers per Cross section of Yarn :
Fibres per cross section of Yarn N
Where I.f = number libresC -- count of yarn[ -Fibre micronaire io
r 500-=xxc
micrograms/inch
Correction between Single lhread and C.S.P.
For Combed yaros =- 0.75 + (0.12 X Lea Strength in Lbs.)
For carded yarns :0.8 t (0.t34 X Lea strength in Lbs.)
r60

S I Uuits
The International systeril of unit (Le System Internationald' units) officially dcsigoated St in all languages. It hasexplicity distinct units fcrr mass (Kg) and force (Newton]and is bcing adopted all over the world,
Material Property to coovert : From : Multiplyby
Fibres & yarn length InchInch
Diameter
mm 25.4
cm 2.54
Meter 0.9144
Micronf Wm 25.4Wm l00C
ncilligram 0.llllmg/m 1.0
millitex 39.37tex 39.370.
Denier 0.354tex 590.5
g, tex 5.36
g, tcx 6.895
NewtonN 9.81
Milli newton 9.81
Milli Ne\Yton 88.3per tex
TPM 39.4
Yardlil000 Inch
mmI)eniertex*',1'"
tt
English count
Bundle Strength
Pressley inCex at
at
Strength Pound ForceCram 'force
Tenrcity Gm force per
Twist
0"7ilB'
PI
PI
Lbfgt
Denier
TPT
P-l I
l6l

To convert x to Y multiply by K
Material property KYx
Fibres Fineness
,t
Bundle Str. at' 0 guage
l,rtE,,
Yarn Count,,
CSP
TM
aDy
wg/ln,,
PI,,
Lbs/Sq'English
t,
English
,l
,,
Milli texDenier
"1:'.,,
FrenchMetricFrenchMetrieFrench
39.370.354
5.3086.759I + 216l0.8471.6940.5t.042.87
t62
{Jseful Data

tmportant characteristics of diferent fibres :
lr{aterial
ca!0'=6€ i ES6:.{o
.losv-1
gI
H - a4 l).:a -- tr9 -a.rN:Uo .*.o oE , >,q,ag S3".iY-. -X6-: .e\o U';0 € PrjE ;:; {iE EE
.r, \-oaO\oo u=
o,€ .E.x=O0 J:E3 SgC)L L}<
a,.a o )tA
7
10
14
0.t
IO
4
Speci6cgrrvity
'Cotton
,CeiluloseAcetate
Flox
silk
Wool
CIass
Jute
Nylonordinary
Nylon HighTenacity
Vis. Rayonordinary'
Vis. RayonHighTenacity
Terylene'ordinary
Teryle neH ighTenacity
3to 7
5
1.2 30
6.5 3.s
4,9 25
r.6 43
72
5 26.
I8 I IO.130
0.4 100 t00
1.5
1.3 to 1.5
1.5
1.25 to 1.35
1.28 to 1.33
2.5
1.5
I.l4
I.3 to 1.35
0.6
20
7.4
1rlL.L
5.5
t6
0.78
0.96
0.61
0.97
0.45
55l5I3
o./6.7
I6-s

,Average Denier of Diferent Cottons
Cotton Denier
Sea Island
Egyptian
American
Indian
1.0
r,25
1.7
2.5
Average Diameter of Diferent Cottort Fibres :
Variety Type Fibre Diameterin inches
Fine Egyptian Sea Island PimaMedium Amcrican Brazil Uganda
Sudan Indian long RussiaoCoarse Indian, Some US & China
0.00062 to 0.00070.0008 to 0.00085
0.00085 to 0.0010.001 to 0.001I
Results of Different Counts Spun frotn Same Staple LengthCottorr :
Cotton Staple Countlength spunins.
TPI TM Test CSP
Digvijay 0.88 4.074.004.03
Bushoga t.01
20
30
40
18.2
21.2
25.s
I t0 22AO
60.9 182729.0 l 160
67
45
33
30
4050
3.5 I t0 22003.6 58 17403.7 44 1760
li-r 203040
2 r.023,5
27.0
3.83
3.7t3.50
2010r 800
I650
Combodia t5.719,7
23.4
t66

Averoge Nep Count irr Card S/iyer .'
Warp Count Range Average Nep Count
l8s28s
60s
I00s
22s48s
70s
l20s
30
22
l820
Signifcant lntcr-Couon Di/ference in Test I/olutts :
Type of Test and Property Significant Difference
Baer Sorter : Effective LengthMeao .lengthShort Fibre 7"
Micronaire Value (Ir{V)Bundle StrengthTrash Content
t -1.5 mm1,5-Z mm4-60.2 units5% of average
20'A of average
Norms For Cottons :
Name of cotton EL N{L Mc s]v6 Trash%
KalyanJarilla0394 BuriDigvijayL-t47Co2-170ISC-67AfricanAmerican l+"
SupimaKarnakMenoufiGiza 45
7-9-n6.57
3-4.5-5.54-5-65.5-6-7.51-5-70.5-r.50.!t5
I1.5
1.5
l-1.5
mm22.52s.527
26
28
3l36
31
3t
35
38
3839
mml919.5
l9.s20.5
20.5
22
25
23
21
28.529
2929
4.84.54.04.24.2
4.2
3.8
3.2
3.5455.53
3
3
3
2l23
20
261)
20
2L
22
20
22
263l33
33
36
t67

Norm, lor Warp Mixing :
Couot (Nc) EffectiveLeogth mm
Mc s* (e/tex)
4.54.23.93.73.4
Cleaning Eficiency :
cleaning efficiency of a machine or a series of machinesis defingd as the percentage impurities. trash, etc., that is remo-ved after processing through the machine. tn blowroomimpurities get collected at several points besides some lightfloating particles escape into gutter or filter bags. Hence rhetotal collccted waste in blowroom, excluding gutter loss, canbe determined thus : Waste : (Trash -F 0.5 to ll%.The blowroom cleaning efficiencyo/s.
222311
30
35
2528323538
t8304070
r00
Simitarly the cleaning efficiency at card%
: tt ]gTrash in mixing I
Trash in Lap-in sliver ., I00Trash in Lap /\
I
Norms of Cleaning and Waile :
Mixing Trash inmixing%
@ BlowroomBl.wroom
-C"rd- WastefCoarse 5.0-l1.0
Medium 2.5-5.0
Fine 1.2-2.5
7575 Trash inmixing
+2.0 to 2.5Trash inmixiog
+ 1.0 to 2.0Trash inmixiog
+1.0 to 1.5
70
65
80
85
r68

-t.: sih C qe 13 c4! ' 'dtr E I; o E Gt q tr 5 oUE E: ='E 'o '5r:-;.Fs Eg -^ EAf :Ei;; iE E iE'. Eg8 3 g &: -o =rE c oo
o o s, ;! R H E c !s: =
a --E -= ZiZ i."ni..i 'ad EF i* .aA g.g=8 Y;. gF ,E .=E.f bcH 72 d:= Ee 5x) o.hiie=r=x.=On9o9a-ast Hr €s i;5 5:gq.Ho:)anL...og!
+ .22 . H.= ; c. j -= E'= E 61 1"
i 7"7 EEr iif EE E3.€;Eol co5 H (
c I tr' 3 ,-!,_ # tj 2>E q Aii =sE BE! E: g?; Fi=:
g.E; <-Ei"ce r.:i'EEE;;;i sg# E; 5*E;;
vU
q,o.r\i
1'U
q,q
rat
c0uFn ;'4 'a I
d.Ca, r_G
-€.E -O .r,t', (- I ^.
I.^=cx-=lrr=ilF()L;OUS a E'cu b :
Z e...9 ^r (J
r'hpr.';rnbc!u..., o9= g o'ol 6: o n<.tru{-o
ic3v)r-l|{(J(,
.FJU)
bli.ra
*,-Hrl
'oFlax
z
ooqCal'Coo;c.E- 'o -
.;7C{)':,qj}grqv,JL.aG,u,(,{-Iree.H' ?p
=E f g .oTB;;{ 5
o€3q,,
!ooU
I.t'l
\a-
Feg:t Ii t,
Oct\,9=:9 HHtaU
169

ed jq EE.= i tsZ?al: fEEs€ f lEE;
iiitaili;Eife H.. f '- o'-- E qb E&r ;s 9-: o, g;-.-ool E .I- E o ; E, u Ee..t: == e'E? s g.EEn€eg. HE *bi $ 'Ei;_? lt:;E *E E *F-€ag:E
iEII:fiiIiiElE;iI: it i!+c rl EE r;.g.Et ,i; .t aA';_ FE e'"_ess
?.^= ;o tr >=.o€?!lct=EvEadE; Ef ;E E c.c.r a
E si E iE Eii;;€ E E ; H ;ar*c.: o q, U ==Ei|L L r- L ..=.= c cg. E g. E :E3g:--!vOrnclir,)GlZCr,r+-; d J
"i r; =i fEE.H:€s , *€;iE;egTE I ;3 EEi1=E.}
i:i E fi e;;i;;i*aE d #IE Es#:fg';€170

Tahle sho*,ing the relationship betn'een staple length ond lea test
in lhs. for dflfcrent counts.
Staplelength(inche s)
I5TT lh rl r :tIT TTB l+
Count Lea Test in lbs.
8
t2
l8
24
28
32
196
l?6
76
'51
45
36
2t6
r38
87
62
50
d3
235
150
96
67
58
50
260
t62
t02
71
63
54
27s
t71
r l5
8t
67
58
301 325
r89 209
124 l3'1
89 97
75 8t
64 69
Uniformitl' Rotio :
uniformiry rario :ffi..g,h " Y
Mean Iength is the average length oI all fibres approxi.mately -|" and looger, and upper half mean length is rhe esrintateof the lengrhs of libres io rhe upper lralfl porrion as measurcd.by the librograph.
Rafing of couon fibres with re,rpect to uniforntity ratio
Uoiformily ratio Rating
Above 8076-807t-7570 and below
UniformAverage UoiformSligbt irregularI rregular
l7l

,Coeficient of Yariation ( CV ) ,
CV is a relative measurelarger the value, the greater
,and, conversely the smallerthe fibre lengths.
Rating of cotton samples with
of the length variation. Tbeis the variation in fibre lengths,the value, the more uniform arc
rtgard to fbre length variation
cv% Rating
Below 2727-3435 and above
Low variabilityAverage variabilityHigh variability
Fibre fineness roting in microgrammslinch :
V. fineFineAverageCoarseV.Coarse
Below 3.03.0 to 3.94.0 to 4.95.0 to 5.96 and above
hlaturity rating
V. IrlatureMaturcAverageImmatureV. Immature
Ahove 84o/o
77 to 84%68 to 76%
60 to 670,6
Below 60%
Fibre strength rating in 1000 lbs. per square inc.lt
SuperiorV. StrongStrongAveragetsarrWeak
93 and above87 to 92
8t to 86
75 to 8070 to 74Below 70
t72

Staple length and highcst spinnable counts
Staple length {1' Counts
20))21
262E
3032
34
36
37
39
42
4448
Observed relationship between thc maturity of cotton andneppioess oI a particular variety.
8
IIl4I922
24
30
40
46
5060
80
100
r35
Maturityor/,Neps/ tc0Sq. io card web.
56JJ
7A
28
8t2t
8ll6
86t2
Note : Neppiness in Yarnweb as there ip ain the card and
more in the yarnyarns.
can be predetermined at the cardclose relationship between the neps.
io the tinal yarn. Neps are oftenthen in the card web with carded
Efect of short fibre on Yarn-
For good spinniog l4/o short fibre is accepted as allowablc.
Short fibreo/o
Break factorElongationo/sBreaks per I00Spindle hours
8%
I9048.3
32
13o/o
1723
7.852
ts%1620
7.254.8
173

Lea strength (in lbs.) in relation to stople length :
Count carded 7'r r l,tTr3tITI l-'r+'7'
204A
60
68
251t
85
35t7
t0344
23
t225230
140
6236
Combed cout t20406C
lr348
26
13257
52
l5l68
39
t7077
45
Twist multiples for nu-rinlut?t strength fttr cottotts :
Stapls length({5' inch)
Staple length(]7' inch)
TIU TM
242526272829
303tl'
s.355.r55.04.854.7
4.6
4.45
4.35
1.25
33
34
353637
38
39
40
4.24.1
4.053.953.93.85
3.8
3.75
Some Pcrticulars ofCarding :
New il[etallic Fillets for I-ligh Production
Make ofwire
Cylinder Doffer
Type Over-allhei-ghr
mm.
Teeth Augle Typeper of in-
inch cliuationto base
degr-e€s
over- Teetlrall perhei- iochghtmnr
Angleof in-clinatiooto base
in de-gree$
J.W.&H 201 3.t7 14.5Platrs 301 3.t7 20.5
68
80GP3 5.04cPI 5.01
13+ 4st4i 4s
Graff F1045 3.20Belgium THP 3.20Honegger NT3l 3.0
202A
20.s
Fr 048 RPHPNA42
2A
8082
4.0 t3 68s.2 tzi. 655.0 t3 65
174

Typicol recontntended Settings for a metallic card t
Item r / rcoo'
Feed plate to Licker-inTop mote knil'e to Licker'inBottom mote knife to L,icker-inLicker-in undercasing to Licker'inLicker-in to cylindcrBackplate to cylinder bottorn edge
Backplate to cylinder topFlats to cylindcr feed end
,, ,, second point
,, ,, third ,,
,t ,, fou rtlt ,,
Delivery end setting pointCylinder undercasing to cYlinder
). ,l ,,
!t ,t ,,
Delivery end setting pointFroot plate to toP edge
., ,, bottom ,,
Doffer to cylinderDoffer comb to dofferFlat comb to flats
Concentric plate belorv the stripping door of cylinder
feed pointsecond ,,third ,,
r0l07
347
22
34
t2r0l09
9))342668
22
344
2Z
22
l6
The above is only a guide.
looking to tbe conclitions.
Nep Gradation i
Slight alterations can be tried
Classification Neps per 100 sq. inches ofcard wcb
LowAverageHighV. High
Itol516 to 2526 to 40
over 40
l?5

Recommended settings for MMC High Production Cards
Setting
Inches Millimeter
Feed Plate to taker-in
Production rate upto,25 lbs/hourtt OVef tt
Synthetic materials.
Mote Knives to taker-inTaker-io the cylinderFlats to cylinder (semi rigid flats)
Doffer to cylinder.Stripping roll to dofferRedirecting roll to stripping rollPressure roll to redirecting rollBottom front plate to cylinder top
froot'plure t; cytird.r bottom
plate to cylinder top
), ,t ,, bottomUndercasing to taker-in
,, cylinder back
,, ,) front
0.0t00.0r 50.0200.0300.0t80.0070.0t20.0150.0040.0050.0050.0680.0220.0r20.0340.0t 70.0220 0320.0320,064
0.2540.3810.5080.762
0.4s70.1770.3040.3810. t010.t270.1271.720.5580.304c.8630.4310.5580.8 r20 8r21.62
toto
T;;Back
H, P. Card Initial Roller Pressure Settings :
Grades of Cottoir Roller camsettiog
American aod medium grade cottons
Sudan Egyptian and otherfine micronair cottoos
Mark 10
Mark 6
176

Specifcation ttf Plutts hletallic ll,ire
Item Cylinder Doffer
For nrcdiutrt cottnts end s)'rtthetic fibre s :
'Tf pe of rr irctn"-ll. per square inctrTeeth per inchGaggr at the rvirc poirrt1-{ar'6ht of the rvire
Ar6le oI thc rvirc tcrt.rtlr
€.ows per ioch of wirc(€s. per card of 37"
tr foundirtion or base rvire
fne and superJini count.t :
.,c clf wireTieth pcr square inciiTeeth per inchCauge at the rvire ptrinrltei6ht ol the u'ircAngle ol' tlre rvire toothRows per inch of' r,,'ireI(gs. per card of 37" rvidthKgt. undation tlr \ase ri'ire
201
374l4
.037'
.t25'7t'27
57
I07
CP:335
t25.037".197"65'27
3856
30t,s60
l0.017
. t257l'27
57
r07
GPI.120
l-1
.034
.t9763"29
38
56
Cct*rber Needing Arrungam?nts :
'the half Iap ltecclte strips even on conventional comberslrzve been reduccd to l7 by mAn)'roills owiog to several rea-so16; So lar as ths details of eaeh strip .rre cor)cerned follorvingtable shows tlie popular arranLt3nlcnt that is giving lairl5,goodresu ts with roinjrlunl fieddJo damai:e e$'sn ryl{h sljgjltrl;l hral.ylaps.
P-r2
ti;

No. of Needlcs Wire gaugc Needlc ir'strips in - per inch projectionserial order
2
3
I
4
2
2
22
28
40
42
56
66
226
246
265
275
284
303
Top cornb is flat 66 needles per inch witlr $" projection.
For superfine qualities the arrangentent is tts follorrs :
Number of stripsin serial order
. Needles perinch
28
)1
31
54
66
80
r00
3
2
Top comb
178

Eoglish Card Clothing Conrpanyas shown below :
lollorvs two standards
II
Number of Needlesstrips in per
serial order incb
Wire Number ofgauge strips in
serial order
Necdles Wireper 83ugeinch
1
423,)2
Top comb
'))28
404?
56
66
72
66
1')
?4
?6
27
28
303lFi"rt
I
5
2
J
?
2')
Top
)1-q
]S31
1253
66
8lcornb 66
22n1
:627
28
303rFlat
Necdles per inch are not altercd. Ii desircd u,ire gauge andnumber of strips arc altercrl.
Needle wireStripserialnunrber
Gauge Dianre(er"Needlesper inch
Needleleogth"
1,2,3
4r5
6r7
8,9I0,1112,13
'4,1516,17
.0305
.u215
.0r95
.0r50
.0 r30
.0 l(r5
.0 r05
.0105
27
21
26
28
3C
3232
32
22
28
38
16
54
68
76S4
j/ l6tt 164
s!3243271613l3Z117)
3 i32
Top comb 60 flat neeijles per inctr with l' projection
179

Ilhitirt comber half lop necdlint:
StirpSeri:rlnumber
Needle n'ire
Gauge f)ia rnetc r'Ncedles Needleper inch length"
1,2
3,45,6i,g9,10
ll to 17
Jslr cornb 70 flat
22 .03(t.5
21 .024526 .() I e5
28 .(!l:1030 .0 130
32 .() lus
needles pcr incii
:9
405l6$84
3lt6ttloqsl324!327161
3132
Soco-Loryell Comber lmlf lop nccdling :
Stripserialnumber
Necdlc rvire
Nccdles NeedlcGauge Diametcr" pcr inch length"
t2?224324424526626726828929
l0 29It 30t? 30t3 3lt4 3215 3216 32t7 32
.028
.022
.027
.022
.0 r8
.0ltt.0118
.01 48
.0 r36
.0t36
.01 24
.0124
.01 t6
.0 t08
.0108
.0 t08
.0t08
. 155
. t4s
.r40
. r36
. r32
. r28
. r2.t
.120
.l r6
.n2
.r08
. t04
.100
.096
.090
.084
.078
26
]S_10
i234
363tt4()
44
4S
52
5S
6.1
7Ll
Itt828S
Top comb tit .028
I 8(r

',llthilins recomn endations for contbing :
'With short cottons upto l*."For normal combing, extr;rcling arround l4% waste with lap
weight : 1000 grs./yd.
,F'or scratch combing extracting arround 5 to 6% waste with laprveigiit'= 1000 to I?00 grs./yd.
rvith medium and fioc cottons li" rn li' 900 grs./yd.
with longer cottorrs lr|" and above 900 grs/yd.
'Wastc extraction depending on qu;rlir,y desired
Fractiorroling Eficiency lndex :
No. Type of preparation Avcrage Waste%cut r ingrutio inconrberlap
Fraction-atingEfficicncyIndex
r3?23
4
5
Draw frames-Sliver lup 0.0252Draw frames-Siiver lap 0.0310Draw frames-Sliver lap- 0.3600
Ribbon lapDrarv franrc-Slivcr lap 0.0-133
Sliver lap-Ribbon lap ().-17()0
9.6I I.413.9
11,2
15 c
1S.7
-19.532.7
i 1.9
t9.7
.Conyentioncl Speecl Fronte Flutad hottt.tm Rctllt:r Dittme ter (tnches)
Machine Iodian cotton Anrerican cotton Egyptian cotton
Front lllid. Baclr I--ront illid. Back Front I\{id. t}ack
SluhbingI ntermediateRor ing
t* rl rl ll1* tI l+ till. Ii li ll
!l r
ll- I
lr1,.
rl 1.1lTg r;rl I.iITB TilILaF
linli*I
tsl

'Recommended OMS drafts :
Counts Draft Counts Drnft
20s
30s
40s
150 to 180
180 to 200
200 to 250
60s
I00sI20s
to 300250360400
Fly liberation with higher drafis
Experiments conductedof the same cotton andsame intcrval of rime.
while spinning 30s with Varying hankswastes collectcd in all cascs after the
DraftHank roving
25
1.2
301.0
t.623,49
15.876.58
'0.5728 08
37.7
0.8
1.88
7.2726.97
6.770.7r43.6
50
0.6
2.49,7.98
5 1.5 l,
8.020.99
70.29
Waste from (grams):-Creel 1.78
Top roller cleaner 3.35Scavenger roll 13.34Roller beam 5.16Ring rail 0.91Total 24.54
Efrect of tv,ist on ).arn strength .' (Twist is increased in sreps),
Trvist factor 3.0Average count 24,4c.s.P. 2408
5.0 6.9 6.8?? o 2t.?' 20.6?891 2552 2324
8.6 10.2
20.t l81849 I 5 t0/
4.5
23. r
2852
Ydtn contraction in relotiorr tt'iih tlristCount Twist multiplier
5.04.53.5 ).5 6.0
t2l4t720
2530
5.o2
4.383.9S
3.022s62.98
5.46 6.72
4.17 6.96
4.8s 6. r 8
4.96 6.29
3.7 4.724.08 5.26
9.1 l r0.78.75 " I t.246.97 9.18.41 8.8 I
5.66 7.346.4-1 8.4
12.6 14.75I2.38 14.52r 0.56 t3.3310.48 14.75
9.28 10.28.85 t0.29'
I8l
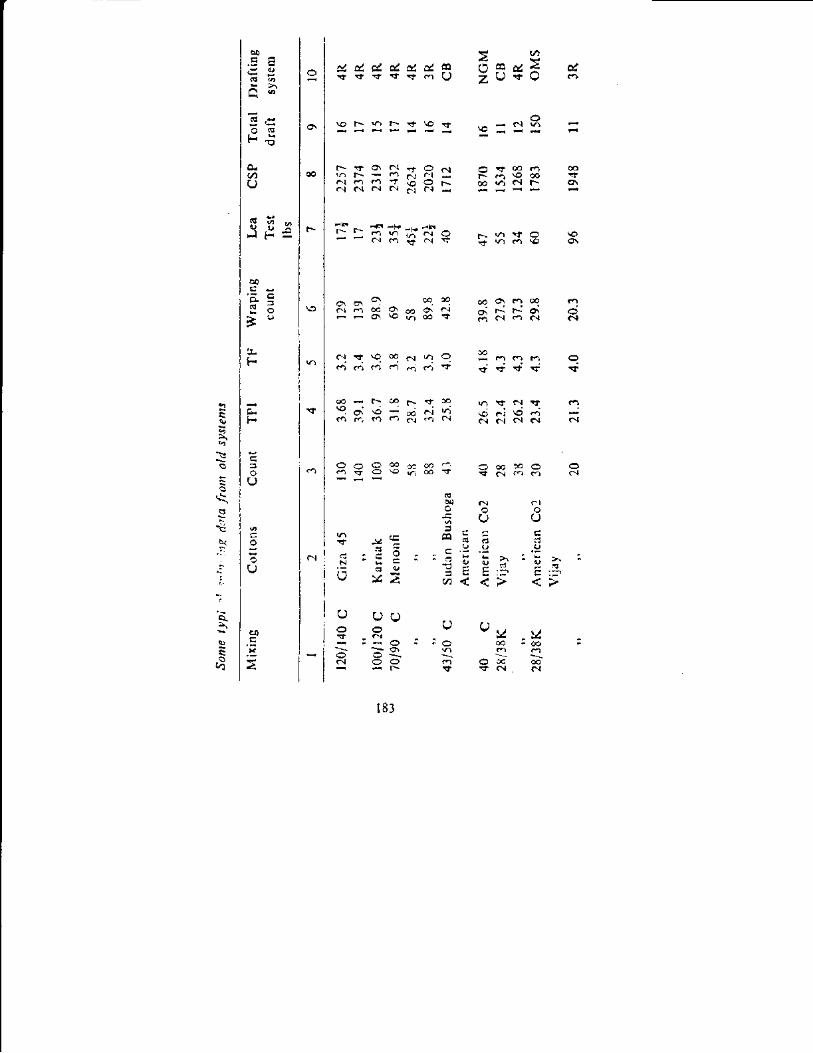
c,ed,&d,d, E a
G=.q.a=;3 9Ag3 g
o-
(\ r.at F
ESqgxRs Rx€s SFi RRXXR: =:I= E
-Etl - FG! -t< ,- iEta:=Rgsxe s3S8 I
o,a,9 €.cq ooQcico (.7):=xsfrs$ gRER R
C.l!f,\Coocl ,frO 3-(rrFr O1-; ..i c., ,-] -r "-,
r? + + .C .t +
QO - f- CC f- V )C rn \f tN st c-l9o..o jajai { J.i\o,{ -i(i c-, Ca cri e{ c-} C\ (<| C.l Ol (\ 6{
\Of-(nf-.f,\O$--tsts---
183
338€rsT ?KRg R- -(,grJ 6l (.loooE rr O2v;c = ctr J: tr eJ d
.I: e.2.9 ,9a : = a . :! ; U 2' :; = ,^
Nb::rrt'r-Fr!(r !r =
C tr:= tr:=
U UUo a uy -y: :!l o i.o 6 .oo':- > O\ tr) (vt a,)OQ---\-\ol<)ofnc)ccoo--l\9tfc\lN
O
3ZR, t dt-aF-
a0tr:o((lv,AAGl ,eo6F€
O.aU
co
Td=
(')
,f
F
F
coU
t,
o
U
eo
xe
el
qJ
a-2
s
+i,
b{
;:
:a.\a)
fr]

o0-,=o000=atuHht-
-d -- "obbctcd-€-o-gLL.(ltq,, e.,
=- lai3EE
st-rU
ddn9rr\J
r84
d*,arq crr U
o(-lF
tt rn \oO\ r\ O\
N-Nrn o .-)-
c{ rrr<
'+ o\ c)EEE
taO
H
rr) \O l.lf rrtt\-Glt.!, ..1 I O\tsH<
ir) rn rao, t+ C!", oq
---Cr\
\o\o Oroco.t .ass
at)f-
(aoN
oN
6F
9t" S, .S8fi T 'E
t4 y .vFll -f - \OClEd\.\.\o.(ro-Ga-
a

(rn!+tO.n-cd c..i 3-Rt C)\O.n$..; . e.i.-nIS
c.{trlrn\o|^l^N..J\()X
- < Jan<61
C\l
\o oo!trcc.i -i.r=q6t (J,(.{Onr\-6; ;Glc\5Yv-i
oc\t
o\o
(\I\o
OcoOla-+ d..r=x\ 9"1oo.ariOr,aor\t'l
- 61
.1 9"?coc.C oR=5c{
\O \n@. v1 ci^c)-io!Cf-\af\() FH\OntO(\to
fi
rcl.n9 O6r'iC :q -
g-ca\O6\C611 7-rEnlO6l fn
? :srfi s ! E
e;;&2* -a =i=€E lE?itE:i! *E {:€ =:,': =
g 5 il fifi t..E ; E * h L.i
O\o.n
\cr.l,<)@@C.t
-,N
\o
r\I
6\o,^l6t
ofNo\
.<?
11
ra)\oo\
aq\ ?
.+@
\o\ora
t\c.l
6l\o
t?(..l
!t>(\l
6rr)
rnoq-ta<Qrrrrn Jrr:R c\ X 3N3
185
ar',(>.c
\olrr
t1\ocl
u,a.I
;"?) c-r
o..t \c,
JJ .c
q,, ,\l')
o.
"i .r,
UFr
c€t-qJ at€>5.=ug
E.;E)'CteL/c
vIc,
=of-
1r,
q
=ta
ir1co
uq.,
(r)
€r').r
o,l-aG'-) r'r
trcGl^>ci
oU
g.
o..oc,
tJ.
c'\oo
q,
U1
U
\
o
hO
GE
=qrUb
r.J I
ihaot-t'=U\
,oeur:
lp'.:d
a\o
.3b
$'at\q

Relationship between ring and bare bobbin size
Size of ring los. Conservativebare bobbindiameter with23o angle ofpull ins.
Barc Bobbindiameter foreasy travellerpull witb 27"ins.
Common,pract e
bol- ,r
sir is.
Itl+lfrlrIt*lit$2
2l
0.44
0.488
0.537
0.586
0.635
0.684
0.732
0.781
0.830
0,51I
0.567
0.624
0.681
0.73?
0.794
0.851
0.908
0.965
G5
0.563
0.625
0.625
0,750
0,750
0.8 r3
0.81s
0.938
Recommended weight of second top roller in four rollerdrafiing :
Cotton Count Hank Draftroving
weighr iugrains
i: ovings.
Indian 8-14Low Ameri.l4.l6cao
Medium 26.36Americao
Bcrter 36-50AmericanEgyptiao 40-70
,, 90.100
,, 100-120
1.0. r.41.6-2.0
2.2-2.7
5.0-6.0
5.0-7.08.0-10
10.0. r 2
8.10l0- 12
t2-t4
l4-t8
r6-i82020
t900-17001500- I400
1400-1200 Si e
1300-l100 D rle,
I100-950 Double950.900 Double900-850 DoublE
cr'nglcS,e
r86

Breaking strength of carded cotton worp ,'ilrns :
Length of cotton staple in inches
Count llT6
llE-
l0
t2
l4
l6
l8
20
22
24
26
28
30
32
34
36
38
40
150.5
125.0
t05
59.5
53
90
'78
68
97.5
865
i6
69
62.5
57.5
52.5
48
76
.70
64.5
60
55.5
51.0
47.5
41
64
60
56
52.5
Above table is from Sheldon's Breaking Strength Chartfor carded yarns, based on aconitant of l60Q CSP for 28s yarnusing l" staple length fihre. For every increase or decrease instaple length of ir" tlre breaking strength increases or decreasesby ll%. For every count over and under 28s, there is adecrease or increase in rhe constanr (CSP) number by l%.
187

Gauges for yarn clearing devices at vinders (Indian conditions)
For ordinary windcrs
Diameter of yarn x 2.5 to 3.i for carded yarns
Diamcter of yarn x 2 to 3.0 for combed yarDs
,For Barber cotnrao
Yarn dia. x 4 for breaker type wirh card yarns
Yarn dia. x 5.5 for standard typc wirh carded yarns
Yarn dia. x 3.5 for breakes type with combed yarDs
Yarn dia, >: 4 for standard type with combed yarng
For light weight snick ptarc the gauges prcscribed arc still 5;gher.
.Accepted count [roup gradation :
Coarse count Below l7s
Medium count B l7s ro 26s
Medium count A 27s ro 35s
Fine count 36s to 48s
Superfine couot Above 48s
r88

Permissible nutisture regein :
Commercial rveight'--Absolute bone dr)' weiglrt-f-crtnrnrercialrnoisturc rcgait in g6 of thc absolute dry rveighr.
Regain % irr cortofl 8.5Stapl,-..tibre rinrJ cupro fibrc ll.0(according to I3ISFA) 13.0
Pure rvtrslred u'ool 17.0Nylon 6.15Polycstcr libre I .5
Pure cotrrrn var n 10.()
Wors(ctl \';lrns 18.25
Linen .\'iiins 12.0
Rcelct'l silk I I.0Acetal': lilament virrns 9.U
(BtSFA-- [nternational burearr for tlic st:rndardisationol' m;rn-rnatJc tlbrcs)
llel;rtivc lruniiclity is the ratio oI tlrt-' anrount of rvaterv:tpour prtsent in rrnit volurne of air to tlrs amounl or $,atcrvapour rer.iuircd lr) siituratc a unit volunrc oI air undcr tlrcsamL' (crnperaturc arrrl pressure. This is exprcssed as a percent-age. llunriditi' in lrhsolurc tcrms is the aniounl of rvater vupourprcscnt in a gi' rn volume o[ the air.
Cottor: bring hygrotcr,pic will shorv rarying rvcights unCervarying condirion.; or' humiditl,. Yarn counts or fabric rveightsthcre[ore, ilrr] trt bi. considercd under stanCard conditions ofhumidity rnrl tcr:'p:rature to avoid crrors. ],loisture hus a signi.ficant ellect orr the rcal prices r;l'cotton or yarn.'[u ctinrinarcthis discrcr-rancy while sell!ng or purchasing cotton or cottorryrro, thcir priec is lrxed on thcir c.>nditioncd uciglrt. Anyexcess or dcflcieecy in rnoisturc content will be duly rakcninto account. In this cofincction it is worth wlrile to knolabout moisture ragain.
tE9

Moisture regaio is normally calculatcd as a percentage ofthe moisture contaioed in the material on its oveo dry or boncdry weigbt.
' Moisture content is tbe amount of moistur. .oo1sin..i inthe material and is expressed' as a percentage oo its ori .ioalweight.
A woven dry or bone dry cotton wben left in sta:rdardconditions of relarive humidity artd temperature, namely 65%o
and 68oF rcspectively (as per UK and USA and conrinent)is supposed to have a moisrurc regain of Bi%. Inclia hasslightly different standard because of rhe general we ,therconditions.
I{oisture rcgaino,G - Originll lYeight:-Oven d--rv weight x tO6Qven dry wcight
Conditioned weight : oven dry wt. + 8l%:
MoistureCooleot%:ou,".|8.ffix100
Exantple :
A,sample of I l0 grains of cotton is found to have ovedry weight of 100 grains. Calculate the moisrure regain, moir,ture content and conditioned rveight of the cottoD,
Moisture regain
:,Moisture conteot
r l0-100-- 106:--:-
x 100
- t0%
I t0- t00== --- --- x I00ll0 '\
: 9.09y"
'Conditioned weight : 100 + Sl%: 100 + 8.5
: 108.5 grains
190

.Example :
A sample cotton yarn piece ol 3ZS yards has aweight of 40 grains. Find rhe conditioned count ofi.e. after the yarn is conditioned.
bone drytbe yarn
Conditioned weight : 40 +g.S96
- ...:. , : 43.4 grains
conditioned count : Tooo x 325840 x 43.4
:-- 62.4 nearly
Nttte .' As shorvn in rhe follorving table difrerent textile nrare-rials have differe.r moisture regains. For example jurehas a moisture relrain cf r3.7s?6 rvhile sirk has iu.Other calcul:rrions arc identical to what has beene,rplained io the case of cottoo.
Name of material Standard moisturcregain percentage
Standard ntoistureoontent percentage
CottonJ ute
Flax
silkRayon
Rayon (Acetate)
Wool
Teryle ne
Glass,
8.5
l 3.75
tzltII
'6t7
0.4
Nil
7.8
t2.l10.7
9.9 r
9.9 t
s.66
14.5
0.36
Nit
Tiris hygroscopic property of cotton arso favourabry influ-ences the teosile strength and elasticiry properties. Thus inwinding, rvarping and weaving sectioas rlariue trumidity praysa vital role, as by imparting srrength to yarn, it enables theyarns to rvithstand the temooraty strain to which they aresubjected to therein. Besides it minimises rhe static electricityproblem as well as excessive fly liberations. often excessive
r9r

winding breakages, where lrigh spced winding of cotton ],ilrnsis concerned, are duc to negligencc in this direction.
"Barher colman Automatic Spoolcr" sugge.stions for a goodspinning packoge :
A good spinning pagkage inrproves ccnsiderably the perfor-mance and prcducrivity df a Barbc'r Colman Automatic spooler.The suggested rype of rvind for I]. c. spooles for diflcrentcounts is as follows :
For counts below 30s warp wind is suitable; for counrsbetu'eco 30s to 70s comtrinltion or warl:ivind is desirableartd ftrr counts above 70s filling rvind is idcal. Relering roAmerican ring franres and English ring frames they pointc'tlout that :
(l) All cornbination rvind on Ameriean type framcs slroulduse a "Fl't" rvhccl (crrain pulley). usc ail thc "flat.',possitrlc, as this will inerease the srrokc as thc bobbinfills.
(2) on Englisir type frames ttre chain pulley rvirh a lobcin placr: of "flat" rvheel type nray bc usecl.
(3) Ring rail speecl ancl picks irrc ceterminect b}, ttie yarncount' ring size, trvist factor, length and dianrcter ofthe bobbin dcterntinc t!r: traveller to be usrd. Ingcncral use the heavicst traveller possiblc.
(4) The spa.re between thc coits rvraps of 1'ar"o on tlrebobbin should be rvcll udjusted. observe and ao3urtthe same trn thc fii'st layer of the !.drrt on the bobbin.
To avoid causes of batj perfornranccs sorne of the ffawingsu_egestions are DoteNort!t\' :
Avoid exccssire yarn being placed on thebotton f tlrebobbin r^rhile doffing the ring franre. 'l'wo or *hree rvraps willbs sufficient lbr sarisfactory dofliing. whiie starring the niachineforce tlre ring rail witirin half an inclr of thc bottorn of thebobhin and hold it at rhis point unril two or rhree wraps of1'arn have been placed on the bobbin. If startcd rvith t[rc ring
t92

rail high on the bobbin the tail end of the yara rvill be free astbe bobbin is unwound at the spooler and may cause the yarnwaste. The doffer boys should avoid pulling on the rop taper,grasp thc bobbins below the top taper rvhen they are difficultto remove fronr the spindle. Rough handling of thc 1,arn willcause excessrvc sloughing at the spooler.
So far snick plate gauges are conceroed much depends upoDthe amount of yarn cleaning to be done. This is dependenton the condirion of the yarn arriving lt tlre spooler and tbequality of the product being maunfacrured. As these flactorsvary from mill to mill it is impossible to prescribe a definitesnick platc setting lor each count o['-varn. The followiogsettings may be altered in accordance with the amount ofeleaning tiesire,.J.
.Count Snick plate (Breakcr tt'pe) setting in inchcs I'or
Cardcd varn Combed yarn
U
8
l0t2l1l618
20
25
30
35
40
45
50
P-13
.047
.041
.036
.033
.03 r
.029
.027
.026
.023
.02 r
.020
.018
.017
.016
193
.038
.033
.030
.027
.025
.024
.022
.02t
.019
.0r7
.0r6
.0t5
,al4.0r 3

60
70
80
90
100
.0r 5
.0r4
.0t3
.012
.0t r
.0t2
.0t r
.0t0
.0r0
.009
If light weight blades KKw 369.11 are used on rhesespoolers iocrease opening size by 0.15. These are for An:ericanyarns and mills in India havc slighrly reacjusrecl to suit rhecottons, qualities, conditions and producrions.
Reasonable stantlards for personnel per I0!0 .tpindie shiftsfront ATIRA 1966 surt,e),s
Average.count Percent combedproduction
Personnel per 1000spindle shifts
lOs to l5sl6s to 24s25s to 3ls32s to 40sFiuer counts
Fully cardedUpto 25%Upto 50lroUpto 909'o
Upto 100%
9.5- 10.5
8.5.9.57.5-8.56.s-7.54.5-6.5
Output capacity of various machines in hlou.room :
OLD NEW
l\{acbine Pounds per hour lr{achine Pounds per hour
Bale breakerBlending feederVertical opeserBuckley opener
1500 to 2500150 to 2501200 to 20001200 to 2000
Axi feed 150 toSuper jet t 00 toShirley opener 400 toSRRL opener 1000 toAxi flow 600 to
250I 5001000r500800
194

'Denier' is uscd both for single filanrcnt and for the }.arn.In America a unifying system called the'Grex'is used; num-ber crl grains r+,lriclr ]c0c0 mL-tres of yarn we igh is yarn count.For exarnple 250 rayon dcnier when convertecl to cotton countsis 5315 + 250 = 21.3s
Effect oJ' sieing on Counts :
Wirh sizing the counrs gorveight iocrease. For example : Arvhcn sized 15,9/o goes coa rser tofollowing calculation.
20 hanks o[ pure yarn wcighbut 20 hanks ot- sized frroweighs I + -Ho:+# lb.
2o hanks rveighr : i# tb., rtre
nanks in I lb. : 'o il +o'-: 1].39 caunts
In tire form o[ ir fornrulir
we h.vc Srill - e.roo + s96
Where Cp : Purc"counisCs : Sized countsS% - Size %
Quick method to check breakages in sStinning :
For exacrly fir'c nrrnutcs tlre piecer is in.tructcd rlor topiecc up the ends oo tirc spin.Jies allottcd to hinr. Ijrom ri:eends doivn counrcd duling this {ive minutcs .r[-\prtrXimltebreakages per 100 spindl: hours is calcularcd io the followingotannet:
Suppose the piecer is nrincling 4160 spinriles, and svppo$ethe breakages no(ed during e.raerly firc nrirutes i: tl then bysimple calculation,
coarser owing to thc yarn20s count cotton u'arp yarntlre cx(ent as shown by the
l tb,;
anti whcn
195

1,1" 60 r00J- xft-o : I I is breaks per 100 spindle hours
the average wcight
*2Nom-r!./re
Probable limits for the averoge *'eight wltile exonining the W'rap''ping everages :
The object of taking rvrappings in spinning is to ascertain
thc actual hank or count of the product which is expected to be
not significantly different from what is desired or predetermined.
The usual procedure adopted in mills is by measuring out
exact weights, from which the averages are lhen calculated.
This is carried out by collecting material from predetermined'
schedulc of machines at stipulated intervals so that all the
rrachines, get a round aS per pre-arrangement. Thustimelycorre-ctions can be made to avoid wide fluctuations or deviationsalthough it is not possible to eliminate the variabilitytotally. It can only be rcduced to a level which [as been foundto bc reasonabl-r' good and achievable on the basis of industry-rvide survcys. It, thereforc, becomes very rnuch necessary tolay down certain expected upper and lower limits for the
data, to decide whether a whcel chaoge is to be made or not.ATIRA has suggested a simple workable formula fbr determiningthese probable limits namcly,
Probable limits for
: Nominal rveight 100 - b --b ilwhere CVB',=CV;ql between cards, delivcries or bobbins
CVW-:CV95 within cards, deliveries or bobbins
b-.Number of cards, deliveries or bobbins from whichwrappings are taken
I:The numbcr of wrappings or leas tested fromonc card, delivery or bobbin.
To calculate the limits they have also given different valuesof CY.% (as given below) that can be considcred satisfactory.
t96

Material from Lengtb CY Yo Between CV % withinin Yds. CVB (CVW)
Blow rocne lapCard sliverFinisher drawiogIntcr ftameYarn upto 60s
Yarn above 60s
2
5
sli,;er 5
l5l:0120
0.751.5
2.0
3.02.5
r.57.01.0
2.s2.52.4
The actual wrappine averagc sirould lic rvithin thc calculatedlimits. It is necessary to hring (hc actual C.v.'s. alnrost neartothe c.v.'s given above. If rhe actuul c.v. remains much higber,tlren the actual C.V.'s slrould he u:;cd in calculating the limitsfnr the average.
Following exaDlpL.s illusrr;.rte the procedure :
Example I :
To find the limits o'f card sliver s'liose nominal u,eight is-j00 grains per 5 yards. II'one ri,rapping is raken from each offcrur cards then the lirnits for rhe avcrage of .l wrappings is
3oo L2 >( g100
- 300*21.5 grains
-E.rample 2 :
To find the lirnits <iI' fi:rislrer herd c!rarv frame. If r'ra-ppings are taken one pcr clclii,cr;,fronr 5 dcliveries and if thenonrinal 5 yard lc'nlrtlr sliver ivc.ight is 300 gr.rins thcn thelirnits for the avcrage fttr 5 ,,v,rapprngs is
:300 * 2 )< 300 '-r---iT-ffi \''i+ i;T:300 * 6 grains
Example 3 :
To fin'J the Iinrits fgr rhc- Jata avcrsse lea [,eight. Ir2 wrappings are taken frorn rac]r oi ri bcbbins and if the nonii-
t97
g ra ins
(t-1 'rb.tt

iral weight of lea is 30
l6 wrappiogs is
:30*2 x -ltI00
: 30 * 0.74
grains then the Iimits for the average of
/ffiDetermining weight of troreller 'l'h!le clnnging front ore count
to artother
American method :
When changing from one yarn number to anolher it is veryeasy to determine the travellerchange if 1'ou knolv rvhat rvelgtrt
of travcller lvas used on the old lot.
The number o[ yarn being spun (old lot) is nrultip'lied byth; rveight in grains o[ I0 travellers beingused and the prodt:ctis divitled by the number of yarn to be spun (ncw lot).
For example if you are spinning 3()s and u'ant to changeto 20s with ten old travellers weighing 6 grains the equationwould read like this :
30 x 6 9 grains of ten travellers (rvhich according--E--: to American victor Ring Tmvell:r St:rndardis t,'0 travellcr)
Approanch to rationalisatiotr and spindle allocotion per tt'ntcr or'operative or piecer :
Rationalisation means reduction of labour cosls and thisis cou;tantly koocking at our door. Perlcct tuning and upkeep'ot' the machines available at our disposal. proper process orga-.nisation for optimum qurlity at each stage, strict supervisionand rigid control of quality standrrds at each stage are.themrin prerequisites for successful implemention of rrtionalisationschemes.
Follorving procedure gives an idea of calculating the optimurnbreakages for allotting more sides, tltlt is, more spindles per
tenter or piecer in a ring freme section. Similar rnethod can be'
r98

adopted for otlrer machinss such as speed frames. we are for-tunrte to have several guide lioe; in this regard from researchinstitutions.
After prolonged studies a reasonablc ring frame piecer workIoad is determined at 7iTi if no relieveris provitJed and atg0%if a reliever is provided.
The main functions of a ring frame pir.cer are piecing, creeling,cleaning supervision and patrolling.
standard worklonds [or eaclr oI the operationsis given asunder :
{ = Standard u'orkload per piec:ng
0.0500io if installed rvithout pneumafil0.0345:,'" if insralled rvith pneumafils0.0423% if alternare machines are wirh pneumafiis
B : Standard workload per creeling 0.0521%
C - Number of spindles arrended
C' : Standard rvorklond per spindlc for cleaningand miscellaneous attention.0.059S76 upto 2.1s count0.03219/c from 24s to 44s0.0278% for above 4{s
D : Standard workload for supervision and patrolling.4% lor 200 spindles6\ pcr 400 spiodtes8?6 for 800 spindles
To make use ol the abo'e data and arrive at exact figuresthe following furrher information Iras to be gathered by actualstudics fronr tl:e existing working ancl condirions.
Namely : b : Nunrber of cre:lings per shift
C : Number of spindles being atrcnded
Thc maximum end breaks X that can be attended by thatpiecer for full worktoad can be calculated from the foltowiogequation-
t'99

' XxA+bxB+CxC'+D:75 or 80
(accordiog to whether reliever not given or given)
Note :
For knowiog tbe number ofcreelings one can also catcutatefrom the optinnum yarn ouiput on the spindles attended duringthe shift of 8 hours, rhe waste (roving ends and bonda) made andthe average net weight of a creel (roving) bobbin.
About V-Belts
V-belts have come to occupy a prominent place in the mod-ern machine driving arrangements for traosnrittingmotion fromooe sourcc to the other. Different sizes belrs are sold in themarket with different cross-sectional details for different H.P. transmissiou. These cross.sections are symbolised by thealphabets A, B, C, D and F.
Sectionaxb Outside length
In inches In rnm Exceeds ioside by
ABcDE
I xii3l xh* xllllxStL x3?,
.,3x8lTxn27,x 14
32x 19
38 ;< 25
(INCHES)2.16
2.75
3.34
4.7t5.69
Example .' 'A30' means insid:: circumference is 30' whileoutside circum ference : 30*2. l 6 :32. I 6'
200
f+-- O,-fi

It is advisable to use same make same, size and same lotof belts on the macltine at a time in orde r to have cofrect trans'rnissitrn, longer Iife, minimum slippage and uniform load oo
'every belt. Never work one ot (wo new belts along rvith old,ooes which Bot stretchecl al:'eady. They run loose and heat up
the pulley by slipprge. The new belts take up mcst of the
load and losc their lit'e quite soon. The best procedure is tokeep ready cornplere scl of pre-tested and measured belts
either new or r>ld and change all the bclts on the m,rchine
and never repiace one or two damaged pieces. It will be atlvan-
tagcous if the new belts are subjected to a littlc pre'stretch
b.v a suitable device.
USEFUL MEASURES IN LABOUR ANI)PRODU CTIVITY COMPARISONS
The progress ot' any industrial undcrtaking ultimateiy dep',encls upon e[h:ient irtrliririion of ttle various resources (men. ma'chin:s an.J materials) and air e[Iective contr<;l oI the these [actors.
Controis becorne etTcctive and meaningful only when they are
based on certain practical nteasurr's that are derelopcd on scie-
ntific lirres. Real control is possiblconly when t'lere arc firoperoorms or data, tlritt is, achievable targets. Rclirble nrethods ormeitsures help one to judge the extent of progress rlade frtlrr time'to time. To make any orgaoisation economicr ly riable, the
outlook or thinking of every worker, supervisoi. or oftlcer has
to be cost-orieotcd.
Earlier methcds for comprrisons (in spinning) cithtr rvithin
rhe mill or b:twecn thc mills werc basedon "wrirkers per 1000'spindlei" anC ''produ;tion in 20s conversion". '.,hese are nowregardetl as crude and "unrcliable, and the fallacy in tnese is
'evident since the;levelopment oi the n:w rnethoic likeHf K (cp:rative hrrurs p-'r lrJl kg. of yarn) anC pro luctivity,indices etc.
20r

The crude method of labour prcductivity rarrely "u,orkers.per 1000 spindlcs", does not take into account factors such as,.the range of counts being manulactured, types and sequencesof machines emplol'ed, types of cottons or mixings being used.The number of workers vary according to the counts spun andaccording to whether they are carded or combcd etc. Inspire ofthese drawbacks still this method gave a broad picrure ol'thecumulative effect of several factors and it has been rhe startingpoint for developing a better measure.
HOK :
A better concept knou'n as "operative hours per 100 kg.of productioo" (abbreviation HoK) rras been evolved ro getsome meaningful compariscns. To produce a frxed unit forfinal material, namely 100 kg. of yarn, equivalent quantiries.(including rhe rvastes) srage by stage upro tlre mixing level areto be calculated along with the worker hours involred inproducing rhat. much quantities at each of'the respectir.e stagesirrvolved. Aggregare of these hours is HoK. This evidenrlytakes into account all cssenrial I acrors such a s, ' t! pco[ machines, house keeping, production rutes, efHcicncy oflabour. work loads, rvork assignments, counls and rvasrages.HoK calculation is somervhat laborious. Comparison is stricrlyvalid only when count particulars are identical. Besides fioerthe count and larger the proporrion of conrbed protlucrion,higher is the HoK. This is an inverse indcx of trbour producti-vity, To overcome rhis limitaticn HoK is furrher reduccrl to acommon count level, nanrely 20s. while catculating the man,hours in each section, all rvorkers direct anrj indirect includ-in3 the maintenance staff of that secrion are taken into account.
Bigger package rvill involve less indire ct labour and.therefore the HoK rvill becomes less. In rierv of the facr rhatHoK changes with the count, a furrher index of 20s knoun.as "adjusted HOK" is calcutated as under :
20s Adjusted HoK - -Total no' of opegit-:-lrryt x 100- Toral producrion adjusred ro I20s in kg.
202

In otlrer tvords this nteans that the mill is assumed to be'
spinning only 20s count. This 2Cs HOK can be taken as a re.
liable measure of labour productivity and can be used to con.parcthe same betu'cen mills. irrespective of their average counls.
spun and proportion cf combed production.
Productivity In,le-r
To have a better intermill cornparison in productiviCyindcx, corrections for extra proccsses of comber preparatory,etc., antl for the anlount 6f'gtrnlbeC material prtrduccd, becomcinei'itablc.
Standard opcrelivc ltoursrequired to produce theactual prodrrctionProrJuctivity - IIndcx
tx+
Actual operatrre hoursemployed.
Bascd on a typi:al Standard Nfill, assuming it to be'rvorking with normal cr)odit!ons, spscific process sequences,standard rvorl: assiunment and standurd efficiencies at everystage in order to prot!uce a particular count yarn, stlndardHOK is calculated.
The following table shorv5 th: strn.Jard HOK in ditlerentseclions as determinrd hy ATIRA.
Count Standard llOKi\{rxing Card-& ingRlorr,-
toonl
Comber Frames Ring OverallCr-lnrber framcsprepa ra-tory
20s Warp carded36s lVarp carde d
i$5 Warp combe d
1.87
2.022.3
3.7
5.46.r6 6.0
9.33 21.99 42.89t3.15 33.58 59.4513.4s 36.s5 64.46
Adjusted HOK for any section means that it is the expectedltOK in that section if the mill was producing 20s carded. The'HOK at cornber prepxratory will not fi3ure in th: cal;ulations.
203

Exomple ol adjusted HOK
In e.ach section rhe following is calculated and total adju-'sted HOK is then obtaioed.
Suppose X kg. of 36s yarn is produced.
For Rlon.roo,n
Standard operalive hours :.XI?,I{00
(a)
Total blorvrcom hoursof operative for X KS.per day |.+
tnble)
Prod uctivity_indcx
(a)
(b)
.Adjusted (HOK) (20) :
Thus this takes care
1.87 (from e!.:ove(b)
of thc cffect of combing
100xl
section too.
l{ochine Productivity
OIJ method of "2Cs converii,rn" i; unreliable because itassumes that the length delivered per unit time for all countsis the same, which facr is Dot truc. The length <lelived perunit time is governeJ by spin<rte speed, twisr murriplier, gffi-
'ciency and the count. For example, il'in a particular casethe producticn of 30s count is 'g'grams per spindte accordingto "20s conversioo", melhod,
2os con'ersion : 3o x 8- : r20 ;1.5g) grams which is incorrect.
For countwise spindle productiviry comparisons a differentmethoj is evolved, wherein primariry standard sets of pr,,rg65-sing conditions in the pariicular milt, for alt counts inciuding
..20s, are assumed. Wirh the help of this .'Assumed data" the'standard productions per spindle shift countwise are calculareclfor comparing the acrual production. For tal,ing the standards
:f,or productions, certain srandards for speeds, twist multipliers
201

and efficiencies have to he delcrmined out of experience. For
instance, ATIRA out of their various Suri'eys etc. gave the
foltowing tentative standards rvhich are very helpful.
Couot Liit"j1
Ring"
Spindlc Twist Standardspccd multi- effjciency
plier percc n t
Productionlrer spindlcshift of 8
hours(grarns)
l8s warp cardcd20s warp carded30s warp combed24s rvcft carded38s weft conlbed
8x 2 9000ilx 2 9000Txtf lo2oo6x r+ 95006x l.L 10000
1.64.6.1.4
4.51.4
87.587.S
8E.7
86.287.7
16t.2t35,890,4
n t.76 r.8
The productioD per spindle shilt (in granrs) converled to20s is calculated for all the counts being spun in the followingmanner. While calculating actual productions corrcctions are
needed for deviation from nominal count.
Count
(t)
Spindle Totalshifts actual
Proi-lu-ction(kst
Actull Standardproduc- produc-tion per tion pcrspindle spindleshif t shifr(gr;.rms) (grams)
q)xtw(2)
(1) (s)
Produc- Totaltion pcr actualspindlc produc-shifr tion con-con- verted 't',verred to 20s(kg)to lOs(gramst
(6)x (2)
1000
(0i (i)(2) (3)
l8s wp K 8300 I 176. I
30s wp C I4800 l32l .624s wt K 7800 762.8
38s wt C I 1000 595. t
t6t.2 I 19.0 987.9
90 4 134.0 1982.5
tn.7 l t9.3 930.6
61 8 119.0 1309.2
tll.789.3
97.8
54. I
41900 3855.6 52rc.2
20s

Standard producrion per spindlc shifr for 20scount is already given, i.e.:13-q.8 grams
So overall production )per spindle shitt I _ SZt0.2converred ro 20s i. == aDid6-
: 124.4 Brams
for this typical mill )
Tbis new method is quitc reriabre for productivity comp-arisons either within the miil time to time productions or bet-ween rnills.
Sonrc Srarisricol Elements and wltqr They Mean :
Stot istics
Statislics is a special branch o[ science rvhich Ccats rvirhthe collection, analysis and interpretation of numerical data.There is no field rvhere starisrics cannot be adoptccl usefully.By suitable techniques, qualitative concepts are translated intoquantitative measures or nurnbers which are rhen subjectecl tovarious mathematical processes till sornething meaningful' isevolverl. But for rhe magical weapon of this statistics weu'ould have not seen such tremendous progress that rve aresceing today around us in the world.
Popalation
In the statistical language rhc word population refers tothe data collected about a particular quatity or characteristicirr order to express the qualitative lacts in a quantitati'r way.In other words it is the large butk from whictr a small i; .mberof individuals are taken at random to provide infon 'tionabout the bulk.
Attribute
Any selected quality or characteristic (rhat is prescui orabsent in each of the units) that has to be statistically treatedand judged is known as ao attribute. F-or example number oftight fitting bobbins iu a lot of say 100 bobbins. Here tightftting is an attribute.
2A6

'Y ariot e
Variate is the particular quality whose actual magnitudeoI character is nreasured from different ulrits-for example theweiglrt oI a group of units. The quantity whictr varies (height),rveight, income etc.) is called thc variate.
Yariability
varicbility is rhe variarion of test results about a centralv;rlue. Amongst the variables there are continuous variablesas rvell as discoutinuous.variahles.
Dis persiott
This almost means the slrle 3s r.36j1bilin..
Seatler
Like dispersion scalter ulso means variabiliry.
FretTueney
Thr. nunrber c.rl tinres a particullr clraracleristic occursin a given sanlple or during a set intervaletc. This also rmpliestbe n urnber of observat ions Iying betrr.een two specifiedlimits.
.Frequenc)t Dist ri butiort
The cornpletcfrequencies.
range of data arranged in a table of
Freqnency Poll'gort
The frequency disrribution ofrepresented by a graphical rnethod.
a sample or population
Histogrant
A grouped frequency distributed when represented by a seriesof rectangles side by side, forms a histogram. This is aDother,manner of diagrammatic represenlation.
207

I requencl' Curve
Frequency curve is a smooth curve obtained from a his-togram, when the number of observations becorres very L ge.
IPIean
Mean is the same as usual arithmatic average wher" iresum o[ observations is divided by the number of observ:] *is.The average gilss litrle or no indicarion as to rhe amou,i or.typc of variation. It is somc times called sratistical techr,1ue.
Deviatiort
In siatistical language <teviation irnplies the differencr tt-wecn an observation and the mean of aI ob-iervarions.
l{edion
Ivfedian is the raiddle value of a sct of test values. Tl,are as many test values greater than it as tircre are less.observatioos are usually arranged in an increasing or,Jer.
lleon Deyiatiorr
Mean deviation is obtained when tlre sum of all the difT.re-nces of the values from their mean, taken rvithout regard io.sign, is divided by the number of values. This mean devia.:,rnis a measure of spread.
Range
Range is the differencc between the maxirnum and rninirn,values io a set of data and is the simplest measure of sprea
l'oriance
When all deviations arc squared (All signs become +r.e) artheir mean (that is the mean of all squared deviations) is terras variance. Io other words variance is the squa:ed stanc,deviation.
Slandord Deriation
Stasdard deviation is defined as the root-mean- squareder iation of numbers from tbeir average. square root of variance
208

is also same as standard dcviation and this is of great use instatistical decisions. This is denoted by I (sigrna) 63 6 (delra) orby S.D. For a population the standard Ceviarion is the squareroot o[ the a'.'erage of rh: squaris of the deviations of indivi-duals lronr their meaD. For a sample tlre best estimate of thepopulation standerd devi,rtion is obtaincd by dividing the surnof squares ol the deviations by one leis than rhe numbers ofobervatioos before takiog the squirre roor. This is an essentialstep in the condensation of data. In other words, tbe staodarddeviation is r meesure of the amount o[ variation from theaverage of a set o[ data. For example if two yarns havc aoaverage lea test of I00 lbs, but with a standard deviation forthe first yarn at 8 lbs ahd at 20 lbs for the secood, it rvouldmean that the second varu w'ould havc considerabll, rnorevariation in lea test tlran the first varn.
Sample
Sample is a ccllection of indir iduals raken from apopulation.
Randctnt sampling
Randonr sampling provides information abour the bulk.This is a nrethod of drarving individuals from a bulk in whiclieach individual of the bulk is equally likell' ro occur at aovpoint of the sample.
Estirnote
Estimate is a value calculateda characteristic of the population.
Mode
from a sample to appraise
Mode is that particular valuc which occurs most frcquentlyin a sct of data.
Coflicient o/ variatiort
This is a very useful parameter io statistical studics andis usually denoted by c.v. c.v. is obtaincd wheo sfaodardP.I4
209

dbviation is expresscd as a percentage of the mean. It is hundredtimes tbe standard deviation divided by the mean. C.V. is usually'cmployed to compare the relative variations in differcnt sets ofdala. Thus, tbe coefficient of variation is a mcasurc of therclativc dispcrsion and is useful in comparing the dispersions oftwo or more processes or materials or in compariog the samctypcs of materials produced at differcnt times.
Control Clnrt
In order to detect the abnormalities control chart is pre.pared for displaying results.
Correlatiotr
Corrclation shorvs tbe interdependence of two variables.
Limits of variation
Limits of variation is the rangc wit[io which all but aspecilicd small proportion of the values fall.
Tolerance limit
This is the permissible limit of variation.
""';::::Jfl":T:::.d as a perceo,age o*he ,.,n,,
termed as percentage mean deviation and is deuoted by P.M.D.
Example to illustrate some of the terms
Suppose the laboratory assistant carries out lea weight testrof a given count yarn and obtaios the following
fr equenc y dist ribut iott
57 55
53 54
54 58
ss 55
53 54
of 30 leas weight in grains :
52 54 54 54
52 52 54 s3
55 56 52 56
53 53 55 54
57 54 s4 53
2t0

The abovc sct of res.ults is called a sample.
'Where nwxintuttr weight =': 58 grains
.and miuinum rveight : - 52 grains
and Rarge =: (58-52):6grairs
Summary oI the frequency distribution is
Lea weighttin grains)
Frequency or numberof occurreoccs
52
53
5.1
55
56
57
5n
.4. ft:equerk'! pol;:;;g,qr is obtained by plotting Lea rveight ugainstx-axis .r'rd flrequency against y-axis and then joining thepoints in orcer by strlight lines. when rhese points are joinedby a smooth curve \\e get Lhe frequency curve.
,4 histogrd,,r can be built by having Z equal divisions sicjeby side on a horizontal base line to represent 52, 5i, s4, 55, 56.57 and 58 grains lea rveight and then crecting rectarrgles inorder with heights of 4 units, 6 units, l0 units, 5 units, 2units, 2 units and I unit rvhich correspood to rhe frcquency.
Thus the given data can be graphicaily or diegrammaticaflyrepresented. We must now consider bow to characterire thediagram so obtained by sirnple arithmetical mersure. There isa teodency lbr the results to be concenrated about a centralvalue and we lnust find measures for this central value andalso lor the scotter or iispersiotr about it,
l{edian is the middle value of the set of test values. Inthe given example 55 is the mcdian. Therc arc three valuesbelorv 55 grains and three values above 55 grains.
21,I
4
6IO
5
27
I

'(Nclte : As these are seven valucs we could say -{5 as rhcmedian. If therc are even number of resutts then themiddle two values should be added and diridcd by 2ro find the median.)
t{ode is tbe value whicb offur5 mo;! frequea:li- and rc;
kno* this therc should be a large cumber of value;. rn theabovc givcn example 54 grains occurs highest number of rimesand therefore is considcred as the nrode.
Ir{ean or arithmetic al'erage alons docs not take intoaccount tlre variation about the central value or nredian. Soa suitable measrrre of this variabilitv, scatrer or dispersion has
to be determincd. Range, hou'ever, is not a gocd mcasrrre ofdispersion as it is based only cln the trvo values. th:rt is, maxi-mum and minimum.
Calculation of mean devi;rtion. standarri dg'.'ia!,ion andcoelficicnt of variation.
Lea wt.(ingrains)
Frequency
46
10
5
Lea rvt.X Fre-quency
Square oILea Weight
(Lea Wt.):
Frequeircy
s253
5455
56
57
58
TotalMean
208
318540275tt2l1458
1625
54,17
2704280929163025313632493364
r08l 6
r 6854l9t 60t5r2562726498
336488089
2
2I
30
Uncorrected Variance _
Corrected Variaocc :
Standard Deviation
C. V. (coefficient of
: \/ l.gl : 1.382 graios
variatioo, ::tr xloo
88089
30
2936.30 -1.91
,12
2936.3
(54.17)t

Exantple .' To calculate Mean,'standard deviation, coefficient ofmean deviation.
Mean deviation, Varianccvariation and percentage
Single thread,test in oz.
Deviation frommeaD: (test-mean)(sign ignored)
DeviationSquare
6.78.2
8.86.08.27.77.78.49.78.6
Total 80.0
1.69
0.040.644.000.040.090.090.162.890.36
I0.00
I.30.20.82.00.20.30.30.41.7
0.6
7,8
Mean :- i$ : 8 lviean:#-:0.?g
variance - lo
-(10-l)'Standard deviation :
l09
: l.ll
{ t.n : r.054
'coefficient of Variation (Cv) _ l'054 l( 100 * 13.178
Percentage mean -- 0.78 x 100 ^ _F.deviation (PMD) - 8- : Y't)
2t3

Some Useful Tabtres

OOt€O\C, \C@NQ16;trlr!cnr-t \oSslr)trl cA (fi(rl (\l N Fr
- F E
oocjooi oood
atoool\ tn tt ffl catsar(\{ d . oq €ooH\o\c)\Oa@ca(\.lC{C\
o* -o o (n
-AtTor6rlooa,.oc, G;6-
r\aOo\c{sl(?lOl
ssRg
OO\Of-Ol .'t(\l-C{-(rlGl
rai.)?irac)(acn ?a tir fa t (o
r. <i tL,^lL-Y,i ro ovJ--(.1Fa Gl Fr (rt
a
CJ
E
s(lc((t3(J
Gt
a:()ovl
(ll.9.tu
,Gl8;eeO.-N Ei8 g Sao('rrjid ()u
t)C.,'43
=cr-o .E(6
q =
'e3
I
qru
V)?rt
(goo
tlta
2t7
---()ct€trl;r
o5.;.Y-E.99xEii;EE8g-o(llr,EtrcAo.5at)*tEB?gU(,-:.=EoI B=o3 q*-6-lEr_ ollo.=;.Etsq-io
a,ru
(,
n
cl9v,o(!UE
coc'15oJ.-.ebAq
o.:,oo
4,,
:s(/q)
.-o
.\v)
q,t-{.\saa
ooU
.stq)
(54

3 I Hss ;38K R H; * * 3x **+ sss,
o- 6ce ,D =
93{i F .6.4 a + eA @\O \C ctf OO v{ e
A !9 A(! .(l 6l rrr t\l (')€!t rnrarf,ia! r1rt t q, tn r17 t !f - c.t tit cn f.i ,rl,- -
F-l - -
-a - -F-
E-q
o o oo'ct d 9d dod ddd
6t oo € o o N o 99(n (.|tif CA m t? S @ r-.
e'H UJ ; J j; Noa 'oQnar.r E 3rrfi 6 a{ 6 if ;i+F cnFlFi
c'l r -!tr !f !!l \o ra ra.o!1t r'16le'c'l .n ('l.a c.r "? i6 H c'i ti c'i c.r cri i6.
i Iasii r; 3 I ss E:l iixI
e,
H E .E e.E r.Eiir*eE AE ig6'E>€t E< >t
Ilit,E
t{"-€lu
).oo .E oots4d tiifr28 nis
gdEtEA
d€l-l
a
oz
2t8

(\t(\ -.ro.@1'
€h€6I -@\c} oo (:lci \Of,6O O.vri !aO\'e;ri h<; = tcai .o\oe'.2-. -€O Oo\'--- -F- -- ---a --Gl
c-l-ioo ooo o od crocio ouo dd
t 61.q'.f oO rtoOt\ O.^CO 5 cq c-r C{ (\l fn cq C1 (+1 \Ot -1- l'-1' I I I I I
- | -6tc,\? ooclcir - 't.O Oq?@€ QlA I
i'iFi+ Ncai'i ..r c.lca <.tGlr.tt-l 6ltrl€
oa cho\< '(? €QoO to tl e6;6 -c.trl ci t\lcntaca Gt 61 6lI I I I r l' -l' | -l' | -l' I I
ob.rtro oilo t!; oo Ool +6OrOr ?€@ \O@'
I € 13- r- lpoo 3 I;JIf *"t; € '\- "\+A.l 6trl Ii
E EE E E E Ej;Ee +E:asEtE<'i(< )<E< O<Y<
rrr+-l 6l(Y)-|. !C? -r'| StQ-Fl Qr-,tfr
c.rcirn ('i('tc,i co F)cn ca!C!?t cnc')r) :-cg L.
,as; HH= ; Bg i,ll !-g5 iiE
Ee i t2 S f E iiI 4 di ri 'Tft g gEEI" I.E .a
r.r1J - F(! 5= O =trl== (\l trlr-Xr .(l O55gEo
2r9

sssIE ilEsH sEEE: E=E:oddde OoJt= d;
fifT S F s o$:RHsKHR sgxx KNR"'* Jsj*
S$T$T fiSSn SF R :;EKFKHKX RREX KRNSi K d*J*o o lo-^ o tr,-op oo
= I io c\Jj*eE EdIT 3-_*f ITIS
.dtss!r???€l).:685, E *> ,9
d 5 Eo €fr6;IS
?\ r\ r\ 6\!t r7l (... (n
c,Sct.lsc= o.A SF =
c0:i5:iS qU > UY
\o\o ." IIE?s:F$*srf=fu€Euug
'=.-EEE F€EgIS'q,,oo .= e E 3E'E= ei; *ssg;5;E
=O,>\d j >r c) ,.: iiss ESsE ,5s
*iri iri jE iEEhcao(€E = -Ea E:?o o i:=tn u6>
i!9 o\O Fl tf €o\.'r qr |J'""i-;aY;i lianu ;ilRR3
220

StopIe Length Standurds in Trade
Cotton Strplc in lr"inch
Moglai Jarilla
Yidharbha NIP 19713
Khandesh VirnlrDigvijay ADigt'ijay B
Surti
Puniab American 3:0FPunjab Anrerican tl l-iWesterns
KarunganniDholleras
Oomras
Buri Anrerican
Lt47Gaorani 6 and llAK 235 and 277
KalyanJayadhar
Laxmi
Combodia ACombodia B
25
27
]S
2li
26
29
27
28
26
2E,)'L1
20
29
3l28
28
25
28
29
JJ
JI
22r

Variety Staplc leogthins.
Eg1'ptian
Menonfi
Giza 45
Giza 30
Giza 47
Giza 66
Batbirn 185
Ashmouni
Dandera
Sudan
Gczira Sakel
White NileTokcr Sakel
Anterican
North CarolinaSoutlr CarolinaGeorgia
Mcmphis
Mississipi
Mexican Varieties
r 3/8 t elt6t tlz r s/8t tlz I s/8
t slt6 t 7!t6t 3i32 I 3ir6I t/8 t gltz1 tl32 t 3!32t 3132 t slt6
t tl4 I s/8
t u132 t 7lt6I 3/8 t tlz
t tlsz I l/8t3it6 I t/t6
I I 3/t6t t 3lt6r r t/8
Classification
Bclow 3.0 Micronaire3.0-3.94.0-4.95.0-5.96 and upwards
Very fineFioe
Fine Medium
Slightly Coarse
Coarsc
222

'Comparative or Equivalent Counts in Diferent systenrs
Worsted Cotton &Spun Silk
Yorkshire InternationalSkein Metric
Rayon Tex-Daoier system
IO
ill3I5r7l9202l23,{272930
3l33
35
37
39
404l43
4547
4950
5l53
55
60
70
80
100
6.77.38.7
l0I r.3t2.713.3
t4I5.3t6.7l819.3
2020.7
??.
23.3
21.726
26.7
27.3
28.7303 I.332.733.334
35.3
36.740
46.7
53.366.t
2t.924.t28.4
32.8
37.2
4t.643.745.9
50.354.7
59. r
63.465.667.8'72.2
76.680.9
85.387.5
89.794.1,98.4
102.8r07.2109.4r il.6I t5.9r 20.3
t31.2153
t752t9
r 1.3
12.43
t 5.9
l6.e19.2
21.422.623.72628.230.532.831,9
3s37.3
39.54 t.844. I
45.2
46.3
48.5
50.853. r
55.456.557.6
59.9
62.2
67.8
79.1
90.4
il3
797 88.5
72s 80.4
614 62.2
s32 59.1
469 52.t119 46.6
399 44.3
380 42.?347 38.53r9 35.5295 32.8275 30.6266 29.5257 28.6242 26.8228 25.3
315 23.8:0,1 22.6t99 22.rt91 2t.6r85 20.6177 19.6169 t 8.6i62 I8.1r59 r7.8156 t7.4l5l t6.7t45 16.lr 33 14.8
I 14 t2.799.7 I l.l79.7 8.8
223

a$er Siandards : Range of Yariation In o.,/o
Combed Quality Carded Quality
StockVcry Averagc Unevcne\.en
Very Aver. Uneven,even age
Slivers
Card IComber :0Breaker Drawing 16
Fioisher Drawing l2
Roving (Haokl
0.6-r.51.0-2.0 20
1.5-3.0 l86.0-9.0 23
Yarns (Couut)
I620 52
21 55
30 587,''
36 60
40 64
50 66
60 7t74 7780 80
85 82
95 9t140 I t0
7t 86 ilo74 9l ils77 93 t?l80 99 126
82 t02 129
t36
ll 15
30 40)) a)-b
J-
18 25
27 40
30 45
35 50
69 88
7t 9l74 96
80 rcz82 t0488 ll093 ll599 t24
102 t26104 129
Ito 135
t32 t54
23 32
23 35
20IJ i0
45
50
lI088
224

(Jsler Standurds For Cl' % Jor Carded Coitons
Even Ar eruge U neve n
Slivers (grains/1d.)Card 46-60Breaker Drawini:Finisher DrawirrgSlubbing
HankInter Hank
YarnCount
3.1-3.516-76 3.3-4.2.i0-d6 3 5-{..1
0.6-1.2 5.1-7.2
l.)-2.4 5.5-7.66.0 l l.i$,0 t?.7r2.0 14.i16.0 1.5.2
?0.0 16.l2{.0 17.0
3C.0 lE.036.0 18.8
40 () l8.tt
5.0- -i.65 0- 6.35.6- 7.07.7- 10.0
7.2-10.2l516.3
r9.0t9.02002l.i2?.s41 a/\ t
ii:i
6.2- ,1.0
7.6- 9 88.4- 10.4
9.6- 13.6
10.0- l4.or9.5I1.024.625.0
25.025.827.??7,E
28.2
IJster Starulurd I'ulru'.; for CI/)(.1'or Ccnrltecl )'arns
FIBRE FINENESS
Denier 1.3
Arealometer 3ol1\1V 3.7
Denicr 1.6
Arcalometer 319
MV 4.5
Even Average Uneven Even Average Unevco
Slivers (grains/yd)Carded 35.60
Comber 46-60
Br. Drawing44-69Fr.Drarving 21.52
P-I 5
5.0 6.26.3 tz.s4.8 7.2
4,2 6.1
225
3.03.1
3.02.8
3.4
).1).)j.l
5.67,5s.3
4.7
7.0t4.l7.1
6.E

Slubbing (Hank)
,r 0.8 3.4 4.9
,, 1.2 4.2 5.9
lntcr Hank I.5 3.4 4.9
,, 1.8 3.7 5.4
,, 2.0 3.9 5,7
,, 3.0 4.9 6.9
1' 4.0 5.5 9.0
,, 5.0 6.? 9.0Roviog(Hank)6.0 6.0 7.s
,, 7.0 6.5 g.l
,, 9.0 7.4 9.2
,, I2.0 9.5 lo.7Yarn Count20 ll,7 15.2
., 24 12.4 l5.g
,, 30 13.5 16.9
,, 36 14.3 I8.0!, 40 14.6 l g.5
,, 46 15.7 lg.350 16.0 19.3
,, 60 17.3 20.3
,, 70 Ig.0 21.3
,, 75 lg.3 21,7
,, g0 Ig.6 22.1
,, g5 lg.g 22.4
,, g0 lg.0 22.6
,, 100 lg.l 23.0
,, 120 20.2 ?3.6
3.8 5.3 9.4
4,7 6 s 10.2
3.8 5.5 8.0
4.1 5.9 8.7
4.3 6.2 9.2
5.3 7.6 il.26.1 8.8 12.9
6.8 s.g 14.5
6.7 8.3 u.77.2 9.0 12.6
8.2 t0.2 t4,3.9.4 I t.8 16.5
13.0 16.8 21.4
13.8 17.5 22.0
15.0 18.7 23.4
r s.8 20.0 24.6
16.2 20.5 24.8
t7.3 2t 3 25.4
17.8 2t.3 25.4
19. r 22.5 26.4
20.0 23.5 27,8
20.3 24.0 29.5
20.7 24.5 lg.t
7.6
9.3
7.1
7.8
8.3
t0.2
n.7I3
r0.5
I t.412.9
l s.0
r9.3
24.4
21.2a,l .,
22.4
23.0
23.3
23.8
25. r
25.8
26.2
26.3
26.4
26.4
27.0
226

lLsrcr Sttndan:l Values for llean( For Carded
Lineor lrregulor ; t-t, ( ""%
)Cottons)
lWaterial Even U% Average U% Uneven U%
Slirer (grains/yd)
Card 46.60Br. I)rawing 46-76
ljr. Drawing 30'4tiRor ilrg (Hlnk)
Slubbing 0.6- 1.:lnlersYit rn
1.2-2.46.08.0il.016.0
:(). ()
:{.0i0.():60.10.0
2.5-2.82.6-3.4t.8-3.5
4. 1.5.8
4 4.6.1
9.0r0 2
I l..lll1
13.0
I3.5144r5.0r5.0
40.45.r 0.5.04.5.5.6
s.6-8.0.s. 8-8.2
t2I3. I
152r 5.3
I 6.5t7.3t8. I
18.7
I 8.8
5.0-5.66.r-7.E6.i-8.?
7.6- r 0. E
s.0-l 1.2
I 5.5I7.0t9.i20.0:0.020.(r
r r.812.3
22.5
Uster Strl. Vuluet lfor Cotnbect Cottons) for ,\Iecn Lit;edr Irregu-larit y ( U%)
FII]RE I.'INENESS
Denier 1.3
Arealometer 362
Microoaire 3.7
De nier 1.6
Arealometer 329
N{icronaire 4.5
Even Average Uneven E,ven Ai'erage tJneven
f1
SlivcrsCartl(grs/yd) 35-60Comber 46-60Br.Drawing 44.69 2.4
2.51i
4.0
5.0
3.E
5.0t0.0
5.7
227
4.5 5.(;
6.0 r t.32.83.0
6.34.22.6
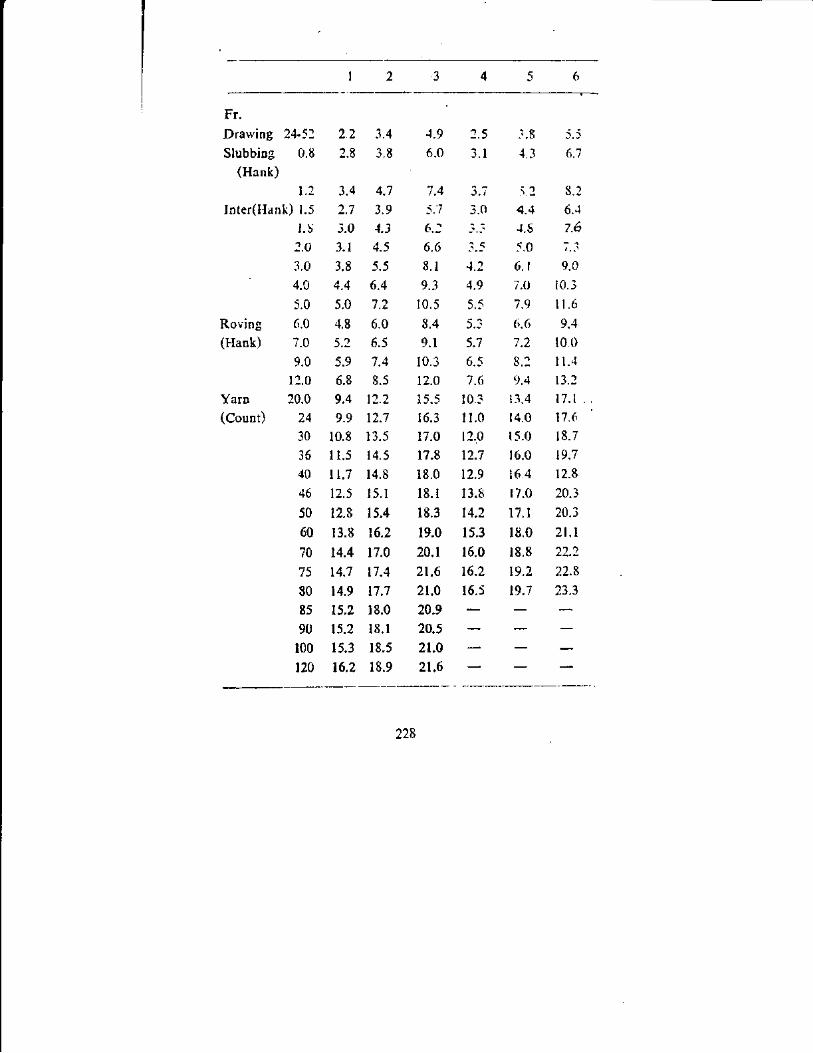
Fr.
Drarving 24-52
Slubbipg 0.8
(Hank)
1.2
Inter(Ilank) 1.5
I.S
2.0
3.0
4.C
5.0
Roving 6.0
(Hank) 7.0
9.0
12.0
Yarn 20.0
(Count) 24
30
36
40
46
50
60
70
75
80
8s
90
100
120
2.2 3.4
2.8 3.8
3.4 4.7
2.7 3.9
i.0 1.3
3.t 4.5
3.8 5.5
4.4 6.4
s.0 7.2
4.8 6.0
5.2 6.5
5.9 7.4
6.8 8.s
9.4 12,2
9.9 12.7
10.8 13.5
I1.5 r4.5
rt.7 I4.8
12.5 l5.l12.8 15.4
r3.8 16.2
t4.4 r7.0
14,7 17.1
14.9 17.7
15,2 18.0
15.2 18.r
15.3 r8.5
t6.2 18.9
1.9 2.5
6.0 3.1
7.4 3.7
5.',7 3.0/^nti
6.6 3._s
8.1 1.2
9.3 4.9
I0.5 5.5
8.4 5.3
9.1 5.7
10.3 6.5
12.0 7 .6
15.5 r0.3
t6.3 I1.017.0 12.0
17.8 12.7
18.0 t2.9
l8.l 13.6
18.3 14.2
r9.0 15.3
z0.l 16.0
21.6 t6.221.0 16.5
20.9
20.5
il.a21,6
j,8 5.5
1.3 6.7
52 8.2
4.4 6..1
J.s ?.6
5.0 7..1
6.t 9.0
i.{t I0.3
?.9 I 1.6
(;.6 9.,1
7.2 10.0
8.? I r.4
9,4 t3.2
t3.4 17. i
r4.0 17 .6
r 5.0 18.7
16.0 19.7
16 4 12.8
r7.0 203t7.t 20.3
r8.0 2t.t18.8 22.2
r9.2 22.8
t9.7 23.3
228

Uster Standard V'alues (Ufi lv{ean Linear lrregularity(For Carded cotton)
Tcsting Material Hank orCount
(English)
Averagc Uneven%%
Even<t',o
Card sliver
.Breaker drawing
Finisher ,,
Slubbing
Single,Process Roving
Yarn
"Card sliver
,,Combed slivcr
0.14-0. I E
0. l l-0.18
0. l8-0.2[i
0.6'-r.2
1.2-2.4
6
8
t2
l6
20
24
30
36
40
2.5.2.8 4.G1.5
2.6-3.4 4.0-5.0
2.8-3.5 4.s-5,6
4.1-5.8 5.6.8.0
4.4-6.1 5.8.8.2
91210.2 l3.l
n.4 15.2
t2.2 r 5.3
13 t 6.5
r 3.5 17.3
11.4 r 8^ I
t 5 18.7
15 18.8
5.0-5.6
6.1-7.8
6.7-8.2
7.6-10.8
s.0-l 1.2
r 5.5
17.0
19.7
20
20
20,,;
2l ,8
22.3
22,5
For confted cotton
0.14.0.:4 2.5
0. r 4-0.18 2.5
229
.1.0
5.0
8.0
10.0

Breaker drarving
Finisher !,
Slubbing
tt
Singlc
Process Roviog
Roving
Yarn
0.12.0.19
0.r6-0.3.1
0.8
t.2
I.51.8
2.0
3.0
4.0
5.0
6.0
7.0
9.0
t2.020
24
30
36
40
46
50
60
70
75
80
85
90
r00
r20
2.4
2,2
2.8
3.4
2.7
3.0
3.1
3.8
4.4
5.0
4.8
5.2
5.9
6.8
9.4
9.e
10.8
l 1.5
fi.7t2.5
t2.8
t3.8
t4.4
t4.714.9
t5.2
t5.2
r 5.3
t6.2
3.8
3,4
3.8
4.7
3.9
4.3
4,5
5.5
6.4
7.2
6.0
6.s
7.4
8.5
12.2
t2.7r 3.5
t4.5
t 4.8
t5.rt5,4
t6.2
I7.0
17.4
t7.7
18.0
r8.l18.5
r8.9
5.7
4.9'
6.0
7.4
5.7',
6.2
6.6
. 8.1
9.3.
10.5
9.4-
9.1
10.3
12.0,
t5.5.r 6.3
17.o.
17.8
t 8.0,
I8. I
t 8.3
r9.0,
20. r
2t.6.21.0
20.9'
20.5
2t.o21.6,
230

Fielden Walker Standdrd l,alues
Material Couot(English)
E,veno/t'O
Average Llneveoi; /,
Card Sliver
Breaker Drawing
Finisher ,,
Roving
Yarn
0.14-0, r 8
0.t t-0.r8
0.1 1.0. l8
t.z-2,4
6
8
t2
t6
20
24
30
36
"40
3. t-3.5 5-5 6
3.3-4.2 5.6.3
3.5-4.4 5.6-7.0
5.5-7.6 7.2-t0.6
I1.3 15
t2.7 16.3
14.3 19.0
15.2 t 9.0
t6.2 20.6
17.0 2t.7
t8.0 22.6
18.8 23.3
l8.B 21.5
6.2-7.O
7 .G9.&
8.+ 10.4
10.& I 4.0
19.5
21.0.
24.6
25.O
25,0
25.8
27.2
27.8
28,2
Coovcrsion of
Slivers ULI ==
Rov ULI
Yarns ULI :
Uster to Fieldom
0.42F + 2.85 :: l.l7FSample lcrrgth 25tl feer and speed 20 ypM
0.57F '+ 2.8 : 0.86F
Sar:rplc lcngrh 5C0 fcet and speed 20 ypM
1.04 F -i- l.l := l.l2FSample lengrh ii'iog L., and speed 100 YpM
Fieldcn specd 20 ypM
23r

Tensile Strength of Tenile Fibres
Tenasity Drystrength
- lb/in3Dry Wet :< i000gpd o/oof
dry
?i Elongationto Rupture
Dry Wet6s%RH70"F
Cotton Anrerican 3.0.4.9
Sea Island .,1.4-6.3
Viscose Rayon 1.8-2.4
Wool 1.2-1.7
Ramie 6.7
silk 2.8.5.0
Glass 6.5
Nylon 6.6 I{.T. 4.5
Nylon 6.6 H.T. 7.8.8.8
I l0- 130 59-124
I l0-130 59-t2{
45-55 40
s0.90 20-29
r30-160 130
75-90 4.5-80
92 2t3
84.93 66
84.93 102-rI7
3.7
3.7
rs.30 20-35
30-50 30-60
3.7
t 3-20
2-3 t-2
l2-35 l3-40
I l-18 t3.21
232

or-\.)c).lt\t6r-qoggclqq.{9O-ieid+riri\or-co'a)oaoF H
r} ^l in o \o,€) \.) rf c.l c € r) -t r: q "] o -' e.j cd = ri -i \d r-if\ocoor--
O \O o\ O - - O\ t'- ll.| e{ C\ \O 6lrl n\oicJ-lc-i -,.r.trri ret \o r-
rn * \O Q'.1 -r c{ O r* -" - r\ caqq'?"li--jni e.i -i ++;
= \.i r- ca.
O \O "n'f O \0 c-l Q \O "n O\ .C
Qgqqq09o-'oi.i-iri+t,r).O€coC\
t.) ?i r.) \n O\ O\ (\t \C al O\ tt e) rar.:droFn:qoJ:..id,-;c.r aP 3\ O\
3q€SEEFrE:=:=:ri v€ a-cao\6--
k1 \O .i r l- \C C 6 tn (.) OO ri l'-('l+9,ccl o.a-\o'cJ-(") in F- f\, O\O\ -
Q.tnO-,^!tO\O6rrr!<rcO?q,/i<ir-nlqaoi Ya,5ocnri \Cf-F-CO O\O\--
=r6to"io\rn€oat\otrit.iiqqQ-E;qqat a,t C.l fe ri rn (7l
- a-t ci !t \n \c) F- co 6 c) - (\.l fa
233
u. I
r.- Z3r
22tfF
NA
=r
Y<!?F
r-- .4,riF
't>rnF
^{2..i F
62.dF
o
thi
oU
6.E\U
p
.<.(rtqv)
;'3't-

t a g 9 c! a q q lr! o l^ c) v-'r o rrr o\ $ oo cn F-€ o\ C) c) - - "j ",i n :q V t^.ri'o rci i; X * ; ia- - f{ c{ N (\l N r\t t\. N Cr or ci ri N or ol ii f F,
e Y q,9 e! F. N og d.! oq .,r F- o! r- - F O !' N ?nF- qi oi oi g; e + i it c_u - -i d s ri ; ; ; U n- t-t e{ ct Gt ol or or ot ot ol ni oq d N & iq,
oq A Cv? -9 a9 a I o l^ o\ q € N€ - t €,9 I 99 09 o o. O q
=' - fl oi ai ri -i ; 3,.i rl; ri,- F - o{ N c.t a.t N (\ ot cr ot at t\t c.i e.i Oi
q n q n g v1 q n q ! co ot r\ - \^ o\ r'r r- c) .,ttl \O t\ l-- € € O\ O\ O\ O O J J .j ^i
c.iF; ,i * i- F
- (\. 11 N N i.i ei ci or oi dt dr,
e ! q "1 q -C q'? oc o! 9 o t € N n q n \o, grr h \o \O r- r- .- di,xi Oi oi d d d J - - 6t A. Ft_ - c.r F F or c.r ot ii ot ci,
q .a q r^ q c'i 6 .! g q tq F. - rn € .vr rn Oh (\r vt.ji5I3==i:===giEREHFd
- 9 g a oq n r-. C) $ rr - r^ oc N l^ € N r € E.1t' o"i = = !,.i vi rci \o rc rr c- r- qi ci r; ci d ai Ots--___a_-i_fr1r
cl 9 O !q oq q n q .! \o q N \o o\ N r.r oo - !(r r\Ft 6l Fl .-, ?-. rt ri .t rzi d ri.g rO .O f- c- c{ d od djFtsF-F--;'-<-_EF
e
c! 9 e $ F- - .+ t - g t e t?l \g o\ .! .c r- O c.r,-: J e.i c.i 6i ..i'ri,-i +,t v ; .n fr ii U ; U I I--.i;;;-_<-a.
Xf;:T$A$fi3il8*$EHHEHEFlYl fr tq v V tt .<t ? ! ui rri n ,.i r.i ,ri r.i u;
! l': \? l'- € O\ O - i! n .q !/r \O r- A g\ O - N ..rq H - ot (\r N (\l or (\l ot el il 6i 6 ca i,i id.
214

al \o o ! @ c.l \o C) tt @ .^t rn o\ (f| \o o $ t\ - f<h O\ C O O - - a.l C\l ^{ .n .-t .i $ $ n rt \a \Ci \c,.C.l a.l cq ca r. Cn Ci t.l ri c-r Cn -) ..i (') (') fa (n €) (.| rn
t- - n Ct ri l- O .C 6 - rn Or c.t \O O\ c! \O Or .n O\\ € 6 € O\ O\ O C O ^t .l .\ .n - -. !O' t(\l C{ C.l C{ c.f C{ (., 11 ca tq (w) ca rn rr an (e (1 cO 6 6
of \o O t.t- - r^ 0Q .! q? 6- 6r \n o\ c.r r € - r(t, €tg !C - r-. i ott d d; c. oi oi d o c; -i i J e.r ni c.r,C.r C{ e{ Ol C.l (.{ al c.l o{ c{ ar - c.r cn cl -. 17| (.} .,i A)
oq - q q c\l v1 q q ! n n, ".) rc. - .l F - c.r ro or.X RRRFR S S SRTHKRR AH g g g:
(.l f- O.'l t O ra \O 6 C! n o - t? r\ Q r.) \O € -**xxxsnsdRxxssnKKffiRs
q q ? oq : -t \ q .? 9 6 n -q t c). c\r r € o ci.- ni ai ot .,r ri -i - = .<r \t \n,^ rr \c \ct <, .c; F F6r ol N 6l cl (\t (\.t a.l ar o{ a{ a{ (\l c.a a.t c.{ ct c-l c.r t\l,
S f- O .., \0 €|\ - sl t- Q Gl r F- O d rn F- C) (\l rno o - - - - Al Gl al .-r ri rl -t tt r(r :t t r rn rr(.l O.l e-l t\l (\l c.l OJ a't r\ a{ N Ol Cl N Ol (\.t C.l C\ C! (\t1
O.\t (a 6 C'c.r \c) 6 - ri \C € O frr rr f-. O N tf t-oio.oi o.oooo-: J-jai nioic.i -i .-,-i -i
- a{ c{ (\l a{ C.l c{ C! al 6l r\l t\l (\a (\l (\l N 6ll
t^ f-' O N rn N O f.l $ r. O\ - (,1 \O oO C) 6l t \O oC,S n- oc r co od c\ 6, cr. o. O.,.) Ci O O - J -: J
- - c.l (\t at c{ c.l 6t c{ c.r c{;
o
6
.C
O\OO6ltCl :l-oorr,1 6air 6O---Fr.1 - Q 09 \O -t ^t Q -t (n rn O € iar ^a O F- V - CC@. q \ci q - f-'l n 1 .o n 9 r: t n q r- Q -. n ..1(a |.) \o \o \c) \o \o \o \o \o \o \c \0 c- c- c- l-
t? r \o r-. € o\ o - ..\|,-l tt 1.| \o F oo o\ o - f\t r|c.l ('t (') an c.) r.I \r rC s v \r'<r v t(r !€ ag \n r.r lr1 rn
235

\ - tq \ - n \ - .q \e ri \o 6 .l rn oo H !(r r_y' i F_- r- od @ - O O . .f c; o o -' -j -: ..i ..i ..i..r (?) (.i ri (?t (.r r} rn F) cq V rr .r i S .C .C U U .J''
q cl i., € 6l !a € - .t \O t., \O O\ ar ! F e fi \C.o y? -i," d to 9 t i ie? od *' ; et ; * ; ; ;(n cn rn m ce r.t (Yt cn rn cl r-r ir A fr fi cn .., \. tf -t
- Y F- O.l 9 n : -' \O .a \c, - s \o o\ cr -tsSnHsxgRnnSHSHEiSS=s
.! v? oq : -q 9 q cl A.:q n v? oq - .! 9 oo - erc.r ei ar or ri c.i I].a .+ + + ri wi ri n € .6
?f) fn l'l {?t 1*t r.l l+t c., ci tn ai 1v1 of d, c.i <O c-r c., .f, .;,
a \ q r-l n t Q q rt \c e.r rrr F- c N 16 r\ c^ 6.le R R g 3 3 ; ; ; ;H S s lii s n 3r; ;I o : "? 9 oC q n1 .n oo. e tr i F- 6 d Fr \"' oo cR F K K E K $ A N R8 3 3 g B;;;; T
F. O c.l \n t- C\ - n \q cgo N !+ \O O\ - co r r- OrRx S R H S rs n Rffi K K n K s d R h- n
q - .n n oq O. (.{ R \o o?O cr rC \o s C) N $ \o 6TI X F E X F R K K NX X X X X N F N N iO l\! I \c oo O N .q \9 09 O r..r !t \c r- or : en r 9ftfiRNNnnnrfrI*xxxxKnKI
o
!t
+:se3;3:*hsBIEHHH$€3FlYYn99torr- F ir r- c- t- c- r- F r- oo cij,i qi <, .a J "e i ra
ffn8hfra8Gq€g€€E6BRTRFL
,l^I
,l-236

c n s. q .r :r. r: o -, q q - 1 ": ? c'l Y l. C !]'rO rri c-. rl -., - t t.r) 6 .r'r) \c) \l) \3 \O r- F t\ cr? €v i w .r * - :i -'e rf, -i -" -'? -t, r?'t'?'r
t'. : a r: q .l a r-- q "?'l co ? -: : € : ". \o. rO - -j - O.i t.t ., at .-, -, 6 e. + - -t -f r, ta, v] Yi;i !. .-t -: i -r .f -f <t .?.,
= <r -? ? -r cl -t = t
r- O al r t- C at rr, r-.3 41 (n F- - cl =f t-- C\ C! <f-
Has ?, 3,? ? ? ? ;; ; ; q I + q g ?=
\c ca c n, 17, c) o .l rr r-. c al'? a a - €1 r' oa c\c 9 r- r- r\ r i.a x, d) O, 6, 6 - - - A Q Q -m c., c-, e. r, e, i, e, c;, - -, f. -. t-. --, -? = - it rf
rf, \o - - -, r) oO O ..l t - a - {, \r. r C\ (.l t €.; + ;,r',,r, vi -; .c 'c .c.c ..c > n t- r- s "a o.i #fa (.) fi (, €, -t f, cn r. .') -t -, fr .', (', -, -) an fn an
a., r, r- c> - rr n t- C N $ \? s:, - c.l + \, f' o Ct..i .i .i Ii -; ; ; ; I -r+ i ; ; ; -.' -i .li.3 pCri r, C - - c.) ia ef m .?1 (t (') -,.', ?'.;-, r, -. 6 .a
a (. a, F- C - c.: h r C, - -, \a, \a .ri 3 tN 'i qp O/:
ooO-6l--i-.j--ci ci c!ci ni6i lrr.irifr (\/) c-, i, t, a, 6r, r-r 6, n cn c^, -, €, - ca r, cn C1 f.
O - r-, |., {-- (i\ i Ct tf, \a*. C -.',
rf, f- CA O Of (ft6 @ a, 6 cn @ 6 o. oi oioi o i c c qi q -: J Jc{ c.l ot a] cl c] c.l c.l ..l 6l al f'.) fi (-, .-1 .-, 11 -r c-) (-)
oo. c. cl 1 n \ oq q I "?,.? \ * c. - "o v? 9 cq q
l..) \o \a \c \c \o \o rr r- a- r- r- r- o4 @ 6 c- @ oo @c.r c\l c{ N c.t (\l c.l c.t c,t c..l ct a.l ct ct c.i c.l c'.1 (.{ c\ c\
t\ t-. -.t - CO .<f rr) r- O\ -, t-- ca \: 6 - -O \O d fr -r oO rt O rl d \O - F- (^l ce -. co c.r c,\ g\q g \ \ cq oq q q o. a - c.: q ... n .c. \1 n,1 \qcO € ac @ ea e) oo g\ O\ O\ O\ o\ C. cr. O\ <l\ O\ O\ Oi O\
+ rar \o t-\ ca o\ 6 a f\t.i<? rn \c r- o': o\ e - 6l ..)tr- c- r- c- r- r- @ Q @ co € oc 4 .a €.., o o\ o\ o
237

rr,) t\ o c.l rrr oo oo.i di oi ci oi oi ct9S$.Ct.(rrl
-dl ta00c,(.)rtrO.OrO\Ol-t-F<r.q.o'rcr+{'\t
9q-c'lneoF)ca-==*r^a, .5' .t.ql !.r+ S
claqQ-c'.1n1.---t\lcta\\r.{r.{:.cs.c.+
0oo6ltf\ooooo.ja;oioidcjm.ocoao(t(.)s
ra\Ot.*O\Fr.rtn\d6\o\dr-ilFm c-, (7) co crl ca c.l
O\i.ar.)\OooO.'i+++++riomcncna.t(?l(?)
.,)\oqqc!.?n(\t 61 6t Gt(a(f|cnan('}tn(rt
-clqq\ocqO\O\O\ChO\O\OolNola\otN(o
rnrOt--CT\O\Oo.vChvo\!tO\l)Fr-€€C ooi oi oi oi oi oi ci
E
t(frn\OFoOO\(,c o\o\o\o\o\oH
238
o

5 yds Leugtlt
WRAPPING TABLES
HANK SIIVER
Dividend * 41.67
H ank sr i ve r :
--
!i,jqg!g--Weighr ol'5 yds. Ieogbr in grains
.5 yards Weight Wcight Hank
- per sliverDwt. grains yard
5 yards Weight Wcight Hank
- per SliverDwt. grains yard
8St( 13
8ls81194999149190005010015020lll6I lll16t:l)1
27) t't
1
,l
IIII,l
III1
1
I
.10
4tt1
{-!
.1J
454647
4849
50
5l<.,
.53
54
55
56
57
58
5960
."207
.r02
.t97.r93.tE8. 184
.180
.t'|7
.173
.r69
.r66
. r63
.r60
.157. 154
. l5l
.148
.146
. t43
.140
.r38
t2IL
l3I3t3l3l314
t4I4t4l5I5l5l5l5t6I6t6t6
t722
3
8
l3l873
49
t419
05
l0l520
I6
ilt6
6l .13662 .13463 .t3261 .r3065 . r2866 .t2667 .12468 .12269 .12010 .l 19
7t .tt772 .ll5't3 .n471 .n2.'15 .l lri6 .1 r077 .r0878 .10679 .10580 .t04
239

HANK ROVING
l5 yards length
Hank Rov. =
(Slubbing & liler)
Dividend : 125
DividendWcight of 15 yards in grains
Dwt. Grains Hank Rov. Drvt. Crains Hank R.or'.
I
lII
I
l8
t8 U2l9te t12
20
20 ti22t2t tl222
22 tl223
23 tl}0
112
I
t tlz)2 t!23
3 tlz4
4u25
s tlz6
2.97 Z
?.94 2
2.90 2
2.87 2
2.81 2
?80 2
2.',17 ?
2.11 2
2.70 2
:.68 2
2.65 2
2.63 2
2.60 2
2.57 2,)s< 1
2.52 2
2.50 2
2.47 ?
2.44 2
2.42 2
2.40 2
2.38 2
2.35 2
1.33 2
2.31 2
6 U2 1.29
7 :.27
7 t l? r.l5s :.:_1
8 rir :.:r9 Ll9e tl2 :.1 7
r0 l.l5ro ri2 :.1.r
t I 2.1I
il r/l r.lo't2 :.08
t? t 2 :.0613 :.04
t3 tlz :.oi1{ 2.01
11 ll2 2.00,
t 5 1.98
t5 112 1,96'
16 1.95
16 tlz 1.93
t7 r.92
t7 ti2 1.90
t 8 1.39
l8 l/2 1.87
I
I
I
1
I
I
2
2
2
2
2a
2
2
2,2
2
2
2{0

Dwt. Grains Hank Rov. Dwt. Grains Hank Rov..,|
),,
22')
2
1
J
3
3
J)3
35
J
3
3
3
3
J
3
J
3
J
J
33J
3
3
JJ
3
JJ
l9t9 112
2020 tl22t2t tlz2222 tl223
0tlzII t12)21,'2J3 tlz44 tlz5
s tl?6
6 1i27
7 t 28
8 tlz9e tlzl0t0 tlzllil tlzl212 l,'2l313 l;',2I4
r.861.85
1 .83
l .82
r.8 r
t.791.78
t.i7t.761.73
1.72
t.7 t1.70r.681.671.66
I.651.641.63
r.62l.6lr.60t.591.581.57r.561.551.541.531.52
t.5l1.50
1.49
1.48
1.47
1.47r.461.45
t4 t12I5ts tlzI6t6 t12t7t7 t12I8t8 tlzl9t9 tl}2020 tlz2t2t tlza)22 tlz2323 tlz0It2It t122
2 tilJ3 t!244 tlz5
s tlz66u2?7 t!28
8 tlz9
1.441.43
1.421.42t.4lt.401.391.38
r.38t.37r.36L35r.35t.34r.33t.32t.32r.3 Ir.301.301.29t.28t.281.27
t.26t.261.25t.25t.24t,23t.231.22t,2tl.2tt.?01.20l.r9l.r9
J
3
3
J
3
J
3
3
J
3
3
J
3
3
3
3
J
4
4
4
4
44
44
44444444at+
4
4
P-r624t

Dwt. Crains Hank Rov. Dwt. Grains Hank Rov.
444444444444444444444444444445
555
5
55
5
e tlzt0t0 tlzlltt tlzl212 tlzl3t3 tlzt4t4 ri}t5ts tlzt6t6 tiz17
t7 t12l8t8 tlzl9re tl?2020 tlz2t2t tlz2222 tiz23
23 tlz0111
It tiz,2 tiz3
3 tlz
l.l E
I.I E
t.l7l.l6t. r6r.l5r.l5l.l4l.l4r.r3l.l3I.I2t.t2t.l II.IIl.l0l.l0t.091.09L081.08
1.071.07
r.061.061.05
1.05
1.05
1.04
1.041.031.03
1.02
t.o21.02l.0l1.01
41,t25s ri266 tiz77 1',26
8 Ir'29e ri?
l0t0 t!2t1fi ti2t2t2 ti2.r3
t3 t1214
t4 ti?l5Ls tizl6t6 tizt7t7 tlzt818 r!219
t9 tlz2020 tlz?t2r tlz,,1
22 tiz
1.00
1.00.99
.99
.98
.98
.98
.97
.97
.96
.96
.96
.95.95.95
.94.94
.93.91.93.92
.92
.92
.91
.91
.91
.90
.90
.90
.89
.89
.89
.88
.88
.88
.88
.E7
5
5
5
5
5
5
5
5
5
5
5
5
555
5
5
5
5
55
5
5
5
5
5
5
5
55
5
5
5
5
5
5
5
2t7

Dwt. Crains Hank Ror'. Dwt. Grains Hank Rov.
5
66
666666666
66666666666666666
666666666
23 tiz0112
I
I l'22
2 1,2
33 tiz44 1,25s tl}66 tiz7'l l,'28
I t1299 l,t2IO
lo l,!2ltll l/2t212 ti2t3t3 tlzl4t4 tlzl5ts ti2l6t6 tlztit7 1!218
.87
.86
.86
.86
,8s.85
.85
.85
.84.84.84
.64.83
.83
.83
.82
.82al
.81
.81
.81
.8t.80.80.80.80
.79
.79
.79
.79
.78
.78
.78
.78.77.'77
.77
,,17
r8 I 2
l9
g l'29
6
6
6
6
6
6
6
66
6
6-7
7
7
7
7
71
7
7
7
7
7
,1
7
7
7
7
I
7
7
7
7
7
7
7't
.70
.70
.70
.70
.69.69.69.69
.69
.77
.76t9 I,? .76
20 .7620t2 .752t .752t t 1 .'ts22 .'15
22 1;2 .7523 .7423t2 .74o .74t2 .74I .73l 1.2 .732 .732 l,'2 .73
3 .73
3 l,'2 .724 .724 1,7 .72(
"l5 t,'2 .726 .71
61,2 .71
7 .7t1 7;.t .tl8 .71
9 ti} .70IO
l0 1,2ltIt t/2t2t?12l3
243

Dwt. Grains Hank Rov. Dwt. Grains Hank Rov-
13 l,!2t4t4 tl2I5rs l/2l6t6 r!2t7t7 t!2I8r8 l/2l9te 1122020 112
2l2L tlz2222 tl22323 u20
u2It tlz,,
2 tlzJ3 tlz44 tlz5
su266 tl}77 tlz8
.68
.6E
.68
.68
.68
.67
.67
.67
.67.67
.67
.66
.66.66.66.66.65.65.65.65.65
.64
.64
.64'.64
.64
.63
.63.63.63
.63
.63
.63
.62
.62
.62.62
.62
8
888
8
8
8
8
8
8
8
8
I8
8I88
88
8
88
8
88
888889999999
.62
.62
.62.6t.6t.61.61
.61:
.6t
.60
.60
.60
.60
.60
.60
.59
.59
.59
.59
.59
.59
.59.59.58
.58
.58
.58
.58.58.58.58.58.57.57.57
.57
.57
.56
8 tl29g l,!2
t0r0 t,'2lltr rl2t2t2 tlzl3t3 tl}L4
t4 tl?I5t5 t.'2l616 ti?t7t7 1,:2
l8t8 tlz19
te tlz2A
20 tl22t2t u22222 t1223
23 t!20
rl2II tlz22,t123
244

Dwt. Grains Hank Rov. Dwt. Crains Hank Rov-
,9
999
9
9'9,9
9
999
9.9
999'9.9
3l44i5
5i67
8
9l0llt2l3t4t5l6t7l8t9
.56
.56
.56
.56
"56.56.55.55.55
'"55
.54
.54.54.54.53.53.53.52.52
9
9
9
9
l0l0l010
l0l0tlil11
llilt2t2t2
202l2223
0I8
l0l62l
,,
8
l3t72l
3
t3t7
<,
.52
.52(?
.52
.51
.50.49
.48.47.46.45
.44
.44
.43
.42
.41
.40
245

FINER ROYING HANK
Length 30 yards
Hank Rov. -
Dividend 250
DividcndWcight of 30 yards in grains
Dwt. Grains Hank Rov. Dwt- Grains Hank Rov-
III
I
I
I
I
t
I
I
I
t,,
?1
2a
)21
)),1
la
I8t8 ti2l9t9 tl220
20 tlz2t2t t/222
22 tlz23
23 tlz0
t/2I1 tll2
2 rlz3
3 tlz4
4 tlz5
s tlz6
6 tlz
5.95
5.88
5.81
5.74
5.68
5.61
5.55
5.49
5.43
5.37
5.3 t5.24
5.20
5.r 5
5.10
5.05
5.00
4.95
4.90
4.85
4.80
4.76
4.71
4.67
4,62
4.58
7
7u28
8 t/29
e tlzt0to tlzl1tr tlzl212 t/2l3t3 ll214
t4 112
r5
ts tlzi6t6 rl2t7t7 u2r8
t8 rl2t9t9 tlz
4.54
4.50
4.46
4.42
4.38
4.34
4.31
4.27
4.23.
4.20
4.r64.13
4.09
4.06
4.03
4.00
3.96
3.9t.
3.90
3.87
3.84
3.81
3.78
3.75
3.73
3.70
))a
1
)a
,,
)a
2
2a
a
')
).,
1
,2
2
2
2
2
246

Dwt. Cirains Hank Rov. Dwt. Grains Hank Rov.
2
2
2
2
2
,,
2
3
J3
3
-t
3
3
35J
3
3
J
J
3
3
3
3
3
3
3
3
3
J3
3
3
3
3
3
3
20
20 tl?2l2t tlz221) 1l)
23
23 tlz0
tlz1
I t12221123
3 ti?44 tlz5s tlz6
6 tlz77 ti28
8 tlz9
e tl2l0l0 ltzltil t'2l2t2 t,',2
t313 1'-2l4t4 tlz
3.67
3.6{3623.593.573.541(')3.493.473.443.423.403.373.353.333.303.28
3.263.243.202.452.432.422.4t2.402.392.38 .
2.362.352342.33'2.992.972.952.942.922.902.88
3
3
3
3
3
J
3
3
3
5
3
J
3
3
3
J
3
4
4
4
4
4
4,{It
4
4
4
1
4
4
r 5 2.87ts t 12 2.8s16 2.84t6 tl2 2.82t7 2.80t7 tlz 23918 2.i7t8 tl2 2.7619 2.74t9 tlz 2132A 2.7 t20 tlz 2.7A2t 2.682t tlz 2.6722 2.6522 tlz 2.6423 2.6323 112 2.610 2.60
tl2 2.5et 2.s7t tl? 2.s62 2.552 tlz 2.533 2.523 t 12 z.st4 2.504 tlz 2.485 2.47s t 12 2.466 2.456 l,'? 2.137 2.427 t i2 2.4t8 2.4081 2 2.399 2.38e tlz 2.36
217

Dwt. Grains Hank Rov. Dwt. Grains Hank Rov.
l0r0 tlzltn tlzl2t2 tlzI3t3 tlzl4t4 rl2I5ts tlzt6t6 tizt7r1 u2l8t8 tlzl9te tlz2020 tl22t2r U222
22 tlz23
23 tlz0
tl2
2.3s2.342.332.322.312.302.292.282.272.262.252.242.23,, n1
2.2t2.202.19
2. r82.t72.162.t5z.t42.132.122.lt2.lo2.ta2.A92.082.072062.052.042.O4
2.032.022.012.00
5
s tiz6
6 t!27
7 tl28
8 tiz9e ti?r0to tizIIfi tizl2t2 t,'2l313 7t',2
l4t4 ti2l5rs ti2t6t6 tizt7t7 ,,'2I8t8 tizl919 l1'2
2020 tiz2l2t tlz2222 ti?23
23 tl2
2.00I.991.98
t.97I.961.951.95r.94r.93t.931.92l.9 tr,90r.901.89
r.88t,87t.87r.86r.85r.851.841.831.831.821.8 Il.8l1.80
1.791.79
r.78t.771.77t.76r.76r.7 5
t.74t.74
It tlz22 tlz3
3 tlz44 t12
248

Dwt. Grains Hank Rov. Dwt. Grains Hank Rov.
6.
l,'2I
I l,t2a
2 tiz3
3 l,'24
4 l,t25
s tlz6
6 li'27
T tiz8g l,r29e tiz
l0t0 rillln tizt2t2 t12r3t3 ti2l4t4 ti2r5l5 ri2t616 tl2l717 t12I8t8 r/2
1.73
r.721.721.7 |t.7 t1.70r.70t.691.68
1.68
t.671.67
1.661.66r.65r.651.64
1.63
r.631.621.62r.6 rl.6lr.601.60r .59r.59r.58'r.58t.5'lr.57r.56r.56r.551.55
t.54r.54r .53
l9B l,t220
20 7,:2
2t2t tiz22)) 1,')
23
23 1.'2
0l:2
II l,'21
2 tiz3
3 tl244 tlz5
s ti26
6 tiz7't ti28
8 tiz9
e ti2l0l0 1,2lln t,!212
t2 t,2l3t3 ti}
1.53r.521.52
l.5 tr.5lr.5ll.50r.501.49I.49r.481.48t.481.471.471.46
1,461.45t.45t.441.441.441.43t.43t.42L42I .41
t.4 r
l.4l1.40
t.401.40t.391.39r.381.38
t.371.37
,6
.6
249

Dwt. Grains Hank Rov. Dwt. Grains Hank Rov.
l4t4 u2l5ts tlzl6t6 tl2l7t7 t12t8t8 tlzl9t9 tlz2020 tl}2t2t il}2222 u22323 U20
tl2I23
3 t124
5
6 t'27
I t;'2l0ll l!212 l,'2l3t5l6t8 tiz2022
1.36t.36r.36t.361.351.35r.351.341.341.34I.331.33
1.321.32r.3 tr.3ll.3 r
t.3 Ir.301.30t.291.29l.?9r.281.28t.211.27
1.26
1.25
t.2it.241.23
1.221.22I.2l1.20r. l9t.t8l.t7t. t6
02
46
B
t0l2l4i6l82023
I3
68
il13
t5I82t03
68
ltljll72t03
t0t4l72],
I
5
l0
I. r5l.l4r.t3t.t2r.l r
l. t0l.0q1.08
1.07r.06r.05r.04.t.03t.07l.0l1.00.99'.98.
:97'.96-.95.94.93.92.91
.90.
.s9
.88
.87
.86
.85:
.84
.81
.82.8t.80.79.78
.77
t0
ll
t2
l3
l3
250

YARN COI-'NTS
Lea of 120 yards Dividend ''1000
Count -Dividend
Lea weight in grains.
Dwt. G r:r ins Ct'lunt f)rvt. C rains Cou n t
l0tn
t0l0llll
t2
100.0I 14 97.5stl2 95.23311 93.18
90.90tl4 88 88
I 12 86.953/.1 8s. r0
83.38I l4 8 r.63t 12 80.00314 78.48
76.93I l1 75.47U2 71.07311 72.72
71.4 ttll 70. r ?
U2 65 95
3i4 67.7?66.66
I !4 65.57U2 64.51
314 63.4962.50
t14 6r.50u z 6c.633 !4 59.70
58.81tl4 57.97
tiz 57.11
314 s6.83
I 8 55.55
I l1 5.1.79
I lz 5{.093t1 53.33
19 52.62
I 14 s 1.89
tlz st 27314 s0 63
20 50.c0tl4 49.38
tiz 48.73
314 48.1947.61
I 14 4't .0st 12 46.51
314 4s.9145.55.
]l'4 4{.9{1;2 44.44
3 i4 43.9543.46
t 14 41.01
I lz 42.s5
3 4 42.1A
41.66
2tt3
t.1 ))
23t5
l6
t1 ,|
0I 14 41.23
I 12 40.81
31.{ .10.40'
l 40.00,
t tl4 39.60.I ti 2 39.21
t 314 38.83
251

22 t142 tla2 3i43
3 tl43 tlz3 31444 tl44 tlz4 314
5s tl4s til5 3116
6 tl46 tlz6 tl477 t147 tl.27 3/48
8 ri48U28 314
9
e tl4e tlze 314
l0t0 t14to tlzto 314llil t/4
Dwt. Grains Couot Dwt. Grains Count
38.4638.0937.7337.3837.03
36.69
36.3636.03
35.7 r
35.5335.0834,7834.4834.I 833.8933.6133.3333.05
32,78
32.5232.2532.0031.743 r.503t.253 r.0030.76
30.5330.3030 07
29.85
29.6229.4t29.1828.98
28.7728.5728.36
tt t 12 28.t6tt 314 27.e7tz 27.77t2 tl4 27.s8t2 tlz 27.39t2 3,',4 27.2513 27.00t3 t 11 26.84t3 ,12 26.66t3 314 26.49t4 26.3tt4 114 26.t4t4 ll2 2s.97t4 314 2s.80ts 25.6415 lr4 25.47t5 I i2 25.31
ts 3i4 2s. r 5
16 25.00t6 tl4 24.84t6 tiz 24 69t6 3i4 24.s4t7 24.39t7 t 14 24,24t7 ti2 24.09t7 3 4 23.9sr 8 23.8018 ri4 23.66t8 t lz .23.52
t8 3i4 23.39
t9 23.25
t9 tl4' 23,12t9 t 12 22.91t9 314 22.8520 22.7320 tl4 22.5920 tlz 22.4720 314 22.34
252

Dwt. Grains Count Dwtt. Grains Count
2l2t tl12t ttT2t 3{4,)22 114
22 U222 314
23
23 1i423 tlz23 314
0tl4t12314
ttl1t12314
tl4r12314
tl4tl2314
rl4u2314
l,'4U2314
ll4
11 ))22.1021.97
21.852t.?321.6221.5021.3921.27
2t.162
'.0520,94
20.8320.7220.6120.51
20.4020.3020.2020.r020.0019.90
r 9.80t 9.7019.60r9.s l19.41
t9.72t9.2319.13
19.04
18.98
r8.8618.87
18.69
18.60
r 8.51
18.43
6 t{2 t8.346 3/4 t8.267 18.t87 tl4 18.097 t[2 18.0t1 slq n.s38 17.853 t J4 17.77
8 tlz t7.6e8 314 17.62
9 17.549 tl4 t7.469 tlz 17.39
9 314 17.3tl0 17.24l0 r/4 17.t610 tl2 17.0910 314 17.02lt 1694U tl4 16.87tt t12 r6.80tt 314 16.73
12 t6.66t2 tl4 r6.s9l2 tlz 16.52t2 314 16.4613 16.39t3 114 16.32t3 tlz 16.26
t3 314 16.19
t4 t6.12t4 tl4 16.06
14 tl? t6.oot4 314 rs.e315 15.87
ts t 14 15.8 r
ts tlz ts.74ts 314 r 5.68
III2
21
2
3
J
3
4
4
445
5
5
5
6
6
253

Dwt. Grains Count Dwt. Grains Count
16 ,5.62t6 tl4 15.56t6 tlz t5.50t6 311 rs.44t7 t 5.38t7 111 15.32t7 t 12 t5.26t7 314 15.2018 15.15t8 t 14 1s.09t8 t 12 15.03t8 314 14.9819 14.92t9 tll 14.86t9 tlz 14.81
t9 314 14.7620 11.7020 ll4 14.6520 u2 14.5920 311 t4.5!t2 t 14.492t tll t4.442t t 12 14.382t 314 14.3322 14.2822 tl4 t4.2322 tlz 14.t822 314 14.1323 14.0E23 U4 14.0323 112 13.9823 314 t3.930 t3.88
tl4 13.84tlz t3.?9314 t3.74
r 13.69I tl+ t3.65
t t12t 314
2
2 t142 tl22 3!43
3u43112.3 314
44 tl44 tlz4 3145
5 tl45 tizs 314
6
6 t146 tlz6 3!47
7 tl47 tlz7 3148
8 r/48 r/28 314
9e tl4e tlze 311
IOl0 ri4t0 t12t0 3i4
I3.60
.13.55r3.51t 3.46
13.42
13.3'lt 3.33
I3.2813.24r 3.2013. l5l3.l Ir 3.07r 3.02r 2.98t2.94r2.9012.88
r2.8512.7 612.7317.6912.65
t2.6112.57t2.53r 2.50
12.46
12.42
r 2.38
12.34
r2.3012.26
12.23
12.19
12.15
12.12
t2.08
254

Dwt. Graios Count Dwt. Grains Count
1lfi 114
lt tizlt 3 4l212 ll412 tlzt2 3i4l3t3 1;413 1i2t3 3i4l414 tl4t4 112
14 3/{l5r 5 r/.rts t12ts 31416
t6 114
t6 t/2t6 31417
t7 tl4t7 t121? 314
I818 tl4t8 tlzt8 3/119
t9 t/4t9 1/2t9 3/42020 1/4
r:.0412.0 r
1r,97I 1.91
r 1.90
I 1.85
r l.tt31t.79t 1.76
1 1.73
i 1.69
11.66I I.62l 1.59
I t.56r r.52I I ..19
1t.461t .42
I 1.39
r r.36r1.33rl.2911.26
1 1.23
i r.2C
I't .1 7
I l.l4I l.l I
I l.l Ir 1,08
1t.05I0.98r0.95r 0.9210.89
r0.86r 0.84
20 tlz20 314
2l2t l;4at I 11
21 3,4.,,,
22 t1422 l.i222 314
r 0.81
r0.7810.75
10.72
r0.6910.66
10.6310.6rr0.58I0.55r 0.s210.4910.46
10.44
I0.41r0.1810.3610.3310.3013.28r0.25r0.23r0.20r0.1710.15
10.1 2
r0.1010.07r0.0510.02
r0.009.979.959.929.909.879.859.82
2323
23
23
0
I
III2I2
2
3
J
3
34
114
ti2314
tl4tl2314
114
1123/4
It4t/2
314
tl4tl2U4
t/4tl23/4
4
44
5
5
5
5
tl4t/23/4
255

Dwt. Grains Count Dwt. Grains Count66 t/46 t/26 3/477 t/4'7t/27 3/48
8U4s tiz8 3i499l!'49 lt'2e 314
l0t0 tl410 tlzto 314I1tr tl4tt tlztl 314t2t2 114t2 tlzt2 31413
13 t/4t3 ll213 31414
t4 114t4 U2t4 314l5ts t14
9.809.779.759.739.',l09.689.669.639.6r9.599.569.549.529.509.499.459.439.41
9.38
9.369.349.329.309.28
9.259.21
9.219.199.179.t59.13
9.1l9.099.079.0'l9.029.008.98
t5 t/215 3/4I6t6 l/4t6 t/2t6 3/417
t7 ll417 t/2t7 314t8l8 ri4t8 t!2t8 3 4t919 l,'4t9 rl219 3i420
20 t/42A t/220 3142l2t tl42t 1/22t 3142222 1/422 tlz22 3/423
23 tt423 uz23 3140
8.968.948.928.908.888.868.848.828.Bl
8.79'8.778.758.738.7t8.698,678.658.638.61
8.608.58
8.s68.548.52
E.5r8.498.47'8.458.43'8.428.408.388.368.358.33
8.3 r
8,29'8.28
U4tlz3/4
256

Dwt. Grains Count Du't. Crains Count
II
II2')
2
2
J
3
J
4,1
4
-5
5
5
5
6
6
66
7
7
7
8
8
8
8
99
9
9l010
1i4I;)314
t/41/2311
tl4tl23/1
lltt l)3ll
114
1/23ll
tllLl2314
tl4tl23 1
111
tl23/1
tl41/23/4
r/4
8.268.218.23
8.21
8.19
8. t78. r6
Lr58. l38.it8.093.088.06I].OJ
8.038.0 1
8.00i.987.967.957.93
7.92
7.907.887.87
7.857.847.82/.o I
't,7"9
7.78
7.76
7.757;1311)7.707.697.67
10 t/2t0 3/4llilltIIt2t2t212
r3r3r3r3t4l4t4IAt9
1i4tl23 4
t14t12
3i1
til1 la
3l+
1llt12314
l5ts t!4ts ti2rs 314
r6t6 tl4t6 112
t6 314l7t7 l/117 1/2t7 3/4ls18 t14t8 tlzl8 3/4l9te tl4t9 tlzt9 3i4
i.667.647.637.61
7.607.597.577.567.54'1.53
7.51
7.50i.491.177.467.14i.43:.42'1.40
;.39'1.38
7.361.35,,'JJ
7,32
7.31
7.297.28
7.277.267.24t.,LJ
7.?07,197. t87.167.15
P-17257

Dwt. Grains Count Dwt. Grains Count
,6
6
2020 1/420 t/220 3/42t2t tl42t t/22t 3142222 t/422 l:iz22 3.',4
23
23 1i423 ri223 314
0
o li40 rl20 314I1 tl4t tlzt 3/1)2 1/42 tlz2 3143
3 tl43 tlz3 31444 tl44 tlz4 31455 t14
7.147.137.1t7.107.087.077.067.057.017.027.0r7.006.996.986.966.956.946.936.926.906.696.886.876.866.846.836.826.81
6.806.796.776,766.756.746.736.726.716.70
5 tlzs 31166 tl461126 3147
7 ti47 ilz7 3118g l,i48 rl28 3i49
e Ll4e 1i29 3,!4
10
t0 1/410 tlzr0 3/4ut t/4Lt t/2n 3/412
t2 U4t2 112t2 314l3t3 t/4t3 112
13 31414
t4 t/4t4 t1214 314
6.686.676.666.65"6.64
6.636.626.616.606.586.576.566.5s6.546.536.526.5r6.506.496.486.476.166.4s6.446.436.426.416.406.386.376.366.356.346.336.326.3t6.306.29
25E

J)wt. Grains Count Dwt. Grains Count
(t
6
6
6
6
6
6
7
r5ts tl4ts tl2ls 3/4l6t6 114
t6 tlzt6 314
t7t7 tl4t7 t12t7 3 1
r8r8 r/{t8 r/2t8 311
l9t9 tll19 t12t9 3112020 tll2t) t 12
20 3 42l2t tl42t tlz2t 3 47)
22 t1422 U222 3 423
23 tl423 tlz23 314
00 tl4
6.2 8
6.77
6.26
6.25
6.25
6.21
6. tl6.276.21
6.206. r96.ls6.176. t66. l-s
6. I{6. r3(r 12
6.tI6 l06.09
6.t)s6.076.066.066.056.046.03
6026.01
6.00
5.99
5.985.975.975.96s.95
5.94
0 tlzo 314
It tllt t12t 3 1
2
21111 r /a
2 314
J rir3 t123 3llII t14,! t12I 314
5
s tlls t12s 311
6
6 tll6 tl26 314
7
11117 t127 311()
8 r/18 t128 3/19
9 t,4e ti?9 3,'4
5.935.92
5.91
5.90
5895.885.885.87
5.865.855. E4
5. E3
5.83).815.3 t
5. ti0
5.79
5.7 S
5.77,s.76
5.7 5
5.715.7i
5.72
5.7 t
5.705.69
5.68
5.6tt
5.67
5.665.655.645.645.635.62
259

Dwt. Grains Count Dwt. Grains Countl0l0l0l0ilIIIIil12
t2l2t213
l3t313
lrl
t4l414
l5t515
l516
r6r6r6L7
17
17
r718
l8I8t8t9t9
111
t/2314
tl1t12
314
t/1112314
t/4
5.615.61
5.60
s.595.58
5.57
5.575.565.555.515.515,53s sr5.5 t
5. s0
5.5r)
5.495.48
5.485.475.465.45
_s.4+
5.,13
5.435.42
5.425.4r5.405.39
5.39
5.38
5.37
5.36s.365.35
5.345.34
5.335.325.325.31
5.305.295.29
5.285.275.275.?65.255.215.?45.23<r,)5.22< rl5.20s.20.5.19
-s.185.185. t75. t65. r65. t55.145.r 45.r35.12_5.12
5.1 r
5.r05.t05.095,085.08
tl4rl2314
tl4tlz3 4
ti4ti23r4
tl4tl2314
tl4t12314'
tl4t/23/4
te tlzt9 3142020 tl420 112
20 3142l2t 114
2l l.!21t 3,t4
22
22 t14a1 t11
22 3 1:i23 tl123 tl223 314
0o t14o 117
0 3/1I
I lt4t t/2t tl+2
? tlq2 t122 3/1J
3 rl43 tlT3 3/444 tl441124 314
264

Dwt. Grains Count Dwt. Grains Count
5
5
5
5
6
6
6
8
8u4t(2
311
114
tl2
5.07
5.06
5.06
5.05
5.05
-s.01
5.04
6 tlq1
7 1i1
7 1 2
I J,+
8
5.03
5.02
5.01
5.01
5.00
s00
.fex and Cotton Equivalent Counts
Ter Cotton Tex Colton
t0r 0.5r r.0il.5r 2.0I 2.5l-3
l4t5l6t7Itir9202t22
23
24252628
30
32
59. I
-s6.I.53.7
51.319.2
47.1.
45.4A1 11:.L
39.436934.'',!
3 r.83l I
29.5
28. r
26.825.724.623.6.\1 1
2t.t19.7
18.5
J+
-1 ()
38.10
ta+1A'
4648_s0
5756
6064
68
72i680
8.1
88
9296
17.1
16.4
I -5.5
14.8
I 4.1
t3.4r2.812.3
r 1.3
I 1.4
10.5
989.28.7
8.2
7Sal
7.06.1646.2
26t

Yarn counts in Nm aud tex units
tex : -ir-.!!#(lti,ffi1l:"':r*;:[' "t )lex
Nm Ne Nm Necorrect pre[errednumber number
correct preferrednumber number
-l
().5
0.6o70809I.0t. t
1.2
l..ll4L51.6
1.7
L8I.9202.t')).i. J
2.4252.6
2.7
2.32.93.03.1
3.2
3,33.4
0.300.350.4 t
0.470.530.590.65
0.710.770.830.890.951.001.06t.t2r.l81.24
t.301.36t.4!1.48
l.5l1.59
1.65
t.7 t1.77
t.83r .89
1.95
2.0 r
3.53.63.73.83.94.04.2
4.4464.lf5.05.2
5.15.(r
5.8
6.06.7646.66.8
1.011
7.47.67.88.0
8.28.48.68.8
2000 20001667 1700
1429 r{001250 I 250
illl il001000 t0c0909.1 920833.3 840769.2 '.160
714.3 720666.7 680625.0 640588.2 6005s5.6 560526.3 520500.0 500416.2 480451.5 460434.8 440416.7 420
400.0 400
384.6 38C
370.4 380
357. r 360344.8 340333.3 340322.6 320312.5 32C
303.0 300294.t 300
2.O7 28s.7 2802.t2 277.8 2802.18 270 3 2802.24 263.2 2602.10 256.4 2602.36 2:0.0 2502.48 2_18. t 2402.60 227 .3 230'2.71 217.4 221)
2.83 20E 3 2lQ2.95 200 0 2003.07 192.3 r903. 19 r 85.2 r 903.30 r?8.6 180
3.42 t72.4 174.3.54 166.7 170
3.66 r6t.3 160
3.78 1s6.3 160.
3.89 rsr.5 150.{.01 147.t t 50,4.t3 142.9 I404.25 138.9 r40,4.37 r35. t r404.43 13 t.6 130.
4.60 t28.2 t304.72 t25 0 t254.84 122.0 120
4.96 rt9.0 t205.07 il6.3 l t-s
5.19 il3.6 l15
262

9.0 s.3l9.2 5.43
9.4 s.559.6 5.66
9.8 5,7810,0 5.9 r
r0.i 6 2r I.0 6.5
il.5 6812.0 7 .tr2.5 7,1ll.0 1 .7
r3.5 80r4.0 8 314.5 8 6i50 8915 9.5t7 l0 0I ti 10.6
19 il.120 il.S2r ll422 t]023 l 3.624 11.2
25 l{826 15 -1
27 15 9
:E l 5.5
?9 17. I
30 17.1
3l I 8.3
32 18,9
33 19.5
34 20. l3 5 2().7
36 21.2
37 2r.8
llr.r lt0108.7 r r0106.4 105
i 01.2 105
102.0 r 00100.0 100
95 24 96
90.9 r 92
87.03 88
83.33 E4
30.00 . sc7 6.92 16
74.07 76
71.13 72
68.97 68
66.67 63
62.50 61
5s.32 6055.56 5652.63 5l50.00 50
17.62 4845.1-5 16
43.48 4-l
4t.6i 42
40.00 40
38.16 3837.04 3S
35.7 t 3634.4E 31
-)-1.JJ J-f
32.26 32
3 r.25 3l30.30 3029.41 3028.5; 2E
27.'18 28
27.03 28
26.32 26
2s.64 26
25.00 25
24.39 21
23 81 2423.26
' 23
?2.73 23a) 11 '1,'LL.L- LL
^l n I aa/L.t+ --
2t.28 )t10.s3 2t20.41 2A
20.00 20t9.23 r 9
18.52 19
I 7.86 I8t7.21 t716 67 t7I 6.11 I (r
I 5.62 16
15 15 15
14.7t 15
11.29 l+r i.89 t.lr 3.5 I I.tB. t6 13
t2.82 t3I 2.50 r2.5t2.10 llI 1.90 t2r r.63 r r.5il._16 il.5il.lr lt10.87 I Ir 0.64 I0.510.42 I 0. 5
10.20 l010.00 l0
38
39
40
4t42Lt)
41.15
464t.t5
49
50
52
5-1
56
5S
60
o-61
66
6S
i011
l476
78
80
82
o+
86
Eli
90
92
94
96
98
100
22.1
23.023.61{ a
21.8
2s.1t6.026.6
?7t)7 r-
_ r..t28S29.530.73 r.933.0
3.i.13 5..1
-16 6
3 7.8
3 8.9
4U. I
lri42.54 -1.7
41.9
4604724 E..1
49.6
5075le5J. r
_r1 3
5-s -5
56.657.8
59. r
263

r05 62.0t l0 65.0I 15 68
120 7t125 74130 ?7r35 80
140 83
145 86r50 89
155 92l6c 94165 97r70 100
175 t03r80 106
r85 loer90 112r95 I t5200 I l8205 tzt210 124215 t27220 130
9.6 2259.2 2308.8 2358.4 2408.0 245'1.6 250?6 2557.2 2606.8 2656.8 2706.4 27 5
6.4 280
6.0 2906.0 3005.6 3205.6 3405.6 360
5.2 3805.2 4005.0 1504.8 5004.8 600
4.6 8004.6 1000
4.144 4.44.348 4.44.255 4.24.t67 4.24.082 4.04.000 4.03.922 4.03.846 3..8
3.771 3.8
3.70,1 3.83.636 3.63.571 3.63.413 3.43.3_13 3.43. t 25 3.22.91t 3.02.778 2.82.632 2.62.500 2.52 222 2.22.000 2.0t.667 t.',ll .250 1.25
1.000 1.0
9.s2s9.091
8.6988.3338.0007.6927.407
7.1436.8976.667
6.4526.250(;.06 t
5.8825.7 t45.5565.4055.2635.1 28
5.000
4.878
4.7624.651
4.545
r33136
r39t42145
148
r5tr53r56r59
t62r65t7tt77t8920r2t221123626',o
?95354
47259r
264

YARN COUNTS ,{ND CONVERSION TABLE
Tex
lex
Denier Cott{)n WorstedCount Count
Td Ne Ne s'g
Woollen Linen l{etricCount CorrntYorks Nm
t92 tu327;l 36
5456517728639 t{lI0 9015 ti520 180,< .)1<
30 )7035 315
40 :160
45 40-i
50 {5055 495
60 540
65 5ri5
70 630
7s 67580 72085 76590 8r095 855
r00 900
r20 r080t40 r 260
r60 r440180 1620200 t800
590.5,qi')196 E
117.6
ll8.r98.47.r. tt
:i4.4
6.s 6
-s9.039.J29.52i.(rt9.7169t 4.8
13. I
il8to.79.8-l9.098447.88
7.3S
6.9-5
6.56
6215.901.92
4.223.693.282.9s
885.7
1.12.u
195.1
211.4
t11.tt17.6' I 10.7
ll(;598.-1
8 tJ.6
59.o4,1.3
3 5..1
29.525.322.1
19.7
17.7
16. I
14713.6
12.6I r.3ILtr 0.49.819.3 2
8867.38
6335.54
4.924.42
1937
968.5615.7
484.2
3 S7.4
3 22.3
:,12.1
276.'7
2t5.2r 93.7129.1
e6.8
77.561.4
55,34Ii.443.038.735.232.3
29.927.725.E
21.221.82 r.524.419.4l6.lr3.8t2.tt 0.29.68
r 653
ilt6 5
5_i 1.0
4 l:l.23.10.6
275.5l(r6.6236. r
IS3 7
t65 3
il0.282.6(16.1
55. I
52.9
4 t.336.7
33. r
30027.6
2 :.423.62?024.219.4
t8.4t7.316 5
r 3.8
I 1.8
10.3
9. r88.25
1000
500-1 -i _.t
250
200I (16
125
r43lllr0066
-50
4t)
33
28
25
21
20IS
l7l5I4l3I]lll0l08
7
7
6
67
265

Yarn Count Convcrsion Faclors :
In fixed weight system :
Kown Countin
Multipliers to give cquivalent Count in
Cotton Worsted Linen Metric Frenchspun silkRayon
Cotton, SpunSilk Ray'on
3 t4 I05TT62
r05ii,+
lVorsted)l
35()2
35il,28^ 15
75
ixI5
I
28
5
i4Linen
75
21d
lvtetric t24I
75 II
T3t3J
62
l05
62 248 ', Ii5 t5l?4ioiFrench
266
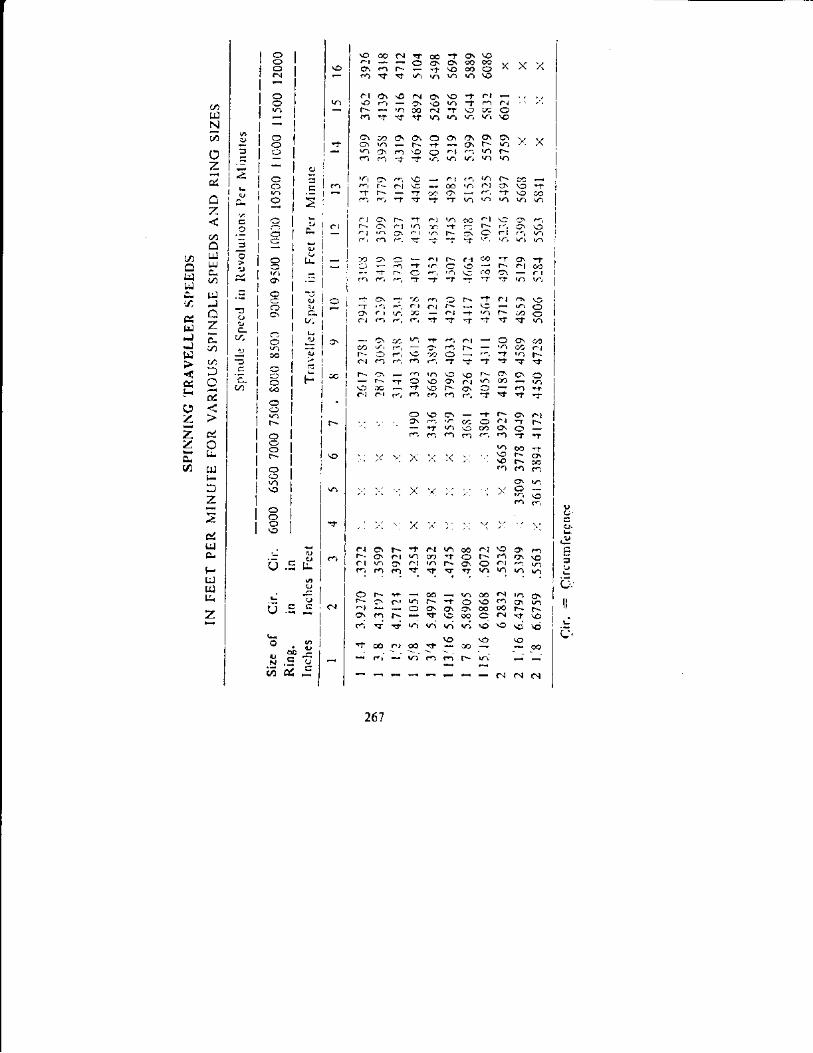
,l)c).
O.
eE,.)
f '.!
il
t-
\OooN$€.+O\\O.^lOol\O\@0Ov\./O\.-tf-\_-f\Od)On/\(n re \f, tat .r) rn tn \o
al O\ \O f! O\ \O * al - ,/''O ra - O\ \O t -f '-t a{
f-. - r.t OO (\l '? \C (, O
aq rt .c :f r.l rt rr, v-r \o
6.7fc\o\c)o\.f\o\avCi\ t4
- f\ -? - ot\ t\ ral /'. ,Art Ch r.) \c) O,t.a rn l\C.) a'1 -t =f rar 16 rfr rrl (.)
ffl 6 ra, \C ^l
(-, rr) I.- Ca -.-tf-(\J€-oorrlr\l<J\ \97
T f-- - ri CO,?. -
?-. - \C c,fa.) (rr .? V .? 'f 14 16 (fl V-r rfr
al e\ l\ -? t\] r o: ^l \5 a .^,r- 6 nl tn r t :') r\ (-, c\ \3^l r/', 3\ ^t rn l-- C\ <) .^l r-r r/).rr C/) (-, !. -t 1- .f, ta. tf. i-) V-)
725C^[email protected]\q-Jrl ,tr,C\5-f\nlCOr'r-.O-,rr)€cOaCn (-r r-1 :f,
= '? - if lf, tn r/-,
f C\1:/tr-r-r\-tal .r\3"t11 -,alt-tf--\3-6Oo. Ct tf, T
^l .? ta) f\ an O
CJ c-r (-, (-t T ':f, vf !t .t tif t.)
-aCr,V\r,?-..^l-OO\CaV) Vt ?-t - a ta f\ - t/a q r-l
l'-- c r-r \5 /) o - r-, .? r.l F-
C..l c1 r-, rv) r-r ? .f f .f .if \fF- a
- r-r ta) \3 \O f\ al C\ O
- r\ -1. O \{) C\ (\l rrt Oa -
,r.l\Cao--f,\Or-C\3-.1-?(\l (rt r.r a1 cA (n r-, -f .f, -f =
(\.l O\ f- t (\l rn co arl \3 Or r-rl-- CN .l rn of .qf C) l-- lv) rJ\ \Oclr^St-lrr|r\o\oal-,r^n.?n?-t-Iaa"laa'1Of\CO-lr^CO(Nrarar\l-- .} (\r r'.) r.- .? O \O e-f Or i-l^lC)o\o\c\Qacqn\_r{\o€c)f\.r\ocn rir r,' rn r ,ri ,ri ro rc \i \cj
^\o\o\o
-cri--rrr(1 !-g ----
o\oc\-.+r\c:\.\l,C\-,ttncJcOa.l-F-.?t.lg;mo\o-
(-r (ri (+l cn a-, an T .troot
,\ir-o\.\or\ooa,) cn c.)
O\ rrY, \J/ \, O
l/^t \ctrl f-r
HFF<EF._F(\l6lN
267
\o
tn
.f
:
e1
c)
)k(z,
9
0.,(,lr
c.)(/
v'.
(:.,
(,
F
Oooa{
o(a)
OO
=C)V-)
r r.)o\OOe\
O(U)
ca
OC)rar\oOf-orn\o
ooO\.)
v,q.)
.=e
qJ
)
ul)C.,,r,
.J
c(A
;6O.=rI
(nu.;r- (J
)-iccV.<r
ooiAtu_-*N.= (.)
6eS
atrlNv)
oZ
Z
ao
tA l!Y;,ur. i vJlil
iFJAJ
I'ZLiaH
&c!-A
ZCZO(,r!
t-
z2
r0O.
l-rrttrlI.Ir
z

}D\t6lrao
-\-\.rrl --
(f.
icc,zzz
tt:\o |^.l ! a{
cn $ c-r>F= >
ccooZZZZ
!rta+r-.t t tll lOrn !) atl '\\-'\r\-fnFrn-
o c o ozzzz
t\€6
(a !+ rr| \:
-allO-al(\{
()c0trcliI
.o
oo0
=(t,g.
!
G'?l)
(tl
IL
otd(,Z4.{tr(,Z
k(oar-tNa
268
(xxxxxl(xxxxxxxxxxxxxxXxXxxyxxxxx
Xxxxxxxxf-rn
xxxxx
Nt\NE{NNNTI
<rn\,r+6^\.? trtin rn
ltf - \6:BErin\O
EtlSG;xxxcA O r.l rn a)rf rrl rn tn \/t
;SSE5ER.,rl.|t\<ir-l .ft\Orlir t? ql' rJn rrn (r| \o
rnOOf.rcrA*I\-?O\\.Q.)6rC;1qarl t? \O O\
- Fl \9 Cr)tt !t
=f .f r/.) (n rfl rr.)
fz0|,Atll-arf\cof\O (\l r..) A =
?nt \c, C\ir t? .? !t rt rrl \n (rl
al 61-.?l\l\rntalt\.+1r)\Or\O\Of\@O(.t-t\OV)(a-) fn .(r .r? t \f tr) trt
O f- l.i n- lat 6lXXTS:J;;F
.e cn ll, !r.s sf-()€r|\l\O\O+^.1 O\ <> f\ O\ t\l lr)r\caclrrroorn@nv:9\o.9t\\Gl\C.nOr\Oa@Aloo<?\0\n6l\rf\ \O \O 1rl tf rn rn (\l€or<rooc.t\oo.<r\9f-f\f\OOgoO\O\\o<tcor\ls!f6\. '\ \- -\- \- .\ E\
FIF(f}-rACAf\
\o
ta
-t
(\I
o

lVeight Measure :
I6 gramsl6 ounces
28 pounds4 quarters
20 hundred weights2240 poundsl4 pountls
l.inear l\'leasure :
l2 inches3 fcet220 yards8 furlongs5280 ft. oi 1760 ycls.
5i' yds
22 yds
Troy Weight :
24 grains7000 srains
Weight Measure
l0 milligrams (mg)l0 centigramsl0 decigramsI0 grams100 grams1000 grams100 Kilograms1000 Kilograms
OTHER T,IBLES
ENGLISH SYSTEM
IITEI'RIC SYS'I'E}T
_ | Centigram (.g)* I decigram (dg)== I grarn (gnr): I dckagram (Dg): I hectogram (Hg): I Kilogram (kg).: I Quintal (q): I toone (t)
(metric tonne)
269
I Ounce (oz)
I Pound (lb)
I Quarter (qr)
I Hundred rvciglrt (cwt.)I tonI tonI stone
I foot ([r. t
l1'ard (vCs.)
I l'urlongI milc8 firrlorus -= I ntiieI yrc,l,)
I chr in
== I ponnv weight (dwt")-- I pound

Linear Mcasurc
I0 milimetres (mm)
I0 centimctresI0 dccimetres
l0 mctres100 metres1000 metres
Area Measure
I00 sq.mm10000 sq.cm.100 sq.m100 acresI hectarI00 hectaresI Bigha
Volume Measures
1000 cubic mm1000 c.cI litre : lt pintsI cc pure water weighsl0 millilitresl0 ccntilitresl0 decilitresl0 litresI0 decalitresl0 hectolitres
I ccntimetre (cm)
I decimetre (dm)
I metre (m)
I dekametre (Dm)I hectometre (Hm)I Kilometre (Km)
: I sq.cm.: I sq.m.: I acres: I hectare (Ua1
=- 2l acres approx.=E I sq.kilometre
- 1600 sQ. yards
- I cubic centimetre (cc): 1 litre: 7132 gallon (approx):{gm== 1 centilitre: 1 decilitre=- 1 litre: 1 decalitre: I hectolitre: 1 Lilolitrc
Table o[ Conversion Factors
To change from To Nlultiply by
CcntimetreInchesMetresMetres
IncbcsCentimetresIochesFcet
n0
0.30372.54
39.3723

To change from To Multiply by
FootMetresYardsSquare inchesSquare YardsSquare MetrcSquare MetreAcreHectaresKilometresCubic InchesCubic CentimetresLitresImperial GallonCubic FeetCubic FectCubic l\IetresCubic YardsCubic Ir{etresCubic InchesLitresLitresLitresU.S. CallonsOunces (oz)GramsGrainsGramsPoundKilogramTolasPounds per litrePounds per SquareHorse Powcr
MetreYardsItIet res
Sq uare centimetrcsSquare MetresSquare feetSq uare Yds.HectaresAcresmilesCuLric CentimetresCuhic I nches
Cuhic InchesLit res
Lit res
Cubic MetresCubic Feer
Cubic MetresCubic TardsLitresCubic InchesCubic Feet
U.S.GallonsLitresCramsOuncesGramsGraiosKilogramPoundOunccsPounds per GallonKg. per Sq. Irlei,erWatts
foot
03t.l0.9146.45360.8361
10.76
r.r960.40472.47t0.62t4
r 6.3870.06I
6 r.024.536
28.330.01832
35.32
0.7645t.3080.01639
6 r.030.0350.263.78
28 35
0.0350.065
t 5.43
0.45362.2052.43
0.01
4 8837.46
27t

I pound (lb)I pound (lb)I pound (lb)
I gram (gm)
I gram (gr)I milligram (mg)
I centigram (cgm)
I ounce (oz)
I kilograrn (kg)I QuintalI QuintalI StoneI MicronI CandyI DenierI Seer
I InchI FootI YardI KilometreI MileI French inchI Sea Milc orI Nautical N{ile
I FathomI PolcI ChainI QuarterI GallonI LitrcI Gallon watcrI GallonI Gallon waterI Cubic footI Cubic foot waterI PintI Gallon water
TABLE OF EQUIVATENTS
i; 7000 grains* 0.457 kilogram: 291.7 pennyweights (drvt): 15.432 graios: 0.085735 tola: 0.015 grain: Q.154 grain: 28.3495 gram: 22046 pounds (ibs)
*e 100 kiloBram (kg)G 1.968 crvt.c 14 pounCs (lbs)
- rol-u of rnillimctre=: 78-t pounds (lbs): 0.05315 graina 60 tolas: ,.54 Centimetres (cms)';= 30.48 C,:ntimetres (cms): 0.9144 lr'letre
= 0.62137 lt{ile
= 1.6093 l(ilonretres: l0 English inches
lt - l8 53.27 lr/letres)
: I .82 S8 I\Iet resE 5.03 Melres: 20. I 168 lr{ctres* 2 Pints
- 4.5458 litrcs-i= 0.22 Gallons_ l0 Pounds: Z3l Cubic inches: 4.082 Kilos=: 28316 Cubic Centimeters (cc)': 62.335 Pounds: 0.57 Litres: l0 lbs
272

ilIensuration
Circumference of a circle
Area of a circle
Area of a triangle
Surface area of a sPherc
Surface area of a cylinder
Volume of a cone
Volume of a cylinder
Volume of a spltere
(Valuc of r
: K X diametcr*- lt x radiust::lXbasexaltitudez.= it X diametef:2* X radius xheigbta:lrxradius!xheight:= 7! x radius2 X height.:InXradiusa
: i.t4l59)
P-t8273

Tenperature Converslon Tabte :
C;; Fahr. Cent. Fahr. Cent. Fahr-0
I2J
45
67
I9
IOIIt2I3t4IJI6t7I8l92A
2t1aLL
23
242s262728
29
303l32
33
32.033.835.637.439.241.042,8
44.6
46.1
48.2
50.0s 1.8
53.655.4
57.2
59.060.862.664.466.2
68.0
69.8
71.673.475.277.078.880.682.484.2
86.087.889.691.4
3435363738394A
4t42
43
44454(t
4748
49505t52
53
54
55
56
5758
59606l6263
6465
66
67
93.29s.096.898.6
100.4102.2104 0t05.8107.6
109,4tn,2Ir3.0I 14.8u6.6I 18.4
120.2
122.0
123.8
r 25.6127.4
129.2
r31.0r 32.8131.6t36.4138.2r40.0I41.8t43.6t 45.4
147.2
149,0
r 50.8r52.6
68
69707t72
73
74
75
76
77
78
79
808l82
83
S1
85
86
87
88
89
909r92
93
9495
9697
98
99
100
154.4t56.2t 58.0159.8I6I.6163.4
t65.2167.0168.8
t70.6172.4174.2176.0t77.8179.6r 81.4I E3.2
185.0I86.Sr 88.6190.4
t92.2r 94.0195.8197.6199.4
20t.2203,0204.8206.6
208.4210.2
2t2.0
To CcnvertTo Convert
oF to oC subtract 32, multiply byoC to oF multiply by g, diriOi5 and dividc by 9.by 5 asd add 32.
274

Typical Hardness Conyersion Table :
Brinell
Dia meter in Hardnessmm. 300kg. NumberIoadI0 mm. ball
Vicke rs RockwellHardnessNumber BScale CScale
I00 kg. 150 kg.Ioad load1' dia. l20o16 f)ianrondbalt Cone
ShoreSclere-
scope
HardnessNumber
6. t65.87
5.64
s.04
4.t44.61
4.26
4.21
3.9 r
3.63
3.47
3.34
3.30
3.26
3.t43.02
2362.89
2.82
2Js2.65
2.54
90
100
lr0140
160
t70200
205
210
280
307
331
342
350
376
409
425
449
472
497
533
582
90
100
IIOt40160
170
200
2C5
240
280
310
340
350
360'390
430
450
480
510
545
60c
680
50
59
6s
77
84
87
93
91
r00
104
r06
I08
I09
I5
2t27
32
36
37
38
4t
45
47
49
5l54
58
20)1
25
29
30
36
45
49
50
5l55
60
62
6s
68
7t75
8t
275

Relative Hunidity Chrrt
DIFFERENCE4567 l0 llDry I
BulbTemp.
65 94
66 94
67 94
68 94
69 94
70 94
7t 94
72 94
73 94
74 94
75 94
76 94
77 94
78 94
79 94
80 95
81 95
82 95
83 9s
84 95
85 95
86 95
87 95
88 95
89 9s
90 95
9t 95
s2 95
88 83
88 83
88 83
88 83
88 83
88 83
88 83
89 84
89 84
89 84
89 84
89 84
89 84
89 84
89 84
90 85
9C 85
90 85
90 85
90 85
90 85
90 85
90 85
90 85
90 85
90 85
90 86
90 86
68 63
68 64
68 o1
68 64
68 64
69 65
69 65
69 6s
70 66
70 66
70 66
7t 67
7l 67
7t 67
7t 67
7t 67
72 68
72 68
72 68
72 68
72 68
72 68
73 69
73 69
'13 69
73 69
74 70
74 70
55 51 48
56 52 48
56 52 49
s6 52 49
56 s3 sp
s7 53 50
57 53 50
58 54 5l58 55 52
58 55 52
58 55 52
59 55 52
59 56 5l59 56 53
59 s6 53
59 56 53
60 56 53
60 57 54
60 57 54
61 58' 5s
61 58 55
61 5S 55
61 58 55
61 58 55
62 59 56
62 59 56
62 59 56
62 59 56
78
78
78
78
78
78
78
79
79
79
79
79
79
79
79
80
80
80
80
80
80
80
8I8l8l8l82
8l
73
73
73
73
73
73
73
74
74
74
74
75
75
75
75
75
76
76
76
76
76
76
77
77
77
77
78
?8
59
60
60
60
60
6l6I6l6?
62
62
63
63
63
63
63
64
61
61
64
64
64
65
65
65
65
66
66
276

DIFFERENCE12 t3 I1 15 t5 t7 t8 t9 20 21 22 23 24
45
45
46
46
46
47
47
48 45
48 45 42 40
48 45 43 40 34 35 33
49 46 43 40 35 36 33
19 46 43 40 35 36 34
50 47 41 4t 38 36 34
50 17 41 4t 39 37 35
50 47 41 4t 39 37 3s 3?
50 47 41 4t 39 37 35 32
50 47 44 41 39 37 35 32
51 48 45 1,2 40 38 35 33 3t51 48 46 4? 40 38 36 34 32 3052 rl9 46 43 40 38 36 34 32 30 28
52 49 16 43 40 38 36 34 32 30 28
s2 49 46 43 .40 38 36 34 32 30 28
52 49 46 43 4t 39 37 35 33 31 29s2 49 46 43 41 39 37 35 33 3t 2ss3 50 47 44 42 40 38 36 31 32 30s3 50 47 44 42 40 38 36 34 32 30s3 50 17 41 42 40 38 36 34 32 3053 50 47 45 43 4t 38 36 34 32 30
277

Dry IBulbTemp.
DIFFERENCE4567 l0 lt
93 9s94 95
95 9596 95
97 9s98 95
99 95t00 95tol 95102 95r03 95104 95r05 95
82 ?8
82 78
82 78
82 78
82 78
82 7883 79E2 78
83 7983 7983 79
83 79
83 79
90
90909090909l909l9I9l9I9r
74
71
7474
7474757475
75
757575
70
7A
7070
707A
7t7t7t11
72
7272
86
86
86
86
86
86
87
8687
87
87
87
87
66 63 60 5766 63 60 s766 63 60 5766 63 60 5"7
67 64 60 5767 64 6t 58
68 64 6t s868 64 6t s868 65 62 s969 66 63 6069 66 63 6069 66 63 6069 66 62 60
Dry. 12
BulbTemp.
93 54 51 48 45 13 4t 38 36 34 32 3091 54 51 4g 45 43 4t 39 37 '35 33 3t95 54 5t ,48 45 43 41 39 37 35 33 3t96 54 52 49 46 42 41 39 37 35 33 3l97 54 52 49 46 44 42 39 37 35 33 3t98 55 52 49 46 44 42 40 38 36 34 32 3099 55 52 49 46 41 12 4A 38 36 34 32 3tt00 55 52 49 47 45 43 40 38 36 34 32 31 29,lot 56 53 50 47 45 43 40 39 37 35 33 31 30102 57 54 5l '48 46 44 42 40 38 36 34 32 30.r03 57 54 5t 48 46 44 42 40 38 36 34 32 3lI04 57 54 51 48 46 44 42 40 38 35 34 32 3rt05 57 54 5t 48 46 44 42 4t) 38 36 34 32 3 r
278
DI FFERENCE13 t4 15 16 t7 18 t9 20 2t 22 23 24.

SQUARE ROOTS
No. SquareRot'rt
No. Square No.Root
Squarc No.Root
SquarcRoot
0.0625 0.250
0.075 0.27 4
0. t0 0.316
0. t I 0.332
0. l2 0.346
0. t3 0.36c
0.14 0.371
0.15 0.3870.16 0.10c0. t 7 0.412
0.1E 0.tt40.19 0.136
0.10 0.1+7
0.21 0.4_is
0.22 0.469
0.23 a.479
4.24 0.490
0.25 0.50c
4.26 0.510
0.27 0.52C
0.28 0.529
0.?9 0.539
0.30 0,518
0.32 0.566
0.34 0.5S3
0.36 0.600
0.38 0.616
0.40 0.632
0.42 0.648
0.44 0.663(t.46 0.678
0.48 0.693
0.50 0.707
0.52 0.7t I
0.5+ 0.735
0.56 0.7"1S
0.58 0.7620.60 0.77 s
0.(r2 0.7S7
0.64 0.s00
0.66 0.8 r2
0.68 0.82 5
0.70 0,8:j7
0.72 0.8.19
0.71 0.860
0.76 0.872
0.79 0.893
0.E0 0.894
0.82 0.906
0.84 0.917
0.86 0.927
0.88 0.938
0.90 0.919
0.92 0.959
0.91 0.970
0 96 0,980
0.98 0.999
r.00 1.000
1.125 1.06t
I 250 l.ll81.375 1.172
r.500 t.tl4r.625 1.771
t .7 5A I .323
r.s75 t 369
2.C00 I .l t42. t25 I..157
l.:50 1.500
2.i75 1.511
2.50 1.581
2.625 1.620
2.7 5 1.5s8
z.ti 5 1.695
3.000 t.7323. r25 1.768
3.150 I.803
3.375 l.Si73 500 t.87 t
3.625 1.904
3.750 1.936
3 875 r.968
4.000 2.000
4.250 2.061
4.500 2,12t4.750 2.179
5.000 2.237
5.250 2.29t
s.500 2.345
5.750 2.398
6.000 2.4496.25A 2.500
6.500 2.549
6.7 50 2.5987.000 2.645
7.25A 2.(t927.500 2.739
7.7 50 2.7S{
8.000 2.828
8.250 2.8728.500 2.9t 58.750 2.958
9.000 3.000
9.250 3.041
9.500 3.082
9.750 3.t2210.000 3.162I I 3.316
t2 3.464r 3 3.605
t4 3.71t15 3,872
16 4.000
t7 4.t23r 8 4.242t9 4.358
20 4.472
279

No. Square No.Root
SquareRoot
Square No.Root
Squarc.
RoocNo.
2t 4.582
2Z 4.690
23 4.795
24 4.898
25 5.000
26 s.099
27 5.196
28 s.291
29 5.38-i
30 5.477
31 5.567
32 5.656
3: 5.741
34 5.830
35 5.916
36 6.000
37 6.0S2
38 6.164
39 6.245
40 6.324
4t 6.403
42 ' 6.480'43 6,557
44 6.633
4s 6.708
96 9.'197
97 9.848
98 9.899
99 9.949
100 10.000
iol 10.019
i02 10.099
I0i 10.118
r04 l0.l9s105 10.246
t06 r 0.295
107 10.344
tos 10.392
t09 10.440
I l0 10.488
I i I 10.535
r l: 10.583
I i3 10.630
I 11 10.677
l ls 10.723
I 16 t0.77A
tt7 10.816
118 10.862
l 19 10.908
t20 10.954
16t{t
48
49
50
5l<,)
5l({:'.i
55(r:
57
56.
,<g
60
6t62
63
64
65
66
67
6S
69
70
6,192
6.855
6.928
7.000
7.Q71
7.t4t?.?,tr
7.?80
?.348
7.4 r6
7.483
i.5197.6t5
. 7.6S l'7.745
7.8 t0
i.8747.937
8.000
8.062
8.124
8.184
8.305
8.266
8.366
8.426
8.485
8.544
8.602
8.660
8.771
8.774
8.831
8.8S8
8.944
9.000
9 055
9.1l09. 165
9.213
9.27i
9,329
6.380
e.433
9.486
9.539
9.591
9.643
9.695
9.746
7t?2
73
71
75
76
77
78
79
80
SI
82
83
84
85
E6
87
88
89
90
9lo?
93
94
95
280I
::