estimation metal part and tooling
TRANSCRIPT

INTERNAL USE ONLYINTERNAL USE ONLY 0 Copyright 2012 FUJITSU
Estimation for Metal Part and Tooling
FTS PDG SV SYE 6 Chiang Akina Dec 7th. 2013
INTERNAL USE ONLYINTERNAL USE ONLY 1 Copyright 2012 FUJITSU
IndexItem Content Page
1 Tooling Introduction 2~11
2 Part Data 12
3 Tooling Estimation 13~22
4 Single Part Estimation 23~28
5 Practice 29
6 END 31
PurposeFirst of all; I would like to thank for Jamie’s eff orts, she collected all of
cost data during working here; I just take advanta ge of her data to
integrate my experiences into this metal estimation .
This is a general principle, it can help colleague s know how to estimate
for the Metal Tooling and Part, as well as bargain with vendors easily.

INTERNAL USE ONLYINTERNAL USE ONLY 2 Copyright 2012 FUJITSU
1. Tooling Introduction
L-Stripper 下脫料板
L-Moldbase 下模座
U-stripper 上脫料板
Male-Die 沖頭
U-plate 上固定板Female-Die 下模U-Moldbase 上模座

INTERNAL USE ONLYINTERNAL USE ONLY 3 Copyright 2012 FUJITSU
1.1 Tooling Structure
U-Moldbase上模座
L-Moldbase下模座
U-Stripper上脫料板
L-Stripper下脫料版
Male-Die沖頭
Female-Die下模冲頭
U-Plate上固定板
INTERNAL USE ONLYINTERNAL USE ONLY 4 Copyright 2012 FUJITSU
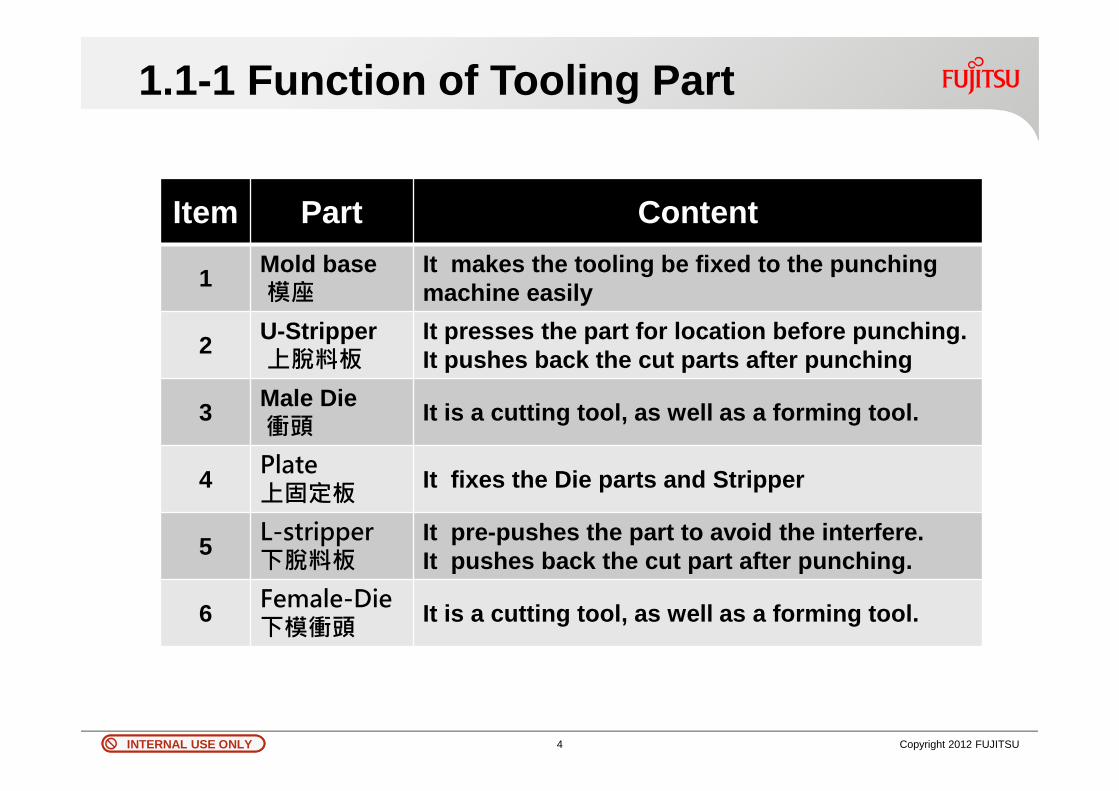
1.1-1 Function of Tooling Part
Item Part Content
1Mold base模座
It makes the tooling be fixed to the punching machine easily
2U-Stripper上脫料板
It presses the part for location before punching.It pushes back the cut parts after punching
3Male Die衝頭 It is a cutting tool, as well as a forming tool.
4Plate上固定板 It fixes the Die parts and Stripper
5L-stripper 下脫料板
It pre-pushes the part to avoid the interfere.It pushes back the cut part after punching.
6Female-Die 下模衝頭 It is a cutting tool, as well as a forming tool.

INTERNAL USE ONLYINTERNAL USE ONLY 5 Copyright 2012 FUJITSU
1.2 Tooling Type -Blanking (下料)
Before After

INTERNAL USE ONLYINTERNAL USE ONLY 6 Copyright 2012 FUJITSU
1.3 Tooling Type - Cutting (沖孔)
Before After

INTERNAL USE ONLYINTERNAL USE ONLY 7 Copyright 2012 FUJITSU
1.4 Tooling Type - De-burr ( 壓毛邊)
Before After
Chamfer
Chamfer

INTERNAL USE ONLYINTERNAL USE ONLY 8 Copyright 2012 FUJITSU
1.5 Tooling Type - Bending ( 折彎)
Before After

INTERNAL USE ONLYINTERNAL USE ONLY 9 Copyright 2012 FUJITSU
1.6 Tooling Type - Folding ( 反摺)
Before After

INTERNAL USE ONLYINTERNAL USE ONLY 10 Copyright 2012 FUJITSU
1.7 Tooling Type - Forming (抽引)
Before After

INTERNAL USE ONLYINTERNAL USE ONLY 11 Copyright 2012 FUJITSU
1.8 Tooling Type - Progressive (連續模)
Pitch = W+P
BlankingCutting
De-burrBending
Forming
P

INTERNAL USE ONLYINTERNAL USE ONLY 12 Copyright 2012 FUJITSU
Part Data
Blanking Size*L (mm) *W (mm) *T (mm) *Stage/Pitch Q'TY
*Material*Tooling type
1.Stage, 2.Progressive)
2. Part Data
Unbend W
L
Thickness
Material
ITEMSGCC
鍍鋅鋼板SECC
鍍鋅鋼板SPCC
鍍鋅鋼板SUS301不鏽鋼
SUS304不鏽鋼
TIN馬口鐵
1
5
SGCC

INTERNAL USE ONLYINTERNAL USE ONLY 13 Copyright 2012 FUJITSU
3. Tooling Estimation
1. Tooling Material Fee2. Tooling Manufacture Fee3. Tooling Accessary Fee4. Tooling Assembly Fee5. Tooling Design Fee6. Tooling Profit
Tooling Total Cost
Cost Items
INTERNAL USE ONLYINTERNAL USE ONLY 14 Copyright 2012 FUJITSU
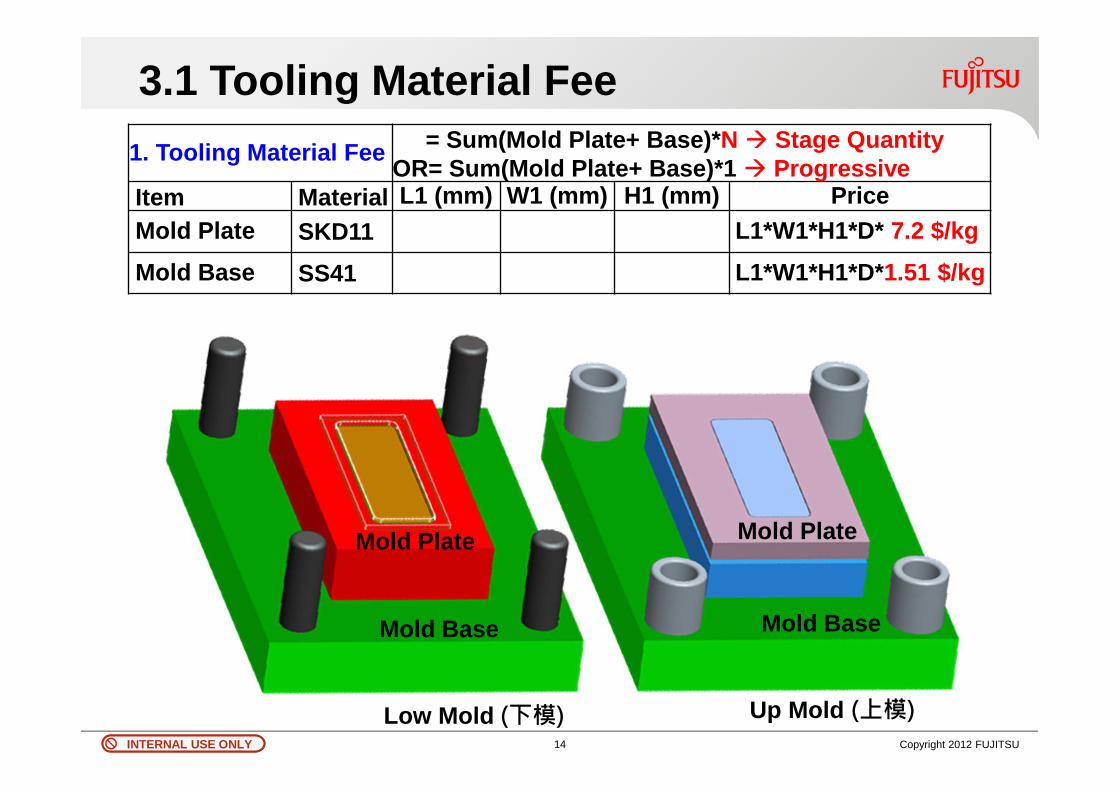
3.1 Tooling Material Fee
1. Tooling Material Fee = Sum(Mold Plate+ Base)* N � Stage QuantityOR= Sum(Mold Plate+ Base)*1 � Progressive
Item Material L1 (mm) W1 (mm) H1 (mm) PriceMold Plate SKD11 L1*W1*H1*D* 7.2 $/kg
Mold Base SS41 L1*W1*H1*D*1.51 $/kg
Low Mold (下模) Up Mold (上模)
Mold Base Mold Base
Mold Plate Mold Plate

INTERNAL USE ONLYINTERNAL USE ONLY 15 Copyright 2012 FUJITSU
3.1-1 Tooling Material sizeItem L1 (mm) W1 (mm) H1 (mm)
Mold Plate L+2A=W+2A � Stage
OR=(W+P)*PN+2A �Progressive
Mold Base L+2(A+B)=W+2(A+B) �Stage
OR=(W+P)*PN+2(A+B)�Progressive
A=40mm, B=60 mm, C= 60mm, D=60mm
D D
A
C
WP
PN=Pitch Number

INTERNAL USE ONLYINTERNAL USE ONLY 16 Copyright 2012 FUJITSU
3.2 Tooling Manufacture
Heat Treatment ( 熱處理)
Keeping
Time
Temp.
Critical Temp.(臨界溫度)
Copper
Die
Before Manufacturing After
EDM(放電加工)Milling 銑削
2. Tooling Manufacture Fee: = SUM
Item: Wire-Cutting Heat Treatment CNC/EDM/Milling
Price: L2*H2*0.006 $/mm2 V*D*N*1.66 $/kg Time*16 $/hr
Wire-Cutting (線割)
H2
L2

INTERNAL USE ONLYINTERNAL USE ONLY 17 Copyright 2012 FUJITSU
3.2-1 Wire-Cutting price Wire-Cutting = L2*H2*0.006 $/mm2
L2 = (L+W)* (2+0.5)� Stage toolingOR = (L+W)* (2+2.5) � Progressive or (L+W)>800 mm
H2 = 2C*33= Times � Blanking, De-burr, Cutting, Bending Tooling
W
L
C C
Female die/ L-Stripper/ Male die/ U-Stripper/ U-plate下模冲頭 / 下脫料板 / 冲頭 / 上脫料板 / 上固定板
Part Unbent Size成品展開尺寸

INTERNAL USE ONLYINTERNAL USE ONLY 18 Copyright 2012 FUJITSU
3.2-2 Heat Treatment PriceHeat Treatment =V*D*N*1.6 $/kg; V=Volume, D=Density, N= Stage Quantity,
V = L2*W2*H2
W2 = (W+2A)� Stage toolingOR = (W+P)* PN+2A� Progressive (PN= Pitch number)
H2 =2C- 40mm (Only Die parts have to do the Heat Treatment.)
C W2
Female die/ L-Stripper/ Male die/ U-Stripper/ U-plate下模冲頭 / 下脫料板 / 冲頭 / 上脫料板 / 上固定板
W
L
Part Unbent Size成品展開尺寸
L2

INTERNAL USE ONLYINTERNAL USE ONLY 19 Copyright 2012 FUJITSU
3.2-3 CNC/EDM/Milling Price
CNC/EDM/MillingTime* 16 $/hr
= $250* N� Stage QuantityOR = $300� Progressive

INTERNAL USE ONLYINTERNAL USE ONLY 20 Copyright 2012 FUJITSU
3.3 Tooling Accessary, Assembly
3. Tooling Accessary Fee = (Material fee + Manufacture fee)*0.03
Screw Spring
Assembly
4. Tooling Assembly Fee = Stage Quantity * $200 or Progressive * $200*2

INTERNAL USE ONLYINTERNAL USE ONLY 21 Copyright 2012 FUJITSU
3.4 Tooling Design, Handling & Profit 5. Tooling Design Fee = (Material fee + Manufacture fee)*0.05
1. Tooling Material Fee2. Tooling Manufacture Fee3. Tooling Accessary Fee4. Tooling Assembly Fee5. Tooling Design Fee
6. Handing and Profit = Sum *25%

INTERNAL USE ONLYINTERNAL USE ONLY 22 Copyright 2012 FUJITSU
3.5 Summary
The Metal tooling cost is to calculate
both Material and Wire -cutting fee.

INTERNAL USE ONLYINTERNAL USE ONLY 23 Copyright 2012 FUJITSU
4. Single Part Estimation
1. Part Raw Material Fee2. Part Accessary Fee3. Part Manufacturing Fee4. Transport & Package Fee5. Handling & Profit
Single Part Cost
Cost Items

INTERNAL USE ONLYINTERNAL USE ONLY 24 Copyright 2012 FUJITSU
4.1 Part Raw Material Fee1. Part Raw Material Fee: =L2*W2*T*D*Loss%*(Unit Price)
L2 (mm) W2 (mm) T (mm) Loss % Unit Price $/kg
Material NTD/kg USD/kg
SECC (鍍鋅鋼板) US$1.05SGCC (鍍鋅鋼板) US$1.05SPCC (鍍鋅鋼板) US$1.05SUS301 (不鏽鋼) US$4.94SUS301(0.1t) NT$ 420.00 US$14.48SUS304 (不鏽鋼) US$7.40TIN (馬口鐵) NT$ 75.00 US$2.59
Raw Material
W
L
Thickness
E
D=Density
E
Blanking
E = 5mm+2 +2 3%

INTERNAL USE ONLYINTERNAL USE ONLY 25 Copyright 2012 FUJITSU
4.2 Part Accessary Fee
2. Part Accessary Fee: =SUM
Item Picture Q'ty U/P Price
Usually, Stand-Off is for screw function.
Rivet is to fasten both metal parts together. Metal 1 Metal 2
Screw
Stand-Off US$0.031
Rivet (拉釘) US$0.002
Screw US$0.09

INTERNAL USE ONLYINTERNAL USE ONLY 26 Copyright 2012 FUJITSU
Item Description
Riveting
Stacking
Stand-off Riveted
4.3 Part Manufacturing
1.Pulling
3.Broken
2. Fully Formed
Press
Press

INTERNAL USE ONLYINTERNAL USE ONLY 27 Copyright 2012 FUJITSU
4.3-1 Part Manufacturing Fee3. Part Manufacturing Fee: =Sum
Item Estimation Q'ty U/P Price
Stamping
Riveting
Staking
Stand-off Riveted
Taping
Spot Welding
PrintPainting
Cleaning = (Area)*(U/P)1000000
Stage quantity
Working Plane quantity
US$0.06
US$0.02
US$0.02
US$0.02
Working Plane quantity
Working Plane quantity
Working Plane quantity US$0.02
Working Plane quantity US$0.02
Color Quantity US$0.07By Case
Cleaning Area
N/A
US$1.79/mm2

INTERNAL USE ONLYINTERNAL USE ONLY 28 Copyright 2012 FUJITSU
4.4 Transport & Packing/Handling & Profit4. Transport & Package: Sum( Transport + Packing Fee)
Item U/PTransport N/APacking N/A
1. Part Raw material Fee2. Part Accessary Fee3. Part Manufacture Fee4. Transport &Packing Fee
5. Handing and Profit = Sum5% 20%
*25%
INTERNAL USE ONLYINTERNAL USE ONLY 29 Copyright 2012 FUJITSU
Let’s Practice it
metal estimation

INTERNAL USE ONLYINTERNAL USE ONLY 30 Copyright 2012 FUJITSU
Congratulation !
You are an expert of estimation for the metal toolin g and part
from now on.
Thanks you

INTERNAL USE ONLYINTERNAL USE ONLY 31 Copyright 2012 FUJITSU

INTERNAL USE ONLYINTERNAL USE ONLY 32 Copyright 2012 FUJITSU
1.3 Tooling Type - Cutting (沖孔)
Before After