evaluation of oxyevaluation of oxy-coal combustioncoal
TRANSCRIPT
Evaluation Of Oxy coal CombustionEvaluation Of Oxy-coal Combustion at a 30MWth Pilot
1st International Oxyfuel Combustion Conference7th- 11th September 2009, Cottbus, Germany
D.K. McDonald Technical Fellow
Co-Authors:
H Farzan, DK McDonald, Babcock & WilcoxR. Varagani, N. Docquier, N. Perrin, Air Liquide
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Commercialization PathwayPlant size (MWe)
500Integration
Study
Engrg.Study
ASU Effi i
30 MWth
150
Eng Studies
100 MWe DemonstrationASU EfficiencyOptimization
30 MWth CEDF demo
10Lacq Oxy-gas burners & CPU Test, BWRC
Component Test
SBS – I Pilot tests
1
SBS- II Callide CPU
Component Test
2003 2005 2007 20132009 2011 2015
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .2

Commercialization Pathway
Black Hills Oxy-coal Demonstration Project
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .3

30 MWth Oxy-Coal Testing
• Built in 1994 with support from DOE and OCDO
• 100 Million Btu/hr
30 MWth Test Facility located in Alliance, Ohio
(30 MWth) input with coal
CEDF OxygenSupply System
Main Control Room
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .4© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .4

30 MWth Oxy-Coal TestingSec O2
Gray = Existing Blue = New
Total Sec OxidantInfiltrated AirDry
Sta
ck
Sec Air
CESPO2 Mixer
CEMS SO
m
ss
ck
m
Trim Heater
Infiltrated AiryScrubber
OF OxidantHeater
ID Fan
CEMS SO2, O2, NOx (Dry)
CO, CO2, SO2, O2, TWB,
SO2, CO2
(Dry)
m
Sec Oxidant to Burner C
onve
ctio
n Pa
s
Furn
ace
O2
(Wet) lue
Gas
to S
tac
Sec Air Fan WFGD C l
Wind Box
NOx (Dry) TDB, P
T, PO2
(Wet) O2
(Wet)m
mm
Lance O2
Primary Oxidant
C
PA
F
RFG
to Boil
Sec RFG
Sec Air
Pulv Air
Raw Coal PCPCO2 Mixer
Prim Air Fan CoolerRaw Coal
Raw Coal FeederPri RFG
O
m
mm
mTWB,
TDB, P
Heater
lerWaste
Prim AirBH
m
Qualitative flow indicationQuantitative flow measurementAlternate flow measurementClosed for indirect feed operationClosed for direct feed operation
Pulverizer Air FanMill
PC Feeder
Pri O2
O2
(Wet) m
Mill Air Heater Pulv Air
m
m
T, P
mm
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .5

Combustion Performance
As-Received Coal Analyses
Coals Tested
Bituminous Sub-Bituminous LigniteMahoning #7 Black Thunder SaskPower
Air Dry Loss Moisture (%) 0 2.56 3.85Proximate Analysis (%)
3 34 28 03 32 92Moisture 3.34 28.03 32.92Ash 7.48 4.17 8.09Volatile Matter 37.02 31.83 28.31Fixed Carbon 52.16 35.96 30.69Ulti t A l i (%)Ultimate Analysis (%)Carbon 76.28 49.97 41.85Hydrogen 5.16 3.69 2.86Nitrogen 1.58 0.55 0.3
1 52 0 25 0 34Sulfur 1.52 0.25 0.34Oxygen 4.64 13.33 13.65Calorific Value, Btu/lb 13261 8815 7142
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .6
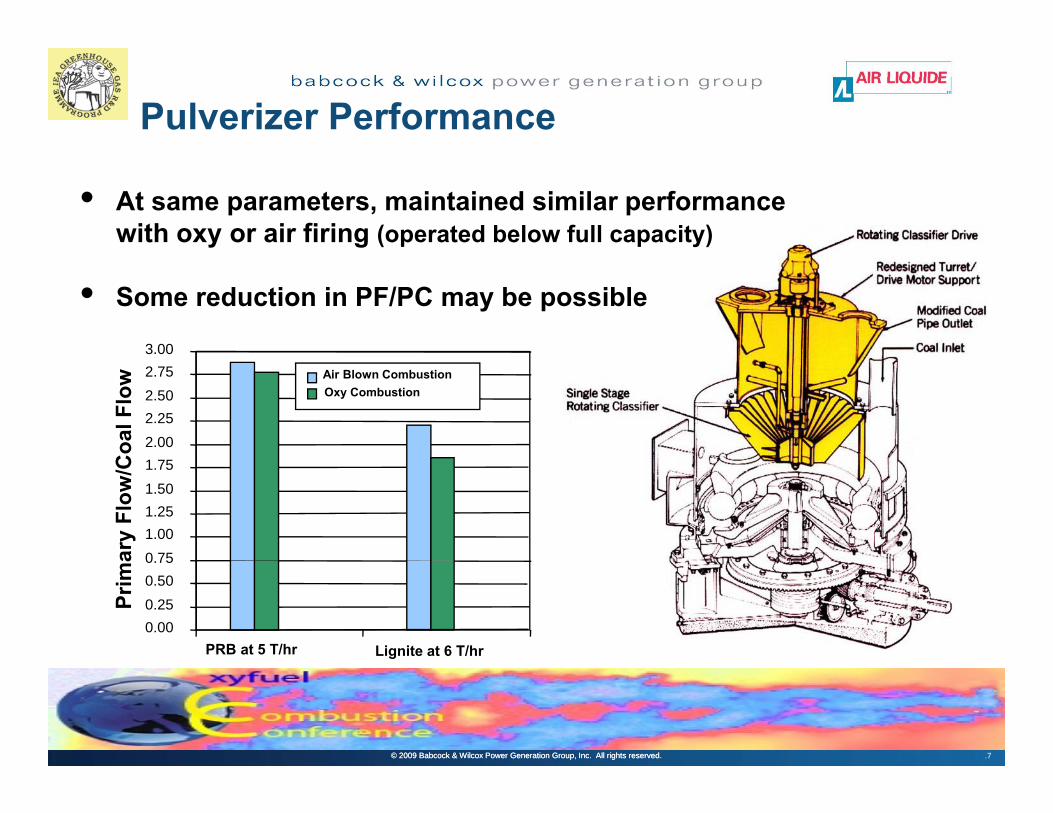
Pulverizer Performance
• At same parameters, maintained similar performance with oxy or air firing (operated below full capacity)
• Some reduction in PF/PC may be possible
3.00
2.002.252.502.75 Air Blown Combustion
Oxy Combustion
Coa
l Flo
w
0 751.001.251.501.75
PA/P
C
ary
Flow
/C
0.000.250.500.75
PRB at 5 T/hr Lignite at 6 T/hr
Prim
a
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .7

Combustion PerformanceAdjustableSecondary AdjustableSecondary
3 Burners TestedAdjustable Swirl Vanes
Secondary OxidantExtraction
Oxidant to Furnace
O2 Lance
Adjustable Swirl Vanes
Secondary OxidantExtraction
Oxidant to Furnace
O2 Lance
Outer ZoneAdjustable
Vane
Stationary Vane
Sliding Air Damper
Air MeasuringPitot Grid
PC and Primary OxidantPC and Primary Oxidant
ConicalDiffuser
Inner ZoneAdjustable
Vane
PAX-XCL PRB and lignite
Pulverized CoalandPrimary Air Inlet
DRB-XCL
Enhanced Ignition PRB
DRB XCL Bituminous
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .8

Combustion Performance
70
80
% NOx Reduction Air vs. Oxy Firing• Significant NOx reduction verified
• CO ll li htl l ith
50
60
70
duct
ion,
• CO normally slightly lower with oxycombustion
• LOI similar for air or oxy
20
30
40
NO
x R
ed%
• Attached stable flames with all fuels (sensitive to moisture)
0
10
Bituminous PRB LigniteDRB-XCL Burner EI Burner PAX-XCL Burner
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .9
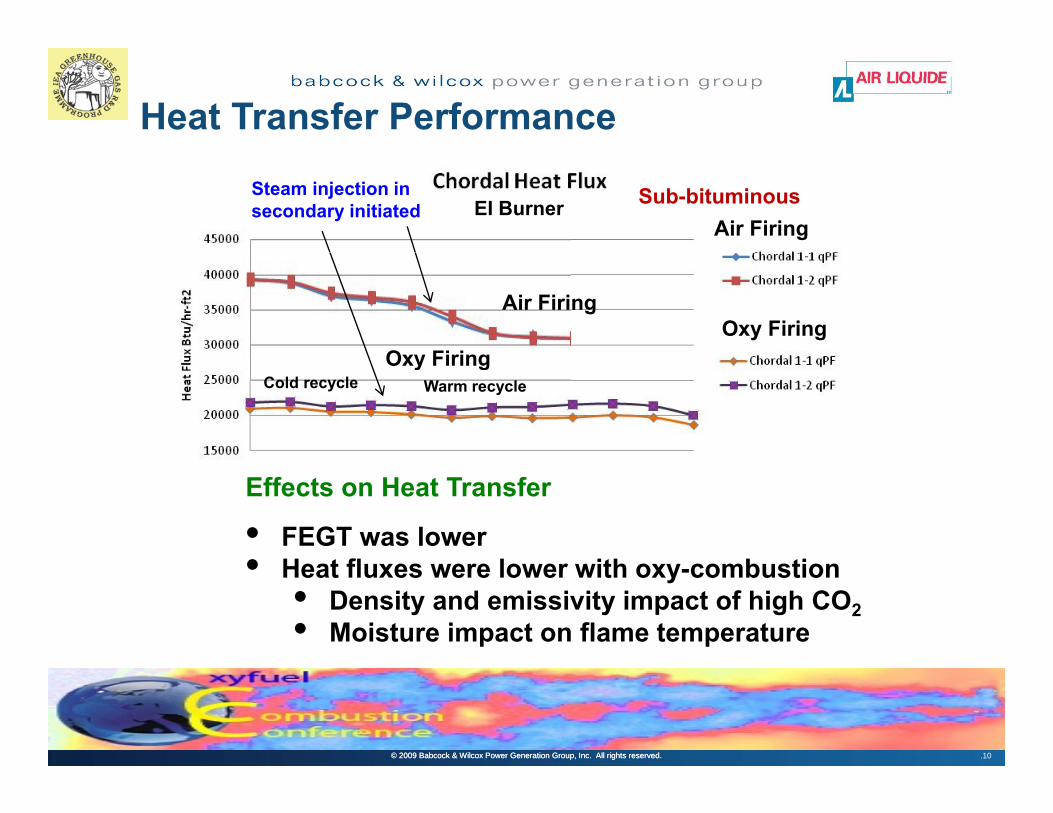
Heat Transfer Performance
EI BurnerAir Firing
Sub-bituminousSteam injection in secondary initiated
Oxy FiringAir Firing
Oxy FiringWarm recycleCold recycle
Oxy Firing
Effects on Heat Transfer
• FEGT was lower• H t fl l ith b ti• Heat fluxes were lower with oxy-combustion
• Density and emissivity impact of high CO2• Moisture impact on flame temperature
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .10

Wet Scrubber/Cooler Performance
SO2
• R l ti f h d• Relative performance showed oxy-firing SO2 removal 5 % to 10 % better than air-firing removal (91.2% to 92 % SO removal)SO2 removal)
2.50
Bituminous Coal2
2.00
Bituminous Coal
1
2
mov
al (N
TU)
CEDF WFGD Tower Installation1.00
1.50
1SO2R
em
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .11
Wet Scrubber/Cooler Performance
SO3
• Measured SO3 (bituminous coal) across the wet scrubber doubled from air to oxy firing on a heat input basis (but data is not conclusive)basis (but data is not conclusive)
• SO3 formation may be higher with oxy-combustion Concentration inherently higher due to removal of N2 Concentration inherently higher due to removal of N2 Acid dew point is higher due to higher concentration SO3 removal is advisable Condensation should be preventedp
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .12
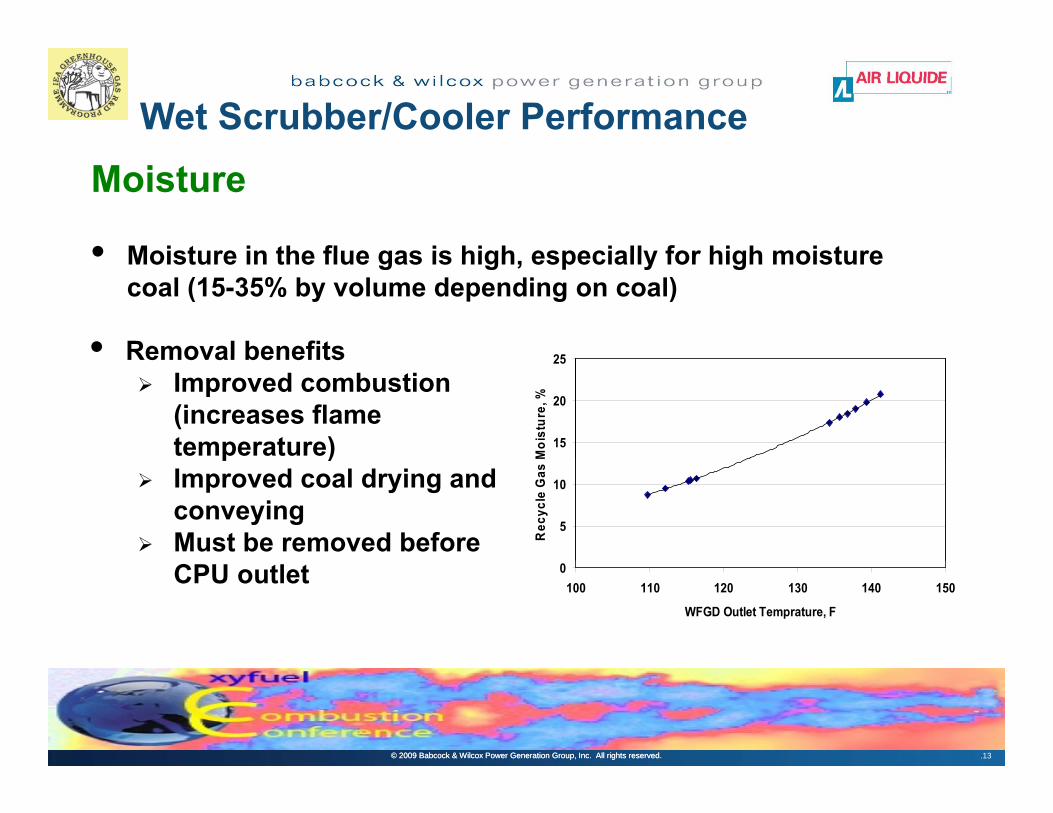
Wet Scrubber/Cooler PerformanceMoisture
• Moisture in the flue gas is high especially for high moisture
25
• Moisture in the flue gas is high, especially for high moisture coal (15-35% by volume depending on coal)
• Removal benefits
15
20
25
Moi
stur
e, %
Removal benefits Improved combustion
(increases flame temperature)
5
10
Rec
ycle
Gas
Mp ) Improved coal drying and
conveying Must be removed before
0100 110 120 130 140 150
WFGD Outlet Temprature, F
CPU outlet
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .13
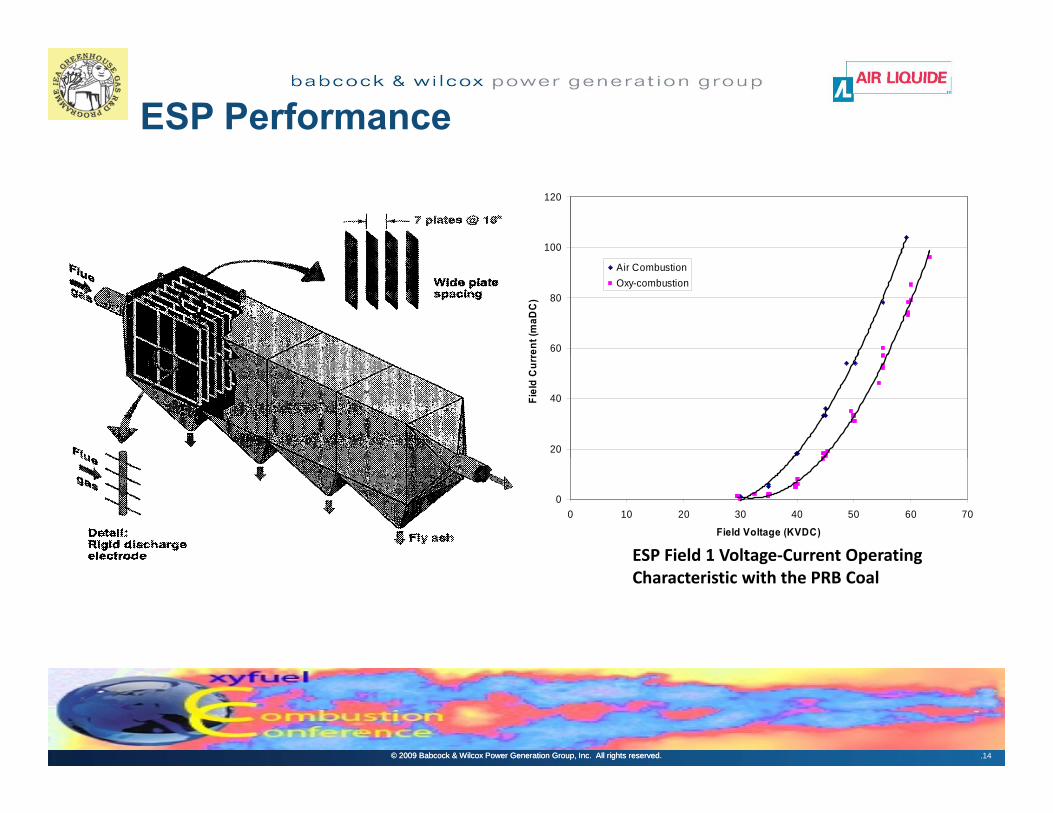
ESP Performance
100
120
60
80
rent
(maD
C)
Air CombustionOxy-combustion
20
40Fiel
d C
urr
00 10 20 30 40 50 60 70
Field Voltage (KVDC)
ESP Field 1 Voltage‐Current OperatingESP Field 1 Voltage Current Operating Characteristic with the PRB Coal
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .14

Mercury
Speciation
• Hg measured by on-line analyzerHg measured by on-line analyzer• Hg data taken when firing lignite• Hg in flue gas (air firing) was ≈ 13.5µg/m3
• Hg concentration in flue gas increase in oxy modeHg concentration in flue gas increase in oxy mode corresponded to removal of N2. • Oxidized (ionic) Hg increased from 25% to 30% Increases removal (less elemental Hg)
• Oxidized Hg removed in WFGD
CONCLUSIONS:
1. Hg oxidation may improve with oxycombustion2. Hg removal is expected to be the same as for air firing
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .15

Air InfiltrationImpact of Air Infiltration
• Increased gas volume
• CEDF air infiltration ≈ 10% (vol) CEDF not designed to minimize CO2 concentration 60%-65% (vol)Increased gas volume
Increases ID fan CPU power
Decreases ID fan and CPU 100
• Commercial unit infiltration ≈ 5% (vol) CO2 concentration 80%-85% (vol)
capacity Could limit unit load Reduces fuel efficiency 80
90
ntra
tion
ASPEN Simulation of CEDFCEDF Data with Lignite
• Increased NOx60
70
CO
2C
once
n
500 2 4 6 8 10
Infiltrated Air (%)
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .16

Oxygen Mixing
• Oxygen was well mixed Higher concentrations were
kept at the center of flues
Floxinator TM
kept at the center of flues Variation between highest and
lowest concentrations was lowS
S
15% - 16%14% - 15%
13% - 14%
S
S
S
16% - 17%
S
S
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .17
1 2 3 4 5 6S

Process Controls50 00050 000
35,000
40,000
45,000
50,000
/hr)
Secondary RFG
Secondary Air
35,000
40,000
45,000
50,000
)
Secondary RFG
Secondary Air Air to Oxy Oxy to Air
15,000
20,000
25,000
30,000
Flow
Rat
e (lb
/
Primary RFG
15,000
20,000
25,000
30,000
Flow
(lb/
hr)
Primary RFGPrimary Air
0
5,000
10,000Total Oxygen
Primary Air0
5,000
10,000Total Oxygen
Convection Pass CO2
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .18

Conclusions1. The transition from air-firing to oxy-firing and back was smooth without major
flow or pressure upsets in the boiler.
2. Pulverizer performance was not negatively impacted by higher flue gas density and moisture content during oxy-firing operation.
3 Flames were attached with all three coals tested and the flame stability3. Flames were attached with all three coals tested and the flame stability depended on the recycle gas moisture and coal moisture. Moisture levels well in excess of 35% in the secondary recycle gas were tested.
4 E i i h t i ti f fi i f bl i fi i f ll th4. Emission characteristics of oxy-firing were favorable over air-firing for all three coals tested. NOx reduction ranged from 40% to 70% during oxy-firing and CO and UBC were similar.
5. Furnace exit gas temperature (FEGT), flame temperature and furnace heat fluxes slightly decreased with oxy-firing and was sensitive to moisture and recycle gas flow rate.
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .19

Conclusions
6. B&W’s patented moisture control concept worked well in reducing moisture.
7 Oxy SO removal was 5% 10% better than air firing removal7. Oxy SO2 removal was 5%-10% better than air-firing removal.
8. Higher SO3 concentration with oxy-firing requires careful consideration and/or removal.
9. ESP particulate emissions with oxy-firing are essentially the same as for air-firing but slightly higher power is required due to a lower volumetric flow and increased specific particle loadingand increased specific particle loading.
10.Mercury concentration significantly increased due to removal of nitrogen but oxidation also increased. Since the same mass of Hg must be removed
ith i fi i th hi h t ti d i i ti h ldwith air or oxy firing, the higher concentration and ionic portion should improve removal in the environmentalequipment.
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .20

Thank You!
© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.© 2009 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. .21© 2008 The Babcock & Wilcox Company. All rights reserved. .21