fabric filter
DESCRIPTION
Fabric FilterTRANSCRIPT

Fabric filter
Particulate control equipment

FABRIC FILTER
MINIMUM PARTICLE
SIZE : less than 1 micron
% OF EFFICIENCY Bigger
than 99 %
ADVANTAGES
Dry collection possible
Decrease of performance is
noticeble
Collection of small particles
possible
High efficiencies possible

FABRIC FILTER
ADVANTAGES
Very high collection efficiencies even for very
small particles
Operate on a wide variety of dust types
Modular in design, and modules can be
preassembled at the factory
Can operate over an extremely wide range of
volumetric flow rates

FABRIC FILTER
DISADVANTAGES
Sensitivity to filtering
velocity
High temperature gases
must be cooled to 100
to 450C
Affected by relative
humidity
(condensation)
Susceptibility of fabric to
chemical attack
FABRIC FILTER
DISADVANTAGES
They require large floor areas
Fabrics can be harmed by high temperatures or
corrosive chemicals
They cannot operate in moist environment;
fabric can become blinded
They have potential for fire or explosion

Fabric Filter –Theory
∆P = total pressure drop
∆Pf = pressure drop due
to fabric
∆Pp = pressure drop due
to particulate layer
∆Ps = pressure drop due
to baghouse structure
∆Ps usually is low and
can be ignored
The particulate layer is a
very efficient filter but as
might be expected, it
increases the resistance to
gas flow. The pressure drop
through a baghouse at a
given gas flow rate is given
by
(1)
Fabric Filter –Theory
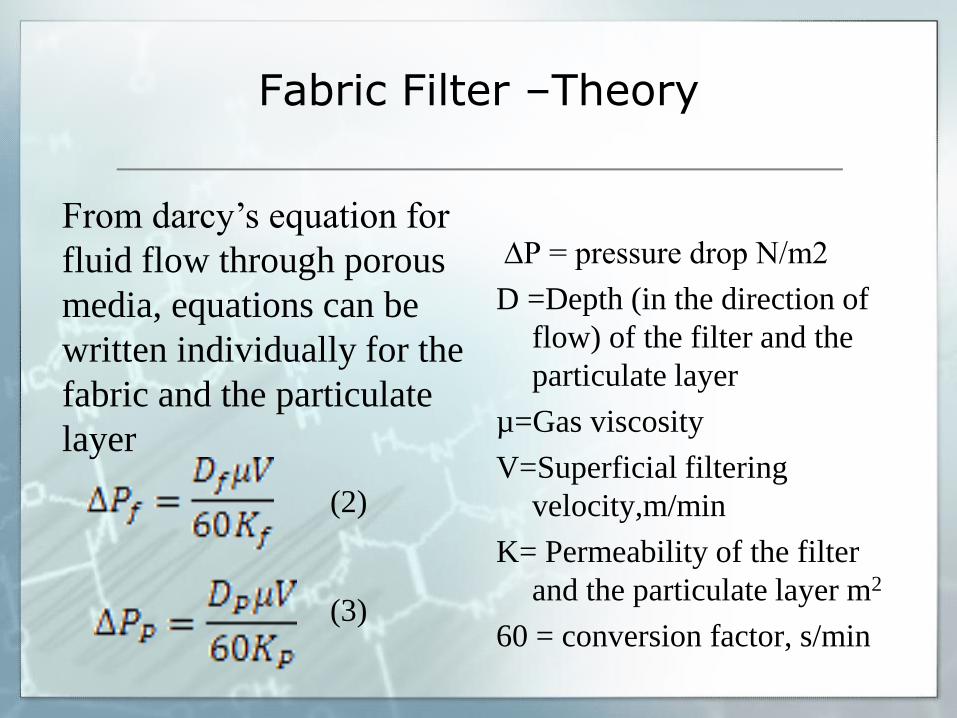
∆P = pressure drop N/m2
D =Depth (in the direction of
flow) of the filter and the
particulate layer
µ=Gas viscosity
V=Superficial filtering
velocity,m/min
K= Permeability of the filter
and the particulate layer m2
60 = conversion factor, s/min
From darcy’s equation for
fluid flow through porous
media, equations can be
written individually for the
fabric and the particulate
layer
(2)
(3)

Fabric Filter –Theory
As the filter operates and the layer of dust
grow, Dp increases. For a constant
filtering velocity and a constant mass
concentration of dust (often referred to
dust loading), Dp should increase linerly
with time
Superficial filtering velocity,V also
known as the air/cloth ratio, is equal
to the volumetric gas flow rate
divided by the cloth area
V= Q/A
Q = volumetric gas flow rate, m3/min
A = cloth area, m2
L = dust loading (kg/m3)
t = time of operation (min)
ρL = bulk density of the
particulate layer ( kg/m3)
(4)

Fabric Filter –Theory
and adding Eq.(2), Eq. (1) becomes Eq.(5);
Substituting Eq.(4) into Eq.(3)
(5)

Fabric Filter –Theory
K1 = (9)
K2 = (10)
Divide by V and define the filter drag S and the
areal dust density W as:
S = P/ V (6)
W = LVt (7)
S = filter drag, N-min/m3 or Pa-min/m
W = areal dust density, kg/m2 of fabric
S = K1 + K2 W (8)

Fabric Filter –Theory
S = K1 + K2 W (8)
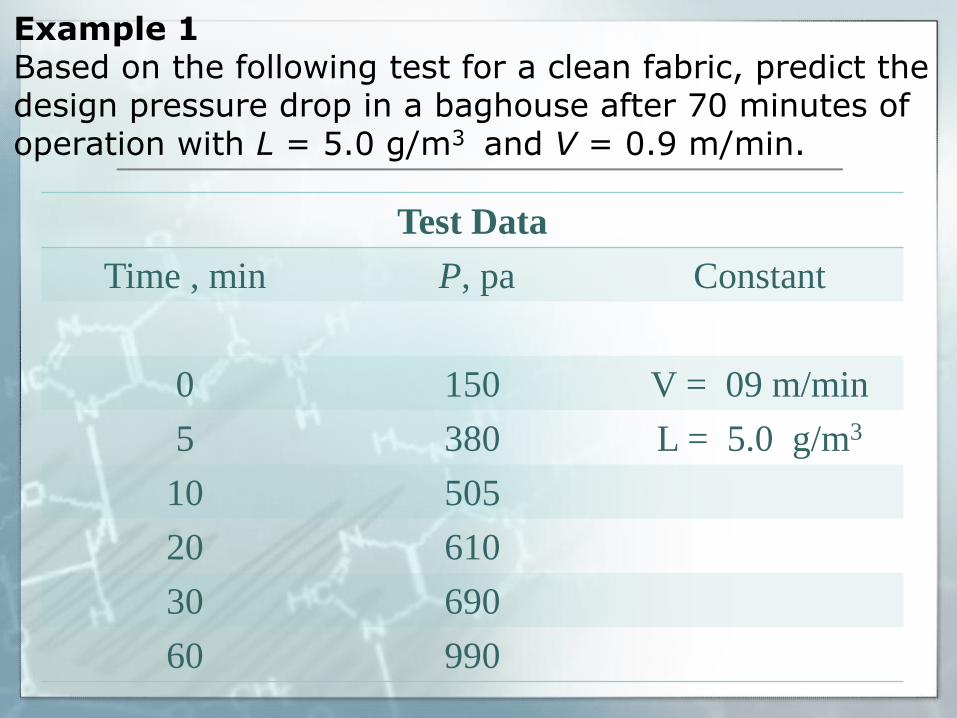
Example 1 Based on the following test for a clean fabric, predict the design pressure drop in a baghouse after 70 minutes of operation with L = 5.0 g/m3 and V = 0.9 m/min.
Test Data
Time , min P, pa Constant
0 150 V = 09 m/min
5 380 L = 5.0 g/m3
10 505
20 610
30 690
60 990

Solution First, we use the test data to generate a plot of filter drag versus areal dust density. The data to be plotted are:-
S = P/V, Pa-min/m W = LVt, g/m2
167 0
422 22.5
561 45
678 90
767 135
1100 270

Plot these data and obtain the following Figure
W= 315 g/m2
S= 1205 Pa-min/m
∆P=1085 Pa
Recall this!!
S = K1 + K2 W (8)

DESIGN CONSIDERATIONS

Table 1 Maximum Filtering Velocities for Various Dusts in Shaker or Reverse Air Baghouse
Dusts Maximum Filtering
Velocity, cfm/ft2 or
ft/min
Activated Charcoal, Carbon Black, Detergent, Metal
Fumes
1.50
Aluminum Oxide, Carbon, Fertilizer, Graphite, Iron
core, Lime, Paint Pigment, Fly Ash, Dyes,
2.0
Aluminum, Clay, Coke, Charcoal, Cocoa, Lead Oxide,
Mica, Soap, Sugar, Talc
2.25
Bauxite, Ceramics, Chrome Ore, Feldspar, Flour,
Flint, Glass, Gypsum, Plastic, Cement
2.50
Asbestos, Limestone, Quartz, Silica 2.75
Cork, Feeds and Grain, Marble, Oyster, Shell, Salt 3.0-3.25
Leather, Paper, Tobacco, Wood 3.50

Table 2 Temperature and Chemical Resistance of Some Common Industrial Fabrics
Fabric Recommended
Maximum
Temperature, 0F
Chemical Resistance
Acid Base
Dynel 160 Good Good
Cotton 180 Poor Good
Wool 200 Good Poor
Nylon 200 Poor Good
Polypropylene 200 Excellent Excellent
Orlon 260 Good Fair
Dacron 275 Good Fair
Nomex 400 Fair Good
Teflon 400 Excellent Excellent
Glass 550 Good Good

Table 3 Number of Compartments as a Function of Net Cloth Area
Net Cloth Area, ft2 Number of Compartments
1-4000 2
4000-12000 3
12000-25000 4-5
25000-40000 6-7
40000-60000 8-10
60000-80000 11-13
80000-110000 14-16
110000-150000 17-20
>150000 >20

Example 2 Estimate the net cloth area for a shaker bghouse that must filter 40,00 cfm of air with 10 grains of flour dust per cubic foot air. Also specify the number of compartments to be used and calculate the total number of bags required if each bag is 8 feet long and 6 inches in diameter