feasibillity study of semi automatic pipe handling -great article
DESCRIPTION
Review of fab shop procdutivityTRANSCRIPT


Report Documentation Page Form ApprovedOMB No. 0704-0188
Public reporting burden for the collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering andmaintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information,including suggestions for reducing this burden, to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, ArlingtonVA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to a penalty for failing to comply with a collection of information if itdoes not display a currently valid OMB control number.
1. REPORT DATE AUG 1978
2. REPORT TYPE N/A
3. DATES COVERED -
4. TITLE AND SUBTITLE Feasibility Study of Semi-Automatic Pipe Handling System andFabrication Facility
5a. CONTRACT NUMBER
5b. GRANT NUMBER
5c. PROGRAM ELEMENT NUMBER
6. AUTHOR(S) 5d. PROJECT NUMBER
5e. TASK NUMBER
5f. WORK UNIT NUMBER
7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) Naval Surface Warfare Center CD Code 2230- Design Integration ToolsBuilding 192, Room 138 9500 MacArthur Blvd Bethesda, MD 20817-5000
8. PERFORMING ORGANIZATIONREPORT NUMBER
9. SPONSORING/MONITORING AGENCY NAME(S) AND ADDRESS(ES) 10. SPONSOR/MONITOR’S ACRONYM(S)
11. SPONSOR/MONITOR’S REPORT NUMBER(S)
12. DISTRIBUTION/AVAILABILITY STATEMENT Approved for public release, distribution unlimited
13. SUPPLEMENTARY NOTES
14. ABSTRACT
15. SUBJECT TERMS
16. SECURITY CLASSIFICATION OF: 17. LIMITATION OF ABSTRACT
SAR
18. NUMBEROF PAGES
96
19a. NAME OFRESPONSIBLE PERSON
a. REPORT unclassified
b. ABSTRACT unclassified
c. THIS PAGE unclassified
Standard Form 298 (Rev. 8-98) Prescribed by ANSI Std Z39-18

Executive Summary
2


Executive Summary
The primary objective of this study is to design a costeffective and semi-automatic method of fabricating pipewhich will reduce the labor, material handling, storage spaceand required fabrication area.
Such a facility for the shipbuilding industry must be de-signed to handle 1½ inch through 24 inch diameter pipe andall ASTM Class and MIL-SPECS, and Schedules and alloysof pipe used in shipboard systems. The facility must be versa-tile and equipped to handle repair jobs and specialty items, aswell as new vessel piping systems.
Our technical approach to this project fulfilled the statedobjectives of the National Shipbuilding Research Program asestablished under the Merchant Marine Act of 1970. We havedetermined that a functional semi-automated Pipe Shop isfeasible.
The following functions represent a pipe fabrication sys-tem which can be implemented along with certified pro-cedures where necessary, either in part or as an entire s ystemat any major shipyard.
1.
2.
3.
A systematic rack storage and locator system for alltypes of pipe, in sizes from 11½ inch through 24 inchmust be established. The storage racks must providefor loading, selecting and off-loading onto a transfersystem automatically.A sorting and automatic feed system must be installedat the pipe storage rack so that an operator can auto-matically select pipe from the rack, load it onto a con-veying system and convey it to the work station.The automatic conveying system, for movement of pipefrom one work station to another, must be equippedwith an- automatic unloading device at each station,and a reserve area to hold pipe for each machine.
4
4.
5.
6.
7.
8.
9.
A measuring system must be installed to automaticallymeasure pipe for cutting to length, locating holes andother layout requirements.A system must be furnished to mark each componentof the assembly with the specific part number as identi-fied on the production drawings.Cutting and end preparation machines must be pro-vided. This function is extremely important since, inorder to obtain good welding results, the use of machinecutting is an absolute necessity. At this point, all scrapmust be conveyed out of the shop area by means ofconveyors or other handling equipment.An automatic flange fitting and welding device must beinstalled and have the capability of processing the pipealloy mix as well as selecting the flange, orienting itproperly, tacking it and welding both inside and out.Adequate numerically controlled bending equipmentmust be provided capable of two diameter bending forup to Schedule 80 pipe 10 inches in diameter. Adequatebending facilities for larger pipe will depend on thenumber of ship systems for which larger pipe is re-quired. It can be either hot bending or vibratory bend-ing. An important function of this bending equipment,in addition to the two diameter bending for pipe up to10 inch diameter, is the capability of being automati-cally fed and bent with flanges installed on both ends.Various types of welding equipment must be selectedwhich will be required to process the mix of pipethrough the system. Rolling devices must be providedfor the welding of straight pipe, and these should in-corporate automatic loading and unloading mecha-nisms as well. The development of semi-automaticwelding devices for sub-assembly areas is desirable,along with certified welding procedures.

10. Assembly areas must be equipped with manipulatorfixtures designed so that assembly of pipe sections canbe processed in an effective manner. Manipulators areto be fitted with semi-automatic loading and unloadingdevices, and must be capable of positioning the mainbody of pipe into position so that fitting and weldingcan be accomplished. The welding devices should beselected and developed concurrently with the manipu-lator fixtures for this function.
11. The configuration and quantity of X-ray booths andequipment required to support the maximum workload of this work station and provide handling equip-ment required for loading, manipulating and unloadingthe X-ray booths must be determined.
12. A semi-automatic internal and external blasting andcoating system for pipe must be provided. A bypasswould be included so that all full length pipe which doesnot require further processing would be channeleddirectly to the assembly area.
13. A specialty area for the fabrication of the inevitable“exception” must be designated. Machines, tools andhandling equipment must be selected for processingspecialty items of a configuration and volume not suit-able for automatic and semi-automatic processing.This specialty area would be situated so that it wouldbe accessible to the automatic conveying system. Ingeneral, work in this area would be accomplished byhand.
14. A final product storage system must be provided wherethe fabricated pipe and specialty items can be pal-letized and stored in a racking system, in usage order,until required. A locator system, to be used for ac-countability and retrieval, should control the storagefunction.
15. Transportation and handling equipment must be pro-vided for selection, load-out and delivery of fabricatedpipe to the installation site.
16. The computer software package must be developedto support this fabrication shop. Our investigation hasrevealed that all man-hour savings to be experiencedby an automated system can be completely offset by amajor increase in the engineering staff necessary toprovide the drawing and other data in a timely manner.Therefore, a computer software package must be de-veloped to operate this system and have the capabilityof preparing pipe detail drawings. As these drawingsare being prepared, the program should select requiredinformation from data banks which would allow theconcurrent preparations of bills of material, shop pro-duction schedules, material flow schedules, cuttinglists, assembly marking and bending data, machineloading schedules and final disposition and deliveryschedules.
The use of a mini-computer, supported by a primarycomputer, which could utilize a digitizer or some othermethod to design, update and revise the various partsof the system is envisioned.
The software package must be in the form best suitedto the specific facility and working methods of theparticular system, such as the order card of numericallycontrolled equipment, tape for tape controlled equip-ment and numerical list for other equipment and manualoperation.
5
The cost to implement. a system as described wouldrequire a capital investment of two to five million dol-lars dependent upon the existing shop facilities and thesize, type and volume of the pipe to be processed.
With an investment of this magnitude, managementcan expect at least two things: (1) a return on their in-vestment of approximately 35.4 percent per year de-pending on the facility; and (2) an extremely efficientpipe fabrication shop capable of meeting requiredproduction schedules. The system contemplated isdesigned to produce 150 pipe spools per day, withcorresponding limited reduction of skiI1ed shop man-power.
Fabrication cost of ship piping systems is roughlyequal to one fourth of the total hull cost of a ship.For a 176,000 DWT tanker, this amounts to approxi-mately 200,000 manhours. The study revealed thatthrough automation a percentage of the required man-hours can be reduced in the following functions: Hand-ling 68 percent; Fitting 55 percent; Welding 35 percent;Cleaning 79 percent and Coating 86 percent. Thesepercentages are based on LASH vessel constructionsince all basic data is applicable to this series of ships.An overall percentage reduction in fabrication man-hours equates to approximately 39.8 percent pershipset.

Foreword

fitting
Foreword
Approximately two years ago, Avondale Shipyards,Incorporated submitted a proposal to the United StatesMaritime Administration covering the development of asemi-automatic pipe fabricating facility. This proposal wasaccepted and, since that time, we have been conducting anin-depth study of the subject. This study has been conductedat Avondale Shipyards’ main Pipe Shop, and utilizes manualfitting, welding and burning as a data base, along with theoriginal shop layout and flow diagram. Originally, AvondaleShipyards had a production capacity of 50 to 55 spool piecesper day with a complement of 76 people in this departmentand 8 people for surface preparation and coating. Basicchanges which have been accomplished during this studysuch as wirefeed welding in lieu of stick welding, provision ofa cutting station, installation of contour cutting machines andutilization of a limited amount of turning and manipulationequipment have increased our production to 60 or 65 spoolpieces per day.
The following paragraphs summarize the state of the art ofautomated pipe fabrication systems:
There are several equipment manufacturers in the worldtoday who have developed, and are marketing, automatedpipe fabrication equipment for the shipbuilding and pipefabrication industries.
Japan has two major manufacturers. The Ishikawajima-Harima Heavy Industries Company, Limited, or IHLsystem is very efficient, but is limited as to pipe diameterand to the processing of steel pipe only. It provides storing,marking, flange fitting and welding, cutting, bending,loading and transferring capabilities.
The Mitsui Engineering and Shipbuilding Companyhas a system called MAPS, which is similar to the IHIsystem in that it is limited in pipe diameters and does notprovide for alloy mix suitable to the shipbuilding industry.We feel, however, that Mitsui could provide a completeshop. They have done outstanding planning in the develop-ment of a complete pipe facility as envisioned by thisstudy.
IHI and Mitsui, as well as Hitachi Shipbuilding Com-pany, Limited, can provide software packages to supportthe required degree of automated hardware and materialcontrol. Mitsui’s software package is very sophisticatedand seems to provide more desirable features than anyof the existing systems. It has the capabilities for theengineering requirements including preparation of detaildrawings, as well as shop planning.
The Maritime Administration has awarded a feasibilitycontract to Newport News Shipbuilding and DrydockCompany for the development of a software packagewhich would provide engineering, including digitizing, insupport of an automated design system. If completed in
7
sufficient time, Avondale Shipyards will consider inte-grating the Newport News system with other availablesoftware packages to form an integrated engineering/shop control program.
In Germany, Oxytechnik has the capability of providingcomplete automated systems with the exception of branchwelding, sub-assembly type work and a software packagenecessary for engineering and control of equipment. Thismanufacturer has been extremely energetic in adaptationsto meet the requirements of various types of pipe fabrica-tion process.
Kockums Shipbuilding Company has developed anexcellent program nicknamed “System Q” and “SteerBear” for use with the Oxytechnik system for productionscheduling, engineering and material control within theirown pipe fabrication shops.
Mecaval International, in France, has developed a pipesystem, but it is Iimited to cutting, flange welding andnumerically controlled bending and conveying equipment.St. Nazzair Shipyards has developed an outstanding and welding system in support of the Mecaval system.
In Sweden, the ESAB systems have been limited toflange welding machines and manipulators. However,ESAB has developed exceptional welding equipment inthe past, and is presently studying the feasibility of utiliz-ing their robot in pipe welding. Preliminary data on thisequipment indicates feasibility.
The Rauma Repola Shipyard in Finland has an Oxy-technik automated pipe facility which was the most com-plete and updated facility seen. All of this automatedequipment is push button controlled. Their facility has a100 spool per day production capability manned with 30people. The management of Rauma Repola Shipyardsindicated a better than 30 percent saving through auto-mation.
In the United States, some welding technology has beendeveloped, along with manipulators and turning devices.
Many companies in the United States have been visited,and a few in Europe, who are involved in processing pipefor chemical plants, oil refineries and pipe fabricatingcompanies. In general, all pipe production we have wit-nessed is as inadequate, or backward, as it is in the shipbuilding industry. . . with some noteworthy exceptions.
It has been determined that there is not a single totallyautomatic, or semi-automatic, pipe fabricating systemavailable in the world today. However, most of the ma-chines required for such systems are available in Europe,Japan and the United States.
It must be noted that the United States Departmentof Commerce Maritime Administration, in cooperationwith Bath Iron Works Corporation, recently released adocument entitled “Advanced Pipe Technology.” Thisproject is essentially a study of the mechanics of utilizingraw materials, equipment and human resources to producefinished ship piping systems, and covered state-of-the-artmethods related to Piping Designed/Engineering, PipingFabrication and Piping Assembly/Installation. Ratherthan duplicate the applicable data, we recommend theadvanced Pipe Technology Study as a source for the de-tailed state-of-the-art.

Table of Contents

TABLE OF CONTENTS
Executive SummaryForewordSection I--Objectives and Research Conclusions
A. Technical Approach RejectB. General RoceduresC. Objectives and ConclusionsD. Anticipated BenefitsE. On-site Facility Surveys
Section II-Proposed Semi-automatic Pipe Fabrication FacilityA. GeneralB. Basic and Principal FeaturesC. General ConditionD. Actual/Proposed Time ComparisonE. Equipment RequirementF. Plan View of Pipe Fabrication FacilityG. Isometric Layout of Pipe Fabrication Facility H. Illustration of Pipe Fabrication ProcessI. Production Flow and Production Rate of Pipe Fabrication FacilityJ. Specification of Equipment and Machines with Concept Drawings
Section III-Computer Software SystemA. SummaryB. GeneralC. GPS (Graphic Piping System)D. Pipe Shop Production Control SystemE. Palletizing SystemF. Computer Software OutputsG. Computer Configuation to Accomplish Software Package
Section IV-Advanced Research and DevelopmentA. GeneralB. Van-Stone CouplingsC. Cypress Welding Research and DevelopmentD. ESAB Industrial Robot Welding Research and DevelopmentE. T/Drill Branch Collaring 90 Degree Research and DevelopmentF. Machine Cutting Branches
Section V—Equipment SuppliersA. GeneralB. Pipe Shop Equipment SuppliersC. Hardware System SuppliersD. Software Package Suppliers
Acknowledgements
Page 2Page 6Page 10Page 12Page 12Page 13Page 18Page 18Page 20Page 23Page 23Page 24Page 24Page 26Page 27Page 28Page 29Page 30Page 31Page 55Page 57Page 57Page 59Page 63Page 65Page 66Page 78Page 79Page 82Page 82Page 82Page 82Page 82Page 82Page 90Page 92Page 92Page 92Page 92Page 94
9

Section I

Section IObjectives and Research Conclusions
IndexA. Technical Approach ProjectB. General ProceduresC. Objectives and ConclusionsD. Anticipated BenefitsE. On-site Facility Surveys
11

Manual contour burning process.
A. Technical Approach Project
The magnitude of this project made it necessary to subdividethe project into sixteen sub-projects functionally oriented.During the feasibility study, any one of the sixteen sub-projects could be developed independently of the other inrespect to function, equipment, design or selection. Atten-tion was given to sub-project interface to assure total projectintegration.
1. Technical Approacha .
b.
c.
d.
e.
f.
g
h.
i.
Preliminary facility layout showing work sta-tions, machine and equipment location, andconveying system routing was developed.Flow process charts showing flow through thefacility, detailing the process through each workstation, were established.Preliminary machine concept drawings weredeveloped.Preliminary purchase equipment and machinel i s t ing were e s t ab l i shed .Existing equipment utilization listing is avail-able.Preliminary equipment and machine installa-tion phasing plan is available.Interface with the Ship Producibility Programwas maintained.Semi-working scale model of the proposedfacility is available.Cost estimates for implementing the proposalare available.
Semi-automatic contour burning process.
j .
k.
This document represents the Phase I com-pletion report prepared and forwarded toMARAD and the Ships Production Committee for review and comments.Layout, flow charts, time studies, flow processof existing system are included and have beenused to compare the existing system to the pro-posed system.
B. General ProcedureEach of the sixteen sub-projects was developed through thefollowing standard operating procedures.
1. Determine the Present State-of-the-ArtWe determined the state-of-the-art by site interviewswith knowledgeable individuals in other shipyards andindustries both foreign and domestic. Further, we con-ducted a search of literature and corresponded withselected technical societies.2. Identify Potential ParticipantsThrough inquiry among the various interested ship-builders, other industries and technical society mem-bers, we developed a list of potential participants. Wescreened these for significant prior experiences in con-ducting a disciplined R & D effort oriented towardspecific objectives. Further, we screened them for theirpotential continued interest in the shipbuilding industry.3. Establish PrioritiesThe priorities for this project were based on the eco-nomic benefits of each area proposed.4. Solicit Various Vendors, Manufacturing and Con-sulting Firms for ProposalsA request for proposals was issued to various vendors,manufacturers and consulting firms. The response toour inquiries has been tabulated in various groupings,and a determination was made as to those qualified toparticipate.5. Evaluate ProposalsThe evaluation of the proposals received was based onjudging each against our previously established criteria.
12

Consideration was given to cost and the estimatedbenefits.6. Negotiate SubcontractsAfter the proposals were evaluated, we entered intodefinite contracts with selected sources as appropriatewith prior concurrence of the contracting officer.7. Develop and Demonstrate PrototypesAs commercially available prototypes were identifiedor developed, they were demonstrated under simulatedand actual production conditions.8. Evaluate Results of the ProjectThe data collected during research and developmentwork was evaluated.9. Submit Interim ReportsWe submitted reports accompanied by informal oralprogress reports. These were supplemented by formalprogress reports.10. Evaluate Areas for Future StudyDuring the progress of this project, other areas whichoffered potential to the shipbuilding industry are beingevaluated.11. Present Final Results and ReportsA summary of the data collected has been made andoral and written reports of the results presented.
C. Objectives and Conclusions1. Semi-automatic Pipe Fabrication System Feasi-
bilitya.
b.
Process: Determine the design of a cost effec-tive method of fabricating pipe assemblies forshipboard systems which will reduce the labor,material handling, flow through the system andspace required for storage as well as fabricationarea.Criteria The facility must be designed to handle1¼ inch through 24 inch diameter pipe, allASTM Classes and MIL-SPECS and Sched-ules, as well as copper nickle, stainless steel,etc. used in shipboard systems. The facilitymust be versatile and capable of handling newship piping systems as well as repair jobs andspecialty items.
The following items represent the funda-mental requirements necessary for inclusion ina semi-automatic pipe fabrication system whichcan be installed individually or as a completesystem with modification, implemented withcertified procedures, where necessary, andfully utilized by any major shipyard as aproduction facility.●
●
●
●
●
●
Provide a systematic rack storage and locatorsystem for storage of all ASTM Classes andMIL-SPECS and Schedule and coppernickel and stainless steel pipe stock.Provide an automatic feed pipe rack withpush button select controls.Provide an automatic conveyance system tobe used for moving pipe from one work sta-tion to another.Provide an automatic pipe measuring sys-tem.Provide an automatic marking system forpart identification.Provide semi-automatic loaded cutting ma-chine of a variety compatible with the alloy
13
●
●
●
●
●
●
●
●
●
●
mix of pipe going through the facility.Provide automatic flange fitting and weldingdevices capable of welding the alloy mix ofpipe going through the facility.Provide semi-automatic loaded bending ma-chines capable of producing 1½ or 2 diameterbends . . . and provide a hot bending deviceand required heat source along with this forbending extra heavy wall pipe and largediameter pipe.Provide the various types of welding ma-chines to process the alloy mix of pipe goingthrough the facility.Provide manipulator fixtures integrated withvarious types of welding machines forprocessing sub-sub-assemblies, sub-assem-blies and assemblies.Provide X-ray facilities equipped with semi-automatic manipulator for positioning pipeassemblies during the time they are beingprocessed.Provide semi-automatic internal and externalsurface preparation systems for cleaning andpipe coating assemblies.Provide machines, tooling and handlingequipment for processing specialty items.Provide racking system with automatic orsemi-automatic locator system for temporarystorage of palletized completed pipe assem-blies.Provide transportation and handling equipment for transporting palletized pipe assem-blies from temporary storage to the installa-tion site.Provide a software package to support thef a b r i c a t i o n f a c i l i t y .
2. Research Conclusionsa.
b.
c.
Operating under the general procedure, it wasdetermined that there is not a semi-automaticpipe fabrication facility that meets the criteriaas outlined. The semi-automatic pipe fabrica-tion systems which exist today are consideredto be partial systems limited as to pipe diameterand alloy mix. The existing systems are alsolimited as to the processes within the systems.The existing semi-automatic pipe fabricationsystems have one very important common de-nominator—they are very efficient, and theyeffect cost savings despite the limiting factors.It was determined that most of the equipment.machines and devices required to meet the critens are available in the world market today.
The task of modification of existing equipment, ma-chines and devices remains, as well as the developmentof prototype machines that are necessary to fulfill thecriteria as outlined.
3. Feasibilitya. It was determined that the criteria are sound.b. It was determined that the equipment, ma-
chines and devices that are available in theworld market place can be purchased indi-vidually, used individually or modified andutilized by being integrated into a semi-auto-

c.
d.
matic pipe fabrication system.Considerable effort was directed toward study-ing the feasibility of machines required by thecriteria but non-existent in the world today. Themachines in this category have been provenfeasible, however prototypes must be designedand the processes certified in order tocategorize these items as production equip-ment.A semi-automatic pipe fabrication system asoutlined in the criteria is feasible and can beinstalled on incremental base considering workstation planning, or as a complete system, byany major shipyard. It is possible that smallershipyards can automate on incremental base tothe point that capital investments justify.
4. Work Station and or Process FeasibilityThe following will provide detailed information per-taining to available equipment, machines and devicesand feasible equipment, machines and devices at thework station or process level.
a. Criteria-storrme of Raw MaterialDevelop a systematic rack storage and loca-tor system for storage of all pipe in sizes from1½ inch to 24 inch diameter by wall thick-ness, ASTM or MIL-SPECS category, andalloy.Develop an automatic feed system for thepipe rack whereby an operator can select aspecific pipe section from the rack, load thepipe onto the conveying system and conveythe pipe section to the pre-selected workstation, by-passing work stations not re-quired. Selection, loading, conveying andwork station to be push button controlled.
b. Research Conclusion:Pipe storage racks meeting the criteria are avail-able in Japan and Europe. Several foreign ship-yards are presently using automatic feed racksto support their pipe fabrication facilities. Somedomestic industry, such as chemical plants, oilrefineries, etc. have recognized the need forsystematic rack storage with automatic retrie-val and have designed, fabricated and installedsuch racks. The storage racks seen in foreignand domestic plants varied in size, with capaci-ties of from one week to six months’ supply,with as many as 30 different sizes or alloys ofpipe. The pipe racks currently installed atforeign shipyards were designed by the systemsupplier and made by the user. It was deter-mined that no such racks are available forpurchase as a stock item in the United States.
c. FeasibilityConclusions from our research prove thatthe storage of raw material as outlined in thecriteria is feasible. Racks as described can bepurchased as a production item or designedand built by the user to suit the user’s needs.For inclusion in the proposed automatic pipefabrication system, a prototype racking sys-tem must be designed. Conceptual drawingsand specifications are included in the ma-chine concept section of this document.
5. Handling Systema. CriteriaIt would be necessary to develop an automatic con-veying system to be used for moving pipe from onework station to another. Each work station wouldhave an automatic kick out and loading device, andwould be equipped with controls to select the piecesof pipe with respect to size, wall thickness, alloy andlength to be processed in sequence. Any pipe notrequiring that process would by-pass the station andqueue up for the next process according to theproduction drawing sequence.b. Research Conclusions
●
●
●
●
A conveyer of a design to transport straightpipe sections is available from domestic andforeign suppliers.Transporting bent or flanged pipe requiresa special type of conveyer. Part of this type ofconveyer can be purchased. The remaindermust be designed to fit the facility.Loading and unloading kick outs and transfersections are available both from domesticsources and from foreign suppliers. Somespecial loading and unloading devices wouldhave to be designed to feed machines not pre-viously automated.Automatic and/or push button controls areavailable for purchase as a stock item. Theengineering requirements for proper se-quencing and phasing, however, must bedeveloped to suit the particular system beinginstalled.It is possible to purchase the conveyingequipment, loading and unloading kick outsand controls as a package. The user mustdetermine, however, the type and quantity ofconveyer loading and unloading, kick outsand controls required. This is a naturalprocess during facility design and layout.
c. Feasibility●
●
Conclusions from our research prove thatthe handling system as outlined in the criteriais feasible.Part of the handling system can be pur-chased-the balance must be designed. Pro-totypes must be tested.Concept designs and specifications are ineluded in the machine concept section of thisdocument.
6. Measuring Systema. CriteriaA system must be developed which can be used toautomatically measure pipe for cutting to length,bending and other layout requirements.b. Research Conclusions
● The capabilities of measuring and cutting tolength are available and installed on allcutting machines seen at automatic pipefabrication facilities.Measuring and locating hole cuts is a manualoperation in facilities visited.Measuring and layout of bends is automati-cally accomplished when using N.C. bend-ing machines. Standard bending machine

measuring is manual.● Assembly areas utilized manual measuring.
c. Feasibility● Automatic measuring systems can be pur-
chased for cutting machines (cut to length)and can be built into cutting machines.
● It is feasible to locate the center of holes tobe cut after the pipe piece is loaded into theautomatic hole cutting machine. A prototypemust be designed and tested.
● Other layout requirements can be accom-plished automatically. Prototype devicesmust be designed and tested.
7. Marking (Component and Assembly Part Identifi-cation)a. Criteria
Develop a system which can be employed toautomatically mark each component sub-sub-assembly, sub-assembly and assembly with thespecific part number called for on the produc-tion drawings. Deploy this system as an attach-ment to the cutting machine.
b. Research ConclusionsComponent and assembly part identificationmarking is a manual operation in domestic andforeign shipyards. The method of die stamp-ing was studied, but proved unsatisfactory.This method is not acceptable by regulatoryagencies for it is a potential pipe failure point.
c. FeasibilityA prototype marking device must be designedand tested. Concept design and specificationsare included in the machine concept sectionof this document.
8. Cutting and Edge Preparationa. Criteria
● Select the various cutting processes eco-nomically required to process the alloy mixof pipe going through the system. The quanti-ty of each type of cutting machine must becontrolled by the diameter range and alloyrange of the specific cutting machine. Par-ticular attention should be given to cuttingspeeds and quality.
● Develop an automatic loading and unloadingdevice for each cutting machine that is pushbutton controlled. The usable piece of pipewill be conveyed to the next work station.The scrap will automatically be dispensedfor removal.
● Design edge preparation into the cuttingmachine for end cuts, with the exception ofplasma cutting. The bevel can be done duringcutting; however, provisions must be de-veloped for final edge preparation.
● Develop an edge preparation system for holecuts .
b. Research Conclusions● It was determined that the cutting process
is the most critical process in the automatedsystems. The point at which the pipe is cutis usually a fit and weld joint done later onduring the production process. Based on this
●
●
●
conclusion, it became necessary to breakdown the criteria into types of cuts and studyprocesses for each type. This was accom-plished and the research conclusions follow.For square cut 1½ inch to 20 inch diameterpipe, it is essential that square cuts be proc-essed as a machine cut utilizing a saw or cut-ting tool. If a bevel is required, this must beaccomplished by a machine tool device. Cut-ting saws are available through a domesticsupplier. Beveling machines are also avail-able as a production item. Machine tool cut-ting and automatic beveling are available asa production item, but this type of machineis a slow process and not recommended forhigh volume usage. Saws are recommendedfor high volume pipe cutting for pipe 1½ inchto 20 inches in diameter. Pipe over 20 inchesin diameter should be plasma/gas cut due tothe sizing of saw (disc) blades and economics.
Contour End CutsPlasma/gas contour cutting machines arereadily available through domestic or foreignsuppliers. These contour cutting machineshave the capability of cutting the desiredcontour and beveling simultaneously. Edgepreparation is necessary and presently isaccomplished manually.Hole CutsBoring machine cutting of holes is possiblebut not cost effective. The most cost effectiveproduction process is plasma/gas cutting,with hole edge preparation again accom-plished manually. Some noteworthy development work is taking place in this area. Thereis a system manufactured by T/Drill whichcan produce the holes necessary for branchpipe work. Details on this device are coveredin the Advanced Study section of this docu-ment.
c. Feasibility●
●
●
High speed cutting saws, plasma/gas con-touring machines and plasm/gas hole cut-ting machines are available for purchasethrough domestic or foreign suppliers.Automatic beveling machines are available.A prototype machine, however, must bedesigned and tested to meet the criteria costeffectively.Concept design and specifications for cut-ting stations are included in the machine con-cept section of this document for inclusionin the proposed semi-automatic pipe fabrica-tion system.
9. Automatic Flange Fitting and Weldinga. Criteria
Develop automatic flange fitting and weldingdevice. Select and incorporate into the devicethe various welding processes required toprocess the alloy mix of pipe going throughthe system. The quantity of auto flange fittingand welding devices will depend upon thediameter range designed into the devices. Eachdevice will have push button selectivity for
15

b.
c.
weld procedure, loading and unloading.Research Conclusions●
●
●
Automatic flange fitting and welding ma-chines are available from foreign suppliersonly. The existing machines are limited topipe size and alloy.The general opinion of domestic shipbuildersis that flanging is a small part of the workload. It was determined that, through auto-mation, this segment of the work load wouldexpand, reducing field fitting and welding.During the research in this area, it was de-termined that if a flange finish device is de-sired, such a device is available from foreignsuppliers. Its use would be to clean the insideweld, dressing the weldment, and that itshould be included with the work station.
Feasibility●
●
●
●
●
Conclusions from our research prove thatautomatic flange fitting and welding is feasi-ble. The basic machine is available. A pro-totype machine fitted with an interchange-able welding system must be developed.A prototype flange fitting device must bedesigned to allow for the various types offlanges used in domestic shipyards.An automatic loading and unloading devicemust be modified to fit the feed conveyerand automatic flanging machine.The automatic flange finishing machine mustbe modified and fitted with loading and un-loading mechanisms.Concept drawings and specifications areavailable in the machine concept section ofthis document.
10. Bendinga. Criteria
● Select and/or develop bending machinescapable of producing 1½ and two diameterbends with or without flange.
• Develop automatic loading and unloadingdevic-one for each bending machine.
● Select bending equipment for large diameterpipe.
b. Research Conclusions●
●
●
Flanges on N.C. bending machines for piperange from 2 inch to 12 inch diameter areavailable from foreign suppliers. The domes-tic bending machine manufacturers indicatedno interest in developing the capability ofhandling flanges on bending machines over 8inch diameter.Loading and unloading devices for bendingmachines are available from foreign sup-pliers.The volume of large pipe requiring bendingmay not be sufficient for automation, how-ever vibrator bending or high frequencybending machines are available from foreignsuppliers.
c. Feasibility● Bending machines meeting the criteria for
pipe ranging from 2 inch to 12 inch diameterare feasible.
16
● Loading and unloading devices are available—however, prototypes must be designed forautomation and conservation of space.
● Large pipe, as outlined in the proposed PipeShop layout, is a low volume work load-therefore, hot bending will suffice.
● Conceptual drawings are available in themachine concept section” of this document.
11. Weldinga. Criteria
Select the various types of welding machinesrequired to process the alloy mix of pipe going. -
12.
through the system. Develop a rolling devicefor welding straight pipe, incorporating an auto-matic loading and unloading mechanism con-trolled by push button.
b. Research Conclusions●
●
●
●
●
Various types of welding machines are avail-able from foreign and domestic suppliers.Substantial research in welding technologyhas taken place in Europe, Japan and theUnited States.It was necessary to detail the criteria duringthe progress of this study. The criteria wererevised to automate welding through the useof manipulating the welding gun and/ormanipulating the work piece.Butt welds can be accomplished successful-ly by rolling the work piece. The weldinggun is fixed in this operation.Branch welding 90 degrees can be accom-plished by manipulating the welding gun;the work piece is fixed.Branch welding 45 degrees, 60 degrees canbe accomplished by manipulating the weld-ing gun and the work piece.
c. Feasibility●
●
●
●
Semi-automatic welding of butt welds andbranches 90 degree, 60 degree. 45 degree isfeasible through manipulating the weldinggun and/or the work piece.Additional information on this process isavailable in the Advanced Study section ofthis document.Conceptual design and specifications areavailable in the machine concept section ofthis document.Prototype machines must be designed andtested.
Assembly Areaa. Criteria
. Develop manipulators and fixtures wherebysub-sub-assemblies, sub-assemblies and as-semblies of pipe sections can be processedin the most cost effective way. The manipu-lator is to be fitted with semi-automatic .loading and unloading devices, and of adesign capable of positioning the main bodypipe section so that fitting and welding oftee sections can be accomplished.
b. Research Conclusions● The manipulators and fixtures outlined in
the criteria were studied concurrently withthe welding machines.

● Work piece manipulator rolling devices andfixtures are available from domestic andforeign suppliers. However, these devicesmust be fitted with loading and unloadingmechanisms.
• It must be noted that not one facility visitedduring the course of this study has made anyeffort to automate the assembly area.
c. Feasibility● In the area of branch welding, research
shows feasibility with respect to manipulat-ing main pipe for fitting and welding 45 de-gree, 60 degree branches.
Ž After prototype welding equipment is de-signed and tested for 90 degree branch weld-ing, 45 degree and 60 degree prototypes willfollow.
13. X-ray Equipmenta.
b.
c.
CriteriaDevelop the configuration and quantity of X-raybooths and equipment required to support themaximum work load passing through the workstation. Develop semi-automatic handlingequipment required for loading, manipulatingand unloading the X-ray booths.Research Conclusions● Research disclosed that this basic X-ray
equipment is available but requires modification for automation.
● Prototype equipment must be designed andtested.
• Loading and unloading devices are availableand can be purchased on the domestic mar-ket. This equipment will need modificationto suit the facility.
● In the facilities visited during the course ofthis study, X-ray work stations were ex-cluded from automation.
Feasibility● It was determined that an X-ray work station
can be operated semi-automatically. A con-ceptual design is available with specifica-tions in the machine concept section of thisdocument.
14. Surface Preparation and Coatinga. Criteria
● Cleaning-develop a semi-automatic internaland external surface preparation system forpipe before the fabrication process is com-plete.
● Coating-develop a semi-automatic internaland external coating system for pipe beforethe fabrication process is complete.
b. Research●
●
●
External pipe cleaning machines are avail-able from both domestic and foreign sup-pliers. The machines studied varied in con-figuration. Some have the capability ofprocessing four (4) twenty (20) foot long pipesat one time.Internal pipe cleaning systems are also avail-able.Research pointed out that existing internaland external cleaning systems are treated as
two separate work stations. The internalsystems seen were not automated.
● External pipe paint system are available.They are automated and positioned adjacentto or in the near proximity of the externalblasting machines.
● Internal coating is applied manually.c. Feasibilitv
●
●
●
It was determined that the equipment neces-sary for external blasting is available.Through engineering modification, it is feasi-ble to blast internal and external pipe sec-tions automatically. A prototype machinefor internal and external blasting. must bedesigned and tested.Concept drawings and specifications areavailable in the machine concept section ofthis document.The same situation exists with internal andexternal painting. Prototype equipment mustbe designed and tested for automating thecleaning process as well as the paintingprocess.
15. Specialty Areaa. Criteria
Develop an area by selecting machines, toolsand handling equipment for processing special-ty items of a configuration and volume not suit-able for automatic or semi-automatic process-ing. This specialty area would be part of thePipe Shop, and its location should be accessibleto the automatic conveying system. This wouldprovide a cost effective utilization of auto cut-ting end preparation-bending, hole cutting,X-ray equipment, etc.
b. Research Conclusions● The equipment requirements for a specialty
work area are available as production equip-ment.
● The handling and manipulation of the workpiece in this work station is presently ac-complished manually.
c. FeasibilityIt is feasible to locate this work station where,by prefabrication, sub-assemblies can betransported to this work station by the auto-matic conveying system.The selection of special manipulators canimprove efficiency in this area.Prototype manipulators must be designedand tested.
Product Temporary Storage
●
●
●
16. Finala. Criteria
Develop a system whereby fabrication pipe andspecialty items can be palletized and stored ina racking system in usage order until requiredfor shipboard installation. Provide an automaticlocator system to be used for accountabilityand retrieval.
b. Research Conclusions● Temporary storage areas have been seen at
most of the yards visited during the processof this study. Most of the equipment re-quired is available and can be purchased.
17

Extensive modifications, however, would berequired.
c. Feasibility● The problem with this area is that the storage
system must be designed in the conifigurationnecessary to work with the production cri-teria of the specific shipyard. For example,if a certain shipyard installs pipe in sectionsprior to hull erection, the temporary storagerequirements are different from installingpipe systems after hull erection is completed.
● Final product temporary storage as outlinedin the criteria is feasible. Prototype equip-ment must be designed and tested.
17. Transportation and Handling of Final Product toInstallation Sitea. Criteria
Select and/or develop cost effective transporta-tion and handling equipment for the selection,picking up, transporting and delivery of fabri-cated pipe and specialty items to the installationsite.
b. Research Conclusions• The equipment required to support this func-
tion is available for purchase.● Selection must be done with consideration
given to the design of the temporary storagesystem.
c. FeasibilityBased on research, it was determined that thetransportation system is feasible.
18. Softwarea. Criteria
Develop a software package to operate thissystem that would have the capability of pre-paring pipe detail drawings. As these drawingsare being prepared, the program should selectthe concurrent preparation of bills of material,shop production schedules, material flowschedules, cutting lists, assembly marking andbending data, machine loading schedules andfinal disposition and delivery schedules. Sev-eral “stand alone” but integrated softwarepackages, to suit the level of automation andtypes of equipment eventually selected, willprobably be required. The implementation ofthe required software will require completeapplication capability which is available at mostmajor ship yards.
b. Research Conclusions● Software packages are available and can
be purchased from foreign suppliers.• The Maritime Administration has funded a
feasibility contract to Newport News Ship-building and Drydock Company for thedevelopment of a software package whichwould provide engineering-including digi-tizing-in support of the automated designsystem.
c. FeasibilityŽ A software system meeting the criteria is
feasible.● A software system developed by Mitsui
Engineering and Shipbuilding Company
18
Limited is included in Section III of this doc-ument to illustrate the scope and require-ments.
D. Anticipated BenefitsThe major benefits anticipated through the development ofthis project fall into the following area.
1. Excessive Handling2. Fitting3. Welding4. Cleaning and Coating5. Labor Expense6. Process Flow Time
Using a LASH ship as a base, we estimate the percentagesaving for each of the following items.
REDUCTION PER SHIPSET1. Handling Man-hours 68 percent2. Fitting Man-hours 55 percent3. Welding Man-hours 35 percent4. Cleaning Man-hours 79 percent5. Coating Man-hours 86 percent
Using these percentages as a base, it is conceivable thatAvondale could fabricate all ship piping systems for 45,000man-hours compared to 75,000 man-hour cost. This is anoverall reduction of approximately 39.8 percent per shipset.
E. On-Site Facility Surveys1. On-site Surveys of Foreign Facilities
FACILITYBayer AGChantiers De L’AtlantiqueChantiers Di Castellammare
Di SabinChantiere Di MonfalconeChita Shipyard (IHI)ESAB-HEBE CompanyHowaldtswerke-Deutsche
Werdt (HDW)Ishikawajima-Harima
Heavy IndustriesItalcantieri-Cantiere De
Geneva-SestriKockums ABLarikka Company (T-Drill
Company)Messer-GreishiemMitsui Chiba YardMitsui Engineering&
Shipbuilding Co.Heinrich J. P. Muhlham Co.Nippon-KokanOxytechnikRauma Repola ShipyardWartsila Works
LOCATIONDormagen, West GermanySt. Nazzaire, FranceNaples, Italy
Trieste, ItalyNagoya, JapanHallsberg, SwedenKeil, West Germany
Tokyo, Japan
Geneva, Italy
Malmo, SwedenVaasa, Finland
Frankfurt, West GermanyChiba. JapanTokyo, Japan
Bremen, West GermanyNagoya, JapanFrankfurt, West GermanyRauma, FinlandYlvieska, Finland
2. On-site Surveys of Domestic FacilitiesFACILITY LOCATIONBabcox/Wilcox, Inc. West Point, MississippiBath Iron Works Corporation Bath, MaineConrac Corporation, Tool Westminister, California
DivisionCypress Welding Equipment Houston, Texas
co .E. L Dupont Company Albany, GeorgiaE. I. Dupont Company Orange, Texas

Fairfield Machine Company Columbiana, OhioGaido-Lingle Company, Inc. Houston. TexasGeneral Dynamics Quincy, Massachusetts
CorporationQuincy Shipbuilding Div.
Ingalls Shipbuilding Pascagoula, MississippiDivision of Litton Industries
National Steel &Shipbuilding Co.
Newport News Shipbuildingand Dry Dock
Porta Tools, Division ofDND Corp.
Benjamin F. Shaw Co.Southeast Fabricators Co.Southwest Fabricating &
Welding Co.W. K. Stamets CompanySteffan Manufacturing Corp.Texas Pipe Bending Co.Todd Shipbuilding Corp.
San Diego, Califomia
Newport News, Virginia
Houston, Texas
Laurens, South CarolinaBaton Rouge, LouisianaHouston, Texas
Columbiana, OhioSalem, OhioHouston, TexasSan Pedro, California
19

Section 11
20

Section IIProposed Semi-automatic Pipe Fabrication Facility
INDEXA . G e n e r a lB. Basic and Principal FeaturesC. General ConditionD. Actual/Proposed Time ComparisonE. Equipment RequirementF. Plan View of Pipe Fabrication FacilityG. Isometric Layout of Pipe Fabrication FacilityH. Illustration of Pipe Fabrication ProcessI. Production Flow and Production Rate of
Pipe Fabrication FacilityJ. Specification of Equipment and Machines
with Concept Drawings
21

Manual pipe fabrication facility.
Semi-automatic pipe fabrication facility.

A. GeneralThis section is dedicated to the conceptual design of the pro-posed semi-automatic pipe fabrication facility. Included arespecifications and machine concept drawings which we be-lieve are essential.
Avondale Shipyards’ existing Pipe Shop was used as thebase during the development planning required to producethe facility layout, fabrication sequence, production flow andproduction rate.
B. Basic and Principal Features1. The basic idea in studying and planning this pro-
posed pipe processing system is as follows:a. This system is to be an integrated processing
line with automation.b. In the planning of this new semi-automatic
Pipe Shop, great emphasis was placed on theautomation of welding and a handling systemthat does not use cranes.
c. Concerning the effects of automation, theaspects of not only saving man-hours but alsostandardizing fabrication methods, improvingfabrication precision and achieving centralizedcontrol of scheduling and material handlingshould be considered.
2. The principal features of the equipment to be in-stalled in the new semi-automatic Pipe Shop are asfollows:a.
b.
c.
A Surface preparation system for raw material.The internal side of the-pipe would be cleanedautomatically in a closed cabinet by the use of ashot blasting lance. The external surface wouldbe blasted using a blasting device located insidethe closed cabinet.An automatic marking, measuring and cuttingsystem. Two kinds of cutting machines wouldbe used depending on the diameter of the pipe.For pipes 1½ to 10 inches in diameter, machinecutting would be used. For pipes 12 to 24inches, plasma or gas cutting would be appliedwith consideration given to the versatile use ofthe material. All of the work, from bringing inpipes to taking away scrap pipes, would beautomated in accordance with the machineinstruction system.A flange fitting and welding system.Four kinds of automatic welding machineswould be used depending on the size and typesof flanges. For steel slip on type flanges of 2 to10 inches in diameter, a push button flange fit-ting and welding machine would be used. Forstainless steel and non-ferrous metal flanges of2 to 10 inches in diameter, TIG welding. Buttflanges with consumable insert rings would beused to save the time required for exchangingfiller wires depending on the flange material.For weld neck flanges on 2 to 10 inch pipe di-ameters, one side plasma arc welding with backshielding gas would be used to obtain high quali-ty weld joints that will pass the stringent X-rayinspection. For steel flanges of 12 to 24 inchdiameter, gas metal arc welding processeswould be utilized. In these welding machines,positioning of welding torches before weldingwould be done manually if necessary—but,
d.
e.
f.
g.
during welding, it would be done automaticallyby arc voltage controls and sensing groovedetectors.A bending system with suitable loading andunloading device.
Three types of cold benders coupled withautomatic pipe loader and unloader would beused-4 inch, 8 inch and 12 inch flange on bend-ers for pipe up to 4 inch, 8 inch and 12 inchdiameter . . . each equipped with punch cardmachine instruction devices. For extra heavywall pipe and large diameter pipe, a hot bendingprocess would be used.
An assembling and welding system. for elbowand branch pipe.
Fitting and welding of branch pipe to mainpipe over 14 inches in diameter would beprocessed manually. A prototype 90 degreebranch welding device has been developedproving the feasibility of semi-automatic weld-ing of branch pipe to main body pipe. A pro-duction model of the 90 degree branch weldercan be manufactured. For fitting of branch pipeto main pipe, a branch pipe positioner would beloaded manually. Branch pipe from storagewould be set to main pipe in the suitable posi-tion. A series of this movement would be con-trolled by push button operation. Included withthe 90 degree branch welder is a hole cuttingdevice which is push button controlled andsemi-automatic, with quick select burning sys-tems. Also designed into this equipment are 40degree and 60 degree burning and welding ofbranches 12 to 24 inches in diameter with semi-automatic push button control for load manipu-lating, burning and welding. Concept drawingsare available. For fitting of elbow to straightpipe, an elbow positioner and welding manipu-lator have been designed. A series of themovement from picking up the elbow in elbowstorage to fitting the elbow in a suitable positionwould be semi-automatically controlled bypush button operation. Welding of one end buttjoint of the elbow would be semi-automaticallycarried out with pipe rotation.Various types of welding positioners andmanipulators.
The following types of welding positionersand manipulators are designed to realize easywelding and to improve the efficiency and quali-ty of the welding work.● One set of GMA flange welding machines
for short pieces less than 36 inches in length.● Universal welding positioner with GMA
semi-automatic welder.● Pipe welding elbow fitting devices for pipes
2 to 30 inches in diameter.● Pipe rotation and welding manipulators for
butt welding of pipe.X-ray facilities.Two sets of X-ray facilities are proved. One isfor 2 to 10 inch pipe, and the other for 12 to 24inch pipe. The X-ray generator is movable,
23

h.
while the inspected pipe would be fixed on thepipe carrier. The X-ray generator can be easilyset by hand with the assistance of a hand typemanipulator.Handling system.In order to save man-hours and secure worksafety, the plan is to use cranes as little as possi-ble. For this purpose, the machines would bearranged in the pipe processing order with con-veyers provided in the shop for handling thepipe. These conveyers would operate at safespeeds automatically, stopping at the desig-nated work stations for removing pipe from theconveyer by instructions from cards or theselect switch. The following devices would beprovided to limit the use of cranes as much aspossible:Ž Automatic pipe loaders for benders.● Pipe unloaders for removing bent pipe from
benders.• Elbow positioners for fitting elbows to pipe.• Branch pipe positioners for fitting branch
pipe to main pipe.• Motorized dollies for transporting complete
pipe assemblies.
C. General ConditionThis system shall perform under the following conditions.
1.
2.
3.
PipeDiameter: 1½ through 24 inchesLength: Maximum single randomMaterial: Carbon Steel ASTM A53
Carbon Steel ASTM A106Carbon Steel ASTM A135Alloy Steel ASTM A335Stainless Steel ASTM A312Copper ASTM B42Copper Nickel ASTM B466 &
MIL-T-16420Wall Thickness: Schedule 40 (STD), Schedule 80(XS)FlangesDiameter: 1½ through 24 inchesType Slip on welding steel pipe flanges
ANSI B16.5 150 LB, 300 LB,600 LB and 900 LB.Socket welding steel pipe flangesANSI B 16.5 600 LB, 900 LB and1,500 LB.Butt welding steel pipe flangesANSI B16.5 600 LB, 900 LB and1,500 LB.Slip on brazing copper pipe flangesANSI B16.5 150 LB and 300 LB.Bronze FlangesMIL-F-20042Steel FlangesMIL-F-20670
Daily Production RateMaterial Steel
Size Pipe1½ to l0” 66 pcs.12 to 24” 15 pcs.
TOTAL
Non-ferrous Pcs./DayMetal Pipe Total
54 pcs: 120 pcs.15 pcs. 30 pcs.
150 pcs.
Figures are estimated. For details, refer to "pro-duction flow and production rate.” Working hoursper day-8 hours.
4. Number of WorkersThe number of workers needed to operate a semi-automatic pipe fabrication. shop is- estimated asfollows.Section Number of
WorkersFabrication:
Machine Operation 12Welding 10Fitting 10Others (including supervision) 7Material Preparation 3
Handling and Transporting in theShop 3
Sorting and Palletizing 3TOTAL 48 menThe above figure is estimated considering the factthat the shop is operated by trained and qualifiedworkers.
D. Actual/Proposed Time ComparisonThe following matrix compares nine functions. The existingoperation was time studied at Avondale Shipyards’ PipeShop.
24
The proposed operation is an actual cycle time utilizing auto-mation to perform the same tasks. It must be noted that thiscomparison was made at two different places-therefore, it isnot a single facility study. The study points out, however, thetremendous savings which can be attained by automatingpipe fabrication facilities. The time measured was thatrequired to load the machine, process the work piece, unloadthe machine. All other operations were omitted.
Proposed Existing
10 Min.
5 Min.
1. Pipe Storage RackCycle Time 1.5 Min.Input Data
a. Pipe Diameterb. Pipe Thickness
2. Auto PunchingCycle Time 2 Min.Input Data
Punching PositionPunching Letters
3. Auto MarkingCycle Time 2 Min.Input Data
Pipe DiameterMarking Positions
4. Auto CuttingCycle Time 2 Min.Input Data
Pipe DiameterCutting PositionCutting ShapesSorting Destinations
5. Auto Flange Fitting/WeldCycle Time (Including
Weld) 5 Min.Input Data
Position of Flange HolesWelding space
10 Min.
10 Min.
25 Min.

6.
7.
8.
9.
Tack Welding ConditionsWelding ConditionsSorting Destinations
Butt WeldingCycle Time 6 Min.Input Data
Fitting PositionWelding Conditions
Bevel CuttingCycle Time 4 Min.Input Data
Cutting PositionCutting Speed
Pipe BendingCycle Time
(2 Bent Pipe)Input Data
AnglesPlanesPositionsFlange Hole Pitch
DiameterBranch Pipe WeldingCycle Time 10 Min.
30 Min.
10 Min.
4.5 Min. 10 Min.
30 Min.Input Data
F i t t i n g P o s i t i o n W e l d i n g C o n d i t i o n s
TOTAL 37 Min. 140 Min.
NOTE: Samples taken on 4 inch diameter standard pipe.. 1 6 0 w a 1 1 .
25

E. Equipment RequirementMark- Name of System and Machine Remarks
1 Storage System for Raw Material1-1 Elevator Selector Carriage (For
Live Storage Racks) Make1-2 Live Stock Rack (1½” to 6”) Make1-3 Live Storage Rack (8” to 10”) Make14 Live Storage Rack Make1-5 Feed Table Make1-6 Field Pipe Storage Make1-7 Large Pipe Storage (Crane
Loaded and Unloaded) Make
2 Surface Preparation System forRaw Material
2-1 Automatic Shot B1asting and PurchaseCleaning Machine (4” x 24”) and Modify
2-2 Automatic Painting Equipment Purchaseand Modify
2-3 Automatic Drying Equipment Purchaseand Modify
3 Automatic Measuring, Cutting andEdge Preparation System
3-1 Edge Preparation Machine(2” to l0”) Make
3-2 Contouring Machine (2” to 14”)(Plasma/Gas) Available
3-3 Cutting Machine (1½” to 14”) Purchase34 Contour Machine (8” to 24”)
(Plasma/Gas) Purchase
4 Marking System4-1 Automatic Marking Machine Make
5 Flange Fitting and Welding Device5-1 Flange Fitting and Welding Purchase
Device (2” to 10”) and Modify5-2 Flange Welding Machine Purchase
(10” to 24”) and Modify
6 Flange Finishing Device6-1 Flange Finishing Machine Purchase
(2” to 10”)7 Bending System
7-1 4" Pipe Bender Purchase7-2 8" Pipe Bender Purchase
and Modify7-312” Pipe Bender Purchase
and Modify7-4 Hot Slab Available7-5 Storage Slab Available7-6 Heating Equipment Available7-7 Sand Container and Machine Available
8 Contour Cutting8-1 Contour Machine (2” to 10”) Available
(Plasma/Gas)
9 Elbow and Branch Pipe Assembly,Welding System
9-140 and 60 Burning and WeldingBranches (12” to 24”)
9-2 High Elevated Elbow Welder(Sub-sub Assembly) (2” to 12”)
9-3 Cypress Hole Cutting andWelder Branches (2” to 14”) 90Degree
9-4 Final Assembly (Area)
ResearchandDevelop/
AvailableResearchandDevelop/
ResearchandDevelop/
10 Various Types of Positioners,Manipulators and WeldingEquipment
10-1 Double Rotators Parallel withCommon Welder or Tacker (ElbowRotation and Joint Welder)(12” to 24”) Available
10-2 Manipulator Purchaseand Modify
10-3 Elbow Rotator and Joint Welder(18” to 30”) Purchase
10-4 Positioner and Fit-up RotatorStation Welder (12” to 24”) Purchase
10-5 High Boy Rotator with 2Variable Support Dollies forElbows (2” to 12”) Available
10-6 Pipe Rotator and Welder 2Double Dollies Available
10-7 Automatic Flange WeldingMachine for Short Pieces Purchase
11 X-Ray Facilities11-1 X-ray Booth (2” to 10”)
11-2 Conveyer (Pipe Carrier)11-3 Manipulator11-4 X-ray Booth (12” to 24”)11-5 Conveyer (Pip Carrier)11-6 Manipulator11-7 Scissor Jack11-8 Re-work Area
ResearchandDevelop/
AvailableAvailableMakeAvailableA v a i l a b l e PurchaseAvailable
12 Pipe Handling System12-1 Roller Conveyer Purchase12-2 Cross Over Rail Runner Make12-3 Pipe Kick-off Conveyer (TYP) Purchase
and Modify12-4 Pipe Kick Out for Transfer Purchase
Table (Typical) and Modify
13 Specialty Area13-1 Pipe Threading Machine
(1/8” to 2”) Available13-2 Pipe Threading Machine
(3” to 12”) Available13-3 Stone Saw Available13-4 Band Saw Available
26





Stored PipeNominal Size: 1½” - 6” 8”-10”Length: Single RandomKind of Pipe: 32(4 kinds x 8)Number of Pipe: 1208 (totally in case
1½ - 6” pipes only)
Function & ControlUp-down drive of pick-up device; rack and pinion
drive by electric motorPush-pull motion drive of pick-up device; pneumatic
cylinderPositioning of pick-up device; automatically by limit
switchLoading table; gravity fed-hydraulic-kick outs
Pipes are loaded on the loading table by crane.A pipe is selected out according to instructions of the
pushbutton on the operation desk for the shotblasting machine.
Selected pipe on the skid is transported to roller con-veyer by means of transferring device furnishedin the elevator type storage.
1-2 Skid Type StorageNumber of SetStored Pipe
Nominal size:Length:Number of Pipe:
Function & ControlArea of skidPick up device:
3
12“/24“Random16 (in case of 18”)
20’ X 26’Driven by pneumaticcylinder. Pipes arearranged on the skidaccording to the order to beprocessed a day. One pipeis taken out on the rollerconveyer by pushingbutton. It is controlledfrom shot blasting machine.
I
I
Elevator Type Storage Rack
Skid type storage with pick up device
31

2- Surface Preparation System for Raw Material2-1 Automatic Shot Blasting Machine
By this method the internal and external pipe sur-faces are blasted. When internal blasting is not re-quired, by-pass the lanceNumber of Set One:Applied Pipe
Diameter 1 ½ ” - 2 4 ” Length: Max. Random
Method Nozzle & Lance
CompositionGrits collector One SetBucket elevator OneBlast tank (two steps continuous work type) OneAbrasive hose and nozzle (Nozzle dia. 5/8) FourGrit shield with sliding mechanism OneDust collector OnePipe feeding and ejecting device OneAbrasive material steel grit
FunctionPipe is automatically fed to external blasting
DUST COLlECTER
BASKET ELEVATOF
32
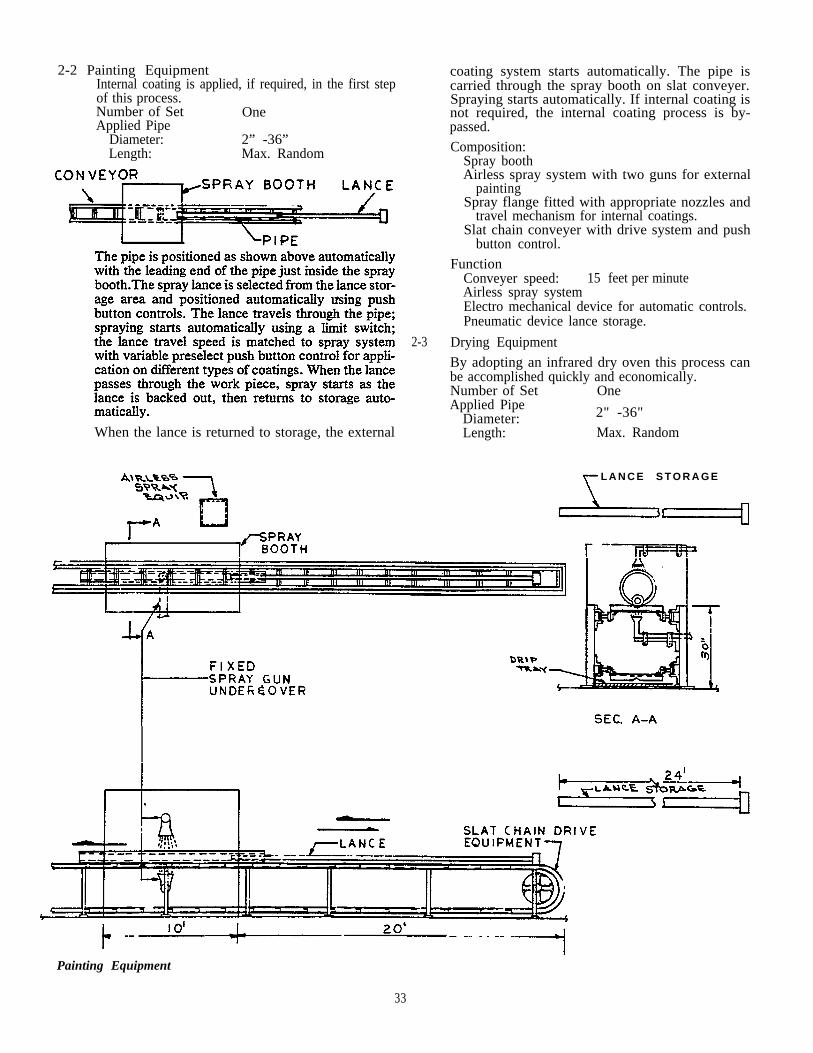
2-2 Painting EquipmentInternal coating is applied, if required, in the first stepof this process.Number of Set OneApplied Pipe
Diameter: 2” -36”Length: Max. Random
When the lance is returned to storage, the external
coating system starts automatically. The pipe iscarried through the spray booth on slat conveyer.Spraying starts automatically. If internal coating isnot required, the internal coating process is by-passed.
Composition:Spray boothAirless spray system with two guns for external
paintingSpray flange fitted with appropriate nozzles and
travel mechanism for internal coatings.Slat chain conveyer with drive system and push
button control.
FunctionConveyer speed: 15 feet per minuteAirless spray systemElectro mechanical device for automatic controls.Pneumatic device lance storage.
2-3 Drying Equipment
By adopting an infrared dry oven this process canbe accomplished quickly and economically.Number of Set OneApplied Pipe
Diameter: 2" -36"
Length: Max. Random
L A N C E S T O R A G E
Painting Equipment
33

operation.
Composition:240 infrared panelsOperating
Temperature:Slat Conveyer Speed:Automatic controls:
A touch up area is required for coating the pipe whereit was resting on the slat conveyer. This is a manual
375 Deg. F15 feet/min.Electro/mechanical
3. Automatic Measuring, Cutting & Edge PreparationSystem.
3-1 Edge Preparation Machine (2’’-10”)Number of Set: OneApplied Pipe
Nominal Size 2" -10”Length: 2’-20’Material: Carbon steel, alloy steel,
stainless steel, copper-nickel
Edge preparation methodMechanical edge preparation by rotation of cuttingtool with clamping of pipe.
Function & ControlChucking: Automatic centering and chucking
mechanismSetting of cutting tool to pipe end:
Manually by handleMachining By automatic cutting feed of cross head
and tool post.Changing of automatic feed speed:
Manually by leverOperation
Push button and manually
Edge Preparation Machine
34

3-2 Contouring MachineThis machine provides the versatility of contourcutting the various alloys with simultaneous bevel-ing.
Number of Set: 3Applied Pipe
Material: Carbon steel, stainlesssteel, etc.
Diameter: 2"- 10’’; 2”- 14’’; 8’’-24”Thickness: .156 -.624Length: 20 feet
CompositionPower source: Max. 500A (D.C. dropping charac-
teristics)Secondary load voltage: 200V or 400V
Fume exhaust deviceAir compressor for plasmaTorch positioning device: manipulator, sensor,
guider consumable parts:electrode 2-4 hours.nozzle 1-3 hours.
Optional select standard gas cutting system.Operation
The pipe fed from conveyer by push button shallbe set and cut via push button controls.
3-3 Cutting MachineThis machine automatically saws pipe to lengthleaving a square clean cut of which beveling will beapplied at another work station.
Number of Set: OneApplied Pipe
Normal Size: 1½” - 14”Length: 2-20 FeetMaterial Carbon steel, stainless
steel, copper, copper-nickel, etc.
Cutting Method:Mechanical cutting by means of high speed saw.
Function & Control:
Measuring of cutting length:Pipe is selected and positioned under saw inappropriate position by push button controlusing end stop preset by means of manualdigital switch stopping pipe at desired lengthfor cutting.
Scrap Pipe Removal:By automatic scrap conveyer
Operation:A series of automatic operations in accordancewith the instructions of push button operationby the operator.
35
Typical contouring machine.
4 Automatic Marking MachineThe paint spray method of marking can be doneon pipes of any material and the size of figures ischangeable.
Number of Set: OneApplied Pipe
Diameter: 1½” -24”Method
Paint spray methodComposition
Paint unitControl box and electric solenoid valvesMoveable spray guns with two motors
FunctionFigures from zero to nine can be marked as beingarranged.
Control:Number and size of figures are preset via selectswitches.
Figures are marked individually by keying in ofrespective buttons.
Automatic operation is possible in accordance withinstructions from NC card from disk type cuttingmachine.

- P A I N T U N I T
R AK
Marking Machine
5 Flange Fitting & Welding
5-1 Flange Fitting & Welding MachineThis machine must be designed for semi-auto-matically fitting weld neck flanges as well as slipon flanges. The welding method shall be quickchange automatic gas metal arc/or Tig as comport-able materials involved.Number of Set: OneMaterial: Steel, CR-MO Steel,
Stainless Steel, etc.Diameter 2" -10”Length 2’-20’
5-1A TIGMethod (TIG)
CompositionPower source: D. C./A.C. 300AFixed type manipulatorMoveable type manipulatorPipe support rollers with rotation mechanism
OperationPipe and welding condition would be preset via
select switches.Torch positioning and welding are done auto-
matically in the suitable condition by Arc Volt-age controls and Auto groove detector aftersetting manually via push button.
5-lB NC flange fitting & welding machineThis machine is specially designed for automatical-ly fitting and welding pipe and flanges in accordancewith the instruction of NC control desk.
Applied Pipe and FlangeNormal size: 2'' - 10''Length of Pipe: 2’-20’Material: SteelType of Flange: Slip on weld, 150 LB,
300 LB
36

Function & ControlNumerical control axes; 10 axesPositioning of moveable saddle x 1Positioning of flange bolt hole detector x 2Positioning of jaws x 6Differential angle of flange bolt holes between
both sides x 1Tacking and welding:
Automatic GMA welding machineFine adjusting of continuous welding is man-
ually done, if necessary.Operation
Pipe and flanges, conveyed through pipe cuttingmachine and flange storage and selector re-spectively, is automatically fitted and welded bythis machine in accordance with instructions ofNC card.
Typical flange welding machine.
Close up view of flange welding machine.
5-1 C Flange Storage & SelectorNumber of Set OneStored Flange
Normal Size: 2" -10”Material: Steel, CR-MO, Stainless
Steel, etc.Type: Slip on weld, 150 LB,
300 LBKind of flange: 18(9 kinds X 2)
Function & ControlLoading flanges in storage:
Manually by using loadingjig and crane.
Taking out method:Pushing by pneumatic
cylinderControl: Automatic operation/
required flange isselected out inaccordance with theinstruction of NC cardfor NC flange fitting andwelding machine.
Typical flange storage and selector device.
5-2A GMA Flange Welding Machine
By employing 4 torches-concurrent-work method thewelding of inside and outside of flange on both sidesis done simultaneously.
Number of set: OneApplied Pipe and Flange
Material: Carbon SteelDiameter: 12". 24"Length: 3’-20’Thickness:
MethodWeight class STD, XS
torches, sensers and guidesMovable type manipulator with two welding
torches, sensers and guidesSupport rollers with rotation mechanism
OperationPipe feed and take-out work is done via push
buttonsElectric current, voltage, welding speed and
arc time are preset via select switchesTorch positioning and welding are done auto-
matically in the suitable condition by me-chanical guide sensers.
37


5-2B Flange Fitting MachineNumber of set: OneApplied Pipe and Flange
Nominal size: 12”-24”Length of Pipe: 3 ' -20 'Material of pipe
and flange: steelType of Flange: Slip on weld 150 LB & 300
LBComposition
Fix and moveable carriage, semi-auto GMAwelding equipment for tack welding flange.
Function & ControlInserting flange in
chuck By exclusive hoistChucking method: By electro-magnet chuckAdjusting jig: To be prepared for each
kind of flange. By onlysetting the flanges byusing adjusting jig; therelative position of boltholes between bothflanges is mechanicallyin the same position andlip length is exactlydecided.
Tack-welding Manually by using semi-automatic GMA weldingmachines
Operation: By push-button andmanual
6 Flange Finishing
6-1 Flange Finishing MachineNumber of Set OneApplied Pipe and Flange
Nominal size: 2" - ]()”Length of Pipe: 1’-20’
Typica1 flange finishing machine.
Close up view flage finishing machine.
Material : Steel, CR-MO Steel,Stainless Steel, etc. 7.
Type of Flange: Slip on weld, 150 LB, 300LB
7-1A
Finishing Method: By bore and face millingcutter with pipe rotation
Control & OperationCarriage is automatically positioned by detectionof pipe length with limit switch. Setting of cut-ters is manually controlled.Machining of inside welded part and cleaning of
spatter is concurrenty earned out at both ends.
Bending System with Loading & Unloading Devices
Automatic pipe loaderThe machine is designed for automatically trans-
porting and loading the pipe from the pipe skidto the suitable position of NC 4" pipe bender.
Number of Set: OneApplied Pipe
Nominal size: 2" - 4"Length: 2’ - 20’Shape: Straight without
flangeOperation & Control
Automatic A series of movement isoperation: earned out in accordance
with the preset sequencecombined with NC 4"bender. Positioning tocatch size pipe by limitswitches.
Manual operation: Control by using the pushbutton on the operationdesk.
39

Typical bending machine loading device.
7-IB NC 4" pipe benderThis machine is designed to bend automatically
the pipe in three dimensions in accordance withthe instructions of numerical control combinedwith automatic pipe loader.
Number of Set OneApplied Pipe and Flange
Nominal-size: “2"- 4"
Length of Pipe:Shape of Pipe:
Thickness of pipe:Material of pipe
& flange:
Function & ControlNumerical Control
axes:
Bending speed:Bending:
Mandrel:Pressure diaChucking
Equipment
Correction ofspring back
OperationAutomatic
Operation
2’-20”Straight with/without
flange.11- .34 inch
Carbon Steel, stainlesssteel, copper, copper-nickel, etc.
4 axes-measuring pipefeed length, rotationangle of pipe, bendingangle, and positioning offlange bolt hold detector.
2 steps changeableApprox. 2 x out dia.
(General)Plug type and ball typeSliding type
For positioning and rotat-ing of pipe. Furnishedflange bolt hole detector.
Program input (NC card)or manual input by digitalswitch.
Typical N.C. 4 inch bending machine.
Semi-automaticOperation: One-bending is carried
out in accordance withthe data input by digitalswitch.
Manual Operation: Control by the push-button on controlconsole.
7-2A Automatic Pipe Loader, 6" - 8"This machine is similar to that of 7-1ANumber of Set: OneApplied Pipe and Flange
Nominal: 6" - 8"
Length of Pipe: 3’-20’Shape: Straight with/without
flangeOperation: Same as 7-1A
A series of three-bending(max.) is carried outaccording to the instruc-tions of preset sequenceand data input by NCcard or NC tape.
Typical flange on bending machine.
40

7-2B NC 8" Pipe BenderThis machine is similar to that of 7-lB.Number of Set: OneApplied Pipe and Flange
Nominal Size: 6" -8"Length of Pipe: 3’-20’Shape of Pipe: straight with/without
flangeThickness of Pipe: .12-.4 (General)Material of Pipe
and Flange: Carbon Steel, StainlessSteel, Copper, CopperNickel, etc.
Function andControl: Same as 7-lB.
7-3A Automatic pipe loader (8” - 12”)This machine is similar to that of 7-1A .Number of SetApplied Pipe and Flange
Nominal Size 8" - 12"
Length of Pipe: 3 ’ - 2 0 ’Shape: Straight with/without
flangeOperation Control: Same as 7-1A
7-3B NC 12” Pipe benderThis machine is similar to that of 7-lBNumber of Set: OneApplied Pipe and Flange
Nominal Size: 8" / 12"Length of Pipe: 3’-20’Shape of Pipe: Straight with/without
flangeThickness of Pipe: .138 -.495” (general)Material of pipe &
flange: Carbon steel, stainlesssteel, copper, copper-nickel, etc.
Function, Control & Operation is the same as 7-lB.
12” N.C. Bender
41

- 4 Hot Bending SystemThis system is available and used mostly due to the
low volume of pipe size requiring bending.Number of Set OneNominal Size: Over 6" Extra HeavyLength: 2’-20’Material: Carbon Steel, Stainless
Steel, Copper, Copper-Nickel, Etc.
Composition: Furnace or other heatsource slab for securingpipe and making bendequipment for handlingsand and pipe formingjigs and dies torches andradiant heat boxes andstress relievingequipment.
HOTSLAB ND
ERNE
8-1 Contouring MachineThis machine provides the versatility of contour
cutting the various alloys with simultaneousbeveling.
Number of Set: OneApplied Pipe
Material: Carbon Steel, StainlessSteel, etc.
Diameter 2 " -10”Thickness: .156” -.624”Length: 20 '
Composition:Power source: Max. 500A (D.C. dropping
characteristics)Secondary load voltage:
200Vor 400VFume exhaust deviceAir compressor for
plasmaTorch positioning
device: Manipulator, senser,guider
Consumable Parts: Electrode 2-4 hoursNozzle 1-3 hours
Optional select standard gas cutting system.
Operation:The pipe fed from conveyer by push button shall
be set and cut via push button controls. Thismachine is typical of item 3-2.
9 Elbow and branch pipe assembly, welding system
9-1 Semi-Automatic 40 deg. -60 deg. hole burning andwelding machine.Branch pipe piece is processed on contour cutting
machines (3-2 and 3-4). Branch pipe is conveyedto branch pipe storage. Main body pipe is select-ed and positioned in 40 deg. -60 deg. hole burningmachine. The machine automatically cuts themain pipe hole whale calculating the contour withanalogue control.
Applied Pipe:Nominal Size: 2" - 24".
Length: 2’-20”Material: Carbon Steel, Alloy Steel,
Stainless Steel, Etc.Cutting Method: Plasma cutting with pipe
rotation and torchmovement
Composition: Chuck equipment withcutting torch pipesupport roller.
“Function & ControlMain Pipe Hole Cutting
Joint Angle 40 Deg. -60 Deg. -90 Deg. -150 Deg.Contour Computing Method: Analogue Control
Beveling Control of Torch(1)
(2)
Constant Angle Beveling:Inclination angle of torch is constantlyfixed.Constant Point BevelingTorch is always aimed toward the inter-secting point of main and branch pipe’scenter line.Setting Valve: By dial main pipe di-ameter. branch pipe diameter jointangle.
Hole Cutting OperationMain pipe is set by push button control.After setting the required data and posi-tioning the cutting torch is automaticallyaccomplished.
Fitting and Welding Operation:Branch pipe is positioned on the mainpipe by means of branch pipe positionerby push button control; tack welding ismanual; welding is manual.
4 2

Semi automatic branch pipe assembling & welding machine
9-2 High Elevated Elbow Welder 2" -12”This device is used to semi-automatically fit and
weld pipe to pipe and pipe to elbow.Number of Set OneApplied Pipe, Elbow
Material: All materialsDiameter 2" -12"
Length: Max. 20’Composition
Fixed pipe chuck with jack-upMoveable elbow chuck with jack-upMoveable support roller
Operation-RotatorSupport rollers are moveable push button controlPipe chuck and elbow chuck are operated by
push button controlOperation-Welding
Tacking is manual; welding is semi-automaticsubmerged ark, manually positioning the weld-ing gun to the groove. The welding processand rotating device is push button controlledand carried out automatically.
43

B-BSEC.
Pipe rotator and elbow fitting device (2’’.24")
9-3 Cypress Hole Cutting and Welder Branches (2” -24”) 90 Deg.This machine is designed for automatically burning
the hole and semi-automatically fitting and weld-ing 90 Deg. branch pipe to main body pipe.
Number of Set: OneApplied Pipe
Nominal Size: 2" -24"Length of Main
Pipe: 2’-20’Material: All
Composition:Branch Storage AreaChuck equipment with cutting torchPipe supportChuck equipment with welding torch
Function and Control:Branch pipe is cut on contouring machine (3-2)Bevel is suitable for saddle on fitting, 40 deg.
top. 20 deg. bottom.
44

Main body pipe is selected and set in appropriateposition in machine automatically by push buttoncontrol. Cutting torch is set in appropriate positionand hole cutting is anticipated and completed via pushbutton control. Torch angle is maintained at 90 deg. toto horizontal plane of main body pipe using plasma orgas cutting system.
H O R I Z O N T A L
P L A N E
Main body pipe is in fixed position, torch makes 360deg. turn holding 90 deg. to horizontal plane followingexternal shape of main body providing the contourcut. After the hole is cut in main body the branch pipeis selected from branch storage and set in saddle onposition by means of the branch pipe manipulator viapush button control.
Branch pipe is tacked to main body manually.
The welding head is set in position, torch is positionedto groove semi-automatically, weld is done automati-cally via push button controls..
9-4 Final Assembly areaThe final assembly area is equipped withjigs, fixtures,positioners and manipulators for fitting the sub-subassemblies and sub-assembly pieces.
The sub-sub assemblies and sub-assemblies are fabri-icated at semi-automatic work station then conveyedto the final assembly area via push button selectcontrols.The main body pipe is set in fixture etc. manually.The main body, sub-assemblies and sub-sub assem-blies are all pre fabricated. The fitting and tackingprocess is manual. Welding is accomplished semi-automatically when possible. Some pipe spools areof a configuration not conducive to automation.These items are manually welded.
Cypress hole cutting and welder-branches (2” - 14”) 90°
45

10 Various Types of Positioners, Manipulators andWelding Equipment
This equipment is placed at specific locations through-out the production line. Each item is fitted with kick-out for selecting and bringing the pipe to the machinevia push button controls.
Each machine is designed for handling and manipulat-ing the work piece to a position enabling the processto be automatically completed. The handling andmanipulating is carried out by push button” control.When the work piece is automatically set in the hand-ling device, the process equipment (burning or weld-ing) is positioned semi-automatically and the processis carried out automatically.
Item 10-1—Double rotator parallelwith common welder or tacker (elbowrotator and joint welder 12”- 24”)
Item 10-4-Elbow rotator and joint welder 18”-30”

47

11 X-Ray FacilitiesAs the X-ray generator is fixed at the top of the
magic-hand manipulator and as the film coveris magnet type, the setting work is quite easyon keeping pipe fixed.
Number of Set: 2Applied Pipe A B
Diameter 2" - 10" 12" - 24"Length Max. 24” Max. 26”
Method Double walls double image method 4"Double walls single image method 4"
CompositionX-ray booth with lead and concrete wallsX-ray controllerX-ray generator and magic-hand manipulatorOverhead motorized chain conveyer
FunctionExposure time A B
2 min. 1 min.Emission distance 2 feet 2 feetFilm density 2 2
OperationThe most suitable condition with the least time
film and generator setting work is manually donewith the device.
X-ray operation is done at the control room viapush buttons and select switches.
c
X-ray facilities
48
.ONTROL ROOM
OPEN ROOF

11-7 Motorized Scissor Jack Dolly Function & ControlThis is the equipment for transporting the finished Loaded capacity: 2ooo#
pipe. Speed: 3’- 450’/min.Number of set: Four (4) Drive: By motorApplied Pipe Shape: All shapes/straight, bent, Operation
flanged, branched Loading and unloading of pipes are done by meansof crane.
12 Pipe Handling System

12-2 TraverserThis equipment is for traversing the pipe from the feed Stop position
conveyer to the 12” -24” processing line. control: By pipe stop kick-outTypical OperationApplied Pipe Size: 1½ - 24" Push button control by operator.
Cross Over Rail runnerFeeding Kick-outTravel Gravity
12-3 Pipe Kick Out for ConveyerTypicalApplied Pipe
Nominal Size: 1½" -24"Length: 2’-20’
Function & ControlDrive: Pneumatic CylinderPipe Stop: Mechanical Detection by
Limit SwitchControl: Automatic Control when
the pipe stop detects apipe, the conveyer stopsand the apparatus isenergized to remove apipe from the conveyer.In case shown in photo-graph, apparatus isoperated by instruction,push button control atmachine for pipeselection.
Typical pipe roller conveyer for transporting pipe fromstorage to the various work stations.
50

12-4 Pipe Kick-Out for Transfer TablesThis device is for passing pipe from main feed roller
conveyer to machine for processing or viceversa. Pipe piece will be of varying length andmay have to be retrieved from slat or platetype conveyer.
TypicalApplied Pipe
Nominal Size:Length:Shape:
Function and ControlDrive:Control:
Operation:
1½" - 24"2’-20”With or Without Flange
Pneumatic CylinderIn case of passing the pipe
to the next work stationthe device is closed.
Push button control fromthe work station.
12-5 Chain Conveyer for 1½" -24” Completed Pipe orPipe Being Processed
TypicalApplied Pipe
Nominal Size: 1½"- 24"Length 3’-20’Shape with or without flange
Typical kick out device.
Function & ControlDrive:Speed:Control:
9 7 ”
A t t a c h m e n t
Electric geared motorApprox. 3’-50’Automatic control.In
general the conveyer isoperated by push buttoncontrol. When the pipestopper detects pipe, theconveyer is auto-matically stopped.

12-7 Automatic Flange Welding Machine for Short Pieces Number of Set: One(12” - 24”) Applied Pipe and Flange
Very short pipe with flange, which would not beMaterial: Carbon SteelDiameter: 12”-24”
worked at the flange welding machine (5-1 or 5-2), Length: 3'are welded by this machine.
Flange welding Cuttingby this machine
Composition
MethodGMA automatic weld.
Butt welding by9-2, 10-4 or 10-5
Manual Welding
One side of pipe-elbow butt welding can be done. .Torch positioning manipulator with guide sensor semi-automatic elbow assembling & weldingPipe clamping and rotating device machine-( 104 or 10-5) and the other side ofGMA Welder it shall be done manually after both flanges
Operation are welded by this machine.Electric current, voltage, welding speed and arc The torch positioning is done manually via push
time are preset via select switches. buttons and welding automatically by me-chanical guide sensors.
52

13 Specialty AreaThis area is comprised of machines, tools and
handling equipment for processing items of con-figuration and volume not suitable for automa-tion.
Number of Set: OneMethod: The majority of this work
is manual
Composition: Pipe threading machine1/8” - 2"Pipe threading machine
3 "- 12"Stone SawBand SawVarious Welding MachinesVarious Holding JigsVarious Manipulators
Manual fitting semi-automatic welding reducerto pipe piece
Manual fitting and welding small part to main body pipepiece
53


Section 111

Section IIIComputer Software System
INDEXA. SummaryB. GeneralC. GPS (Graphic Piping System)D. Pipe Shop Production Control SystemE. Palletizing SystemF. Computer Software OutputsG. Computer Configuration to Accomplish
Software Package
56
-

A. Summary
This section is dedicated to computer software packageinformation. The system outline, used as a sample, wasdeveloped by Mitsui Engineering and Shipbuilding Co.LTD..
There are several good software package systems presentlyon the market or under development. All of these systemshave a common base utilizing somewhat different methods.The common base is the engineering part of the softwaresystem. The MAPS system includes three principal featureswhich we consider essential to the operation of a pipefabrication facility as previously outlined in Section II.
● Pipe Detail Drawings• Pipe Shop Production Control System● Palletizing System
A list of software suppliers is available in Section V of thisdocument. Included in the list is the Newport NewsShipbuilding and Dry Dock Company system which iscurrently under development. Also included is the KockumsShipbuilding Company (System "Q” and “Steer Bear”)system, which is excellent.
B. GeneralThe computer software package developed by MES, now insuccessful operation at Mitsui’s Chiba Works, is the systemaided by computer to obtain information necessary forfabricating instruction of pipe pieces. material preparation,pipe shop production control and palletizing work.
The pipe fabrication shop and palletizing work cannot beoperated smoothly and effectively without the support ofthis system.For your new pipe shop project, we propose this computersoftware package as software to a semi-automatic pipefabrication shop mentioned.
The proposed computer software package is composed ofthe following three (3) systems.
GPS (GRAPHIC PIPING SYSTEM)From pipe arrangement drawings, necessary data areinput by man-machine communication through the medi-um of graphic display coupled with exclusive mini-com-puter, which, in turn, calculates the shape and dimensionof each pipe piece and furnishes the numerical informat-ion for fabrication of various kinds of pipe pieces.
The output of this system can be converted to the form bestsuited to the facilities and working method of the pipeshop, i.e., in the form of order card for NC equipmentsand in the form of numerical list for other equipments andmanual work.
Furthermore, valve, piece, cock, bolt, nut, packing andother small attachments to pipe are also input togetherwith pipe through graphic display.
These data are stored in the master file and are utilizedby palletting system.
Pipe Shop Production Control SystemUsing the master file created by GPS as source data, hostcomputer furnishes information required for the produc-tion control in the pipe shop such as scheduling of cuttingdate, cutting plan, material control and load balance.
Pal1etting SystemFor smooth progress of outfitting work, it becomes neces-sary to timely collect and deliver outfitting materials suchas pipes, valves, cocks, pieces, bolts, nuts, packing, etc.to installation site. For the sake of fulfillment of this neces-sity, we developed a material flow control system called“Palletting System.”
In GPS. from detail drawings, necessary information forpalletting is input and filed in the master file. They areedited by host computer and timely furnished to the pre-fabrication shop, materials purchasing department, ma-terials management department and transportation controlcenter, converting to the order forms met with require-ment of each department.
Fig. II-1 Photograph of graphic display MA CSGRAPH General flow chart of the proposed computer softwareM-II-B ased for GPS in the computer software package package is shown in Fig. 11-2.
MAPS MITSUI ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
57

Fig. 11-2 General flow chart of the proposedcomputer software package
MAPS MITSUl ENGINEERING & SHIPBUILDING CO,, LTD., CHIBA WORKS
PALLETTING SYSTEM
MATERIALICONTROL
CARD
58

C. GPS (GRAPHIC PIPING SYSTEM)
For this system, mini-computer with graphic display proces-sor is provided. (Refer to computer configuration in chapter6.)
As one of the most effective methods to assist the designerin feeding data into computer, the graphic display coupledwith exclusive mini-computer is used instead of big com-puter. In this system, the designer can give data to computerby man-machine communication through the medium ofgraphic display, light-pen and keyboard.
Therefore, filling in data sheets, card punching and verifi-cation can be eliminated.
The designer can get quick response from computer becauseof realtime interaction, and can easily modify the data onthe spot.
This system is considered one of the latest practical appli-cation computer aided design system.
Process flow of this system is as follows;At first, piping route is created on the graphic displayscreen from pipe arrangement drawing. On the other hand,piping specifications such as material, diameter, workingpressure, working temperature, type of joints, coating,treatment, testing, etc. are coded for each pipe line frompipe specifications and filed by host computer as PipeLine File.The shipyards standards of fitting parts such as dimen-sion, weight, cost code, etc. and working standards arealso filed as Item Data File and Working Standard File,respectively.Matching these data in the mini-computer, all informa-
P1(x1 ,y1 ,z1)
tion necessary for pipe fabrication are calculated andstored in the master file, which are used as source dataof the subsequent two systems; Pipe shop production con-trol system and Palletting system.
Flow chart of procedure to feed data through graphic displayis shown in Fig. II-3.
Numerical expression of pipe pieceIn this software, not only graphic representation but alsonumerical expression is used to show the shape of pipepieces.
In general, three dimensional shaped pipe shall be ana-lyzed into straight length, girth length in bending corner,bending angle in plan and rotating angle in space, forinstance, in Fig. II-4.Computer analyzes the piping route on the graphic displayscreen into the above components, and they are arrangedaccording to pipe fabrication procedure. Example of thisarrangement is shown in Fig. II-5. Since information isgiven to workers in numerical expression as shown in theexample, workers can easily perform their job such asmarking, cutting, bending, assembling, etc. without anyjudgement, experience or good perception.The relation between numerical expression and pipefabrication procedure is shown in Fig. II-6. The bendingprocess for any complicated shaped pipe with bender canbe divided into three simple components of motion, feed-ing of pipe, rotating pipe, and bending pipe.Therefore, so far as pipe processing is followed withnumerical indication which consists of the above simplecomponents, workers can easily perform their job withoutany comparison with graphic drawings.
59
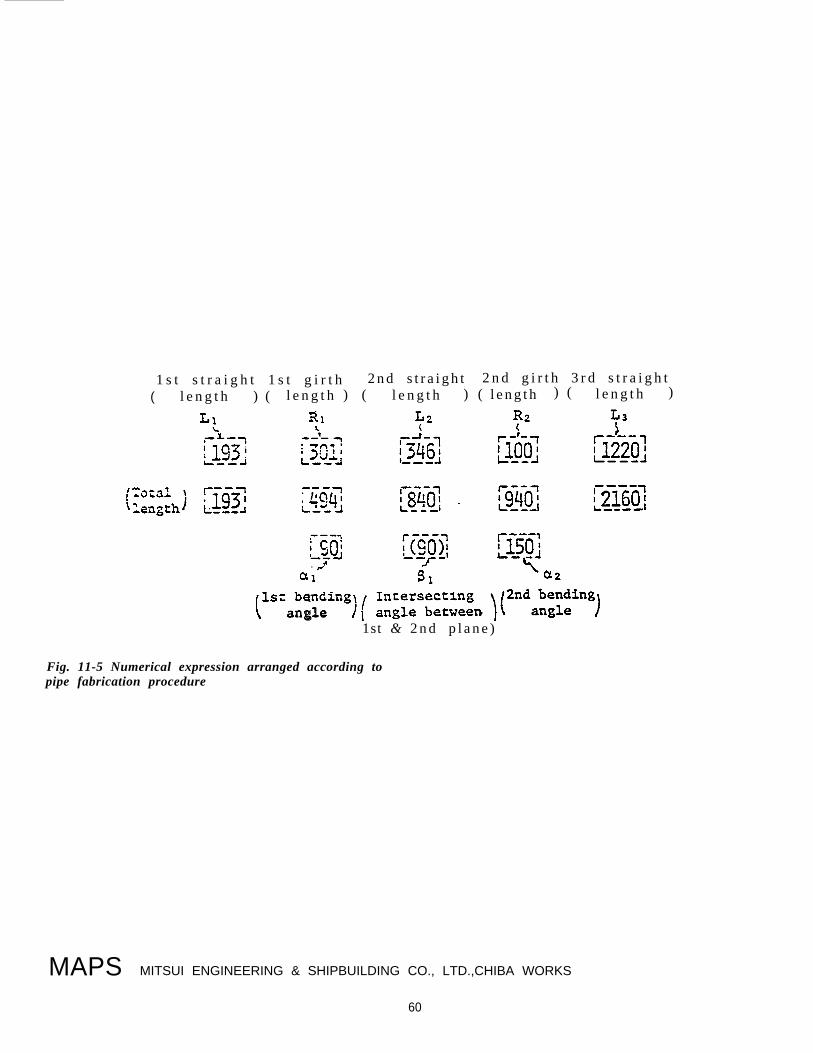
(1 s t s t r a i g h t 1 s t g i r t h
) ( ) (2 n d s t r a i g h t
l e n g t h l e n g t h l e n g t h )
1 t a n g l e
2 n d g i r t h 3 r d s t r a i g h t( l e n g t h ) ( l e n g t h )
1st & 2 n d p l a n e )
Fig. 11-5 Numerical expression arranged according topipe fabrication procedure
MAPS MITSUI ENGINEERING & SHIPBUILDING CO., LTD.,CHIBA WORKS
60

Fig. 11-3 Flow chart procedure to feed datathrough graphic display
Shop No., Pallet name,Outfitting code, Stage code,Delivery date, Name
Input of coordinate values ofstart point, bending points andend point with light pen.
The following characteristic data of eachpipe piece are given by picking fromMENU TABLE .
* Piece No.● Kind of Production* Comment

Fig. II-6
MARKING
CUTTING
FLANGEFITTING
ANDWELDING
BEND
FINISHEDF O R M
OPERATION SEQUENCE I EXPRESSION ON PART PLAN
FEED
0BEND
0FEED
ROTATE
BEND
I 193 301 346 1OO 1220
MAPS MAPS ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
62

D. Pipe Shop Reduction Control System The process flow of the cutting plan output program is asFor the production control of pipe shop, scheduling program follows;and cutting plan output program are provided.Fig. II-7 shows its flow chart.The master file, processed and filed by GPS, is used as thesource data for the two programs above. This system is rununder the host computer.The process flow of the scheduling program is as follows;
C a l c u l a t i o n o f h o w m a n y d a y s
r e q u i r e d f o r p i p e p i e c e f a b -
r i c a t i o n f o r a l l p i p e p i e c e s
i n t h e m a s t e r f i l e .
IFig. II-8 & 9 O u t p u t 0 f- s h o p d e t a i l s d r a w i n g ,
NC card , m a t e r i a l l i s t & i d e n -
t i f i c a t i o n n u m b c r l a b e l a c c o r d -
i n g t o t h e a b o v e p i p e c u t t i n g
p l a n .
Fig. II-11, 12, 13& 14
MAPS MITSUI ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
63

Fig. II-7 Flow chart of pipe shop production control system
MAPS MITSSUI ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
64

E. Palletizing System
For smooth and effective progress of outfitting work, com-plete and timely supply of outfitting materials to installationsite is required.For this purpose, the new concept “Pallet Outfitting Sys-tem” was introduced to the field of outfitting work. That is;The whole outfitting work of one (1) ship is divided intomany working units by working place and time, and thenthese small working units are completed in an appropriateorder under necessary information for every unit. One (1)working unit has its own pallet name and delivery date. Allmaterials belonging to one (1) pallet name must be collectedby its delivery date, independent of kinds of materials.
This material preparation work is carried out with the sup-port of Palletting System which supplies necessary informa-tion for material collection with the aid of computer.
Using the master file created by GPS as source data, hostcomputer outputs pallet tables for each kind of materials,such as pipes, valves, pieces, cocks, bolts, nuts, packing,etc.The pallet table affords items necessary for palleting asshown below.
● Job order (ship number)● Pallet name● Delivery date, Fitting date● List number, Order number, Drawing number● Kind of type● Article code• Quantity, Weight
Owing to the development of Palletting System, all outfit-ting materials are completely palletized without any missingparts and are supplied to installation site just in time, so thatoutlifting work can be done smoothly.
MAPS MITSUI ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
65

F. Computer Software Outputs
SYSTEM
1’11’1: SHOP
PRODUCTION CONTROL
SYSTEM
—. —.-. ——
OUTPUTS
MAN-HOUR LOADINGLIST & GRAPH
PIPE CUTTING
MATERIAL LIST
NC CARDS
EXPLATION
For ovory cutting date, total number of pipepieces and required man-hours are shown.This. indicates future working load in the pipeshop . in order to keep good load balance,this man-hour Ioading Can be modified by giving “Cutting Plan Control card" to computer.
— .
This list is output every working day.All pipes tO be cutt on the day are printed out in this list according to cuttingsequence decided by computer to minimize thescrap pipe and the time for exchanging machine tools.
M A P S MITSUI ENGINEERING & SHIPBUILDING CO., LTD., CHIBA WORKS
SAMPLE;
Fig. 11-8G
Fig. 11-9)
Fig.ll -10
Fig. 11-13



Fig. 11-9 All actual copy of a man-hour loading graph for pipe shop

70

Fig. II-11 Copy of matcrial list (Pipes)


2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 Z 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 ;
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
4444444 44 44444 4444 4444444444444444444444 44444444444
5 s 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 ’
6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6
77777777 7777777777 7 7777 7777 777777777777 77777777171
3 3 3 3 3 3 3 3 3 3 3 3 3 3 . 2 . 3 3 3 ’ 3 3 3 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4
5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 “ 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5
6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6
!
Fig. 11-13 Sample of NC cards
73

1247 CS1100–TDB4S-10 50 P-3SF
STPG38-E(# 80) CK
12. 7 CSll0O 105S- 25 50 P-3SF
STPG38-EC# 80) CK
Fig. 11-14 Identification Number Label
74

Fig. 11-15 Numerical pipe piece list
FINISHEDBEND. WITH’1’li FLAMES

Fig. 11-16 Copies of actual palletting table
76


G. Computer Conflguration to Accomplish the SoftwarePackage
Shown below is one example in case of Mitsui Cbiba WorksThe machine can be replaced by the one having cquivalcntcapacity.
MINI-COMPUTER WITH GRAPHIC DISPLAY FOR GPS
PANA FACOMU-300CPU (SYSTEM DISK: 10MB)
P JJ

Section IV
79

Section IVAdvanced Research and Development
INDEXA. GeneralB. Van-Stone Couplings C. Cypress Welding Research and DevelopmentD. ESAB Industrial Robot Welding
Research and DevelopmentE. T/Drill Branch Collaring 90 Degree
Research and DevelopmentF. Machine Cutting Branches

T/Drill pipe collaring for 90 degree pipe branches.
81
— —

A. GeneralDuring our research effort, some advanced processingequipment has been identified.
1. Van-Stone Couplings versus Weld Joints2. Cypress Engineering Company Orbiting Pipe Sad-
dle Welding3. ESAB Company “Robot” Welding4. T/Drill 90 Degree Branch Collaring
These four items relate to the sub-assembly area of theautomated pipe facility. This is the area where applicationof individual automatic equipment is the most challenging.
B. Van-Stone Couplings Versus Weld JointsCost effectiveness of subject couplings has been demon-strated. It is a regulatory body approved alternate to weldjoints. Research is proceeding for production applicationof subject couplings.
C. Cypress Engineering Company Orbiting Saddle WeldingThis machine is in the developmental stage. It has beenestablished that the subject tooling can follow the complexcontours set forth by pipe saddle joints. The Cypress Engi-neering Company equipment has been extensively modifiedas evaluation of equipment has progressed. Presently, thisunit has a mechanical linkage capable of optimum varyingtorch angles for any place in its 360 degree orbit. Additional-ly, it can simultaneously oscillate to produce a weld weavepattern. The oscillation is a fixed equal dwell. Since most ofthe saddle joint is essentially a horizontal position weld, avariable dwell oscillation pattern should be pursued. Testwelds made to date indicate feasibility.This welding process is approved for nuclear constructionwith saddle in joints. Further development is required forapplication with P-1 ship systems. This process has provedvery economical for processing piping with diameters of30 inches and above.
D. ESAB Company “Robot” Welding1. Welding Fair—Essen, Germany-1977
It was observed by our technical people that use ofindustrial-’ ‘robots” for welding is accelerating ata rapid pace in Europe. Basically, “robots” aredivided into two categories.a. Manually Programmed-e.g. Hobart-Tralfab. X-Y-Z Axis Programmed-e.g. ESAB-ASEA
Contact with technical people in Europe indicates cate-gory b. better conforms to accuracy requirements forwelding.
2. “Robot” Welding of Pipe SaddlesSince September, 1977, research has progressedwith the “robot” equipment. The “robot’ is a moreexpensive alternate to the Cypress equipment witha wider field of application. It should be noted thatthis equipment can be utilized for high productionrate and repetitive assembly work such as (a) PipeHangers; (b) Small Foundations; and (c) Brackets,as well as Pipe Branch Weldments. There arenumerous repetitive assemblies in ships. Histori-cally, this work is accomplished in fabricationor sheet metal shops. This work could be redirectedto the automated pipe assembly area.
E. T/Drill 90 Degree Branch CollaringThis equipment makes “pull outs” on pipe and eliminatesthe need for purchased T-fittings. Avondale Shipyards haspurchased two of these units.Cost analyses indicate the use of “pull outs” can save asmuch as 98 percent of the material cost (conventional joints)per ship set on a series of Navy vessels currently underconstruction at Avondale.Further research with this equipment will involve studyingwelding systems for the development of procedures on suchmaterials as carbon steel, copper-nickel and 300 Seriesstainless steel, utilizing the T/Drill collar for joint prepara-tion.Research will continue to determine the feasibility of auto-mating the welding of T-Drill weld joints.
F. Machine Cutting BranchesDuring the research efforts on 90 degree fitting and weldingof branches, the hole in the main body pipe and the shape ofthe branch has been accomplished by burning. In order toimprove this weld joint, it is recommended that additionalresearch efforts be directed toward the feasibility of ma-chine cutting the hole as well as the contoured end of thebranch pipe.
82


Mechanized welding -from a technical point of viewWhen mechanizing or automating awelding process it is often necessary,as in practically all mechanization, toadapt the workpiece to the automaticprocess in question. In the case of arcwelding, this is a requirement ofparticular importance since in itself,arc welding is a relatively complicatedprocess which normally requires anintimate interaction between man,machine and workpiece. Long serieswere previously called for if profitabilitywas to be reached. This meant thatshort series, varying series, andcomponents in which the joints lackedsufficient accuracy, continuity orregularity were seldom suitable forprofitable mechanization with thetechniques available.Under ideal conditions, where theabove requirements are fulfilled a
product-adapted machine is often thebest and most profitable solution. Forexample, a number of arcs can beoperated simultaneously or in se-quence which in most cases, under-standably, makes for high productionrates. In generaI, this type of facility ormechanical welding equipment is usedfor peripheral or continuous straightwelds; this applies to large as well assmall production facilities.
Robot arc weldingThanks to the development of semi-automatic welders in the late 1950’s,gas metal-arc welding made itsbreak-through in industry and today,semi-automatic gas metal-arc weldingis widespread in the industrializedworld. For many years, there has beena definite need of a more advanced,mechanized arc welding machine forthe type of workpiece which does notsatisfy the requirements on serieslength, joint position and regularity.
2
This is probably most evident in thecase of small and medium-sizecomponents.Almost in every welding shop, muchcan be gained from improvements inthe work environment. To achievesuch improvements and simulta-neously to eliminate tiresome andmonotonous jobs within the weldingindustry has been one of the principalaims of ESAB’S development groupfor a considerable time. Throughsignificant advancements in the field ofrobot technology, it is now possible tocarry out gas metal-arc welding as wellas resistance welding/spot weldingwith industrial robots to a sufficientlyhigh level of accuracy for a substantialpart of the industry’s welded products.In this field, the ESAB A30 A WeldingRobot is a leading contender.
Figs. 1 and 2. Robot welding of car details fine - gauge.
84

ESAB here presents the ASEA weldingrobot, especially designed for arcwelding. The most significant advan-tages of this system can be summariz-ed as follows:
Improvement in work environmentdue to elimination of tiresome andmonotonous jobs and the extractionof welding fumes.Significantly increased production.High, consistent welding quality.Versatile equipment, suitable for agreat variety of workpieces.Short operation time, which reducesprocessing time.Low capital expenditure require-ment compared with type restrictedwelding equipment.Easily operated and programmed.Generally adaptable to existingdesigns.
When to use robot weldingAs previously mentioned, type-restrict-ed, mechanized or automated weldingequipment should be used for productswhich are to be manufactured in longseries and where the geometry of thejoints is uncomplicated. In somecases, type-restricted equipment canbe modified to be used for a number ofdifferent workplaces or for differentversions of the same workpiece.Furthermore, the welding of uncompli-cated circular and linear joints canoften be automated by using standardcircumferential welding positioners orautomatic column and booms. In orderto attain good results, the followingapplies to both type-restricted equip-ment as well as welding robots.
Material possessing good weldabili-ty. must be used.The material must be free frompaint, impurities, grease, oil, scaleetc.The joints must be well preparedand offer good fit.The workpieces must be uniform orthe positioning of the joints be rela-tive to each other or correspond to areference point (datum plane, holeor edge). Permissible deviationsvary from case to case, but gener-ally speaking, the lighter thematerials to be welded, the tighterthe tolerance required. The type ofjoint is also of importance, as arethe requirements made on penetra-tion, weld appearance, strength etc.

ADVANCE PIPE ANDSHEET BRANCHING METHOD
Formed collars from 5“ to 20” in 20 minutesper collar. Increased flow properties, joint quality
and joint strength! Decreased material costs,labor cost and joint inspection cost.
;
86
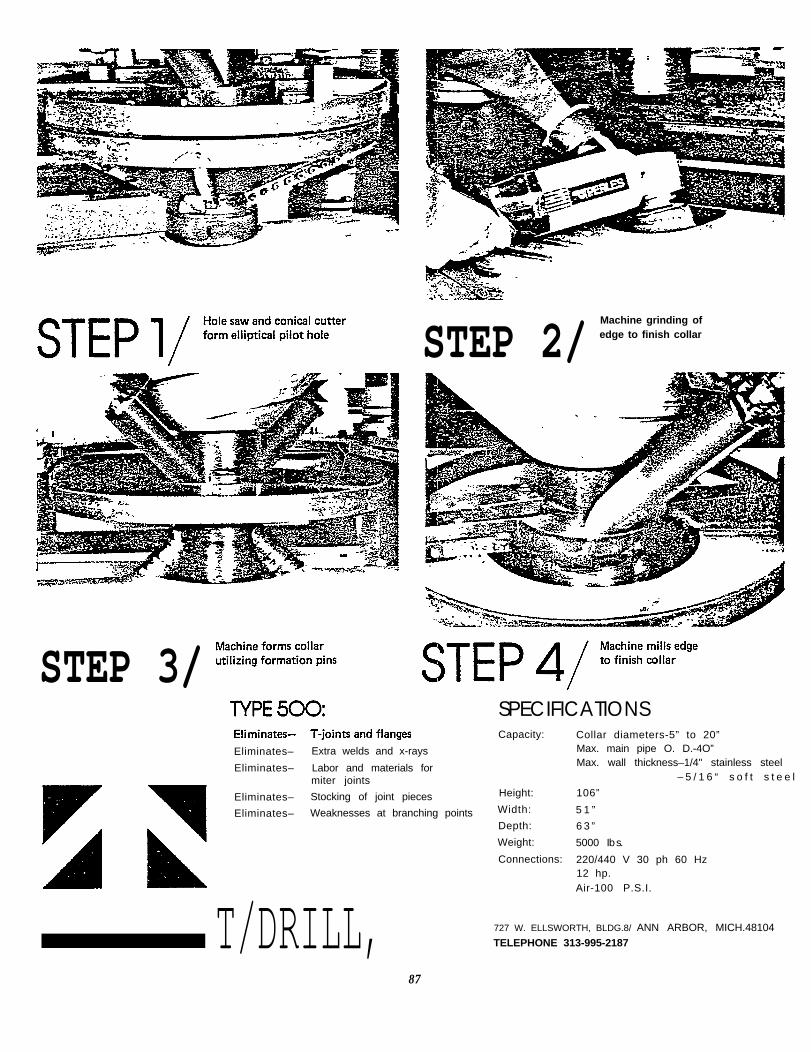
STEP 3/
STEP 2/Machine grinding ofedge to finish collar
Eliminates– Extra welds and x-rays
Eliminates– Labor and materials formiter joints
Eliminates– Stocking of joint pieces
Eliminates– Weaknesses at branching points
T/DRILL, 87
SPECIFICATIONSCapacity: Collar diameters-5” to 20”
Max. main pipe O. D.-4O”Max. wall thickness–1/4" stainless steel
– 5 / 1 6 “ s o f t s t e e l
Height: 106”
Width: 5 1 ”
Depth: 6 3 ”
Weight: 5000 Ibs.
Connections: 220/440 V 30 ph 60 Hz12 hp.Air-100 P.S.I.
727 W. ELLSWORTH, BLDG.8/ ANN ARBOR, MICH.48104
TELEPHONE 313-995-2187

88

Type 150 provides a short-cutA T-Joint Drill Type 150 can work thehole and the collar straight onto a pipein 5-15 minutes.Owing to the collar the pipe branch willnot impede the flow.And there is no separate branch part.Costs are saved on pipe parts and onwork and x-ray checks of the twoconnections joining the T-part to themain pipe.
Pipe materialsCopperAluminum, brass
Copper, nickelStainless steelSteel
Operating range of collaring heads
branch pipe diameter168
120
90
76
46
Collaring Head No. 5Main pipe wall thickness S=3 (4) ‘
Collaring Head No. 4Main pipe wall thickness S=3 (4) I
I ICollaring Head No. 3Ma in p ipe wa l l th ickness S=3 I
ICollaring Head No. 2Ma in p ipe wa l l th ickness S=2
Ma in p ipe wa l l th ickness S=2
S= 4 mmwall thick-ness isworkablewhencollar dia-meter isnot largerthan 0,85of themain pipediameter
42 48 76 90 120 168-400
main pipe diameter
ApprovalsThe Technical Research Centre of Fin-land has tested and the Technical ln-spectorate has given a resolution (1865/210/76) of the use of Larikka T-JointDrill Method in the manufacture of coll-ared branches.On the basis of the above Det NorskeVeritas has given a restrictive approval(October 14, 1976) for the use of themethod.
Manufacturer:
Machine drills elliptical pilot hole.
Edges of ellipse are filed with a machine file.
Machine then works the collar edge for abutment joint. 89


Section VEquipment Suppliers
INDEX
A. GeneralB. Pipe Shop Equipment SuppliersC. Hardware Systems SuppliersD. Software Package Suppliers
91

A.GeneralThis section is designed to provide the reader with a list ofcompanies that supply automatic or semi-automatic equip-ment. It must be noted that there are numerous companiesin the world that manufacture this type of equipment. How-ever, only a few major suppliers are mentioned in this sec-tion.The equipment listed under the heading of Pipe Shop Equip-ment Suppliers can be acquisitioned individually. The ma-chines are automatic or semi-automatic, and can be inte-grated into a production system with modifications.
There are five companies that can provide a semi-automaticor automatic pipe fabrication facility. These systems, how-ever, are limited as to pipe size and alloy mix. These com-panies are listed under the heading of Semi-Automatic orAutomatic Pipe Fabrication Systems Suppliers.
A software package is essential to the efficient operationof a semi-automatic or automatic pipe fabrication facility.Five suppliers are listed. It must be noted that in the nearfuture a software package of United States’ origin will beavailable, which will provide the pipe detailing function.
This system is being developed by Newport News Ship-building and Dry Dock Company, under contract with theMaritime Administration.
B. Pipe Shop Equipment Suppliersl .-
2.
3.
4 .
5 .
Racking -Systems, Semi-AutomaticIshikawajima-Harima Heavy Industries Company,
Ltd. (IHI)Mitsui Engineering& Shipbuilding Company, Ltd.OxytechnikSteffan Manufacturing CompanySystems Equipment CompanySurface Preparation and Coating, Semi-AutomaticBinks Manufacturing CompanyIshikawajima-Harima Heavy Industries Co., Ltd.
(IHI)Mitsui Engineering& Shipbuilding Company, Ltd.OxytechnikVacu-Blast CorporationWheelabrator-Frye, Inc.Cutting and Measuring, Semi-AutomaticCypress Welding Manufacturing CompanyDo-All CompanyFairileld Machine Company, Ltd.Ishikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.OxytechnikW. K. Stamets CompanySteffan Manufacturing CorporationVernon Tool CompanyWallace SuppIies Manufacturing CompanyMarking Devices, Semi-AutomaticIshikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.OxytechnikW. K. Stamets CompanyWallace Supplies Manufacturing CompanyConveyer Systems and KickoutsDo-AU Company
6.
7.
8.
9.
10.
11.
12.
Ishikawajima-Harima Heavy Industries Co.,Ltd.
Mitsui Engineering& Shipbuilding Co., Ltd.OxytechnikPandjiris Weldment CompanyW. K. Stamets CompanyVernon Tool CompanyWallace Supplies Manufacturing CompanyContour CuttingCypress Welding Manufacturing CompanyIshikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.W. K. Stamets CompanySteffan Manufacturing CompanyVernon Tool CompanyEnd PreparationConrac CorporationFairfield Machine Company, Inc.Ishikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.W. K. Stamets CompanySteffan Manufacturing CorporationVernon Tool CompanyHole Burning DevicesCypress Welding Manufacturing CompanyIshikawajima-Harima Heavy Industries Co.,
Ltd.Koikie Sanso Kogyo Co., Ltd.Steffan Manufacturing CorporationBranch WeldingResearch and DevelopmentFlange Welding and Finishing, AutomaticESAB-HEBE CompanyIshikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.OxytechnikBending with/without Flanges, AutomaticComae CorporationIshikawajima-Harima Heavy Industries Co.,
Ltd.Mitsui Engineering& Shipbuilding Co., Ltd.X-ray, Semi-AutomaticResearch and Development
SEMI-AUTOMATIC OR AUTOMATIC PIPE FABRI-CATION SYSTEMS SUPPLIERS
C. Hardware Systems SuppliersIshikawajima-Harima Heavy Industries Co.,
Ltd.MECAVAL International/USAMitsui Engineering& Shipbuilding Co., Ltd.Oxytechnik
D. Software Package SuppliersHitachi Shipbuilding Co., Ltd.Ishikawajima-Harima Heavy Industries Co..
Ltd.KockumsMitsui Engineering & Shipbuilding Co..,Ltd.Newport News Shipbuilding & Dry Dock
Company (Under Development)-
92

Hardware can be provided, and in some cases the software,to perform as an integrated system to produce the followingfunctions:
Automatic Pipe StorageAutomatic Pipe CuttingAutomatic MeasuringAutomatic Contour CuttingAutomatic Fitting/Welding Straight Pipe PiecesAutomatic Flange Fitting & WeldingAutomatic Flange CleaningAutomatic Bending with/without FlangesAutomatic Transfer Device KickoutsAutomatic External Surface Preparation and External
Coating
93

Acknowledgements

Acknowledgements
Many people have made significant contributions to thedevelopment of the feasibility study of semi-automatic pipehandling system and fabrication facility. While it is impossib-le to list every person who has made a contribution to theproject, an attempt is made to mention those who were mostdirectly involved in its development.The following were responsible for the administration andsupervision of the project
O. H. Gatlin-Vice President, Corporate PlantEngineering and MaintenanceAvondale Shipyards, IncorporatedProgram Manager
R. A. Price-Industrial EngineerAvondale Shipyards, IncorporatedProject Administrator
A. S. Lasseigne-Mechanical EngineerAvondale Shipyards, IncorporatedProject Engineer
The advisory committee was comprised of the followingpersonnel:
A. L. Bossier-PresidentAvondale Shipyards, Incorporated
E. Blanchard-Vice President, Production OperationsAvondale Shipyards, Incorporated
D. L. Clark-Vice President, Production MechanicalTradesAvondale Shipyards, Incorporated
T. Doussan-Vice President and Chief EngineerAvondale Shipyards, Incorporated
W. Alexander- superintendent, WeIding DepartmentAvondale Shipyards, Incorporated
R. J. Duhon-superintendent, Pipe ShopAvondale Shipyards, Incorporated
A. Ebright-Director, Quality Control Test DepartmentAvondale Shipyards, Incorporated
O. K. Tilley-Supervisor, Mechanical DevelopmentSectionAvondale Shipyards, Incorporated
Special acknowledgement goes to the many domestic andforeign company representatives who provided the researchteam with excellent on site tours and technical data.
95

Special AcknowledgementsAirco Welding ProductsAstilleros y Callers del Noroeste, S.A.Babcox/Wilcox, IncorporatedBath Iron Works CorporationB a y e r A . G .Bethlehem Steel CorporationBinks Manufacturing CompanyChantiers De L’AtlanticConrac CorporationCypress Welding Equipment, Inc.Dimetrics CompanyE. I. Dupont, Inc.ESAB-HEBE CompanyFairfield Machine CompanyMr. Frank Fradella (Avondale Shipyards, Incorporated)Gaido-Lingle Company, Inc.General Dynamics CorporationM. T. Gilliland CompanyMr. S. A. Grubish (Consultant Engineer)Hitachi Shipbuilding Company, Ltd.Howaldtswerke-Deutsche Werft (H.D.W.)ITT Research InstituteIngalIs Shipbuilding, Division of Litton IndustriesIshikawajima-Harima Heavy Industries Company, Ltd.
(IHI)ItalcantiereKockumsLeetonia Pipe & Supply CompanyLincoln Electric CompanyLucas MachineMr. Phillip T. MacAbee
(Avondale Shipyards, Incorporated)Magnatech Co.MECAVAL International/USA
96
Messer Greishiem Co.Mr. Leonard Milacek
(Avondale Shipyards, Incorporated)Miller Electric Co.Mitsui Engineering& Shipbuilding Co., Ltd.Mitsui Engineering& Shipbuilding Co., Ltd., Chiba
WorksNational Shipbuilding Research ProgramNational Steel and Shipbuilding CompanyNewport News Shipbuilding and Dry Dock CompanyOrvath Precision Model CompanyOxytechnikPangbom CorporationRauma Repola ShipyardMr. Roy Roux
(Avondale Shipyards, Incorporated)Benjamin F. Shaw Co.Mr. K. Shiozawa (Mitsui)Southwest Fabricating & Welding Co., Inc.W. K. Stamets CompanySteffan Manufacturing CorporationSystems Equipment CompanyT-Drill, IncorporatedTeledyne Pines CompanyTexas Pipe Bending Co.Todd Shipyards CorporationUnited States Navy, Supervisor of ShipbuildingVacu-Blast CorporationVernon Tool CompanyWallace Supplies Manufacturing CompanyWartsila ShipyardsMELCA LastechniekWheelabrator-Frye, Inc.Mr. G. Wilkens (Oxytechnik)