final tcp report corrected
TRANSCRIPT

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 1/46
PRE-TREATMENT
PROCESSES INTEXTILE
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 2/46
TEXTILE CHEMICAL PROCESSES-1 Page 2 of 46
“CLASS
Assignment ”
SUBMITTED TO:
“DR. SALMA FAROOQ”
FOR THE SUBJECT OF:“TEXTILE CHEMICAL PROCESSES-1”
(TE-316)
DEPARTMENT OF TEXTILE ENGINEERING
NED UNIVERSITY OF ENGINEERING AND TECHNOLOGY

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 3/46
TEXTILE CHEMICAL PROCESSES-1 Page 3 of 46
TABLE OF CONTENTS
WET PROCESSING IN TEXTILE .......................................................................................... 5
INTRODUCTION: ............................................................................................................... 6
DIVISION OF WET PROCESSING: ................................................................................ 6
Pre-Treatment: .............................................................................................................. 6
Dyeing & Printing: ........................................................................................................ 6
Finishing: ...................................................................................................................... 6
PRE-TREATMENT PROCESSES IN TEXTILE ..................................................................... 7
INTRODUCTION: ............................................................................................................... 8
STEPS OF PRE-TREATMENT PROCESSES: ................................................................. 8
SINGEING ..................................................................................................................... 9
WHAT IS SINGEING? ................................................................................................... 10
SINGEING OBJECTIVES & ADVANTAGE: ................................................................ 10 TYPES OF SINGEING MACHINES .............................................................................. 10
Plate Singeing Machine ............................................................................................... 10
Rotary-Cylinder Singeing Machine.............................................................................. 11
Gas Singeing Machine ................................................................................................. 11
TESTING SINGEING EFFECTIVENESS ...................................................................... 17
DESIZING ................................................................................................................... 18
WHAT IS DESIZING? ................................................................................................... 19
WHY DESIZING IS NECESSARY? .............................................................................. 19
OBJECTIVES OF DESIZING ........................................................................................ 19
FACTORS ON WHICH DESIZING DEPENDS: ............................................................ 19
WHAT TO KNOW BEFORE DESIZING? ..................................................................... 19
METHODS OF DESIZING: ........................................................................................... 20
ROT STEEPING: ........................................................................................................ 20
ACID DESIZING: ....................................................................................................... 21
ENZYMATIC DESIZING: ......................................................................................... 21
OXIDATIVE DESIZING: ........................................................................................... 21
COMPARISON: ............................................................................................................. 22
TYPES OF DESIZING MACHINES: ............................................................................. 22
Scouring .................................................................................................................. 23
WHAT IS SCOURING? ................................................................................................. 24
WHY TO SCOUR? ......................................................................................................... 24
OBJECTIVE OF SCOURING:........................................................................................ 24
HOW IT IS DONE? ........................................................................................................ 24
CLASSIFICATION OF SCOURING AGENTS: ............................................................. 25
USES OF SCOURING AGENTS:................................................................................... 25
SEQUESTERING AGENT/CHELATING AGENT .................................................... 25
SURFACTANTS ........................................................................................................ 26
IMPURITIES AND THEIR REMOVAL: ....................................................................... 26
FORMS OF SCOURING: ............................................................................................... 27
Yarn scouring .............................................................................................................. 27
Fabric scouring: ........................................................................................................... 27
METHODS OF COTTON SCOURING: ......................................................................... 28 STANDARD RECIPE: ................................................................................................... 28
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 4/46
TEXTILE CHEMICAL PROCESSES-1 Page 4 of 46
THE SCOURING PROCESS DEPENDS ON: ................................................................ 28
BLEACHING ............................................................................................................... 29
WHAT IS BLEACHING? ............................................................................................... 30
WHAT ARE BLEACHING AGENTS? .......................................................................... 30
TYPES OF BLEACHINGS IN TEXTILE W.R.T BLEACHING AGENTS: ................... 30
Oxidative bleaching: .................................................................................................... 30
Reductive bleaching: ................................................................................................... 30
AUXILLARIES FOR BLEACHING:.............................................................................. 31
ADVANTAGES OF BLEACHING: ............................................................................... 31
MACHINERIES FOR BLEACHING THROUGH DIFFERENT METHODS: ................ 31
BATCH BLEACHING PROCESS MACHINERIES [KIERS]: ....................................... 31
SEMI-CONTINUOUS BLEACHING PROCESS MACHINERIES [PAD-
BATCH/PAD-ROLL]: ................................................................................................ 32
CONTINUOUS BLEACHING PROCESS MACHINERIES .......................................... 33
BENNINGER’S BEN-BLEACH SYSTEM: ................................................................... 34
Bleaching Unit of “BENNINGER’S BEN-BLEACH”: ................................................ 34
MERCERIZATION ...................................................................................................... 36
WHAT IS MERCERIZATION? ...................................................................................... 37
CONDITIONS FOR MERCERIZATION ....................................................................... 37
FACTORS AFFECTING MERCERIZATION ................................................................ 37
Concentration & Temperature: .................................................................................... 37
Tension: ...................................................................................................................... 39
Time of impregnation: ................................................................................................. 39
TYPES OF MERCERIZATION ...................................................................................... 40
Cold Mercerization: ..................................................................................................... 40
Hot Mercerization: ...................................................................................................... 40
MACHINERY OF MERCERIZATION .......................................................................... 41
CHAIN AND CHAINLESS MERCERIZATION ............................................................ 42
Chain mercerization: ................................................................................................... 42
Chainless Mercerization .............................................................................................. 42
Conclusion ...................................................................................................................... 43
FORE WORDS: .................................................................................................................. 44
REFERENCES ................................................................................................................... 46
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 5/46
TEXTILE CHEMICAL PROCESSES-1 Page 5 of 46
WET
PROCESSING
IN TEXTILE

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 6/46
TEXTILE CHEMICAL PROCESSES-1 Page 6 of 46
INTRODUCTION:
“Wet processing is a value-added process”. The process by which thetextile materials are treated associated with water is called wet processing.In Textile wet processing the chemical treatments are given to the fabricafter being manufactured. Actually the fabric coming from the loom is nothaving properties like absorbency, softness, etc. and the most important isthat the appearance of the fabric is dirty or pale yellow; we cannot use itdirectly for making apparels or clothing. So, it is necessary to go forchemical processing of the material to make it wearable.
DIVISION OF WET PROCESSING: There are 3 division of wet processing:
Pre-Treatment:
Pretreatment means any treatment, which is done before actual(dyeing and printing) process. Textile pretreatment is the series of cleaningoperations. All impurities which cause adverse effect during dyeing andprinting are removed in pre- treatment process.
Dyeing & Printing:
The process by which the textile materials are colored by different
types of dye or pigments, related chemicals, required water is called dyeing.Localized application of dyestuff or pigments on fabric according to thepredetermined design is called printing.
Finishing:
The process by which the textile materials are made suitable formarketing to satisfaction/attraction of buyer are called finishing i.e.calendaring, leveling, anti-creasing, mercerizing, packaging etc.
WETPROCESSING
Pre-treatmentDyeing &Printing
Finishing

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 7/46
TEXTILE CHEMICAL PROCESSES-1 Page 7 of 46
PRE-TREATMENT
PROCESSES IN TEXTILE

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 8/46
TEXTILE CHEMICAL PROCESSES-1 Page 8 of 46
INTRODUCTION:Natural fibers and synthetic fibers contain primary impurities that are
contained naturally, and secondary impurities that are added duringspinning, knitting and weaving processes. Textile pretreatment is the series
of cleaning operations. All impurities which cause adverse effect duringdyeing and printing are removed in pretreatment process.
Pretreatment processes include singeing, de-sizing, scouring, bleachingand mercerization which make subsequent dyeing and softening processeseasy. Uneven pretreatment processes might cause drastic deterioration inthe quality of processed products, such as uneven dyeing and decrease infastness.
OBJECTIVE OF PRETREATMENT:
To remove dust, dirt etc from the fabric.
To convert fabric from hydrophobic to hydrophilic state. To achieve the degree of desire whiteness.
STEPS OF PRE-TREATMENT PROCESSES:Major steps involved in textile pretreatment processes are:
Singeing
Desizing
Scouring
Mercerization
Bleaching
PRE- TREATMEN T
Singeing Desizing Scouring BleachingMercerizati-
on
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 9/46
TEXTILE CHEMICAL PROCESSES-1 Page 9 of 46
SINGEING

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 10/46
TEXTILE CHEMICAL PROCESSES-1 Page 10 of 46
WHAT IS SINGEING? The verb singe literally means to burn superficially. Technically, singeing
refers to the burning-off of: Loose fibers not firmly bound into the yarn and/or fabric structure.
Loose yarns not firmly bound into the fabric structure. Protruding fiber ends sticking out of the textile yarns and/or fabrics.
Textiles materials are most commonly singed in woven or knitted fabricform or in yarn form.
SINGEING OBJECTIVES & ADVANTAGE: Singeing of a fabric is done in order to obtain a clean fabric surface
which allows the structure of the fabric to be clearly seen. Fabrics, which have been singed, soil less easily than un-singed
fabrics. The risk of pilling, especially with synthetics and their blends, is
reduced in case of singed fabrics.
Singed fabrics allow printing of fine intricate patterns with high clarityand detail.
The risk of skitter dyeing with singed articles dyed in dark shades isconsiderably reduced, as randomly protruding fibers are removed insingeing which could cause diffused reflection of light.
TYPES OF SINGEING MACHINES There are three main types of singeing machines:
Plate singeing machine Rotary-cylinder singeing machine Gas singeing machine
Plate Singeing Machine
In this type of singeing machine, the cloth passes over and in contactwith one or two heated curved copper plates. The thickness of the platesranges from 1 to 2 inches. The heating of the plates is done by a suitableburning arrangement of gas mixed with air. The plates are heated to brightredness and the cloth passes over and in contact with these plates at aspeed ranging from 150 to 250 yards per minute The passage of the cloth can be arranged in such a manner that one or bothsides of the fabric may pass over and in contact with the heated plates, in
order to accomplish singeing of one or both sides of the fabric in a singlepassage.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 11/46
TEXTILE CHEMICAL PROCESSES-1 Page 11 of 46
In order to avoid local cooling of a certain part of the plates byconstant passage of cloth over it, an automatic traversing mechanism isfitted to the machine. This mechanism brings the cloth into contact with aconstantly changing part of the plate(s), not only to avoid local cooling butalso local wearing of the plate(s).
Rotary-Cylinder Singeing Machine
In this type of singeing machine, the cloth passes over and in contactwith a heated rotary cylinder made of copper or cast iron. The rotarycylinder has internal firing and revolves slowly so that constantly a freshsurface of the roller comes in contact with the cloth. The direction ofrotation of the cylinder is opposite to the direction of the fabric so that theprotruding fibers or nap of the fabric is raised.
This type of machine is particularly suitable for the singeing of velvetsand other pile fabrics.
If the singeing of both sides of the fabric is required, then two cylinderare employed, one for each side of the fabric.
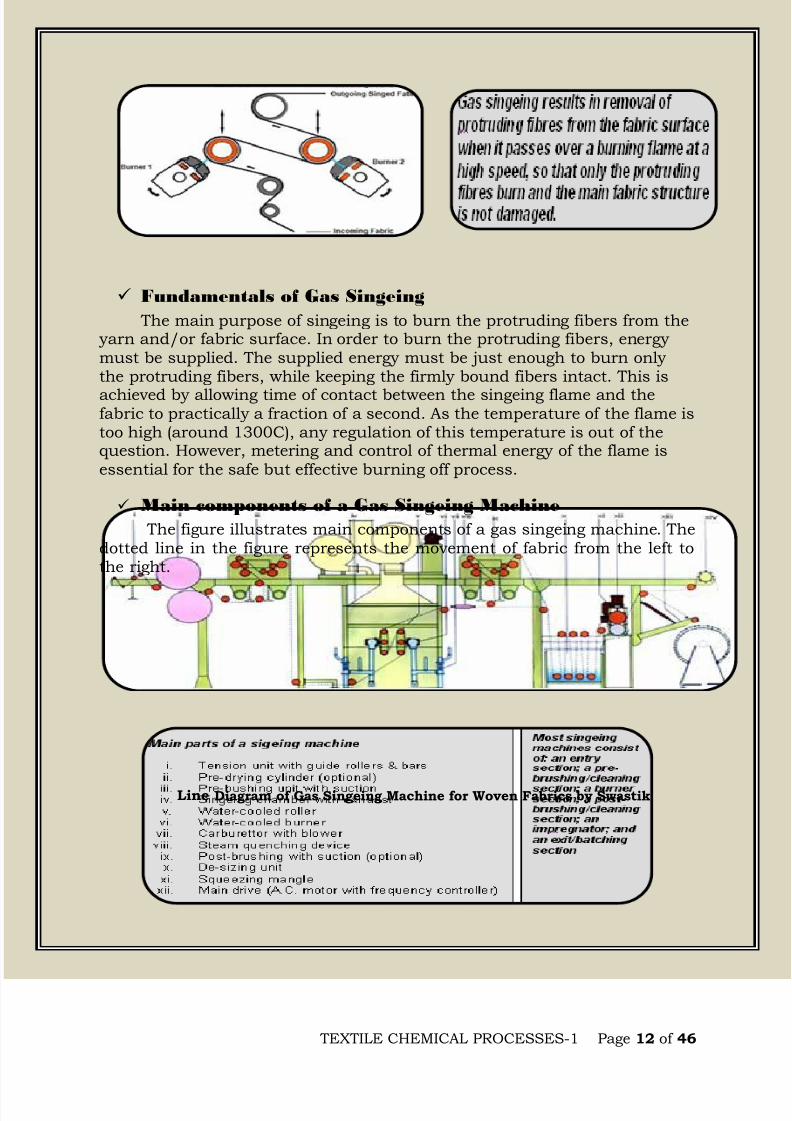
Gas Singeing MachineIn this type of singeing machine, the fabric passes over a burning gas
flame at such a speed that only the protruding fibers burn and the mainbody of the fabric is not damaged by the flame. This is the most commontype of machine used for singeing fabrics as well yarns.
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 12/46
TEXTILE CHEMICAL PROCESSES-1 Page 12 of 46
Fundamentals of Gas Singeing
The main purpose of singeing is to burn the protruding fibers from the yarn and/or fabric surface. In order to burn the protruding fibers, energymust be supplied. The supplied energy must be just enough to burn onlythe protruding fibers, while keeping the firmly bound fibers intact. This is
achieved by allowing time of contact between the singeing flame and thefabric to practically a fraction of a second. As the temperature of the flame istoo high (around 1300C), any regulation of this temperature is out of thequestion. However, metering and control of thermal energy of the flame isessential for the safe but effective burning off process.
Main components of a Gas Singeing Machine
The figure illustrates main components of a gas singeing machine. Thedotted line in the figure represents the movement of fabric from the left tothe right.
Line Diagram of Gas Singeing Machine for Woven Fabrics by Swastik

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 13/46
TEXTILE CHEMICAL PROCESSES-1 Page 13 of 46
At the start, the fabric passes through a tension unit with guiderollers and bars, which ensure crease-free entry of the fabric into themachine. Then, there are (optional) pre-drying cylinders which even out anyvariations in the fabric moisture-content and temperature.
Next, the fabric passes through pre-brushing unit which, in addition
to removing dirt/dust, lint and loose fibers from the fabric, causes the fiberssticking to the fabric surface to stand out for easy subsequent burning. Adust collection system, provided just below the brush rollers, is connected toa powerful suction unit.
After pre-brushing, the fabric enters into the singeing chamber, whereit passes over the burning flames, which are positioned on both sides of thefabric. The cloth can be threaded so as to allow singeing of either one orboth sides of the fabric. Burner body is specially designed to provide gasflow at uniform pressure/velocity throughout the fabric width. Burner istermed as the heart of singeing and should generate homogenous, stable,uniform and highly concentrated flame rich in energy by ideal combustion ofthe gas: air mixture. Good singeing machines offer adjustable flameintensity, flame width and distance between the flame and the fabric.
Gas outlet section of the burner is provided with water jacket to keepthe burner cool. Adjustable water-cooled rollers are used to obtain differentfabric/flame positions, which permit desired degree of singeing effect ondifferent quality of fabrics by adjusting the guide roller position with respectto the flame. A Carburetor or air/gas mixer allows automatic mixing of gaswith air to control the intensity of the singeing flame.
After passing over the flames, the fabric passes through (optional)steam quenching unit to put off any sparks and/or through post-brushingsection for clean-up/removal of burnt fibers. The after-brushing keeps thesubsequent impregnation-liquor cleaner and reduces the amount of dust
entering in the following process steps. Then, the fabric passes though asaturator, which contains the desizing agent along with the auxiliarychemicals. After saturation with the desizing liquor, the fabric is squeezedby squeezing mangles and is wound on a batcher.
Important GAS singeing parameters
Following are the important gas singeing parameters:
Flame intensity
Fabric speed
Singeing position
Distance between flame burner and fabric
Flame Width

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 14/46
TEXTILE CHEMICAL PROCESSES-1 Page 14 of 46
a) Flame Intensity
The flame intensity of the singeing burners is based on the amount andthe outlet speed of the gas-air mixture leaving the burner slots. Besideshaving high thermal energy, flame also has considerable mechanical energy.All the thermal and mechanical energy of the flame is directed onto thefabric during singeing. The temperature of the flame at the mouth of theburner is in the range of 1250 to 1300C. The speed of the flame at theburner outlet may be between 15 and 35 meter per second. The flameintensity usually lies between 5 and 20 mbars.
b) Fabric Speed
The fabric speed in the singeing machine is usually in the range of 50-160 m/min depending on fabric (gram per square meter) weight and fiberblend. For heavier fabrics, the speed is kept slower as compared to lighterweight fabrics.
c) Singeing Position
Singeing onto free-guided fabric: This is the most intensive singeing position with highest efficiency. In
this position, the flame bounces onto the free-guided fabric at right angles. This position is usually recommended for singeing of fabrics with all naturalfibers, regenerated fibers and blended fabrics, which have been tightlywoven and have weights over 125 g/m2.
Singeing onto water-cooled rollerIn this position, the flame bounces at right angles onto the fabric
while the fabric passes onto water-cooled guide roller. This position avoidsthe penetration of the flame into the fabric. The flame does not pass through
the fabric, and because of the fabric passing onto water-cooled roller, anythermal damage of temperature-sensitive synthetic fabrics is avoided. Thisposition is usually recommended for all blended and synthetic fabrics aswell as for fabrics having weights less than 125 g/m2 and fabrics with openstructure.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 15/46
TEXTILE CHEMICAL PROCESSES-1 Page 15 of 46
Tangential SingeingIn this position, the singeing flame falls on the fabric tangentially. The
flame touches only the protruding fibers without having any significantcontact with the main fabric body. This position is usually recommended for
very light weight and sensitive fabrics as well as fabrics with brokenfilaments.
d) Distance between Flame Burner and Fabric
As the energy content of the flame is lower the farther it is from theburner, the singeing efficiency is consequently decreased by increasing theburner-fabric distance. The distance between the burner and the fabric isusually in the range of 6-8mm but it can be adjusted in a range from 6-20mm.
e) Flame Width
All good singeing machines come with a provision of flame widthadjustment according to the width of the fabric. This is essential to optimize
the gas economy.
Essential conditions for good GAS singeing
Following are essential conditions for good singeing:
A homogeneous flame with high and uniform mechanical &thermal energy to result in uniform singeing
An optimal flame/fabric contact time to neither result inincomplete not over-singeing
GAS singeing process monitoring & controlAn indicator of the singeing effect is the fabric temperature just after its
passing over the singeing flame. The fabric temperature can be continuouslymonitored by a radiation pyrometer and indicated by a thermometer. Hence,the fabric temperature may take over the singeing control and regulatingfunction. When the fabric temperature increases to a pre-set value, themachine intensity would automatically reduce, while when the fabrictemperature goes down, the flame intensity would automatically increase.
Hairiness Tester provides another possibility to control the singeingeffect objectively. The fabric surface is monitored by means of a laser beamand the hairiness of the fabric is displayed on a computer screen. The
measured information can be used as a set value for the control of thesinger in order to achieve the programmed effect.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 16/46
TEXTILE CHEMICAL PROCESSES-1 Page 16 of 46
Important considerations during GAS singeing
Make sure that the flame is more bluish (less yellowish) to give themaximum temperature.
Control and maintain the recommended flame length and angle ofcontact, depending on the fabric construction, thickness, weight,heat sensitivity, etc.
Regulate the fabric speed according to the fabricconstruction/thickness/weight etc.
Make sure that all the burner nozzles are free from choking.Choking of nozzles may result in the appearance of haziness,patchy appearance or faint lines, which become apparent afterdyeing.
Make sure that the width of the flame is set to cover just a littlemore than the fabric width.
Make sure that the exhaust blowers over the burners are in properoperation. If not, it can lead to re-deposition of the burnt out fiberson the fabric causing black specks.
Ensure appropriate quenching into water/desize bath after
singeing. Otherwise, the entrapped smoldering particles may leadto fabric getting burnt (holes).
Common problems in GAS singeing and their causes
Incomplete Singeing The most common causes of incomplete singeing are as follows:
1) Too low flame intensity2) Too fast fabric speed3) Too far distance between the fabric and the burner4) Inappropriate (i.e. less severe) singeing position
5) Too much moisture in the fabric incoming for singeing.
Uneven Singeing Across the Fabric Width The most common causes of width ways uneven singeing are as
follows:1) Non-uniform moisture content across the fabric width2) Non-uniform flame intensity (uneven flame height) across
the fabric width
3) Uneven distance between the burner and the fabric4) Uneven smoke evacuation over the burners
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 17/46
TEXTILE CHEMICAL PROCESSES-1 Page 17 of 46
Uneven Singeing Along the Fabric Length The most common causes of lengthways uneven singeing are as
follows:1) Non-uniform moisture content along the fabric length2) Non-uniform flame intensity along the fabric length3) Change in fabric speed during singeing4) Change in the distance between the fabric and the burner
along the length
Horizontal Singeing Stripes The most common causes of horizontal singeing stripes are as
follows:1. Rollers with an un-centered rolling action2. Sudden fabric tension increase
Vertical Singeing Stripes
This may be caused by Total or partial blockage of flame outlet
Over-singing or Thermal Damage of the Fabric
The most common causes of over-singeing or thermal damage of thefabric are as follows:
1) Too high flame intensity2) Too slow fabric speed or too long contact time between fabric
and flame3) Too close distance between the fabric and the burner or toodeep penetration of the singeing flame into the fabric
4) Inappropriate (i.e. too severe) singeing position.
TESTING SINGEING EFFECTIVENESS The effectiveness of singeing process can be checked by one or more of
the following: By looking at the singed fabric with magnifying glass and comparing
its hairiness with that of the un-singed fabric. A well-singed fabricshows less hairiness.
By testing the singed fabric for pilling performance and comparing itwith that of the un-singed fabric. A well-singed fabric gives lesspilling.
By sticking and removing a sticking tape on the singed fabric andobserving the number of fibers attached to the sticking side of thetape. A well-singed fabric results in less number of fibers stickingon the tape.
Noticing the feel or handle of the singed fabric. An over-singedfabric may give a harsher feeling.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 18/46
TEXTILE CHEMICAL PROCESSES-1 Page 18 of 46
DESIZING

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 19/46
TEXTILE CHEMICAL PROCESSES-1 Page 19 of 46
WHAT IS DESIZING?Desizing is the process in which the size applied to the warp yarn
before weaving is removed to facilitate the penetration of dyes and chemicalsin the subsequent wet processing operations.
The purpose of sizing is to form coating of sufficiently strong andElastic films around the cotton warp yams so as to stand the tensionduring weaving and reduce the breakage. The surface coating of sizes are stiff, hard, smooth and less absorbent towater.
About 75% of the sizing agents used throughout the world todayconsists of starch and its derivatives because of its low cost. Chemicallystarch is composed of amylose and amylopectin. Amylose molecule is in theform of helix with six glucose units per turn.
WHY DESIZING IS NECESSARY?
It is necessary to facilitate printing and dyeing. If desizing is not doneit will affect printing and Dyeing and so causes problems like Dye spots andstreaks on fabrics.
OBJECTIVES OF DESIZING To eliminate the water repellent nature of sized cloth.
To increase the absorbency.
To reduce the consumption of chemicals in subsequent process.
FACTORS ON WHICH DESIZING DEPENDS: The factors, on which the efficiency of size removal depends, are as
follows: Type and amount of size applied
Viscosity of the size in solution
Ease of dissolution of the size film on the yarn
Nature and the amount of the plasticizers
Fabric construction
Method of desizing, and
Method of washing-off
WHAT TO KNOW BEFORE DESIZING?
Knowledge of Size material is important i.e. either it is Natural orSynthetic (Water soluble or insoluble).
Natural sizes include Starch (from potato or corn) and other cellulosederivatives.
Synthetic sizes include PVA, Acrilates, Acrile amides and polyester
resins (from Petroleum) Or CMC (Carboxy-methyl Cellulose).
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 20/46
TEXTILE CHEMICAL PROCESSES-1 Page 20 of 46
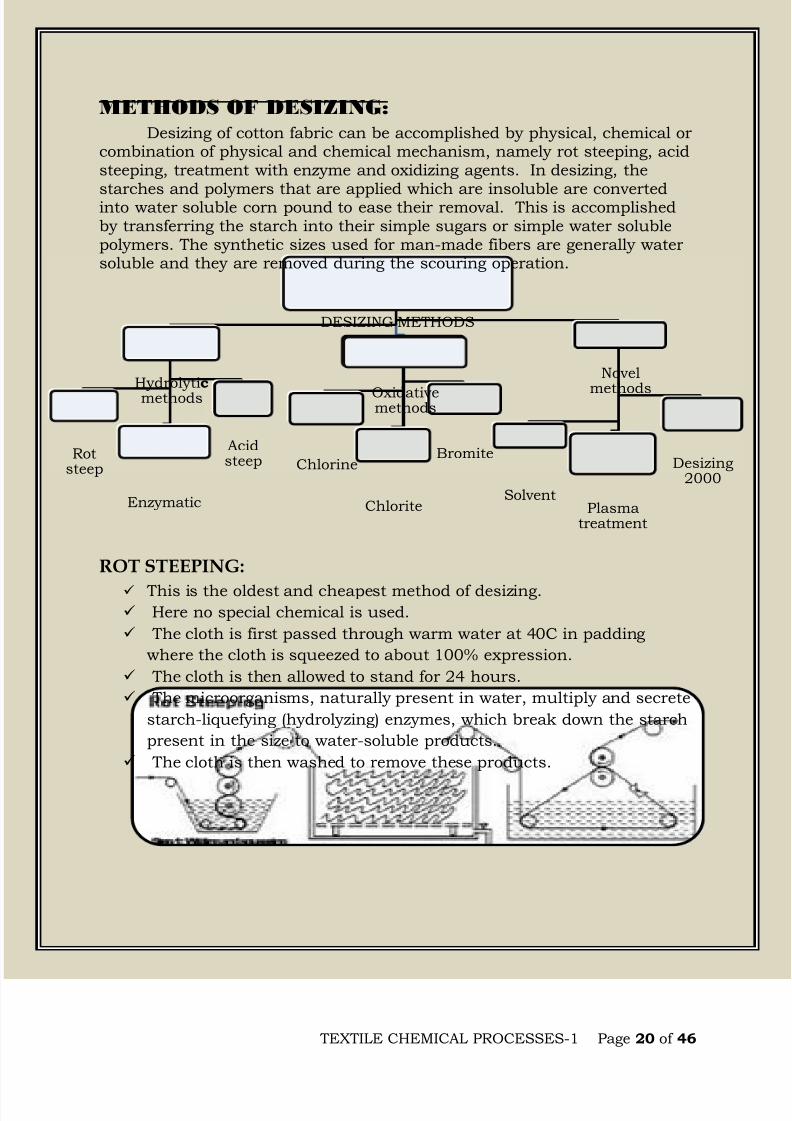
METHODS OF DESIZING:Desizing of cotton fabric can be accomplished by physical, chemical or
combination of physical and chemical mechanism, namely rot steeping, acidsteeping, treatment with enzyme and oxidizing agents. In desizing, the
starches and polymers that are applied which are insoluble are convertedinto water soluble corn pound to ease their removal. This is accomplishedby transferring the starch into their simple sugars or simple water solublepolymers. The synthetic sizes used for man-made fibers are generally watersoluble and they are removed during the scouring operation.
ROT STEEPING: This is the oldest and cheapest method of desizing. Here no special chemical is used.
The cloth is first passed through warm water at 40C in padding
where the cloth is squeezed to about 100% expression.
The cloth is then allowed to stand for 24 hours.
The microorganisms, naturally present in water, multiply and secrete
starch-liquefying (hydrolyzing) enzymes, which break down the starch
present in the size to water-soluble products.
The cloth is then washed to remove these products.
DESIZING METHODS
Hydrolytic methods
Rotsteep
Enzymatic
Acidsteep
Oxidativemethods
Chlorine
Chlorite
Bromite
Novel
methods
SolventPlasma
treatment
Desizing2000
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 21/46
TEXTILE CHEMICAL PROCESSES-1 Page 21 of 46
ACID DESIZING:
Dilute sulphuric acid or hydrochloric acid may be used to hydrolyzethe starch from the sized fabric.
A 0.25% - 0.5 % solution of the acid at room temperature (30o C) issuitable for this process.
The cloth is impregnated with the dilute acid solution in a two-bowl orthree-bowl padding mangle and then stored for 8-12 hours in a closedconcrete pit.
ENZYMATIC DESIZING:
In enzyme desizing, specific enzymes are used to liquefy the starch in
the fabric and make them soluble.
Enzyme desizing is a very rapid and thorough method of desizing
provided that the proper conditions of temperature and pH are
maintained. The optimum temperature and pH of the differentenzymes are given below.
ENZYMES CONCENTRATION TEMPERATURE pH
MALT EXTRACT 3-20 (g/l) 50-60 C 6-7.5
PANCREATIC 1-3 (g/l) 50-60 6.5-7.5
BACTERIAL 0.5-1 (g/l) 60-70 5.5-7.5
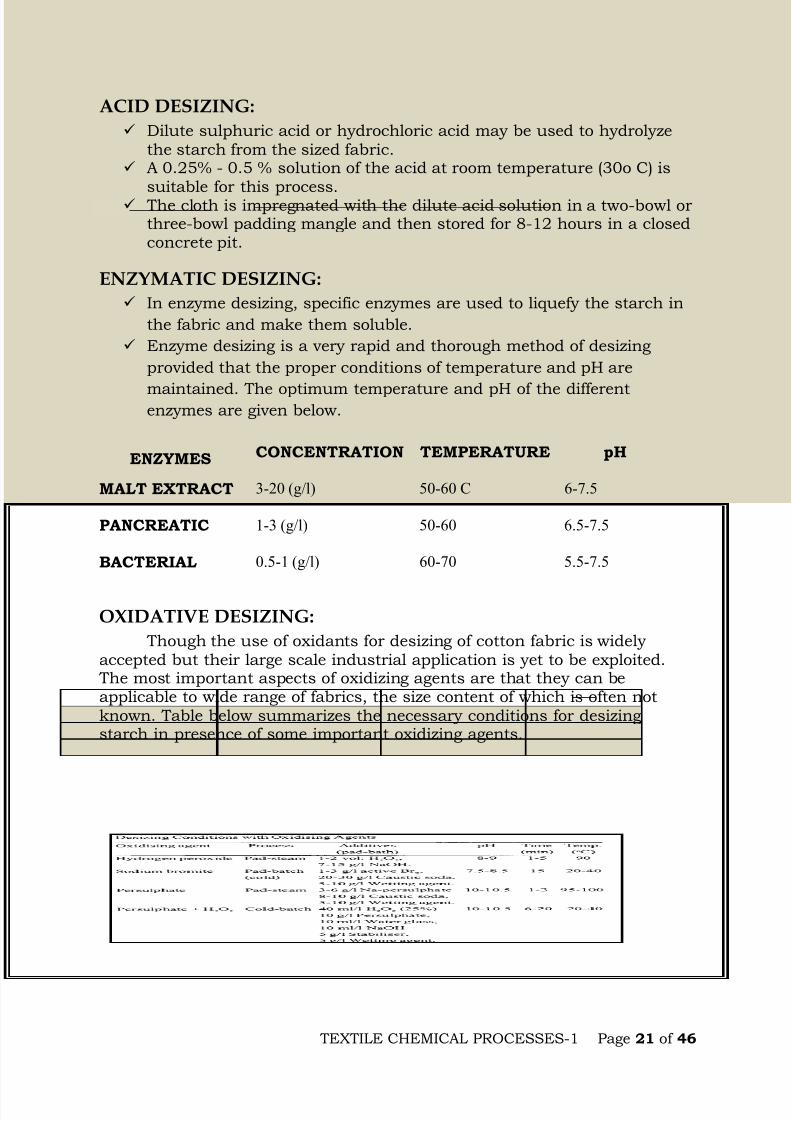
OXIDATIVE DESIZING:
Though the use of oxidants for desizing of cotton fabric is widelyaccepted but their large scale industrial application is yet to be exploited. The most important aspects of oxidizing agents are that they can beapplicable to wide range of fabrics, the size content of which is often notknown. Table below summarizes the necessary conditions for desizingstarch in presence of some important oxidizing agents.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 22/46
TEXTILE CHEMICAL PROCESSES-1 Page 22 of 46
COMPARISON:
TYPES OF DESIZING MACHINES: There are three types of desizing machineries:
Pad batch desizing machine
Semi continuous desizing machine
Continuous sizing machine

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 23/46
TEXTILE CHEMICAL PROCESSES-1 Page 23 of 46
Scouring

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 24/46
TEXTILE CHEMICAL PROCESSES-1 Page 24 of 46
WHAT IS SCOURING?It is mostly a cleaning process in which the foreign matters and
impurities are removed. These impurities may be of natural origin, such asfats and waxes, or synthetic chemicals deliberately applied to the fibers to
facilitate processes such as carding, spinning or knitting. Due to removal ofimpurities the cotton becomes absorbent. Scouring is also called alkalinecracking involving a strong alkali.
WHY TO SCOUR? The next step after desizing is scouring. Scouring is probably the
single most important process in the wet processing of textile materials.Effective scouring is essential for the subsequent processing of any textilesubstrate.
OBJECTIVE OF SCOURING:Scouring is a purifying treatment of textiles. The objective of scouring is
to reduce the amount of impurities sufficiently to obtain level andreproducible results in dyeing and finishing operations. If the impurities arenot removed from the substrate it will inevitably lead to problems such aspatch, uneven dyeing or bleaching, or failure of shrink resistance.
To make the fabric highly hydrophilic. To remove impurities such as oils, waxes, gum, husks, as nearly as
possible. To produce a clean material by adding alkali. To make the fabric ready for next process.
To remove non-cellulosic substance in case of cotton.
HOW IT IS DONE?In the scouring process the cotton cellulose material is treated with a
solution containing alkali (soda ash and caustic soda), an anionic and/ornon-ionic detergent, a wetting agent, a complex agent and sequestering forthe removal of metal ions and poly-acrylates or poly-phosphonates asspecial surfactant free dispersing agents, at high temperature.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 25/46
TEXTILE CHEMICAL PROCESSES-1 Page 25 of 46
CLASSIFICATION OF SCOURING AGENTS:Scouring agents can be generally classified into different groups. The
appropriate type of scouring agent generally depends on the kind of fiber;fabric type i.e. woven or knitted, thick or thin; texturized or non-texturized
and the extent of impurities present in the fiber. Types of scouring agents: Alkaline agents
Surfactants
Emulsion scouring
Organic solvent
There are three important components in a cotton scouring bath:caustic to swell and dissolve the motes and to saponify oils and waxes,surfactant, to lower the bath’s surface tension so it can wet out the fabricfaster and to emulsify oils and waxes and chelating agent to form waterdispersible complexes with heavy metals.
USES OF SCOURING AGENTS:
MAIN CHEMICAL USES
Caustic Soda Neutralize acidic material andsaponify glycerides (waxes etc)
Surfactants Reduces surface tension andminimize interfacial tension.
Detergents Emulsify oil, fats and waxes andremove oil-borne stains
Chelating agent Deactivate metal ions
Sodium silicate Penetrate and breakdown lignin
Soda ash Maintains pH
Solvent Assist emulsification by dissolvingoily materials
SEQUESTERING AGENT/CHELATING AGENT
They are negatively charged and capable of forming strong ringstructures with metal ions present in hard water and on cotton pectin.
Sequestering agent + Ca+2 or Mg+2 Complexes
FUNCTIONS OF CHELATING AGENT DURING SCOURING:
Prevention of film or scum formation
Avoids clogging of liquid dispersions
Prevention of precipitate formation
Prevents haze turbidity on liquid solution
WHY SEQUESTERING AGENTS ARE NECESSARY FOR SCOURING?
If calcium and magnesium are not sequestered, there is the strongpossibility of their combining with natural “soaps” which have been

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 26/46
TEXTILE CHEMICAL PROCESSES-1 Page 26 of 46
generated during the alkaline scouring process, to form waxy substance. These have been referred to as “Lime soap deposits” they can deposit notonly on the substrate itself but also on the surface of machinery.
COMMON ORGANIC SEQUESTRANT USED IN SCOURING:
Ethylenediaminetetraacetic acid Nitrilotriacetic acid Diaminopropanoltriacetic acid Diethyltriamine Pentaacetic acid and salts
SURFACTANTS
A surfactant may be defined as a substance which, when applied inlow concentration, markedly reduces the surface tension between twoliquids or between a liquid and a solid. Surfactants may act as detergents,wetting agents, emulsifiers, foaming agents, and dispersants. The concentration at which no further reduction in surface tension occurs isknown as ‘ critical micelle concentration ’
WORKING OF A SURFACTANT
Chemically, the surfactants are long chain organic compoundscontaining both a hydrophobic and a hydrophilic component. Thehydrophobic character in the surfactant molecule is associated with thehydrocarbon chain, usually quite long in its length. Although lowering ofsurface tension is an essential requirement of a good surfactant, thecompound should have proper hydrophobic lyophilic balance (HLB) to havebalanced water solubility and water insolubility.
CHEMICAL CLASSES OF A SURFACTANT
Cationic surfactant
Anionic surfactant
Non- ionic surfactant
Amphoteric surfactant
IMPURITIES AND THEIR REMOVAL:
IMPURITIES METHOD OF REMOVALFats and waxes Fats can be broken down by NaOH to form soap. The
soap formed can be used as emulsifier for theemulsification of waxes.
Pectin and relatedsubstances
Solubilised by the action of alkali, usually caustic soda,this also acts as a swelling agent to facilitate removal.
Minerals and heavymetals
(a) By producing more soluble salts e.g. aciddemineralization (b) By use of sequestering agents.
Amino acids Solubilised by producing corresponding sodium salt.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 27/46
TEXTILE CHEMICAL PROCESSES-1 Page 27 of 46
Lubricants/Knittingoils
Modem mineral oil formulation usually contains theirown self-emulsification system.
Mote/seed coats Due to swelling of fibres they get removed in washing.
Natural fats, oils and lubricants (tallow) are mostly esters usually inthe form of triglycerides. Being triglycerides, the lubricants can be almosthydrolyzed by lipases, yielding glycerol, fatty acids and mono-anddiglycerides as the reaction product. Glycerol is completely water soluble,fatty acid is removed during scouring and mono and diglycerides are knownto be efficient surfactants or emulsifiers. Thus, a lipase treatment improvesnot only desizing but also the scouring processes. The esters react withsodium hydroxide to form soap and glycerin. The soap thus form can serveas an effective detergent and promote scouring.CH2 — O — CO — R' CH2OH| Saponification |CH — O — CO — R'' CHOH + 3R — CO2H| |CH2 — O — CO — R''' CH2OH Triglycerides glycerol
In natural fats and oils, the glycerol is usually esterified with amixture of fatty acids. Hydrolysis of fats in hot alkaline solution producesglycerol and a mixture of the alkali salts of the fatty acids. This hydrolysisreaction is called saponification because, when these fatty acid salts haveabout 12 – 20 carbon atoms, the alkali metal salts are soaps.
FORMS OF SCOURING:
Yarn scouring
hank form
package form
continuous sheet warp form
Fabric scouring:
Open width form
Jigger
Pad batch
Progressive jig Rope form
Kier
Washer

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 28/46
TEXTILE CHEMICAL PROCESSES-1 Page 28 of 46
METHODS OF COTTON SCOURING: Batch /Discontinuous scouring process (Kier boiling process, jigger or
winch dyeing machine) Continuous scouring process (Scoring in J or L box)
The scouring operation was conventionally done in kier machines andhence the process was called kier boiling, but now days the scouring is donemostly in the dyeing machines itself as a part of combined or singleoperation such as scouring and bleaching.
STANDARD RECIPE: The detailed recipes for caustic boiling for various qualities of cotton
materials on the basis of industrial experience are given below (% on theweight of fabric or o.w.f.): Caustic soda (strong) 2-5 %
Soda ash (mild) 0.3-0.5 %
Sequestering agent 0.05-0.5 %
Wetting agent 0.25-0.1 %
Temperature 100-120 ºC
Time 12-4 hrs.
Conventionally, scouring is done in a hot aqueous solution of NaOH toremove hydrophobic components from the primary wall (e.g. pectin, proteinand organic acids) and the cuticle (waxes and fats). However, alkalinescouring is a nonspecific process. The use of high concentrations of NaOHalso requires neutralization of wastewater. Even though alkaline scouring is
effective and the costs of NaOH are low, the scouring process is ratherinefficient because it consumes large quantities of water and energy. As faras scouring and bleaching is concerned, in earlier times this was supposedto be a two bath process, but currently majority of process houses do a onebath scouring and bleaching process.
THE SCOURING PROCESS DEPENDS ON: The type of cotton
The color of cotton
The cleanliness of cotton
The twist and count of the yarn The construction of the fabric
The shade % and the type of shade of the finished product.
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 29/46
TEXTILE CHEMICAL PROCESSES-1 Page 29 of 46
BLEACHING
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 30/46
TEXTILE CHEMICAL PROCESSES-1 Page 30 of 46
WHAT IS BLEACHING?All raw textile materials, when they are in natural form, (known as
'greige' material) will have its natural color that is not suitable for clothingmaterials. The removal of these natural coloring matters is called bleaching.
ORBleaching process can be defined as the destruction of naturalcoloring matter from the textile material in order to achieve a clean whiteend product.
When the material has to be dyed in dark colors it can be directlydyed without need of bleaching. On the contrary, bleaching is an obligatorystep when the fabric has to be dyed in pastel colors or when it will need tobe subsequently printed.
WHAT ARE BLEACHING AGENTS? A bleaching agent is a substance that can whiten or decolorize other
substances.Bleaching agents essentially destroy chromophores (thereby removing
the color), via the oxidation or reduction of these absorbing groups. Thus,bleaches can be classified as either oxidizing agents or reducing agents.
TYPES OF BLEACHINGS IN TEXTILE W.R.T BLEACHING
AGENTS: Bleaching of textiles can be classified as:
Oxidative bleaching
Reductive bleaching.
Oxidative bleaching:
Oxidizing bleach works by breaking the chemical bonds that make upthe chromophore. This changes the molecule into a different substance thateither does not contain a chromophore, or contains a chromophore thatdoes not absorb visible light.Generally oxidative bleaching is carried out using sodiumhypochlorite, sodium chlorite or hydrogen peroxide
If a textile is natural, such as cotton, ramie, jute, bamboo or wool, it is
bleached with oxidative bleach. This strips the textile of the additives anddestroys chromophores, the molecular elements that add color to the textile.Oxidative bleach pushes oxygen into the textile to perform this task.
Reductive bleaching:
Reducing bleach works by converting double bonds in thechromophore into single bonds. This eliminates the ability of thechromophore to absorb visible light.
Reductive bleaching is done with sodium hydro sulfite , a powerfulreducing agent. Fibers made of synthetic materials, such as poly-
amides, poly-acrylics and poly-acetates can be bleached using reductivebleaching technology. In this textile bleaching method, the reductive bleach
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 31/46
TEXTILE CHEMICAL PROCESSES-1 Page 31 of 46
reduces the amount of oxygen in the textile. While the opposite of oxidativebleaching, reductive bleach performs the same task.
AUXILLARIES FOR BLEACHING:Auxiliaries used for bleaching:
Stabilizers Activators Wetting agents/detergents Sequestering agents Anti-corrosion agent
ADVANTAGES OF BLEACHING:
Removal of colored impurities. Removal of the seed coats. Minimum tendering of fiber. Technically reliable
Increasing the degree of whiteness.
MACHINERIES FOR BLEACHING THROUGH
DIFFERENT METHODS: Textiles can be bleached in loose form, yarn form and fabric (woven
and knitted) form.Woven fabrics can be bleached in three different ways, such as batch
process (kiers), semi continuous process and continuous process. In the
semi-continuous process, pad batch and pad-roll systems and incontinuous process, rope or open-width J-Boxes are popular. Over the pastfew years, there have been new open-width continuous machineriesdesigned, developed and installed in the modern bleach house and havemade efficient impression in the industry.
BATCH METHODS: Kiers
SEMI-CONTINUOUS METHODS: Pad-batch Pad-roll
CONTINUOUS METHODS:
J Boxes
Rope type J-box
Open type J-box
Open width continuous machines
BATCH BLEACHING PROCESS MACHINERIES [KIERS]:
In the earlier days bleaching of woven piece goods was usually carriedout by piling the material into tile lined tanks containing hypochloritesolutions. The cloth is allowed to dwell there until the bleaching is complete.
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 32/46
TEXTILE CHEMICAL PROCESSES-1 Page 32 of 46
Bleaching of cotton, linen, rayon, man-made fibers etc. in the form of wovenor knitted fabrics, can be carried out in kiers. The bleaching tanks can befully enclosed or open type equipped with automatic temperature controland the entire process can be programmed control. The capacity of themachine may be 200-2000 kg goods. The temperature is raised to the
required temperature, the bleach liquor is sprayed from the top and theliquor percolates through the batch continuously. After bleaching, the goodsmay be washed.
KIERS (Universal HT dyeing and bleaching machine)
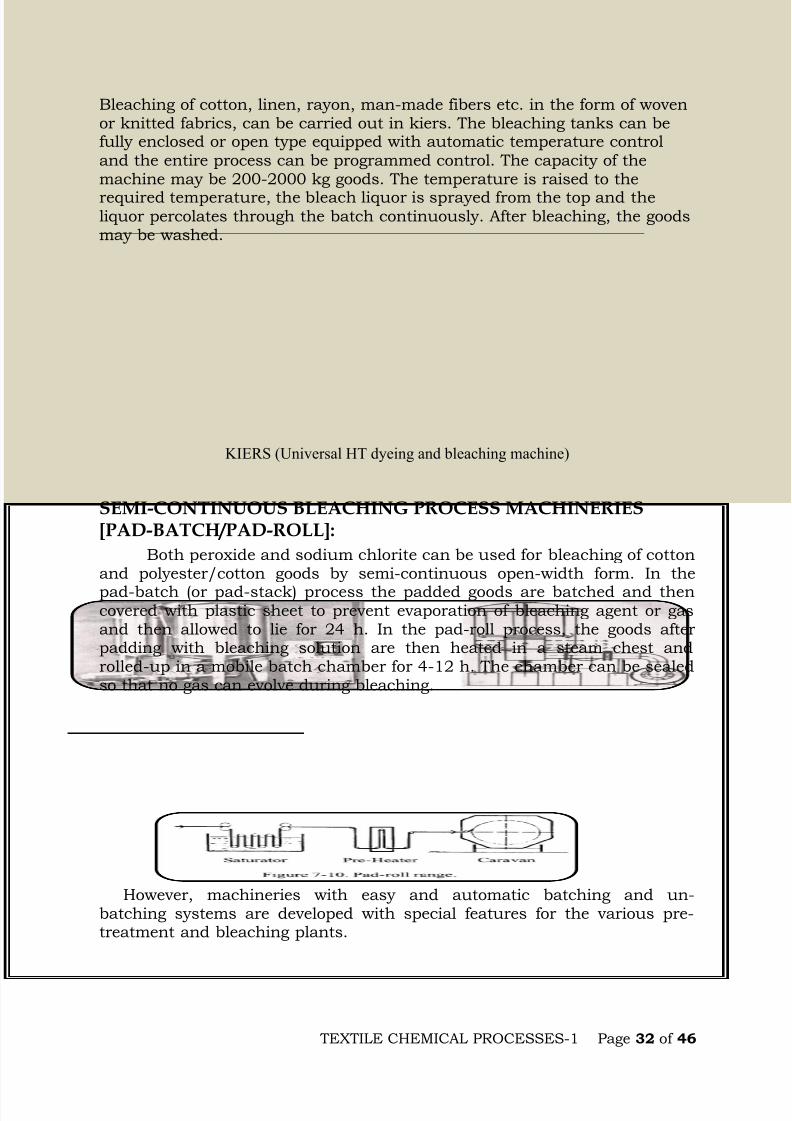
SEMI-CONTINUOUS BLEACHING PROCESS MACHINERIES[PAD-BATCH/PAD-ROLL]:
Both peroxide and sodium chlorite can be used for bleaching of cottonand polyester/cotton goods by semi-continuous open-width form. In the
pad-batch (or pad-stack) process the padded goods are batched and thencovered with plastic sheet to prevent evaporation of bleaching agent or gasand then allowed to lie for 24 h. In the pad-roll process, the goods afterpadding with bleaching solution are then heated in a steam chest androlled-up in a mobile batch chamber for 4-12 h. The chamber can be sealedso that no gas can evolve during bleaching.
However, machineries with easy and automatic batching and un-batching systems are developed with special features for the various pre-treatment and bleaching plants.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 33/46
TEXTILE CHEMICAL PROCESSES-1 Page 33 of 46
CONTINUOUS BLEACHING PROCESS MACHINERIES
The main purpose of the continuous bleaching system, whether in therope form or in open-width form, is to reduce the time of bleaching and thecost of labor involved.
Continuous Bleaching by J-Box Systems:
The heart of the process is the J-Box storage unit and the shape is likethe English letter 'J'. In rope bleaching the fabric is pulled together to form asomewhat circular mass, which is loose enough for penetration andresembles a large rope; in open-width form the fabric is under tension and isflat and smooth. J- Boxes whether open (Becco type) or closed (Du Ponttype) can both be used for pre-treatment.
In the Becco type, the cloth is piled cold into the top and is heated as itpasses down through the box by steam and passed through the perforatedplates around the box, just below the top of the pile. In the Du Pont type of
J-Box units, the fabric passes through the long entering box which enablesthe fabric rope to reach the desired temperature before piling down into thetop of the J-Box itself.
J-box system
Continuous Open-Width Bleaching Machineries: Some fabrics such as heavy drill, corded fabrics, satins and other
sensitive weaves are liable to be damaged if they are bleached in rope form. These necessitated the development of new types of open-width bleachingmachineries for fabrics. Generally, a continuous open-width bleaching rangeconsists of 2 to 3 units with maximum speed of 100 to 150 m/min andreaction time of about 2-7 min per treatment unit. Different types ofsteamers can be combined in various ways to form a large number ofdifferent ranges.
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 34/46
TEXTILE CHEMICAL PROCESSES-1 Page 34 of 46
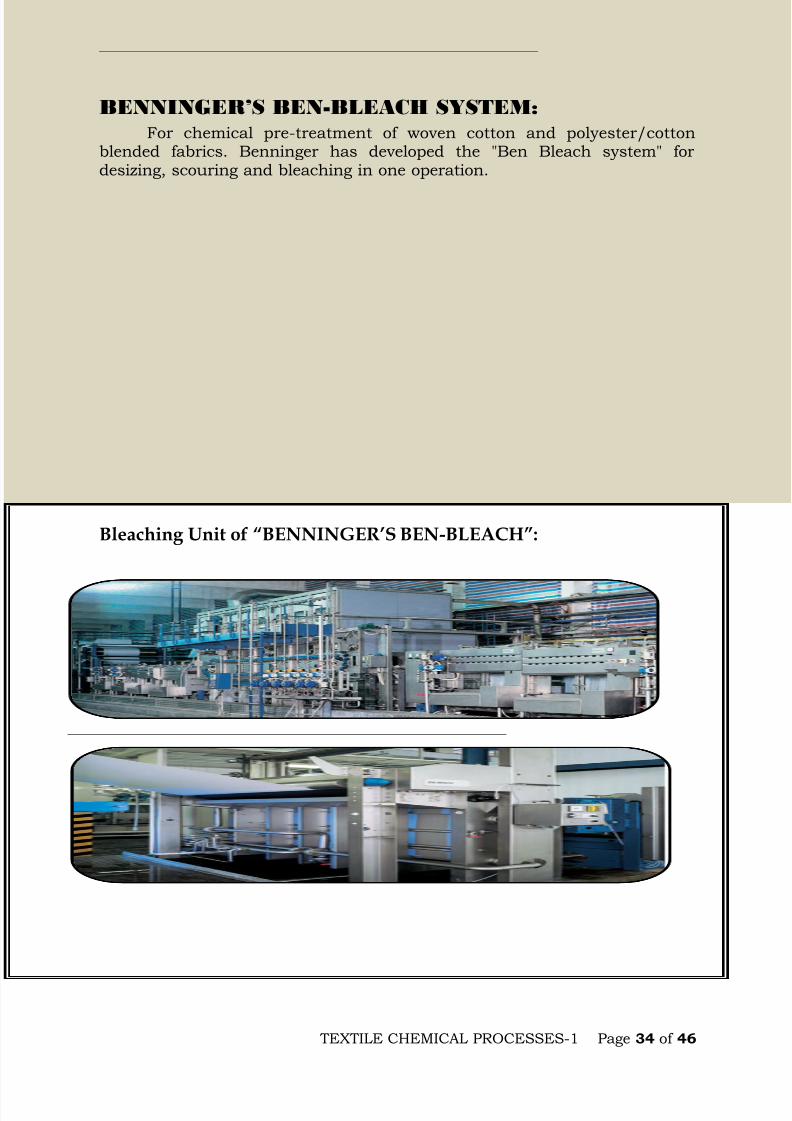
BENNINGER’S BEN-BLEACH SYSTEM:For chemical pre-treatment of woven cotton and polyester/cotton
blended fabrics. Benninger has developed the "Ben Bleach system" fordesizing, scouring and bleaching in one operation.
Bleaching Unit of “BENNINGER’S BEN-BLEACH”:
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 35/46
TEXTILE CHEMICAL PROCESSES-1 Page 35 of 46
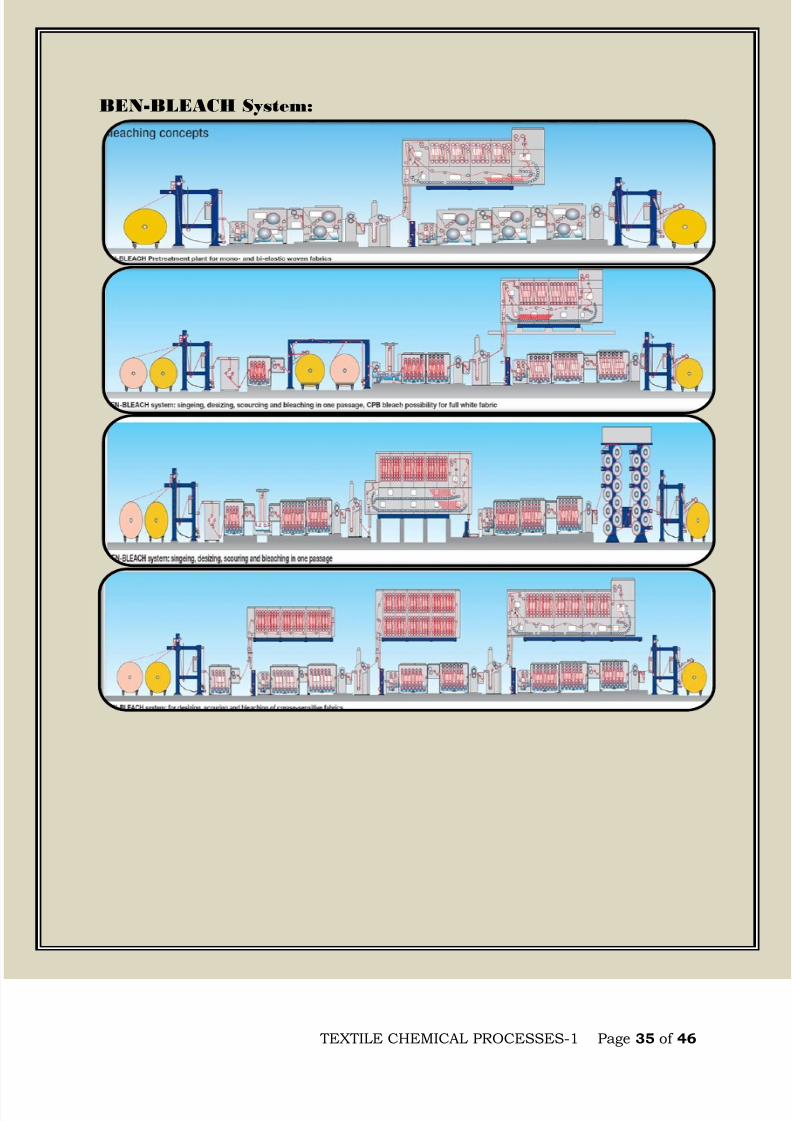
BEN-BLEACH System:
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 36/46
TEXTILE CHEMICAL PROCESSES-1 Page 36 of 46
MERCERIZATION

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 37/46
TEXTILE CHEMICAL PROCESSES-1 Page 37 of 46
WHAT IS MERCERIZATION?Mercerization is defined as the treatment of cotton textiles with
concentrated solution of alkali to bring out certain properties. It is to benoted that immersing fibers such as cotton and linen in a caustic soda bathwould increase their strength and also allow them to take dye more readily
CONDITIONS FOR MERCERIZATION Application of caustic soda solution at a temperature of 15 to 18~
A dwell period of 55 sec on an average, so as to permit diffusion of
alkali into the fiber.
Warp tension during alkali treatment and stretching the weft (width)
of the fabric during washing are necessary to prevent shrinkage.
Finally, washing-off of the traces of alkali from the treated fibres.
FACTORS AFFECTING MERCERIZATION Tension
Temperature and concentration
Time of treatment
Concentration & Temperature:
The swelling action depends on the concentration of causticsoda. As the concentration of alkali increases, the extent of swelling
passes through a maximum and then decreases. Alkali is preferentiallyabsorbed by the cellulose from the solution when heat is liberated. So theextent of swelling decreases with an increase in the temperature of thesolution.
Swelling depends on hydration of alkali ion. Greater degree ofhydration will give greater increase in swelling. Degree of hydrationincreases with concentration of alkali but decreases with temperature. Thusdegree of hydration influences swelling which further influence tensilestrength.
The reaction between the cellulose fiber and the alkaline solution is anexothermic reaction, and any increase in the treatment temperature reduces
the absorption of the alkali, thus reducing the effectiveness of themercerization. Furthermore, increasing the concentration of the alkaline

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 38/46
TEXTILE CHEMICAL PROCESSES-1 Page 38 of 46
solution to counteract the reduced absorption in order to achieve the sameeffects from the mercerization will not necessarily be successful.
Sisson analyzed a cotton yarn treated with a wide range of alkalineconcentrations and processing temperatures with X-ray diffraction, dividedthe results into the three divisions of complete mercerization, partial
mercerization and un-mercerized and created a chart showing therelationship between the alkaline concentration and the temperature. Theresult is shown in Figure.
The temperature and concentration for the mercerization of cotton
According to these results, regardless of the increase in theconcentration of the alkali, above about 60°C, complete mercerization doesnot take place. The concentration of around 30°Bé in mercerization at room
temperature, that is, around 20°C, is in the middle of the chart for completemercerization, and this, interestingly, is fairly consistent with stableconditions determined by experience in practical mercerization and with theresults of all researchers.Similarly, the results of Birtwell, Chblenens et al show that temperature hasits greatest influence on the shrinkage of cotton yarn at concentrations of3N NaOH, (approx. 16°Bé), and above 4N (approx. 20°Bé), that influencediminishes.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 39/46
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 40/46
TEXTILE CHEMICAL PROCESSES-1 Page 40 of 46
TYPES OF MERCERIZATION
Cold Mercerization:
Cold mercerization process is normally carried out by treating yarn or
fabric with 20-25% caustic soda solution for 30-180 sec at a temperaturebetween 15 and 20°C after treatment, the materials is washed to removeexcess caustic soda. The material, which is then in a relaxed state, is furtherwashed and finally washed with dilute acid to remove the remaining alkali. The mercerization conditions, i.e. concentration, temperature, dwell time inalkali, etc., are varied in accordance with the particular effect required onthe processed fabric. Normal mercerizing leads to an improvement in luster,tensile strength, dye absorption, coverage of dead cotton and dimensionalstability.
Hot Mercerization:
In the hot mercerizing penetration of caustic soda into the textilestructure & fiber self is extremely rapid, thorough, and uniform in effect. The fiber and textile structure become more pliable and less elastic thenwhen saturated with cold concentrated caustic solution. Shrinkage of thefabric is much less then that occurring in the cold process. If necessary thefabric can be considerably overstretched to get improved luster, tensilestrength, dimensional stability. The process sequence of two step hotmercerization is as follows:
Saturation of cotton material with sodium hydroxidesolution of mercerizing strength preferably under relaxed
condition at temperature between 60~ and boiling pointwith an impregnation time ranging from 4 to 60 sec.
Controlled hot stretching following the saturation. Thematerial being stretched 2-20% of its original dimensions.
Cooling the stretched material to a temperature less than25~ which completes the swelling effect.
Tension cont rolled washing to NaOH solution of 6%(stabilization).
Final washing or neutralization under normal conditionwithout tension being applied to the fabric.
Hot mercerizing produces better luster, high tensile strengthand improved dimensional stability then cold mercerization for twomain reasons. Firstly owing to thorough of the hot caustic soda intothe fabric and fiber structure a far greater proportion of the cellulose ismodified. Secondly in the presence of concentrated caustic soda solution atan elevated temperature, the fabric becomes highly plastic and less elasticand so is capable of being readily stretched, leading to improvement of theproperties of the fabric being considered. Extent of the change of theseproperties depending of the degree of stretch. For example greater thannormal stretch will lower the affinity of dyes, because this isaffected by the degree of internal orientation of molecular structure.
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 41/46
TEXTILE CHEMICAL PROCESSES-1 Page 41 of 46
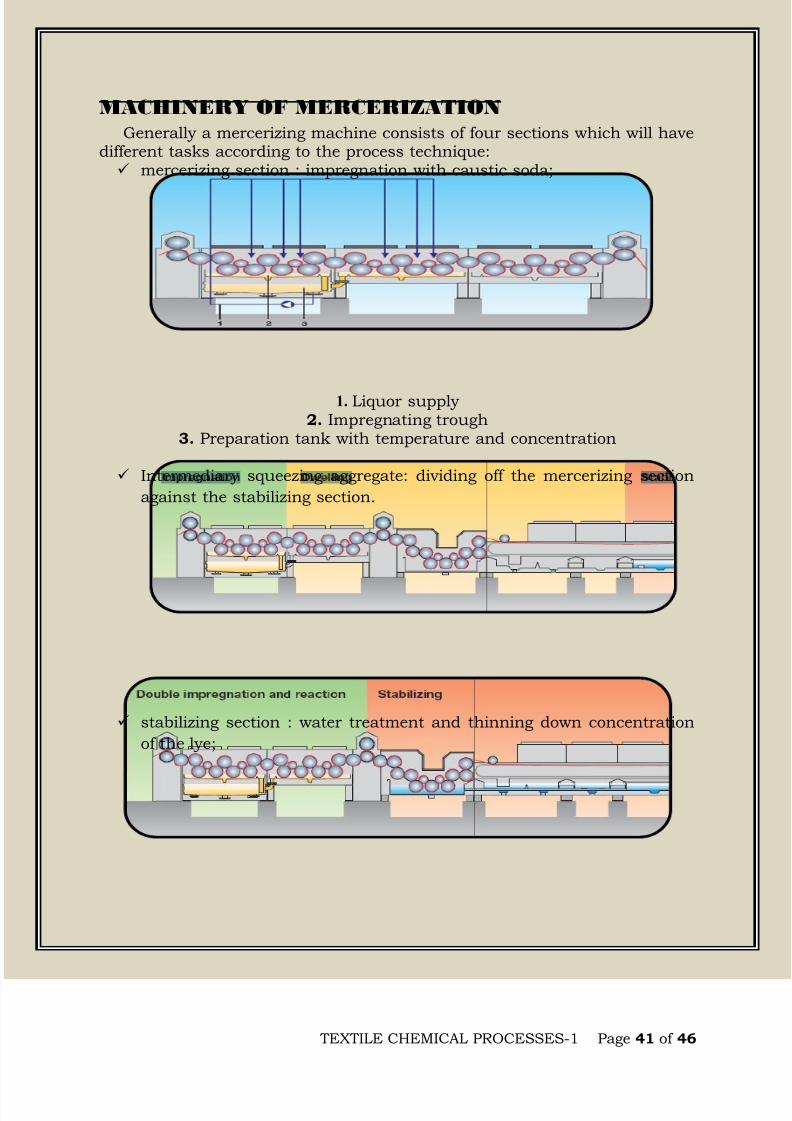
MACHINERY OF MERCERIZATION
Generally a mercerizing machine consists of four sections which will havedifferent tasks according to the process technique: mercerizing section : impregnation with caustic soda;
1. Liquor supply2. Impregnating trough
3. Preparation tank with temperature and concentration
Intermediary squeezing aggregate: dividing off the mercerizing section
against the stabilizing section.
stabilizing section : water treatment and thinning down concentration
of the lye;
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 42/46
TEXTILE CHEMICAL PROCESSES-1 Page 42 of 46
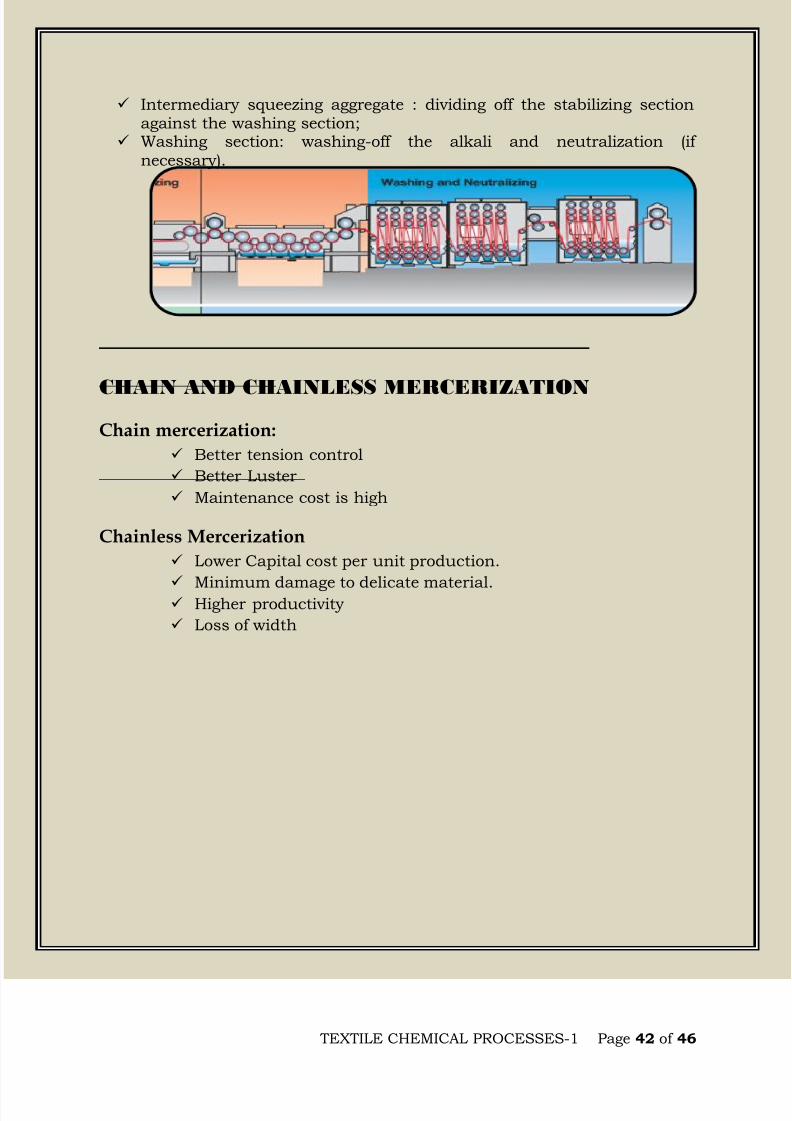
Intermediary squeezing aggregate : dividing off the stabilizing sectionagainst the washing section;
Washing section: washing-off the alkali and neutralization (ifnecessary).
CHAIN AND CHAINLESS MERCERIZATION
Chain mercerization:
Better tension control
Better Luster
Maintenance cost is high
Chainless Mercerization
Lower Capital cost per unit production.
Minimum damage to delicate material.
Higher productivity
Loss of width

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 43/46
TEXTILE CHEMICAL PROCESSES-1 Page 43 of 46
Conclusion
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 44/46
TEXTILE CHEMICAL PROCESSES-1 Page 44 of 46
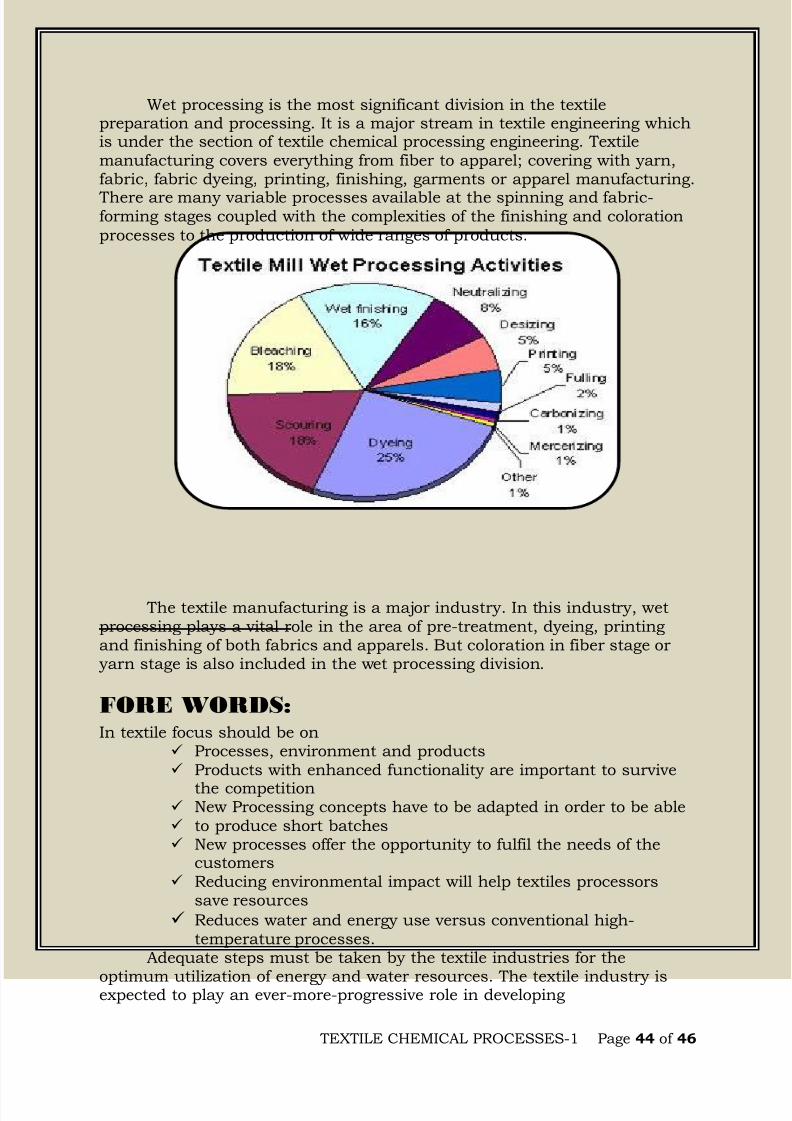
Wet processing is the most significant division in the textilepreparation and processing. It is a major stream in textile engineering whichis under the section of textile chemical processing engineering. Textilemanufacturing covers everything from fiber to apparel; covering with yarn,fabric, fabric dyeing, printing, finishing, garments or apparel manufacturing.
There are many variable processes available at the spinning and fabric-forming stages coupled with the complexities of the finishing and coloration
processes to the production of wide ranges of products.
The textile manufacturing is a major industry. In this industry, wetprocessing plays a vital role in the area of pre-treatment, dyeing, printingand finishing of both fabrics and apparels. But coloration in fiber stage or yarn stage is also included in the wet processing division.
FORE WORDS:In textile focus should be on
Processes, environment and products Products with enhanced functionality are important to survive
the competition New Processing concepts have to be adapted in order to be able to produce short batches New processes offer the opportunity to fulfil the needs of the
customers Reducing environmental impact will help textiles processors
save resources
Reduces water and energy use versus conventional high-temperature processes.
Adequate steps must be taken by the textile industries for the
optimum utilization of energy and water resources. The textile industry isexpected to play an ever-more-progressive role in developing
8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 45/46
TEXTILE CHEMICAL PROCESSES-1 Page 45 of 46
environmentally friendly technologies and processes. Training the employeesand creating awareness among them regarding the importance of water andenergy conservation is also essential. There is a lot of potential for savings.By saving on the energy and water resources, textile industries can not onlysave on the costs, but can also help to slow down the climate change. The
textile industry is aware of the decrease in water sources and they aredeveloping new technology and new chemical alternatives, but the challengewill lay in converting the technology in current textile facilities into the newtechnology that uses less water. Another challenge lays in changing themindset of the current generations in the textile industry to use the newchemical alternatives instead of the chemicals they have used in the pastdecades. This will be a slow process, but one that will need to happen inorder for the textile industry to maintain current production and grow in thefuture.

8/12/2019 Final Tcp Report Corrected
http://slidepdf.com/reader/full/final-tcp-report-corrected 46/46
REFERENCES
http://www.osthoff-senge.com/ http://www.swastiktextile.com/
http://www.lindauer-dornier.com/english/index.htm http://www.menzelus.com http://www.menzel.net http://susiram.in http://www.gayatri-engg.com http://www.jfletcher.co.uk http://www.ssm.ch http://www.ritespa.it. http://textilefashionstudy.com/scouring-definition-objectives-effects-
and-methods-of-scouring/
http://www.slideshare.net/mainulrony/scouring-13515271
http://textilelearner.blogspot.com/2013/03/an-overview-of-textile-
scouring-process.html
http://textilelearner.blogspot.com/2012/02/sequestering-agents-
functions-of.html
http://www.wisegeek.com/what-is-textile-bleaching.htm
http://textilelearner.blogspot.com/2011/03/textile-bleaching-
process_5937.html
http://www.ineris.fr/ippc/sites/default/interactive/bref_text/breftext
/anglais/bref/BREF_tex_gb8.html
http://en.wikipedia.org/wiki/Textile_bleaching
http://www.benningergroup.com/uploads/tx_userdownloads/BEN-
BLEACH_English.pdf
CHEMICAL TECHNOLOGY IN THE PRE-TREATMENT PROCESSES OF
TEXTILE BY S.R KARMAKAR (book)
Chemicals of the textile industry by C. Carr (book) Textile preparation and dyeing by A.K Choudhry (book) Basic Principles of Textiles coloration by Arthur D Broadbent (book)