flex process flex solution flex...
TRANSCRIPT

Flex Process Flex Solut ion Flex Product ion
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
2Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Horizontal head - Milling-Reaming HSK 100
Solutions for high productivity
4 and 5-axis range for Milling-Reaming & Milling-Turning-Grinding
Electrospindles with torque from:
300 - 600 - 1000 Nm
Speed from:6.000 - 18.000 Rpm
Square pallets:630x630 mm630x800 mm800x800 mm
1000x1000 mm
Circular pallets diameter:800 mm
1000 mm1250 mm

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
3
4 and 5-axis range for Milling-Reaming & Milling-Turning-Grinding
A range of electrospindles, Tilting heads and tables for milling, reaming, turning and grinding completes the “Flex Process” proposal.
Tilting head Milling - Reaming HSK 100 Multitasking Capto C8

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
4Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Excellence of milling, turning and grinding performance - Productivity increase – Complete machining of complex components in one single set-up – Availability of electrospindles with large speed range and high power and torque – The high performance allows for high chipping with any type of mate-rial – C-AXIS – Electrospindle in milling and tool-holder in turning – The con-
Unequalled productivity performance
4-5 axis Milling-Reaming – HSK 100
Mt(Nm)1000
500
615
1000
ELECTROSPINDLE CURVES 6000 1/MIN HSK-A100
3000 6000 n (1/min)
60
75
S6-40%
S6-40%
S1
S1
0 0
P(Kw)
Milling
Technical features MILLING-REAMING MULTITASKING Tank 1600 Tank 1300 / 1600Spindle speed rpm 6.000 - 8.000 -12.000 - 18.000 8.000 -12.000Spindle torque (S6-40%) Nm 388 / 1.000 388Turning-Milling Table speed rpm 30 250 / 210Turning-Milling Table torque (S1) Nm 1.540 1.540 / 3.500
Multi - tasking

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
5
version from milling to turning is made by means of the HIRTH-tooth-coupling that makes the spindle and the frame integral, eliminating load from bearings.
The selection of Capto taper guarantees extreme accuracy, rigidity and large modularity.
5-axis Milling-Turning-Grinding Capto C8
Mt(Nm)388
298
10
1280 5000 10000 12000 n (1/min)
20
40
52
S6-40%
S6-40%
S1
S1
0 0
P(Kw)
ELECTROSPINDLE CURVES 12000 1/MIN HSK-A100
Technical features MILLING-REAMING MULTITASKING Tank 1600 Tank 1300 / 1600Spindle speed rpm 6.000 - 8.000 -12.000 - 18.000 8.000 -12.000Spindle torque (S6-40%) Nm 388 / 1.000 388Turning-Milling Table speed rpm 30 250 / 210Turning-Milling Table torque (S1) Nm 1.540 1.540 / 3.500
Turning
Multi - tasking

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
6Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
1
High productivity – Component machining with minimum time in production
5-axis solutions – The extreme accuracy and rigidity guarantee complete machining in one single set-up with minimum cycle-time

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
7
2 3
4 5
6
[1] Indexed head: Step 1 degree 380 Nm electrospindle.[2] Continuous Head: Torque – 1.000 Nm electrospindle.[3] Continuous head: Torque – 380 Nm electrospindle.[4-5] Column roughing and finishing in one single set-up. [6] A400M undercarriage superfinishing (dimensions: 1250 x 1200 x 500 mm) -extreme accuracy in the central boring length = 1250 mm - concentricity 0.025 (obtained with tilting head).
High productivity – Component machining with minimum time in production
5-axis solutions – The extreme accuracy and rigidity guarantee complete machining in one single set-up with minimum cycle-time

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
8Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
X=1300/1600 Z=1300
Y=11
00
Automation proposal
Productivity: Productive autonomy tailored to requirements
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
9
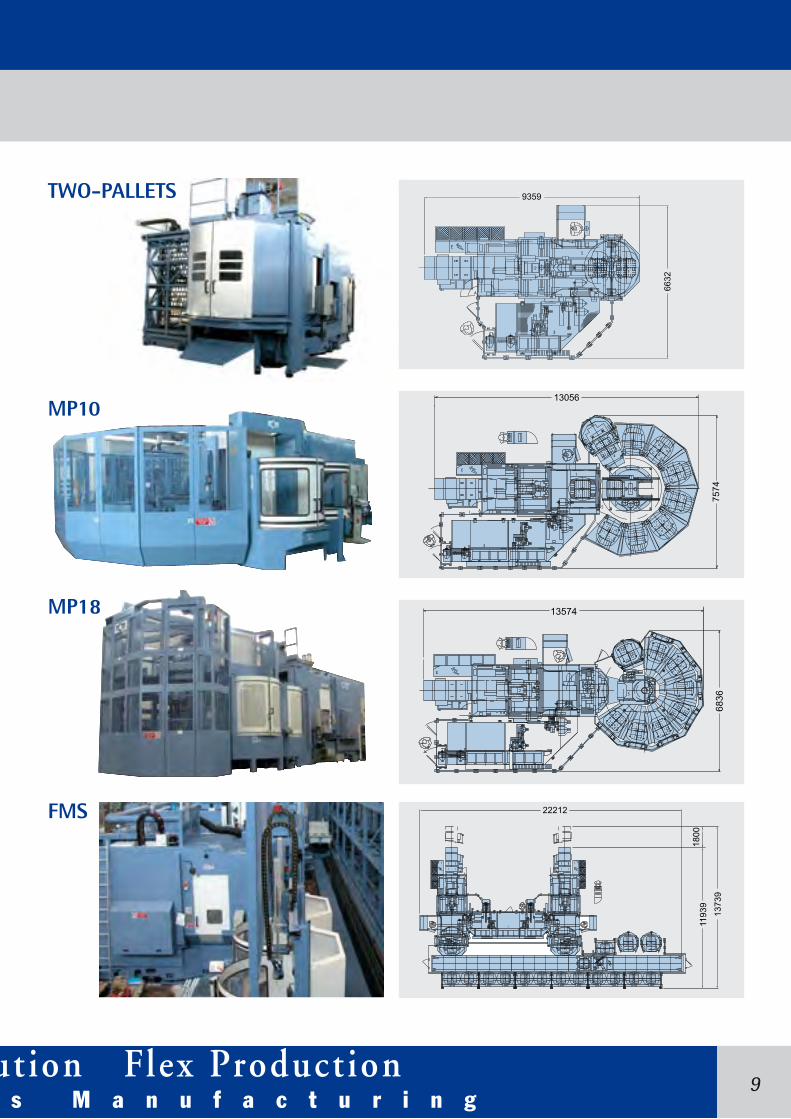
9359
6632
A
T
1
2
E
3
13739
1800
11939
22212
3
T
1
2
A
E
T
1
2
E
A
13056
7574
A
E
3
2
1
5
T
4
13574
6836
E
A
2T
5
MP10
MP18
Automation proposal
Productivity: Productive autonomy tailored to requirements
TWO-PALLETS
FMS

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
10Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
1
Productivity increase with innovative Automation Components
Unmanned production

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
11
3 4
7
5
8
2
9
6 [1] Tool-changer with bufferIncrease of productivity – Better flexible management – Guarantee of a new tool every 10 sec (includingtaper washing and tool integrity).[2] Tool-magazine with large-sized toolsTool length = 700 mm[3] High density single and mirror tool-magazine Reduced lay-out dimension – Flexible management of magazine lay-out - High capacity up to 1.000 tools[4] Simple or double fork shuttlePrearranged for euro-pallets - Reduction of overall floor lay-out - Simplified installation - Possibility to use larger fixtures.[5] Multiple presetting with 5 tools[6] System with pallet-changing directly from the shuttle[7] Direct pallet-changerReduction of overall floor lay- out – Possibility to use larger fixtures.[8] 2-positions-pallet-changer for square and round pallets Increase of productivity and autonomy.[9] Mirror magazine, Super-tool, Tool-room
Productivity increase with innovative Automation Components

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
12Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
com
plia
nce
[µm
/N]
10
10-2
Errore A
6/2 3
Correzione CNZ-0 µm Z-150 µm
5/2 205/2 19
-25,0
-20,0
5/2 21 5/2 22
-15,0
-10,0
5/2 23 6/2 0 6/2 26/2 1Tempo (h)
6/2 56/2 4 6/2 6 6/2 7 6/2 8
Derive termiche testa tilting
15,0
5,0
-5,0
0,0
10,0
20,0
micron25,0
ISO 230-2 1997 Analysis Plot-Lineare Traguardo (Millimetri)
200-5
0 50
-4
-3
-2
100 150 350250 300
1
-1
0
3
2
5
4
Accuracy and Repeatability
Reversal B : 0.36Accuracy A+: 2.06Accuracy A-: 2.02Accuracy A: 2.09
MeanDev.M: 0.33Sys.Dev.E: 0.52Repeat. R+: 1.94Repeat. R-: 1.65
Macchina: CLOCK TANK TH Nr. di Serie:1683.07Data:17:12 Feb 05 2007Asse: B
Axes’ nanometric management in order to minimize the side skid during the high speed direction changing and the oscillation on edges.
High dynamic accuracy: 5 microns
Direct measuring of linear and circular axes precision.Direct measuring of compensation due to thermal variation.
Virtual manufacturing SAFE PROCESS – ANTI-COLLISION – POWER CONTROLMACHINING STRESSES CONTROL
Advanced Active Dynamics for damped and stable process Advanced optionsincrease the power exploitation range and the process stability.
Innovative solutions for extreme performance
Immediate productivity with innovative solutions
Time (h)
Mic
ron

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
13
THERMOSYMMETRYESTREME ACCURACY
EXTREME RIGIDITY
Innovative solutions for extreme performance
Direct Baricentric Drive
Cell supervisorPRODUCTION - PLANNING - SCHEDULING – P.P. NETWORK - NETWORK – CUSTOMERS’ SUPPORT – GUIDED MAINTENANCE

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
14Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Errore A
6/2 3
Correzione CNZ-0 µm Z-150 µm
5/2 205/2 19
-25,0
-20,0
5/2 21 5/2 22
-15,0
-10,0
5/2 23 6/2 0 6/2 26/2 1Tempo (h)
6/2 56/2 4 6/2 6 6/2 7 6/2 8
Derive termiche testa tilting
15,0
5,0
-5,0
0,0
10,0
20,0
micron25,0
Time (h)
micron
Accuracy
Automatic compensation with direct control of the thermal deformation
Safe production with unaltered accuracy in time
Extreme accuracy of X, Y and Z linear axes (μm)
ISO 230-2 1997 Analysis Plot-Lineare Traguardo (Millimetri)
-5-600
-4
-3
-2
-1
-400 -200 0 200 400 600
1
0
2
4
3
5
Reversal B : 0.420Accuracy A+: 3.014Accuracy A-: 2.993Accuracy A: 3.127
MeanDev.M: 1.470Sys.Dev.E: 1.680Repeat. R+: 2.315Repeat. R-: 2.614
Macchina: CLOCK TANK THNr. di Serie:1683.07Data:13:54 Feb 05 2007Asse: X
Accuracy and Repeatability
Direct measuring of X, Y and Z linear axes
Thermosymmetry – Insula-tion of hot parts – Machin-ing and stabilization refined process of every machin-ing phase – Highly accu-rate geometry guaranteed by more than 200 hours of scraping – All sliding parts
Extremely rigid structure and components
ISO 230-2 ISO 230-2
A Accuracy of positioning
Repeatability
Mean reversal value
Systematic positional deviation
Mean positional deviation
X 1200
Measurement of the axes in millimetres Measurement of the axes in millimetres
E
M
R
R
B
3,1
1,7
1,5
2,3
2,6
0,1
Y1300
3,8
1,9
1,2
2,6
2,4
0,1
Z1300
3,3
1,3
1,1
2,8
2,4
0,1

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
15
Accuracy
The nanometric management, the commands’ extreme sensitivity and the accurate execution of the assembly allow to get an exceptional circularity.
Extreme accuracy of A and B circular axes (sec)
ISO 230-2 1997 Analysis Plot-Lineare Traguardo (Millimetri)
200-5
0 50
-4
-3
-2
100 150 350250 300
1
-1
0
3
2
5
4
Accuracy and Repeatability
Reversal B : 0.36Accuracy A+: 2.06Accuracy A-: 2.02Accuracy A: 2.09
MeanDev.M: 0.33Sys.Dev.E: 0.52Repeat. R+: 1.94Repeat. R-: 1.65
Macchina: CLOCK TANK TH Nr. di Serie:1683.07Data:17:12 Feb 05 2007Asse: B
Direct measuring of A and B circular axes
are semi-finished, finished and scraped. Accurate and continuous controls with electronic level, optical col-limator and laser guarantee a correct manufacturing process and the machine fi-nal calibration.
5 microns
ISO 230-2ISO 230-2
A
A150
E
M
R
R
B
2,2
1,5
0,7
1,1
1,1
- 0,3
B360
2,1
0,5
0,3
1,9
1,7
0,1
Accuracy of positioning
Repeatability
Mean reversal value
Systematic positionaldeviation
Mean positional deviation
Measurement of the axes in degreeMeasurement of the axes in degree

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
16Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Multitasking
The new frontier of the flexible process
Operator Multi-Function Control Panel

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
17
The new frontier of the flexible process“Milling – Reaming – Turning – Grinding” is emphasized by “jfmx”, mCm Manufacturing execution System that guarantees the production system management, control and integration. With the MCM PLC, the new generation Siemens 840D CNC becomes a powerful, simple and safe production system.
Multitasking
Auxiliary video for machine secondary functions- High brightness 15” video, embedded PC and touch-screen hand-box- “Machining area direct display” function by means of one or several sealed cameras with
screen wiper, vertical and horizontal flexible orientation, x 40 zoom and autofocus. The internal working-area can be visualized even in the most hidden corners, i.e. the component side at the opposite side of the operator window
- By means of the x 40 zoom, it is possible to visualize the tool enlarged close-up shots in order to make any possible tool visual control easier during the machining operations, without getting into the machine
- Image available on-line, with fair frame speed- On-line camera drive with possibility to remote-control the flexible orientation and the zoom- “On-line handbook” function: possibility to visualize more than 100 pages of the machine
Use and Maintenance manual and, at the same time, use the CNC, in order to have a better interaction between the diagnostic messages (on main video) and the manual pages (on auxiliary video)
- Use of the Cell Supervisor as a “Remote terminal”, with visualization of the cell situations through the operating situations’ synoptic tables
- Long-term “Data Logger” to record external parameters such as ambient temperature feelers, with related visualization functions, diagrams, etc...
CNC main video for machine primary functions- High brightness 15” video, embedded PC and operator hand-box with Qwerty key-board- Allows for simple, comfortable and intuitive use of the machine functions- Direct commands through ergonomic knobs and keys for instantaneous and immediate
interventions of the operator on the machining parameters- Access and visualization with “window technique” of the operations related to the machining
process- Execution of the set-up procedures and machine restarting after breakdowns and direct
diagnostics on machine components with “jig-structured” uncoded synoptic tables- Application softwares from “Solution Provider” sub-suppliers for the Power Monitor, Tool
Monitor or Tool Balancing management- Dimensional measuring software applications by means of probes (3D measure inspects) and
related data handling.

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
18Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
OFF LINE
ON LINE
Machining simulation
Accelerometer monitoring
• Collision check• Toolpath review• Cutting parameters
• Collision detection• Tool unbalancing warning
Triaxial accelerometer
Protect the process with machine simulation and monitoring
Safe process
Loading unit and machine monitoring• Stock balancing control on
Loading Unit• Dynamic control system of
Piece balancing in machine during the process.
• Machining simulation• Accelerometer monitoring• Loading unit and machine monitoring • Spindle power and machine axes torque control• Reporting of alarms

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
19
OFF LINE
ON LINESpindle power and machine axes torque control
Reporting of alarms
• Spindle power absorption limit• Axes engines torque control
CNCconsole
• Alarms detailed reports with causes and duration data
Protect the process with machine simulation and monitoring
Safe process
Loading unit and machine monitoring
• Machining simulation• Accelerometer monitoring• Loading unit and machine monitoring • Spindle power and machine axes torque control• Reporting of alarms

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
20Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
jFMX Information Technology Enabling Intelligent Manufacturing
ERPEnterprise Resource PlanningProduction Planning
jLoader applicationgenerates automatically, every day, a production plan so to:• Respect the due dates;• Exploit the unmanned work shifts;• Prepare, in advance, tool and fixture data for jFMX.
Production Management and Efficiency Analysis
Production Execution
jFMX• coordinates flexible automation;• automatically activates planned tasks, considering: - availability of needed resources; - urgency of each work; with the goal to fully exploit production systems.
Plant Monitoring
jFMX• registers and shows, in real time, the status of production
resources (machines, shuttles, load stations, tools, fixtures).
Efficiency Analysis and Data Export
The jReport module• creates, automatically, efficiency reports for a time period;• registers and classifies inefficiency causes.It is easy to navigate inside reports like in a web page, to print and to export data towards other information systems.
Production GANTT
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
21
jFMX Information Technology Enabling Intelligent Manufacturing
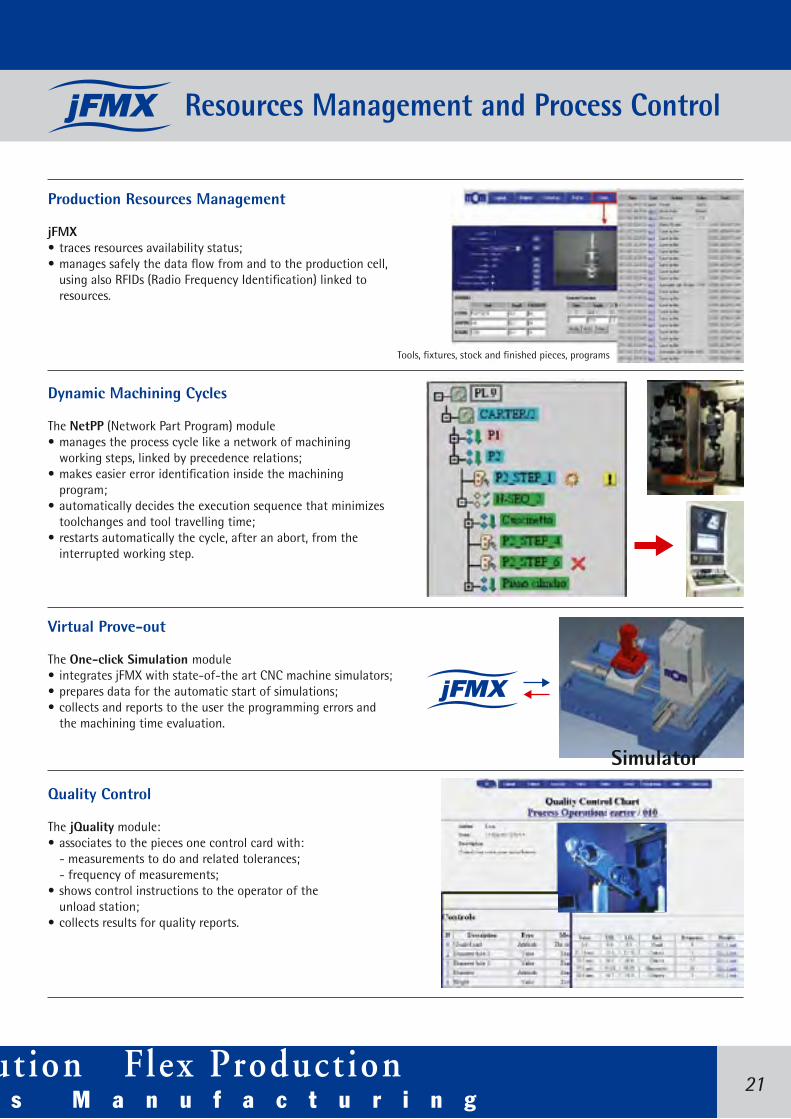
Resources Management and Process Control
Production Resources Management
jFMX• traces resources availability status;• manages safely the data flow from and to the production cell,
using also RFIDs (Radio Frequency Identification) linked to resources.
Dynamic Machining Cycles
The NetPP (Network Part Program) module• manages the process cycle like a network of machining
working steps, linked by precedence relations;• makes easier error identification inside the machining
program;• automatically decides the execution sequence that minimizes
toolchanges and tool travelling time;• restarts automatically the cycle, after an abort, from the
interrupted working step.
Virtual Prove-out
The One-click Simulation module• integrates jFMX with state-of-the art CNC machine simulators;• prepares data for the automatic start of simulations;• collects and reports to the user the programming errors and
the machining time evaluation.
Quality Control
The jQuality module:• associates to the pieces one control card with: - measurements to do and related tolerances; - frequency of measurements;• shows control instructions to the operator of the unload station;• collects results for quality reports.
Tools, fixtures, stock and finished pieces, programs
Simulator

Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
22Flex Process Flex Solut ion Flex Product ion
M a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
jFMX Information Technology Enabling Intelligent Manufacturing
Alarms
Maintenance and Reliability
Maintenance Management
The jMaintenance module• plans preventive maintenance operations;• shows on-line the technical
documentation;• registers executed interventions.
Remote Assistance
The remote connection to jFMX allows users to benefit from:• technical support for using the system;• remote diagnosis of breakdowns and assistance for their resolution;• SMS warning on the mobile phone in case of alarms on the plant.
Reliability Analysis
The jAlarm module• registers alarms and machine stops;• creates reports and classifies alarms events.
Rapid Diagnosis
The Beyond Training module• shows a map of the status
of machine components;• makes easier and direct
breakdowns identification;• contextually links the
technical documentation.
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
Flex Process Flex Solut ion Flex Product ionM a c h i n i n g - C e n t e r s - M a n u f a c t u r i n g
23
jFMX Information Technology Enabling Intelligent Manufacturing
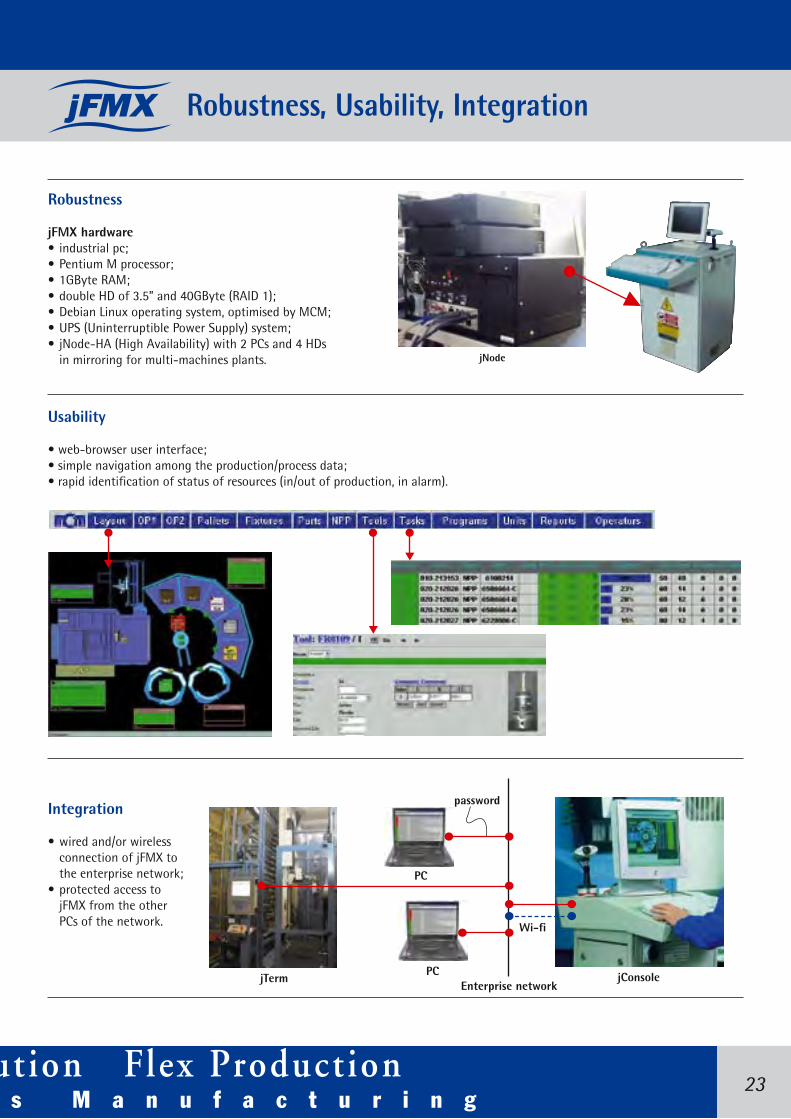
jTerm jConsole
Wi-fi
PC
PC
password
Robustness, Usability, Integration
Robustness
jFMX hardware• industrial pc;• Pentium M processor;• 1GByte RAM;• double HD of 3.5” and 40GByte (RAID 1);• Debian Linux operating system, optimised by MCM;• UPS (Uninterruptible Power Supply) system;• jNode-HA (High Availability) with 2 PCs and 4 HDs in mirroring for multi-machines plants.
Usability
• web-browser user interface;• simple navigation among the production/process data;• rapid identification of status of resources (in/out of production, in alarm).
Integration
• wired and/or wireless connection of jFMX to the enterprise network;
• protected access to jFMX from the other PCs of the network.
jNode
Enterprise network

MACHINING CENTERS MANUFACTURINGMCM CANADA2311- 29th Ave. LAVAL WEST, QCH7R 3L4 CANADAPhone ++1 (450) 627 1414 Fax ++1 (450) 627 7336E-mail: [email protected]
MCM FRANCE SarlF-91600 Savigny sur Orge6 Av. du GariglianoTel. ++33 1-69-21-21-00Fax ++33 1-69-24-10-34E-mail: [email protected]
MCM SpaI-29020 Vigolzone (PC)Viale F. e G. Celaschi, 19Tel. ++39 0523 879901Fax ++39 0523 879130 E-mail: [email protected] http: www.mcmspa.it
MCM VERTRIEBS GmbH DEUTSCHLANDD-65189 Wiesbaden Humboldstraße, 13Tel. ++49 611-372747 Fax ++49 611-372745E-mail: [email protected]
MCM USA Inc.34525 Melinz Parkway, Suite 208-CEastlake, OH 44095 - U.S.A.Phone ++1 (440) 9181415Fax ++1 (440) 9180776Toll free 877 MCM 5999
MULTITASKING
TANK X-Axis Y-Axis Z-Axis Dimension A Dimension B Dimension C Fixture D Fixure H Milling pallet Turning pallet TANK 4 AXIS Version 1 1300 1010 1100 1400 1150 630x800-800x800
TANK 4 AXIS Version 2 1300 1300 1300 1400 1300 630x800-800x800-1000x1000
TANK 4 AXIS Version 3 1800 1400 1600 1800 1400 630x800-800x800-1000x1000
TANK 5 AXIS Version 1 1300 1100 1300 370 820 440 1200 1150 630x800-800x800 D=800 D=1000 D=1250
TANK 5 AXIS Version 2 1300 1200 1350 370 920 675 1300 1150 630x800-800x800-1000x1000 D=800 D=1000 D=1250
TANK 5 AXIS Version 3 1300 1400 1400 370.5 1119.5 440 1400 1150 630x800-800x800 D=800 D=1000 D=1250
TANK 5 AXIS Version 4 1600 1200 1600 400 890 560 1750 1300 630x800-800x800-1000x1000 D=1000 D=1250 D=1400
Rapid feeds m/min 60 Axes thrust daN 3.000 Rotation speed rpm 14.000/8.000/6.000 Wheel/rack type toolmagazine capacity n. 95/999 Max. tool length mm 600 Chip-to-chip tool changing time s 6 Max. “barycentric” tool diameter mm 340/500 Max. load on pallet (1300) kg 1.500/2.000 Max. load on pallet (1600) kg 2.000/3.000
4-axis TANK5-axis TANK
90
80
C
BA
10
90
Z-Axis Stroke Z-Axis Stroke
Fixture D. Fixture D.
Y-Ax
is S
trok
e
Fixt
ure
Hei
ght
Y-Ax
is S
trok
e