fmecem rev 1 - norco medical · applications: drive tumblers, shovel pads, shovel teeth, turbine...
TRANSCRIPT
FMECEM Rev 1
Stoody has carefully researched the overlaying of new
crusher components and the restoration of spent parts
in Cement Plants. This brochure documents suggested
cost-saving procedures for rebuilding the industry's
most vulnerable parts.
Introduction
©2010 CIGWELD Pty Ltd. A division of Thermadyne Corporation. All rights reserved.

Major components in the cement industry 4
Applications table & wear comparison chart 5
Stoody Hardfacing Product Details 6
Stoody Build-up 6
Stoody Dynamang 6
Stoody 110 6
Stoody 965-G, 965 AP-G, 965-O 7
Stoody 121 7
Stoody 100HC 7
Stoody 101HC 8
Stoody 100HD 8
Stoody 100 XHC 8
Stoody CP-2000 9
Stoody 600 9
Stoody CP-2001 9
Stoody 143 10
Stoody 145 10
Packaging details 10
Summary Table: chemistry, hardness & applications 11
Contents
3
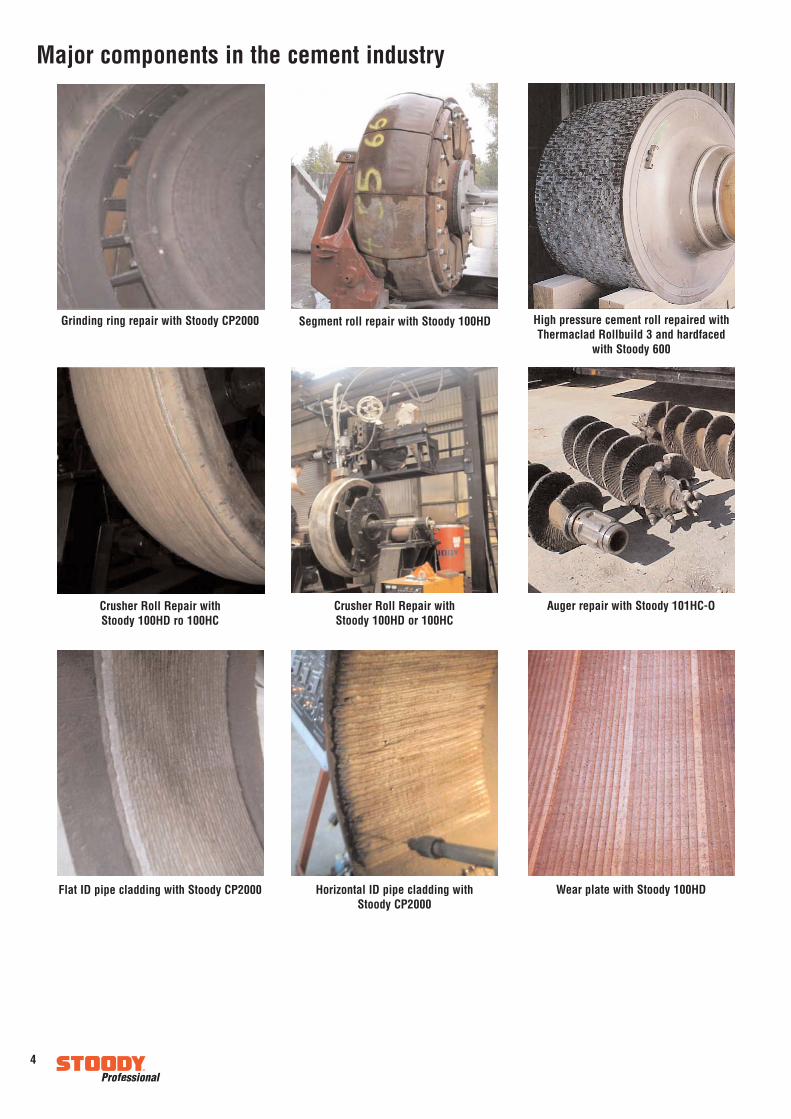
Major components in the cement industry
4
Grinding ring repair with Stoody CP2000
Crusher Roll Repair withStoody 100HD ro 100HC
Crusher Roll Repair withStoody 100HD or 100HC
Auger repair with Stoody 101HC-O
Flat ID pipe cladding with Stoody CP2000 Horizontal ID pipe cladding withStoody CP2000
Wear plate with Stoody 100HD
Segment roll repair with Stoody 100HD High pressure cement roll repaired withThermaclad Rollbuild 3 and hardfaced
with Stoody 600
Applications table and wear comparison chart
5
OTHER COMMON APPLICATIONS IN THE CEMENT/CONCRETE INDUSTRIESApplication Recommended
Semi-automatic wire
Bolt Heads (Liner Plates) Stoody 100HD
Cement Chutes Stoody 100HD
Clinker Mill Liner Plates Stoody 100HD
Concrete Block Mixer Deflector Angles Stoody CP2000
Concrete Block Pug Mill Paddles Stoody CP2000
Concrete Mixer Chutes Stoody 100HD
Concrete Pipe Forming Shoes Stoody 121
Drag Chain Idlers Stoody 121
Drag Chain Latches and Keepers Stoody 965 AP-G
Drag Chain Rider Blocks Stoody 121
Drive Shaft Bearings and Bushings Stoody 121
Feed Spouts Stoody 100HD
Pipe ID Cladding Stoody CP2000
Tube Mill Feeder Screws Stoody 121/100HD
Tube Mill Feeder Screens Stoody 121/100HD
COMPARATIVE WEAR DATA
0.00
0.04
0.08
0.12
0.16
0.20
MAS
S LO
SS (g
)
STOO
DY 1
21
STOO
DY 1
00HD
STOO
DY C
P200
0
STOO
DY 6
00
STOO
DY C
P200
1
STOO
DY 1
43
STOO
DY 1
45
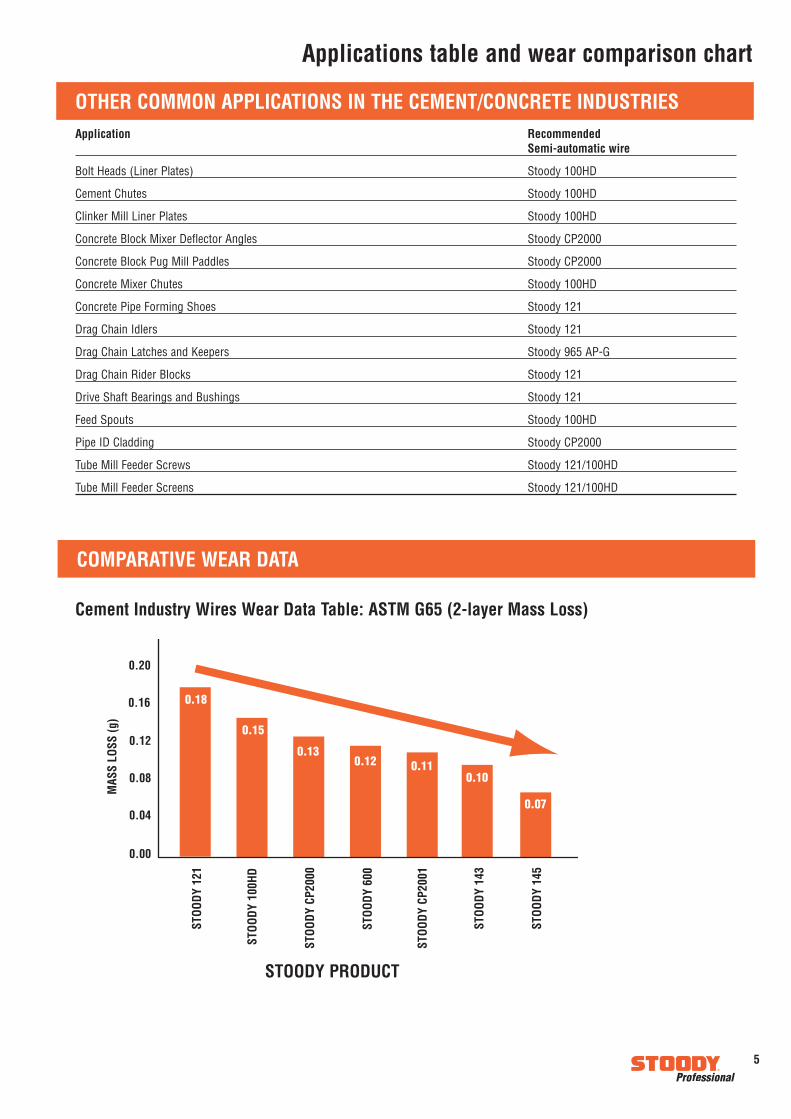
0.18
0.15
0.130.12 0.11
0.10
0.07
Cement Industry Wires Wear Data Table: ASTM G65 (2-layer Mass Loss)
STOODY PRODUCT
Build-up and Joining Alloys
6
Nominal Composition:C: 0.10% Mn: 1.8% Si: 0.50%Cr: 1.0% Mo: 0.3% Fe: Bal.
Typical Rockwell Hardness:Base Metal Layers Hardness0.10% C 2 24-28 HRC0.40% C 2 30-35 HRC0.80% C 2 38-42 HRC
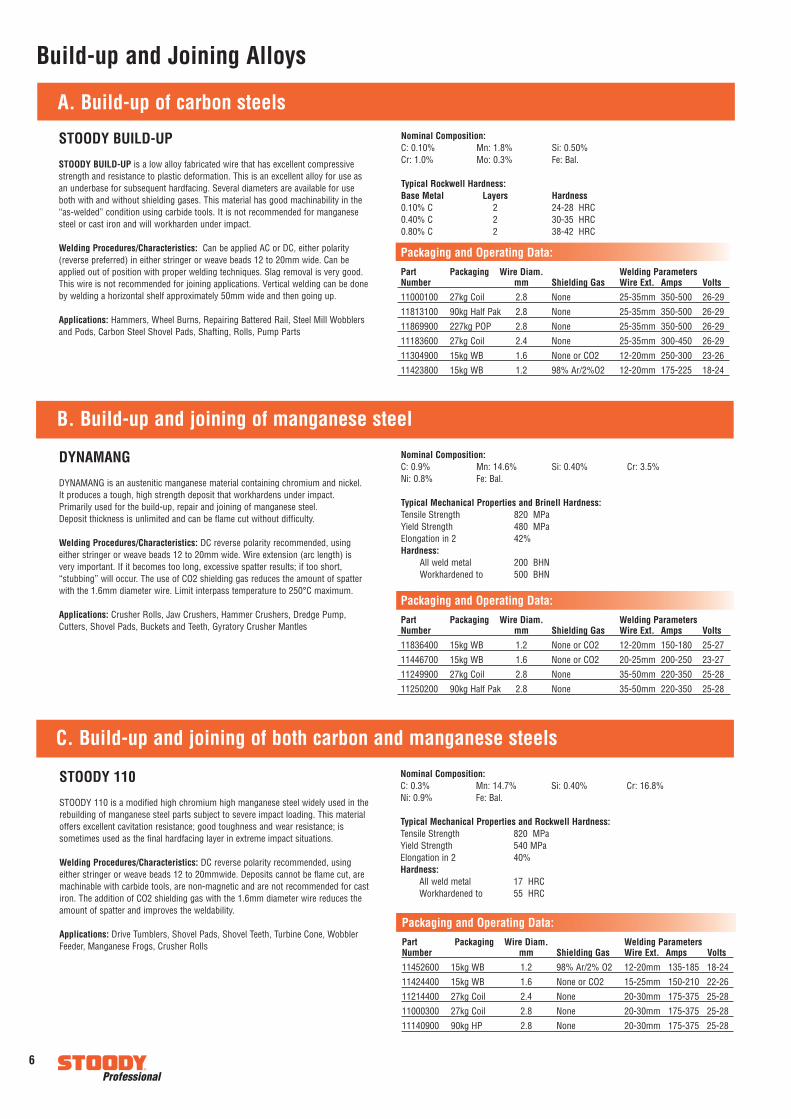
STOODY BUILD-UP
STOODY BUILD-UP is a low alloy fabricated wire that has excellent compressivestrength and resistance to plastic deformation. This is an excellent alloy for use asan underbase for subsequent hardfacing. Several diameters are available for useboth with and without shielding gases. This material has good machinability in the“as-welded” condition using carbide tools. It is not recommended for manganesesteel or cast iron and will workharden under impact.
Welding Procedures/Characteristics: Can be applied AC or DC, either polarity(reverse preferred) in either stringer or weave beads 12 to 20mm wide. Can beapplied out of position with proper welding techniques. Slag removal is very good.This wire is not recommended for joining applications. Vertical welding can be doneby welding a horizontal shelf approximately 50mm wide and then going up.
Applications: Hammers, Wheel Burns, Repairing Battered Rail, Steel Mill Wobblersand Pods, Carbon Steel Shovel Pads, Shafting, Rolls, Pump Parts
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11000100 27kg Coil 2.8 None 25-35mm 350-500 26-29
11813100 90kg Half Pak 2.8 None 25-35mm 350-500 26-29
11869900 227kg POP 2.8 None 25-35mm 350-500 26-29
11183600 27kg Coil 2.4 None 25-35mm 300-450 26-29
11304900 15kg WB 1.6 None or CO2 12-20mm 250-300 23-26
11423800 15kg WB 1.2 98% Ar/2%O2 12-20mm 175-225 18-24
Nominal Composition:C: 0.9% Mn: 14.6% Si: 0.40% Cr: 3.5%Ni: 0.8% Fe: Bal.
Typical Mechanical Properties and Brinell Hardness:Tensile Strength 820 MPaYield Strength 480 MPaElongation in 2 42%Hardness:
All weld metal 200 BHNWorkhardened to 500 BHN
DYNAMANG
DYNAMANG is an austenitic manganese material containing chromium and nickel.It produces a tough, high strength deposit that workhardens under impact.Primarily used for the build-up, repair and joining of manganese steel. Deposit thickness is unlimited and can be flame cut without difficulty.
Welding Procedures/Characteristics: DC reverse polarity recommended, usingeither stringer or weave beads 12 to 20mm wide. Wire extension (arc length) isvery important. If it becomes too long, excessive spatter results; if too short,“stubbing” will occur. The use of CO2 shielding gas reduces the amount of spatterwith the 1.6mm diameter wire. Limit interpass temperature to 250°C maximum.
Applications: Crusher Rolls, Jaw Crushers, Hammer Crushers, Dredge Pump,Cutters, Shovel Pads, Buckets and Teeth, Gyratory Crusher Mantles
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11836400 15kg WB 1.2 None or CO2 12-20mm 150-180 25-27
11446700 15kg WB 1.6 None or CO2 20-25mm 200-250 23-27
11249900 27kg Coil 2.8 None 35-50mm 220-350 25-28
11250200 90kg Half Pak 2.8 None 35-50mm 220-350 25-28
Nominal Composition:C: 0.3% Mn: 14.7% Si: 0.40% Cr: 16.8%Ni: 0.9% Fe: Bal.
Typical Mechanical Properties and Rockwell Hardness:Tensile Strength 820 MPaYield Strength 540 MPaElongation in 2 40%Hardness:
All weld metal 17 HRCWorkhardened to 55 HRC
STOODY 110
STOODY 110 is a modified high chromium high manganese steel widely used in therebuilding of manganese steel parts subject to severe impact loading. This materialoffers excellent cavitation resistance; good toughness and wear resistance; issometimes used as the final hardfacing layer in extreme impact situations.
Welding Procedures/Characteristics: DC reverse polarity recommended, usingeither stringer or weave beads 12 to 20mmwide. Deposits cannot be flame cut, aremachinable with carbide tools, are non-magnetic and are not recommended for castiron. The addition of CO2 shielding gas with the 1.6mm diameter wire reduces theamount of spatter and improves the weldability.
Applications: Drive Tumblers, Shovel Pads, Shovel Teeth, Turbine Cone, WobblerFeeder, Manganese Frogs, Crusher Rolls
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11452600 15kg WB 1.2 98% Ar/2% O2 12-20mm 135-185 18-24
11424400 15kg WB 1.6 None or CO2 15-25mm 150-210 22-26
11214400 27kg Coil 2.4 None 20-30mm 175-375 25-28
11000300 27kg Coil 2.8 None 20-30mm 175-375 25-28
11140900 90kg HP 2.8 None 20-30mm 175-375 25-28
A. Build-up of carbon steels
B. Build-up and joining of manganese steel
C. Build-up and joining of both carbon and manganese steels
Moderate to Severe Impact & Moderate to Severe Abrasion.
7
Nominal Composition:C: 0.6% Mn: 1.7% Si: 0.60% Cr: 7.5% Mo: 1.0% Fe: Bal.
Typical Rockwell Hardness:Base Metal Layers Hardness.20% C 2 56-60 HRC
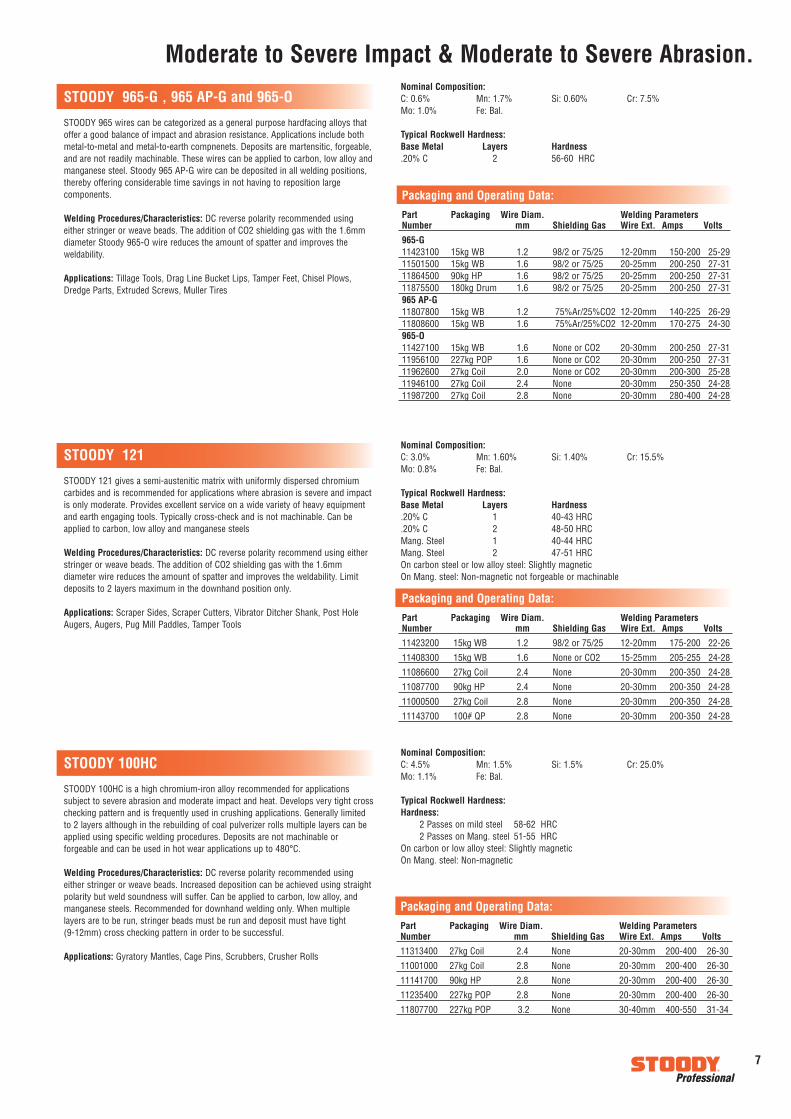
STOODY 965-G , 965 AP-G and 965-O
STOODY 965 wires can be categorized as a general purpose hardfacing alloys thatoffer a good balance of impact and abrasion resistance. Applications include bothmetal-to-metal and metal-to-earth compnenets. Deposits are martensitic, forgeable,and are not readily machinable. These wires can be applied to carbon, low alloy andmanganese steel. Stoody 965 AP-G wire can be deposited in all welding positions,thereby offering considerable time savings in not having to reposition largecomponents.
Welding Procedures/Characteristics: DC reverse polarity recommended usingeither stringer or weave beads. The addition of CO2 shielding gas with the 1.6mmdiameter Stoody 965-O wire reduces the amount of spatter and improves theweldability.
Applications: Tillage Tools, Drag Line Bucket Lips, Tamper Feet, Chisel Plows,Dredge Parts, Extruded Screws, Muller Tires
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
965-G11423100 15kg WB 1.2 98/2 or 75/25 12-20mm 150-200 25-2911501500 15kg WB 1.6 98/2 or 75/25 20-25mm 200-250 27-3111864500 90kg HP 1.6 98/2 or 75/25 20-25mm 200-250 27-3111875500 180kg Drum 1.6 98/2 or 75/25 20-25mm 200-250 27-31965 AP-G11807800 15kg WB 1.2 75%Ar/25%CO2 12-20mm 140-225 26-2911808600 15kg WB 1.6 75%Ar/25%CO2 12-20mm 170-275 24-30965-O11427100 15kg WB 1.6 None or CO2 20-30mm 200-250 27-3111956100 227kg POP 1.6 None or CO2 20-30mm 200-250 27-3111962600 27kg Coil 2.0 None or CO2 20-30mm 200-300 25-2811946100 27kg Coil 2.4 None 20-30mm 250-350 24-2811987200 27kg Coil 2.8 None 20-30mm 280-400 24-28
Nominal Composition:C: 3.0% Mn: 1.60% Si: 1.40% Cr: 15.5% Mo: 0.8% Fe: Bal.
Typical Rockwell Hardness:Base Metal Layers Hardness.20% C 1 40-43 HRC.20% C 2 48-50 HRCMang. Steel 1 40-44 HRCMang. Steel 2 47-51 HRCOn carbon steel or low alloy steel: Slightly magneticOn Mang. steel: Non-magnetic not forgeable or machinable
STOODY 121
STOODY 121 gives a semi-austenitic matrix with uniformly dispersed chromiumcarbides and is recommended for applications where abrasion is severe and impactis only moderate. Provides excellent service on a wide variety of heavy equipmentand earth engaging tools. Typically cross-check and is not machinable. Can beapplied to carbon, low alloy and manganese steels
Welding Procedures/Characteristics: DC reverse polarity recommend using eitherstringer or weave beads. The addition of CO2 shielding gas with the 1.6mmdiameter wire reduces the amount of spatter and improves the weldability. Limitdeposits to 2 layers maximum in the downhand position only.
Applications: Scraper Sides, Scraper Cutters, Vibrator Ditcher Shank, Post HoleAugers, Augers, Pug Mill Paddles, Tamper Tools
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11423200 15kg WB 1.2 98/2 or 75/25 12-20mm 175-200 22-26
11408300 15kg WB 1.6 None or CO2 15-25mm 205-255 24-28
11086600 27kg Coil 2.4 None 20-30mm 200-350 24-28
11087700 90kg HP 2.4 None 20-30mm 200-350 24-28
11000500 27kg Coil 2.8 None 20-30mm 200-350 24-28
11143700 100# QP 2.8 None 20-30mm 200-350 24-28
Nominal Composition:C: 4.5% Mn: 1.5% Si: 1.5% Cr: 25.0% Mo: 1.1% Fe: Bal.
Typical Rockwell Hardness:Hardness:
2 Passes on mild steel 58-62 HRC2 Passes on Mang. steel 51-55 HRC
On carbon or low alloy steel: Slightly magneticOn Mang. steel: Non-magnetic
STOODY 100HC
STOODY 100HC is a high chromium-iron alloy recommended for applicationssubject to severe abrasion and moderate impact and heat. Develops very tight crosschecking pattern and is frequently used in crushing applications. Generally limitedto 2 layers although in the rebuilding of coal pulverizer rolls multiple layers can beapplied using specific welding procedures. Deposits are not machinable orforgeable and can be used in hot wear applications up to 480°C.
Welding Procedures/Characteristics: DC reverse polarity recommended usingeither stringer or weave beads. Increased deposition can be achieved using straightpolarity but weld soundness will suffer. Can be applied to carbon, low alloy, andmanganese steels. Recommended for downhand welding only. When multiplelayers are to be run, stringer beads must be run and deposit must have tight (9-12mm) cross checking pattern in order to be successful.
Applications: Gyratory Mantles, Cage Pins, Scrubbers, Crusher Rolls
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11313400 27kg Coil 2.4 None 20-30mm 200-400 26-30
11001000 27kg Coil 2.8 None 20-30mm 200-400 26-30
11141700 90kg HP 2.8 None 20-30mm 200-400 26-30
11235400 227kg POP 2.8 None 20-30mm 200-400 26-30
11807700 227kg POP 3.2 None 30-40mm 400-550 31-34
Moderate to Severe Impact & Moderate to Severe Abrasion
8
Nominal Composition:C: 5.2% Mn: 0.7% Si: 0.8% Cr: 20.4% Fe: Bal.
Typical Rockwell Hardness:Base Metal Layers Hardness.20% C 1 55-58 HRC.20% C 2 62-64 HRC
Hardness:1 Pass on mild steel 55-64 HRC2 Passes on mild steel 59-64 HRC
On mild steel: Slightly magneticOn Mang. steel: Magnetic
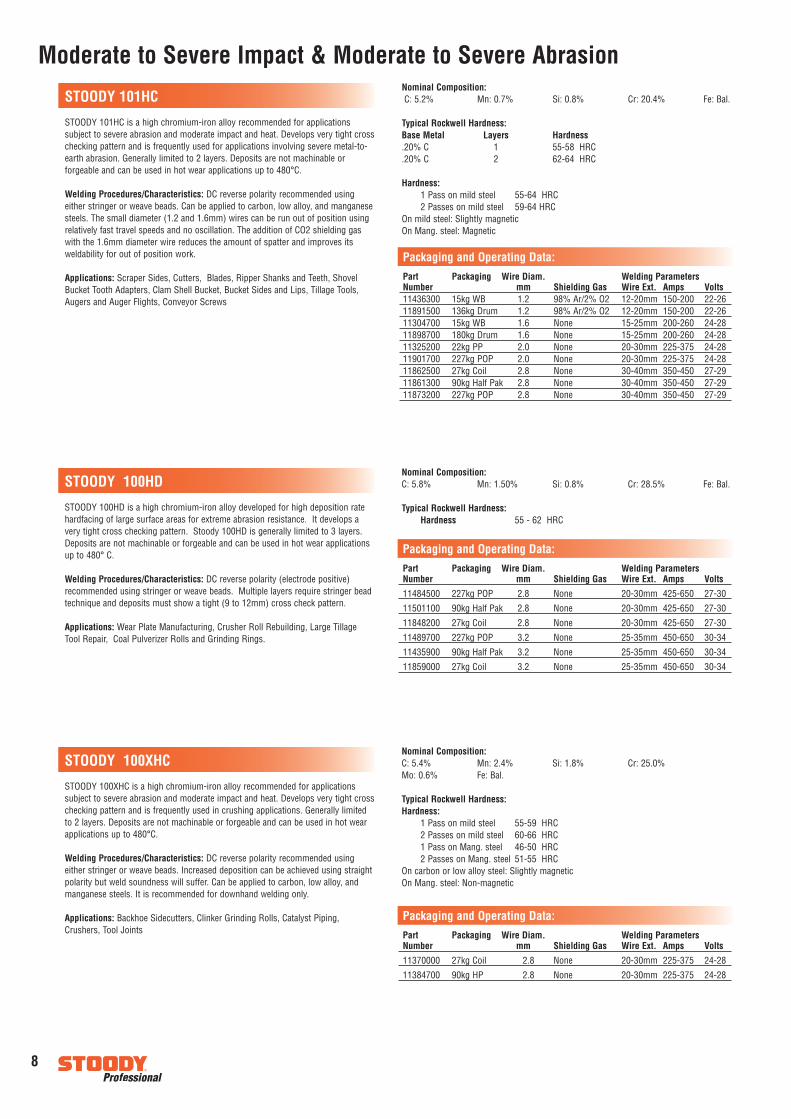
STOODY 101HC
STOODY 101HC is a high chromium-iron alloy recommended for applicationssubject to severe abrasion and moderate impact and heat. Develops very tight crosschecking pattern and is frequently used for applications involving severe metal-to-earth abrasion. Generally limited to 2 layers. Deposits are not machinable orforgeable and can be used in hot wear applications up to 480°C.
Welding Procedures/Characteristics: DC reverse polarity recommended usingeither stringer or weave beads. Can be applied to carbon, low alloy, and manganesesteels. The small diameter (1.2 and 1.6mm) wires can be run out of position usingrelatively fast travel speeds and no oscillation. The addition of CO2 shielding gaswith the 1.6mm diameter wire reduces the amount of spatter and improves itsweldability for out of position work.
Applications: Scraper Sides, Cutters, Blades, Ripper Shanks and Teeth, ShovelBucket Tooth Adapters, Clam Shell Bucket, Bucket Sides and Lips, Tillage Tools,Augers and Auger Flights, Conveyor Screws
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts11436300 15kg WB 1.2 98% Ar/2% O2 12-20mm 150-200 22-2611891500 136kg Drum 1.2 98% Ar/2% O2 12-20mm 150-200 22-2611304700 15kg WB 1.6 None 15-25mm 200-260 24-2811898700 180kg Drum 1.6 None 15-25mm 200-260 24-2811325200 22kg PP 2.0 None 20-30mm 225-375 24-2811901700 227kg POP 2.0 None 20-30mm 225-375 24-2811862500 27kg Coil 2.8 None 30-40mm 350-450 27-2911861300 90kg Half Pak 2.8 None 30-40mm 350-450 27-2911873200 227kg POP 2.8 None 30-40mm 350-450 27-29
Nominal Composition:C: 5.8% Mn: 1.50% Si: 0.8% Cr: 28.5% Fe: Bal.
Typical Rockwell Hardness:Hardness 55 - 62 HRC
STOODY 100HD
STOODY 100HD is a high chromium-iron alloy developed for high deposition ratehardfacing of large surface areas for extreme abrasion resistance. It develops avery tight cross checking pattern. Stoody 100HD is generally limited to 3 layers.Deposits are not machinable or forgeable and can be used in hot wear applicationsup to 480° C.
Welding Procedures/Characteristics: DC reverse polarity (electrode positive)recommended using stringer or weave beads. Multiple layers require stringer beadtechnique and deposits must show a tight (9 to 12mm) cross check pattern.
Applications: Wear Plate Manufacturing, Crusher Roll Rebuilding, Large Tillage Tool Repair, Coal Pulverizer Rolls and Grinding Rings.
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11484500 227kg POP 2.8 None 20-30mm 425-650 27-30
11501100 90kg Half Pak 2.8 None 20-30mm 425-650 27-30
11848200 27kg Coil 2.8 None 20-30mm 425-650 27-30
11489700 227kg POP 3.2 None 25-35mm 450-650 30-34
11435900 90kg Half Pak 3.2 None 25-35mm 450-650 30-34
11859000 27kg Coil 3.2 None 25-35mm 450-650 30-34
Nominal Composition:C: 5.4% Mn: 2.4% Si: 1.8% Cr: 25.0% Mo: 0.6% Fe: Bal.
Typical Rockwell Hardness:Hardness:
1 Pass on mild steel 55-59 HRC2 Passes on mild steel 60-66 HRC1 Pass on Mang. steel 46-50 HRC2 Passes on Mang. steel 51-55 HRC
On carbon or low alloy steel: Slightly magneticOn Mang. steel: Non-magnetic
STOODY 100XHC
STOODY 100XHC is a high chromium-iron alloy recommended for applicationssubject to severe abrasion and moderate impact and heat. Develops very tight crosschecking pattern and is frequently used in crushing applications. Generally limitedto 2 layers. Deposits are not machinable or forgeable and can be used in hot wearapplications up to 480°C.
Welding Procedures/Characteristics: DC reverse polarity recommended usingeither stringer or weave beads. Increased deposition can be achieved using straightpolarity but weld soundness will suffer. Can be applied to carbon, low alloy, andmanganese steels. It is recommended for downhand welding only.
Applications: Backhoe Sidecutters, Clinker Grinding Rolls, Catalyst Piping,Crushers, Tool Joints
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11370000 27kg Coil 2.8 None 20-30mm 225-375 24-28
11384700 90kg HP 2.8 None 20-30mm 225-375 24-28
9
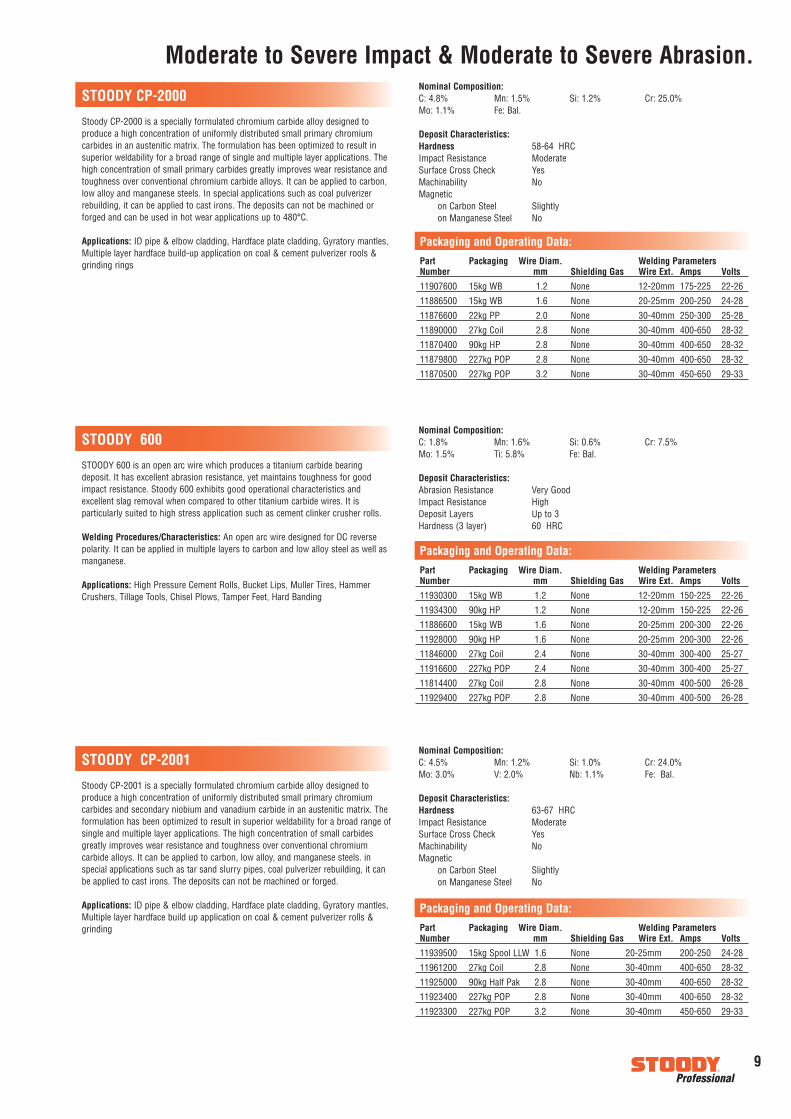
Moderate to Severe Impact & Moderate to Severe Abrasion.Nominal Composition:C: 4.8% Mn: 1.5% Si: 1.2% Cr: 25.0% Mo: 1.1% Fe: Bal.
Deposit Characteristics:Hardness 58-64 HRCImpact Resistance ModerateSurface Cross Check YesMachinability NoMagnetic
on Carbon Steel Slightlyon Manganese Steel No
STOODY CP-2000
Stoody CP-2000 is a specially formulated chromium carbide alloy designed toproduce a high concentration of uniformly distributed small primary chromiumcarbides in an austenitic matrix. The formulation has been optimized to result insuperior weldability for a broad range of single and multiple layer applications. Thehigh concentration of small primary carbides greatly improves wear resistance andtoughness over conventional chromium carbide alloys. It can be applied to carbon,low alloy and manganese steels. In special applications such as coal pulverizerrebuilding, it can be applied to cast irons. The deposits can not be machined orforged and can be used in hot wear applications up to 480°C.
Applications: ID pipe & elbow cladding, Hardface plate cladding, Gyratory mantles,Multiple layer hardface build-up application on coal & cement pulverizer rools &grinding rings
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11907600 15kg WB 1.2 None 12-20mm 175-225 22-26
11886500 15kg WB 1.6 None 20-25mm 200-250 24-28
11876600 22kg PP 2.0 None 30-40mm 250-300 25-28
11890000 27kg Coil 2.8 None 30-40mm 400-650 28-32
11870400 90kg HP 2.8 None 30-40mm 400-650 28-32
11879800 227kg POP 2.8 None 30-40mm 400-650 28-32
11870500 227kg POP 3.2 None 30-40mm 450-650 29-33
Nominal Composition:C: 1.8% Mn: 1.6% Si: 0.6% Cr: 7.5% Mo: 1.5% Ti: 5.8% Fe: Bal.
Deposit Characteristics:Abrasion Resistance Very GoodImpact Resistance HighDeposit Layers Up to 3Hardness (3 layer) 60 HRC
STOODY 600
STOODY 600 is an open arc wire which produces a titanium carbide bearingdeposit. It has excellent abrasion resistance, yet maintains toughness for goodimpact resistance. Stoody 600 exhibits good operational characteristics andexcellent slag removal when compared to other titanium carbide wires. It isparticularly suited to high stress application such as cement clinker crusher rolls.
Welding Procedures/Characteristics: An open arc wire designed for DC reversepolarity. It can be applied in multiple layers to carbon and low alloy steel as well asmanganese.
Applications: High Pressure Cement Rolls, Bucket Lips, Muller Tires, HammerCrushers, Tillage Tools, Chisel Plows, Tamper Feet, Hard Banding
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11930300 15kg WB 1.2 None 12-20mm 150-225 22-26
11934300 90kg HP 1.2 None 12-20mm 150-225 22-26
11886600 15kg WB 1.6 None 20-25mm 200-300 22-26
11928000 90kg HP 1.6 None 20-25mm 200-300 22-26
11846000 27kg Coil 2.4 None 30-40mm 300-400 25-27
11916600 227kg POP 2.4 None 30-40mm 300-400 25-27
11814400 27kg Coil 2.8 None 30-40mm 400-500 26-28
11929400 227kg POP 2.8 None 30-40mm 400-500 26-28
Nominal Composition:C: 4.5% Mn: 1.2% Si: 1.0% Cr: 24.0% Mo: 3.0% V: 2.0% Nb: 1.1% Fe: Bal.
Deposit Characteristics:Hardness 63-67 HRCImpact Resistance ModerateSurface Cross Check YesMachinability NoMagnetic
on Carbon Steel Slightlyon Manganese Steel No
STOODY CP-2001
Stoody CP-2001 is a specially formulated chromium carbide alloy designed toproduce a high concentration of uniformly distributed small primary chromiumcarbides and secondary niobium and vanadium carbide in an austenitic matrix. Theformulation has been optimized to result in superior weldability for a broad range ofsingle and multiple layer applications. The high concentration of small carbidesgreatly improves wear resistance and toughness over conventional chromiumcarbide alloys. It can be applied to carbon, low alloy, and manganese steels. inspecial applications such as tar sand slurry pipes, coal pulverizer rebuilding, it canbe applied to cast irons. The deposits can not be machined or forged.
Applications: ID pipe & elbow cladding, Hardface plate cladding, Gyratory mantles,Multiple layer hardface build up application on coal & cement pulverizer rolls &grinding
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11939500 15kg Spool LLW 1.6 None 20-25mm 200-250 24-28
11961200 27kg Coil 2.8 None 30-40mm 400-650 28-32
11925000 90kg Half Pak 2.8 None 30-40mm 400-650 28-32
11923400 227kg POP 2.8 None 30-40mm 400-650 28-32
11923300 227kg POP 3.2 None 30-40mm 450-650 29-33
Moderate to Severe Impact & Moderate to Severe Abrasion
Types of Packaging
10
Nominal Composition:C: 5.2% Mn: 0.9% Si: 0.4% Cr: 24.4% Nb: 7.3% Fe: Bal
Deposit Characteristics:Abrasion Resistance Very GoodImpact Resistance LowHardness (3 layers) 60 HRC
STOODY 143
The Stoody 143 deposit consists of primary chromium carbides and secondarycolumbium (Niobium) carbides in an austenitic matrix. Deposits posses high abrasion resistance and maintain hardness up to 760°C.
Welding Procedures/Characteristics: DC reverse polarity (DCEP) is recommendedusing stringer or weave beads. Can be applied to carbon, low alloy or manganesesteels. Limited to three layers maximum.
Applications:Coal and Steel Industry: Exhaust Fan Blades, Crushers, Coke Pusher Shoes, Wear Plates, Hoppers, Shoots and ScreensCement and Refractory: Cement Screws, Cement Dryers, Hot Cement Cones,Cement Furnace Parts, Mixer Blades, PressesNon-Ferrous Metals: Copper Ladles, Zinc Pots, Tin Mill Parts, Copper Bar Guides,Zinc ScrapersMining: Wear Plates, Excavator Bucket Teeth, Conveyor Screws, Slurry Pipes
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11877000 15kg WB 1.6 None 10-15mm 170-220 24-26
11867800 27kg Coil 2.8 None 25-35mm 280-550 28-32
11857800 227kg POP 2.8 None 25-35mm 280-550 28-32
Nominal Composition:C: 5.8% Mn: 1.0% Si: 0.7% Cr: 22.0% Mo: 5.2%Nb: 5.1% W: 1.8% V: 1.5% Fe: Bal.
Deposit Characteristics:Abrasion Resistance ExcellentImpact Resistance LowHardness (2 layers) 59-61 HRC
STOODY 145
The Stoody 145 is a highly alloyed open arc wire with high abrasion resistance,high corrosion resistance and high hardness at elevated temperatures. The Stoody145 alloyed wire contains columbium (niobium), which contributes to its excellenthigh temperature abrasion resistance up to 820°C.
Welding Procedures/Characteristics: DC reverse polarity (DCEP) is recommendedusing stringer or weave beads. Can be applied to carbon, low alloy or manganesesteels. Limited to two layers maximum.
Applications: Iron and Steel Industry: Guides, Sinter Plant Parts, Blast Furnace Parts, SlagRakes, Hot Guide, Hot Ash Elbows, Exhaust Fan Blades, Crushers, Coke PusherShows, Hot Screens, Tilt Fingers, Hot Billet Handlers.Cement and Refractory: Cement Screws, Cement Dryers, Hot Cement Cones,Cement Furnace Parts, Mixer Blades, PressesNon-Ferrous Metals: Copper Ladles, Slag Ladles, Zinc Pots, Tin Mill Parts, CopperBar Guides, Zinc ScrapersMining: Wear Plates, Excavator Bucket Teeth, Conveyor Screws, Slurry Pipes
Packaging and Operating Data:Part Packaging Wire Diam. Welding ParametersNumber mm Shielding Gas Wire Ext. Amps Volts
11944900 27kg Coil 2.4 None 20-30mm 250-500 26-30
11414300 27kg Coil 2.8 None 20-30mm 300-550 28-34
11484700 90kg HP 2.8 None 20-30mm 300-550 28-34
11440200 227kg POP 2.8 None 20-30mm 300-550 28-34
11949200 90kg HP 3.2 None 35-45mm 400-600 32-34
11871300 227kg POP 3.2 None 35-45mm 400-600 32-34
Standard packages for Stoody wires are:
- 15 kg WB (wire basket) spools
- 22 kg PP (Polypak) coils (300mm internal diameter)
- 27 kg coils (300mm internal diameter)
- 90 kg HP (Half pack drums)
- 227 kg POP (Pay-off pack) drums
Packaging will vary with different wire diameters.
Other packaging options are available on request.
11
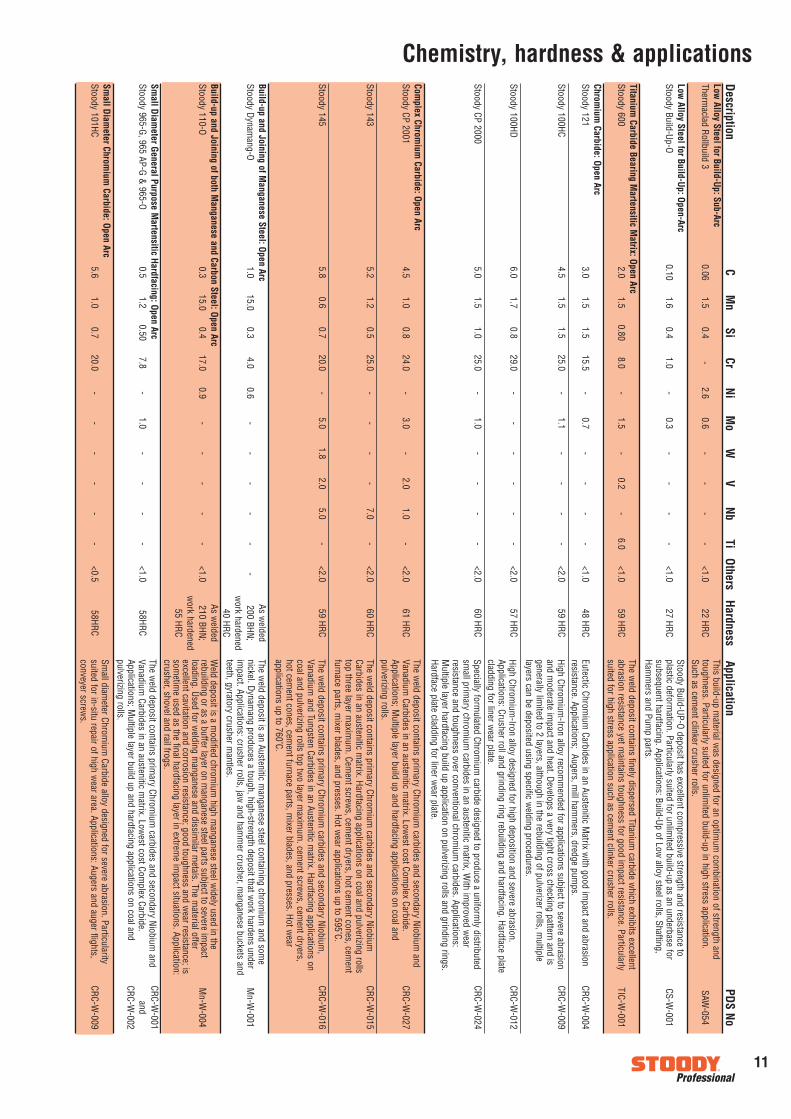
Chemistry, hardness & applicationsDescription
CM
nSi
CrNi
Mo
WV
NbTi
OthersHardness
ApplicationPDS No
Low Alloy Steel for Build-Up: Sub-Arc
Thermaclad Rollbuild 3
0.061.5
0.4-
2.60.6
--
--
<1.022 HRC
SAW-054
Low Alloy Steel for Build-Up: Open-Arc
Stoody Build-Up-O0.10
1.60.4
1.0-
0.3-
--
-<1.0
27 HRCCS-W
-001
Titanium Carbide Bearing M
artensitic Matrix: Open Arc
Stoody 6002.0
1.50.80
8.0-
1.5-
0.2-
6.0<1.0
59 HRCTIC-W
-001
Chromium
Carbide: Open ArcStoody 121
3.01.5
1.515.5
-0.7
--
--
<1.048 HRC
CRC-W-004
Stoody 100HC4.5
1.51.5
25.0-
1.1-
--
-<2.0
59 HRCCRC-W
-009
Stoody 100HD6.0
1.70.8
29.0-
--
--
-<2.0
57 HRCCRC-W
-012
Stoody CP 20005.0
1.51.0
25.0-
1.0-
--
-<2.0
60 HRCCRC-W
-024
Complex Chrom
ium Carbide: Open Arc
Stoody CP 20014.5
1.00.8
24.0-
3.0-
2.01.0
-<2.0
61 HRCCRC-W
-027
Stoody 1435.2
1.20.5
25.0-
--
-7.0
-<2.0
60 HRCCRC-W
-015
Stoody 1455.8
0.60.7
20.0-
5.01.8
2.05.0
-<2.0
59 HRCCRC-W
-016
Build-up and Joining of Manganese Steel: Open Arc
As welded
Stoody Dynamang-O
1.015.0
0.34.0
0.6-
--
--
-200 BHN;
Mn-W
-001w
ork hardened40 HRC
Build-up and Joining of both Manganese and Carbon Steel: Open Arc
As welded
Stoody 110-O0.3
15.00.4
17.00.9
--
--
-<1.0
210 BHN;M
n-W-004
work hardened
55 HRC
Small Diam
eter General Purpose Martensitic Hardfacing: Open Arc
CRC-W-001
Stoody 965-G, 965 AP-G & 965-O
0.51.2
0.507.8
-1.0
--
--
<1.058HRC
andCRC-W
-002
Small Diam
eter Chromium
Carbide: Open ArcStoody 101HC
5.61.0
0.720.0
--
--
--
<0.558HRC
CRC-W-009
This build-up material w
as designed for an optimum
combination of strength and
toughness. Particularly suited for unlimited build-up in high stress application.
Such as cement clinker crusher rolls.
Stoody Build-UP-O deposit has excellent compressive strength and resistance to
plastic deformation. Particularly suited for unlim
ited build-up as an underbase forsubsequent hardfacing. Applications: Build-Up of Low
alloy steel rolls, Shafting,Ham
mers and Pum
p parts.
The weld deposit contains finely dispersed Titanium
carbide which exhibits excellent
abrasion resistance yet maintains toughness for good im
pact resistance. Particularlysuited for high stress application such as cem
ent clinker crusher rolls.
Eutectic Chromium
Carbides in an Austenitic Matrix w
ith good impact and abrasion
resistance. Applications; Augers, mill ham
mers, dredge pum
ps.High Chrom
ium-Iron alloy recom
mended for applications subject to severe abrasion
and moderate im
pact and heat. Develops a very tight cross checking pattern and isgenerally lim
ited to 2 layers, although in the rebuilding of pulverizer rolls, multiple
layers can be deposited using specific welding procedures.
High Chromium
-Iron alloy designed for high deposition and severe abrasion.Applications: Crusher roll and grinding ring rebuilding and hardfacing. Hardface platecladding for liner w
ear plate.Specially form
ulated Chromium
carbide designed to produce a uniformly distributed
small prim
ary chromium
carbides in an austenitic matrix, W
ith improved w
earresistance and toughness over conventional chrom
ium carbides. Applications:
Multiple layer hardfacing build up application on pulverizing rolls and grinding rings.
Hardface plate cladding for liner wear plate.
The weld deposit contains prim
ary Chromium
carbides and secondary Niobium and
Vanadium Carbides in an austenitic m
atrix. Lowest cost Com
plex Carbide.Applications; M
ultiple layer build up and hardfacing applications on coal andpulverizing rolls.
The weld deposit contains prim
ary Chromium
carbides and secondary Niobium and
Vanadium Carbides in an austenitic m
atrix. Lowest cost Com
plex Carbide.Applications; M
ultiple layer build up and hardfacing applications on coal andpulverizing rolls.
Small diam
eter Chromium
Carbide alloy designed for severe abrasion. Particularitysuited for in-situ repair of high w
ear area. Applications: Augers and auger flights,conveyer screw
s.
The weld deposit contains prim
ary Chromium
carbides and secondary NiobiumCarbides in an austenitic m
atrix. Hardfacing applications on coal and pulverizing rollstop three layer m
aximum
. Cement screw
s, cement dryers, hot cem
ent cones, cement
furnace parts, mixer blades, and presses. Hot w
ear applications up to 595˚C.
The weld deposit contains prim
ary Chromium
carbides and secondary Niobium,
Vanadium and Tungsten Carbides in an Austenitic m
atrix. Hardfacing applications oncoal and pulverizing rolls top tw
o layer maxim
um. cem
ent screws, cem
ent dryers,hot cem
ent cones, cement furnace parts, m
ixer blades, and presses. Hot wear
applications up to 760˚C.
The weld deposit is an Austenitic m
anganese steel containing chromium
and some
nickel. Dynamang produces a tough, high-strength deposit that w
ork hardens underim
pact. Applications: crusher rolls, jaw and ham
mer crusher, m
anganese buckets andteeth, gyratory crusher m
antles.
Weld deposit is a m
odified chromium
high manganese steel w
idely used in therebuilding or as a buffer layer on m
anganese steel parts subject to severe impact
loading. Used for welding m
anganese and dissimilar m
etals. The material offer
excellent cavitation and corrosion resistance; good toughness and wear resistance; is
sometim
e used as the final hardfacing layer in extreme im
pact situations. Application:crusher, shovel and rail frogs.

Thermadyne Asia Pacific Head Office
71 Gower St, Preston VIC 3072 Australia
Customer Care
Tel: 1300 654 674 Fax: 03 9474 7391
International Enquiries Tel: + 61 3 9474 7508
Fax: + 61 3 9474 7488
Email: [email protected]
www.thermadyne.com
Malaysia - Thermadyne Asia Sdn BhdLot 151, Jalan Industri 3/5ARawang Integrated Industrial Park Jin Batu Arang48000 Rawang Selangor Darul EhsanWest Malaysia
Telephone: 603+ 6092 2988Facsimile: 603+ 6092 1085
Indonesia - PT. Thermadyne Utama IndonesiaJL Angsana 11 Blok AE No.28Delta Silicon - CikerangBekasi, 17550 Indonesia
Telephone: 62 21+8990 6095Facsimile: 62 21+8990 6096
China - Thermadyne Industries, Inc.Unit 4F2, Zhao Feng Universal Building, No. 1800 West Zhongshan Road,Xuhui District, Shanghai 200235China
Telephone: 86 21 6407 2626Facsimile: 86 21 6448 3032
Authorised Distributor:A
D40
14 S
tood
y C
emen
t C
at 8
.10