gas treatment plant chris, stephanie, kyle, mariam mentor: jerry palmer
TRANSCRIPT
Gas Treatment Plant
Chris, Stephanie, Kyle, MariamMentor: Jerry Palmer
Outline1. Block Flow diagram
2. Mass Balance
2. Liquid Knockout
3. Sour Gas Treatments
4. Gas Dehydration
5. NGL Recovery and CO2 Removal
6. NGL Stabilization
7. Inert Removal-N2
8. Equipment Cost
9. Capital Cost
10. Revenues
11. Sample Calculations
12. Question & Answer
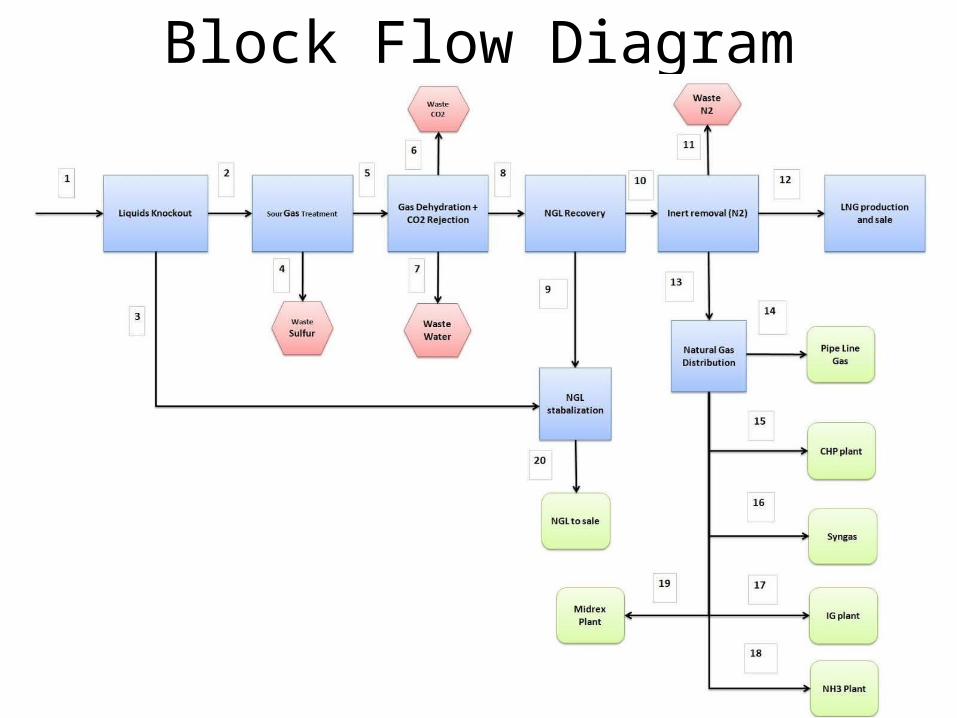
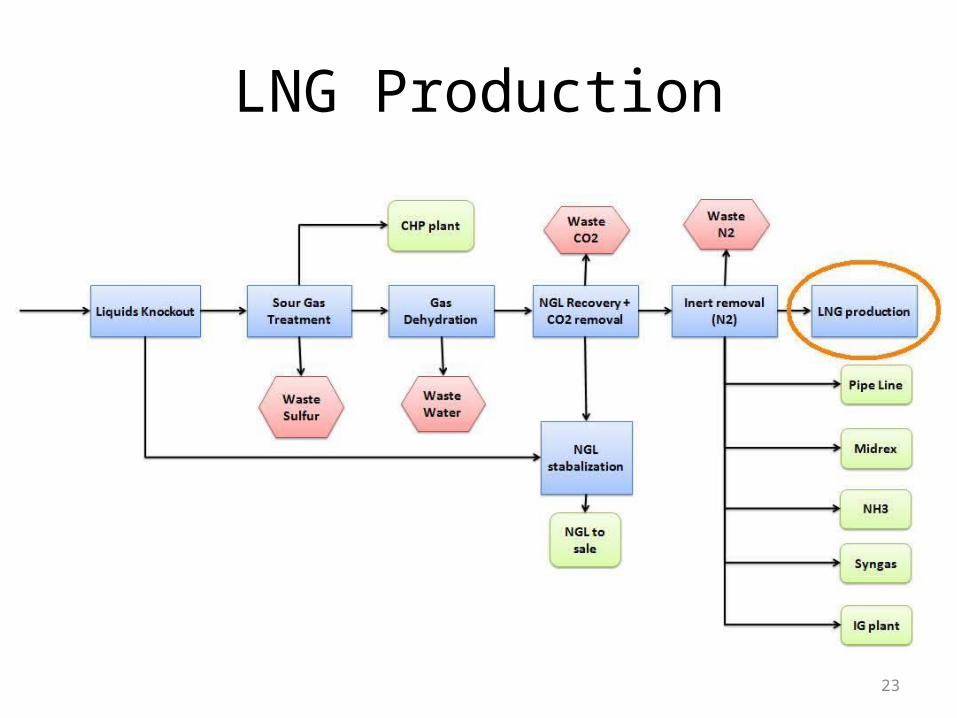
Block Flow Diagram
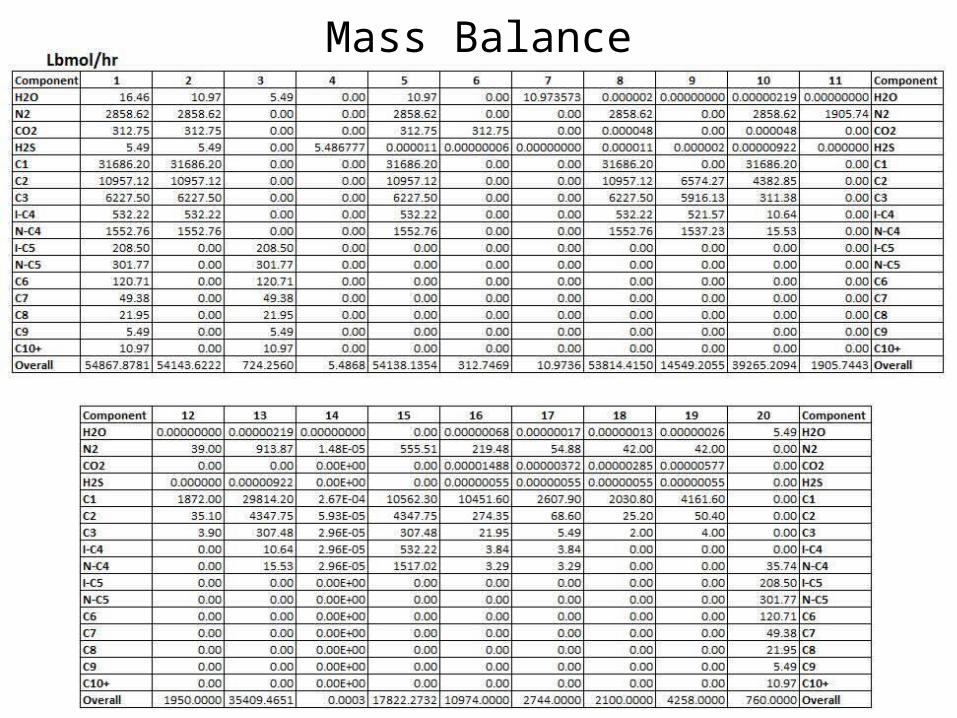
Mass Balance
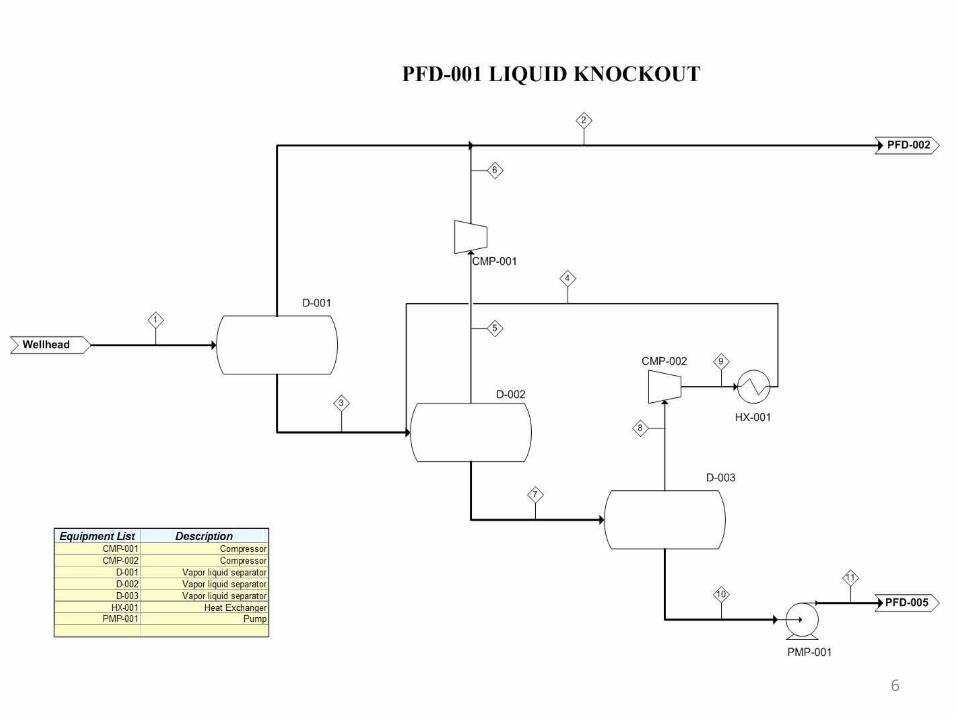
Liquid Knockout3- Horizontal Tanks and decreasing temperature and
pressure.In a dynamic refinery environment it is important to
have the capability to compensate for a surge of liquids and take out any non-volatile components which will cause issues in the future separation processes.
3 tanks are used because its the most efficient setup for large scale processes.
5
6

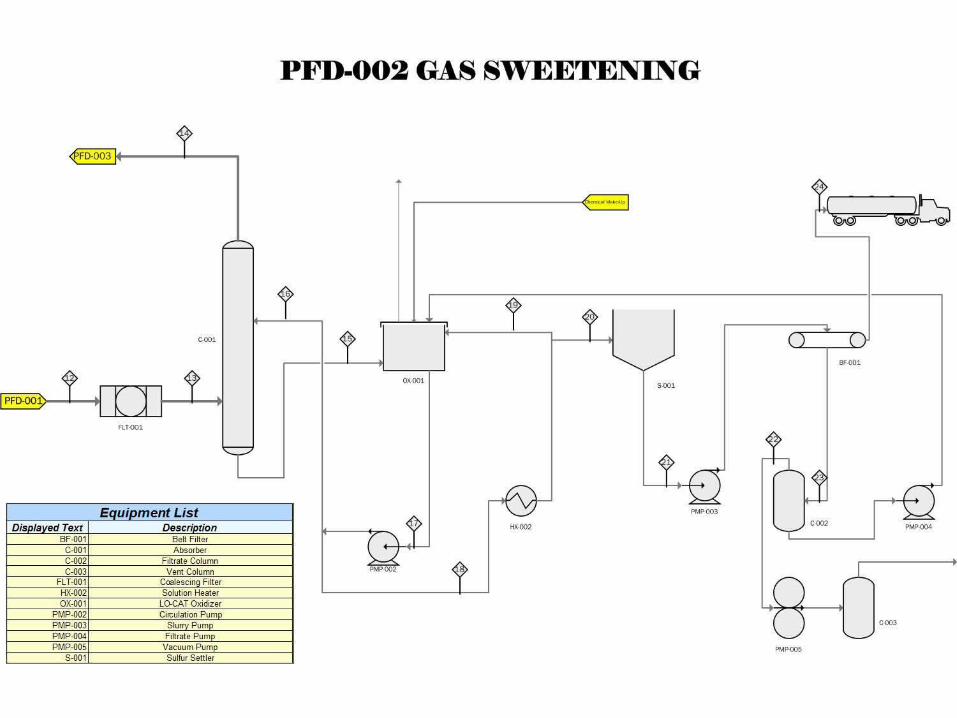
Sour Gas Treatment
7
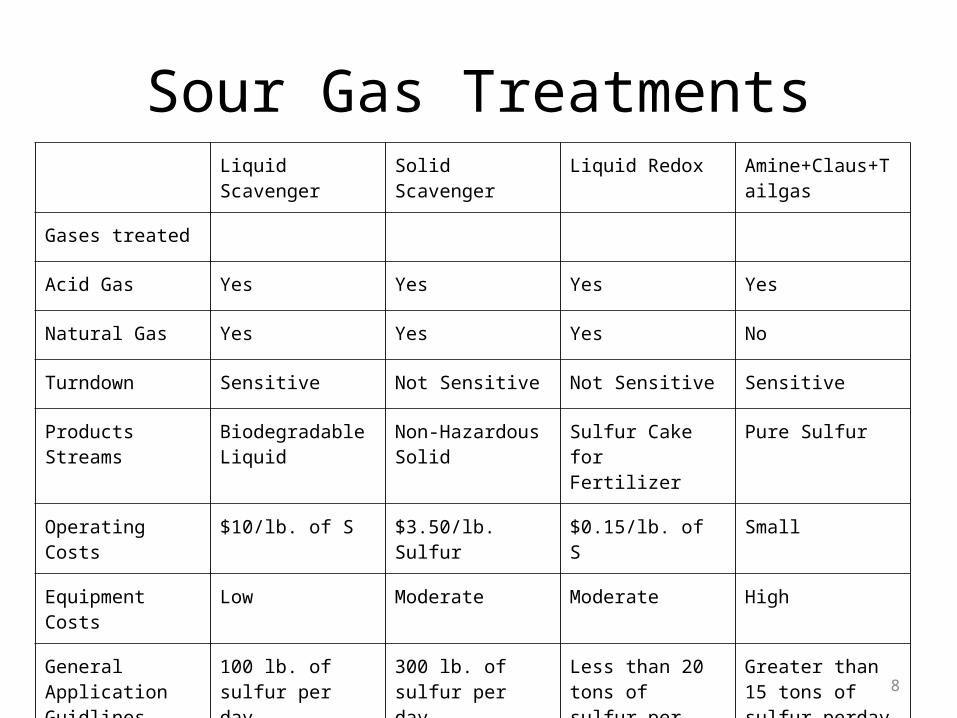
Sour Gas TreatmentsLiquid Scavenger Solid Scavenger Liquid Redox Amine+Claus+Tail
gas
Gases treated
Acid Gas Yes Yes Yes Yes
Natural Gas Yes Yes Yes No
Turndown Sensitive Not Sensitive Not Sensitive Sensitive
Products Streams Biodegradable Liquid
Non-Hazardous Solid
Sulfur Cake for Fertilizer
Pure Sulfur
Operating Costs $10/lb. of S $3.50/lb. Sulfur $0.15/lb. of S Small
Equipment Costs Low Moderate Moderate High
General Application Guidlines
100 lb. of sulfur per day
300 lb. of sulfur per day
Less than 20 tons of sulfur per day
Greater than 15 tons of sulfur perday and greater than 15% H2S
8
Why LO-CAT II?
-System Stability
-Ease of operation and Catalyst consumption
-Chemical Cost is roughly 1/2 to 1/3 of a
Sulferox Unit
-Uses a Patented chelate system that is more
resistant to Oxidation

Gas Dehydration
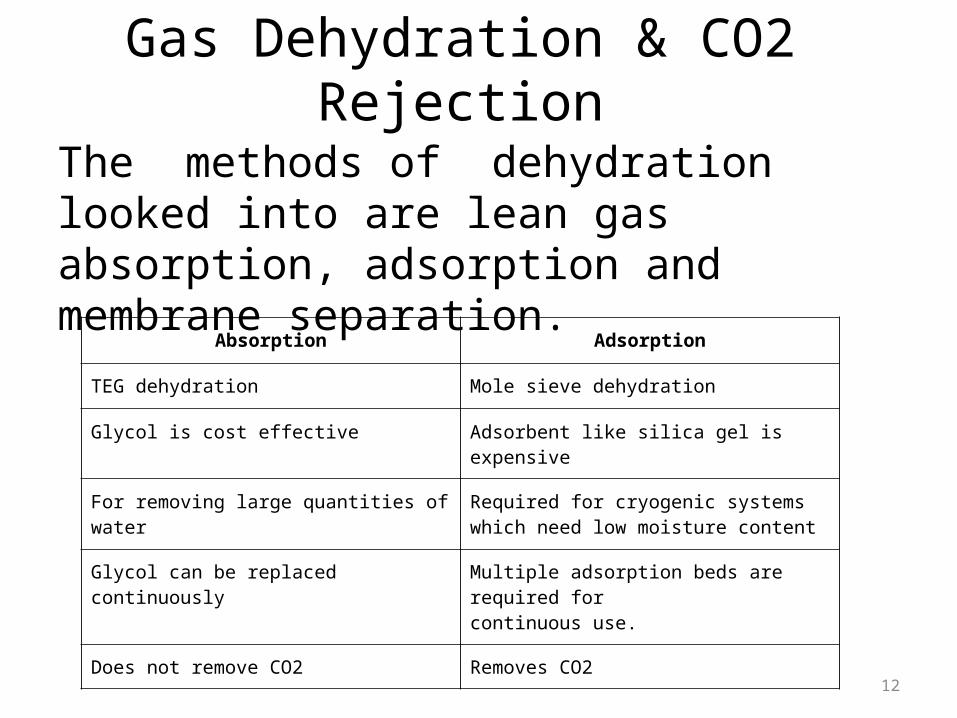
Gas Dehydration & CO2 Rejection
The methods of dehydration looked into are lean gas absorption, adsorption and membrane separation.
Absorption Adsorption
TEG dehydration Mole sieve dehydration
Glycol is cost effective Adsorbent like silica gel is expensive
For removing large quantities of water Required for cryogenic systems which need low moisture content
Glycol can be replaced continuously Multiple adsorption beds are required for continuous use.
Does not remove CO2 Removes CO2
12
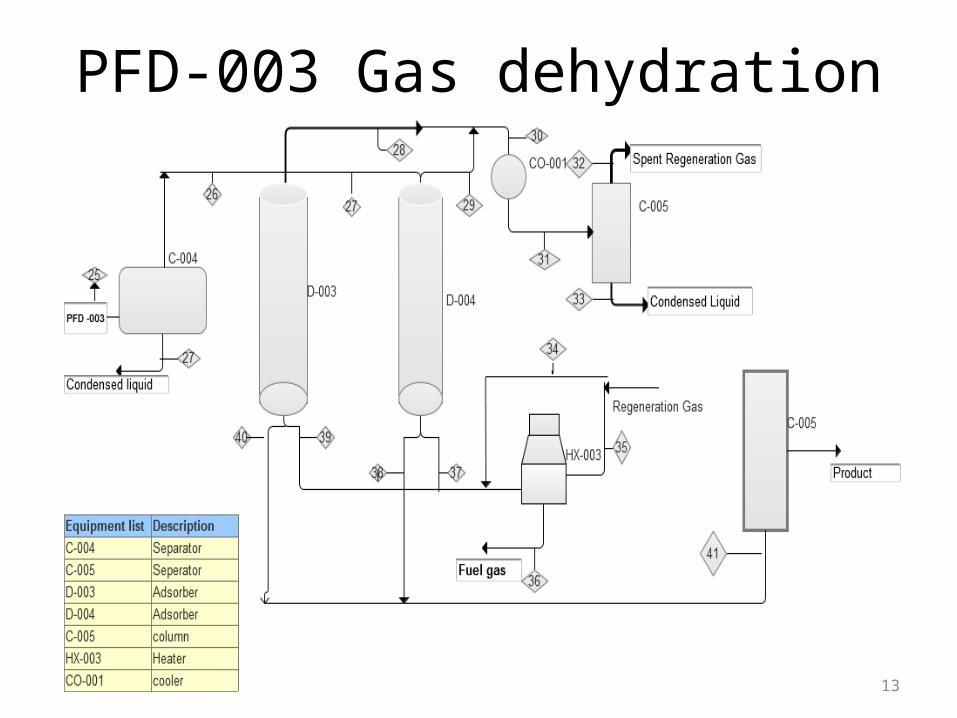
PFD-003 Gas dehydration
13
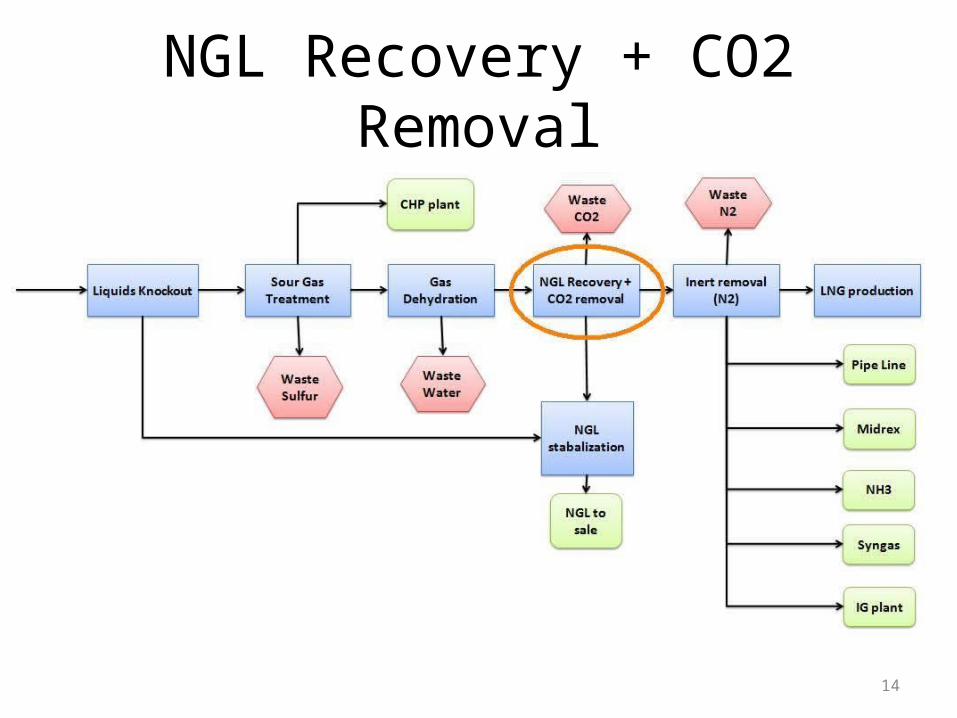
NGL Recovery + CO2 Removal
14
NGL RecoveryMechanical Refrigeration Plant:- limited to -24 to -40 F- only 60% propaneLean oil absorption:- 40% ethane- 90% propane- 100% heavier hydrocarbons- Heating and cooling required- High operating costTurboexpander:- 60-90% ethane- 90-98% propane-100% of heavier hydrocarbons- Since high percent ethane recovery is needed, this is the most economical way
15
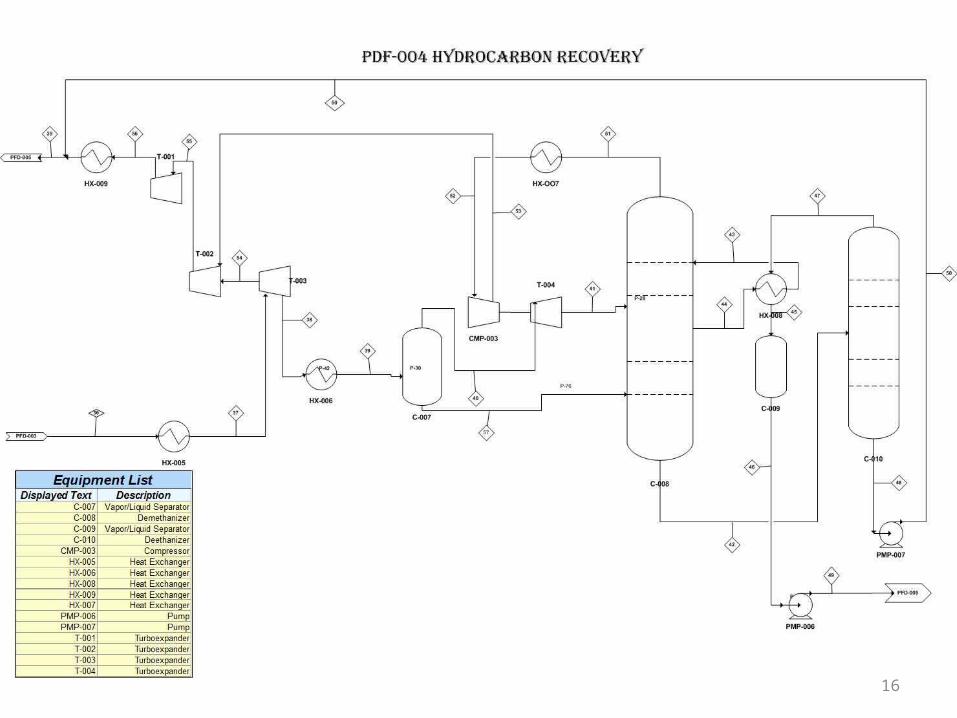
16
NGL Stabilization
17

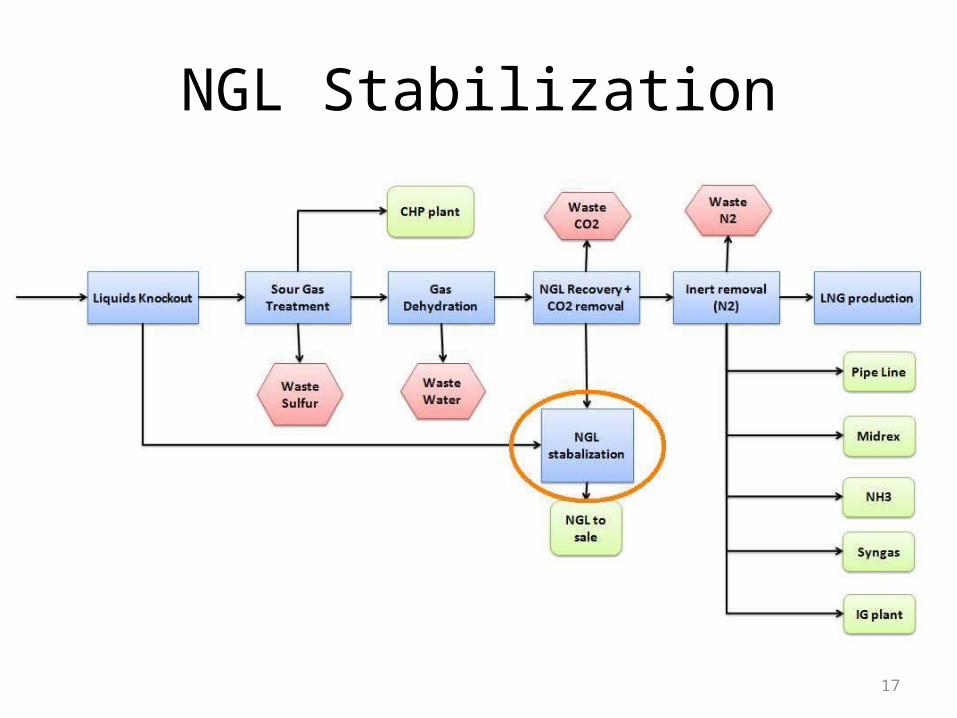
NGL Stabilization
• NGL's need to be stabilized to a point that it can be stored and transported in non-pressurized vessels.
• Enhances the safety in handling, and improving the liquid's marketability.
• Stabilizing the liquid reduces the volatility.
18

19
Inert Removal-N2
20
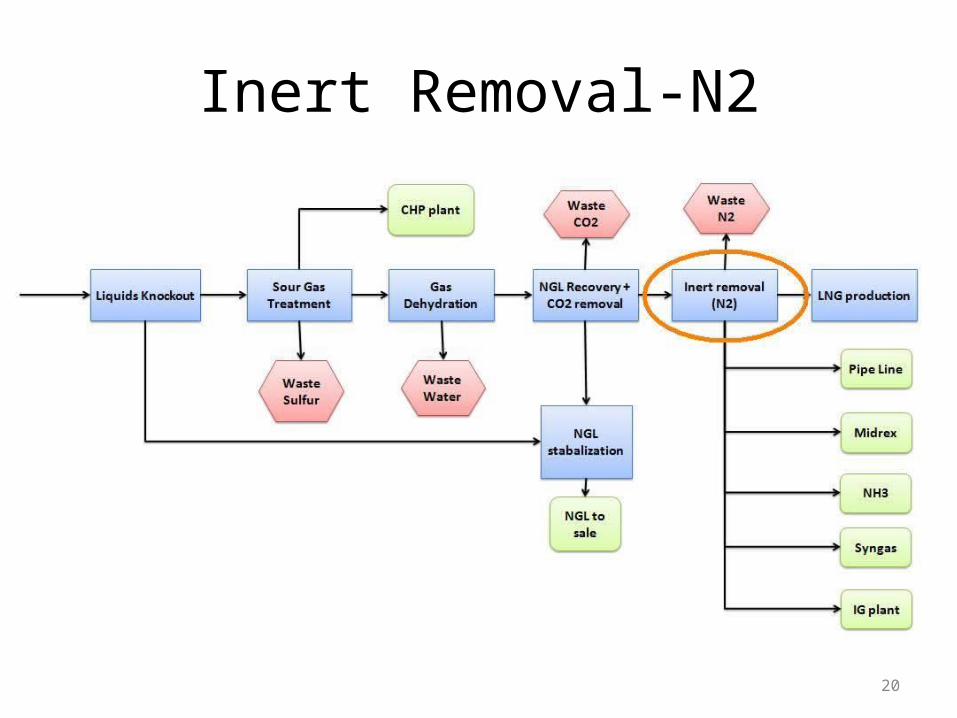
Inert Removal-N2
Available options are cryogenic distillation, membrane separation and PSA.Cryogenic distillation has been selected on the
basis that is very efficient for large scale separation facilities.
Additionally because LNG is being produced in the following stage its worthwhile to expend the energy to process the methane.
21

22
LNG Production
23
LNG Production
• LNG is produced under very low temperatures.
• Effective for transportation of natural gas over long distances.
• Safer than transporting compressed natural gas in vehicles because LNG is comparably low in pressure.
24

25
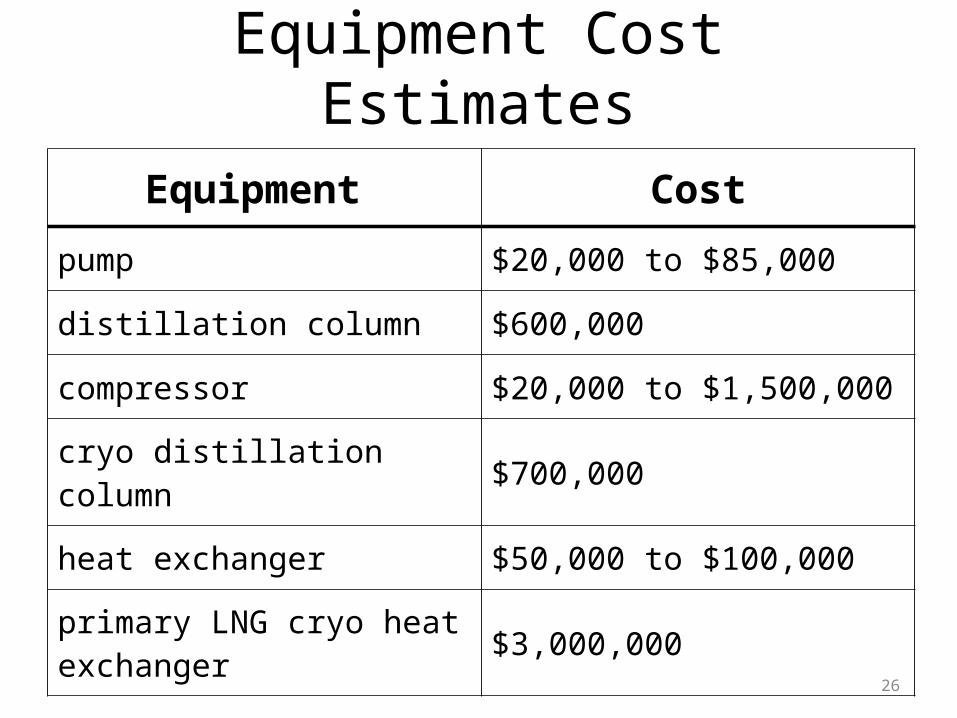
Equipment Cost Estimates
Equipment Cost
pump $20,000 to $85,000
distillation column $600,000
compressor $20,000 to $1,500,000
cryo distillation column $700,000
heat exchanger $50,000 to $100,000
primary LNG cryo heat exchanger $3,000,000
26
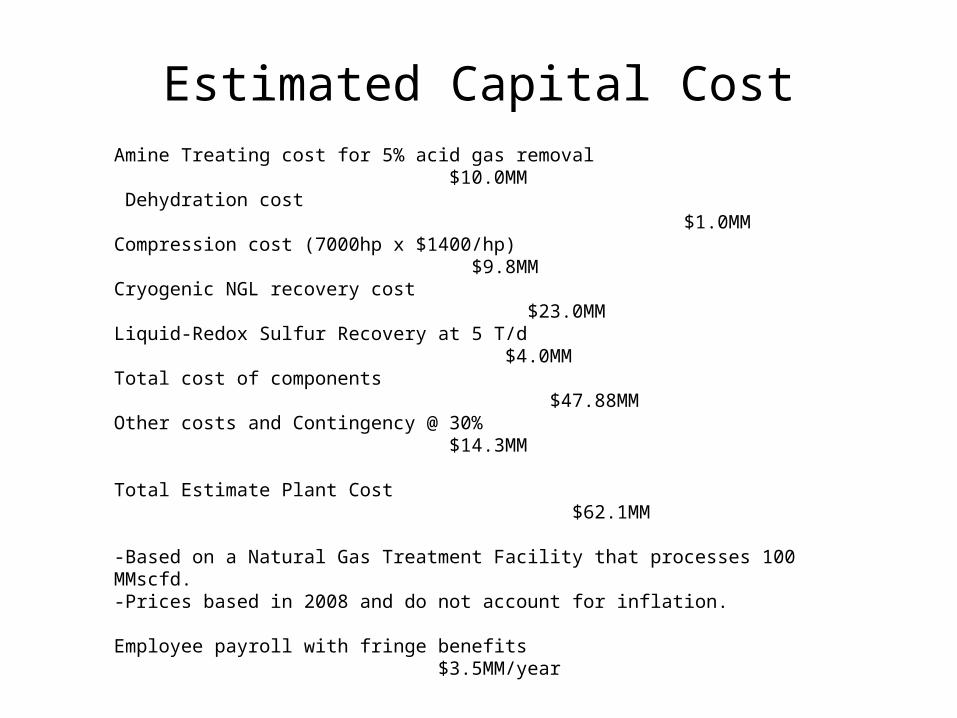
Estimated Capital CostAmine Treating cost for 5% acid gas removal $10.0MM Dehydration cost $1.0MMCompression cost (7000hp x $1400/hp) $9.8MMCryogenic NGL recovery cost $23.0MMLiquid-Redox Sulfur Recovery at 5 T/d $4.0MMTotal cost of components $47.88MMOther costs and Contingency @ 30% $14.3MM
Total Estimate Plant Cost $62.1MM
-Based on a Natural Gas Treatment Facility that processes 100 MMscfd.-Prices based in 2008 and do not account for inflation.
Employee payroll with fringe benefits $3.5MM/year

Revenues
• Natural Gas: 300 Million $/year• NGL: 110 Million $/year • LNG: 50 Million $/year• Elemental Sulfur: 50,000 $/year
27
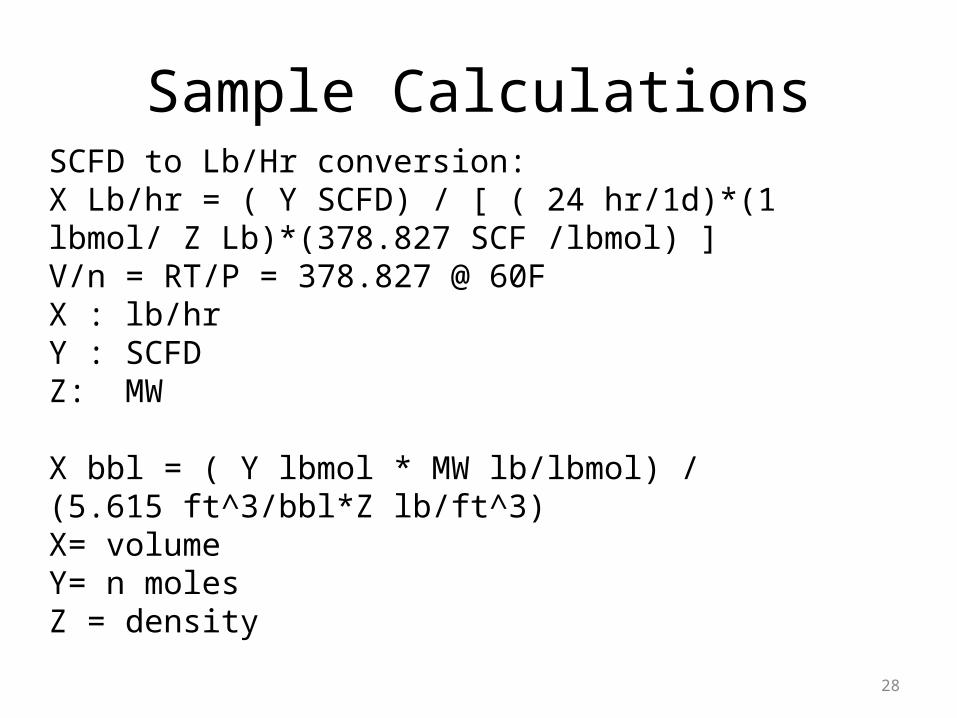
Sample CalculationsSCFD to Lb/Hr conversion:X Lb/hr = ( Y SCFD) / [ ( 24 hr/1d)*(1 lbmol/ Z Lb)*(378.827 SCF /lbmol) ]V/n = RT/P = 378.827 @ 60FX : lb/hrY : SCFDZ: MW
X bbl = ( Y lbmol * MW lb/lbmol) / (5.615 ft^3/bbl*Z lb/ft^3)X= volumeY= n molesZ = density
28

Q & A