getting started in the specialty food business
TRANSCRIPT
1
Getting Startedin the SpecialtyFood Business
William C. Hurst & A. Estes Reynolds, Extension Food ScientistsGeorge A. Schuler & P.T. Tybor, Former Extension Food Scientists
Basics of Food Product Development . . . . . . . . . . 2
Ingredient Functions and Selection . . . . . . . . . . . . 5
Food Processing . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Fermentation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Packaging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Labels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Coding Products . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Regulations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Marketing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Pricing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Brokers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Specialty Brokers . . . . . . . . . . . . . . . . . . . . . . . . . 13
New Product Presentation . . . . . . . . . . . . . . . . . . 13
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Additional Reading . . . . . . . . . . . . . . . . . . . . . . . 14
Americans are consuming more than $13 billionof specialty foods a year, reports Frost andSullivan, a New York marketing consultant
group, in the completed study “Gourmet Foods in theU.S.” This report cites a 20 percent per year increasein specialty food sales over the last four years. Withsuch an explosion in popularity, it is no wonder thatthere has been a nationwide surge in entrepreneurshipand the development of many regional food handlingand processing companies. In 1989, a statewide groupof cottage industries specializing in the manufacture ofgourmet foods formed Georgia's Specialty Food andWine Association [Ed. Note: now called the GeorgiaSpecialty Food Association – see their website atwww.gourmetgeorgia.com/] This association wasestablished to provide a foundation for improving thepromotion and marketing of specialty foods processedfrom Georgia's agricultural commodities.
The definition of a specialty food is somewhatvague according to the National Association forSpecialty Food Trade. Typically, specialty foods arelow-volume manufactured from the highest qualityingredients to produce a uniquely marketable productcommanding a high price. Specialty foods include, butare not limited to, fancy jams, jellies, sauces, relishes,nut and bakery products, confections, fine wines,exotic cheeses, specialty meats (pates, sausages,smoked turkey, salmon) and assorted beverages(natural sodas, sparkling water and teas). Specialtyfoods are marketed by mail order and through gourmetfood stores, gift shops and deli departments of chainstores.
Many specialty or gourmet foods are not really“new” products. Instead, they consist of variations orcombinations of existing products found already onsupermarket shelves. Many entrepreneurs are taking anexisting product and repacking it with a new name andimage (Vidalia onion relish). Others are improving theold version of a product with new packaging or abrand name (Southern-style barbecue sauce). Only a

2
few innovators are creating a completely new productthat serves an unmet need of the consumer (pecanbiscuits, surimi products and buffalo wings).
Consumers are attracted to specialty foods becausethey have the image of being “homemade” fromnatural ingredients and lacking preservatives. Much ofthe credit for their popularity is given to the postwarbaby boomers and young professionals, who are oftenmore affluent and have more sophisticated tastes dueto extensive travel. They are more likely to experimentwith exotic foods and purchase “fashionable”products.
Population demographics, such as an increase inAsian-American and Hispanic-American communities,affect the development and sale of ethnic specialtyfood products. The development of a specialty foodbusiness is a formidable task. Expensive research mustbe done to derive a suitable recipe for commercialproduction. This is followed by tests that have toconsider shelf life as well as the cost of the product.Quality has to be balanced against profits, and the finaldecision is likely to be based on the market for whicha food item is to be produced. To be a success, it isimperative that the food product be of high quality andfill a marketing niche.
Unfortunately, many entrepreneurs have little, ifany, training or education related to food ingredients,processing technology, quality control/sanitation,packaging, regulations, equipment or, most important,marketing strategy. This publication provides basicinformation in these areas to assist those starting newfood-related businesses. It is vital that specialty foodmanufacturers be successful because not only do theyutilize a number of Georgia commodities, bringingadditional revenue to farmers, but they strengthenlocal economies as well.
BASICS OF FOOD PRODUCT DEVELOPMENTDeveloping a successful specialty food product is
not easy, and the competitive environment of thefuture will make it more difficult. Entrepreneursshould follow these basic steps or stages in developingnew products:
< idea stage< development< taste paneling< consumer sampling< shelf life studies< packaging< production < test marketing < commercialization.
The idea stage involves “cloud nine” dreamingand making every effort to determine what product orproducts the consumer will purchase and continue topurchase. The following questions need to beanswered:
< Does the product satisfy a consumer need?< Will it return a profit? < Will it be acceptable to consumers,
wholesalers and retailers alike? < Is it unique? < Does it provide a new service to customers? < Do you have the production technology to
develop the product? < Do you have the marketing skills to sell the
product? < What products will it replace or compete
against?
The development stage involves creation of thenew product. Simply being a good cook will notensure good products for commercial marketing. Foodscientists are needed to solve shelf life and safetyproblems of new products. They address questionssuch as: Is the “browning reaction” (a chemicalreaction between ingredients causing a brownishsurface color) a problem and, if so, can it be solved? Islight a factor in product or quality deterioration? Cantexture or mouth-feel be improved? Is rancidity aproblem? Will bacteria, molds, yeasts or pathogens bea concern? These questions can be answered by foodscientists with a good background in chemistry andmicrobiology.
The taste panel stage should run concurrentlywith formula or recipe development. Using sensoryevaluation test forms, an experienced panel shouldcheck quality parameters such as color, texture,appearance and flavor at various stages of productformulation to distinguish good from undesirabletraits.
The consumer sampling stage is often neglectedby small food processors, but it can give valuableinformation about the product's potential success.Entrepreneurs should consider displaying their newproducts in shopping malls and grocery stores.Shoppers would be given a sample to taste and aquestionnaire about the new product to fill out on-site.This sampling can sometimes be done with the productavailable for sale during the sampling period if thestore will cooperate. Actual sales after tasting reinforcethe questionnaire. For instance, if 100 people say they“will purchase” but only five purchase the product,there may be some question about the truthfulness ofthe answers.

3
4

5
Commercial demand for the product should beevaluated to determine if sufficient volume can beproduced and sold to make the venture economicallyfeasible.
The shelf life stage is extremely importantbecause a processor must know how long a newproduct will keep under a variety of temperatures andother environmental conditions. Shelf life loss may bedue to chemical or microbial (bacteria, mold andyeasts) spoilage. Small firms normally have to contractwith independent or consulting laboratories to haveaccelerated shelf life studies performed on newproducts. The studies are done by raising thetemperature of the packaged product above normalstorage conditions (110 to 120 degrees F). Althoughthis is not as good as a prolonged shelf life study atnormal temperatures (75 to 80 degrees F), it does givesome indication of product shelf life. Lot codes forrecall and product liability are based on these studies.
The packaging stage is especially importantbecause the package often sells a new product.Consumers want colorful, attractive, convenientlypackaged forms. Packaging should not impart flavor tothe product or react chemically with the food. It shouldbe resistant to tearing, lightweight and, mostimportant, economical.
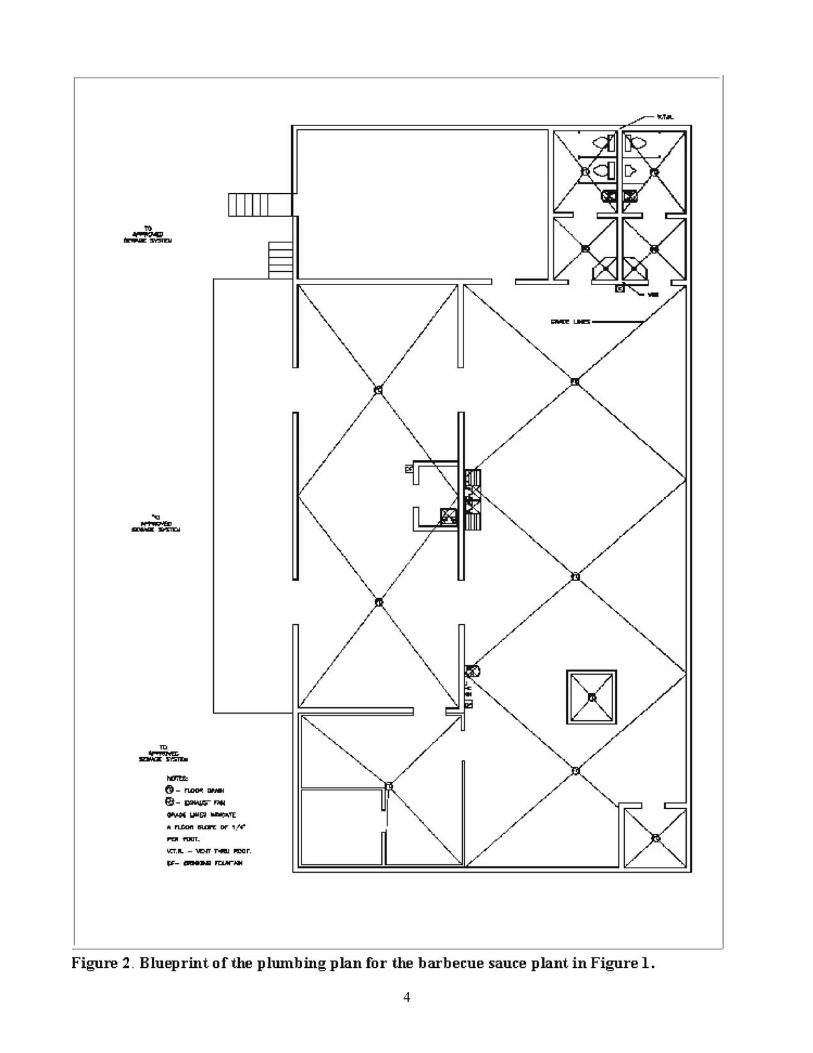
The production stage includes making plans fora production line to manufacture the product. Do notarrange a full-scale production line until aftersuccessfully test marketing a new product. Manyentrepreneurs will have their products co-packed by anexisting plant for test marketing. The production lineshould be set up according to a blueprint of its layout.Figures 1 and 2 show a barbecue sauce manufacturingplant. Keep in mind drainage, ventilation, wastedisposal, lighting, equipment size and flow, energyconservation, safety, sanitation, ease of cleaning,storage area and compliance with governmentregulations. Processing controls must be established toensure consistent quality during production as set forthby product standards (specifications). Likewise,quality control procedures must be developed todetermine if the standards are being met duringproduction and to know when to take corrective actionto prevent economic losses due to deviations and toensure product safety.
The test marketing stage for small processorsinvolves introducing their new product into a limitedarea, such as a large metropolitan city. It is importantto select a site with a population made up of manyethnic groups and income levels. If the product fails,another product can be tried. If the product succeeds,
it is distributed in stages to progressively larger areas(statewide, regional, national).
The commercialization stage is the final step indetermining the success or failure of a new product.Most small food companies sell mainly to theinstitutional trade, and if they sell to retail outlets, it isusually to privately owned stores or small chains.Larger chains will not take on a new food productunless it is heavily advertised by the company. Thebuyer for a large chain must be convinced that theproduct is good and that advertising exists.
For additional information on developing amarketing strategy for a new food product, contactyour county Extension agent.
INGREDIENT FUNCTIONS AND SELECTIONThe success of any new specialty product depends
on the quality of its flavor, color and texture, itsstability under various storage conditions and itssafety. These factors are intimately related to theingredients in the food product and to the physicalprocesses and handling procedures to which it hasbeen subjected. Often, additives may be needed tomaintain or enhance product quality throughout andafter processing.
What is a Food Additive?A food additive is an ingredient that is added to
foods to aid in processing, preservation or qualityimprovement. Additives should not be used to disguisefaulty or inferior manufacturing processes or toconceal damage or spoilage; only the minimumamount of an additive necessary to achieve desiredresults should be used. Government regulatoryagencies such as the FDA and USDA closely monitorthe use and levels of additives in food products.
The safety of food additives is constantly beingreviewed, so food processors must pay close attentionto current regulatory statutes governing particularadditives. Listed below are descriptions of thefunctional use of each group of food additives.
Acidulants are used to control tartness (byincreasing the acidity) in fruit products and beverages,ensure proper gel formation in jams and jellies, andsuppress bacterial and mold growth in baked goodsand dairy products. Many organic acids (citric,fumaric, lactic) are used as acidulants.
Antioxidants are used to prevent or inhibit theoxygen in air from causing taste and odor changes infatty foods. Approved antioxidants that are commonlyused are butylated hydroxyanisole (BHA), butylatedhydroxy-toluene (BHT), propyl gallate (PG),

6
ethoxyquim, and tertiary butylhydroquinone (TBHQ).Generally, no more than 0.02 percent by weight basedon the fat content of the food is required. If anantioxidant is incorporated into the packagingmaterial, no more than 50 parts per million (ppm) ofthe antioxidant is allowed to become part of the food.
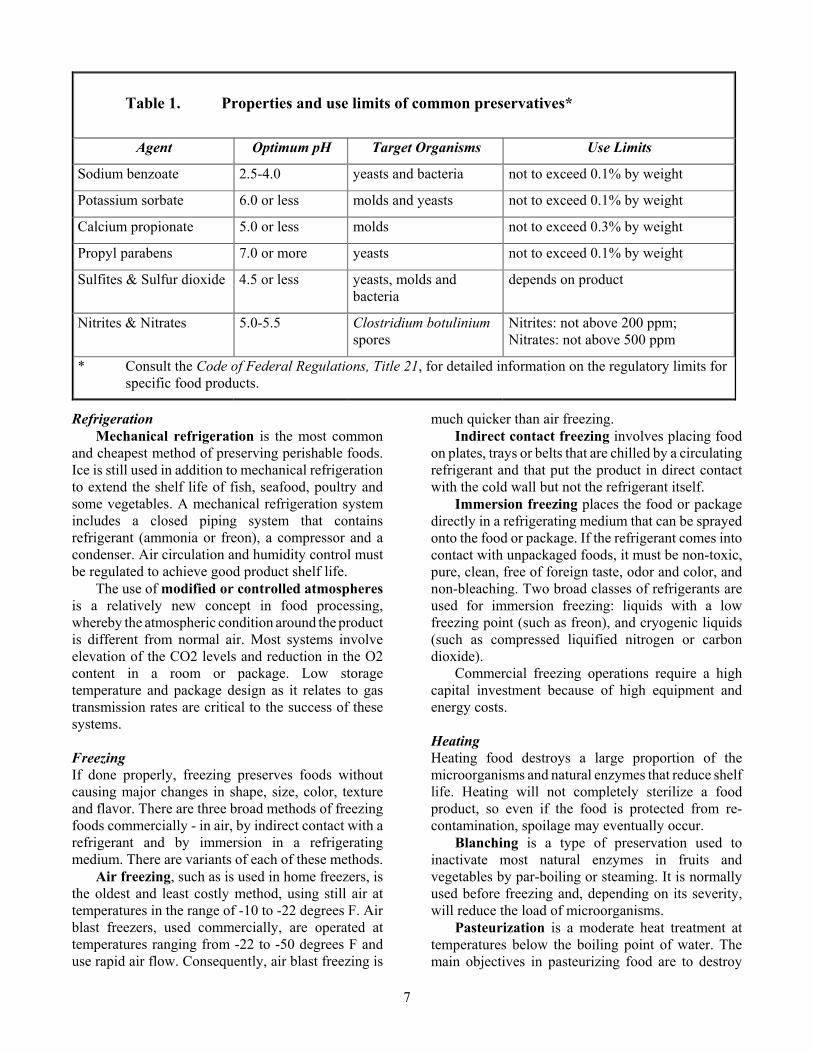
Preservatives are chemical agents added to foodsto prevent microbial growth and thus delay spoilage.Historically, natural preservatives, such as high levelsof sugar, acid and salt, have prolonged the shelf life ofjams and jellies, pickled vegetables, and cured meats,respectively. However, chemical preservatives, such assodium benzoate, sorbic acid salts, and nitrites, areused to extend the shelf life of products that cannot behighly sugared, salted or acidified. A list ofpreservatives and their approximate limits of use infood products is shown in Table 1.
Colors are added to certain specialty foods to meetthe expectation of the consumer in identifying theproduct (a grape-flavored drink is expected to bepurple) or to enhance product color that may havebeen changed during processing or storage. There aretwo categories of color additives: certified anduncertified. Certified colors are synthetic dyes labeled(FD & C Red No. 40; FD & C Yellow No. 5) andmanufactured to meet government specifications.Uncertified colors are usually naturally derivedsubstances such as paprika, tumeric or saffron. Naturalcolorants may cost ten to two hundred times more thancertified dyes and may have stabilization problemsduring product storage.
Emulsifiers permit the dispersion of tiny particlesor globules of one liquid in another liquid. Underordinary circumstances, oil and vinegar will not mix;but with the addition of an emulsifier, the ingredientswill mix to form an emulsion. Emulsifiers stabilize thefat component in chocolate candy, give uniformvolume to baked goods, and help disperse essentialoils and flavors that would not otherwise be watersoluble in relishes, pickles, beverages and candyproducts.
Flavoring agents are added to foods to create adesirable flavor, to supplement, modify or complementan existing flavor or to cover a less desirable flavor ina food product. These additives are available ascondiments, spices, essential oils, extracts and singlechemical substances. Flavor enhancers are substancesthat intensify or enhance the flavor of a food and aremeasured in parts per thousand. Flavor potentiators arepotent flavor enhancers used in the parts per billionrange. The most well known is monosodium glutamate(MSG), which is found in frozen meats or fish, drysoup mixes and oriental foods.
Stabilizers and thickeners provide smooth,uniform textures to food products. Small amounts ofnatural gums derived from tree exudates, seeds, rootsand seaweed extracts are added commercially to manyfoods, and pectin and starch are used to process foodsin the home. Stabilizers are added to milk with cocoato prevent separation in chocolate milk. Stabilizers areadded to frozen dairy desserts to increase viscosity andprevent graininess of texture. Pectin and starch areadded to ensure consistent gel formation and thicknessin jams, jellies and sauces.
Sequestering agents are used to set aside orsegregate, in an inactive chemical form, metallicsubstances present in some foods. If not inactivated,these minerals will lead to discoloration, rancidity andtextural breakdown in food products. The mostcommon sequestrants are salts of EDTA(ethylenediamine-tetracetic acid). Humectants are usedto keep moisture in certain foods. Glycerin, propyleneglycol and sorbitol are the most commonly usedhumectants in the foods industry.
Humectants are used in the confectioneryindustry to prevent sugar crystallization and to providea smooth, soft texture and moist, fresh taste.
Phosphates have many uses in the food industry.In beverages, they are used for acidification and forcomplexing minerals responsible for off-flavors or lossof carbonation. Phosphates are used as doughconditioners (they improve texture and volume) in thecereal industry. They stabilize ice cream and milkpudding emulsions. Phosphates are used asantioxidants and promote moisture-binding andtenderness in meat products.
Non-nutritive sweeteners are artificial sweetenersor sugar substitutes used in dietetic and low-caloriefoods. Their unique chemical formulation gives thema sweetness potency several hundred times that ofsucrose. Aspartame (NutraSweet®) is the most widelyused high-potency sweetener in low-calorie foods andbeverages today.
FOOD PROCESSINGFood preservation through processing is an
extremely broad area in food science. Textbooks arewritten on each method of processing, includingrefrigeration, freezing, pasteurization, canning,fermentation, concentration, irradiation anddehydration. Only the essentials needed to acquaintone with product development are mentioned in thisbulletin.
7
Table 1. Properties and use limits of common preservatives*
Agent Optimum pH Target Organisms Use Limits
Sodium benzoate 2.5-4.0 yeasts and bacteria not to exceed 0.1% by weight
Potassium sorbate 6.0 or less molds and yeasts not to exceed 0.1% by weight
Calcium propionate 5.0 or less molds not to exceed 0.3% by weight
Propyl parabens 7.0 or more yeasts not to exceed 0.1% by weight
Sulfites & Sulfur dioxide 4.5 or less yeasts, molds andbacteria
depends on product
Nitrites & Nitrates 5.0-5.5 Clostridium botuliniumspores
Nitrites: not above 200 ppm;Nitrates: not above 500 ppm
* Consult the Code of Federal Regulations, Title 21, for detailed information on the regulatory limits forspecific food products.
RefrigerationMechanical refrigeration is the most common
and cheapest method of preserving perishable foods.Ice is still used in addition to mechanical refrigerationto extend the shelf life of fish, seafood, poultry andsome vegetables. A mechanical refrigeration systemincludes a closed piping system that containsrefrigerant (ammonia or freon), a compressor and acondenser. Air circulation and humidity control mustbe regulated to achieve good product shelf life.
The use of modified or controlled atmospheresis a relatively new concept in food processing,whereby the atmospheric condition around the productis different from normal air. Most systems involveelevation of the CO2 levels and reduction in the O2content in a room or package. Low storagetemperature and package design as it relates to gastransmission rates are critical to the success of thesesystems.
FreezingIf done properly, freezing preserves foods withoutcausing major changes in shape, size, color, textureand flavor. There are three broad methods of freezingfoods commercially - in air, by indirect contact with arefrigerant and by immersion in a refrigeratingmedium. There are variants of each of these methods.
Air freezing, such as is used in home freezers, isthe oldest and least costly method, using still air attemperatures in the range of -10 to -22 degrees F. Airblast freezers, used commercially, are operated attemperatures ranging from -22 to -50 degrees F anduse rapid air flow. Consequently, air blast freezing is
much quicker than air freezing. Indirect contact freezing involves placing food
on plates, trays or belts that are chilled by a circulatingrefrigerant and that put the product in direct contactwith the cold wall but not the refrigerant itself.
Immersion freezing places the food or packagedirectly in a refrigerating medium that can be sprayedonto the food or package. If the refrigerant comes intocontact with unpackaged foods, it must be non-toxic,pure, clean, free of foreign taste, odor and color, andnon-bleaching. Two broad classes of refrigerants areused for immersion freezing: liquids with a lowfreezing point (such as freon), and cryogenic liquids(such as compressed liquified nitrogen or carbondioxide).
Commercial freezing operations require a highcapital investment because of high equipment andenergy costs.
HeatingHeating food destroys a large proportion of themicroorganisms and natural enzymes that reduce shelflife. Heating will not completely sterilize a foodproduct, so even if the food is protected from re-contamination, spoilage may eventually occur.
Blanching is a type of preservation used toinactivate most natural enzymes in fruits andvegetables by par-boiling or steaming. It is normallyused before freezing and, depending on its severity,will reduce the load of microorganisms.
Pasteurization is a moderate heat treatment attemperatures below the boiling point of water. Themain objectives in pasteurizing food are to destroy
8
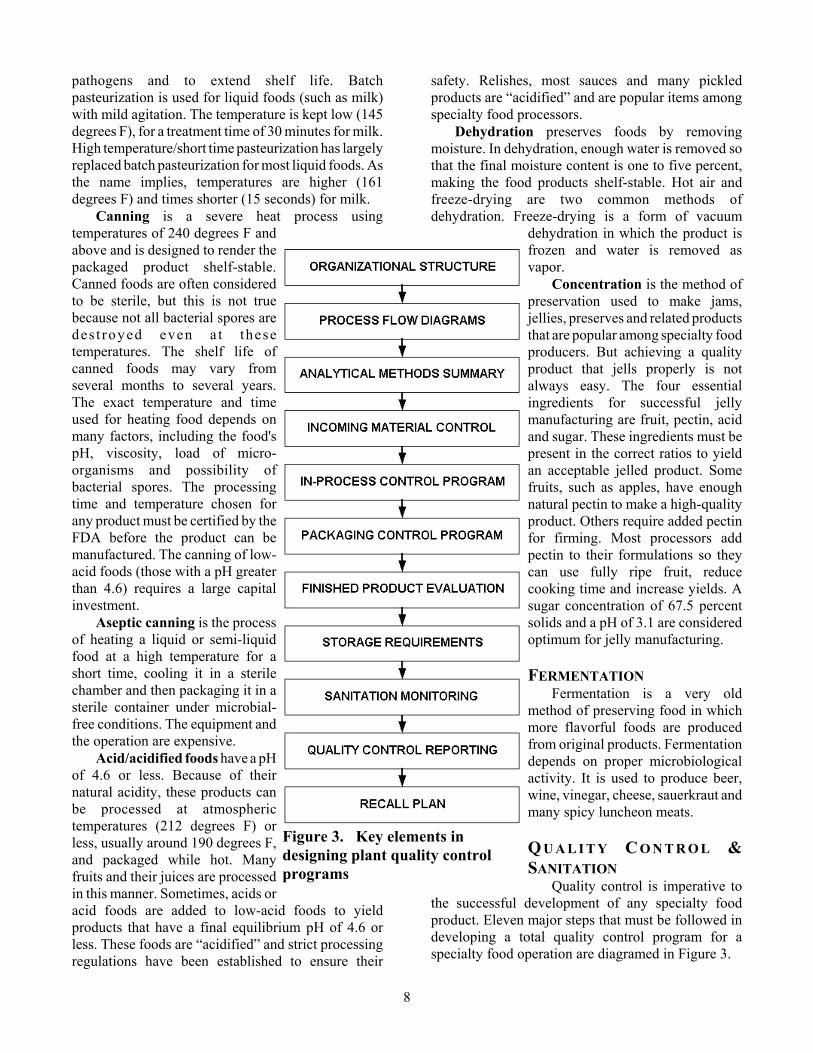
Figure 3. Key elements indesigning plant quality controlprograms
pathogens and to extend shelf life. Batchpasteurization is used for liquid foods (such as milk)with mild agitation. The temperature is kept low (145degrees F), for a treatment time of 30 minutes for milk.High temperature/short time pasteurization has largelyreplaced batch pasteurization for most liquid foods. Asthe name implies, temperatures are higher (161degrees F) and times shorter (15 seconds) for milk.
Canning is a severe heat process usingtemperatures of 240 degrees F andabove and is designed to render thepackaged product shelf-stable.Canned foods are often consideredto be sterile, but this is not truebecause not all bacterial spores aredes t royed even a t thesetemperatures. The shelf life ofcanned foods may vary fromseveral months to several years.The exact temperature and timeused for heating food depends onmany factors, including the food'spH, viscosity, load of micro-organisms and possibility ofbacterial spores. The processingtime and temperature chosen forany product must be certified by theFDA before the product can bemanufactured. The canning of low-acid foods (those with a pH greaterthan 4.6) requires a large capitalinvestment.
Aseptic canning is the processof heating a liquid or semi-liquidfood at a high temperature for ashort time, cooling it in a sterilechamber and then packaging it in asterile container under microbial-free conditions. The equipment andthe operation are expensive.
Acid/acidified foods have a pHof 4.6 or less. Because of theirnatural acidity, these products canbe processed at atmospherictemperatures (212 degrees F) orless, usually around 190 degrees F,and packaged while hot. Manyfruits and their juices are processedin this manner. Sometimes, acids oracid foods are added to low-acid foods to yieldproducts that have a final equilibrium pH of 4.6 orless. These foods are “acidified” and strict processingregulations have been established to ensure their
safety. Relishes, most sauces and many pickledproducts are “acidified” and are popular items amongspecialty food processors.
Dehydration preserves foods by removingmoisture. In dehydration, enough water is removed sothat the final moisture content is one to five percent,making the food products shelf-stable. Hot air andfreeze-drying are two common methods ofdehydration. Freeze-drying is a form of vacuum
dehydration in which the product isfrozen and water is removed asvapor.
Concentration is the method ofpreservation used to make jams,jellies, preserves and related productsthat are popular among specialty foodproducers. But achieving a qualityproduct that jells properly is notalways easy. The four essentialingredients for successful jellymanufacturing are fruit, pectin, acidand sugar. These ingredients must bepresent in the correct ratios to yieldan acceptable jelled product. Somefruits, such as apples, have enoughnatural pectin to make a high-qualityproduct. Others require added pectinfor firming. Most processors addpectin to their formulations so theycan use fully ripe fruit, reducecooking time and increase yields. Asugar concentration of 67.5 percentsolids and a pH of 3.1 are consideredoptimum for jelly manufacturing.
FERMENTATIONFermentation is a very old
method of preserving food in whichmore flavorful foods are producedfrom original products. Fermentationdepends on proper microbiologicalactivity. It is used to produce beer,wine, vinegar, cheese, sauerkraut andmany spicy luncheon meats.
Q U A L I T Y C O N T R O L &SANITATION
Quality control is imperative tothe successful development of any specialty foodproduct. Eleven major steps that must be followed indeveloping a total quality control program for aspecialty food operation are diagramed in Figure 3.
9
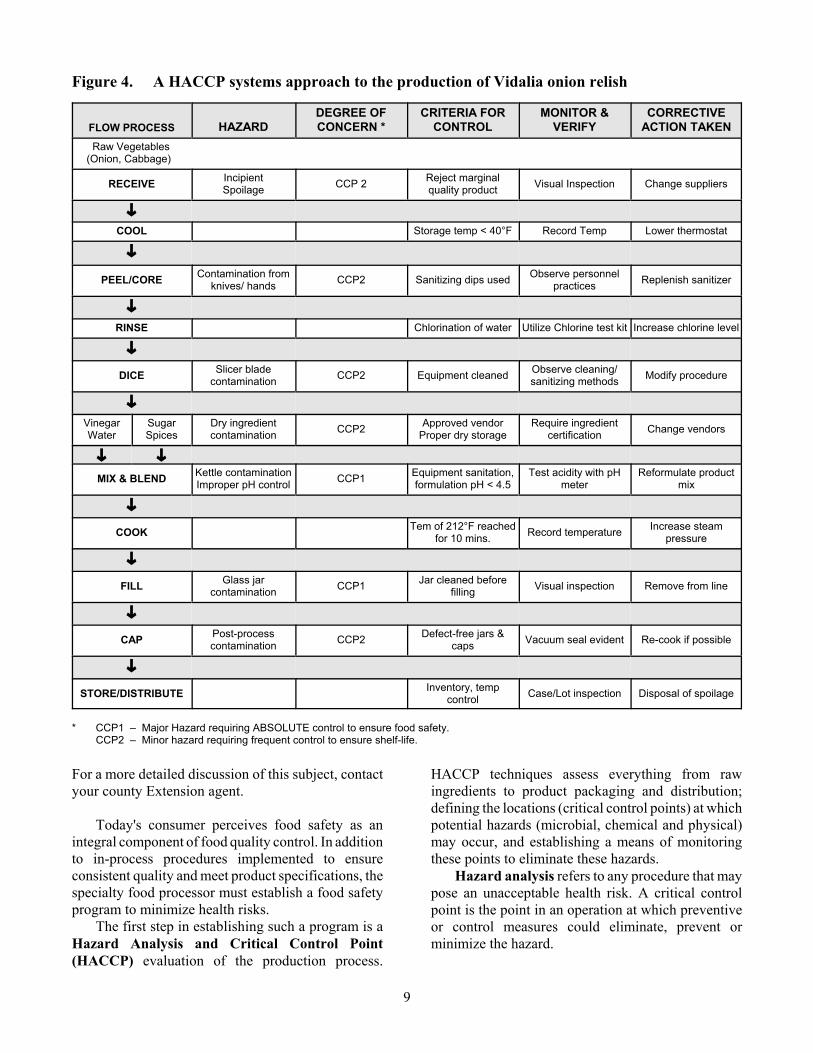
Figure 4. A HACCP systems approach to the production of Vidalia onion relish
FLOW PROCESS HAZARDDEGREE OFCONCERN *
CRITERIA FORCONTROL
MONITOR &VERIFY
CORRECTIVEACTION TAKEN
Raw Vegetables (Onion, Cabbage)
RECEIVE IncipientSpoilage CCP 2 Reject marginal
quality product Visual Inspection Change suppliers
º
COOL Storage temp < 40°F Record Temp Lower thermostat
º
PEEL/CORE Contamination fromknives/ hands CCP2 Sanitizing dips used Observe personnel
practices Replenish sanitizer
º
RINSE Chlorination of water Utilize Chlorine test kit Increase chlorine level
º
DICE Slicer bladecontamination CCP2 Equipment cleaned Observe cleaning/
sanitizing methods Modify procedure
º
VinegarWater
SugarSpices
Dry ingredientcontamination CCP2 Approved vendor
Proper dry storageRequire ingredient
certification Change vendors
º º
MIX & BLEND Kettle contaminationImproper pH control CCP1 Equipment sanitation,
formulation pH < 4.5Test acidity with pH
meterReformulate product
mix
º
COOK Tem of 212°F reachedfor 10 mins. Record temperature Increase steam
pressure
º
FILL Glass jarcontamination CCP1 Jar cleaned before
filling Visual inspection Remove from line
º
CAP Post-processcontamination CCP2 Defect-free jars &
caps Vacuum seal evident Re-cook if possible
ºSTORE/DISTRIBUTE Inventory, temp
control Case/Lot inspection Disposal of spoilage
* CCP1 – Major Hazard requiring ABSOLUTE control to ensure food safety.CCP2 – Minor hazard requiring frequent control to ensure shelf-life.
For a more detailed discussion of this subject, contactyour county Extension agent.
Today's consumer perceives food safety as anintegral component of food quality control. In additionto in-process procedures implemented to ensureconsistent quality and meet product specifications, thespecialty food processor must establish a food safetyprogram to minimize health risks.
The first step in establishing such a program is aHazard Analysis and Critical Control Point(HACCP) evaluation of the production process.
HACCP techniques assess everything from rawingredients to product packaging and distribution;defining the locations (critical control points) at whichpotential hazards (microbial, chemical and physical)may occur, and establishing a means of monitoringthese points to eliminate these hazards.
Hazard analysis refers to any procedure that maypose an unacceptable health risk. A critical controlpoint is the point in an operation at which preventiveor control measures could eliminate, prevent orminimize the hazard.

10
Table 2. Food Labeling Requirements
MANDATORYMANDATORY
WORDING OPTIONAL
Statement ofliability
Net quantitydeclaration
Name/address ofmanufacturer
Ingredient listingManufacturing
code
Nutritionallabeling
GradesLabeling for
special dietaryuse
Serving representations
UniversalProduct Code(UPC)
Open datingRegistered
trademarks orsymbols
Critical control points (CCPs) can be identified bya flow chart of the processing steps of the product. AnHACCP evaluation of Vidalia Onion Relish is demon-strated in Figure 4. Further identification of CCPs isbased on whether they are major - designated CCP1,or minor - designated CCP2, in terms of risk. Major(CCP1) requires complete elimination of the potentialhazard to ensure food safety of the product. Minor(CCP2) requires hazard reduction to minimize thespoilage rate. In Figure 4, acidity control of theformulation mix is a CCP1 of Vidalia onion relishproduction. The pH must be uniformly maintained atless than 4.6 to ensure product safety. Continuousmonitoring by sampling each batch for acidity level isnecessary for absolute control. Likewise, glass jarsshould be inverted and cleaned to reduce the risk ofglass slivers in the filled product. Less frequentmonitoring by sampling is needed at CCP2 because ofless severe health risks, but should be done routinelyto ensure product quality and shelf life. Monitoringinvolves making visual observations, takingmeasurements, or collecting and testing samples.Results of monitoring should be recorded on qualitycontrol work-sheets. Immediate action must be takenwhenever the process is out of control or the criteriafor control (the product specifications) are not beingmet.
Sanitation in specialty food processing oftendetermines the profit or loss of business. Sanitarymonitoring is an important part of ensuring plant andequipment cleanliness. It may be accomplished byregular quantitative testing of equipment by means ofmicrobiological surveys and qualitative testing ofingredients and products. Employee training programson plant sanitation and personal hygiene helpemployees understand their role in producing a high-quality, safe product. PACKAGINGFood packaging protects the food from the sur-rounding environment, thus preventing contamination,damage and deterioration. Today, convenience is amajor factor in packaging. The food package alsoplays a crucial role in communication. In themarketing of new products, packaging conveys thenature of the food and directions for its use and itattracts and persuades the buyer. Color coordination,artistic design, ingredient labeling, portion size andsafety all influence a consumer's decision to buy.
LABELSFood labeling was originally designed by thegovernment to protect consumers from fraud. Recentsurveys indicate that consumers use labels to identifyand avoid perceived health hazards rather than to seekand obtain benefits (does the product containpreservatives, fat, cholesterol?). A label consists of the“principal display panel” used to attract consumers,and the “information panel” placed immediately to theright of the principal display panel. To comply withfederal and state government regulations, informationon food labels is either mandatory on all foodproducts, pro-vided voluntarily and worded accordingto regulation, or optional information. Each of thesecategories is summarized in Table 2. For more detailedinformation on food labeling, contact your countyExtension agent.
CODING PRODUCTSAn integral part of quality control is a system for
coding new food products. The product must beidentifiable to the manufacturer by the year and day itwas packed and by the batch number, if more than onebatch is processed per day. If more than oneprocessing facility is involved, that must also beidentified. It is imperative that these codes arerecorded on distribution invoices so the product can berecalled promptly if there is a problem. All cases andindividual containers must be coded. The coded lotsshould be small enough to enable easy identificationduring sale and distribution.
Any method of coding that is recognizable by theprocessor is acceptable. Alphabetical letters are oftenused to identify the month a product was packed.Julian dates are used to indicate the manufacture date.An example of a code is “291J8825,” where “291"indicates the 291st day of the year; “J” is the month(October); “88" is the year packed (1988); “2" is the
11
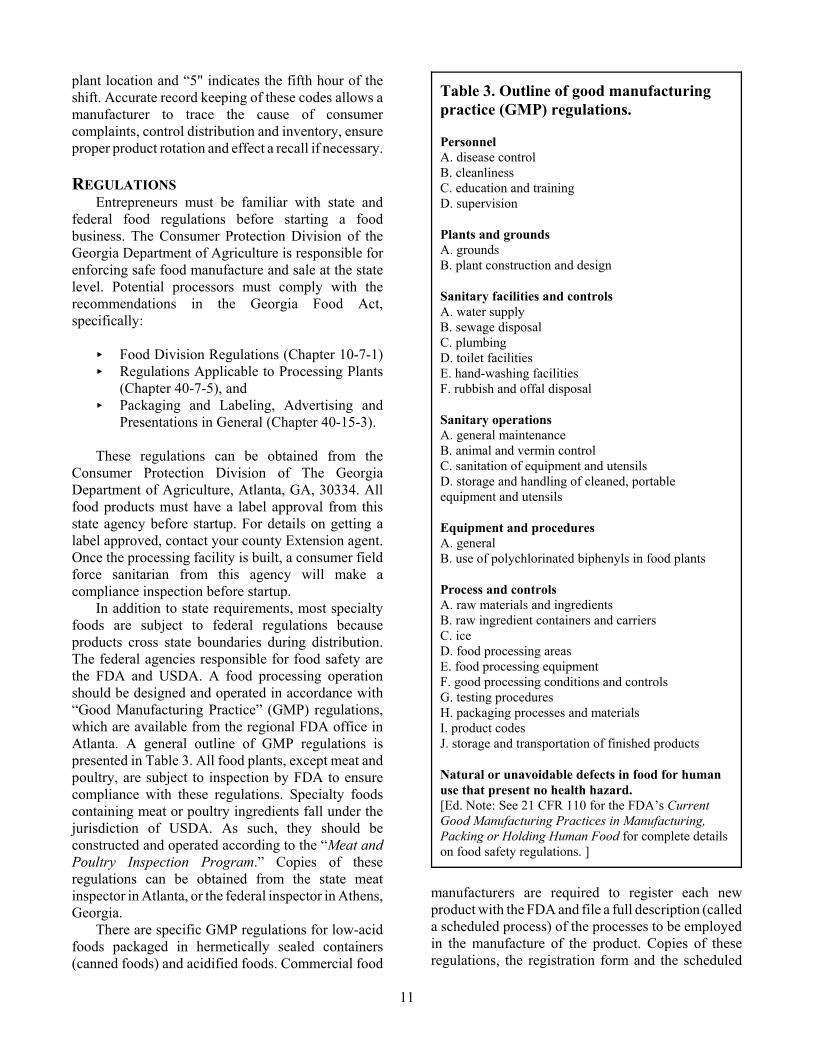
Table 3. Outline of good manufacturingpractice (GMP) regulations.
Personnel A. disease controlB. cleanlinessC. education and trainingD. supervision
Plants and grounds A. groundsB. plant construction and design
Sanitary facilities and controls A. water supplyB. sewage disposalC. plumbingD. toilet facilitiesE. hand-washing facilitiesF. rubbish and offal disposal
Sanitary operations A. general maintenanceB. animal and vermin controlC. sanitation of equipment and utensilsD. storage and handling of cleaned, portableequipment and utensils
Equipment and procedures A. generalB. use of polychlorinated biphenyls in food plants
Process and controls A. raw materials and ingredientsB. raw ingredient containers and carriersC. iceD. food processing areasE. food processing equipmentF. good processing conditions and controlsG. testing proceduresH. packaging processes and materialsI. product codesJ. storage and transportation of finished products
Natural or unavoidable defects in food for humanuse that present no health hazard.[Ed. Note: See 21 CFR 110 for the FDA’s CurrentGood Manufacturing Practices in Manufacturing,Packing or Holding Human Food for complete detailson food safety regulations. ]
plant location and “5" indicates the fifth hour of theshift. Accurate record keeping of these codes allows amanufacturer to trace the cause of consumercomplaints, control distribution and inventory, ensureproper product rotation and effect a recall if necessary.
REGULATIONSEntrepreneurs must be familiar with state and
federal food regulations before starting a foodbusiness. The Consumer Protection Division of theGeorgia Department of Agriculture is responsible forenforcing safe food manufacture and sale at the statelevel. Potential processors must comply with therecommendations in the Georgia Food Act,specifically:
< Food Division Regulations (Chapter 10-7-1)< Regulations Applicable to Processing Plants
(Chapter 40-7-5), and < Packaging and Labeling, Advertising and
Presentations in General (Chapter 40-15-3).
These regulations can be obtained from theConsumer Protection Division of The GeorgiaDepartment of Agriculture, Atlanta, GA, 30334. Allfood products must have a label approval from thisstate agency before startup. For details on getting alabel approved, contact your county Extension agent.Once the processing facility is built, a consumer fieldforce sanitarian from this agency will make acompliance inspection before startup.
In addition to state requirements, most specialtyfoods are subject to federal regulations becauseproducts cross state boundaries during distribution.The federal agencies responsible for food safety arethe FDA and USDA. A food processing operationshould be designed and operated in accordance with“Good Manufacturing Practice” (GMP) regulations,which are available from the regional FDA office inAtlanta. A general outline of GMP regulations ispresented in Table 3. All food plants, except meat andpoultry, are subject to inspection by FDA to ensurecompliance with these regulations. Specialty foodscontaining meat or poultry ingredients fall under thejurisdiction of USDA. As such, they should beconstructed and operated according to the “Meat andPoultry Inspection Program.” Copies of theseregulations can be obtained from the state meatinspector in Atlanta, or the federal inspector in Athens,Georgia.
There are specific GMP regulations for low-acidfoods packaged in hermetically sealed containers(canned foods) and acidified foods. Commercial food
manufacturers are required to register each newproduct with the FDA and file a full description (calleda scheduled process) of the processes to be employedin the manufacture of the product. Copies of theseregulations, the registration form and the scheduled

12
process form can be obtained from the regional FDAoffice. In addition, the processor must report anyinstances of spoilage; must have an establishedproduct recall plan; must have all operators of thermal-processing systems trained by attending a “BetterProcess Control School” at an approved university;and must maintain complete records of plantoperations.
EQUIPMENTIt is not within the scope of this bulletin to
describe every specific type of equipment needed tomanufacture a specialty food product. However, thepublishing companies listed below do provide buyingguides and directories for ingredients, machinery,analytical testing instruments and other equipment.
Food Engineering Master: Ingredients, Supplies andServicesChilton/ABC Publishing1330 Avenue of the AmericasNew York, New York 10019
Food Processing Guide & DirectoryPutnam Publishing Company301 E. Erie StreetChicago, IL 60611
Prepared Food Buyer’s GuideGorman Publishing Company8750 West Bryn Mawr AvenueChicago, IL 60631
MARKETINGMarketing is traditionally thought of as the process
of advertising, promoting and selling services andproducts. These are important in the development of
new food products, but the first step is to define aspecific market. If specialty food entrepreneurs wish tosell through retail food stores, they must have aUniversal Product Code (UPC) correctly displayed onthe label. Most brokers, wholesalers and retail buyerswill not handle a product lacking UPC identification.It is the potential processor's responsibility to obtain acode for each product manufactured. First, request amembership form from the Uniform Product CodeCouncil:
Uniform Product Code Council8163 Old Yankee Road, Suite JDayton, Ohio 45459
Return the completed form with a check.Membership costs are based on estimated annual sales,with most new processors falling into the lowest salescategory. The Council will issue you a unique five-digit manufacturer's code. It is your responsibility toassign an additional five-digit code for each productmanufactured. Figure 5 details an example of themanufacturer's code and the product code.
The next step is to determine which system ofdistribution is best suited to you and your products.What will be your sales outlets? Options include retailfood stores, specialty shops or boutiques (sellingunique or gourmet food items), roadside stands, fleamarkets, or the front door of your processing plant.
There are several product characteristics that mustbe decided regardless of the method of distribution.These include price, size of container and number ofcontainers per carton. If you plan to use retail stores,specialty shops or boutiques, you must decide onrepresentation, sales promotions and advertising.
PRICINGSet your price based on several variables, the most
important of which is the price the consumer will beasked to pay. Most retailers who sell to consumers areexpecting to make a gross margin of approximately 30percent on the product. The gross margin is thedifference between retail price and cost divided by theretail price. For example, if the cost were $1.00 perunit, the retail price would be set at $1.43 to obtain agross margin of 30 percent. The price of competitiveproducts is the major variable that consumers willconsider when examining your product. If yourcompetitors are pricing in the $2.00 range, yourproduct priced at $1.43 would probably be very wellreceived. You may rationalize that your product issuperior due to quality and taste, but to most

13
Table 4. Factors to consider in newproduct presentation
< Size of container < Containers per case < Case weight and cube < Palletizing arrangement (cases per layer and
number of layers) < Case cost (delivered and picked up at your plant < Payment terms (for example, 2% cash discount if
paid in 20 days; net due in 30 days < Promotional allowance < Quantity discounts < Advertising allowance < Minimum order quantity < Maximum order quantity < Slotting allowance < Present distribution in the trade area < Amount of product liability insurance < Delivery time in working days < Uniform product code number < Sales guarantee < Current product advertising – media and dates < Coupon program < Method of shipping < Introductory allowances < Swell allowance (damaged goods) < Price protection < Product taxability < Vendor spoils policy < Pull date information (if applicable) < Suggested retail price
consumers, the price is the factor that makes the initialsale.
Retail price $1.43Cost to produce $1.00Difference $0.43
Difference $0.43Divided by retail price $1.43Gives gross margin of 30%
Let’s examine this $1.43 suggested retail price asyour product leaves the processing plant. If you selldirectly to consumers, then you would receive $1.00per unit. If your product is going into a wholesaler'swarehouse, you would not receive $1.00 per unit. Tomaintain the $1.43 retail price, the wholesaler wouldsell the product to retailers for $1.00. The wholesalerexpects to make 10 to 15 percent, so they would payyou between $0.85 and $0.90 per unit. If a broker isused, their normal fee is five percent, so the net to theprocessor would be $0.82 to $0.86.
One would expect that pricing would be based onthe processor's total cost plus a margin of profit, but asthe previous example shows, the price received by themanufacturer starts with setting a competitive retailprice and working backward through the distributionchain.
In reality, most small processors become a pricetaker rather than a price setter, so it becomes essentialthat processors develop a very accurate costaccounting system. If this is not done, it is conceivablethat the price received could be substantially less thanthe actual cost incurred.
BROKERSFor most new processors, the food product distributionsystem resembles a maze. For those who need help inpresenting their product, it may be prudent to seekrepresentation through a broker. Brokers will help youdevelop a retail price, promote schemes to enhance theproduct's acceptance, and make sales presentations tothe buyers of independent wholesalers and large retailfood chains. Brokers' fees are usually about fivepercent of all sales made in the broker's territory.
SPECIALTY BROKERSIf you seek broker representation, you may
consider discussing your product with a “specialty”
broker. These brokers specialize in representingproducts that fall into the specialty categories(relatively low volume products). The products may begourmet foods, products produced by small processorswho do not wish to enlarge their operation, or newproducts that do not suit the volume requirements ofmass merchandisers.
There are fewer specialty brokers than “general”food brokers, who usually represent large nationalfirms having well-known brand products. To locate thespecialty broker nearest you, contact:
National Association of Specialty Food BrokersOne Central AvenueTarrytown, New York 10591
NEW PRODUCT PRESENTATIONIf your product is directed toward retail food
stores, the key is acceptance from either a buyer of thefood chain or an independent wholesaler. The decisionto stock an item is made by the buyer, and part of thedecision process is based on the “new product

14
presentation.” There are several basic items that buyersmust know about the product before making theirdecision. These are listed in Table 4.
Major factors to be considered are: introductoryand promotional allowance, advertising allowance,slotting allowance and product liability. Be preparedfor buyers to ask for all these allowances on a new,untested product.
Introductory and promotional allowances areexpected of new products and may be formulated indifferent ways. The two most popular means are “free”goods or a “cents off” program. “Free goods” meansthat for every “x” number of cases ordered, one case isgiven free. “Cents off” is a discount off the processor'sunit price on all products bought during the period.Most retailers ask for terms in contract form.
Advertising allowances are fees stores charge peritem to stock new products in their warehouse or onretail shelves. The best shelf position is eye level to theconsumer. Some products fail because of poorposition.
Product liability insurance is a necessity. Buyerswill not consider a product unless a policy ispresented. Most expect the policy to be for at least onemillion dollars.
Another factor important to a buyer is theproduct's current distribution in retail stores. Thisresembles the “chicken and the egg dilemma” becauseif the product were in distribution, you wouldn't be inthe buyer's office seeking shelf space. Nonetheless,there are some things that you can do to show buyersyour product has been accepted by consumers.
First, seek out a local independent retailer who iswilling to let you put your product in his store. Youcan encourage cooperation by giving them the initialstock and a guarantee that you will remove the productif it doesn't meet sales expectations. Cooperationshould be further enhanced by putting on in-storedemonstrations. You or a member of your staff shouldput on a demonstration consisting of offering bite-sized samples to customers. Such demonstrations areusually done on Friday and Saturday and apromotional price is often made available, as adiscount off the regular price or a “buy one and getone free” offer.
After the demonstrations, you should go into thestore at least twice weekly to monitor sales and makesure the product display is in order. Sales should beaccurately measured for four to six weeks so they canbe related to your broker and prospective buyers.
In summary, developing and marketing a newspecialty food is a time-consuming and risky task. Theultimate criterion is product quality. The entrepreneurmust ask himself two questions before proceeding withsuch a venture: (1) Can the cost of producing quality be justified by
a profitable return? – and (2) Is the target market going to faithfully purchase
it over time?
REFERENCESBaker, R.C., P. W. Hahn, K. R. Rollins. Fundamentals
of New Food Product Development. ElsevierPublishers, New York, 1988.
Wagner, A.B., Editor. Food Processors Handbook.Texas Agricultural Extension Service, TexasA&M University. 1989
ADDITIONAL READINGFood Product Development: Making Profits Grow,
Bulletin 1024, Georgia Cooperative ExtensionService, Athens.
Nutrition Labeling, Bulletin 1119, GeorgiaCooperative Extension Service, Athens.
Quality Control – A Model Program for the FoodIndustry, Bulletin 997, Georgia CooperativeExtension Service, Athens.
What's on a Label? Bulletin 982, Georgia CooperativeExtension Service, Athens.
Trade and brand names are used only for information.The Cooperative Extension Service, The University ofGeorgia College of Agriculture does not guarantee norwarrant the standard of any product mentioned, neitherdoes it imply approval of any product to the exclusionof others which may also be suitable.
ACKNOWLEDGEMENTSThe authors wish to express sincere thanks to Mr.George Low for his invaluable contributions, includingblueprint design, flow charts and tables, and to Ms.Marian Saunders for her diligence and patience inpreparing drafts of this final edition.

When you have a question ...Call or visit your local office of the University of Georgia’s
Cooperative Extension Service,College of Agricultural andEnvironmental Sciences.
You’ll find a friendly, well-trained staffready to help you with information,advice and free publications coveringagriculture and natural resources, homeeconomics, 4-H and youth development,and resource development.
BY WILLIAM C. HURST AND A. ESTES REYNOLDS, EXTENSION FOOD SCIENTISTSGEORGE A. SCHULER & P.T. TYBOR, FORMER EXTENSION FOOD SCIENTISTS
The Cooperative Extension Service, The University of Georgia College of Agricultural and Environmental Sciences offerseducational programs, assistance and materials to all people without regard to race, color, national origin, age, sex or handicapstatus.
AN EQUAL OPPORTUNITY EMPLOYERFood Science & Technology
Bulletin 1051 Reprinted February 1997Issued in furtherance of Cooperative Extension work, Acts of May 8 and June 30, 1914, the University of Georgia College ofAgricultural and Environmental Sciences and the U.S. Department of Agriculture cooperating.
Gale A. Buchanan, Dean and Director
UPD 97280897-78