grade 2, 3, & 4 -activated sludgerevised
DESCRIPTION
fddddgdTRANSCRIPT

Activated Sludge

Introduction “Activated sludge“
wastewater being mixed with air or oxygen for a length of time
develops a brown floc consisting of billions of microorganisms and other material
Process provides the environment to keep these aerobic microorganisms under controlled conditions so they can remove most of the suspended or dissolved organics from the wastewater

Introduction The environment is provided by four basic
systems: Aeration Sedimentation return activated sludge (RAS) waste activated sludge (WAS)

Introduction: Typical Activated Sludge Process

Introduction: Definitions of Terms
ACTIVATED SLUDGE floc of microorganisms that form when wastewater is aerated
MIXED LIQUOR mixture of activated sludge and wastewater in the aeration tank
MIXED LIQUOR SUSPENDED MATTER (MLSS) measure of the amount of suspended solids in the mixed liquor
expressed in mg/l MIXED LIQUOR VOLATILE SUSPENDED MATTER
(MLVSS) proportional to the microorganisms concentration in the
aeration tank

Introduction: Terminology
MEAN CELL RESIDENCE TIME (MCRT) the average time a microorganism spends in the treatment
process FOOD TO MICROORGANISM RATIO (F/M)
ratio of the amount of food expressed as pounds of COD (or BOD) applied per day, to the amount of microorganisms, expressed as the solids inventory in pounds of volatile suspended matter.
RETURN ACTIVATED SLUDGE (RAS) settled mixed liquor collected in the clarifier underflow and
returned to the aeration basin

Introduction: Terminology WASTE ACTIVATED SLUDGE (WAS)
excess growth of microorganisms which must be removed to keep the biological system in balance. Various control techniques have been developed to estimate the amount of WAS that must be removed from the process
COMPLETE MIX ACTIVATED SLUDGE an ideal mixing situation where the contents of the aeration tank
are at a uniform concentration PLUG FLOW ACTIVATED SLUDGE
an ideal situation where the contents of the aeration tank flows along the length of the tank

Introduction: Terminology BACK MIXING
mixing the contents of a tank in the longitudinal or flow oriented direction
TRANSVERSE MIXING (or CROSS ROLL) mixing in a direction across the direction of flow
SLUDGE REAERATION practice of aerating the RAS before it is added to the mixed liquor
PROCESS LOADING organic loading range as measured by the F/M
CONVENTIONAL LOADING process loading of 0.2 to 0.5 lbs BOD applied/lb MLVSS/day
HIGH RATE LOADING process loading of two to three times the conventional loading rate
Introduction: Terminology EXTENDED AERATION LOADING
low rate loading that is one half to one tenth of the conventional loading rate
SETTLEABILITY measure of the volume occupied by the mixed liquor after settling in
a graduated cylinder for 30 minutes generally expressed as a percentage based on the ratio of the
sludge volume to the supernatant volume SOLIDS INVENTORY (VOLATILE SOLIDS)
amount of volatile suspended solids in the treatment system

Solids Inventory Suspended matter (SS) that makes up the mixed
liquor consists of living and nonliving organic matter The living organic matter is referred to as being
“active” and contains microorganisms responsible for treating the wastewater
The more accurately the concentration of active microorganisms is known, the more consistently the activated sludge process can be controlled
Many attempts have been made to accurately measure the "active" concentration of the SS

Solids Inventory
Common means of estimating the microorganism concentration is the measurement of volatile suspended matter (MLVSS)
All the organic material in the SS burns to carbon dioxide and water in the MLVSS determination
Typically, 70-80 percent of the MLSS will be MLVSS

Solids Inventory The MLVSS determination provides an approximation
of the concentration of living biological solids, because the MLVSS also includes a nonliving fraction
Even so, the MLVSS has been found to be an acceptable representation of "active" living microorganisms in activated sludge

Treatment Flow Return Activated Sludge (RAS) from the clarifier
underflow is combined with the influent wastewater in the aeration tank to form the mixed liquor
The mixed liquor is usually aerated for a period of several hours in the aeration tank

Treatment Flow

Treatment Flow During aeration, organic material in the wastewater is
converted into new microorganisms, adsorbed onto floc particles and converted (oxidized) to various other products, including carbon dioxide.
Mixed liquor flows through the aeration tank into the clarifier, where it settles to form the RAS.
Clear liquid remaining above the settled mixed liquor is called the secondary effluent, which is discharged from the process.

Aeration Systems
Aeration provides dissolved oxygen and mixing of the mixed liquor and wastewater in
the aeration tank. Factors influencing aeration requirements:
Organic loading MLSS concentration Temperature Other

Aeration Systems Maintain D.O. concentration between 1.0 mg/l and
3.0 mg/l. If nitrification is required and the concentration falls
below 1.0 mg/l, nitrifying organisms become less active.

Aeration Systems Aeration is provided by either diffused or mechanical
aeration systems. Diffused air systems consist of a blower and a pipe
distribution system that is used to bubble air into the mixed liquor.
Mechanical aeration systems consist of pumps or mixers

Activated Sludge Diagram
Diffused Air System Diffused air systems are the most common types of
aeration systems used in activated sludge plants. Produce fine or coarse bubbles.

Fine Bubble Diffusers Fine bubble diffusers are easily clogged by biological
growth and by dirty air, resulting in high maintenance costs.
The air supply for all fine bubble diffusers should be filtered.

Fine Bubble Diffusers

Coarse Bubble Diffusers Coarse bubble diffusers are usually made by drilling
holes in pipes or by loosely attaching plates or discs to a supporting piece of pipe.
Have lower oxygen transfer efficiencies than the fine bubble diffusers.

Coarse Bubble Diffusers

Surface Aerators Two types of mechanical aerators in common use today Surface
use a rotating propeller that pumps the mixed liquor through the atmosphere above the aeration tank.
Oxygen transfer is achieved by the aerator propeller spraying the mixed liquor through the atmosphere.

Surface Aerators Floating or mounted on supports in the aeration tank Materials such as epoxy coated steel are used in
the construction of surface aerators to reduce corrosion
Oxygen transfer efficiency increases as the submergence of the propeller is increased.
power costs also increase because more water is sprayed
Surface Aerators Oxygen transfer efficiencies are stated in terms of pounds
of oxygen transferred per horsepower per hour (lb O2/hp/hr).
Surface aerators are sometimes equipped with draft tubes to improve their mixing characteristics.

Mechanical Aerators Floating or fixed Brush Other

Sedimentation System As the mixed liquor flows out of the aeration
tank, it is transferred to a sedimentation unit which is commonly called a secondary clarifier.
The secondary clarifier provides a reduction in flow velocity allowing the mixed liquor to settle by gravity to the bottom

The design and construction of secondary clarifiers for activated sludge treatment incorporates several methods for the removal of settled sludge.
These generally include the conventional sludge collection equipment found in rectangular and circular primary sedimentation units which collects to a central hopper, and, in recent years, suction-type collectors as shown in Slide 25.
Wasting & Return Rates Constant MLVSS Constant F:M Ratio Constant Sludge Age Return Rates
Constant Variable Intermittent
Process Control A portion of the activated sludge is purposely
removed by wasting it from the process. The wasting of sludge is necessary to maintain the
desired quantity (numbers) of active microorganisms in the process

A basic idea behind successful operation of an activated sludge system is to keep a balance of microorganisms to the amount of food in the wastewater.
Proper operation makes food the only part of microorganisms' diet that limits their growth.

Process Control If nutrients or oxygen limit the growth of the
microorganisms, they will not settle satisfactorily in the clarifier.
The activated sludge process depends on settling the mixed liquor so that it can be returned to the aeration tank to keep in balance with the organic material in the incoming wastewater

Process Control This balance is generally related to process loading
as expressed by the F/M ratio. Inability to settle the mixed liquor can result in a high
concentration of suspended solids in the clarifier effluent.

Nitrification Cycle The first step in the process, conversion of ammonia
to nitrite and then to nitrate, is called nitrification (NH3-NO2-NO3). The process is summarized in the following equations:
NH4 + 3/2 O2 NO2- + 2H+ + H2O
NO2- + 1/2 O NO3
-

Nitrification Cycle It is important to note that this process requires and
consumes oxygen. This contributes to the BOD or biochemical oxygen demand of the sewage. The process is mediated by the bacteria Nitrosomonas and Nitrobacter which require an aerobic (presence of oxygen) environment for growth and metabolism of nitrogen. Thus, the nitrification process must proceed under aerobic conditions

Nitrification Cycle The second step of the process, the conversion of
nitrate to nitrogen gas, is referred to as denitrification. This process can be summarized as:
NO3- + 5/6 CH3OH 1/2 N2 + 5/6 CO2 + 7/6 H2O + OH-

Nitrification Cycle
Decaying Matter
Organic - N
Industrial Fixation
Nitrogen Gas
Oxides of Nitrogen
Fertilizer (Ammonia,
Nitrate)
Nitrogen Fixing
Bacteria
AssimilationAmmonia
Nitrification
Nitrate Denitrification Ammonia, Organic - N in WWTP Influent
Denitrification in Sediments
Biological Growth in StreamNitrification in
Stream
Ammonia, Nitrate in WWTP Effluent

Nitrification Cycle

Toxicity Ammonia toxicity
Ammonium Nitrate Nitrite

Process Control 30 minute settleability
range 400 to 800 ml/l varies with individual plants
Aeration basin dissolved oxygen 1.0 to 3.0 mg/l

Process Control
Mixed Liquor Volatile Suspended Solids 70% of Mixed Liquor Suspended Solids
pH range 6.0 to 9.0 Standard units Ideal 6.8 to 7.4 Standard Units

Process Control Temperature
Colder water may require longer treatment times Industrial discharges may increase the temperature
Nitrogen Content Phosphorus Content

Side Stream Impacts
Return activated sludge (RAS) Supernatant from digester Filtrate from solids processing

Troubleshooting
If conditions in the aeration system deteriorate, undesirable microorganisms may thrive
Filamentous microorganisms long, thread-like organisms with increased
surface area more competitive for growth in conditions of
low DO or low nutrient concentrations

Troubleshooting Filamentous organisms hinder settling
cause excessive bridging and matting of the floc result in a mixed liquor which does not settle
well Bulking sludge
Poor settleability associated with the presence of too many filamentous organisms
Settles poorly Operation in a bulking sludge condition may result in the
loss of the mixed liquor into the effluent

Troubleshooting Approaches to cure bulking
treat the return activated sludge with oxidizing agents, such as chlorine or hydrogen peroxide
improve the treatment conditions so environment is less favorable to the growth of filamentous organisms
Settling problems and solids losses can also occur during high flow periods

Activated Sludge Process Variations conventional tapered aeration complete mix extended aeration step aeration contact stabilization high rate Sequential batch reactors Fixed film suspended growth

Activated Sludge Process Variations Variations involve changes in loading rates or a
physical rearrangement of the process The various levels of process loading are described
by the F/M ratio and MCRT “Physical arrangement“
structural arrangement of the aeration tank various arrangements of the process streams that are used
to provide flexibility
Process Loading Ranges The three basic ranges of process loading are for a
plant operating on a typical domestic wastewater at a temperature of about 20 degrees centigrade
high rate
conventional rate
extended aeration

High Rate Loading Takes advantage of the settleability of sludge
when the treatment system is loaded at a fairly high rate
Level of treatment which results is comparable to a typical high-rate trickling filter plant

Conventional Rate Conventional process
MCRT values of 5 to 15 days F/M ratios of 0.2 to 0.5 lbs BOD applied/lb MLVSS/day
Plants operating in the middle of this range produce an excellent effluent quality and do not (in theory) nitrify
Most large municipal treatment plants operate in the conventional activated sludge zone
At the lower end of this loading range, better effluent is sometimes produced, though problems can occur if the plant slips slightly or goes completely into nitrification

Conventional Rate Filamentous growth and poor sludge settleability have
been associated with the conventional process at the upper loading ranges
Dispersed growth and cloudy effluent are also quite common
Usually the operator can see this sort of condition coming by plotting a trend of the organic loading in his treatment process (either the F/M ratio or the actual MCRT)
Another sign of an "overloaded" condition White foam may indicate a “young” sludge

Extended Aeration Rate Extended aeration rate
The lowest range of process loading where successful operation may be accomplished
Plants operating in this range generally small in size do not receive 24 hour supervision Such plants are very conservative in design MCRT of 20-40 days F/M ratio of 0.05 to 0.15 lbs BOD applied/lb MLVSS/day.

Extended Aeration Rate Sometimes referred to as the "total oxidation
process" Term is derived from the fact that these plants are
designed with such low loadings that theory predicts that all influent BOD will be converted to CO2

Extended Aeration Rate Effluent of the extended aeration process often contains
small pinpoint floc, which may be observed passing over the weirs of the secondary clarifier
In the higher end of the loading range, a number of operating problems may occur
Because the entire aeration range is in the nitrification zone, denitrification and rising sludge problems may result
brown, greasy foam Filaments poor settleability

Activated Sludge With Re-aeration Re-aeration processes are variations in the
arrangement of the process streams All sludge re-aeration processes involve stabilization
by aeration of the return sludge prior to its contact with the untreated wastewater
Most examples require different ratios between the amount of return sludge under aeration and the amount of sludge in the contact section of the process

Activated SludgeWith Re-aeration
Contact stabilization and step aeration (step feed) are two variations of sludge re-aeration
Both processes represent the extremes of the contact/stabilization ratio; however, both have established a successful record of performance

Activated SludgeWith Re-aeration Successful process installations with
contact/stabilization ratios over the whole range between contact stabilization and step feed can be found in great numbers
Most have been shown to greatly increase the capacity of the activated sludge process to handle high organic loadings in smaller aeration tank volumes
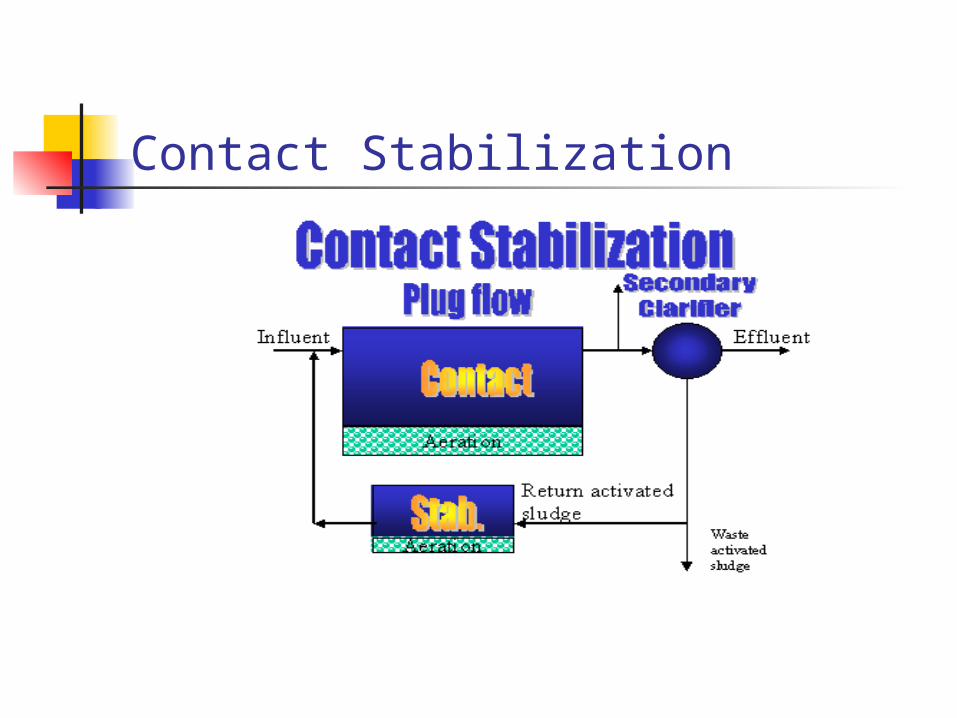
Contact Stabilization
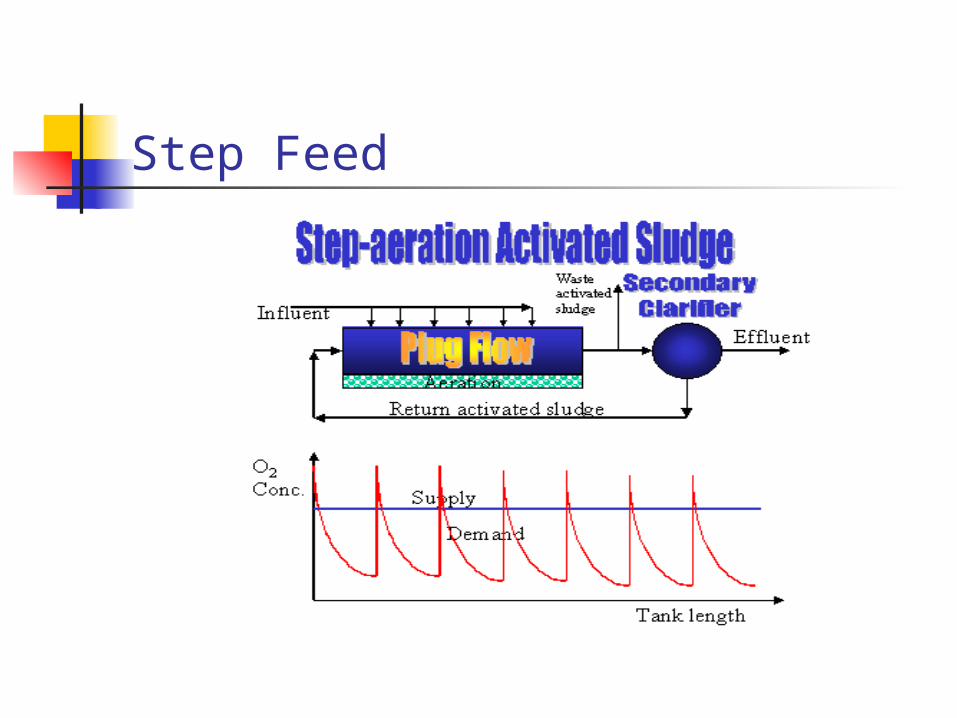
Step Feed

Complete Mix

References Kerri, Kenneth D., et al. Operation Of Wastewater
Treatment Plants. Third Edition, 1990, Vol. I, California State University, Sacramento.
EPA Process Control Manual. Aerobic Biological Wastewater Treatment Facilities. March 1977. U.S. Environmental Protection Agency, Office of Water Operations, Washington D.C.
Water Environment Federation. Design of Municipal Wastewater Treatment Plants. Fourth Edition, 1998, Volume II.