g&w electric company global supplier manual 2016/supplier quality... · 2.2.2 production part...
TRANSCRIPT

Revision 0 Issues Date 09/07/2016
September 2016
G&W ELECTRIC COMPANY GLOBAL SUPPLIER MANUAL
2
Table of Contents
SUPPLIER EXPECTATION LETTER 4
1.0 INTRODUCTION 5
1.1 About Us Error! Bookmark not defined.
1.2 Company Values and Mission 6
1.3 G&W QUALITY POLICY 6
1.4 G&W SAFETY POLICY 7
1.5 ENVIRONMENTAL POLICY 7
1.6 ETHICS POLICY 8
1.7 LEAN PRINCIPLES 8
1.8 STRATEGIC SOURCING MISSION 9 1.8.1 Current Suppliers 1.8.2 New Suppliers
2.0 SUPPLIER INFORMATION 9
2.1 REQUIREMENTS FOR COMMUNICATION 10 2.1.1Requests for Quote (RFQ) 2.1.2 Purchase Orders (POs)
2.2 QUALITY SYSTEM REQUIREMENTS 11 2.2.1 Advanced Product Quality Plan (APQP) 2.2.2 Production Part Approval Process (PPAP) 2.2.3 PFMEA Risk Assessment 2.2.4 First Article Requirements 2.2.5 Supplier Corrective Action Report
2.3 CHANGE MANAGEMENT 16 2.3.1 Print change or product design change 2.3.2 Supplier initiated change
2.4 SUPPLIER DEVELOPMENT 17 2.4.1 Sourcing a new supplier 2.4.2 Working with an existing supplier 2.4.3 On-Time Delivery (OTD) 2.4.4 Parts Per Million (PPM) 2.4.5 Supplier chargeback
3
2.4.6 Contingency Plan 2.4.7 Preventive Maintenance 2.4.8 G&W Assets
2.5 SUPPLER PACKAGING, LABELING AND DOCUMENTATION 18 2.5.1 General Information
Receiving Hours Delivery Protocol Exceptions
2.5.2 Shipment Packaging Small Parcel Shipments Palletized Shipments Hazardous Materials
2.5.3 Shipment Documentation Packing List Bill of Lading
2.5.4 Approved Inbound Carriers
3.0 SUPPLIER AGREEMENT CONFIRMATION FORMS 27
3.1 Check List of Items to be Signed and Returned 28 3.1.1 Conflict Minerals Reporting 3.1.2 Nondisclosure Agreement 3.1.3 Terms and Conditions 3.1.4 Supplier Agreement Confirmation 3.1.5 WMBE Certification Confirmation
4
Supplier Expectation Letter Dear Valued Supplier: Whether you are currently a supplier to G&W Electric Co., or are seeking to establish a relationship with us-welcome. I look forward to the opportunity to work with you to establish, and or, strengthen our partnership for the benefit of our customers. G&W Electric Co. is founded upon a vision that has guided its business practices for over 100 years. This vision is partnership-based, seeking continuity and growth in relationships over time. For G&W suppliers, this means deepening partnerships with companies whose competitive strengths, market appetite and customer orientation fall in line with G&W corporate initiatives and global expansion. G&W takes great pride in what we are accomplishing as a company. Our expansion into the global marketplace is fueled by our passion for meeting the needs of our customers. Our focus on the execution of lean manufacturing processes such as 6s, kaizen events, and six sigma exemplify and reinforce our commitment to continuously improve the processes and systems by which we market, manufacture, and distribute our products. Our supply chain must be strong enough to sustain G&W’s commitment to our customers. We base our business on expectations for high-level quality, service, and value. As the Global Director of Supply Chain, my goal is to ensure that we select and maintain the highest quality supply base available in the market. In order to achieve and maintain this goal, communication will be critical. Therefore, I’d like to take this opportunity to present to you G&W’s supplier manual to help you, as a valued supplier of G&W, understand our requirements and commitment to excellence. Along with the manual, there is a list of forms that will need to be signed and promptly returned within thirty days of receiving the manual. I have attached a checklist to the end of the manual that will aid you in keeping track of the forms that must be returned. Please do not hesitate to contact me directly if you have any comments, and or concerns. I look forward to working with your organization as we continue to build our world class supply chain operation. Best Regards, Todd Sayers Global Director of Supply Chain [email protected]
5
1.0 INTRODUCTION
The purpose of this manual is to provide guidelines to all suppliers to consistently meet or exceed G&W quality and delivery goals in today’s competitive market and diligently strive to excel using proven principles of error proofing and continuous improvement. This supplier quality manual presents requirements to improve overall performance in quality and delivery areas and excel to world class manufacturing. The acceptance of a purchasing agreement shall be considered as proof of compliance to the expectations as outlined in this manual. This supplier quality manual establishes qualification requirements to the suppliers that contribute materials, products, and services which directly or indirectly affect the quality and delivery of G&W to its customers. It includes verification of a supplier’s quality management system and describes the process for product qualification to certify a supplier’s capacity to meet the requirements of a G&W contract. The G&W Supply Quality Manual is to be considered a supplement to any existing supply agreements and will be the guideline for all future contracts with a supplier. Because G&W’s dependence on our supply base is substantial and increasing, supplier performance is critical. It is the intention of G&W that we will aid in the development of our suppliers and create a more profitable environment for all.
1.1 ABOUT US
Since 1905, G&W Electric Company (G&W) has helped power the world with innovative power systems, solutions and products. With the introduction of the first disconnectable cable terminating device in the early 1900s, G&W began to build a reputation for engineering creative solutions to meet the needs of systems designers. Solutions which today have extended far beyond cable accessory products and into the latest in solid dielectric and SF6 insulated switchgear, solid dielectric insulated reclosers, system protection equipment, distribution automation solutions, and distribution and transmission cable accessories. G&W product lines are backed by extensive design and production testing in accordance with and often exceeding industry standards. Even more important is the proven performance and assured reliability that only comes over time. G&W products have been proving themselves for many decades. Whether part of a major project requiring a different approach, to more convenient tried and true methods, G&W can work as part of the project team from initial concept planning through final implementation.

6
Today's G&W combines extensive research and development with ISO 9001:2008 and ISO 14001:2008 certified quality systems in both its manufacturing and design process. Add to this the latest in manufacturing equipment, an extensive global sales organization, and experienced customer response teams and you have a powerful resource; one which is ready to work with you on your specific system requirements. G&W's headquarter operations is a testament to the company's commitment to quality. Located in Bolingbrook, Illinois, USA, the plant covers over 371,000 square feet and represents a showplace of modern engineering, manufacturing, and marketing technology. In addition, G&W has operations in China, Mexico, Canada, India, Singapore and Brazil. We cover the globe with product installations and sales representation in over 100 countries and all seven continents. With an ever present commitment to customer satisfaction, G&W enjoys a worldwide reputation for quality products and superior service. It is this commitment which has kept us ahead of a changing industry and one which will allow us to power the world for many years to come.
1.2 COMPANY VALUES & MISSION
G&W has built its reputation upon our product being the highest quality in the industry. In order to do so, G&W seeks out suppliers and employees who take personal pride in doing their best to maintain a high quality product for our customers. Our company philosophy is to be partners with our suppliers, in which we strive for continuous improvement and aid in their development. Our company makes it our mission to maintain high standards in the following categories: Quality: We recognize that G&W and its suppliers are a part of the power industry, and
that our products impact the life and health of the people working on or using them. It is for this reason that G&W must have the highest quality parts. Do to the nature of the equipment and the use of our products as safety devices in the power industry, our quality policy is meant to assure the best products are being put forth for the customers.
Reputation: To be a respected leader in the worldwide electric power equipment industry
by virtue of supplying the highest quality leading edge technology, equipment and services at competitive prices. To be a respected corporate citizen of the communities in which we and our equipment operate.
Customer Service: To satisfy customer needs in a superior manner by supplying
innovative products that provide advantageous value in terms of performance, reliability, availability, and technical support. To support our customers and sales representatives in the most timely, respectful and considerate fashion.
1.3 G&W QUALITY POLICY
7
We will provide defect-free products and services on time for our customers and each other. We will require the same from our suppliers. We will fully understand the requirements of our jobs and are committed to doing it right the first time as a way of life. We will continually improve our processes, products, and services to optimize our efficiency and effectiveness. We will achieve these goals with our highly trained competitive staff, continuous improvement, and cost competitiveness.
1.4 G&W SAFETY POLICY The management of G&W Electric holds in high regard the safety, welfare, and health of its employees. We believe that safety and health are a shared responsibility. Everyone must take or control both known and potential safety and health hazards. This requires the interest, cooperation, and dedication of every employee and supplier. As a condition of supplier contract, each supplier must consistently work in a safe manner, according to all federal, state, and company safety regulations.
All products and services must include- MSDS hard and soft copies Safe packaging Instructions for safe handling Any precautions/controls Potential poison or carcinogenic properties of their products or services
1.5 ENVIRONMENTAL POLICY
At G&W, we believe that the environment in which we make our products is just as important as the products themselves. This belief has helped us become an industry leader in sustainability and environmentally-friendly business practices. Our Bolingbrook facility has been given LEED Gold Certification for its emphasis on waste reduction and energy efficiencies. Moreover, waste receptacles in our facilities allow for the recycling of paper, plastic, and other types of materials. As we continue working towards a 0% landfill rate, we recognize our progress in environmental sustainability and hope that our suppliers will work to limit their impact on the environment in a similar manner.
Our company is committed to conducting our business processes in compliance with applicable environmental laws and regulations. We will continually improve our activities, products and services to prevent pollution, reduce waste and protect our environment.

8
We are committed to pollution prevention, waste reduction and the protection of the natural and workplace environment influenced by the environmental impacts of our activities, products and services. We are committed to conduct our business process in compliance with all applicable laws and regulations in keeping with positive community citizenship. Management is committed to the implementation, documentation and maintenance of its Environmental Management System, compliant to ISO 14001 standard. This includes the communication of the EMS policy to all employees, customers, contractors, and suppliers who visit our facility. Suppliers are encouraged to minimize their waste and plan packaging to achieve our goal of waste elimination.
1.6 ETHICS POLICY
G&W Electric Company is committed to ethical conduct and legal compliance in our operations in the United States and around the world. Your compliance with this Policy and all of G&W’s other policies will help us to fulfill our pursuit of excellence. G&W is committed to conducting its business free from any corrupt practices wherever in the world we conduct our business. To help us accomplish this, we must all follow the law and G&W’s standards. To help ensure that we understand our legal and ethical obligations in the context of anti-bribery, G&W has designed and implemented an Anti-Corruption Policy to address related issues. If there are any questions regarding the Anti-Corruption Policy, or if there are any ethical concerns please bring them to the Human Resources Department.
1.7 LEAN PRINCIPLES
G&W prides itself on manufacturing products with the highest quality and the lowest amount of waste. We execute our manufacturing processes effectively while continuously improving ourselves to achieve the most efficient results. We expect our suppliers to maintain a level of quality that matches what we provide to our customers. G&W focuses its lean operations on the following principles, which include but are not limited to: six sigma, kanbans, kaizen processes, continuous flow, lean machines / simplicity, workplace organization, parts presentation, reconfigurability, product quality, maintainability, ease of access and ergonomics. Each of these lean principles gives us an operational advantage over our competitors, and we want our suppliers to engage in similar processes to help make the overall supply chain as efficient as possible.
9
1.8 STRATEGIC SOURCING MISSION At G&W, our mission is to find suppliers who will grow with us and allow us to develop a mutually beneficial relationship. We envision partnering with suppliers who will help us to optimize cost & quality to help deliver superior products to our customers. Suppliers are welcome to contact their SQE (Supplier Quality Engineer) for clarification on reference material. 1.8.1 CURRENT SUPPLIERS Current Suppliers will be selected based on their expertise and past performance from ASL (Approved Supplier List) by sharing technical information through the procurement department. Suppliers will perform the initial feasibility review and accept or not accept the bid. Preference for new business will always be given to suppliers with proven past performance and cost competitiveness. 1.8.2 NEW SUPPLIERS New Suppliers can be brought on board after proper assessment and approval by a SQE. The supplier assessment form “Supplier Quality Audit Check sheet form-22” will be supplied upon request from procurement. Supplier is required to meet “B” rating of 70% or better for becoming eligible for G&W business. In the event that an “A” rating cannot be met, the supplier will provide an action plan to meet the requirements of “A” rating. A follow up audit may or may not be required.
2.0 SUPPLIER INFORMATION G&W has adopted quality requirements from the AIAG (Automotive Industry Action Group) standard to ensure we meet world class quality for our shop and for our suppliers. The intent is to foresee problems and stress on preventive mode and minimize reactive mode. This approach has a remarkable effect on cost savings as well. Suppliers are advised to follow the same thoughts and principles. G&W always excels to and supports world class quality and performance and expects the same from all suppliers and service providers.

10
2.1 REQUIREMENTS FOR COMMUNICATION
G&W employs various kinds of bidding and request for quotation practices. Regardless of the bidding/sourcing technique, suppliers should always communicate with their assigned buyer in order to relay any information regarding an order. 2.1.1 REQUESTS FOR QUOTE (RFQ) Submission of a quote will serve as assumed evidence that the supplier can meet the specifications required. If a supplier should need to deviate from the specifications required on the print or other documentation, the supplier must note these exceptions clearly on their quote. All suppliers are expected to participate in a timely and straightforward manner during the request for quotation process. All RFQ’s will typically contain all necessary documents for full quotation, including:
Engineering drawings Technical specifications PPAP submission requirements Physical samples when available
The supplier must contact their assigned G&W buyer in the event the RFQ materials are illegible, unclear, or missing key information that is necessary for quotation. Later amendments or changes to supplier’s commercial proposals, due to any reason, will not be accepted. As a component of continuous improvement, the RFQ process is intended to establish specific costs for each element of a component part. Therefore it is extremely important that suppliers provide a cost breakdown as requested by RFQ, so that through early supplier involvement and value engineering we can identify and implement cost reduction opportunities. 2.1.2 PURCHASE ORDERS (POS)
Product specific requirements may also be communicated on POs. Product drawings called out on POs may specify characteristics that affect the fit, form, and function of the product. Each PO should be followed by an acknowledgement from the supplier confirming for each part number, the price agreed, quantity and delivery date. Product configuration will be specified by the prints, in addition to the configuration specified by the part number. Acceptance of the PO is an acceptance of the standard Terms and Conditions of the PO. It is the supplier’s responsibility to review Purchase Orders to ensure that up-to-date revisions of product requirements are utilized by their manufacturing process.

11
2.2 QUALITY SYSTEM REQUIREMENTS
All suppliers will be required to have an ISO-9001 certification unless a written approval from the director of purchasing is received in advance. A current valid copy of ISO certification will be made available to G&W purchasing personnel. In the event the ISO certification is not available, a site audit will be conducted by a G&W SQE and a supplier assessment will be conducted on site. The supplier will then be notified in writing on an improvement plan with list of open action items. Supplier will then be responsible to provide a plan to close all open items. 2.2.1 ADVANCED PRODUCT QUALITY PLAN (APQP) G&W has adopted the AIAG standard for APQP as the standard planning method for suppliers to bring a product to production. The AIAG publication “Advanced Product Quality Planning (APQP) and Control Plan” should be used as a reference in developing these plans. Suppliers are responsible for:
Developing and executing an APQP course for a successful product launch Maintaining all documents and providing them when requested by quality or
procurement departments Assessing the risk and assigning a RPN (Risk Priority Number) to each step
on the PFMEA (Process Failure Mode and Effect Analysis) based on the history, process knowledge, and G&W guidelines
Critically evaluating their manufacturing capability and prepare a capacity plan to ensure they meet current and future demands.
Suppliers will take a step by step methodical approach to feasibility studies on manufacturing process and decide risk associated based on G&W requirements and PPAP workbook. All steps indicating a higher RPN will have to be reassessed on how to lower the risk and RPN. G&W will assign a SQE (Supply Quality Engineer) who will coordinate the completion of APQP activities with the project team. The goal of APQP is to facilitate communication with the supplier and to assure that all required steps are completed on time. For guidelines, the supplier may refer to the G&W manual on assessing the risk rating during the APQP process.

12
2.2.2 PART PRODUCTION APPROVAL PROCESS (PPAP) A G&W SQE will provide a copy of the PPAP workbook that contains a numbered print and DFMEA along with a list of documents to be completed by supplier on due dates requested. Supplier will review the PPAP workbook and provide a tentative plan on completion to the SQE. There are seventeen documents listed in the PPAP workbook. These are listed below-
a. Balloon Drawing-G&W will provide copy of the most recently released Engineering Drawing to provide an official part print.
b. Design FMEA (DFMEA)- G&W will provide (not for supplier owned designs or off the shelf items) A risk analysis of the design for potential failures to highlight any design issues that may cause malfunctions once the part is produced.
c. Process Flow Diagram- supplier responsibility Visual map of the manufacturing process that documents all steps required to manufacture the part.
d. Process PFMEA (PFMEA)- supplier responsibility A risk analysis of the manufacturing process for potential failures to highlight any process issues that may cause malfunction once the part is produced.
e. Control Plan-supplier responsibility Communicates the supplier’s decisions during the manufacturing process in terms of tools, materials, and methodologies.
f. Gage R&R study- supplier responsibility Gage Repeatability and Reproducibility
g. First Articles Measurements- supplier responsibility h. Process Capability Analysis- supplier responsibility i. Material Test Report- supplier responsibility
The supplier performs tests for all parts and product materials when chemical or physical requirements are specified by the design or the Control Plan
j. Performance Test Results- supplier responsibility The supplier performs tests for all parts and product materials when functional requirements are specified by the design or the Control Plan.
k. Sub Supplier Source Details- supplier responsibility l. List of Checking Aids- supplier responsibility m. G&W Tooling / Asset Record- supplier responsibility n. Packaging Test Report- supplier responsibility
A G&W SQE will provide a numbered print with KC (Key Characteristics) marked with “KC” on the print. These characteristics require Cpk>1.33 minimum. The supplier will provide the raw data along with a control chart or histogram to ensure manufacturing process is robust and in control. Sampling for this analysis will be agreed by the SQE and supplier management. G&W reserves the right to have the suppliers enter this data on software provided by G&W.

13
2.2.3 PFMEA RISK ASSESSMENT The evaluation of risk using the RPN is developed by multiplying a probability number for risk, occurrence, and detection. A higher RPN indicates a higher risk, and vice versa. RPN= Risk (from DFMEA) x P (occurrence based on historical knowledge) x N (probability of detection)
Probability of risk is a function of design and is selected from Table-1 given below. Table-1 reviews severity ranking using our DFMEA. The risk severity numbers used in G&W DFMEA will be used by supplier to generate PFMEA using the same severity numbers from the DFMEA. Table-1 Risk Assessment Guidelines Probability of occurrence (Table-2) is a function of process which allows supplier to carefully select the process such that occurrence is minimal. Occurrence is normally selected based on historical data on similar part and process knowledge. In the event occurrence is high, the supplier needs to review the process to minimize the risk.
Table-2 Occurrence assessment guidelines

14
Detection is a function of inspection control using appropriate tools. Table-3 shows probability of detection. Tools used for inspection should have an acceptable GRR value.
Table-3 Probability of Detection
15
The supplier will provide the detailed process flow diagram showing all operations performed on the samples. Once documented and submitted to G&W, no changes will be made by the supplier without written approval from the quality director. A Control plan will be completed by the supplier showing inspection tools used, frequency of inspection, sample size selected and reaction process for out of control condition. The control plan is a living document and will be used on the manufacturing floor by the supplier. Sample size will be selected by the SQE and by the supplier depending on the type of product, cost of product, volume or usage, and risks involved. The first piece inspection tab on the PPAP workbook is designed to accommodate up to 30 pieces. Supplier will provide a full inspection. G&W is committed to providing appropriate technical support to all suppliers when necessary and suppliers are able to contact their SQE for further information. The intent is to work as a team in error proofing and continuous improvement to achieve better process control and lower cost to increase profit margin. 2.2.4 FIRST ARTICLE REQUIREMENT Newly created or modified components, new suppliers for existing components, and process changes by suppliers require the completion of a First Article report. See appendix A for items not requiring First Articles. Newly created or new suppliers for existing components All print specifications are to be checked and results documented unless a subset of specifications has been agreed upon by G&W Electric Engineering and Quality. Modified Components For revision changes, only the changed items need to be checked and results need to be documented as long as an approved First Article for the same part and supplier is on hand and is no more than 2 years old. A First Article is not required for the following changes: 1) ONLY the part name/description in title block was changed 2) Revision is result of adding a new part number to a tabulation drawing AND the following conditions are met:
a. The changes listed do not impact the part numbers listed in the tabulation on previous revision
b. Approved first article (regardless of report age) meeting the following conditions are on file:
i. Same supplier ii. Last modification(s) impacting part number in question
16
The report is completed by G&W Electric QA personnel, or trained personnel/engineering and submitted for review to G&W Electric Quality Manager. G&W Electric Quality Manager is responsible for reviewing the report and determining if approved, can be “used as is”, or if rejected. APPENDIX “A” – First Article Exceptions The following items do not require completion of first article reports: - Components purchased from distributors - Packaging materials - Hardware - Non G&W products - Finishing (examples include but are not limited to: AZZ, Gatto, American Plating) - Adhesives, chemicals, and similar products
2.3 CHANGE MANAGEMENT PROCESS The Change Management Process is followed when a product design [print] is changed by G&W engineering department or G&W supplier is intending to change the current or existing process. Change management applies to: 2.3.1 PRINT CHANGE OR PRODUCT DESIGN CHANGE G&W will initiate an ECN (Engineering Change Notification) in the event a print or process change is required; this will be followed by a request to supplier for an RFQ. This change will be communicated to supplier by G&W procurement department. The new quote will be reviewed and approved/disapproved by engineering. Supplier will then contact G&W with status of inventory of current stock. G&W will advise supplier on disposition of inventory stock and make necessary changes in MRP (Material Resource Planning) system. 2.3.2 SUPPLIER INITIATED CHANGE In the event supplier decides to make a change in the current or existing process, supplier will officially request the director of procurement for the change in process with appropriate reasoning and its implication on the cost of the processing. The director of procurement will then contact engineering and quality departments for their input to understand its effect on the quality of the product. G&W team will make a unanimous decision on acceptance or rejection of the supplier initiated change. This will be communicated to the supplier.

17
2.4 SUPPLIER DEVELOPMENT Supplier development consists of two types, one when sourcing a new supplier or two when working with current supplier to improve or modify the process.
2.4.1 SOURCING A NEW SUPPLIER Refer to section 1.8.1 2.4.2 DEVELOPMENT OF AN EXISTING SUPPLIER G&W will provide monthly performance report to key suppliers based on their delivery and quality based on the following ranking:
Preferred - Supplier who has completed and passed Supplier Assessment and meet
all G&W Electric requirements with ≥ 90% score on Supplier Assessment (QA-F-22).
Approved - Supplier who has completed and passed Supplier Assessment and meet all G&W Electric requirements with < 90% - 70% score on Supplier Assessment (QA-F-22).
Legacy Approved (Maintain) - Supplier who has supplied products or services to G&W Electric and is pending Supplier Assessment (QA-F-22) completion. 70% minimum score is required for Legacy Supplier to be added on Supplier List (SL).
Non-Approved - Supplier who has completed Supplier Assessment (QA-F-22) with performance score less than 50%. Non-Approved suppliers will not be allowed to participate in future bid events or receive purchase orders from G&W Electric.
There are three parameters used to measure supplier performance-
Number of SCARs and repeat SCARs On-time delivery and delivery that affected G&W customers
18
PPM (Parts Per Million) on products received 2.4.3 NONCONFORMING PRODUCTS Nonconforming products will be adequately processed by all suppliers and records will be made available to G&W on request. Appropriate corrective measures using 5 why and 8D will be implemented for error proofing. A copy of a SCAR (Supplier Corrective Action Report) will be submitted to a G&W SQE upon request in timely fashion. This will be a performance measurement parameter for supplier performance. The SCAR may be rejected if appropriate measures are not taken in timely fashion or SCAR validation is not adequately addressed. A repeat SCAR may involve an onsite supplier audit by an SQE to verify error proofing at the supplier. Supplier will acknowledge and provide response on containment of product within 24 hours to ensure no defective product is in pipeline and provide a corrective action report with a plan within 30 business days. In the event the supplier needs more time, an extension will be requested to an SQE with final submission date. 2.4.4 ON TIME DELIVERY (OTD) On Time Delivery to G&W will be tracked by our procurement and incoming receiving department. OTD is another parameter that plays an important role in supplier performance. Any late deliveries that affect G&W customers will be taken seriously and will adversely affect supplier performance. 2.4.4 PARTS PER MILLION (PPM) PPM is a measure that quantifies the magnitude of the quality problem and is the third critical measure of supplier performance. 2.4.5 SUPPLIER CHARGEBACK Supplier will be notified of any defective products received at G&W by an SQE or purchasing department. Supplier will be required to hire a G&W approved third party service to sort or rework part when possible. In the event G&W performs sort or rework, supplier will be charged back at $100/hr rate. Supplier must avoid this scenario since this is mutually unacceptable. 2.4.6 CONTINGENCY PLAN Supplier must have plan for unforeseen circumstances such as fire, flooding, tornado, earthquake etc. This can be counterproductive to both parties. Supplier needs to have
19
remote back up of all communications, part prints and other intellectual properties. G&W requires supplier to keep a safety stock in the event of natural disaster. 2.4.7 PREVENTIVE MAINTENANCE Supplier needs to have a documented preventive maintenance plan to minimize downtime on all machines. This plan to should cover all the machines used in manufacturing G&W products. The plan will list all components of machines which require long lead times and keep them in possession as back or have their sub-supplier keep ready to ship if and when needed. This plan should be available to G&W if and when requested. 2.4.8 G&W Assets Suppliers are responsible for listing, documenting and maintaining all G&W assets. Assets that require maintenance such as tools must be kept up and maintained by all suppliers. In the event a new tool is required, supplier will provide all maintenance records and documentation to justify tool has reached end of life.
2.5 SUPPLER PACKAGING, LABELING, AND DOCUMENTATION
G&W Electric (G&W) has established packaging, labeling and documentation requirements to facilitate safe and efficient handling and processing of your shipments. Our goal is for products to arrive at G&W in the same high quality condition in which they ship from your facility. All shipments must be made in accordance with these guidelines. By adhering to the requirements, we can eliminate receipt investigations, shipment rejections, cargo claims, payment disputes/delays and compliance charge-backs. We expect our suppliers to take the following actions when shipping product to G&W:
Package products in the type, size and quality of packaging that ensures safe, damage-free transportation and storage and meets all regulatory (including hazardous materials) requirements
Label each product according to the standards contained in G&W’s Supplier Packaging,
Labeling and Documentation Guidelines
Include a Packing List detailing the quantity shipped with the G&W Part Number, Quantity and Purchase Order number displayed
Ship product according to G&W’s Supplier Transportation Routing Instructions using
approved carriers
20
Collaborate with G&W to implement technology enhancements such as Electronic Data
Interchange (EDI) and compliance labeling, supporting Advance Shipment Notification (ASN) and auto-ID applications.
We will encourage returnable containers and clean containers. Our products are
sensitive to contamination and suppliers are requested to take extra precautions to eliminate contamination. Proper handling and packaging procedures may be required for some special products supplied to G&W. Products must be packed to assure the safety of our employees and no damage during transit. Products must be labeled “FRAGILE” when applicable. G&W reserves a right to reject any packaging proposal submitted or to request a change in a current packaging plan. Incorrect packaging or defective packaging may initiate a SCAR and require immediate action from supplier. Supplier will ship in time or 48 hours in advance; G&W may not accept the shipments arriving before 48 hours. Damaged goods may be rejected on arrival with a picture to suppliers and a copy of the supplier corrective action from the SQE. If damage is done in transit on products supplied then a SCAR will not be requires if transit company is hired by G&W. Trade Compliance: Suppliers will provide G&W an accurate NAFTA certificate of origin on applicable products in timely fashion with proper country of origin and content as applicable. All containers will be appropriately labeled as “Hazardous”, “Fragile”, “Handle with Care”, etc. 2.5.1 GENERAL INFORMATION
Receiving Hours 7:00 a.m. – 3:30 p.m. Receiving Address 305 W. Crossroads Parkway (West docks)
Delivery Protocol We do not currently require delivery appointments. Shipments to our Bolingbrook facility are processed on a first come, first serve basis. Our expectations are for timely delivery, on or just before the required date on the G&W Purchase Order. G&W requires all drivers to adhere to our Plant Safety regulations and Safe Dock Practices, including the use of wheel chocks for all vehicle types and use of proper PPE within the facility.

21
Our timeline for Advanced Shipment Notification will be announced with adequate lead time to ensure effective supplier implementation.
Exceptions G&W recognizes that this document cannot be all-encompassing and that individual supplier circumstances may necessitate other considerations. We plan to be as flexible as practical. We ask that deviations from these guidelines be discussed with your G&W Buyer and approved prior to shipment. 2.5.2 SHIPMENT PACKAGING
Small Parcel Shipments Shipping product in small parcels provides an economic and timely method of transport. However, for multiple carton shipments with a total weight exceeding 150 pounds, the cartons should be palletized and shipped less-than-truckload (LTL) per G&W’s Routing Instructions. Although small parcel carriers have adopted a 150 pound weight limit per carton, we request that suppliers not exceed 70 pounds per carton. G&W’s preferred small parcel carrier requires high-quality (minimum of 200 pound bursting strength or 32 ECT) packaging. Shipping cartons must be new, not reused, and all cartons must be adequately sealed with carton sealing/reinforced tape to withstand rough handling. Individual cartons must be identified with G&W’s Purchase Order (P.O.) number. This is extremely important, as small parcel shipments are often split during transport and arrive as multiple deliveries. Placing the P.O. number on each carton allows G&W to identify any portion of a shipment when delivered. For multiple carton small parcel shipments, we also require you to mark each carton 1 of 3, 2 of 3, 3 of 3, etc. When multiple Purchase Orders (P.O.’s) are sent in a master shipping carton, the product and corresponding P.O.’s must be individually packed and clearly segregated. A Packing List must be attached for each P.O. (consolidated packing lists or manifests must be approved prior to use).
Palletized Shipments

22
Shipments calling for a less than or full truckload (LTL or TL) carrier must be palletized for receipt at G&W. Floor loaded shipments should be approved and scheduled with your G&W Buyer to ensure efficient unloading. Pallets used to ship products to G&W must be of standard quality as defined by the National Wooden Pallet and Container Association (NWPCA).
Pallets should be 48” x 40” notched stringer, four-way entry (two-way for pallet jacks), multiple use hardwood or plastic pallets with a rated load carrying capacity of 2,500 pounds. Suppliers should avoid smaller “slave” pallets that present handling problems outside your facility. To avoid transit damage, there should be a minimum of 2 inches of open pallet decking on each side of the product. Unless driven by single product dimensions, loaded pallet height should not exceed 72 inches from the floor. While your packaging specs may be sufficient to allow double stacking of pallet loads in transit, we request that you avoid double-stacking. To ensure carrier compliance, we require suppliers to mark each pallet load shipped LTL with a “Do Not Top Load” label. While G&W does not provide tie-high and pallet patterns for proper stacking of products, we expect loads shipped to G&W to be stable for transport and handling. Suppliers are
23
responsible for securing pallet loads to prevent shifting in transit. We encourage the practice of banding products to the pallet. Polypropylene, polyester, fiber and steel banding materials are acceptable. Where feasible, suppliers should use corners or edge protectors and stretchwrap pallet loads. Crates shipped to G&W must be secured using proper closure methods. Approved fasteners include screws (star head preferred), nails and staples. The G&W P.O. should be marked on the outside of each pallet load. We ask you to group products by P.O. on the pallet when shipping multiple Purchase Orders on multiple pallets. If one pallet does contain multiple Purchase Orders, you should mark the pallet with a sign stating “Mixed Pallet” and list the P.O. numbers contained on the pallet.
Hazardous Materials Materials defined by the Department of Transportation (DOT) as hazardous or regulated material must be classified, packaged, marked, labeled, documented (shipment paperwork) and shipped in accordance with the standards listed in the Code of Federal Regulations, Title 49. If you have questions regarding these regulations, you should consult Title 49, Parts 100 to 185. Suppliers are responsible for identifying hazardous materials and complying with Federal Regulations and carrier requirements to ensure safety in transport. You must provide G&W with a Safety Data Sheet (SDS) for all hazardous materials shipped and provide the following information for every DOT- regulated material:
Identification number (UN/NA) DOT Proper Shipping Name Hazard Class Packing Group Subchapter (CFR 49) reference for exempted items Special handling and storage requirements Emergency response information
The above information should be listed under Section 14, Transportation, of your current SDS. Shipment Labeling Proper labeling is critical to our receiving process and eliminates delays that can impact our production cycle. Although we are not prepared to implement bar-coding of products
24
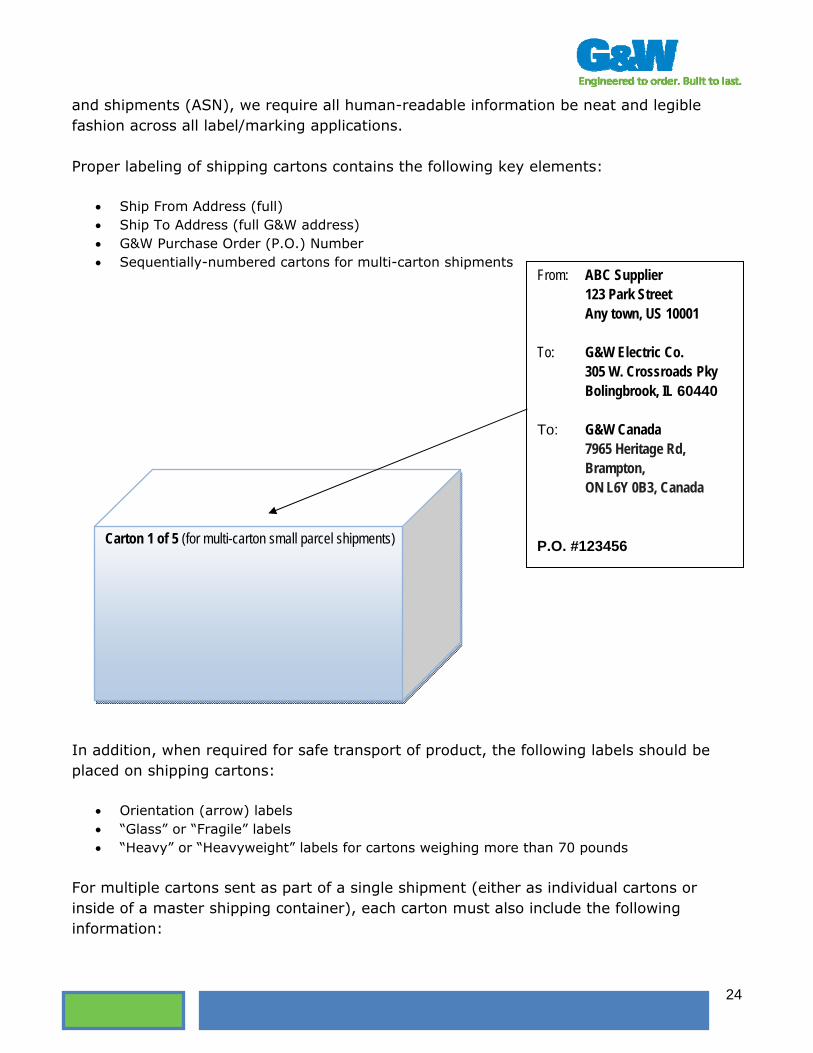
and shipments (ASN), we require all human-readable information be neat and legible fashion across all label/marking applications. Proper labeling of shipping cartons contains the following key elements:
Ship From Address (full) Ship To Address (full G&W address) G&W Purchase Order (P.O.) Number Sequentially-numbered cartons for multi-carton shipments
In addition, when required for safe transport of product, the following labels should be placed on shipping cartons:
Orientation (arrow) labels “Glass” or “Fragile” labels “Heavy” or “Heavyweight” labels for cartons weighing more than 70 pounds
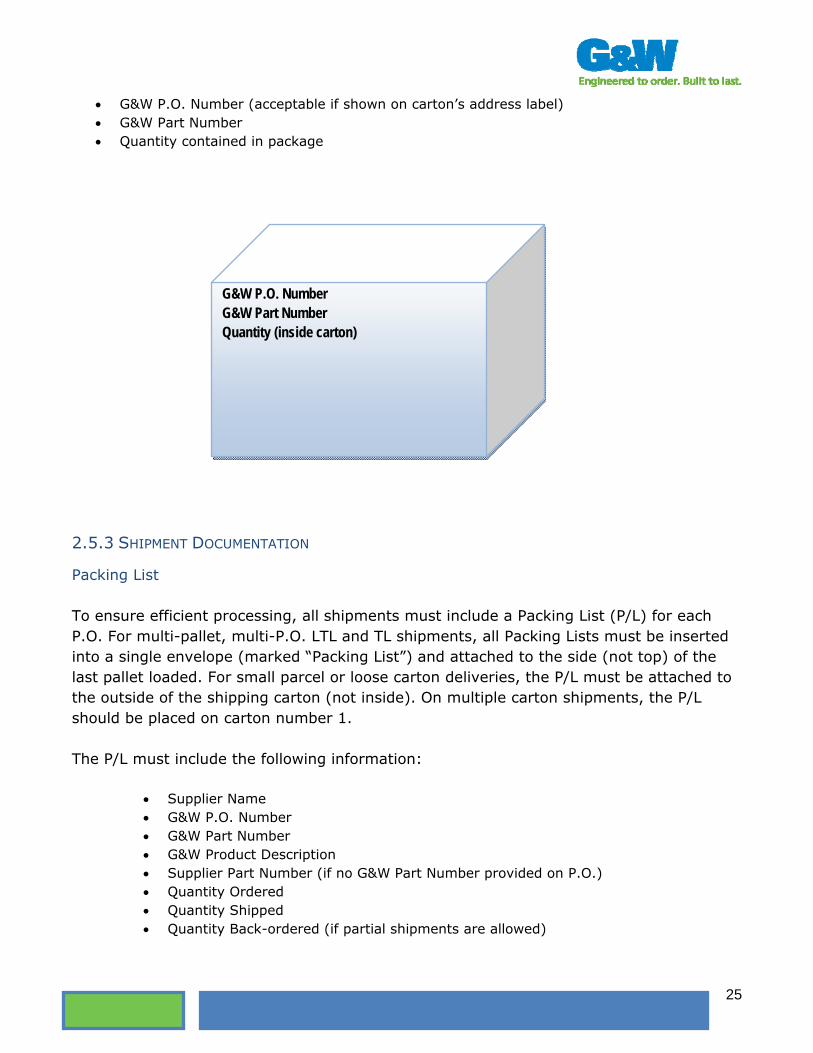
For multiple cartons sent as part of a single shipment (either as individual cartons or inside of a master shipping container), each carton must also include the following information:
From: ABC Supplier 123 Park Street Any town, US 10001 To: G&W Electric Co. 305 W. Crossroads Pky Bolingbrook, IL 60440 To: G&W Canada 7965 Heritage Rd, Brampton, ON L6Y 0B3, Canada P.O. #123456 Carton 1 of 5 (for multi-carton small parcel shipments)
25
G&W P.O. Number (acceptable if shown on carton’s address label) G&W Part Number Quantity contained in package
2.5.3 SHIPMENT DOCUMENTATION
Packing List To ensure efficient processing, all shipments must include a Packing List (P/L) for each P.O. For multi-pallet, multi-P.O. LTL and TL shipments, all Packing Lists must be inserted into a single envelope (marked “Packing List”) and attached to the side (not top) of the last pallet loaded. For small parcel or loose carton deliveries, the P/L must be attached to the outside of the shipping carton (not inside). On multiple carton shipments, the P/L should be placed on carton number 1. The P/L must include the following information:
Supplier Name G&W P.O. Number G&W Part Number G&W Product Description Supplier Part Number (if no G&W Part Number provided on P.O.) Quantity Ordered Quantity Shipped Quantity Back-ordered (if partial shipments are allowed)
G&W P.O. Number G&W Part Number Quantity (inside carton)
26
Bill of Lading The Bill of Lading (BOL) should consolidate all G&W Purchase Orders shipping to our Bolingbrook facility. Suppliers may use a Master BOL rather than individual BOL’s to ensure that the carrier views all products as a single shipment. The BOL must be legible and contain the following information:
Date Shipped Full Supplier and Consignee Information (Ship From and Ship To) BOL Number Terms (Collect, Prepaid or 3rd-Party Billing) G&W P.O. Number(s) Carrier Name Trailer and Seal Numbers (if tendered to a TL carrier) Number of pallets and cartons (if applicable) National Motor Freight Class and Description Actual Weight Shipping Description if regulated by DOT as a hazardous material Special Instructions if required
On palletized shipments that detail the number of cartons or pieces, the carrier is only liable for the number of pallets tendered. Any missing cartons on shipments with stretchwrap and banding intact are the responsibility of the supplier, regardless of the freight terms. G&W annotates freight bills with a description of visible transit damage upon receipt. For concealed damages, G&W will work with the supplier to mitigate the damage and prevent repeat occurrences. Inadequate packaging may result in denial of a cargo claim if filed with a carrier. In those cases, G&W will look to the supplier for relief and remedy. 2.5.4 APPROVED INBOUND CARRIERS G&W reserves the right of routing for all shipments, whether prepaid or collect. When G&W is responsible for the freight charges, suppliers must refer to the specific routing instructions provided in our Transportation (Inbound) Routing Instructions (attached as an addendum to this document). For supplier convenience, the current routing guidelines are posted on G&W’s web site at www.gwelec.com. If there are questions regarding our Routing Instructions, suppliers should contact G&W’s Logistics Department to coordinate shipment. Please contact our International Logistics Coordinator regarding imports into the USA.
27
3.0 SUPPLIER AGREEMENT CONFIRMATION FORMS 3.1 CHECK LIST OF ITEMS TO BE SIGNED AND RETURNED GO TO http://www.gwelec.com/credit-supplier-forms.html
Conflict Minerals.docx:
Terms and Conditions:
WMBE Certification Confirmation: to be scanned and returned via emailed
Asset Form: to be scanned and returned via emailed (if supplier have G&W asset)
28
(Supplier Name) _______________________________, agrees to fully comply
with the requirements set forth in the G&W Electric Company Global Supplier
Manual.
Supplier Authorized Representative
(Print Name) ___________________________
(Signature) ___________________________ Date _______________
Title ________________________________
Submit signed agreements to [email protected]