hazardous engineering solutions - december 2011
DESCRIPTION
HES magazine, for hazardous area professionalsTRANSCRIPT

New Gas-Pro Confined Space Gas Detector From Crowcon Page 8
12
14
17-20
OIL & GAS – PIPE INSPECTION
NEW EXHIBITION – HAZEX SHOW
PROCESS SAFETY PAYS
DECEMBER 2011 Issue 5


5-8
12
14
17-20
22-24
29-30
LATEST NEWS
OIL & GAS – PIPE INSPECTION
NEW EXHIBITION – HAZEX SHOW
PROCESS SAFETY PAYS
MACHINE SAFETY
BUYERS GUIDE.
December 2011

HAZARDOUS ENGINEERING SOLUTIONS05
Latest News
Rachel, who studied Travel & Tourism at Newcastle College, lives in Ashington and also brings valuable customer focussed experience of the retail sector to the organisation. She commented, “Hadar Lighting and the whole A-Belco Group is a very well respected employer in Ashington and I was delighted to get the chance to join them at such an exciting time when their products are in such demand all over the world.” “One of my earliest challenges was working with my new colleagues at the huge Offshore Europe exhibition in Aberdeen so it’s been a very steep learning curve to get to grips with all the products, especially when we’re dealing with international distributors all across the world. My main task is to provide support for our Sales team, whether this is helping in the production of marketing material or doing research on particular markets or individual companies.” “The other part is talking to distributors and their customers to ensure we fulfill our promises. I love the job and I’m really looking forward to future developments here.” Hadar have recently been appointed exclusive supplier of LED floodlights to the Gorgon offshore gas project in Australia, the largest such development in the world. Established in 2005, and now part of the A-Belco Group, Hadar Lighting is a specialist manufacturer of hazardous area products for the oil, gas, petro-chemical, pharmaceutical and marine industries worldwide offering the design and production of products for Zone Classification Areas 1, 2, 21 & 22, Gas and Dust.
Further details of the Hadar range is available at www.hadar-lighting.co.uk
Rachel’s Supporting RoleHadar Lighting, the specialist manufacturer of lighting for Hazardous Areas and part of the Ashington-based A-Belco Group, have appointed Rachel Slater as Sales Support Administrator.
This stunning new building, designed in co-operation with the artist Olafur Eliasson, is considered to be one of the most ambitious cultural projects the country has undertaken. It features a glittering facade that has been inspired by the magnificent natural phenomenon of the Northern Lights and changes constantly as the sun catches its acutely angled edges.
Such a prestigious project demands the highest standards of reliability and integrity in fire detection and fire safety, which is why specifiers, Iceland’s Ark Security, selected a system based around Kentec’s Syncro fire alarm control panels.
The system, comprising four Kentec Syncro Analogue Addressable fire control panels, each capable of producing 16 loops of addressable fire detection, is supported by Hochiki’s open protocol fire data communications with nearly 1500 Hochiki sensing and detecting devices.
PHOTO [ Harpa-Ic.jpg ] Kentec Syncro fire alarm control panels protect the new Harpa Concert Hall and Conference Centre in Reykjavik.
For product information Kentec +44 (0)1322 222121 | or visit www.kentec.co.uk
Kentec Syncro fire alarm control panels have
been chosen for a fire safety system designed
to protect the new Harpa Concert Hall and
Conference Centre in Reykjavik, Iceland, that
will become the new home of the Iceland
Symphony Orchestra and the Icelandic Opera.
Kentec orchestrates fire protection at the Harpa
Petrofac Announces Ies Agreement In The North Sea Petrofac, the international oil & gas facilities service provider, is pleased to announce that its Integrated Energy Services division has signed an agreement that will see the deployment of the floating production facility FPF1 (‘the FPF1’) on the Greater Stella Area development in the North Sea.
Petrofac has agreed to sell 80% of the share capital in the company holding the FPF1 (the ‘FPF1 Company’) to Ithaca Energy Inc (‘Ithaca’), and Dyas BV. As at the date of sale the FPF1 has a book value of US$43 million.
Under the terms of sale and purchase agreements, subject to relevant consents, Petrofac will acquire a 20% interest, from the other co-venturers in the Ithaca operated Greater Stella Area development, covering the Stella and Harrier, Hurricane and Helios discoveries. The equity position will be established through an earn-in type arrangement in Stella and Harrier which is effected at first oil, expected in the second half of 2013, and the transfer of an interest in Hurricane and Helios.
Petrofac’s Offshore Engineering & Operations business will carry out modification and upgrade works to the FPF1 ahead of its deployment on the Greater Stella Area development. Petrofac will subsequently provide Duty Holder services to the FPF1 on a life of field contract. In accordance with its standard accounting policy, Petrofac will book the initial five years’ of estimated contract revenues into backlog in relation to the upgrade and Duty Holder contracts, which equates to US$540 million.
Ukdea Positive About Opportunities For District Heating Infrastructure
George Osborne’s Autumn Statement 2011 made much of the push for new infrastructure projects and the UKDEA is heartened to see that district energy is recognised to be an important part of the UK’s future infrastructure potential. In parallel with the Autumn Statement, HM Treasury published their updated National Infrastructure Plan, containing a section dedicated to “Heat Networks and District Heating”.
While no new concrete measures to support district heating have been announced, direct references in the National Infrastructure Plan make clear that momentum is building towards the publishing of DECC’s Heat Strategy in the new year.
Minister of State Greg Barker recently talked about the “pioneering companies and local authorities” that have already worked to deliver the UK’s existing district energy infrastructure and those UKDEA members will be instrumental in working with DECC to address the barriers to wider delivery of district heating.
The national Infrastructure Plan can be accessed from the HM Treasury website, linked below.Supporting information includes supplementary Green Book guidance on valuing infrastructure spending.


HAZARDOUS ENGINEERING SOLUTIONS07
Latest News
Parsons Brinckerhoff To Support The Implementation Of The Uk’s Geological Disposal Facility For Higher Activity Radioactive Wastes
London, United Kingdom (06 October 2011) Parsons Brinckerhoff, the global engineering consultant, has signed a four-year contract with the UK’s Nuclear Decommissioning Authority (NDA) to provide technical support for the development of an underground disposal facility which will keep radioactive materials isolated from the environment for thousands of years.
The Geological Disposal Facility (GDF) project will be a multi-billion pound engineering challenge to safely and securely build and operate a deep underground storage facility at a UK location that has yet to be chosen. The Government is leading the site selection process under the Managing Radioactive Waste Safely framework. Engineers on the project face significant challenges to create, for the first time, a facility that will be engineered to last for millennia.
Commenting on the role, David Rutherford, Senior Director, Energy at Parsons Brinckerhoff, said: “The development of an underground disposal facility for radioactive materials is one of the most exciting engineering challenges facing the UK today, and it is also a vital legacy for future generations.
“Our experts have been supporting the NDA – and formerly the Nuclear Industry Radioactive Waste Executive – on the storage of nuclear waste for nearly 20 years; we look forward to continuing that collaboration through development of the deep underground storage facility.”
Freedor, the world’s first wireless,
electrically powered free-swing door
closer, has won the prestigious
Mechanical Product of the Year category
of this year’s British Engineering
Excellence Awards along with Fireco
Design Engineer Darren Jones, who
was crowned Young Design Engineer
of the Year at the same Awards held at
Shakespeare’s Globe Theatre in London.
These awards follow Freedor’s winning
of the best passive protection product
award at the 2011 Fire Excellence Awards
in May.
Freedor allows the fire door to swing freely
and be left in any position, but will close
the door when the fire alarm sounds.
Freedor is a simple, neat and unobtrusive
hold open device that improves access in
buildings and allows flexibility in the use of
more fluid layouts, and is easy to install in
new buildings and retrofit.
For more product information contact
Fireco on (local rate) 0845 241 7474
e-mail [email protected] or visit
www.firecoltd.com
Fireco Scoops Two Prestigious AwardsFireco, the UK’s leading specialist in simple, effective services and solutions for fire safety management, is celebrating a double success at this year’s British Engineering Excellence Awards.
Above: Design Engineer Darren Jones, winner of BEEA Young Design Engineer of the Year with Fireco’s two awards.
Merger Between North Sea Group and Argos Oil in Effect : Largest independent oil and energy company of Western Europe
The legal merger between North Sea Group (NSG) and Argos Oil (Argos) has come into effect today. Most activities of NSG and Argos are now combined under one holding company; NSG Beheer BV. The new Dutch combination will be an important supplier of oil and energy, with a substantial position in the Western European energy market. The company name will be announced at a later date.
The new company that is the result of the merger between NSG and Argos will be the largest independent player in the Western European oil- and energy market. The company employs 850 people, has a combined tank storage capacity of more than 1.5 million m3 and annual turnover of approximately 10 billion.
Under CEO Peter Goedvolk, the new company will concentrate mainly on midstream- and downstream activities. The new company services the entire value chain, from producer to consumer. The core of its activities will be carried out from the BeNeLux, Germany, France and Switzerland. Outside Europe, the company has offices in Brazil, Singapore and China. Peter Goedvolk: ‘Growth is essential in today’s oil markets. It’s all about volume so those who want to participate in a successful manner need scale. By merging NSG and Argos we achieve the size that we need in order to service the entire value chain. Just like my fellow directors and shareholders, I am convinced that together we can become one of the most appealing oil and energy companies of Europe. The merger offers great opportunities to further expand our activities in Western Europe, to enlarge our international storage capacity and to sharpen our focus on sustainable energy.
Leading Oil And Gas Industry Jobsite Reports Healthy Financial Year End And Is Forecasting More Growth To Come
Oil and Gas Job Search is reporting growth of more than 50% in turnover over the past year.The company registered turnover of £2.8m for 2010-2011, up 55% on last year’s figures of £1.8m.
John Roberts Marketing Director at Oil and Gas Job Search comments: “The progress of the business has been tremendous over the past 12 months, with 40% growth in the number of adverts placed.”
“We are anticipating similar growth for the coming financial year and hope to break the £4m mark.”
Oil and Gas Job Search has been attracting over 10,000 new registered users a month. It’s a figure Roberts believes will double within 6 months owing to the steady growth of the business development team, a major website overhaul taking 5,000 man hours to complete and the quality of the candidate database.
The number of registered users passed the 400,000 mark earlier this month and the site currently generates over five million page views per month.
www.oilandgasjobsearch.com
HAZARDOUS ENGINEERING SOLUTIONS 08
HEADER
HEADER
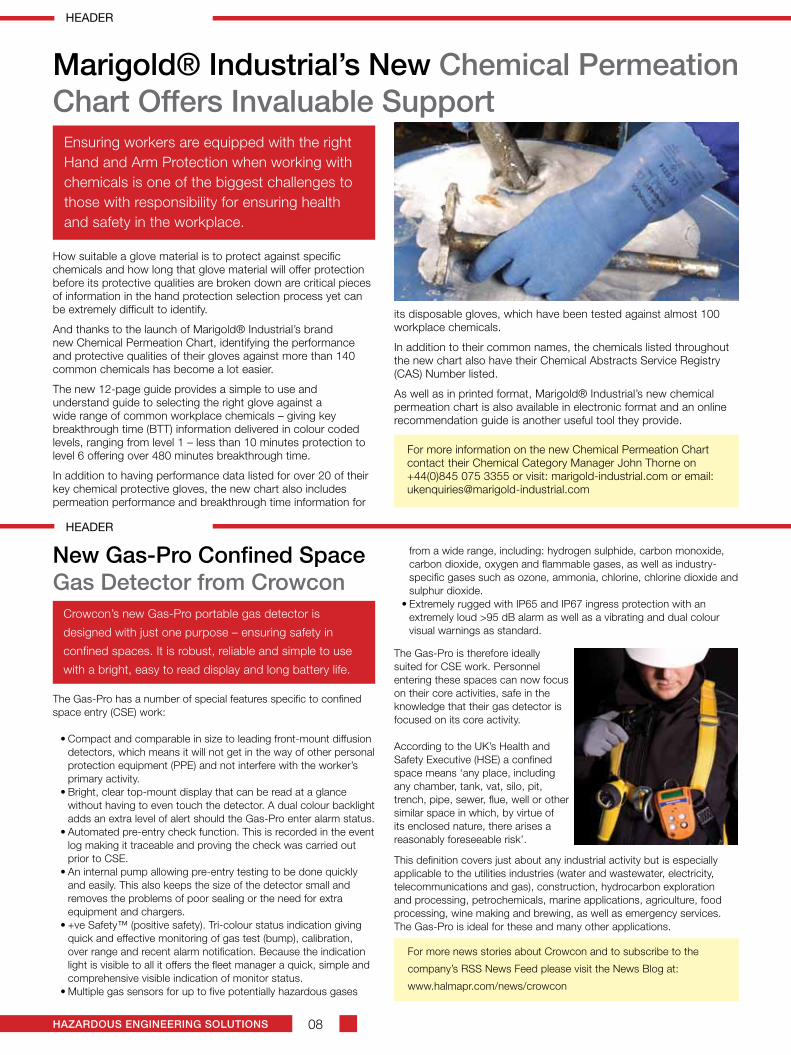
How suitable a glove material is to protect against specific chemicals and how long that glove material will offer protection before its protective qualities are broken down are critical pieces of information in the hand protection selection process yet can be extremely difficult to identify. And thanks to the launch of Marigold® Industrial’s brand new Chemical Permeation Chart, identifying the performance and protective qualities of their gloves against more than 140 common chemicals has become a lot easier. The new 12-page guide provides a simple to use and understand guide to selecting the right glove against a wide range of common workplace chemicals – giving key breakthrough time (BTT) information delivered in colour coded levels, ranging from level 1 – less than 10 minutes protection to level 6 offering over 480 minutes breakthrough time. In addition to having performance data listed for over 20 of their key chemical protective gloves, the new chart also includes permeation performance and breakthrough time information for
its disposable gloves, which have been tested against almost 100 workplace chemicals. In addition to their common names, the chemicals listed throughout the new chart also have their Chemical Abstracts Service Registry (CAS) Number listed. As well as in printed format, Marigold® Industrial’s new chemical permeation chart is also available in electronic format and an online recommendation guide is another useful tool they provide.
Marigold® Industrial’s New Chemical Permeation Chart Offers Invaluable Support
Ensuring workers are equipped with the right Hand and Arm Protection when working with chemicals is one of the biggest challenges to those with responsibility for ensuring health and safety in the workplace.
For more information on the new Chemical Permeation Chart contact their Chemical Category Manager John Thorne on +44(0)845 075 3355 or visit: marigold-industrial.com or email: [email protected]
The Gas-Pro has a number of special features specific to confined space entry (CSE) work:
•Compact and comparable in size to leading front-mount diffusion detectors, which means it will not get in the way of other personal protection equipment (PPE) and not interfere with the worker’s primary activity.
•Bright, clear top-mount display that can be read at a glance without having to even touch the detector. A dual colour backlight adds an extra level of alert should the Gas-Pro enter alarm status.
•Automated pre-entry check function. This is recorded in the event log making it traceable and proving the check was carried out prior to CSE.
•An internal pump allowing pre-entry testing to be done quickly and easily. This also keeps the size of the detector small and removes the problems of poor sealing or the need for extra equipment and chargers.
•+ve Safety™ (positive safety). Tri-colour status indication giving quick and effective monitoring of gas test (bump), calibration, over range and recent alarm notification. Because the indication light is visible to all it offers the fleet manager a quick, simple and comprehensive visible indication of monitor status.
•Multiple gas sensors for up to five potentially hazardous gases
from a wide range, including: hydrogen sulphide, carbon monoxide, carbon dioxide, oxygen and flammable gases, as well as industry-specific gases such as ozone, ammonia, chlorine, chlorine dioxide and sulphur dioxide.
•Extremely rugged with IP65 and IP67 ingress protection with an extremely loud >95 dB alarm as well as a vibrating and dual colour visual warnings as standard.
New Gas-Pro Confined Space Gas Detector from Crowcon
Crowcon’s new Gas-Pro portable gas detector is
designed with just one purpose – ensuring safety in
confined spaces. It is robust, reliable and simple to use
with a bright, easy to read display and long battery life.
For more news stories about Crowcon and to subscribe to the
company’s RSS News Feed please visit the News Blog at:
www.halmapr.com/news/crowcon
The Gas-Pro is therefore ideally suited for CSE work. Personnel entering these spaces can now focus on their core activities, safe in the knowledge that their gas detector is focused on its core activity.
According to the UK’s Health and Safety Executive (HSE) a confined space means ‘any place, including any chamber, tank, vat, silo, pit, trench, pipe, sewer, flue, well or other similar space in which, by virtue of its enclosed nature, there arises a reasonably foreseeable risk’.
This definition covers just about any industrial activity but is especially applicable to the utilities industries (water and wastewater, electricity, telecommunications and gas), construction, hydrocarbon exploration and processing, petrochemicals, marine applications, agriculture, food processing, wine making and brewing, as well as emergency services. The Gas-Pro is ideal for these and many other applications.
HAZARDOUS ENGINEERING SOLUTIONS09

HAZARDOUS ENGINEERING SOLUTIONS 10
INDUSTRY NEWS
Panasonic’s range of sensing products used in Industrial Automation environments is very comprehensive and includes a large range of photo-electric, pressure, flow and inductive sensing products in addition to specialist areas that offer solutions for safety sensing, static removal, contact less measurement and more.
The range of Fiber Optic based sensing products offered is unprecedented and includes several models of fiber amplifier including the latest FX500 series, incorporating the latest digital sensing techniques for high speed, high accuracy sensing.
To compliment the amplifier range is a vast portfolio of fiber optic sensing heads offering diffuse, retro-reflective and thru-beam sensing technologies for different environments including chemical and heat resistant.
To aid the selection process Panasonic have published a Fiber Sensor Guide Book that includes application information, product specifications, dimensional information of their range of fiber heads and also the complimentary range of accessories including lenses, protective tubes, mounting brackets etc.
Richard Hulmes Chief Executive of SAFed said. ‘There are number
of major reasons why it was important to develop these guidelines.
In addition to being used more frequently in building designs,
escalators and moving walkway installations are becoming ever more
complex. Combined with an alarming growth in the misuse and
abuse of escalators, this poses an increasing risk to end users. This
is particularly concerning as in some cases escalators can form part
of the primary escape route from a facility, such as some London
Underground stations.’
The guidelines provide recommendations on risk control and reduction
to help prevent accidents as well as technical advice on testing and
examination, reporting formats and suitable periodicities between
examination and tests.
The new guidelines have been developed in partnership with a number
of major stakeholders. End user concerns were represented by
London Underground, the British Airports Authority and the British
Retail Consortium. Key industry expertise and experience came from
The Independent National Inspection and Testing Association, The Lift
and Escalator Industry Association (LEIA) and The Chartered Institution
of Building Service Engineers amongst others.
Request your free copy of Panasonic’s Fiber Sensor Guide book
For more details on this product please contact Panasonic Electric Works UK Ltd on 01908 231 555 [email protected]
For more details on this product please
contact Panasonic Electric Works UK Ltd
on 01908 231 555
www.panasonic-electric-works.com
New HSE-Endorsed Safety Guidelines For Escalators And Moving Walkways.
The Safety Assessment
Federation (SAFed) in
conjunction with the
HSE is launching new
guidelines for the safe
operation of escalators
and moving walks. The
aim of the guidelines is to
ensure that owners and
duty holders understand
and discharge their
responsibilities in a safe,
consistent and cost
effective manner.
A copy of the guidelines can be freely downloaded from the SAFed web site: www.safed.co.uk

HAZARDOUS ENGINEERING SOLUTIONS11

HAZARDOUS ENGINEERING SOLUTIONS 12
PIPE MEASUREMENT
In late 2009, OMS was approached by a main contractor on an oilfield project and asked to provide a team of on-site inspectors to carry out a full inspection survey of a number of subsea modular valve manifold systems.
Using its laser-based dimensional measurement tools and video-based inspection systems, OMS was responsible for assessing the internal root welds for any defects. The inspection requirements covered the full range of weld features including crown height, undercut, porosity and burn-through. OMS’ on-site inspectors were also required to perform inspections at welding temperatures (i.e. up to 250 deg C). In order to do this, OMS adapted its own weld inspection technology to enable it to operate at these elevated temperatures.
Dr Richard Gooch, Director of Technology at OMS commented: “On this project, the pipes on the modular valve manifold system were almost entirely lined with a special corrosion resistant material. Our team of three inspectors therefore had to make sure they didn’t overheat these coatings whilst carrying out inspections. On average, it was taking the customer around four days to complete a root weld pass. If there were flaws in a weld, this would have to be repaired or cut out. Our inspectors carried out their inspections immediately after the hot pass.”
“The laser and video-based inspection of root welds took approximately 10 minutes to complete. In this time, we gave our initial verdict to the customer’s QA engineer on whether we thought there was a problem with the root weld. If we were uncertain, the laser inspection procedure was repeated but this time at finer detail [every 0.5mm] than before and double-checked using video-based inspection technology. The depth of the weld feature could then be examined more closely and a final verdict reached,” he added.
Whilst ultrasonic or radiography technology is commonly used to inspect pipe root welds, this technology is not so effective when the weld defects are very small. OMS provided a team of three
inspectors at site, one of these being a fully certified weld inspector.
“The modular valve manifolds are mounted on 30-foot skids and are critical junctions within oil or gas pipelines. Our inspection tools were able to pass around 90-degree bends and 33-degree bends in the pipework, as well as inside the valves themselves. In order to do this, OMS designed a special laser-based measurement system that incorporated a slide rail, stepper motor and optical laser sensor. This allowed us to push the tool in very small, half millimetre steps through the pipes to inspect the profile of the welds,” explains Gooch.
OMS’ solution included blowing cold, compressed air over the inspection tool in order to combat the welding temperatures. A video camera was then used in combination with a shaft encoder to further inspect weld defect areas.
“This is the first time that these types of manifold system have been inspected using a combination of laser, video and ultrasonic measurement techniques. The end customer asked for this and OMS was able to provide it. Many customers think that laser and video-based measurement techniques are too complex and so are only used in laboratory work and not in production environments, but OMS has proved the doubters wrong,” enthuses Gooch.
Laser, Video And Ultrasonic Inspection Of PipeRoot Welds Is An Oil And Gas Industry First
UK-based specialist pipe measurement technology company Optical Metrology Services (OMS) Ltd has successfully completed an on-site internal weld inspection survey for a major oil company. This is the first time that a combination of laser, video and ultrasonic inspection methods have been used in a production environment to inspect the profile of root welds on pipes. The survey was carried out by OMS’ US-based operation.
For more information on OMS and its range of pipe measurement services, please visit the website at www.omsmeasure.com or contact the following:
Lauren Lionberger (North America)[email protected] +1 832 230 0153
Hugh Davies (Rest of World)[email protected] +44 1279 656 038


HAZARDOUS ENGINEERING SOLUTIONS 14
NEW HAZEX SHOW 2012
Commenting on the new element of the show, Matt Benyon, Managing Director at easyFairs UK & Ireland , says: “HAZEX will offer visitors the opportunity to discover the latest products, legislation, case studies and latest techniques applicable to engineers working within hazardous areas and handling hazardous materials.”
He continues: “One of the new minefields for engineering and operations professionals is the mandatory European Community directive ATEX 94/9/EC. ATEX stands for atmosphere explosive and it is the law in the EU. HAZEX will offer ATEX-approved companies the ideal platform in which to showcase their products and services. Additionally, it provides a forum for companies supplying products to those working in hazardous environments.”
Indeed, but it’s not just ATEX that has prompted easyFairs to host the new hazardous area. Health and safety has always been a key theme within MAINTEC, and an important issue that is covered by the exhibition.
Earlier in the year a recent report by the Health & Safety Executive found that around 8,000 people die each year from occupational cancers and around 14,000 new cases are reported each year. Many of these tragedies are caused by hazardous substances at work and, therefore, are entirely preventable.
Matt Benyon continues: “The Control of Substances Hazardous to Health (COSHH) Regulations 2002 provide legislation that must be complied with by all companies throughout the EU. However, to really deal with the problem often means taking action over and above legal requirements. As organisers of MAINTEC that is where we can help, by bringing together the leading hazard prevention experts under one roof, so that visitors can witness first-hand the very latest in hazard prevention training services and products.”
Michael Dominguez, Publisher at Hazardous Engineering Solutions, adds: “HAZEX will be a one stop shop for engineers looking to comply with the latest health & safety legislation. Over recent months there have been a few high profiled incidents that have resulted in deaths within the industrial workplace. It is our intention to help engineers and health & safety professionals alike implement the best safety practices available and minimise the risks associated with working within hazardous areas.”
Michael continues: “HAZEX will be the ideal platform in which to give engineers the knowledge to all the current tools, services and best practice associated with hazardous engineering. With the extensive combined knowledge of the MAINTEC team and Hazardous Engineering Solutions magazine we are confident that we can deliver a well prepared and needed event that not only enables equipment suppliers to showcase their latest products but also offers engineers the latest legislative and legal trends.”
As well as a strong line-up of exhibitors, accompanying the exhibition will be a comprehensive seminar programme covering a variety of topics relating to working with and within hazardous areas.
New Hazardous Area Event Launched At Maintec 2012MAINTEC 2012 will now house a new
specialist hazardous area event called
‘HAZEX’, in association with Hazardous
Engineering Solutions. The new area is being
introduced at the show for the first time next
February to reflect the growing responsibilities
of engineering professionals and the growing
concerns and tighter legislation over the
health and safety of industrial, commercial and
government sites and facilities.
MAINTEC 2012 takes place from Tuesday 28
February to Thursday 1 March 2012 at the NEC,
Birmingham. To find out more information about
HAZEX or the main show visit www.easyFairs.com/
MAINTECUK, and for stand bookings and exhibiting
enquiries contact Jerry Dawson on:
+44 (0)20 8843 8823
or email: [email protected].

HAZARDOUS ENGINEERING SOLUTIONS15
A & A SHOW PREVIEW

HAZARDOUS ENGINEERING SOLUTIONS17
PROCESS SAFETY
With a number of events in recent years highlighting the need for improved process safety leadership, Cogent SSC explains the importance of process safety and outlines what’s being done to embed process safety within organisations and promote senior management involvement.
The petroleum industry has an excellent safety record, but when incidents do occur they can have catastrophic consequences and can severely damage the reputation of an organisation and the industry.
Whenever lives are lost, it comes as a stark reminder of the potential dangers involved and constant need for vigilance needed when operating in these high hazard, strategically important, industries. So industry leaders, senior executives and board members all have a critical role to play in improving process safety. Process safety leadership is at the heart of managing a major hazard site – it is vital to ensure that the risks posed are effectively managed.
Since the incidents at Buncefield and Texas City late
in 2005, the Health and Safety Executive (HSE) has been pressing the UK Process Industry to fully address Process Safety Management (PSM) and its implementation in their organisations. Much has been done by many interested stakeholders during the last several years to try to engage the sector in this important matter. In January 2007, the publication of the Baker Report on the Texas City explosion brought PSM into sharp focus as the principal finding was that the management had not distinguished between occupational safety (i.e., slips-trips-and-falls, driving safety, etc.) as opposed to process safety.
Over the past twelve months the issue of process safety has hit the headlines on a number of occasions, reinforcing the need for greater safety and risk awareness at the top. There can be no doubt that a positive approach to process safety leadership and management is critical to successfully managing a major hazard site, and it is true that in the near 30 years that have passed since the Bhopal disaster, process safety has undoubtedly gained the utmost corporate importance, and significant expertise has been developed, with many industry-wide guidelines being established. The concept of process safety has largely been well promoted and adopted amongst engineers working in the petroleum industry, although for some in senior management positions it has remained an issue
Process Safety Pays:Leading a Process Safety Culture
Process safety is vital to ensure
the protection of employees, the
environment, communities and
corporate reputation. But our
research shows that there are
gaps in the understanding of
process safety management at
the most senior levels in industry
– for example Finance Directors,
CEOs and Board members.
HAZARDOUS ENGINEERING SOLUTIONS 18

HAZARDOUS ENGINEERING SOLUTIONS19
PROCESS SAFETY
to be delegated. But to maintain exceptional levels of process safety it is crucial that board and senior executives are fully aware of the implications of boardroom decisions on process safety.
Why then for some senior executives is this not the case? Possibly because the probability of a major incident occurring is of course very low in the petroleum and petrochemical industries due to the exceptional levels of competence amongst its engineers and operators. Plus the fact that some senior executives and board members may never have had the necessary technical experience, or real-life exposure to the operating environment to fully appreciate how their leadership of the organisation impacts on day to day safety.
So to improve further there needs to be a cultural shift, with executives investing more of their own time and resource into the areas of process safety leadership and process safety management, to build and maintain a positive safety culture that flows throughout their organisation, and that enables their organisation to display corporate responsibility through its actions. To do this, process safety needs to be understood at the top table and Cogent SSC and the Skills Academy have worked with decision makers in major petroleum and chemical companies operating around the UK to lead the charge towards excellence in process safety. Their aim is to put process safety at the top of the agenda for every COMAH site.
Despite the fact that over the last couple of years various courses and seminars have been developed to encourage businesses to engage in PSM, the uptake has been relatively poor and this contributes to the weaknesses which exist in PSM at senior executive level in many organisations. Reasons cited for the poor uptake have been, for example, the uncoordinated delivery of many PSM topics, confusion over quality assurance of provision, questions over the expertise of those delivering, but notably that there are gaps in the availability of relevant courses or programmes aimed at the executive and board level.
Building on previous work, particularly that of the Process Safety Leadership Group, it was recognised in 2010 that a joined-up and integrated programme of PSM training and education for employees at
all levels was needed. Hence Cogent and the Skills Academy formed an industry led board, the Process Safety Management Project Board, including representation from the UK Petroleum Industry Association (UKPIA), the Chemical Industries Association (CIA), Institute of Chemical Engineers (IChemE), Unite the Union, and the Health & Safety Executive (HSE) to lead the development process.
The need for understanding at board, senior executive and site director level was a recurring theme for the PSM Board and as a result, a new training standard, Process Safety Leadership for Senior Executives, has been developed and work is continuing to develop process safety training standards for other industry roles.
At the request of the PSM Board, and to assure the quality and consistency of provision, the Skills Academy will endorse training courses or programmes and trainers that meet the requirements of the Process Safety Leadership for Senior Executives standard. Training Providers and employers will be able to submit programmes and courses for endorsement against this training standard for delivery from September 2011. (Further PSM standards for other levels in the organisation will be available in early 2012).
Since its announcement earlier in early July 2011, there has already been a significant level of interest in committing to using training underpinned by the Process Safety Leadership for Senior Executives training standard. This standard has been developed with employers and stakeholders to identify the skills, knowledge and understanding needed for effective process safety leadership training to take place. Designed to support senior executives, this standard provides a clear framework for understanding the principles of Process Safety Leadership across an organisation and the methods used to deliver sustainable results through engagement of the workforce.
As they develop, the Process Safety Management standards will be embedded in the Cogent Gold Standard competency framework which provides a skills benchmark for world class performance for the process industries, including the
HAZARDOUS ENGINEERING SOLUTIONS 20
PROCESS SAFETY
petrochemicals sector.
Allan Laing, CEO Pentagon Chemicals and Chair of the Process Safety Management Project Board explains how a dedicated approach to process safety leadership has helped Pentagon Chemicals. “Good process safety leadership requires that key business and operational decisions support and reinforce high standards of process safety management and the control of major hazard risks. Clear and positive process safety leadership is at the core of a major hazard business and is vital to ensure that risks are effectively managed.
Training of our operations technicians in process safety essentials has been going on for more than two years at our Workington plant. Operator confidence has undoubtedly improved alongside increased plant performance. It is now essential for the site senior executive to understand the PSM principles employed and take responsibility for the new KPIs to ensure that PSM is firmly embedded in the operating culture.
The development of training standards by Cogent SSC and the National Skills Academy for Process Industries will allow employers to develop the necessary expertise to ensure the highest standards of safety and responsible care and we welcome the development of additional training standards along similar lines in the future.”
In addition to the planned launch of the Process Safety Leadership standard, Cogent has recently launched new Guidelines for Competency Management Systems for Downstream and Petroleum sites. The new guidelines are result of extensive consultation and were designed with input from downstream industry experts. They will support the industry’s well developed health and safety policies and procedures. These are constantly under review in the light of new technology, operational experience and the sharing of best practice, as well as legislation.
The new guidelines are designed to ensure that an organisation’s competency management system not only improves staff motivation and performance, but critically reduces risks and the potential for human error.
Cogent CEO, Joanna Woolf said, “the need for organisation-wide processes for both developing and monitoring the competence of staff is paramount within both the sector and its supply chain.
“These guidelines have been designed to ensure such processes leave no stone unturned, and that competency management is enshrined across the entire workforce.”
Chris Hunt, Director General UKPIA added, “a sound competency management system aligns organisational needs with the development needs of individuals within the organisation.
“It demonstrates that your employees and contractors are competent to carry out the tasks they are required to perform, and that they are continually developing, alongside the introduction of new technology and regulation.”
These new guidelines are designed to work hand-in-hand with Cogent’s Gold Standard competency framework. This provides continuing professional development routes for a range of job roles across the sector and supports critical organisation-wide competence. Together, both these tools provide good practice in competency management, and are fully endorsed by the industry.
Training courses for Process Safety
Leadership will be available from
September 2011 and will be delivered
through a specialist network of quality
assured training providers.
For further information, contact the
National Skills Academy for Process
Industries on:
0845 607 0140
or email:

HAZARDOUS ENGINEERING SOLUTIONS21
Healthy and safety experts are warning businesses to check their security procedures follow-ing an explosion in a Scunthor-pe leisure centre.
Experts from Lorien Engineer-ing Solutions advise that there are processes which can be introduced to help prevent these types of chemical explosions, which occurred in the centre’s plant room.
Do You Remember HAZOPS?Healthy and safety experts are warning businesses
to check their security procedures following an
explosion in a Scunthorpe leisure centre.
Lorien Engineering Solutions Limited
Tel: +44 (0) 1543 444244
http://www.lorienengineering.com
‘HAZOP’ (HAZard and OPerability analysis) was created as a concept in the 1960’s by ICI after concerns were raised about the safety hazards posed by the increasing size and complexity of their chemical plants.
Lorien’s HAZOP expert Andy Cooper said: “The expected outcome of a HAZOP is the identification of process and operation risks, rated to prioritise actions. However another huge bonus that’s happened on every HAZOP that I’ve facilitated is the increase in knowledge about the process including those who designed it, and people who have worked with it – for decades sometimes.
“In some people’s eyes HAZOP is a process they will remember, but perhaps not actively participate in, or support within their organisa-tions. They may also consider it inappropriate for their business’s needs. At Lorien however, we are finding a re-emergence of the use of HAZOP as an effective tool to interrogate the design of process systems, and not just on chemical processing.
Andy continued: “We’ve seen HAZOP delivering benefits to pro-cesses as diverse as food ingredient conversion (cooking, mixing, filling), dairy production, brewing processes, pharmaceutical dose formulation, and plant utilities. Recently we have also been involved with waste composting facilities, waste-to-energy (CHP) plants, and even dosing systems for public swimming pools.
“Today we are busier than ever delivering facilitated HAZOP ses-sions, which is good for our client’s businesses in terms of manag-ing their risks.”
Lorien Engineering Solutions deliver HAZOPs to meet the needs of 21st century problems in a wide range of industries. HAZOP is only one tool in the bag of techniques used to monitor design, and to positively influence the safety and operability of systems.
Andy added: “We started out developing our HAZOP approach to meet the broad requirements of our food, drinks and pharmaceuti-cal customers, but along the way we also provide other tools such as FMEA (failure modes and effects analysis), Safety and Operability Reviews, DSEAR/ ATEX gap studies, HAC (hazardous area clas-sification), CE-Marking for machines and complex assemblies, and PUWER assessments.”

HAZARDOUS ENGINEERING SOLUTIONS 22
MACHINE SAFETY
Other hardware solutions we considered were not able
to provide the high-speed I/O and analysis to catch the
momentary pressure spikes and vibration indications
of these oil well service fracturing pumps. The field-
programmable gate array (FPGA) and ability to perform
fast Fourier transform (FFT) analysis on the data make
CompactRIO, NI Single-Board RIO, and LabVIEW a
perfect solution for this application.
Oil Well Monitoring System
Our oil well monitoring system is designed to monitor the
performance of vital pump components during operation.
Our preliminary product is focused on monitoring high-
pressure fracturing pumps in well-stimulation applications.
Each fracturing unit has a high horsepower diesel engine
and transmission mated to a triplex or quintaplex pump.
Both the engine and the transmission come equipped with
an electronic interface that monitors critical functions and
provides diagnostic information as the unit is running. The
engine and transmission output the data they monitor via
an SAE J1939 communication protocol.
Currently, pumps in this industry do not contain more
than a couple of discrete sensors that monitor their critical
operating parameters. Typically, discharge pressure, RPM,
lube oil pressure, and lube oil temperature are monitored.
Each of these parameters is measured with an individual
sensor and signal cable that goes back to the main control
console.
Oil Well Fracture Pump Monitoring And Analysis Using Labview And Ni Rio Technology
At Supreme Electrical Services Inc., we want to be the best packager and integrator of controls and instrumentation technology for any industry in which we compete. Our goal is to package with the best off-the-shelf hardware available and to package it in such a way that it withstands the harshest environments commonly found in the oil field. We feel that NI hardware and LabVIEW software provide the optimal solution for our application, and we have made them the backbone of our entire control system.
HAZARDOUS ENGINEERING SOLUTIONS23
MACHINE SAFETY
The goal of our product is to monitor these functions as
well as several others and transmit that data back to the
main control console via the same SAE J1939 controller
area network (CAN) protocol. Our system needs to look for
data characteristics outside the normal operating envelope
and failure conditions. With this real-time information,
operators can determine if they should discontinue
operation or continue based on real performance
indications from the pump. Ultimately, this system should
reduce the number of pump failures as well as overall
pump maintenance costs.
Rugged Deployment with CompactRIO and LabVIEW
For what we do, there is not a more capable hardware
package than CompactRIO. We also like that we can
develop software in LabVIEW faster than most other
programming environments. LabVIEW has made the
software development side much quicker than our past
experiences in C-based programming. What most C
programmers take two years to do, we can accomplish in
a couple of months. We can use that time savings to get to
market quicker and capitalize on our competitors’ lag time.
We are using the LabVIEW software platform to
program the real-time processor, FPGA, and I/O with
the CompactRIO system and interface to control and
monitor every aspect of the well servicing and stimulation
equipment commonly found in our industry. We believe
that the modular I/O and the rugged CompactRIO system
are perfect because they can handle the shock and
vibration and wide-ranging temperatures experienced while
mounted to a mobile piece of equipment that is dragged
up and down oil field roads around the world.
The openness of LabVIEW and National Instruments
hardware make it easy to interface to a variety of sensors,
software, and protocols such as the following:
• Sensors – Pressure transducers, magnetic pickup
sensors, digital encoders, temperature sensors,
nuclear densitometers, magnetic flow meters,
Correollis flow meters, and so on
• Software – Coiled-tubing fatigue, wellbore-simulation
software
• Operating systems – Windows XP Embedded,
Windows CE, Linux®
• Industry-specific protocols – SAE J1939, J1587,
J1708; Modbus; Ethernet, 802.11; PROFIBUS
Customized Deployment with NI Single-Board RIO
Because of the small form factor and the low cost
of NI Single-Board RIO, we see great value in using
this hardware to provide a customized solution
to our customers. With both CompactRIO and NI
Single-Board RIO, we are able to offer the ability to
create different form factors and price points for our
monitoring systems.
Fortunately, the transition from CompactRIO to NI
Single-Board RIO is a very quick and seamless
process because of the standard NI reconfigurable I/O
(RIO) hardware architecture and LabVIEW. NI Single-
Board RIO has the same hardware architecture as
CompactRIO, so we are able to reuse our LabVIEW
code in our NI Single-Board RIO hardware without any
major coding changes.
The Advantage of a Solution from National
Instruments
We are very pleased with the quality of products and
support we have received from NI. NI has handled our
technical issues with urgency and followed through to
help us complete our application. Everyone at NI, from
support engineers to the direct sales engineers, has
in-depth technical and business knowledge of their
product lines. It has truly been a pleasure working with
such a supportive and professional group.
Author Information:
Robert Stewart, Senior Vice President
Supreme Electrical Services, Inc
Email:
Website:
www.supreme-electrical.com
HAZARDOUS ENGINEERING SOLUTIONS 24
MACHINE GUARDS
The most advanced production systems in the world
are being utilised to increase the factories’ total output
to 250,000 units per year now the new plant is running
at full production capacity. To protect its workforce,
Honda has invested in the very latest machine
guarding equipment. It selected Angel, a product that
was so new it had not even been launched when
Honda placed its order.
Procter, based in South Wales and Yorkshire, had
given Honda a preview of Angel, in May 2000. Honda
was so impressed it signed a six-figure contract in the
October for this revolutionary new product. Honda
ordered a bespoke collection of lift, machine and store
compounds along with thousands of metres of fencing
and secure access gates including:
• 4m high Stores compounds
• 1945 lineal metres of 2m high line guarding
• 6m high guards around drop lifter units
• 65 interlocked pedestrian access gates
• 13 sets of double leaf gates
• 3 sliding gates
Andrew Golesworthy , Engineering Manager at Honda,
responsible for overseeing the design and installation of
the Angel system, explains how Honda has benefited by
working with Procter and choosing Angel to protect its
workforce.
“We decided to use Angel after going through an extensive
analysis based on our requirements, including: fit for
purpose, future expansion, modification, British Safety and
EU compliance, and cost. After considering several leading
manufacturers, it was clear that Procter and Angel could
best fulfill our needs.
“The total installation was carried out on a tight budget and
time scale and everything was delivered on cost in good
time. Because the guarding is so flexible, it allowed us to
make last minute modifications with no disruption to other
works, or to the timing of installations.
“The physical appearance of the Angel guard lends
itself well to the modern factory with its sleek minimalist
lines, giving an overall professional look to our robotic
manufacturing lines. Andy concludes : “I would
recommend the use of the Angel guarding system for
the quality and adaptability of the system but also for the
overall support from Procter on site.
“ It was clear that Procter and Angel could
best fulfil our needs.”Andrew Golesworthy , Engineering Manager, Honda.
Car Giant Honda Selects Procter Machine Guarding To Supply Its New Car Plant In Swindon.
The plant was the first ‘green field’ car
plant to be built in Britain in eight years,
with an investment of £130 million. The
plant exports the new Civic three-door
model to the Japanese and US markets,
as well as continuing to supply the
European market.
HAZARDOUS ENGINEERING SOLUTIONS 26
CENTRIFUGAL FANS
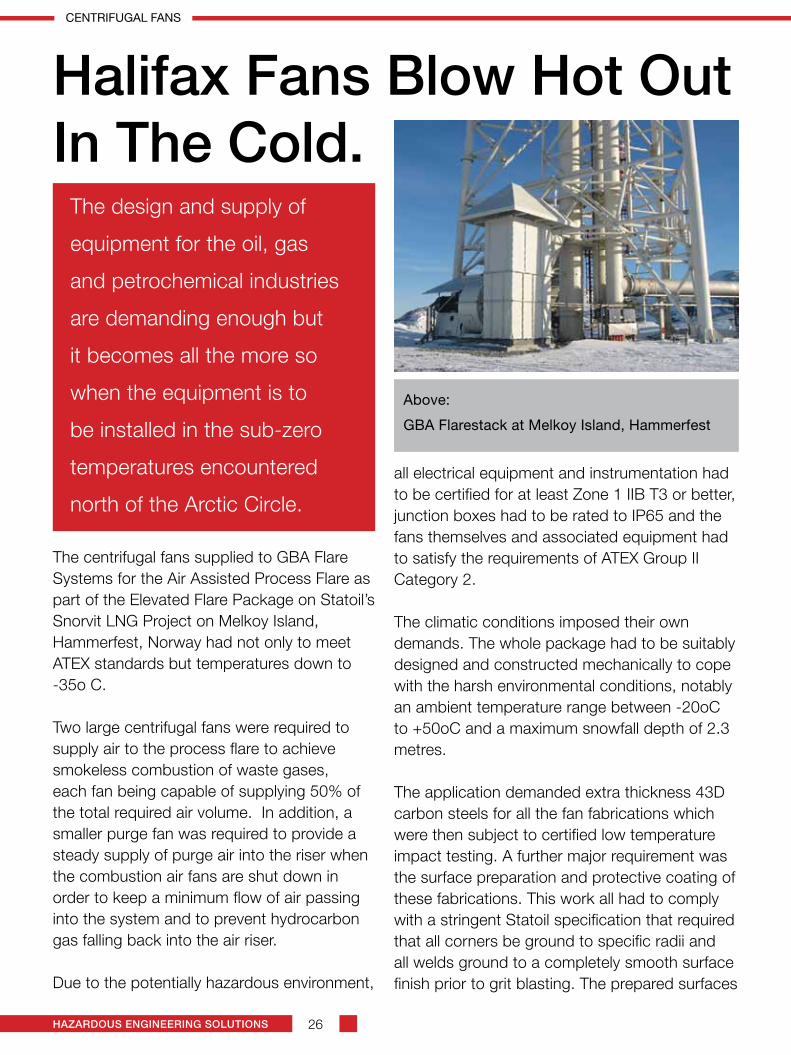
The centrifugal fans supplied to GBA Flare Systems for the Air Assisted Process Flare as part of the Elevated Flare Package on Statoil’s Snorvit LNG Project on Melkoy Island, Hammerfest, Norway had not only to meet ATEX standards but temperatures down to -35o C.
Two large centrifugal fans were required to supply air to the process flare to achieve smokeless combustion of waste gases, each fan being capable of supplying 50% of the total required air volume. In addition, a smaller purge fan was required to provide a steady supply of purge air into the riser when the combustion air fans are shut down in order to keep a minimum flow of air passing into the system and to prevent hydrocarbon gas falling back into the air riser.
Due to the potentially hazardous environment,
all electrical equipment and instrumentation had to be certified for at least Zone 1 IIB T3 or better, junction boxes had to be rated to IP65 and the fans themselves and associated equipment had to satisfy the requirements of ATEX Group II Category 2.
The climatic conditions imposed their own demands. The whole package had to be suitably designed and constructed mechanically to cope with the harsh environmental conditions, notably an ambient temperature range between -20oC to +50oC and a maximum snowfall depth of 2.3 metres.
The application demanded extra thickness 43D carbon steels for all the fan fabrications which were then subject to certified low temperature impact testing. A further major requirement was the surface preparation and protective coating of these fabrications. This work all had to comply with a stringent Statoil specification that required that all corners be ground to specific radii and all welds ground to a completely smooth surface finish prior to grit blasting. The prepared surfaces
Halifax Fans Blow Hot Out In The Cold.
The design and supply of
equipment for the oil, gas
and petrochemical industries
are demanding enough but
it becomes all the more so
when the equipment is to
be installed in the sub-zero
temperatures encountered
north of the Arctic Circle.
Above:
GBA Flarestack at Melkoy Island, Hammerfest

HAZARDOUS ENGINEERING SOLUTIONS27
CENTRIFUGAL FANS
were then coated with a priority four-coat paint system to a nominal DFT of 370μm. All stages of preparation and protective coating were subject to thorough scrutiny by the client prior to the issuance of acceptance and guarantee certificates.
The two main fans, 250kW Halifax size 64 Beaufort backward inclined units, were directly driven through spacer couplings and bespoke M12 bearing units by 6-pole EExe special project motors while the smaller 7.5kW purge fan, a Halifax size 19 Mistral backward curved unit, was directly driven by a 2-pole EExe special project motor. Overall the project included inlet boxes with weather hoods, bird screens, inlet attenuators, acoustic enclosures, outlet ductwork, fire/isolation dampers, motor snow shrouds and flexible connections all mounted on substantial and robust skids. The bearing units were also fitted with quick- connect studs for vibration monitoring purposes.
Control of the lead fan was achieved by an inlet vane control damper manufactured in stainless steel complete with a pneumatic actuator and position control, again certified to Zone 1 IIA T3. Stainless steel outlet fire dampers were
fitted with pneumatic actuators for open/close operation and limit switches in EExe IP67 enclosures. All the linkages had to be enclosed for weather protection and interface connections were made through stainless steel EExe junction boxes.
Following fine balancing of impellers and rotating assemblies, fan sets were subject to in-house witnessed run testing and all vibration levels recorded and accepted. During the course of the contract, exacting and detailed files and records were produced and at every stage of design and manufacture certificates were obtained and issued to complete a full and comprehensive dossier of the project.
According to Operations Director Ian Crum “this was one of the most demanding and comprehensive projects Halifax Fan has ever carried out. Our ability to carry out in-house testing and certify the fan sets to ATEX Category 2G and to issue a 48 month extended warranty set us apart from many of our competitors. We had to be extremely fastidious with our processes, testing and record keeping to meet the client’s demanding standards but this is not surprising when you consider the operational environment of this equipment. I’m pleased to report that the installation is now operating to the complete satisfaction of the customer and the end user.”
Above:
Flarestack fan & motor at Melkoy Island,
Hammerfest
Halifax Fan LtdMistral WorksBrookfoot Business ParkElland RoadBrighouse, W Yorks HD6 2SD
Tel 01484 475123Fax 01484 475122e-mail:- [email protected]:- www.halifax-fan.com

HAZARDOUS ENGINEERING SOLUTIONS29
BUYERS GUIDE 2011
ATEX EXPLOSION HAZARDS
CABLE GLANDS
CONTROL PANELS
CONTROL PANELS
DRUM HANDLING
ENCLOSURES
ENCLOSURES EXPLOSION PROTECTION
CONSULTANCY & INSPECTION
To advertise here please contact :
Paul Miles
Tel: +44 (0)1634 731646
Email:[email protected]

HAZARDOUS ENGINEERING SOLUTIONS 30
BUYERS GUIDE 2011
TRAININGTEST CERTIFICATION
HES VACANCY OF THE MONTH
Responsibilities
• Management of the operational aspects of the ITD• Improve operational efficiency and productivity from
the commissioning stage to a fully established process within specified budgets and timescales
• Health and Safety Management Systems and all relevant health and safety related legislation
• Environmental Management Systems and all relevant environmental legislation
• Quality Management Systems.• Implement and maintain plant PPM systems
Skills required
• Holding or working towards CPC (national). • WAMITAB COTC in the Treatment and Transfer of
Hazardous Waste (Level 4)• Excellent working knowledge and experience of
chemistry and/or chemical engineering, waste management activities, operations and practice
• Operational management experience, preferably within a continental shift pattern
• Extensive experience of waste treatment facility management, processing equipment and treatment processes for treating waste from a broad range of industry sectors
• Knowledge and understanding of CAD • Understanding of the commercial aspects of plant operation • In depth knowledge of current health, safety and
environmental legislation • Computer literate including Microsoft Excel, Word and
Outlook• P&L experience• Understanding of environmental management including
operations, technical, legislative and commercial aspects• Proven ability in the successful management of customer
and client relationships • Well developed management, written and verbal
communication skills
Process Operations Manager (Hazardous Waste)
A leading UK hazardous waste
company is looking for a chemical or
mechanical engineer with experience
in a process management role to
take on full operational management
responsibility for their Indirect Thermal
Desorption plant (IDT).
Location
Newcastle, North East
Salary/Rate
£35000 - £45000/annum £40,000 plus benefits
negotiable
Job Reference AH037 Job ID 107682229
To apply: contact Abi at Willow Shaw quoting AH037
Tel: 01527 576416 Email: [email protected]
Website http://www.willowshaw.co.uk