heat transfer demonstration cart...subsonic, insulated wind tunnel. the test chamber of the tunnel...
TRANSCRIPT
This report represents the work of WPI undergraduate students submitted to the faculty as evidence of completion of a degree requirement. WPI routinely publishes these reports on its website without editorial or peer review. For more information about the projects program at WPI, please
see http://www.wpi.edu/academics/ugradstudies/project-learning.html
HEAT TRANSFER
DEMONSTRATION CART
A Major Qualifying Project
Submitted to the Faculty
of the
WORCESTER POLYTECHNIC INSTITUTE
in partial fulfilment of the requirements for the
Degree of Bachelor of Science
In Mechanical Engineering
Submitted By:
Kyle LeBorgne
Foster Lee
João Maurício Vasconcelos
Robert Wood
Date: April 21, 2016
Keywords
1. Heat Transfer
2. Flow Design
3. Instrumentation
Approved:
Prof. Selçuk Güçeri, PhD, Project Advisor

i
Abstract
Visual aids provide an opportunity for greater conceptual understanding in many
engineering topics. In heat transfer education, such visualization tools are rare, if in practice at
all. The objective of this project is to design and construct a portable device capable of both
demonstrating heat transfer forced and natural convection in real-time, and measuring the
convective heat transfer coefficient ‘h’. Analysis of the design and functional requirements
resulted in the development of a subsonic, insulated wind tunnel. The test chamber of the tunnel
is outfitted with custom manufactured geometry and instruments including thermocouples and
hot wire anemometry for data acquisition. Control of heat flux, air velocity, and test geometry
enables the tunnel to simulate common sample problems found in introductory heat transfer
textbooks. The successful operation of the experiment indicates the device is applicable to a
broad range of configurations, including those that parallel introductory heat transfer problems.
ii
Executive Summary
The convective heat transfer coefficient ‘h’, describes the rate at which heat moves
between a solid geometry and the surrounding fluid. It is not a physical property of a material
such as specific heat or thermal conductivity, nor is it a constant property of fluid dynamics. The
coefficient is dependent on the type of media, gas or liquid, the flow properties such as velocity
and viscosity, and other flow and temperature dependent properties. This concept, with its
infinite variations, can be difficult to visualize and comprehend.
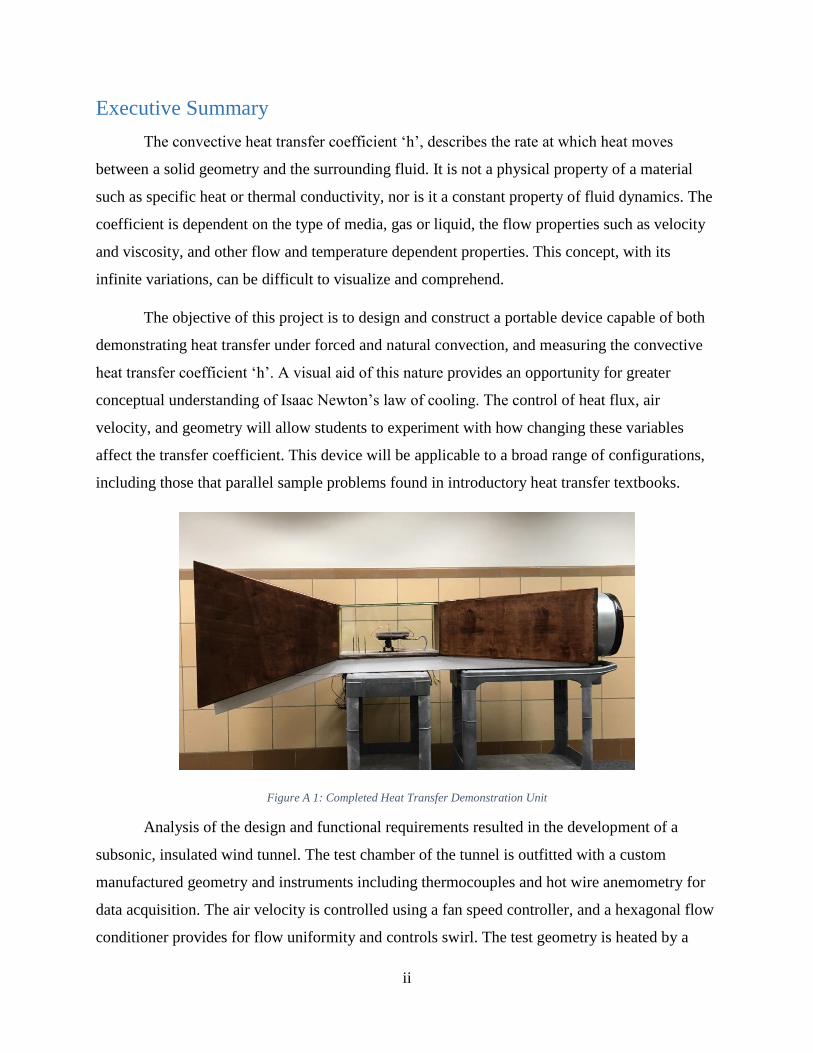
The objective of this project is to design and construct a portable device capable of both
demonstrating heat transfer under forced and natural convection, and measuring the convective
heat transfer coefficient ‘h’. A visual aid of this nature provides an opportunity for greater
conceptual understanding of Isaac Newton’s law of cooling. The control of heat flux, air
velocity, and geometry will allow students to experiment with how changing these variables
affect the transfer coefficient. This device will be applicable to a broad range of configurations,
including those that parallel sample problems found in introductory heat transfer textbooks.
Figure A 1: Completed Heat Transfer Demonstration Unit
Analysis of the design and functional requirements resulted in the development of a
subsonic, insulated wind tunnel. The test chamber of the tunnel is outfitted with a custom
manufactured geometry and instruments including thermocouples and hot wire anemometry for
data acquisition. The air velocity is controlled using a fan speed controller, and a hexagonal flow
conditioner provides for flow uniformity and controls swirl. The test geometry is heated by a

iii
3000 Watt variable autotransformer capable of warming the plate in excess of 400 degrees
Celsius. The device is easily transportable, shown in Figure A1, functioning as a conceptual aid
that can be brought to classrooms to enhance heat transfer education and also as a tool that will
provide opportunities for future analysis.
From the experiments conducted during this project and the results our team collected,
the relationship between the convective heat transfer coefficient and geometric orientation was
interpreted, and conclusions were made about the behavior of ‘h’ as the controlled variables were
manipulated. The team found that higher air velocities corresponded to higher rates of heat
transfer between the two mediums, and subsequently, plate surface temperature decreased. The
analysis of collected data determined that steeper slopes in the test geometry corresponded to
higher rates of heat transfer and thusly higher values of ‘h’, as shown in Figure A2.
Figure A 2: Convective Heat Transfer Coefficient Results
We successfully completed the purpose of this project, demonstrating how to measure the
convective heat transfer coefficient for given configurations within a university lecture hall.

iv
Acknowledgements
We would like to thank the following individuals and organizations for their support and
contributions to the success of the project:
Professor Selçuk Güçeri, PhD, for his continued guidance, enthusiasm, and support as our
project advisor.
Peter Hefti, Engineering Experimentation Lab Manager, for his support and supplying us
with the necessary equipment to collect experimental data.
Professor Jamal Yagoobi, PhD, and Mechanical Engineering Department Head, for
providing the necessary equipment and financial support.
Professor Alexander Emanuel, PhD, for his support with electrical component selection
and instrumentation recommendations.
Christopher Scarpino, Adjunct Instructor, for assisting with LabVIEW programming.
Patricia Howe, Operations Manager, for providing our team with project working space.
Barbara Furhman, Administrative Assistant VI, for purchasing all of our supplies and
processing reimbursement payments.
Aspen Aerogels for donating Pyrogel insulation for use on our project.
Worcester Polytechnic Institute for making our experience on this project possible.

1
Table of Contents
Abstract ............................................................................................................................................ i
Executive Summary ........................................................................................................................ ii
Acknowledgements ........................................................................................................................ iv
Table of Figures .............................................................................................................................. 3
Table of Tables ............................................................................................................................... 4
Chapter 1: Introduction ................................................................................................................... 5
Chapter 2: Background ................................................................................................................... 7
2.1 Methods of Heat Transfer ..................................................................................................... 7
2.1.1 History of the Convective Heat Transfer Coefficient .................................................... 7
2.1.2 The Convective Heat Transfer Coefficient .................................................................... 8
2.1.3 Flow, Boundary Layers, & Convective Heat Transfer .................................................. 8
2.1.4 Textbook Approach to Experimentally Determine Heat Transfer Coefficients .......... 10
2.2 Previous Heat Transfer Coefficient Experiments ............................................................... 12
2.2.1 Comparison of two methods for evaluation fluid to surface heat transfer coefficients 12
2.2.2 High Pressure Die Casting Experiment ....................................................................... 12
2.3 Applications of the Convective Heat Transfer Coefficient ................................................. 13
2.3.1 Aerospace Industry ...................................................................................................... 13
2.3.2 High Pressure Die Casting ........................................................................................... 14
2.3.3 Heating, Ventilation, and Air Conditioning ................................................................. 15
2.3.4 Food Industry ............................................................................................................... 15
2.4 Inspiration for this MQP ..................................................................................................... 16
2.5 Active Learning in Engineering Education ......................................................................... 16
2.5.1 History of Active Learning .......................................................................................... 17
2.5.2 Heat Transfer Courses.................................................................................................. 18
2.5.3 Heat Transfer Experiments .......................................................................................... 18
Chapter 3: Methodology ............................................................................................................... 21
3.1 Subsonic Wind Tunnel Design ........................................................................................... 21
3.1.1 Design Process ............................................................................................................. 21
3.1.2 Introduction to Subsonic Wind Tunnels ...................................................................... 24
3.1.3 Research ....................................................................................................................... 25
2
3.1.4 Computational Testing ................................................................................................. 29
3.1.5 Design Limitations ....................................................................................................... 33
3.2 Measurement and Instrumentation ...................................................................................... 34
3.2.1 Thermocouples ............................................................................................................. 35
3.2.2 Hot-Wire Anemometer ................................................................................................ 37
3.2.3 LabVIEW and DAQ Box ............................................................................................. 37
3.3 Experimentation .................................................................................................................. 40
3.3.1 Circuit Configuration ................................................................................................... 40
3.3.2 Experimental Procedures ............................................................................................. 40
Chapter 4: Results and Analysis ................................................................................................... 47
4.1 MATLAB Prediction and Experimental Result for ΔT vs. Power ..................................... 47
4.2 MATLAB Prediction vs. Experimental Data ...................................................................... 49
4.3 Plate Orientation Angle Experiment ................................................................................... 50
4.4 Power vs. Heat Transfer Coefficient Experiment ............................................................... 51
4.5 General Heat Transfer Coefficient Experiment Data.......................................................... 52
4.6 Possible Sources of Experimental Error ............................................................................. 53
Chapter 5: Conclusion and Recommendations ............................................................................. 54
References ..................................................................................................................................... 55
Appendix A: Construction ............................................................................................................ 57
Appendix B: Instrumentation and Unit Setup ............................................................................... 62
Appendix C: LabVIEW Program .................................................................................................. 68
Appendix D: Data Files ................................................................................................................ 71
Appendix E: Additional MATLAB Generated Result’s Graphs .................................................. 73
Appendix F: ANSYS Generated Fluent Report ............................................................................ 76
Appendix G: Textbook Sample Problem ...................................................................................... 87
3
Table of Figures
Figure 1: Flat Plate in Parallel Flow (Bergman, Levine, Incropera, Dewitt, 2011) ........................ 9
Figure 2: Example Honeycomb Laminar Flow Straightener Courtesy of Saxonpc.com ............. 10
Figure 3: Boeing's Autoclave. Source: aviation-images.com ....................................................... 14
Figure 4: Example Applet Activity from Tan & Fok, 2009 ......................................................... 19
Figure 5: Example results from figure 4 above by Tan & Fok, 2009 ........................................... 19
Figure 6: Early Design Iteration ................................................................................................... 23
Figure 7: Nozzle CAD Image ....................................................................................................... 27
Figure 8: Diffuser CAD Image ..................................................................................................... 27
Figure 9: Final CAD Assembly .................................................................................................... 28
Figure 10: Three Dimensional Vorticity Simulation .................................................................... 29
Figure 11: Velocity vs Distance .................................................................................................... 30
Figure 12: Pressure vs Distance .................................................................................................... 31
Figure 13: Velocity Profile ........................................................................................................... 31
Figure 14: Pressure Gradient ........................................................................................................ 32
Figure 15: Turbulence Check........................................................................................................ 33
Figure 16: Thermocouples positioned according to letter type .................................................... 36
Figure 17: Frame of one stacked sequence gathering data for one thermocouple ........................ 38
Figure 18: Calculation of the heat transfer coefficient in the LabVIEW program ....................... 39
Figure 19: Write-to-file and tab labels on block diagram ............................................................. 39
Figure 20: Variac Circuit Configuration ....................................................................................... 40
Figure 21: 15 Degree Orientation Angle ...................................................................................... 44
Figure 22: 30 Degree Orientation Angle ...................................................................................... 45
Figure 23: Predicted Q as a Function of ΔT and Air Velocity ..................................................... 48
Figure 24: Experiment Results: Q as a Function of ΔT and Air Velocity .................................... 48
Figure 25: At left, predicted ΔT vs. ‘h’. At right, Experimental data ΔT vs. ‘h’. ........................ 49
Figure 26: Experimental data ΔT vs. ‘h’ superimposed onto predicted ΔT vs. ‘h’ ...................... 49
Figure 27: 'h' as a Function of Air Velocity .................................................................................. 50
Figure 28: 'h' as a Function of Air Velocity and Power ................................................................ 51

4
Table of Tables
Table 1: Thermocouple Types ...................................................................................................... 36
Table 2: General 'h' Coefficients for Air Velocity and Power ...................................................... 52

5
Chapter 1: Introduction
As the demand for highly skilled workers and engineer’s increases, so does the need to
educate up and coming generations in the most effective way possible. In an age where there is
so much to learn in only four years of high level schooling, finding the best ways to present
information to students is key. Getting hands on experience and witnessing the magic of modern
science not only reinforces understanding but excites and inspires students to discover.
The objective of this project is to design and construct a portable device capable of both
demonstrating heat transfer under forced and natural convection, and measuring the convective
heat transfer coefficient ‘h’. A visual aid of this nature provides an opportunity for greater
conceptual understanding of Isaac Newton’s law of cooling. The control of heat flux, air
velocity, and geometry will allow students to experiment with how changing these variables
affect the transfer coefficient. This device will be applicable to a broad range of configurations,
including those that parallel sample problems found in introductory heat transfer textbooks. The
device is easily transportable, functioning as a conceptual aid that can be brought to classrooms
to enhance heat transfer education and also as a tool that will provide opportunities for future
analysis.
The heat transfer coefficient is an essential building block of thermodynamics. Without
the study of its properties we could not have modern tools and technologies. Construction of air
plane wings, easy access to food in the marketplace, and the ability to heat and cool our
environment all require mathematical computation to estimate this ‘h’ value.
The convective heat transfer coefficient, ‘h’, changes drastically under different
conditions. It is not a physical property of a material such as specific heat or thermal
conductivity, nor is it a constant property of fluid dynamics. The coefficient is dependent on the
type of media, gas or liquid, the flow properties such as velocity and viscosity, and other flow
and temperature dependent properties. In simple terms, it describes the rate at which heat moves
between a solid geometry and the surrounding fluid. This concept, with its infinite variations, can
be difficult to visualize and comprehend. This is the primary motivation behind our project and
why visual demonstration was taken into account in the design process. Our team will also
include recommendations for future development and research opportunities.
6
This paper will introduce the fundamental elements of heat transfer and the equations that
govern the convective heat transfer coefficient. It will discuss the experiments our team
conducted and include an analysis of the relationship between the controlled variables and the
convection coefficient. We will outline our procedure for designing our project, how we
constructed it, and our approach to experimentally investigating the properties of ‘h’. Data from
the experiments our team conducted will be discussed and analyzed, and conclusions will be
drawn from our results.

7
Chapter 2: Background
To develop an enhanced understanding of heat transfer experiments, research of several
experimental methods provided a foundation upon which an experimental design could be
prepared. The following research and background information will provide insight into
fundamental concepts, methods, and previous experiments. To begin, research on general heat
transfer and the convective heat transfer coefficient including its history, proved meaningful
when understanding design constraints. Additional detailed research into boundary conditions
affects, previous experimental efforts, and convective applications provides validity to the
research project. Lastly, investigation into active learning in engineering education pertaining to
how this particular project will create opportunities in WPI’s classrooms for generations.
2.1 Methods of Heat Transfer
Heat transfer is the process of thermal energy transfer due to a temperature difference in a
medium or mediums. “Whenever a temperature difference exists in a medium or between media,
heat transfer must occur” (Bergman, Lavine, Incropera, Dewitt, 2011). There are three
conventional methods of heat transfer: conduction, convection, and thermal radiation.
Conduction occurs where heat is transferred across a medium. Convection refers to heat transfer
between a solid surface and a moving fluid. Heat transferred between mediums by way of
electromagnetic waves is called thermal radiation. Any surface at a fixed temperature emits
energy in the form of electromagnetic waves. (Bergman, Lavine, Incropera, Dewitt, 2011)
2.1.1 History of the Convective Heat Transfer Coefficient
“Isaac Newton is widely credited with the following statement of the convective heat
transfer coefficient:
𝑞 = ℎ𝐴(𝑇𝑠𝑢𝑟 − 𝑇𝑠𝑢𝑟𝑟)
Where q is the rate of heat transfer, h the heat transfer coefficient, A the surface area, 𝑇𝑠𝑢𝑟 the
surface temperature, and 𝑇𝑠𝑢𝑟𝑟 the temperature of the surroundings (Bergles 1988)”. Isaac
Newton was a pioneer in the field of heat transfer, publishing papers in the early eighteenth
century. Newton published a paper in 1701 that included the formula above. The historical
accuracy of the statement above is under criticism from many scientists because Newton’s paper
does not specifically identify a proportional constant between heat flux and temperature
8
difference. The equation is often referenced as “Newton’s Law of Cooling”, leading to the
conclusion Newton was instrumental in the development of convective heat transfer coefficient.1
2.1.2 The Convective Heat Transfer Coefficient
The heat transfer coefficient, h, is an essential quantity used in the calculation of heat
transfer, generally used when there is a phase change between a fluid and a solid, or convection.
The coefficient is not a physical property such as specific heat or thermal conductivity, but rather
a descriptive quantity based on fluids interacting with geometries. As a fluid moves across a
geometry, an extremely thin layer of the fluid “sticks” to the surface, resulting in heat
transferring between the two mediums. “The convective heat transfer coefficient depends on
conditions in the boundary layer, which are influenced by surface geometry, the nature of fluid
motion, and an assortment of fluid thermodynamic and transport properties. Any study of
convection ultimately reduces to a study of the means by which h may be determined”
(Bergman, Lavine, Incropera, Dewitt, 2011). To determine h for critical components the
calculation needs to be completed experimentally.
The convective heat transfer coefficient can be isolated, represented by the equation
below.
𝐶𝑜𝑛𝑣𝑒𝑐𝑡𝑖𝑣𝑒 𝐻𝑒𝑎𝑡 𝑇𝑟𝑎𝑛𝑠𝑓𝑒𝑟 𝐶𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡 = ℎ =𝑞
𝐴(𝑇𝑠𝑢𝑟 − 𝑇𝑠𝑢𝑟𝑟)
The variable “q” is the convective heat flux, representing the proportional difference between the
temperatures of the surface, 𝑇𝑠𝑢𝑟, and the surrounding area, 𝑇𝑠𝑢𝑟𝑟. The SI standard units for h, is
watts per square meter kelvin W/(m2°K).
2.1.3 Flow, Boundary Layers, & Convective Heat Transfer
The two methods of convective heat transfer include natural and forced convection. In
natural convection the fluid surrounding the hot surface is not moving by an external force,
rather the buoyancy force created by the temperature gradient causes the motion. In forced
convection, the fluid is moving relative to the hot surface by an external force, for example a
pump or fan. (Bergman, Lavine, Incropera, Dewitt, 2011) Flow refers to the motion of a fluid
1 Enhancement of Convective Heat Transfer: Newton’s Legacy Pursued. Arthur E. Bergles.
9
over a surface with relatively velocity. Flow can be either laminar, layered flow without mixing
between the layers, or turbulent, flow chaotic in nature with rapid property changes. The
experiments conducted by our team will include flow across a heated flat plate, known as
external flow. In external flow environments, there are no constraints imposed by adjacent
surfaces, allowing boundary conditions to develop freely. (Bergman, Lavine, Incropera, Dewitt,
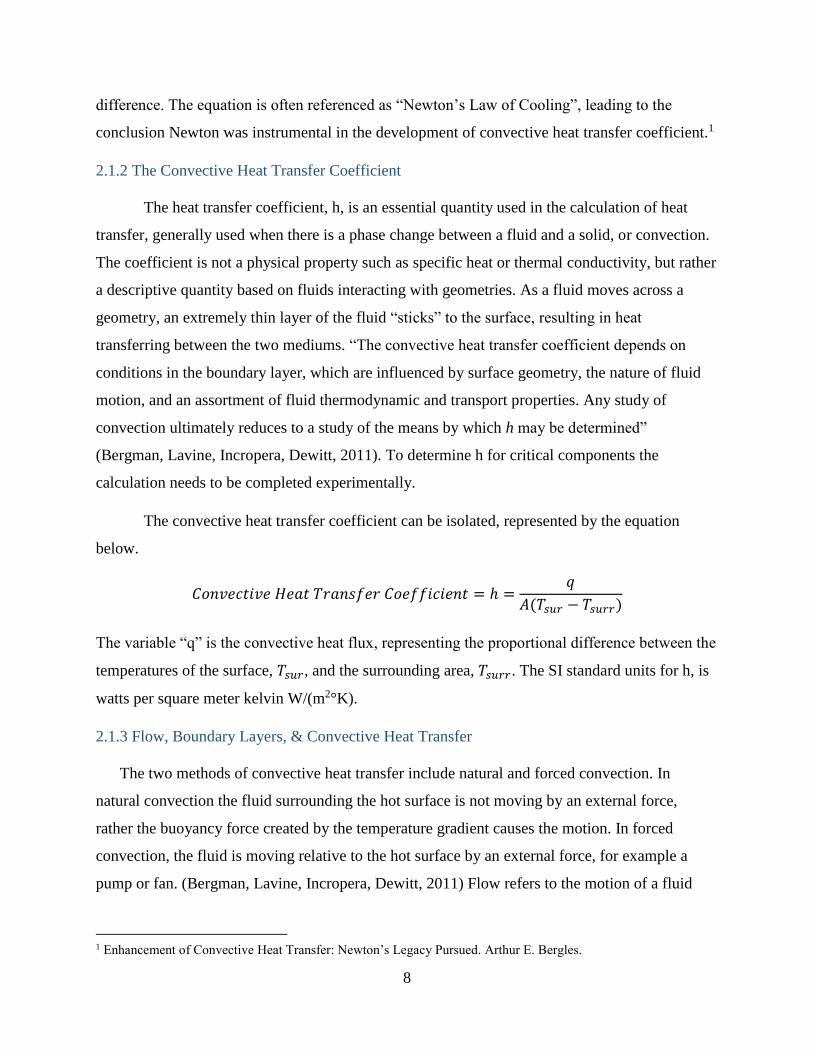
2011) “Despite its simplicity, parallel flow over a flat plate occurs in numerous engineering
applications. Laminar boundary layer development begins at the leading edge and transition to
turbulence may occur at a downstream location for which a critical Reynolds number is
achieved” (Bergman, Lavine, Incropera, Dewitt, 2011). The figure below demonstrates how
parallel flow moves across a flat plate.
Figure 1: Flat Plate in Parallel Flow (Bergman, Levine, Incropera, Dewitt, 2011)
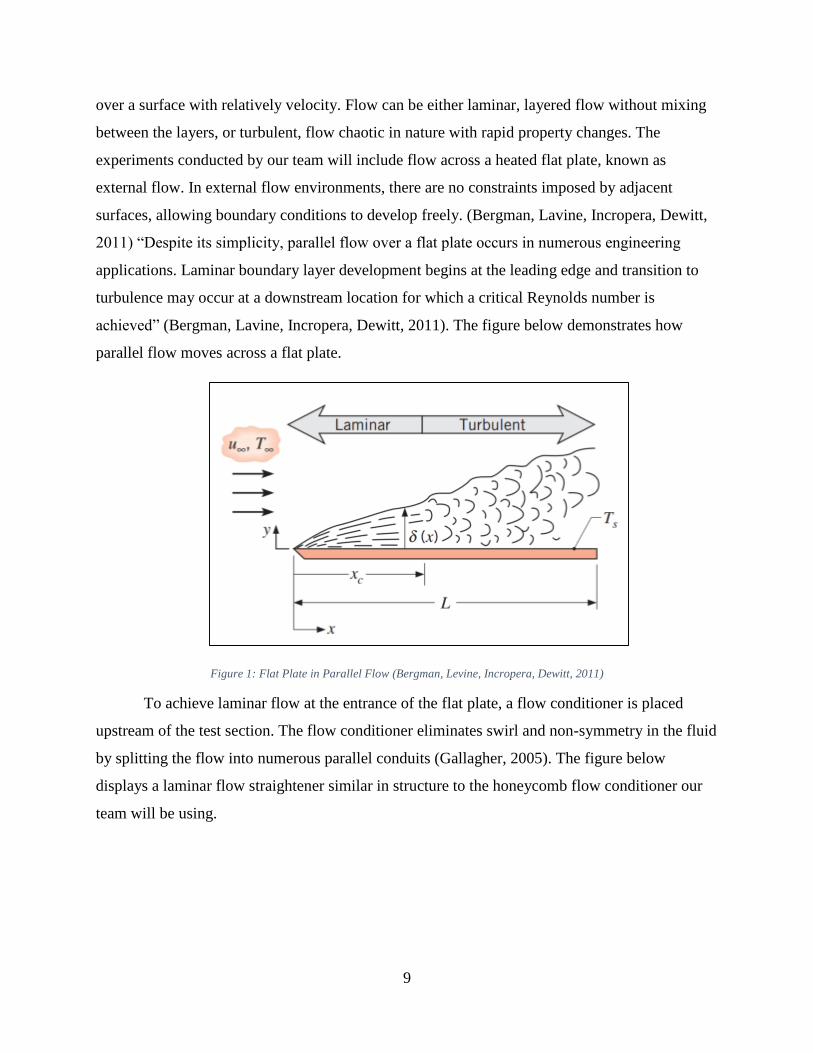
To achieve laminar flow at the entrance of the flat plate, a flow conditioner is placed
upstream of the test section. The flow conditioner eliminates swirl and non-symmetry in the fluid
by splitting the flow into numerous parallel conduits (Gallagher, 2005). The figure below
displays a laminar flow straightener similar in structure to the honeycomb flow conditioner our
team will be using.
10
Figure 2: Example Honeycomb Laminar Flow Straightener Courtesy of Saxonpc.com
Determining the convective heat transfer coefficient by varying the flow velocities, geometric
angels, and temperatures will allow for numerous engineering application testing. Laminar flow
is determined by the Reynolds number which will be explained in greater detail in the following
section.
2.1.4 Textbook Approach to Experimentally Determine Heat Transfer Coefficients
The following section is from the Fundamentals of HEAT and MASS TRANSFER
Seventh Edition textbook commonly used in introductory heat transfer courses, including WPI.
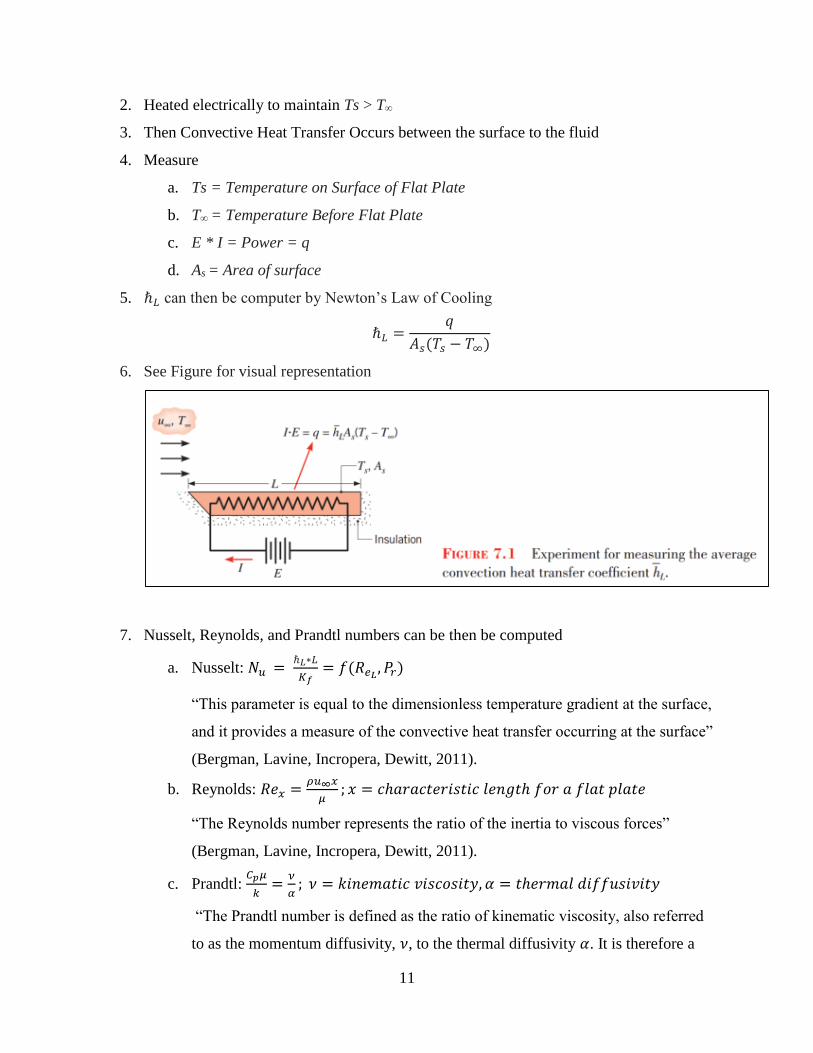
“The manner in which a convection heat transfer correlation may be obtained experimentally is
illustrated in Figure 7.1. If a prescribed geometry, such as the flat plate in parallel flow, is heated
electrically to maintain Ts > T∞, convection heat transfer occurs from the surface to the fluid. It
would be a simple matter to measure Ts and T, as well as the electrical power, E * I, which is
equal to the total heat transfer rate q. The convection coefficient ℏ𝐿, which is an average
associated with the entire plate, could then be computed from Newton’s law of cooling, Equation
6.12. Moreover, from knowledge of the characteristic length L and the fluid properties, the
Nusselt, Reynolds, and Prandtl numbers could be computed from their definitions, Equations
6.50, 6.41, and 6.42, respectively” (Bergman, Lavine, Incropera, Dewitt, 2011).
Required Procedure
1. Flat Plate Parallel Flow
11
2. Heated electrically to maintain Ts > T∞
3. Then Convective Heat Transfer Occurs between the surface to the fluid
4. Measure
a. Ts = Temperature on Surface of Flat Plate
b. T∞ = Temperature Before Flat Plate
c. E * I = Power = q
d. As = Area of surface
5. ℏ𝐿 can then be computer by Newton’s Law of Cooling
ℏ𝐿 =𝑞
𝐴𝑠(𝑇𝑠 − 𝑇∞)
6. See Figure for visual representation
7. Nusselt, Reynolds, and Prandtl numbers can be then be computed
a. Nusselt: 𝑁𝑢 = ℏ𝐿∗𝐿
𝐾𝑓= 𝑓(𝑅𝑒𝐿
, 𝑃𝑟)
“This parameter is equal to the dimensionless temperature gradient at the surface,
and it provides a measure of the convective heat transfer occurring at the surface”
(Bergman, Lavine, Incropera, Dewitt, 2011).
b. Reynolds: 𝑅𝑒𝑥 =𝜌𝑢∞𝑥
𝜇; 𝑥 = 𝑐ℎ𝑎𝑟𝑎𝑐𝑡𝑒𝑟𝑖𝑠𝑡𝑖𝑐 𝑙𝑒𝑛𝑔𝑡ℎ 𝑓𝑜𝑟 𝑎 𝑓𝑙𝑎𝑡 𝑝𝑙𝑎𝑡𝑒
“The Reynolds number represents the ratio of the inertia to viscous forces”
(Bergman, Lavine, Incropera, Dewitt, 2011).
c. Prandtl: 𝐶𝑝𝜇
𝑘=
𝜈
𝛼; 𝜈 = 𝑘𝑖𝑛𝑒𝑚𝑎𝑡𝑖𝑐 𝑣𝑖𝑠𝑐𝑜𝑠𝑖𝑡𝑦, 𝛼 = 𝑡ℎ𝑒𝑟𝑚𝑎𝑙 𝑑𝑖𝑓𝑓𝑢𝑠𝑖𝑣𝑖𝑡𝑦
“The Prandtl number is defined as the ratio of kinematic viscosity, also referred
to as the momentum diffusivity, 𝜈, to the thermal diffusivity 𝛼. It is therefore a
12
fluid property. The Prandtl number provides a measure of the relative
effectiveness of momentum and energy transport by diffusion in the velocity and
thermal boundary layers, respectively” (Bergman, Lavine, Incropera, Dewitt,
2011).
2.2 Previous Heat Transfer Coefficient Experiments
Discovered centuries ago, the heat transfer coefficient has been the focus of many
previous research experiments conducted by large universities. Our team researched previous
experimental methods; similar to the process we conducted, along with analytical methods to
demonstrate alternative research techniques.
2.2.1 Comparison of two methods for evaluation fluid to surface heat transfer coefficients
An investigation conducted by the Department of Food Science and Agriculture at
McGill University researched two analytical methods to accurately determine the convective
heat transfer coefficients, while varying heating and cooling environments across three sample
shapes (Awuah, Ramaswamy, Simpson, 1995). “Heat transfer coefficients are commonly
evaluated from time-temperature data obtained from test objects of known shape, size and
thermal properties. Of the two methods commonly used, both based on analytical solution to
transient heat conduction equation, the first (rate method) is based on relating hfs (Convective
heat transfer coefficient (W/m2°C)) to the rate of heating at a given location in the product. The
second (ratio method) is based on relating hfs to the temperature lag between two locations in the
test object. Both methods require accurate thermophysical properties as input parameters”
(Awuah, Ramaswamy, Simpson, 1995). The results illustrate similar hfs values for
experimentally identical conditions, particularly in situations where Biot numbers were low. The
range of calculated values stretched between 15 and 420 W/m2°C depending on the test
conditions (Awuah, Ramaswamy, Simpson, 1995). The report concluded, “Overall, the rate
method gave more consistent and conservative hfs values” (Awuah, Ramaswamy, Simpson,
1995).
2.2.2 High Pressure Die Casting Experiment
Our team’s goal to create an active learning approach to heat transfer courses, lead to
design of a physical heat transfer experiment with a comparable method to the following study
13
funded by the National Science Foundation of China. “In this study, the IHTC (interfacial heat
transfer coefficient) in the HPDC (high pressure die casting) process was determined based on
the temperature measurements inside the die. The IHTC was then used as the boundary condition
for the determination of the thermal field of the casting. Based on the simulated temperatures the
pressure distribution inside the casting was determined. The metal/die interfacial heat transfer
coefficient was successfully determined based on the measured temperature inside the die by
solving the inverse heat transfer problem. The simulated results were found to be in reasonable
agreement with the experimental data” (Guo, Xiong, Liu, Li, Allison, 2009).
2.3 Applications of the Convective Heat Transfer Coefficient
The coefficient is not a term only used by scientist in labs, or taught in engineering
classes, it is relevant in numerous industries. The convective heat transfer coefficient has vital
applications within the aerospace, food, HVAC, and metalworking industries. Any industry
where media is heated or cooled will most likely estimate and use the convective heat transfer
coefficient. The following are four examples of industries requiring frequent heat transfer.
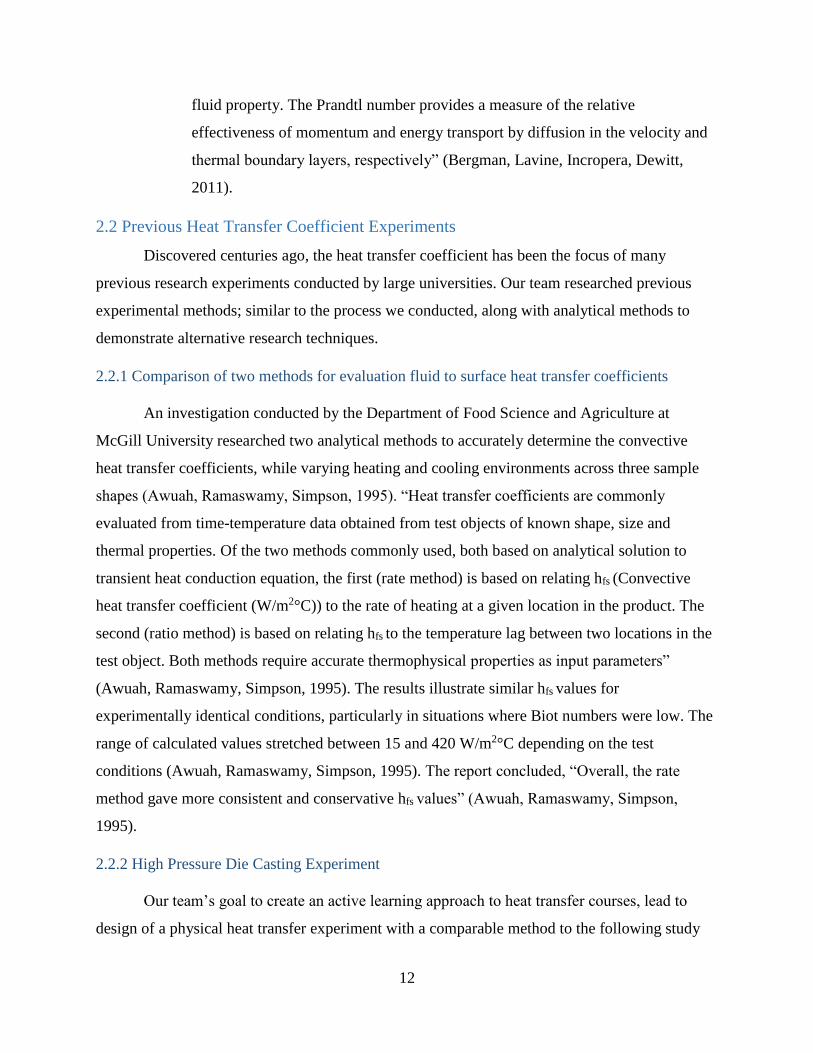
2.3.1 Aerospace Industry
Products of the aerospace industry have tremendous heat transfer requirements, and the
calculations require accurate h values. Boeing, a leading passenger aircraft manufacturer,
recently developed a predominantly carbon composite aircraft, the Boeing 787 Dreamliner. The
carbon composite wings need to bake in an enormous autoclave to cure the epoxy resin and the
carbon fibers. Aircraft manufacturers previously used machining to construct components,
resulting in high waste costs. Current carbon fiber composite construction removes the
machining process, allowing the manufacture to shape the material to exact component
specifications, removing waste from the process. Each wing needs to bake as one unit, and
contains millions of dollars’ worth of carbon fiber composite. The convective heat transfer
coefficient is a crucial value, which needs to be calculated experimentally to determine proper
curing of the composite. The 787’s wing demonstrates the sophisticated and financially
significant implications in correctly determining the convective heat transfer coefficient between
a fluid and surface. The image below demonstrates the enormity of Boeing’s autoclave.
14
Figure 3: Boeing's Autoclave. Source: aviation-images.com
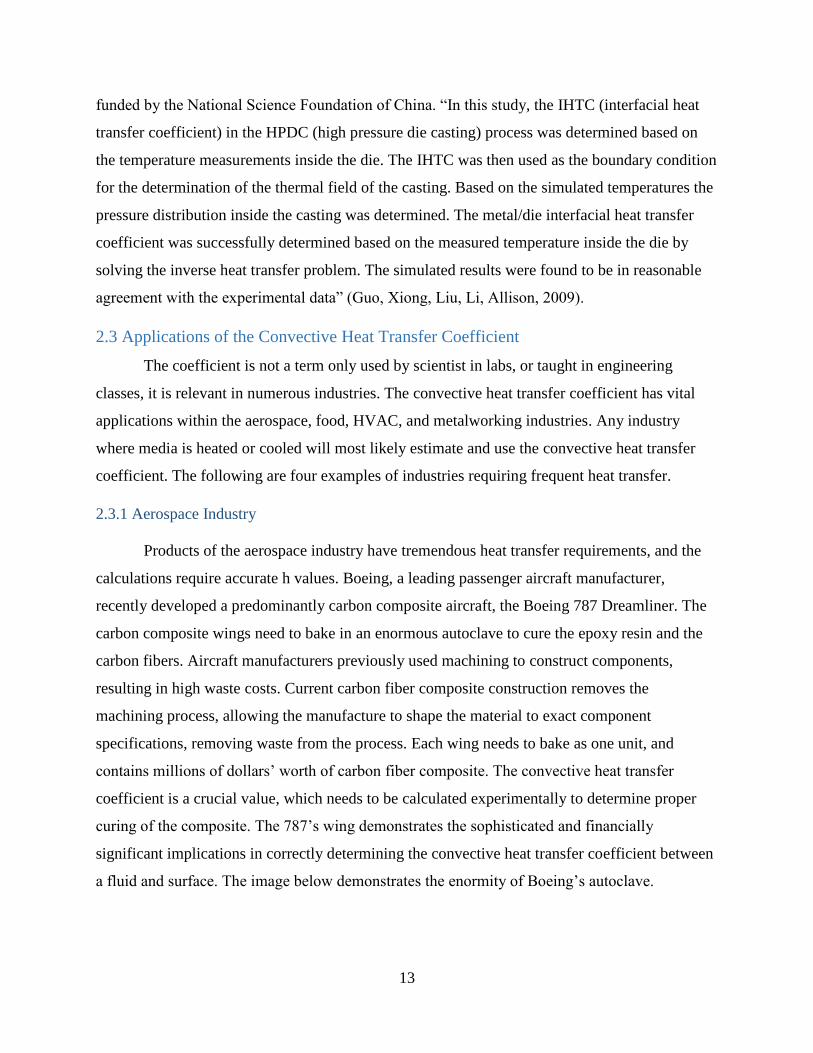
Temperatures can vary greatly between points on a surface undergoing thermal stresses.
When Boeing uses heat to cure its aircraft wings, local minumim and maximum temperature
values form on the surface of the wing. The graphic below demostrates an example temerature
distribution of a model aircraft wing, displaying the differences in maxima and minima in
temperature.
2.3.2 High Pressure Die Casting
High Pressure Die Casting (HPDC) is rapidly becoming the leading method for producing
aluminum and magnesium alloy components in industry. The HPDC method is extremely
efficient and allows for altercation of the alloy’s microstructure to improve component
performance. “During the solidifications process, the microstructure of the casting is highly

15
dependent on the heat transfer process (which is characterized by the interfacial heat transfer
coefficient (IHTC) at the metal/die interface” (Guo, Xiong, Liu, Li, Allison, 2009).
2.3.3 Heating, Ventilation, and Air Conditioning
The overall heat transfer coefficient (U-value) is crucial to determine how heat is
transferred between a building envelope and the outside environment. The U-Value is comprised
of the individual convective heat transfer coefficients of each fluid present in the system,
examples include air inside the building, air outside the building, and air in-between window
glass if more than one plane is present. Additional components include the thermal conductivity
and thickness of the building envelope materials and the contact areas. “The knowledge of the U-
Value is a precondition for the classification of the energy performance of existing buildings”
(Fokaides, Kalogirou, 2011). While the convective heat transfer coefficient is only a portion of
the overall coefficient, it does have significant implications in HVAC and building performance.
2.3.4 Food Industry
“The surface heat transfer coefficient h is a key parameter in the calculation of
heating/chilling time, and hence in the design of facilities for thermal treatments of foods (hydro-
cooling, air-cooling, cooking, etc.)” (Cuesta, Lamua, Alique, 2011). The food industry often uses
large refrigeration and freezing units to chill foods to a lower temperature in preparation for
storage or transportation. The refrigeration units, commonly referred to as chillers, use natural
convection when fans do not assist circulation. Convection is significant when hot surfaces are
exposed to cooler ambient air, commonly found in all facets of the food industry. When material
is placed into the oven, and when material is removed from oven, convection significantly
influences cooking and cooling of the material. “The increased consumer demand for high
quality, nutritious and safe products at affordable prices has resulted in a need to minimize the
severity of heat treatments without compromising safety” (Awuah, Ramaswamy, Simpson,
1995). Common kitchen techniques including baking, cooking, canning, steaming, and curing all
require heat transfer leading to the development of new methods for determining thermal
processes.

16
2.4 Inspiration for this MQP
The heat transfer course required for a Mechanical Engineering major at WPI is lecture
based. The class does not include a lab section where hands-on heat transfer experiments can be
conducted. Our team believes hands-on learning is essential for the modern student to entirely
comprehend subject matter. WPI’s motto is “Lehr und Kunst”, German for theory and practice;
however, a majority of the engineering science classes do not incorporate a practical element to
the course. Upon further investigation and discussion with university officials, limited adequate
lab space on campus is the primary reason for the deficiency in practical hands-on experiments.
The principal motive for this MQP was to create an experimental unit that will allow students
enrolled in WPI’s heat transfer courses to preform experiments within the classroom. The idea of
a demonstration unit was conceived during a discussion with Professor Guceri where he asked
students for feedback on his heat transfer course. Professor Guceri was interested in student
suggestions to improve the course in the future
Our team is creating a device that will bring the laboratory to the classroom and expose
students to theory and practice simultaneously, allowing for comprehensive active learning
content and demonstrations to be incorporated in introductory heat transfer courses.
2.5 Active Learning in Engineering Education
Active learning is a relatively new approach to teaching at the higher educational
institutions. Active learning involves students participating in course by doing more than just
listening; therefore, “They must read, write, discuss, or be engaged in solving problems. Most
important, to be actively involved, student must engage in such higher-order thinking tasks as
analysis, synthesis, and evaluation” (Bonwell, Eison, 1991). Traditional learning environments
involve a formal lecture from a professor; students are engaged in the lecture by listening and
recording notes. “Research has demonstrated, for example, that if a faculty member allows
students to consolidate their notes by pausing three times for two minutes each during alecture,
students will learn significantly more information (Ruhl, Hughes, and Schloss 1987). Two other
simple yet effective ways to involve students during a lecture are to insert brief demonstrations
or short, ungraded writing exercises followed by class discussion” (Bonwell, Eison, 1991).

17
2.5.1 History of Active Learning
Active learning became a widely used and accepted approach to education in 1991 when
Charles C. Bonwell and James A. Eison published Active Learning: Creating Excitement in the
Classroom. The United States Department of Education Office of Educational Research and
Improvement sponsored the research and was featured in the Association for the study of Higher
Education and published by The George Washington University School of Education and Human
Development. Active learning faced many barriers at first, most notably from faculty members
and institutions who had perceptions on what higher education means and the traditions
associated with it. Instructors and professors did not have incentives to change curriculum, as
well as the anxiety and discomfort created by change itself (Bonwell, Eison, 1991). “The reform
of instructional practice in higher education must begin with faculty members’ efforts…Faculty
can successfully over-come each of the major obstacles or barriers to the use of active learning
by gradually incorporating teaching strategies requiring more activity from students and/or
greater risk into their regular style of instruction” (Bonwell, Eison, 1991). Throughout the
following decades after the publication of Bonwell and Eison’s report, active learning slowly
began to enter higher education courses. The advance of technology in classrooms increased the
availability of active learning methods to faculty; therefore, leading to adoption of active
learning at many major institutions including Worcester Polytechnic Institute.
Research studies conducted on active learning show promising evidence to the merit
behind the theory of active learning. University physics courses were among the early adopters
of the active learning approach, with numerous major studies displaying supporting statistical
evidence. A survey of 6,542 students in 62 introductory physics courses, showed the 48 courses
using active learning, or interactive engagement techniques, improved student scores by 25
percent to reach an average gain of 48 percent with a standard deviation of 14 on the Force
Concept Inventory, the standard test of physics conceptual knowledge (Hake, 1998). The 14
courses, which did not participate in active learning techniques, achieved an average gain of 23
percent with a standard deviation of four (Hake, 1998). Additionally, a report published by the
American Association of Physics Teachers explains, “When instructors switched their physics
classes from traditional instruction to active learning, student learning improved 28 percent
points, from around 12% to over 50%, as measured by the Force Concept Inventory, which has
18
become the standard measure of student learning in physics courses” (Hoellwarth, Moelter,
2011).
2.5.2 Heat Transfer Courses
Active learning in undergraduate heat transfer courses has been a topic of discussion for
The American Society of Mechanical Engineers (ASME). At the 2008 ASME Summer Heat
Transfer Conference, there were several presentations on new and innovative approaches to
introductory heat transfer courses. Michael Pate presented one technique, often practiced in
courses at WPI, “The method focuses on minimizing lecture time and maximizing student
engagement. Learning is achieved by forming small groups of two to three students who then
work on in-class graded assignments” (ASME, Pate, 2008). Heat transfer courses at WPI use
group projects and in-class assignments to stimulate learning and generate greater outcomes. Our
project aims to advance active learning objectives with real-time experiments and physically
illustrate the concepts explained in the textbook.
2.5.3 Heat Transfer Experiments
One approach to developing interactive projects for heat transfer and thermal courses is
through computer-based applets. The Nanyang Technological University (NTU) has been
conducting research into active learning methods, with a focus on applets. “…Development of
electronic resources for thermal-fluid courses, with a focus on the development of interactive
learning activities for students to explore and discover heat transfer concepts and mechanisms.
Three basic types of Java applets based on the three main types if interactive knowledge
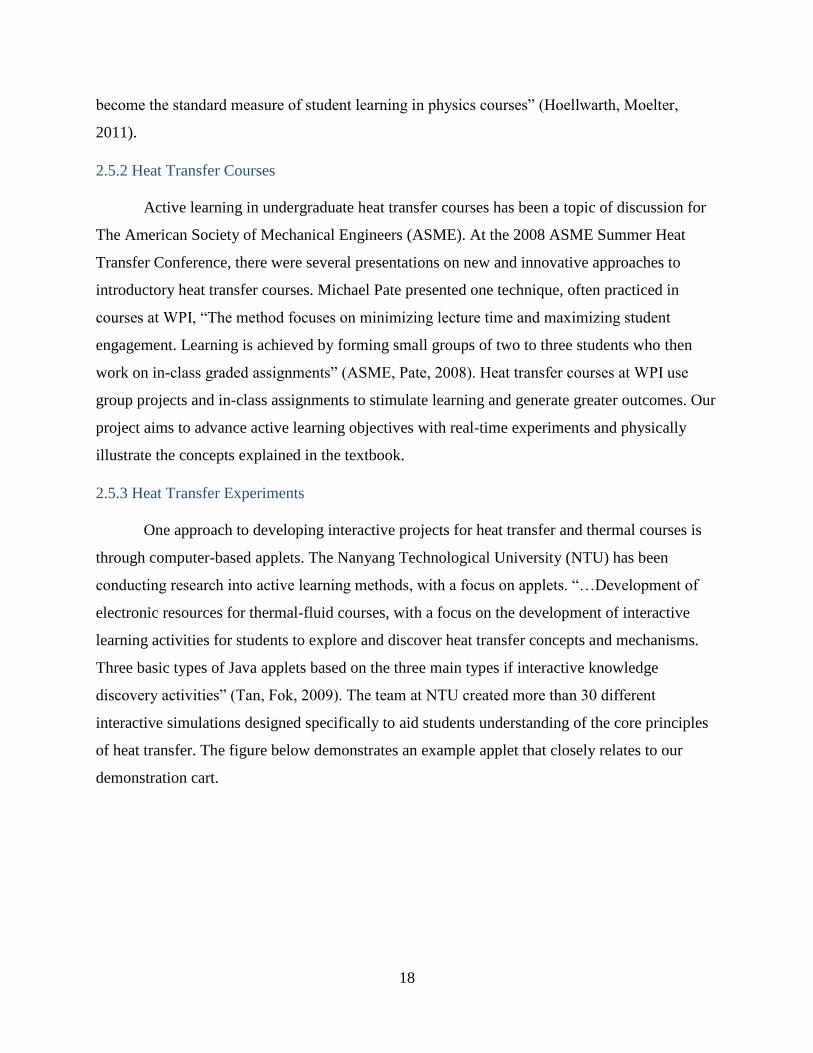
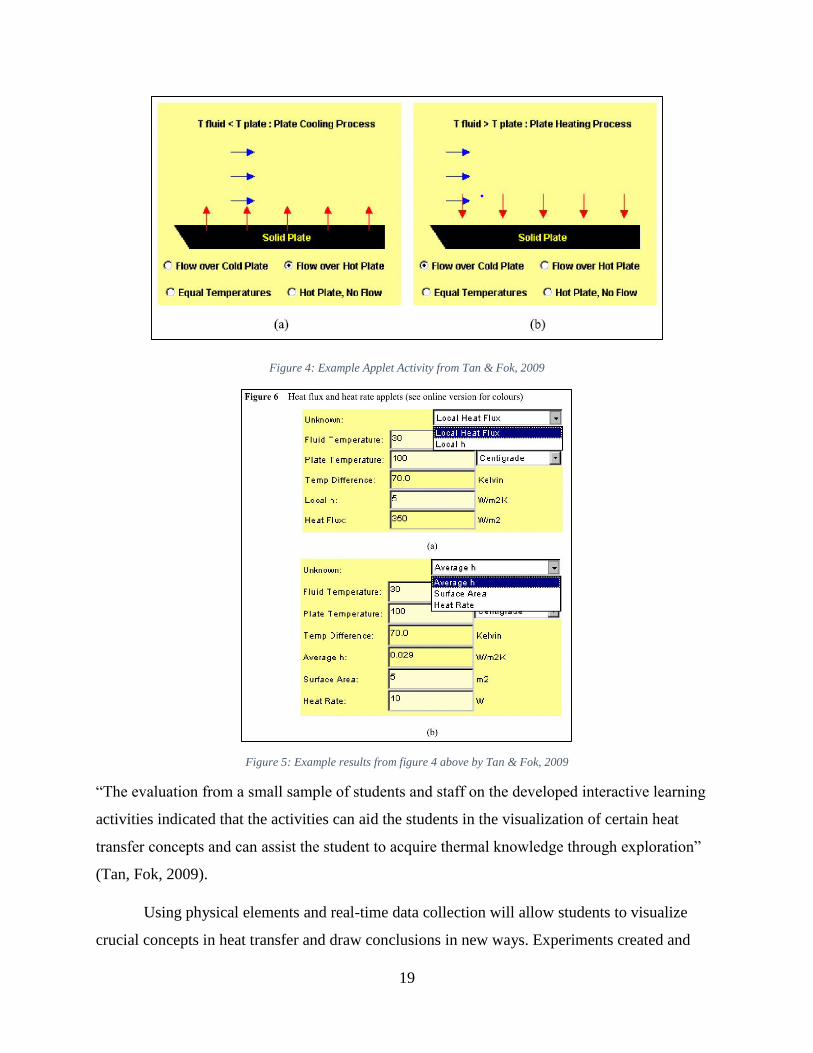
discovery activities” (Tan, Fok, 2009). The team at NTU created more than 30 different
interactive simulations designed specifically to aid students understanding of the core principles
of heat transfer. The figure below demonstrates an example applet that closely relates to our
demonstration cart.
19
Figure 4: Example Applet Activity from Tan & Fok, 2009
Figure 5: Example results from figure 4 above by Tan & Fok, 2009
“The evaluation from a small sample of students and staff on the developed interactive learning
activities indicated that the activities can aid the students in the visualization of certain heat
transfer concepts and can assist the student to acquire thermal knowledge through exploration”
(Tan, Fok, 2009).
Using physical elements and real-time data collection will allow students to visualize
crucial concepts in heat transfer and draw conclusions in new ways. Experiments created and

20
conducted using textbook examples will add a new level of validity to the hypothetical problems
students are asked to solve. Students will gain valuable experimental skills using advanced
instrumentation including thermocouples, hot wire anemometers, inferred thermometers, and
variac transformers. We firmly believe the addition of a heat transfer demonstration cart will
change introductory heat transfer courses at WPI and contribute to the advancement of active
learning methods.

21
Chapter 3: Methodology
3.1 Subsonic Wind Tunnel Design
3.1.1 Design Process
The heat flux caused by forced convection is given by the following equation:
𝑄𝑐𝑜𝑛𝑣 = ℎ𝐴(𝑇𝑠 − 𝑇𝑖𝑛𝑓)
Where 𝑄𝑐𝑜𝑛𝑣 is heat flux, h is the convective heat transfer coefficient, A is surface area,
𝑇𝑠 is surface temperature, and 𝑇𝑖𝑛𝑓 is ambient temperature. With knowledge of this equation, it
can be easily understood that by controlling heat flux via controlling input power to a system,
recording surface area of a test configuration, and measuring both configuration surface
temperature and ambient temperature, an experiment can be carried out for the purpose of
finding the heat transfer coefficient ‘h’ for that specific configuration.
Axiomatic design was utilized for the purpose of defining project requirements.
Axiomatic design is a design methodology requiring matrices to lay out independent functional
requirements of a design, and link them to design parameters and process variables (Suh, 1990).
The link between functional requirements and design parameters is visualized in the equation
below.
[𝐹𝑅1𝐹𝑅2
] = [𝐴] [𝐷𝑃1𝐷𝑃2
]
Where the A matrix is known as the design matrix.
In designing this project, functional requirements, or FRs, and design parameters, or
DPs, were used to eliminate poor designs early in the design process.
The functional requirements for the system are as follows:
FR1: The system must be capable of experimentally measuring the heat transfer
coefficient ‘h’ for configurations that parallel sample heat transfer textbook problems.
FR2: The system must not noticeably affect the ambient conditions of the room in which
it is operated.

22
Where the rooms ambient conditions are comprised of temperature, noise to a reasonable degree,
and air velocity to a reasonable area of influence should air be used as the systems convective
medium. The design parameters were then selected to be the following:
DP1: The system will regulate input power, make use of configuration surface area, and
measure surface and ambient temperatures.
DP2: The system shall be insulated and closed in sections that are likely to affect ambient
conditions.
The first functional requirement, FR1, is broken down to the following elements:
FR11: The system must provide for laminar flow at the leading edge of the test geometry.
FR12: The system must allow for multiple configuration surface temperatures.
FR13: The system must allow for multiple convective medium velocities.
Likewise, the second functional requirement is then broken down.
FR21: The system must not noticeably affect the temperature of the environment in
which it operates.
FR22: The system must not produce an uncomfortable amount of audible noise
Given these expanded functional requirements, design parameters are defined. The first
design parameter, DP1, expands to the following:
DP11: Presence of a flow conditioning system that ensures laminar flow for the full range
of convective medium velocities.
DP12: Installation of a user-controlled heating element tied to the test geometry capable
of generating temperatures from at least room temperature to 200˚C.
DP13: Installation of a user-controlled pump or fan for convective medium velocity
control for a velocity range of at least .5 m/s to 5 m/s.
Similarly, the second design parameter expands to the following:
23
DP21: The system shall be insulated and closed in select areas such that the temperature
immediately surrounding the system does not change by more than 3˚C.
DP22: The system must not produce more than 85dBA of noise, which is the level at
which hearing loss can potentially occur if exposure is prolonged (CDC/NIOSH, 1998).
After establishing expanded functional requirements and design parameters, several
design iterations were drafted and measured based on their compliance with the established
axioms.
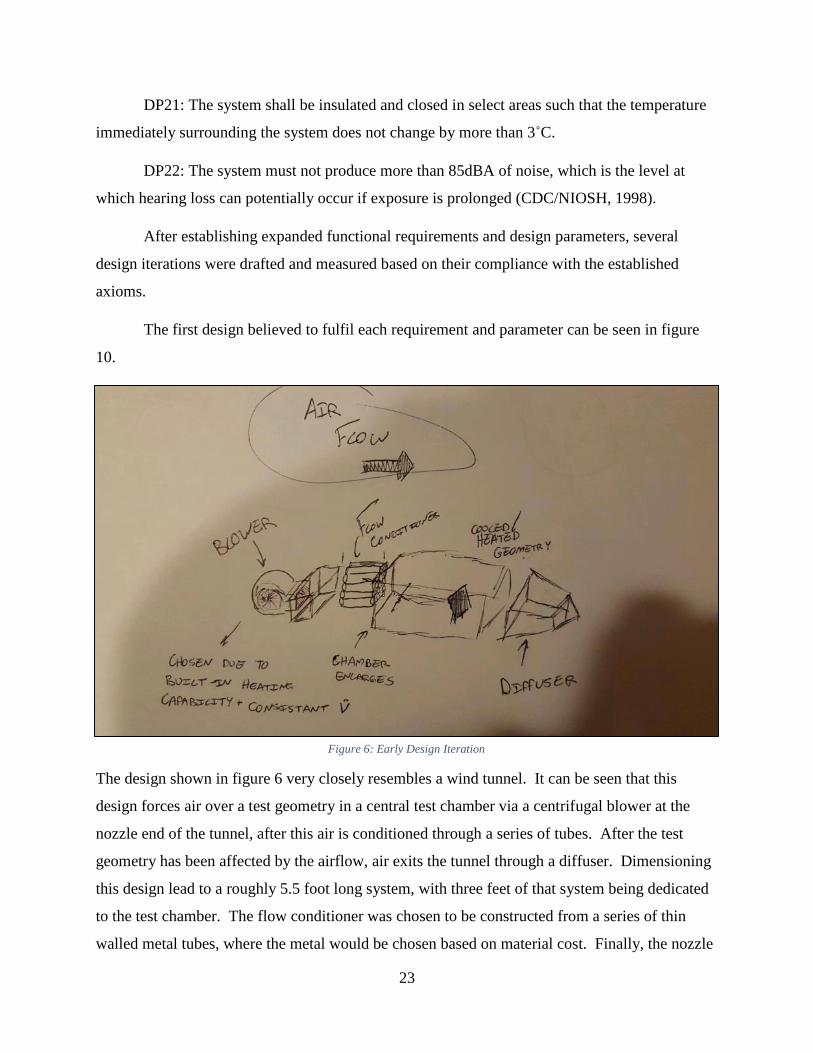
The first design believed to fulfil each requirement and parameter can be seen in figure
10.
The design shown in figure 6 very closely resembles a wind tunnel. It can be seen that this
design forces air over a test geometry in a central test chamber via a centrifugal blower at the
nozzle end of the tunnel, after this air is conditioned through a series of tubes. After the test
geometry has been affected by the airflow, air exits the tunnel through a diffuser. Dimensioning
this design lead to a roughly 5.5 foot long system, with three feet of that system being dedicated
to the test chamber. The flow conditioner was chosen to be constructed from a series of thin
walled metal tubes, where the metal would be chosen based on material cost. Finally, the nozzle
Figure 6: Early Design Iteration

24
and diffuser were selected to be made from glass due to high temperature capabilities and
relatively low material cost.
Dimensioning and computationally testing this design iteration resulted in an unfavorable
conclusion. The material requirements for the test chamber, diffuser, and nozzle were found to
be unrealistic due to the size and complex shape of each component, and for the instrumentation
requirement that would require the glass to be drilled into. Computational testing found that the
proposed flow conditioner was not capable of reducing swirl in airflow to acceptable levels.
Due to these shortcomings, the design was modified to accommodate the full range of
requirements, while enabling ease of instrumentation implementation and controlling cost. The
length of the design was extended to eight and a half feet to enable a larger nozzle and longer
diffuser. The test chamber was altered from solid glass to an insulated wooden base with glass
walls and a glass lid to more easily enable instrumentation to be installed. Likewise, the nozzle
and diffuser were modified to be constructed from wood to control cost. Finally, to control
swirl, the flow conditioner was chosen to be a honeycomb shape and the fan was changed to a
suction fan located at the end of the diffuser. The design process behind each of these
modifications is explained in section 3.1.3.
3.1.2 Introduction to Subsonic Wind Tunnels
Wind tunnels are devices used primarily to test the aerodynamics of a vehicle or vehicle
component (Dunbar, 2014). By using wind tunnels, it is possible to assess how a gaseous
substance behaves around a geometry. Air is the most common medium to be used in a wind
tunnel.
Frank Wenham is widely considered to be the wind tunnel’s inventor, with his twelve
foot long tunnel constructed in 1871. Previously, methods for testing the aerodynamics
capabilities of an object were either natural sources, such as the mouth of a windy canyon, or a
device known as the Whirling Arm invented by the mathematician Benjamin Robins (Baals,
1981). The Whirling Arm was a mass-pulley system, which spun an arm as weight fell, with
obvious limitations in the inaccuracy of data collection and the fact that the tested object was
being propelled into its own stream.

25
Current applications of wind tunnels include aircraft testing with scale aircrafts,
spacecraft testing, and automobile aerodynamics testing. Additionally, individual components of
a system can be tested and analyzed using wind tunnels. Of course, some tunnels are large
enough to accommodate and test full sized systems (Dunbar, 2014).
Wind tunnel applications concerning convective heat transfer are not a new idea – many
studies have been conducted utilizing subsonic wind tunnels to test the heat transfer coefficients
of both organic and manmade systems, such as plant leaves (Kumar, 1971) and airfoils for icing
investigation (Kirby). Outside of research, thermal tunnels are employed in many industrial
applications, such as engine cooling system examination in the automotive industry (“Thermal
Wind Tunnel”). However, devices intended for educational aid are uncommon and difficult to
find. The wind tunnel for this project was design using the design rules and practices from
existing research based thermal wind tunnels, as well as design rules for general subsonic wind
tunnels, as described in section 3.1.3.
3.1.3 Research
Due to the temperature requirement of the convective heat transfer experiment, a few
requirements for the wind tunnel are readily obvious. The first being that the tunnel must be
capable of withstanding the temperatures that will be generated within the test section, and thus
the test section must be made from a material with an ability to withstand high temperatures, or
must be insulated. The second is that data acquisition tools that normally would not be required
in a wind tunnel must be used to collect data on how temperature is changing over time at
various points of interest on the geometry. Due to budget constraints, these devices most likely
would be thermocouples, and thus must be held in place in such a way that they consistently
measure the same point regardless of convective medium speeds in the test section. These
requirements predominantly affect the test section layout and material requirement, whereas the
requirements for the nozzle, diffuser, flow conditioner, and fan follow those rules that apply to
any subsonic wind tunnel.
The blower or fan requirement was driven predominantly by budget. Release of
compressed air, which can be seen in some tunnels for short tests, could be eliminated due to
both inconvenience of operation and limited test duration. Centrifugal blowers and axial fans
were investigated, as they are common open loop wind tunnel components and can be acquired

26
for relatively low prices. Centrifugal blowers, present in the initial design iteration explained in
section 3.1.1, are potential options for tunnels due to their consistent operation under a wide
range of flow conditions, including varying power factor (Metha, 1979), which is of great
interest to this experiment. Additionally, centrifugal blowers generally operate relatively quietly,
which fulfils a design parameter defined in section 3.1.1. Axial fans are commonplace as well,
and an axial fan was selected due to ease of installation and cost. This axial fan was selected and
acquired based on cost, ease of installation, noise generation, and appropriate CFM rating.
Regardless of fan choice, the final design iteration was known to be a suction tunnel due
to the potential that air coming from a room containing an open loop wind tunnel may be less
prone to swirl or turbulence than air being forced via an inlet blower system (Metha, 1979).
The nozzle, located at the front of the tunnel before the test section and containing the
flow conditioner, was designed first by selecting area ratio and then by selecting length, where
area ratio is the ratio between the nozzle inlet area and the nozzle exit area. Metha (1979) states
that an area ratio of six to ten should be chosen. This is done in order to minimize pressure
losses. Because the system test chamber size had already been set to a minimum size of 1ft x 1ft
x 3ft, the nozzle was constructed with a known outlet area of 1 square foot.
Length of the nozzle is chosen by the following equation:
1 ≅ 𝐿
2𝑦0
Where L is length and 𝑦0 is half of the height of the nozzle inlet. The completed nozzle CAD
file can be seen below in figure 7.
27
Figure 7: Nozzle CAD Image
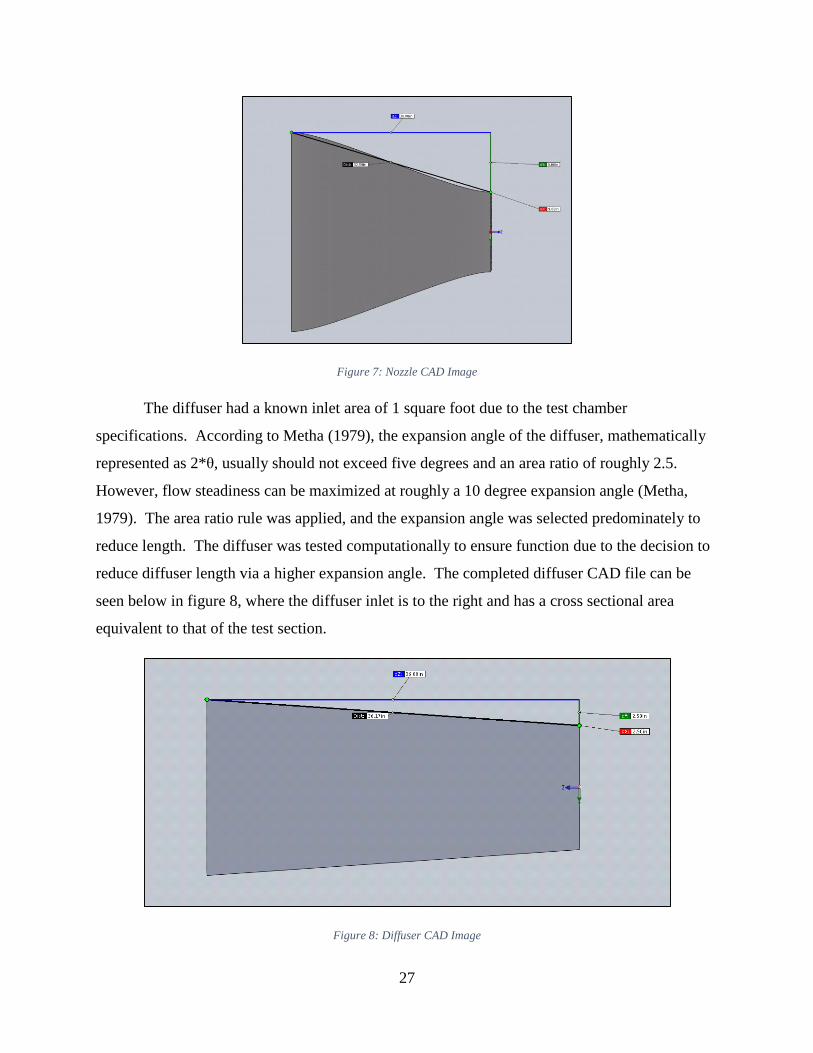
The diffuser had a known inlet area of 1 square foot due to the test chamber
specifications. According to Metha (1979), the expansion angle of the diffuser, mathematically
represented as 2*θ, usually should not exceed five degrees and an area ratio of roughly 2.5.
However, flow steadiness can be maximized at roughly a 10 degree expansion angle (Metha,
1979). The area ratio rule was applied, and the expansion angle was selected predominately to
reduce length. The diffuser was tested computationally to ensure function due to the decision to
reduce diffuser length via a higher expansion angle. The completed diffuser CAD file can be
seen below in figure 8, where the diffuser inlet is to the right and has a cross sectional area
equivalent to that of the test section.
Figure 8: Diffuser CAD Image
28
An important metric in confirming the test chamber length of 1ft x 1ft x 3ft was the
hydraulic diameter of the test chamber, which is defined as:
𝐷ℎ = 2 ∗ √𝐴
𝜋
Where 𝐷ℎ is hydraulic diameter and A is cross sectional area. According to Metha (1979), the
length of the test chamber should be .5 to 3 times the hydraulic diameter, which is the case with
the 1ft x 1ft x 3ft test chamber size.
The flow conditioner was chosen based on previously discovered problems with swirl in
the initial design, as well as with budget constraints. In an effort to reduce swirl, a honeycomb
flow conditioner was selected, as honeycomb conditioners are effective at reducing swirl (Metha,
1979).
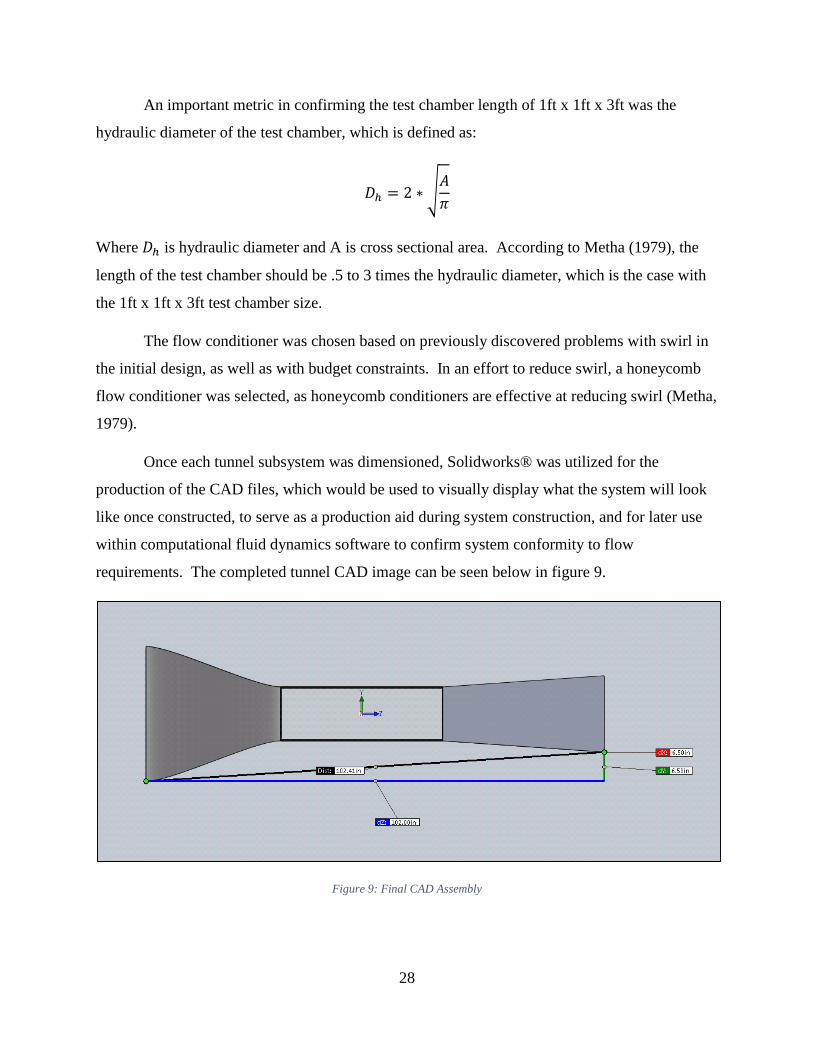
Once each tunnel subsystem was dimensioned, Solidworks® was utilized for the
production of the CAD files, which would be used to visually display what the system will look
like once constructed, to serve as a production aid during system construction, and for later use
within computational fluid dynamics software to confirm system conformity to flow
requirements. The completed tunnel CAD image can be seen below in figure 9.
Figure 9: Final CAD Assembly

29
3.1.4 Computational Testing
In order to confirm that the system design behaved appropriately concerning airflow,
particularly regarding air velocity and turbulence within the test chamber, ANSYS® Fluent®
was utilized. The Solidworks® CAD file was exported as an .IGS file and imported into
Fluent®. The full Fluent® report, which includes data on boundary conditions, mesh, and setup
inputs for the final CFD iteration, can be found in appendix F. Figure 10, shown below, depicts
vorticity results through the three dimensional tunnel.
Figure 10: Three Dimensional Vorticity Simulation
In order to lower simulation time, and to minimize human error in ANSYS® setup, a
two-dimensional approximation was made regarding flow through the tunnel using ANSYS®
Design Modeler®. It is important to note, however, that the 2D approximation does not include
a honeycomb flow conditioner, and so results have potential to display a less uniform flow
profile than the physical system produces.

30
Figure 11: Velocity vs Distance
After the simulation had been set up with the known boundary conditions and fan speed
at the end of the diffuser, the simulation ran for 1500 iterations, which was comfortably past the
threshold of solution convergence. Figure 11 and figure 12 show the velocity profile and
pressure profile of the tunnel over distance from the nozzle respectively. It is evident that the
highest velocities occur in the test chamber, and succeed in meeting the minimum velocity set
forth in the functional requirements and design parameters.
31
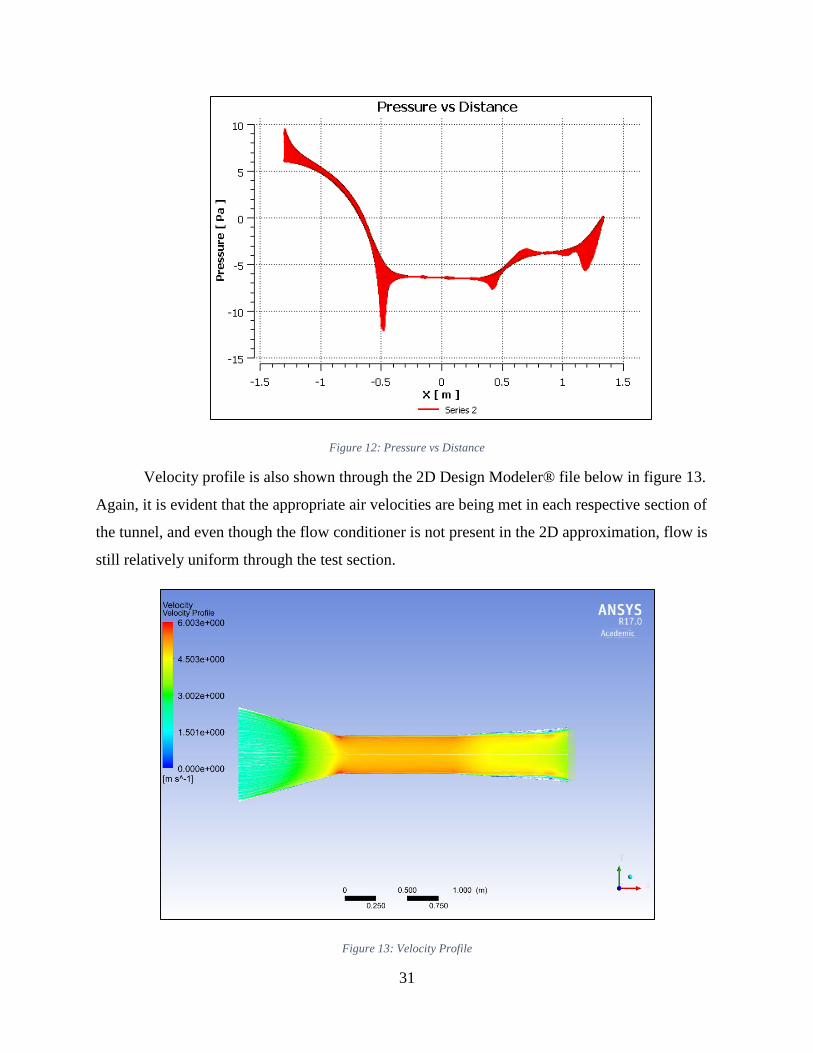
Figure 12: Pressure vs Distance
Velocity profile is also shown through the 2D Design Modeler® file below in figure 13.
Again, it is evident that the appropriate air velocities are being met in each respective section of
the tunnel, and even though the flow conditioner is not present in the 2D approximation, flow is
still relatively uniform through the test section.
Figure 13: Velocity Profile
32
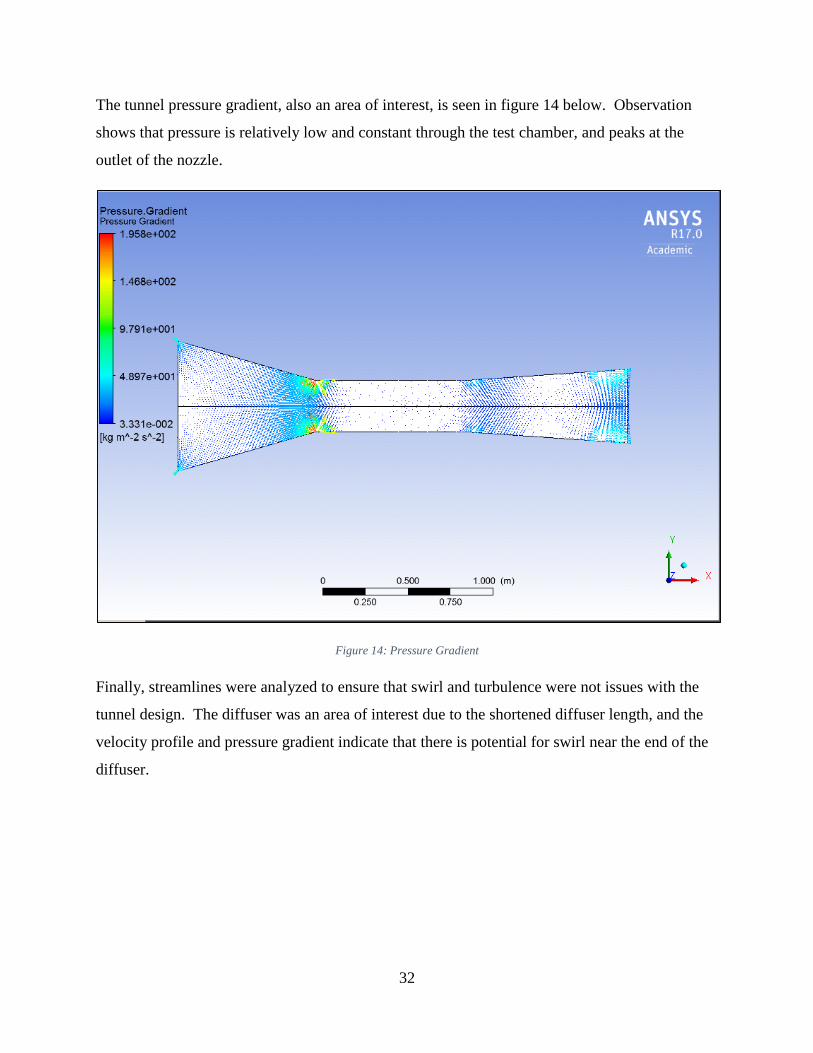
The tunnel pressure gradient, also an area of interest, is seen in figure 14 below. Observation
shows that pressure is relatively low and constant through the test chamber, and peaks at the
outlet of the nozzle.
Figure 14: Pressure Gradient
Finally, streamlines were analyzed to ensure that swirl and turbulence were not issues with the
tunnel design. The diffuser was an area of interest due to the shortened diffuser length, and the
velocity profile and pressure gradient indicate that there is potential for swirl near the end of the
diffuser.

33
Figure 15: Turbulence Check
Figure 15 confirms that there is potential swirl near the end of the diffuser. However, as it is
minimal, and thus likely does not have a significant detriment on the quality of flow within the
test section, the shortened diffuser length in the interest of saving space could be deemed safe for
this tunnels purpose.
3.1.5 Design Limitations
Given the functional requirements and design parameters that limit system size, noise
generation, and ambient condition alteration, this tunnel has predictable limitations in the types
of configurations that can be tested, as well as the velocity range a given configuration can be
tested over. It is also the case that, based on the heating element used to heat geometry, as well
as the presence and accuracy of selected instrumentation, that additional design limitations will
be generated.
34
Computational test results indicate a maximum velocity between 5 and 5.5 meters per
second, which is the first and most clear limitation of the tunnel. This makes any tests involving
components exposed to higher speeds, such as automotive or aerospace components, or even
components exposed to higher speed winds during storms or other natural sources, impossible to
test. However, experimental data collected with this tunnel system can be trended to gain a sense
of how the heat transfer coefficient will behave at air velocities close to the maximum tunnel
speed.
Additionally, in respect to airflow, only laminar flow environments can be tested. Of
course, realistically, not all flow that could be experienced by a geometry in practice is laminar.
However, by testing laminar flow, it is possible to experimentally obtain a potential lower bound
on the convective heat transfer of the test configuration for that flow environment, as laminar
flow is less effective at forced convective heat transfer than turbulent flow (Patil, 2015).
In respect to instrumentation, the most readily apparent limitation is the accuracy and
precision of the instruments themselves. Factors such as signal noise and general lack of
accuracy to a high degree contribute to data acquisition limitation. It is also worth mentioning
that, if uninsulated, the thermocouples themselves can potentially act as a heat sink, and thus can
detract from the accuracy of the configuration surface temperature measurements.
Finally, the system heating element surface area is roughly 0.04129 m2. Due to the
inherent requirement for heat to be transferred to the geometry via conduction, tested
configurations must be sized around to the size of the heating element. Insulation may also need
to be adjusted depending upon the given test configuration.
3.2 Measurement and Instrumentation
This heat transfer demonstration device consists of various sub-systems that put together
are capable of making room temperature airflow through the device and quickly heating it up
through the test chamber. Most sub-systems are responsible for providing the conditions at which
the convective heat transfer coefficient is found. For instance, the fan, diffuser and nozzle are
responsible for the laminar air that goes into the test chamber, whereas the power generation sub-
system and the heated plate are responsible for the heating of air. Yet, none of these portions of
the project are really responsible for the measurement of ‘h’, the convective heat transfer
35
coefficient. A separate sub-system is required to measure the temperature of air and its velocity
through the test chamber. These measurements are done by the instrumentation sub-system.
The instrumentation sub-system consists of the measurement tools and the LabVIEW
program. The measurement tools consist of thermocouples and anemometers. These are simple
and cheap devices that can be easily connected to the LabVIEW program. The computer
software, LabVIEW, plays a major role in this project. In order for the experiments to have
results in real-time, LabVIEW is required to continuously calibrate measurements and run
calculations to find the value of ‘h’. This section of the report deals with the instruments used to
measure physical quantities in the test chamber and the software logic used to calculate the
convective heat transfer coefficient.
3.2.1 Thermocouples
Thermocouples are temperature sensing devices that consist of two different types of
metal wires welded together to produce small voltage differentials. These differentials occur due
to the Seebeck Effect, which describes the continuous current flow in two connected wires of
distinct metals. They can be measured and calibrated in order to electronically determine the
temperature of surfaces and fluids.
There are different types of thermocouples. Each of the thermocouple types are
distinguished by their temperature range and their sensitivity. Table 1 details thermocouples’
temperature range and sensitivity. It is clear from the table that some thermocouples have better
sensitivity and better temperature ranges. According to OMEGA, a global leader in the
production of thermal sensors and other components, type K thermocouples are considered a
multipurpose thermocouple due its large temperature range and low cost. Since this project deals
with a fairly high temperature scale, it has been decided that type K thermocouples are the most
applicable for large variations in temperature, such as the hot plate. Type T thermocouples are
more accurate are more adequate for the measurement of the temperature of air or temperatures
surrounding the plate. The protection cover of type T thermocouples is also different from that of
K parts. T-type cover cannot withstand the temperature range of the experiments and therefore it
must be safely positioned within the test chamber such that the heat of the plate does not
overheat the device.

36
Table 1: Thermocouple Types
Thermocouple Type Temperature Range (°C) Standard Limits of Error (°C)
J 0 to 750 2.2
K -200 to 1250 2.2
E -200 to 900 1.7
T -250 to 350 1.0
In total, this device uses seven thermocouples. Three of which are T-type and the other
four, K-type. The schematic for this setup is depicted in Figure 16, where the green box is the
test chamber and the gray box is the hot plate. Here, the letters T and K represent the type of the
thermocouple used and its position on the plate or test chamber. Also, notice that every single
thermocouple is labeled from T0 to T6. This setup was chosen in order to compare measured
temperatures at the center of plate as well as the edges of the plate. The T thermocouples were
lined up with the K thermocouples to ensure the temperature differential is calculated in the
direction of airflow. Thus, there are four ΔT’s: ΔT3 = T3 – T0; ΔT4 = T4 – T1; ΔT5 = T5 – T1;
ΔT6 = T6 – T2. These temperature differentials are used to calculate the convective heat transfer
coefficient.
Figure 16: Thermocouples positioned according to letter type
37
3.2.2 Hot-Wire Anemometer
Anemometers are devices used to measure wind speed. Anemometers were primarily
used for meteorological purposes and were gradually refined in both technology and application.
The mechanical design of anemometers includes simple cup anemometers and windmill
anemometers. Both of these anemometers use the wind speed to rotate a fan. Yet, cup
anemometers rotate in the direction tangent to the wind vector, whereas windmill anemometers
rotate orthogonally to the wind. Both of these can be connected to analog gauges to measure the
speed of wind.
Hot-wire anemometers use a finer technology to accurately measure the velocity of air.
They are part of a segment of anemometers commonly known as thermal anemometers and are
mostly used in laminar to transition flow types. Hot-wire anemometers use a filament of wire
that is kept at constant temperature due to a self-regulatory current through the wire filament.
Once wind blows over the hot wire, it changes the temperature of the wire, which, through
several internal flow calculations, determines the speed of air. Due to their high accuracy even in
large air velocity ranges and their rather quick response, these devices are found in industrial
applications.
The hot-wire anemometer, Testo 405i, was selected for this project (see Appendix B).
Among other hot-wire anemometers, this was the most cost-effective solution for it uses a
smartphone application to display its measurements. Even though this device is also used in
industrial applications, it is significantly cheaper than other devices that have similar operations.
It measures temperature and air velocity simultaneously and is capable of exporting all data in
multiple formats!
3.2.3 LabVIEW and DAQ Box
While the thermocouples and the hot-wire anemometer deal with measurement of
specific physical variables, the LabVIEW program and the Data Acquisition (DAQ) Box are
responsible for converting the electric pulses from the physical channels into digital data. The
DAQ Box (model NI-USB-6363) receives analog voltage variations from the thermocouples and
uses its internal analog-to-digital converter to transform the analog voltage impulses into bits. It

38
is a 16-bit device with a maximum dynamic range of +/- 10V. Thus, the resolution is
approximately 305.2µV/bit.
The LabVIEW program runs the data collection in this project. It is responsible for
collecting the signal from the DAQ Box as well as running the program that calculates the heat
transfer coefficient and outputting all of the data into excel files. The LabVIEW runs an endless
while loop, which can only be stopped manually. This loop will continuously gather data from
each thermocouple individually through a stacked sequence structure shown in Figure 17. Next,
it will run data gathered from the thermocouples back into the loop in order to perform the
calculation of four separate heat transfer coefficients. This feedback system and the calculation
of the coefficient is depicted in Figure 18. Notice that, for the equation, two indicators are used
for ‘Power’ and ‘Area’ and that the temperature for other thermocouples is fed back into the
system after being delayed in time. This means that the orange symbol with an arrow represents
a Z-transform, which means that the output is fed back into the system, but delayed one unit in
time. This was used to internally calculate the heat transfer coefficient. Finally, Figure 19 details
the portion of the block diagram in which the output is written to an excel file. Data is written to
the excel file according to a delay time variable that is determined by the user.
Figure 17: Frame of one stacked sequence gathering data for one thermocouple

39
Figure 18: Calculation of the heat transfer coefficient in the LabVIEW program
Figure 19: Write-to-file and tab labels on block diagram
For closer view of the front panel of the LabVIEW program and the file while running,
please see Appendix C.
40
3.3 Experimentation
In order to analyze the behavior of the convective heat transfer coefficient, a Design of
Experiments was created to describe each experiment that our team would conduct. This section
will discuss the set up and procedures involved in each of these experiments. The following are
an explanation of each operation, a recommendation for future investigation, and an examination
of possible sources of error. Appendix B has photos of the instrumentation and setup used to
conducted experiments.
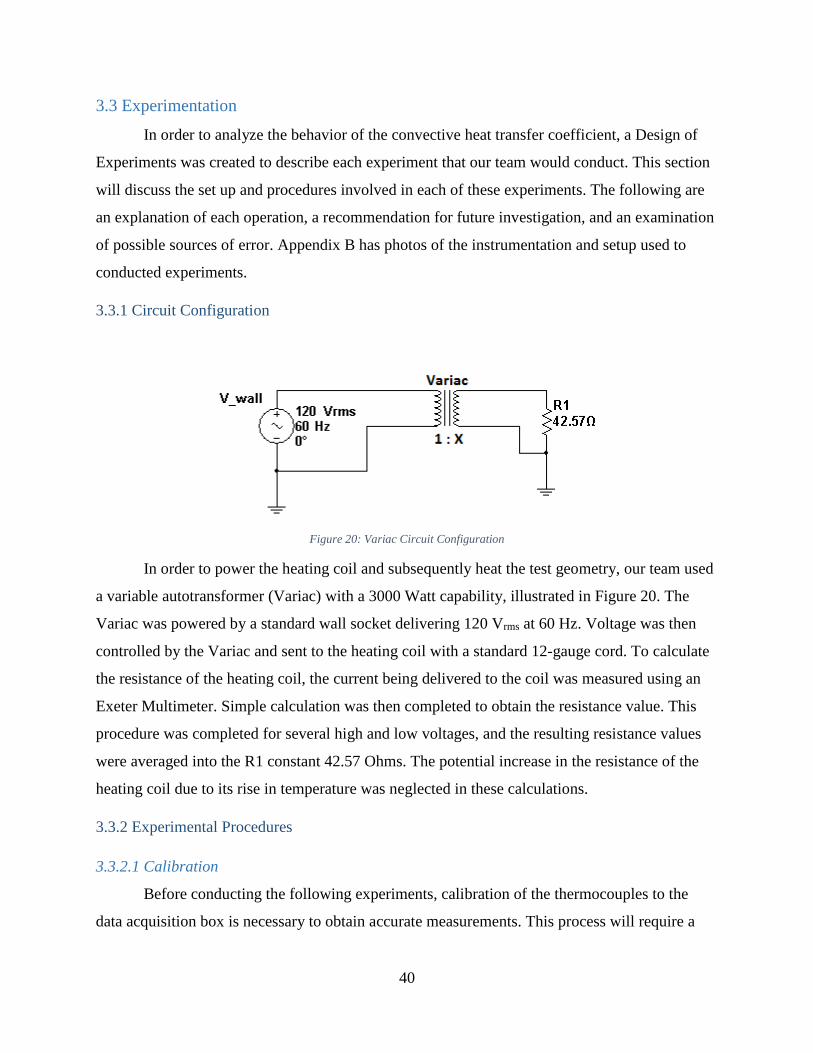
3.3.1 Circuit Configuration
Figure 20: Variac Circuit Configuration
In order to power the heating coil and subsequently heat the test geometry, our team used
a variable autotransformer (Variac) with a 3000 Watt capability, illustrated in Figure 20. The
Variac was powered by a standard wall socket delivering 120 Vrms at 60 Hz. Voltage was then
controlled by the Variac and sent to the heating coil with a standard 12-gauge cord. To calculate
the resistance of the heating coil, the current being delivered to the coil was measured using an
Exeter Multimeter. Simple calculation was then completed to obtain the resistance value. This
procedure was completed for several high and low voltages, and the resulting resistance values
were averaged into the R1 constant 42.57 Ohms. The potential increase in the resistance of the
heating coil due to its rise in temperature was neglected in these calculations.
3.3.2 Experimental Procedures
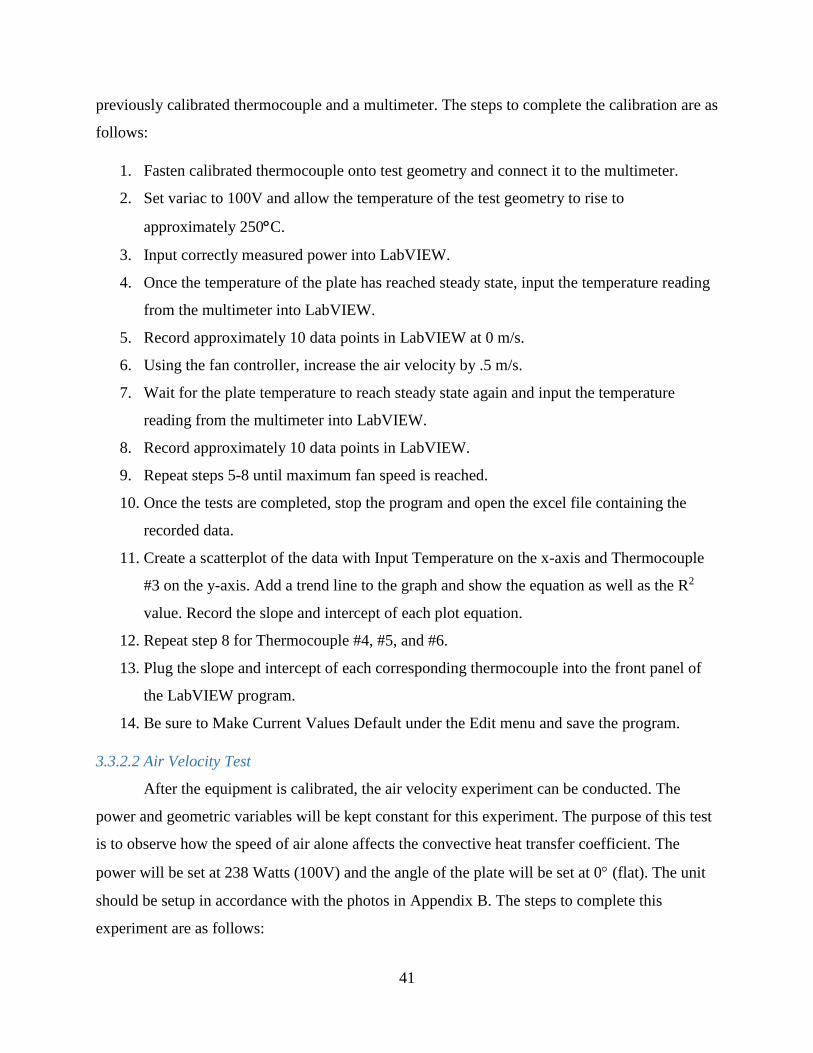
3.3.2.1 Calibration
Before conducting the following experiments, calibration of the thermocouples to the
data acquisition box is necessary to obtain accurate measurements. This process will require a
41
previously calibrated thermocouple and a multimeter. The steps to complete the calibration are as
follows:
1. Fasten calibrated thermocouple onto test geometry and connect it to the multimeter.
2. Set variac to 100V and allow the temperature of the test geometry to rise to
approximately 250C.
3. Input correctly measured power into LabVIEW.
4. Once the temperature of the plate has reached steady state, input the temperature reading
from the multimeter into LabVIEW.
5. Record approximately 10 data points in LabVIEW at 0 m/s.
6. Using the fan controller, increase the air velocity by .5 m/s.
7. Wait for the plate temperature to reach steady state again and input the temperature
reading from the multimeter into LabVIEW.
8. Record approximately 10 data points in LabVIEW.
9. Repeat steps 5-8 until maximum fan speed is reached.
10. Once the tests are completed, stop the program and open the excel file containing the
recorded data.
11. Create a scatterplot of the data with Input Temperature on the x-axis and Thermocouple
#3 on the y-axis. Add a trend line to the graph and show the equation as well as the R2
value. Record the slope and intercept of each plot equation.
12. Repeat step 8 for Thermocouple #4, #5, and #6.
13. Plug the slope and intercept of each corresponding thermocouple into the front panel of
the LabVIEW program.
14. Be sure to Make Current Values Default under the Edit menu and save the program.
3.3.2.2 Air Velocity Test
After the equipment is calibrated, the air velocity experiment can be conducted. The
power and geometric variables will be kept constant for this experiment. The purpose of this test
is to observe how the speed of air alone affects the convective heat transfer coefficient. The
power will be set at 238 Watts (100V) and the angle of the plate will be set at 0 (flat). The unit
should be setup in accordance with the photos in Appendix B. The steps to complete this
experiment are as follows:

42
1. Set variac to 100V.
2. Allow temperature of test geometry to rise to roughly 250C (approximately 20 minutes).
3. Once the temperature of the plate has reached steady state, set air velocity at 0 m/s and
record approximately 10 data points in LabVIEW.
4. Increase the air velocity by .5 m/s using the fan controller and wait for the plate
temperature to reach steady state again. Record approximately 10 data points in
LabVIEW.
5. Repeat step 4 until the maximum fan speed is reached, leaving the LabVIEW program
running continuously during the experiment.
This experiment can be expanded to include data at different power levels and geometric
configurations to compare how ‘h’ values are affected. More precise measurements could be
taken using smaller incremental increases to improve the accuracy of the experiment.
3.3.2.3 Natural Convection Test
Our device is also capable of measuring the convective heat transfer coefficient for
natural convection. To simulate a natural convective environment, air velocity was set to 0 m/s,
the geometric configuration remains constant, and the glass top of the test chamber is removed
throughout the duration of the experiment. Plate temperature is increased in linear increments by
increasing the input Power. The steps to complete this experiment are as follows:
1. To simulate ambient air, remove the top glass from the test chamber.
2. Set the variac to 50V and wait for the temperature of the plate to stabilize.
3. Record approximately 10 data points in the LabVIEW program.
4. Repeat step 2 and 3 for 60V, 70V, 80V, 90V, and 100V.
This experiment can be expanded to include data at different input power levels. More precise
measurements could be taken by increasing the number of input voltages at which data points are
recorded.
After the data collected in this experiment was analyzed, it was decided that the results
were inconclusive. Possible causes of the flawed data were hypothesized when reviewing the
experimental procedures. Although the top glass of the test chamber was removed, the side glass
pieces remained in place, which could have diminished the authenticity of a naturally convective

43
environment. The experiment was not conducted in an air tight environment; thus possible
external movements of air could have affected the natural convection process. Conjecture was
also made that the instrumentation used, specifically the thermocouples, may not have been
correctly calibrated for this experiment, or were not functioning properly during the test. In
future experiments, it is the recommendation of this team that stricter measures be taken to
simulate a naturally convective climate, and the thermocouples be recalibrated and tested before
the experiment is conducted.
3.3.2.4 Geometry Orientation Test
The geometric configuration tests were completed in a similar fashion to the air velocity
tests. At each geometric configuration, the plate was heated to roughly 250C and air was drawn
through the test chamber at increasing velocities. The test geometry used in this experiment was
mounted to an adjustable base stand so that the angle of the plate could be increased. The steps to
complete this experiment are as follows:
0 Plate Angle
1. Remove the top of the test chamber and set the test plate’s angle at 0 to the bottom of
test chamber. The plate should be in its resting, flat position.
2. Replace the glass top of the test chamber, and ensure a good seal is made between the
silicon and the glass.
3. Set the variac at 100V and allow the temperature of the test geometry to rise to roughly
250C (approximately 20 minutes).
4. Once the temperature of the plate has reached steady state, set air velocity at 0 m/s.
Record approximately 10 data points in LabVIEW.
5. Record approximately 10 data points in LabVIEW at 0 m/s.
6. Using the fan controller, increase the air velocity by .5 m/s.
7. Wait for the plate temperature to reach steady state again and input the temperature
reading from the multimeter into LabVIEW.
8. Record approximately 10 data points in LabVIEW.
9. Repeat steps 5-8 until maximum fan speed is reached, leaving the LabVIEW program
running continuously during the experiment.
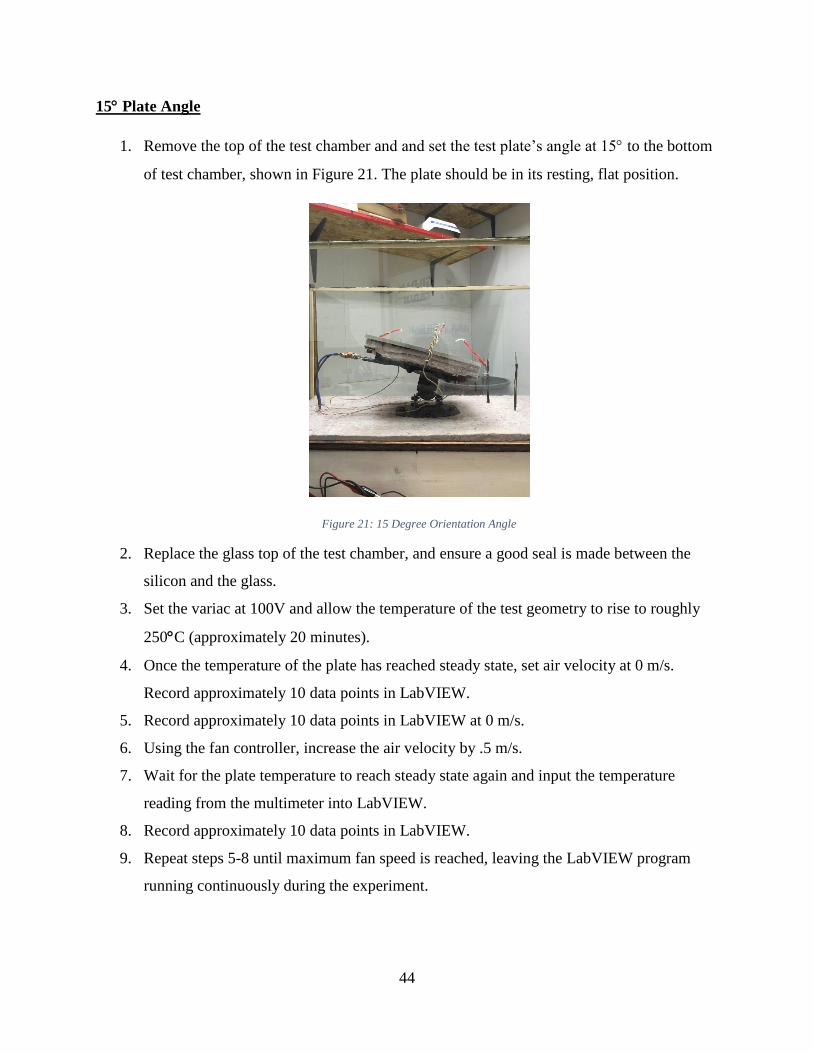
44
15 Plate Angle
1. Remove the top of the test chamber and and set the test plate’s angle at 15 to the bottom
of test chamber, shown in Figure 21. The plate should be in its resting, flat position.
Figure 21: 15 Degree Orientation Angle
2. Replace the glass top of the test chamber, and ensure a good seal is made between the
silicon and the glass.
3. Set the variac at 100V and allow the temperature of the test geometry to rise to roughly
250C (approximately 20 minutes).
4. Once the temperature of the plate has reached steady state, set air velocity at 0 m/s.
Record approximately 10 data points in LabVIEW.
5. Record approximately 10 data points in LabVIEW at 0 m/s.
6. Using the fan controller, increase the air velocity by .5 m/s.
7. Wait for the plate temperature to reach steady state again and input the temperature
reading from the multimeter into LabVIEW.
8. Record approximately 10 data points in LabVIEW.
9. Repeat steps 5-8 until maximum fan speed is reached, leaving the LabVIEW program
running continuously during the experiment.

45
30 Plate Angle
1. Remove the top of the test chamber and and set the test plate’s angle at 30 to the bottom
of test chamber, shown in Figure 22. The plate should be in its resting, flat position.
Figure 22: 30 Degree Orientation Angle
2. Replace the glass top of the test chamber, and ensure a good seal is made between the
silicon and the glass.
3. Set the variac at 100V and allow the temperature of the test geometry to rise to roughly
250C
(approximately 20 minutes).
4. Once the temperature of the plate has reached steady state, set air velocity at 0 m/s.
Record approximately 10 data points in LabVIEW.
5. Record approximately 10 data points in LabVIEW at 0 m/s.
6. Using the fan controller, increase the air velocity by .5 m/s.
7. Wait for the plate temperature to reach steady state again and input the temperature
reading from the multimeter into LabVIEW.
8. Record approximately 10 data points in LabVIEW.
9. Repeat steps 5-8 until maximum fan speed is reached, leaving the LabVIEW program
running continuously during the experiment.
This experiment has many opportunities for expansion. This experiment could be conducted
again at different Power levels to observe the rate at which the ‘h’ value changes at higher

46
and lower temperatures. The current base mount is only adjustable up to 30. In future
experiments, a different mounting mechanism could allow a fuller range of motion so that all
angles through 90 could be tested. Cylindrical, spherical and prismatic geometries could
also be configured into this device and tested at different geometric orientations.
3.3.2.5 Textbook Sample Problem
Problems such as the one shown in Figure 27 could be actively demonstrated in class.
After theoretical calculation is performed, students can compare their calculated values to the
ones obtained through experimentation using this device. Please reference Appendix G for a
detailed sample problem that can be tested using the demonstration unit.

47
Chapter 4: Results and Analysis
The following section will outline the results from numerous data collection experiments
conducted using the heat transfer demonstration unit constructed by our team. Comparisons
between MATLAB predictions and experiment results are shown and discussed in the following
section. Additional graphs, charts, and discussion can be found in Appendix D and Appendix E.
4.1 MATLAB Prediction and Experimental Result for ΔT vs. Power
Figure 23 shows one of the predictions done at the early stages of this project. It
explicitly depicts the linear relationship between the temperature differential, ΔT, and power.
The slope comes from the equation, �̇� = ℎ𝐴∆𝑇, where the heat transfer coefficient and the area
of the plate, determine that slope. Since this experiment was done with wind blown over the
plate, the heat transfer equation for forced convection and laminar flow was implemented.
Further, since the Prandtl number for air at room temperature is 0.713, the equation for the
average Nusselt number was: 𝑁𝑢̅̅ ̅̅ = 0.664√𝑅𝑒 ∗ √𝑃𝑟3
Here, Re stands for the Reynold’s number. The Reynold’s number is defined by: 𝑅𝑒 = 𝑣∗𝐷
𝜐.
Here, v is the velocity, D is the hydraulic diameter, υ is the kinematic viscosity. Finally, h is
defined by: ℎ = 𝑘𝑁𝑢̅̅ ̅̅
𝐿, where k is thermal conductivity of air, 𝑁𝑢̅̅ ̅̅ is the average Nusselt number
on the plate. Once all of the values were determine, the air velocity was set from 0.5 to 4 m/s in
increments of 0.5 m/s in order to define 8 distinct plots. Figure 23 also shows a dashed line at
fixed power. That line represents the maximum power that could be reached in this project’s
setup. ΔT was set as the independent variable linearly growing from 0 to 450 K.
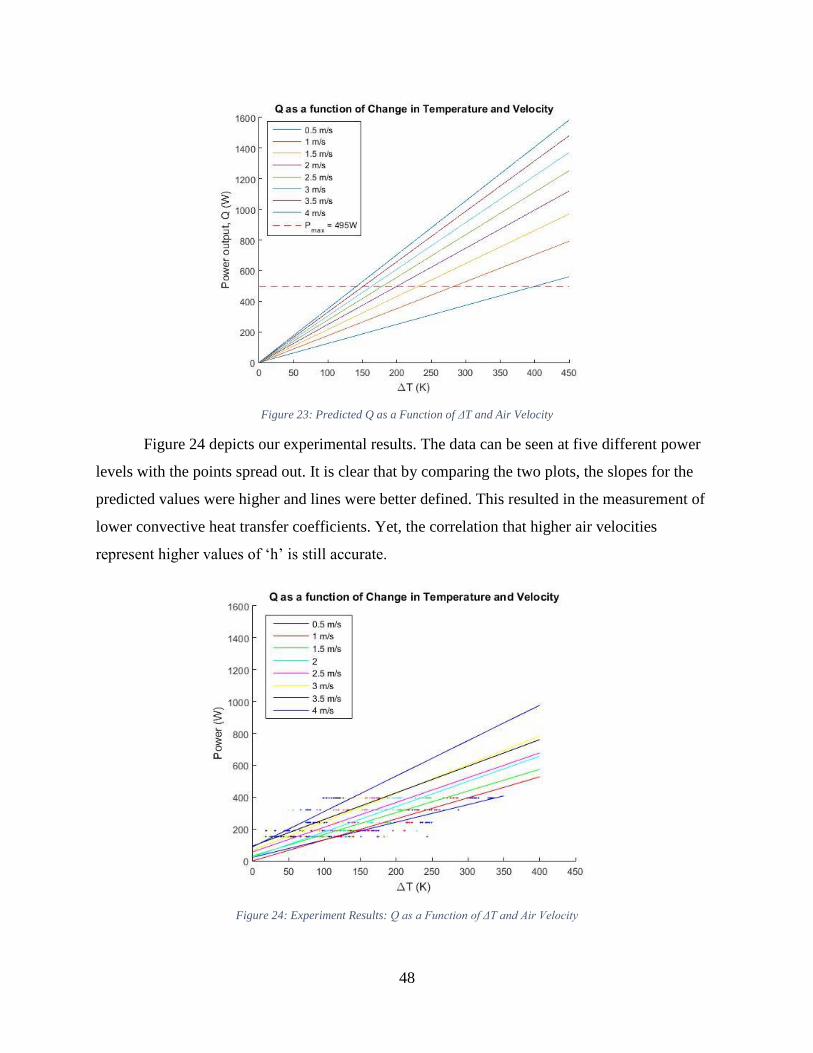
48
Figure 23: Predicted Q as a Function of ΔT and Air Velocity
Figure 24 depicts our experimental results. The data can be seen at five different power
levels with the points spread out. It is clear that by comparing the two plots, the slopes for the
predicted values were higher and lines were better defined. This resulted in the measurement of
lower convective heat transfer coefficients. Yet, the correlation that higher air velocities
represent higher values of ‘h’ is still accurate.
Figure 24: Experiment Results: Q as a Function of ΔT and Air Velocity

49
4.2 MATLAB Prediction vs. Experimental Data
Figure 25: At left, predicted ΔT vs. ‘h’. At right, Experimental data ΔT vs. ‘h’.
Figure 25 left was generated through a MATLAB script. It is the prediction for a
correlation between the convective heat transfer coefficient and the temperature differential. The
five separate curves correspond to five different power inputs at 150W, 190W, 238W, 318W and
392W. These values correspond to the ones in Figure 25 right, which represents the results from
experiments of different air velocities. These two plots were calculated separately, but they
clearly represent the same curves and equation, �̇� = ℎ𝐴∆𝑇. Thus, Figure 26 superimposes both
plots. It is clear that the experimental data is spot on the predicted plots. This serves as proof the
LabVIEW program is correct and has used the right equation to determine the heat transfer
coefficient.
Figure 26: Experimental data ΔT vs. ‘h’ superimposed onto predicted ΔT vs. ‘h’

50
4.3 Plate Orientation Angle Experiment
A significant experiment conducted by our team included testing for the heat transfer
coefficient at different plate orientation angles. The tests included ‘h’ measurements at 0, 15, and
30 degrees of elevation while varying air velocity over the plate, reference chapter 3 for more
information about the test procedure. Figure 27 displays the results of orientation testing. The
heat transfer coefficient is shown to increase with increasing plate orientation angles; therefore,
the highest values of ‘h’ are seen to occur with steeper geometric orientations. It can be seen that
higher values of ‘h’ translate to higher rates of heat transfer. This is because, at a constant heat
flux, changes in temperature must be smaller to accommodate large ‘h’ values. Thus, surface
temperature of the test configuration is more comparable to that of the configuration’s
surroundings when higher ‘h’ values are present. Figure 27 presents data from thermocouple
number four on the unit, and the graphs from the other thermocouples can be found in Appendix
E.
Figure 27: 'h' as a Function of Air Velocity

51
4.4 Power vs. Heat Transfer Coefficient Experiment
Figure 28, displays the heat transfer coefficient as a function of air velocity and power.
The goal of the experiment was to determine the relationship between ‘h’ and the power input
into the test. Since all curves are intertwined, power does not affect the heat transfer coefficient.
There is not an increasing or decreasing correlation between input power and the determination
of ‘h’. The input power directly influences the surface temperature of plate, thus proving the
increasing surface temperature does not influence the heat transfer coefficient, assuming other
variables remain constant between power experiments.
Figure 28: 'h' as a Function of Air Velocity and Power
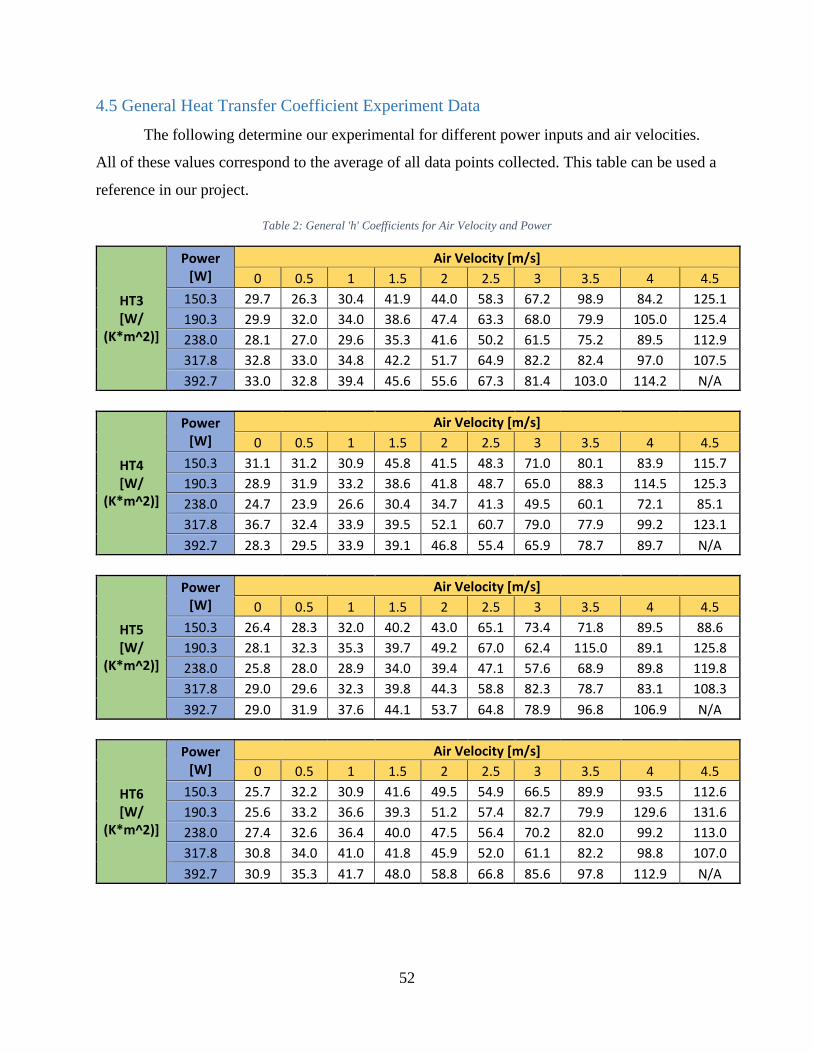
52
4.5 General Heat Transfer Coefficient Experiment Data
The following determine our experimental for different power inputs and air velocities.
All of these values correspond to the average of all data points collected. This table can be used a
reference in our project.
Table 2: General 'h' Coefficients for Air Velocity and Power
HT3 [W/
(K*m^2)]
Power [W]
Air Velocity [m/s]
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
150.3 29.7 26.3 30.4 41.9 44.0 58.3 67.2 98.9 84.2 125.1
190.3 29.9 32.0 34.0 38.6 47.4 63.3 68.0 79.9 105.0 125.4
238.0 28.1 27.0 29.6 35.3 41.6 50.2 61.5 75.2 89.5 112.9
317.8 32.8 33.0 34.8 42.2 51.7 64.9 82.2 82.4 97.0 107.5
392.7 33.0 32.8 39.4 45.6 55.6 67.3 81.4 103.0 114.2 N/A
HT4 [W/
(K*m^2)]
Power [W]
Air Velocity [m/s]
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
150.3 31.1 31.2 30.9 45.8 41.5 48.3 71.0 80.1 83.9 115.7
190.3 28.9 31.9 33.2 38.6 41.8 48.7 65.0 88.3 114.5 125.3
238.0 24.7 23.9 26.6 30.4 34.7 41.3 49.5 60.1 72.1 85.1
317.8 36.7 32.4 33.9 39.5 52.1 60.7 79.0 77.9 99.2 123.1
392.7 28.3 29.5 33.9 39.1 46.8 55.4 65.9 78.7 89.7 N/A
HT5 [W/
(K*m^2)]
Power [W]
Air Velocity [m/s]
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
150.3 26.4 28.3 32.0 40.2 43.0 65.1 73.4 71.8 89.5 88.6
190.3 28.1 32.3 35.3 39.7 49.2 67.0 62.4 115.0 89.1 125.8
238.0 25.8 28.0 28.9 34.0 39.4 47.1 57.6 68.9 89.8 119.8
317.8 29.0 29.6 32.3 39.8 44.3 58.8 82.3 78.7 83.1 108.3
392.7 29.0 31.9 37.6 44.1 53.7 64.8 78.9 96.8 106.9 N/A
HT6 [W/
(K*m^2)]
Power [W]
Air Velocity [m/s]
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
150.3 25.7 32.2 30.9 41.6 49.5 54.9 66.5 89.9 93.5 112.6
190.3 25.6 33.2 36.6 39.3 51.2 57.4 82.7 79.9 129.6 131.6
238.0 27.4 32.6 36.4 40.0 47.5 56.4 70.2 82.0 99.2 113.0
317.8 30.8 34.0 41.0 41.8 45.9 52.0 61.1 82.2 98.8 107.0
392.7 30.9 35.3 41.7 48.0 58.8 66.8 85.6 97.8 112.9 N/A
53
4.6 Possible Sources of Experimental Error
One possible source of error could be the measurements from the DAQ box. As
mentioned in the Instrumentation section, the DAQ box has a resolution of approximately
305µV/bit. This seems like a high resolution for many instruments. However, voltage
differentials produced by thermocouples are very small in the order of tens of millivolts per
degree Celsius. In fact, on the National Instruments website, one can find the voltage output, in
millivolts, of K-type thermocouples for various temperatures. Since in this project we are not
dealing with temperatures lower than 0°C and higher than 400°C, the linear resolution for this
type of thermocouple would be 16.397𝑚𝑉−0𝑚𝑉
400°C−0°C= 40.993
𝜇𝑉
°C. 16.397mV represents the output
voltage differential at 400°C and 0mV, at 0°C. Comparing the resolution of the DAQ Box to
that of the thermocouple would lead to 305
𝜇𝑉
𝑏𝑖𝑡
40.993𝜇𝑉
℃
= 7.44℃
𝑏𝑖𝑡. Finally, this means that every bit in
the DAQ Box would only measure differences in quantities of 7.44°C for K-type thermocouples.
This lack of accurate measurements could be a source of error in the data.
During the construction of this device, thermocouples were pushed through a small from
the bottom of the wind tunnel into the test chamber. This could have damaged the metal wires
that create the small voltage differentials. Also, the thermocouples were positioned such that the
welded ball touches the hot plate. Yet, high temperature thermal pastes could glue the
thermocouples to the plate and provide better readings for the thermocouples. Further, due to
their placement, thermocouples are not insulated from air. This could cause the wires of the
thermocouple to act as a heat sink, consequently leading to bad readings from the thermocouples.
54
Chapter 5: Conclusion and Recommendations
After design, construction, and experimentation of our project, the demonstration device
is now capable of measuring the convective heat transfer coefficient ‘h’. Due to its portability it
can be easily set up and used in a classroom as a visual aid. Our team’s attention to detail and
professional level of craftsmanship has made the device a reliable source of data acquisition that
will remain functional for years to come. Through our team’s own design of experiments, we
began investigating the relationship between the geometry, air flow, and the convective heat
transfer coefficient.
As predicted in Chapter 3, the faster air is blown across the test geometry the more heat
will be transferred between the two mediums, and thus, the cooler the plate will become. And
because higher rates of heat transfer correspond to higher values of ‘h’, it follows that as air
velocity increases, ‘h’ also increases. Figure 24 shows the linear correlation between the air
velocity and the temperature of the plate.
From the results our team collected, a relationship between the convective heat transfer
coefficient and geometric orientation can be interpreted. The analysis of gathered data
determined that steeper slopes in the test geometry correspond to higher rates of heat transfer and
thusly higher values of ‘h’. In future experiments, different mounting mechanisms could allow a
fuller range of motion so that all angles through 90 could be tested. Cylindrical, spherical and
prismatic geometries could also be mounted into this device and tested at different geometric
orientations.
55
References
Awuah, G. B., Ramaswamy, H. S., & Simpson, B. K. (1995). Comparison of two methods for
evaluating fluid-to-surface heat transfer coefficients. Food Research International, 28(3), 261-
271. Retrieved November 23, 2015.
Baals, Donald D., and William R. Corliss. Wind Tunnels of NASA. Washington, D.C.: Scientific
and Technical Information Branch, National Aeronautics and Space Administration, 1981. Print.
Bergman, T. L., Lavine, A. S., Incropera, F. P., & Dewitt, D. P. (2007). Fundamentals of Heat
and Mass Transfer (7th ed.). Hoboken, NJ: John Wiley.
Bonwell, C. C., & Eison, J. A. (1991). Active Learning: Creating Excitement in the
Classroom (Rep. No. ED 336 049). Washington, DC: ERIC Clearinghouse on Higher Education.
doi:ASHE-ERIC Higher Education Report. U.S. Department of Education
CDC/NIOSH. Noise and Hearing Loss Prevention. Cincinnati, OH: U.S. Department of Health
and Human Services; 1998.
Cuesta, F. J., Lamúa, M., & Alique, R. (2012). A new exact numerical series for the
determination of the Biot number: Application for the inverse estimation of the surface heat
transfer coefficient in food processing. International Journal of Heat and Mass Transfer, 55(15-
16), 4053-4062. doi:10.1016/j.ijheatmasstransfer.2012.03.047
Dunbar, Brian. "What Are Wind Tunnels?" NASA. NASA, 24 June 2014. Web.
Fokaides, P. A., & Kalogirou, S. A. (2011). Application of infrared thermography for the
determination of the overall heat transfer coefficient (U-Value) in building envelopes. Applied
Energy, 88(12), 4358-4365. doi:10.1016/j.apenergy.2011.05.014
Gallagher, J. E. (2005, May 11). The Effects of Flow Conditioning. Retrieved February 24, 2016,
from http://www.wwdmag.com/flow-metering/effects-flow-conditioning
Guo, Z., Xiong, S., Liu, B. C., Li, M., & Allison, J. (2009). Determination of the metal/die
interfacial heat transfer coefficient and its application in evaluating the pressure distribution
inside the casting during the high pressure die casting process. International Journal of Cast
Metals Research, 22(1-4), 327-330. doi:10.1179/136404609x368109
Hake, R. R. (1998). Interactive-engagement versus traditional methods: A six-thousand-student
survey of mechanics test data for introductory physics courses. Am. J. Phys. American Journal of
Physics, 66(1), 64. doi:10.1119/1.18809
Kirby, Mark S., and John Hansman. "EXPERIMENTAL MEASUREMENTS OF HEAT
TRANSFER FROM AN ICED SURFACE DURING ARTIFICIAL AND NATURAL CLOUD
ICING CONDITIONS." (n.d.): n. pag. NASA.gov. Web.

56
Metha R. D., Bradshaw P. “Design Rules for Small Low Speed Wind Tunnels” Journal of Royal
Aeronautical Society 1979, Vol. 73
Pate, M. B. (2008). An active learning approach for teaching undergraduate heat transfer. In
2008 Proceedings of the ASME Summer Heat Transfer Conference (Vol. 3, pp. 677-683).
ASME.
Patil, Pranit M., Amol P. Yadav, and P. A. Patil, Dr. "Comparative Study between Heat Transfer
through Laminar Flow and Turbulent Flow." International Journal of Innovative Research in
Science, Engineering and Technology 4.4 (2015): n. pag. Web.
Suh, Nam P. The Principles of Design. New York: Oxford UP, 1990. Print.
Tables of Thermoelectric Voltages for All Thermocouple Types. (n.d.). Retrieved April 20,
2016, from http://www.ni.com/white-paper/4231/en/#toc2
Tan, F. L., & Fok, S. C. (2008). Development of interactive learning activities in heat
transfer. World Review of Science, Technology and Sustainable Development, 5(3-4), 354-372.
Retrieved January 14, 2016.
"Thermal Wind Tunnel." Audi Wind Tunnels AUDI AG. N.p., n.d. Web.Kumar, A., and N.
Barthakur. "Convective Heat Transfer Measurements of Plants in a Wind Tunnel." Springer
Link. Kluwer Academic Publishers, Dec. 1971.
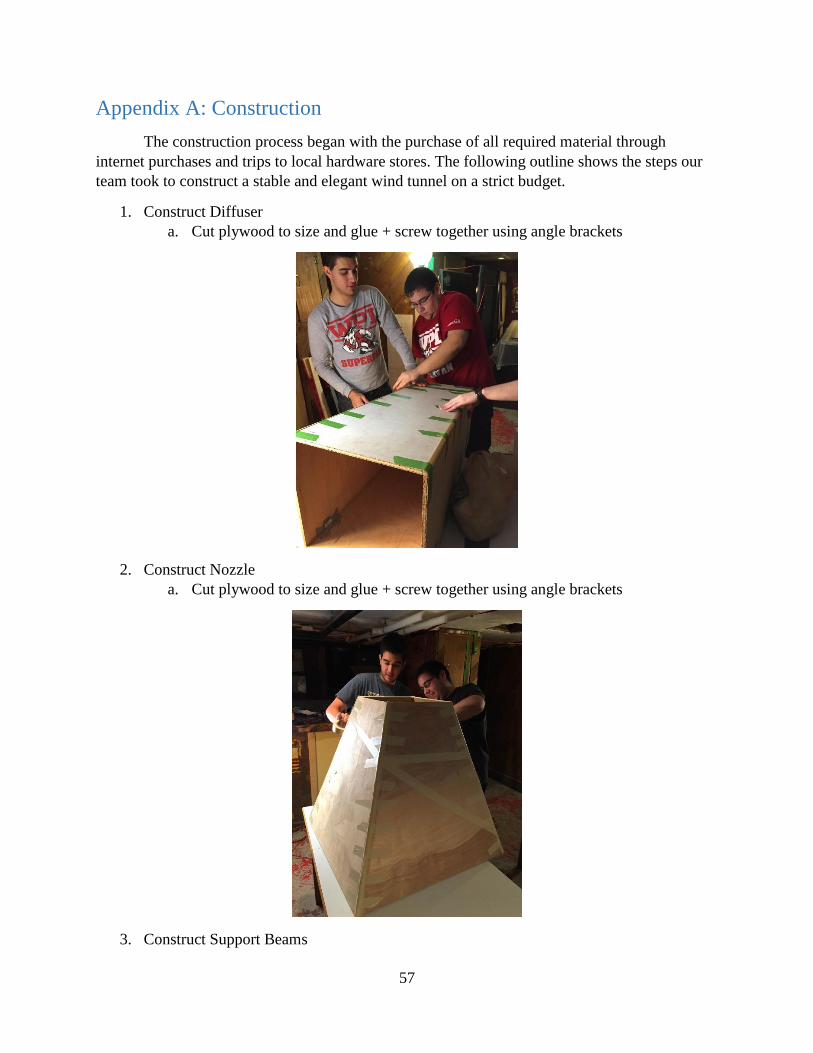
57
Appendix A: Construction
The construction process began with the purchase of all required material through
internet purchases and trips to local hardware stores. The following outline shows the steps our
team took to construct a stable and elegant wind tunnel on a strict budget.
1. Construct Diffuser
a. Cut plywood to size and glue + screw together using angle brackets
2. Construct Nozzle
a. Cut plywood to size and glue + screw together using angle brackets
3. Construct Support Beams
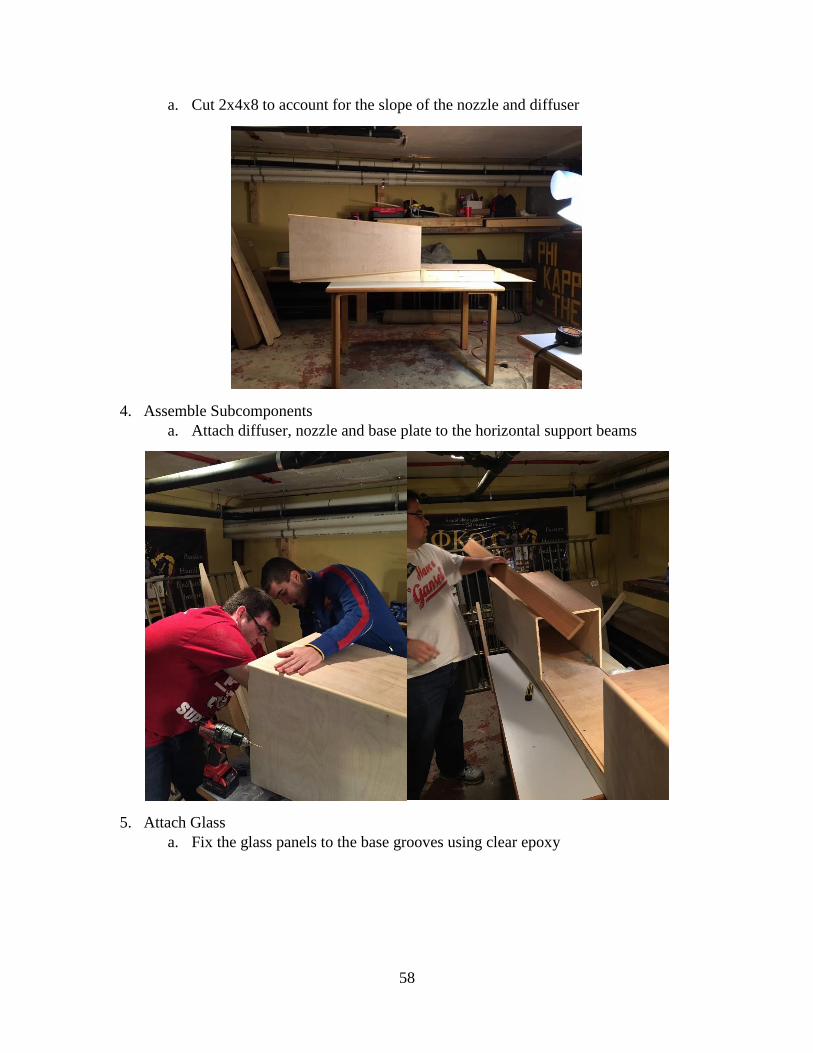
58
a. Cut 2x4x8 to account for the slope of the nozzle and diffuser
4. Assemble Subcomponents
a. Attach diffuser, nozzle and base plate to the horizontal support beams
5. Attach Glass
a. Fix the glass panels to the base grooves using clear epoxy
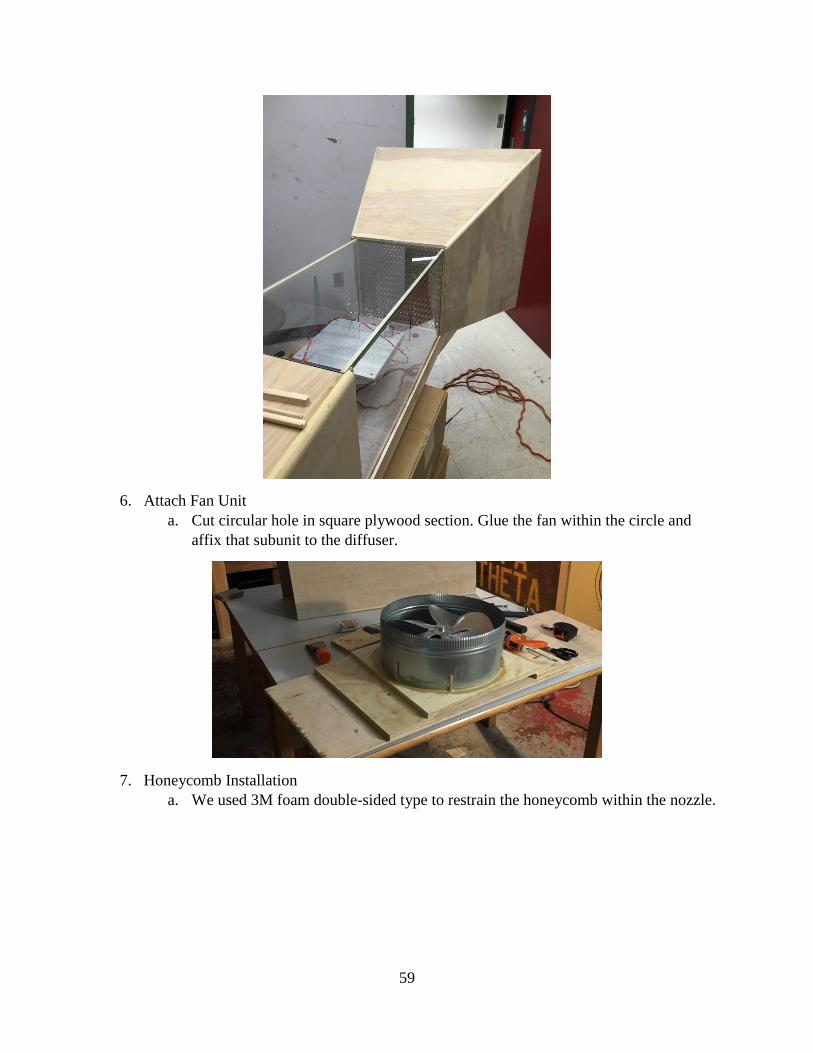
59
6. Attach Fan Unit
a. Cut circular hole in square plywood section. Glue the fan within the circle and
affix that subunit to the diffuser.
7. Honeycomb Installation
a. We used 3M foam double-sided type to restrain the honeycomb within the nozzle.

60
8. Screen Application
a. Apply a screen to the nozzle to prevent foreign object suction.
b. Apply metallic screen to the diffuser to prevent hand injury – a “requirement” of
Torbjorn Bergstrom, PhD Pursuant.
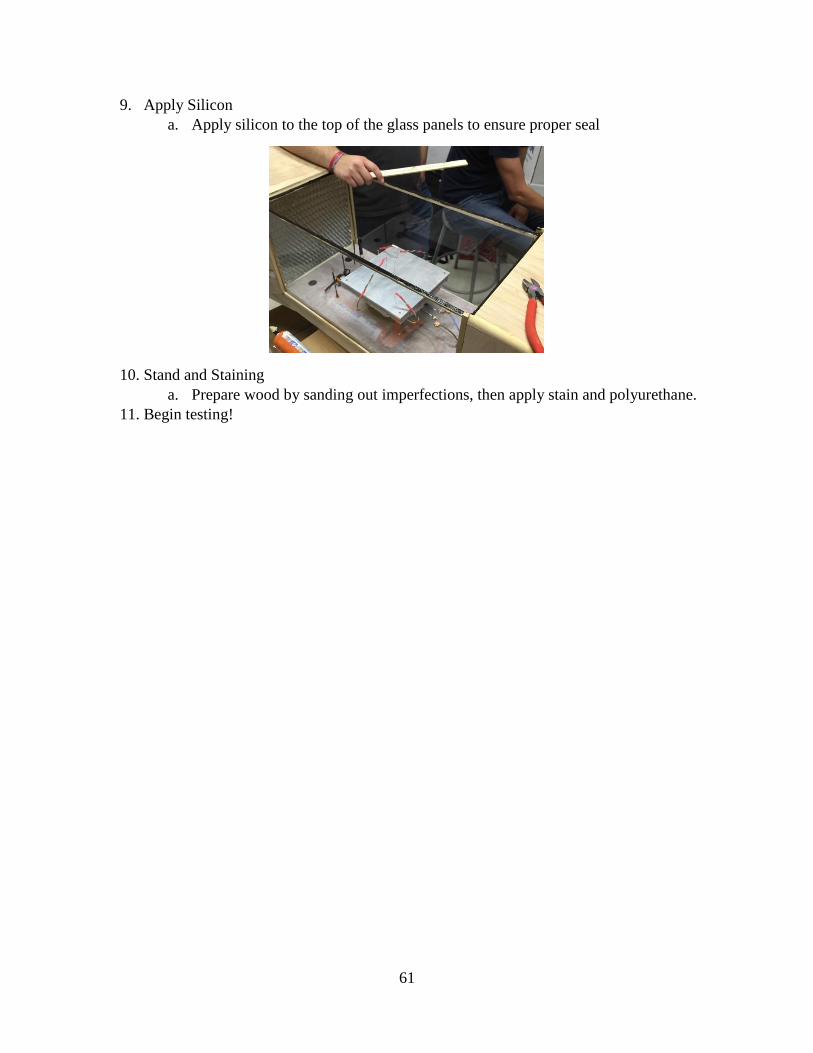
61
9. Apply Silicon
a. Apply silicon to the top of the glass panels to ensure proper seal
10. Stand and Staining
a. Prepare wood by sanding out imperfections, then apply stain and polyurethane.
11. Begin testing!

62
Appendix B: Instrumentation and Unit Setup
Infrared Laser Thermometer
Fan Unit Controller
Hot Wire Anemometer
Hot Wire Anemometer
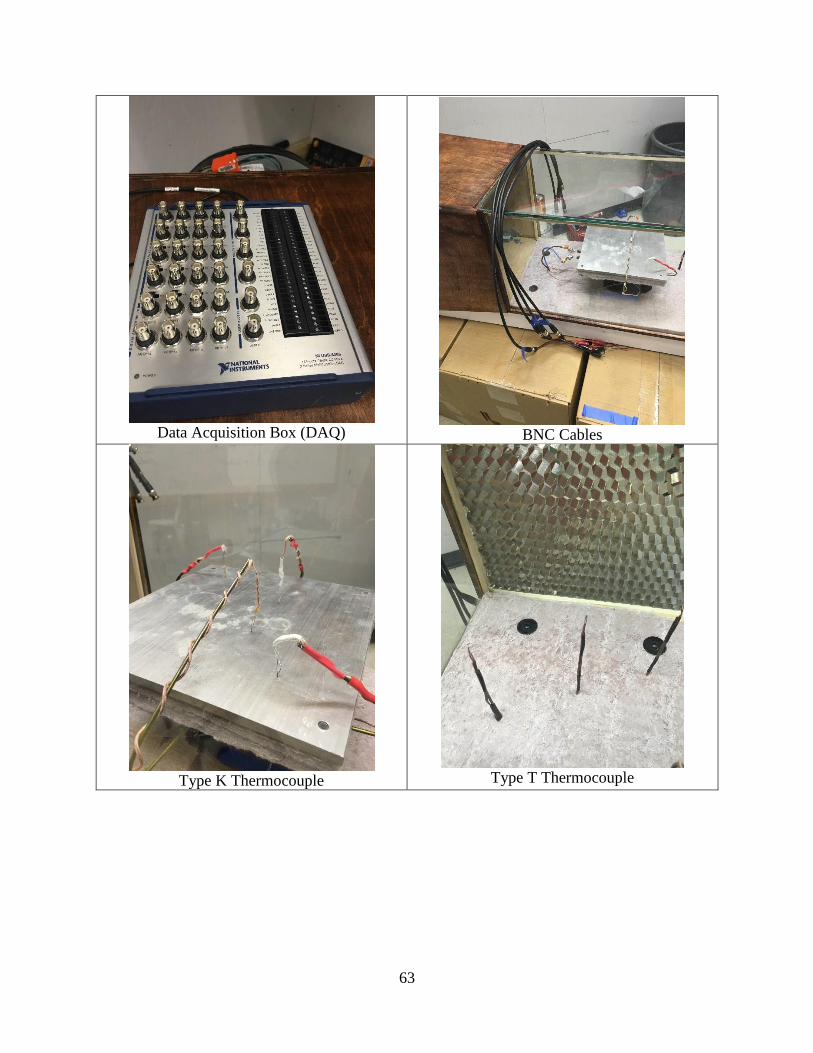
63
Data Acquisition Box (DAQ)
BNC Cables
Type K Thermocouple
Type T Thermocouple

64
Thermocouple Cold Junction
Cold Junction Demonstration
Variac
Suction Cup Handle

65
Fan
Fan Specifications
Honeycomb
Silicon

66
BNC Connections for setup
BNC Connections for setup
Complete Setup

67
Complete Demonstration Unit Set-up
1. Move Demonstration Unit to Classroom
2. Ensure you have the following equipment (Photos Above)
a. DAQ BOX
b. BNC Cables attached to correct Thermocouples (Labeled 0-6)
c. Laptop Computer with LabVIEW and Specific Program
d. Cups
e. ICE
f. Extension Cords for Fan, Variac, DAQ Box, and Laptop
g. Hot Wire Anemometer
h. Fan Speed Controller
3. Fill cups with ice and water
4. Place three thermocouple cold junctions into cups of ice-water
5. Connect BNC Cables to DAQ Box
a. Connect across the top most row Thermocouples 0,1,2,3
b. Connect across the second row from top Thermocouples 4,5,6
6. Connect DAQ Box to power source and ensure power switch is on
7. Connect DAQ Box to Computer
8. Open LabVIEW Program on Computer
9. Connect RED Banana Plug from Power cord to RED Input Slot on Variac
10. Connect BLACK Banana Plug from Power cord to BLACK Input Slot on Variac
11. Connect RED Banana Plug from Demonstration Device to RED Output Slot on Variac
12. Connect BLACK Banana Plug from Demo Device to BLACK Output Slot on Variac
13. Ensure Variac power switch is off and voltage set to ZERO
14. Connect Power Cord to outlet
15. Ensure Fan Speed Controller is in off position
16. Connect Fan Speed Controller to fan and then to extension cord and then to outlet
17. Connect Hot Wire Anemometer (HWA) to Phone
18. Place HWA inside test section
19. Begin running the LabVIEW program by pushing the white arrow in top left
a. Do not hit button that says run program continuously
20. Please refer to Section 3.3 for step-by-step directions for running experiments
21. Set Variac to desired voltage and turn on power switch
22. Have Fun and Be Safe!
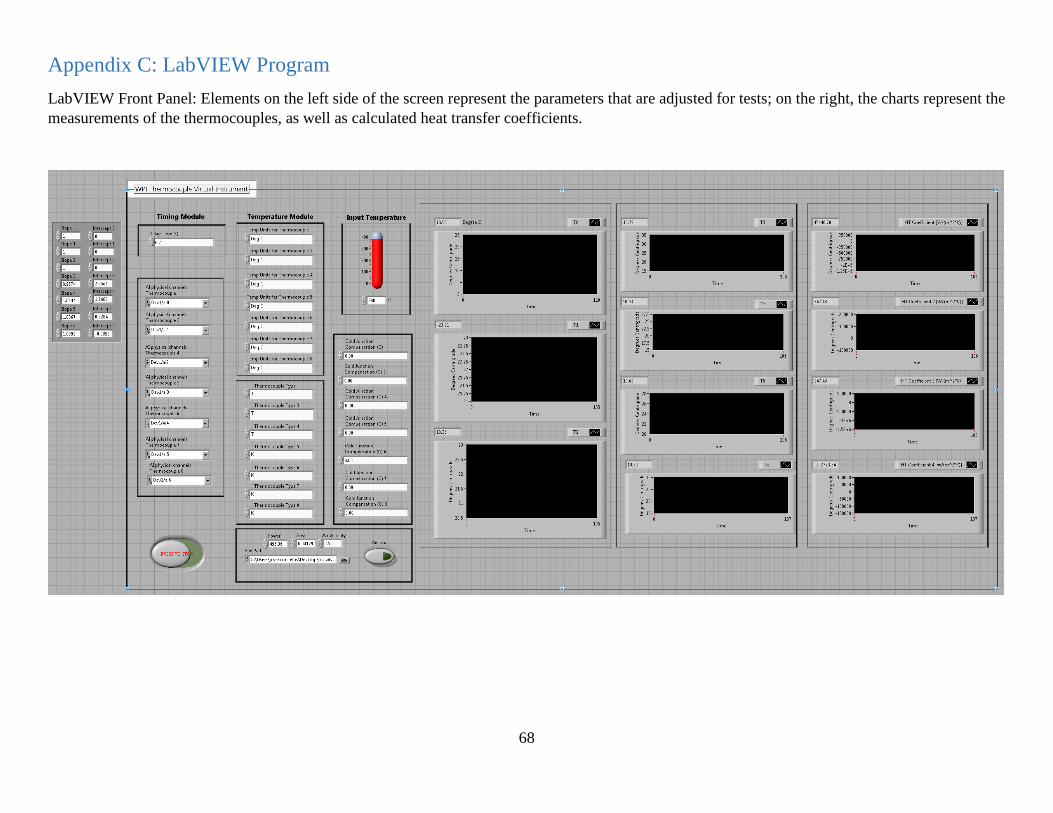
68
Appendix C: LabVIEW Program
LabVIEW Front Panel: Elements on the left side of the screen represent the parameters that are adjusted for tests; on the right, the charts represent the
measurements of the thermocouples, as well as calculated heat transfer coefficients.

69
LabVIEW Block Diagram 1: This represents the processing parts of the LabVIEW program. They are all inside a while loop that continuously runs
thermocouple measurements and calculates the heat transfer coefficient.

70
LabVIEW Block Diagram 2: This represents the part that is outside the while loop. This function
writes labels the columns of an excel file.
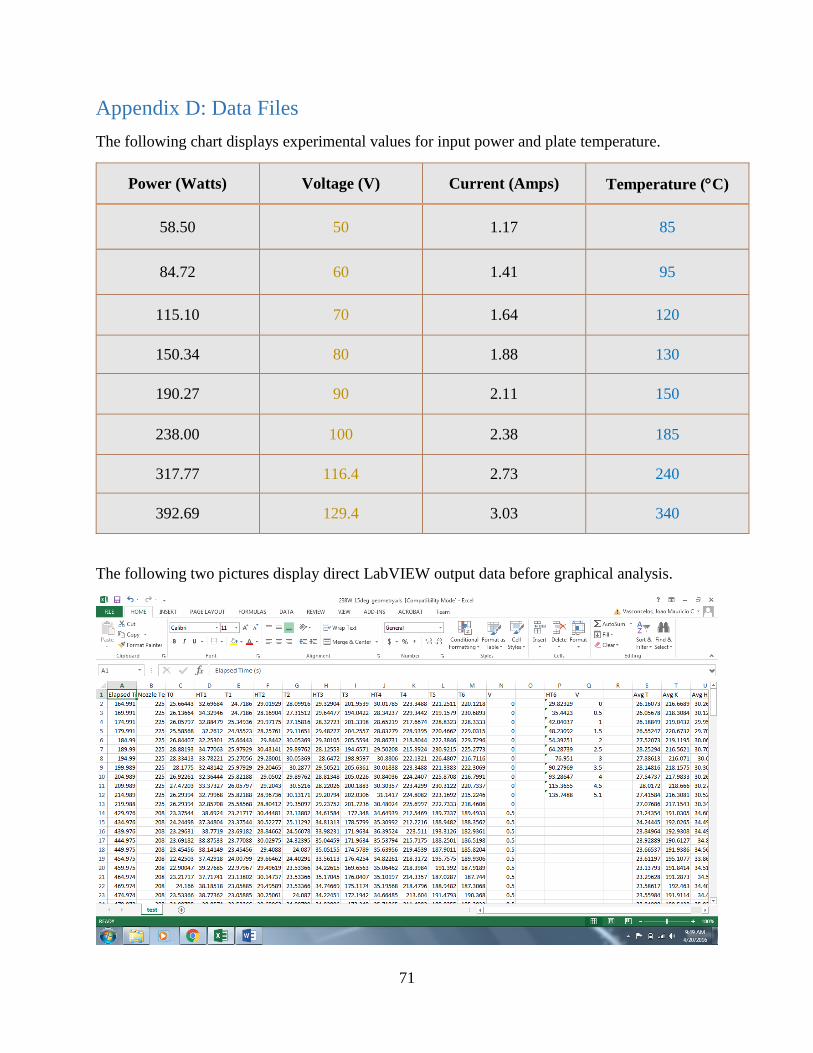
71
Appendix D: Data Files
The following chart displays experimental values for input power and plate temperature.
Power (Watts) Voltage (V) Current (Amps) Temperature (C)
58.50 50 1.17 85
84.72 60 1.41 95
115.10 70 1.64 120
150.34 80 1.88 130
190.27 90 2.11 150
238.00 100 2.38 185
317.77 116.4 2.73 240
392.69 129.4 3.03 340
The following two pictures display direct LabVIEW output data before graphical analysis.
72
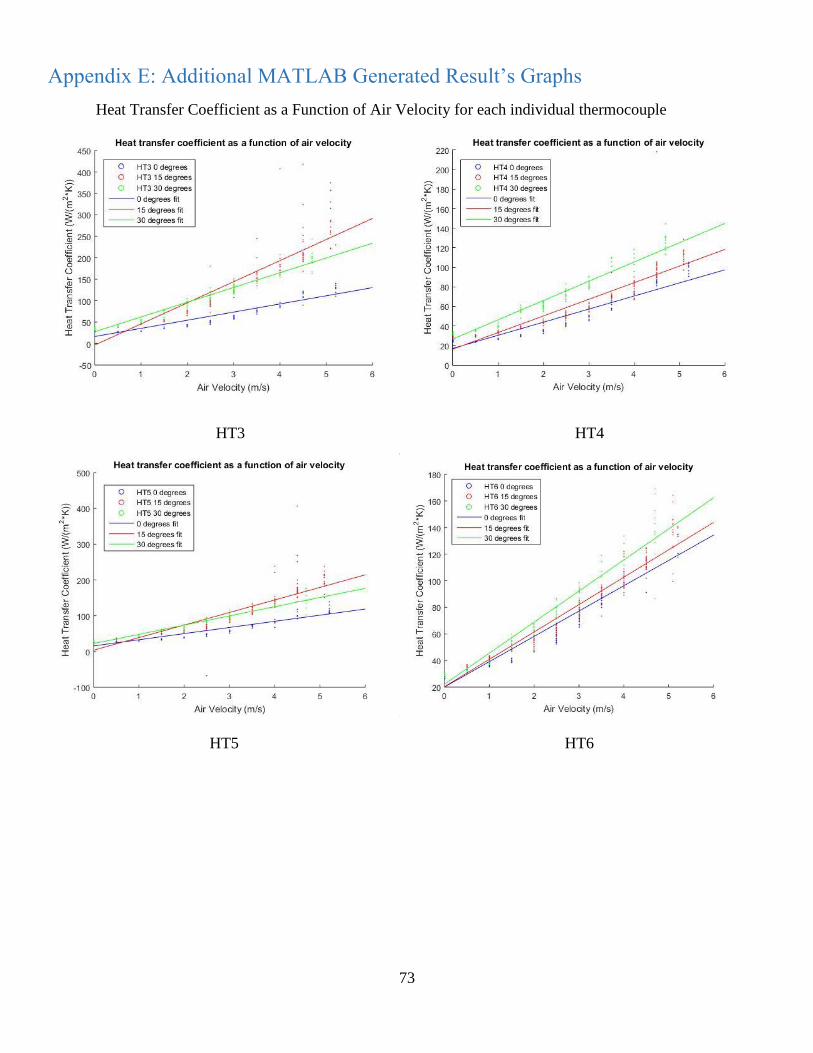
73
Appendix E: Additional MATLAB Generated Result’s Graphs
Heat Transfer Coefficient as a Function of Air Velocity for each individual thermocouple
HT5 HT6
HT3 HT4
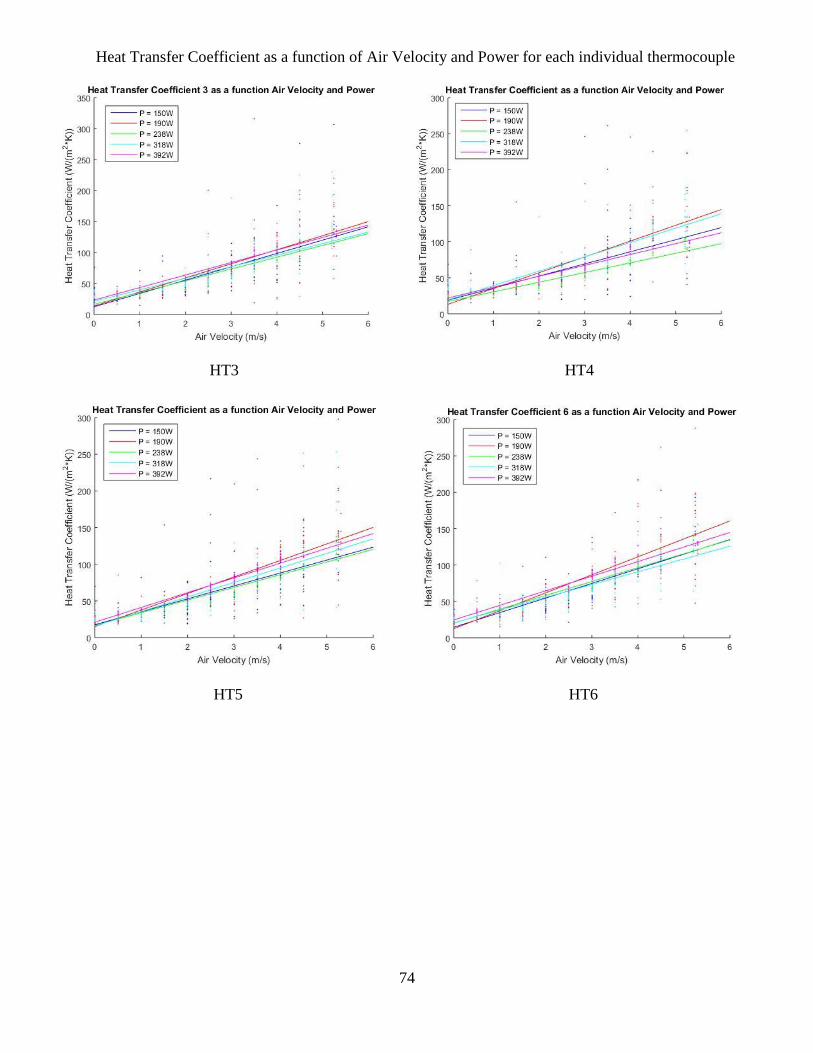
74
Heat Transfer Coefficient as a function of Air Velocity and Power for each individual thermocouple
HT3 HT4
HT5 HT6
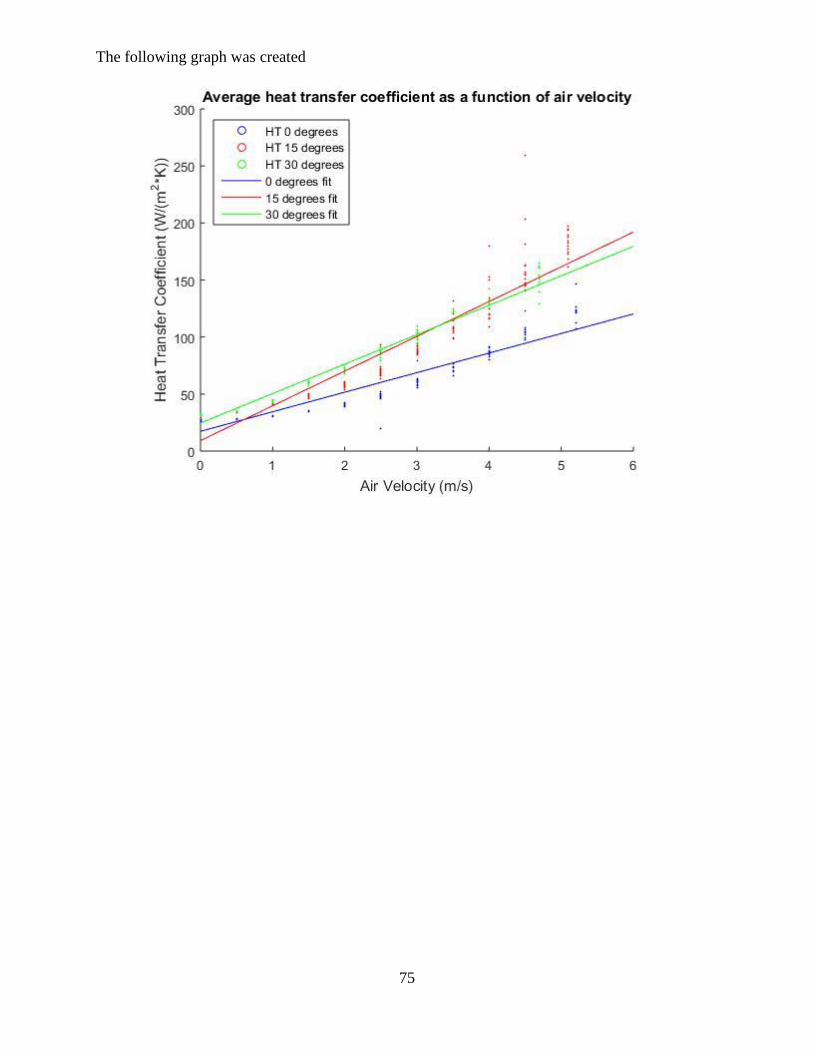
75
The following graph was created

76
Appendix F: ANSYS Generated Fluent Report

77
78
79

80

81

82
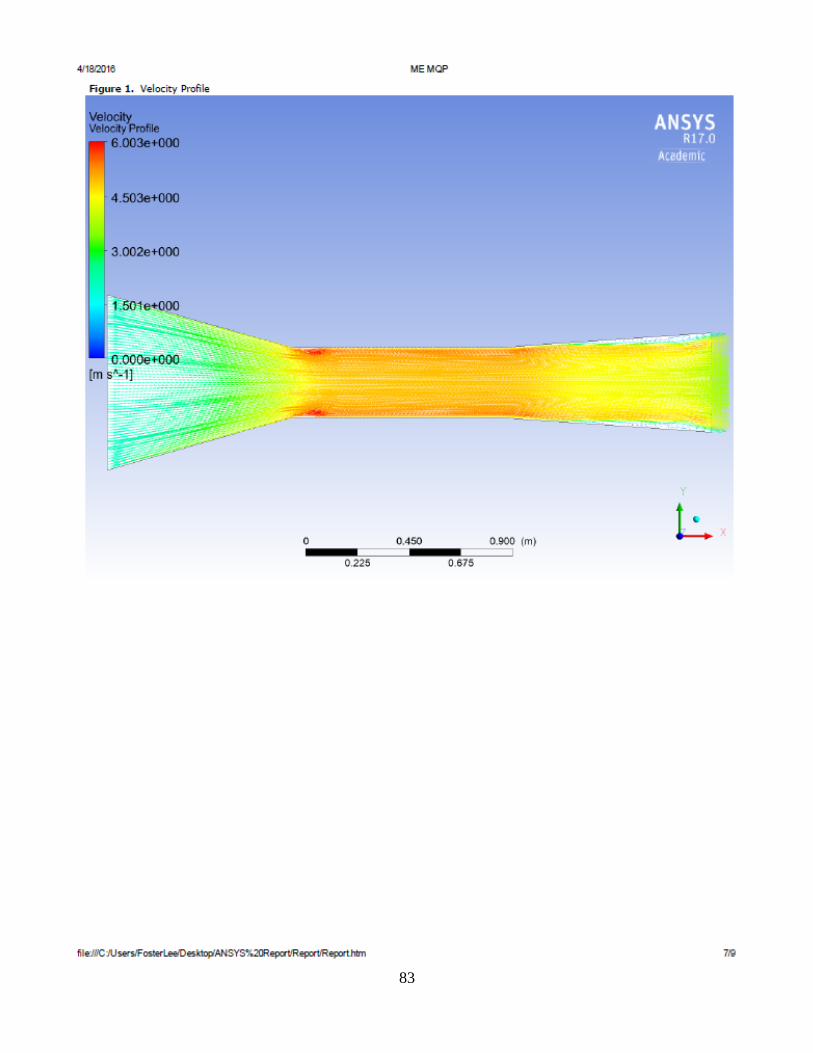
83

84

85
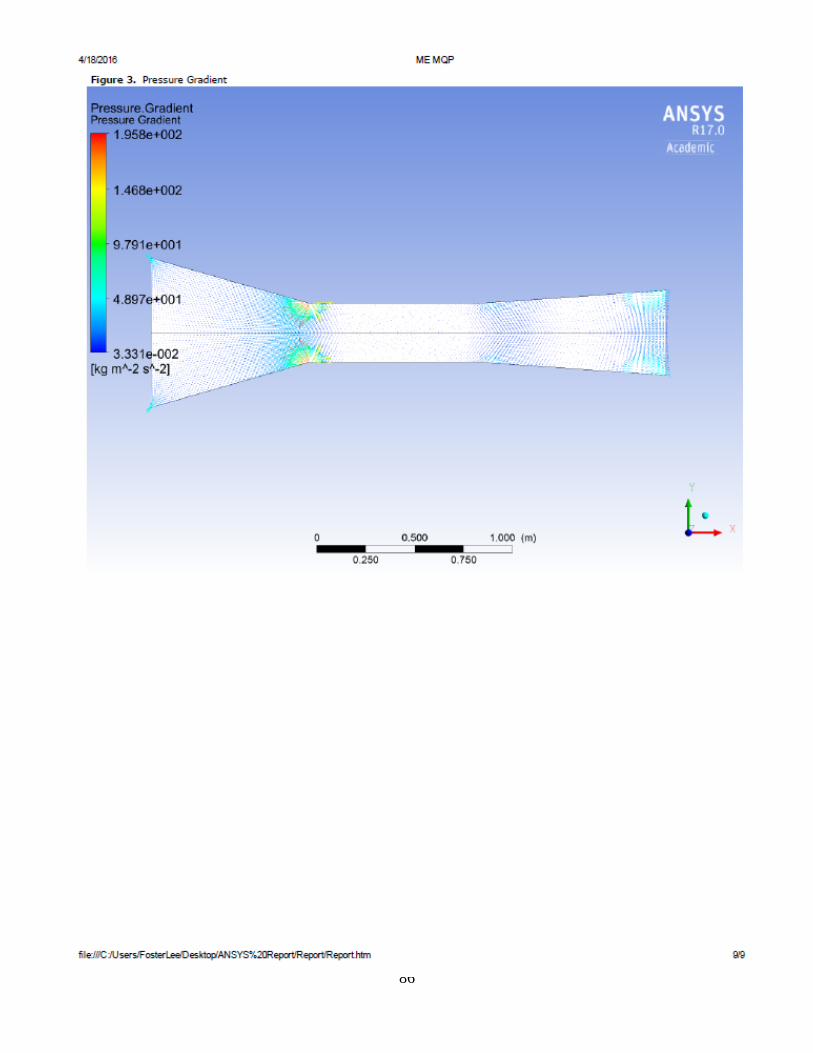
86
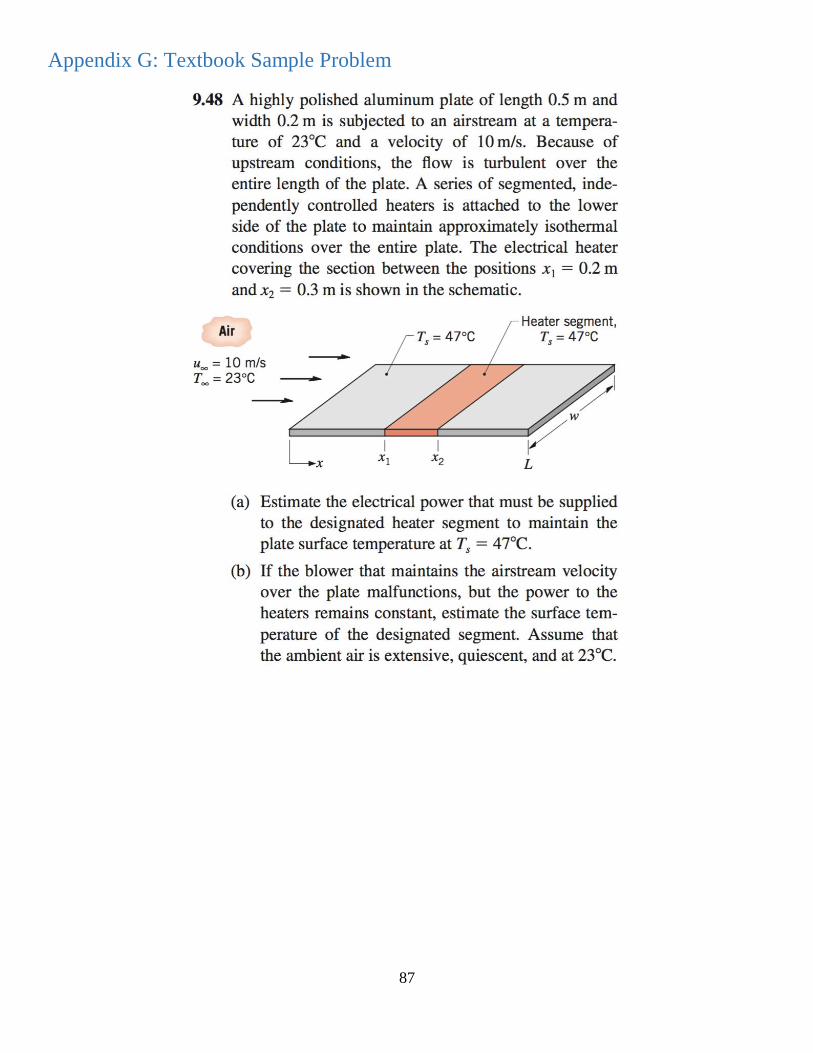
87
Appendix G: Textbook Sample Problem